estudo do layout atravÉs do slp: uma...
TRANSCRIPT

ESTUDO DO LAYOUT ATRAVÉS DO
SLP: UMA PROPOSTA COM
VALIDAÇÃO PELO MÉTODO SCORE
PARA UMA FÁBRICA DE POLPAS DE
FRUTAS
Fernanda Barreto de Almeida Rocha (UFRN)
Marianna Cruz Campos (UFRN)
Nathalia de Oliveira Pacheco (UFRN)
Roseane Rodrigues da Silveira (UFRN)
Samira Yusef Araujo de Falani (UFRN)
O presente trabalho tem por objetivo projetar melhorias na gestão
operacional de uma empresa fabricante de polpas de fruta, localizada
em Natal-RN. A partir da análise do arranjo físico e fluxos de
produção foi aplicada a metodologia do SLPP (Systematic Layout
Planning) de forma a analisar as possíveis melhorias no layout da
empresa. A utilização do SLP e análises do fluxo de materiais foram de
extrema relevância para se traçar um plano de melhorias, subsidiado
pelos dados e informações coletadas no estudo de caso, para
otimização do fluxo de materiais e aumento de produtividade. O
método score foi utilizado para avaliar as propostas de layout. Com o
suporte destes métodos, este trabalho apresenta alternativas de melhor
aproveitamento do espaço físico, redução de movimentações de
processo e fluxos contínuos e orientados, projetados a partir de uma
solução viável para a organização dos pontos de melhoria.
Palavras-chaves: Análise de fluxos, SLP, Arranjo-físico, Fábrica de
polpas de fruta.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
2
1. Introdução
O planejamento de um arranjo físico é recomendável a qualquer porte de empresa, pois tem
como consequências prováveis, quando bem implantado: redução de custos de operação e
aumento da produtividade, tanto dos funcionários como de toda empresa. No caso de
implantação de uma nova fábrica ou uma modificação de layout, sua análise e planejamento
são essenciais para alcançar os objetivos estratégicos de cada organização. (COSTA, 2004)
O resultado de um bom layout é o arranjo mais efetivo com simultânea segurança e satisfação
ao empregado; maior produtividade devido à economia de espaço, por conseguinte redução
dos manuseios e distâncias percorridas no processo; boas condições de gerenciamento e
supervisão; menores danos ao material processado; melhor flexibilidade do negócio ao se
ajustar às demandas. (TREIN, 2001)
Na fruticultura nacional, mais focada no setor de produção de sucos e polpas observa-se uma
alta competitividade e o fortalecimento do mercado (IBRAF, 2006a). Segundo IBGE (2006,
apud VILELA, s.d.) a produção de frutas no Brasil apresenta uma tendência crescente nos
últimos anos, apesar da irregularidade causada, principalmente, pelas variações na oferta da
laranja, que possui representatividade no global da produção.
Entre 2003 e 2005, também foi percebido aumento da produção de polpas e derivados de
frutas, em percentual aproximado a 12%. (IBRAF, 2006b). O setor vem ganhando cada vez
mais espaço e notoriedade. Então cada ferramenta, metodologia que aumente a produtividade,
lucro e desempenho de maneira geral destas organizações, pode atuar, tanto como um
diferencial frente ao mercado, como um fator decisivo para a sua continuidade.
Deste modo, esse trabalho disserta sobre a temática de arranjo físico e analisa criticamente o
layout de uma produtora de polpas de frutas em Natal/RN. Percebe-se que o Systematic
Layout Planning (SLP) é uma ferramenta adequada para tal, pois permite interligar a
competitividade do mercado com a melhoria das práticas internas através de estudos e
mudanças positivas no arranjo instalado.
2. Revisão Bibliográfica
2.1 O Layout e seu planejamento
O planejamento de arranjo físico requer a tomada de decisões concernentes à disposição dos
recursos transformadores e como as operações serão dispostas em relação a estes recursos. Os
maiores objetivos e implicações táticas e estratégias de um bom layout discutidos por Apple
(1963), Lockyer (1983) apud Trein (2001), são resumidos a seguir: facilitar o fluxo de
materiais e de informações; aumentar a eficiência de utilização de mão de obra e dos
equipamentos; reduzir os riscos dos trabalhadores; melhorar a comunicação; minimizar o
custo com manuseio de material; manter a flexibilidade do arranjo e das operações; minimizar
o trabalho em processo; melhorar a utilização do espaço.
O layout de uma empresa influencia profundamente no desempenho das funções operacionais.
Portanto, é essencial planejá-lo de acordo com as necessidades de cada organização. O mau
planejamento pode acarretar consequências desagradáveis em relação à produtividade e
qualidade na produção de bens e serviços, sendo recomendado a todos os tipos de empresa.
A geração de alternativas de layout é passo crítico para o processo de planejamento da
produção. Importa que os gestores da produção compreendam e tenham uma visão das
alternativas possíveis de elaborá-lo e, que o layout então selecionado, seja escolhido entre as

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
3
alternativas geradas. De acordo com Alves (s.d.) os fatores geralmente analisados durante o
processo de planejamento, bem como suas considerações são (ver tabela 01):
Fatores Análises
Material Deve-se observar se foram analisados na movimentação os aspectos de tamanho,
peso e quantidade de peças do produto.
Maquinário Deve-se analisar se o meio de produção que se está utilizando é empregado na
forma mais racional e correta.
Humano Verificar se as condições de trabalho são as melhores.
Movimento
Deve-se observar se o transporte entre os pontos de trabalho é realizado de forma
conveniente. Em escritórios, verificar a frequência de movimentação de pessoas
entre as áreas, seja para transporte de mercadoria ou material de escritório,
comunicação ou realização de trabalhos em outras áreas que não a sua.
Prazo Relacionar a disponibilidade da área de armazenamento antes e depois das
operações.
Serviços Auxiliares Observar se todas as entidades que prestam serviços auxiliares (manutenção, etc)
têm condições de desenvolver os seus trabalhos.
Prédio e Instalação
Observar se o “layout” se dispõe racionalmente em relação à construção do
edifício, em termos de ventilação, iluminação, instalações sanitárias, portas de
entrada e saída, ou se as linhas de distribuição de energia, ar, etc. estão dispostas
racionalmente em relação às linhas de produção.
Fonte: Alves (2003)
Tabela 1: Fatores e considerações a respeito do planejamento de layout
Contudo, as decisões tomadas pelo gestor são diretamente relacionadas ao tipo de sistema de
produção adotado pela empresa. Os quais podem ser classificados em categorias distintas de
acordo com as técnicas de planejamento e controle da produção. O sistema de produção que a
empresa pratica, por sua vez, varia o volume e variedade de produção. As decisões de arranjo
físico recaem e dependem desses dois elementos básicos, que direta ou indiretamente, são
responsáveis por todas as características, fatores e condições do planejamento.
2.2 Tipos Básicos de Layout
Segundo Slack et al (2008): “O arranjo físico por processo é assim chamado por que as
necessidades e conveniências dos recursos transformadores que constituem o processo na
operação dominam a decisão sobre o arranjo físico.” O fluxo que ocorre é do material em
processamento entre as secções, de acordo com as necessidades particulares de cada produto.
É utilizado em uma estratégia flexível com baixo volume e alta variedade, devendo analisar a
alocação das áreas, a fim de reduzir a movimentação dos materiais e evitar fluxos contrários.
O layout em linha ou por produto é estabelecido segundo a conveniência dos recursos que
estão sendo transformados. Normalmente se posiciona como uma linha, sem caminhos
alternativos, pois os recursos transformadores estão alocados de acordo com a sequência
lógica dos processos produtivos de determinado produto. Segundo Trein (2001), o desafio
desse layout é o balanceamento das operações e o correto agrupamento das atividades nas
estações de trabalho, para maximizar os resultados e minimizar os gargalos.
O arranjo físico celular é aquele em que os recursos transformados são pré-selecionados (ou
pré-selecionam-se a si próprios), para movimentar-se para uma parte específica da operação
(ou célula) na qual todos os recursos transformadores necessários a atender suas necessidades
de processamento estão dispostos. Este modelo permite à empresa a flexibilidade de um
arranjo físico por processo acompanhada da agilidade e simplicidade do layout por produto.
(SLACK et al,2008)

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
4
No arranjo físico posicional, ou fixo, não existe fluxo do produto, mas dos recursos (pessoas,
máquinas, ferramentas necessárias, etc) em torno do que está sendo processado. Isto se dá
devido ao formato, tamanho, peso ou condições do produto, que podem tornar delicada a
movimentação. Conforme Moreira (2008), a marca principal do arranjo físico é a baixa
produção. Como vantagem tem-se a alta flexibilidade de mix e como desvantagens o alto
custo unitário e a complexidade da programação de espaço.
2.3 Planejamento Sistemático do Layout (SLP)
O SPL (Systematic Layout Planning - Planejamento Sistemático do Layout) é, de acordo com
Murther (1978), uma sistematização de projetos de arranjo físico composto por uma estrutura
de quatro fases, um modelo de procedimento e uma série de convenções para identificação,
avaliação e visualização das áreas do planejamento. A figura 1 abaixo resume os
procedimentos do SLP utilizados durante a pesquisa.
Fonte: Os autores
Figura 1: Esquema dos procedimentos do SPL e dos diagramas utilizados.
Na primeira fase (localização), determina-se o local da área a se planejar as instalações. Na
segunda (arranjo físico geral), estabelece-se a posição relativa entre as diversas áreas. A
terceira fase (arranjo físico detalhado) envolve a localização de cada máquina/equipamento e
cada uma das características físicas das áreas, incluindo todos os suprimentos e serviços. Por
fim, na quarta fase (implantação), planeja-se cada passo de implantação do novo layout.
(MURTHER, 1978)
O ponto de início do SLP refere-se à entrada de dados, para entender o funcionamento da
empresa, como: produtos fabricados, volume de produção, sequências e a área destinada aos
processos. Em seguida, a análise do processo é feita com diagramas de processo, diagramas
de-para ou carta multiprocesso (para estabelecer o fluxo de materiais e determinar qual a

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
5
melhor sequência de movimentações sem desvios ou cruzamentos). Na figura 06, como
resultado das entradas há uma carta multiprocesso.
Com base nas relações e nas restrições das atividades da empresa, avaliam-se as
conveniências e os impedimentos das proximidades entre as áreas com o auxílio do Diagrama
de Inter-Relacões (ou Mapa/Diagrama de Relacionamento). Representa-se a proximidade dois
departamentos com a classificação decrescente da importância, sendo de A (absolutamente
importante) até U (sem importância), complementando com X (indesejável).
A próxima etapa objetiva é avaliar os dados e arranjos das áreas de trabalho. Elabora-se um
diagrama de arranjo de atividades representando a relação entre os setores com linhas de
ligação diferenciadas, em geral quanto maior o seu número, mais próximo devem estar. Após
isto, representam-se as áreas com o diagrama de inter-relações entre espaços, através de
retângulos proporcionais as medidas de cada setor.
Logo após o diagrama, desenha-se um layout inicial observando as restrições de espaço e
prioridades de ligação encontradas com as proposições anteriormente. Por fim, o layout
detalhado do local é definido levando em consideração os critérios de performance. Avaliam-
se as alternativas de arranjo encontradas, preferencialmente com o auxílio de trabalhadores do
local e prepara-se para a mudança do layout.
3. Procedimento Metodológico
A presente pesquisa foi realizada, quanto aos seus objetivos, através de uma pesquisa
exploratória descritiva, pela união dos fins de ambas. Envolvendo levantamento bibliográfico
a respeito dos métodos de proposição de layout e entrevistas. O caráter descritivo se dá pela
descrição das características encontradas no estudo, envolvendo coletas de dados
padronizadas.
Para fins aplicativos do objetivo da pesquisa, o estudo e proposição do arranjo físico, foi
utilizada a metodologia de estudo de caso. O local estudado abrange uma fábrica de polpa de
fruta, localizada na cidade de Natal-RN para o mapeamento de seus processos e estudo do
arranjo físico adotado. Nesse tipo de pesquisa é levada em consideração, principalmente, a
compreensão, como um todo, do assunto investigado.
A pesquisa apresenta uma abordagem quantitativa na medida em que serão coletados dados
numéricos das dimensões dos departamentos da empresa, bem como seus equipamentos. Em
paralelo, aborda-se o estudo também de forma qualitativa, pela interpretação descritiva dos
dados, de forma a propor recomendações. Para a coleta dos dados, foram realizadas
entrevistas com roteiros semi-estruturados e ações conversacionais, obtendo as informações
principalmente com a gerência de produção da fábrica em estudo.
A metodologia aplicada no re-arranjo físico do estudo de caso é a do Planejamento
Sistemático do Layout (SLP), utilizando as três primeiras, das quatro fases deste método.
Foram analisadas a localização da área da instalação fabril de polpas, o arranjo físico geral
estabelecendo a posição relativa das áreas da situação atual da empresa, e, por fim, um arranjo
detalhado com a localização de cada máquina e equipamento. Dentre as etapas do SLP foram
aplicadas no estudo, a análise dos fluxos através do fluxograma de processos e da carta de
multiprocessos, e a estruturação do layout por meio dos diagramas de inter-relações, de
arranjo de atividades e o de inter-relações entre espaços, para gerar as proposições de layout a
serem analisadas, para que então seja proposto um modelo final de arranjo físico.
Com as proposições estabelecidas, foi utilizado o método “score” (BARLETT et al,1994 apud
TREIN, 2001) no qual os modelos de layout gerados são avaliados quantitativamente, pela a

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
6
menor distância retilínea entre as bordas de cada par de postos de trabalho, com o valor
multiplicado pelo valor numérico das relações. O resultado final é a soma de todas as relações
(distâncias), assim é possível obter o modelo com menor distância percorrida.
4. Estudo de Caso
4.1 Caracterização da empresa
A empresa em análise é fabricante de polpas de frutas naturais e está localizada em Natal-RN
desde abril de 2007. Possui 10 funcionários, sendo 2 administrativos, 1 comercial e 7
diretamente da produção. O mix de produtos conta com polpas de seriguela, acerola, açaí,
cajá, manga, abacaxi, maracujá, uva, caju, cupuaçu, graviola, tamarindo, mangaba, goiaba e
umbu. As formas de comercialização podem ser em pacotes com 4 saquinhos de 100g cada,
ou em um pacote de 1kg.
Os clientes são pessoas físicas, mercadinhos, restaurantes, hospitais, escolas, e até mesmo
grandes hotéis e redes de supermercados. Seu mercado de atuação se restringe ao estado do
Rio Grande do Norte, porém há planos de expansão regional. Em sua estrutura física (ver
figura 2), a empresa conta com um departamento administrativo, secretaria, almoxarifado,
área de expedição, produção (ver figura 3), câmaras de congelamento, copa, lazer e banheiros.
Fonte: Os autores.
Figura 2 - Layout da empresa.
Fonte: Os autores.
Figura 3 - Layout da área de produção.
4.2 Processo Produtivo
O processo produtivo na empresa inicia-se na área de recebimento com a chegada das frutas,
que são pesadas e observadas quanto às características físicas (se estragadas ou não). Estando
aptas, são descarregadas e postas na área externa de produção.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
7
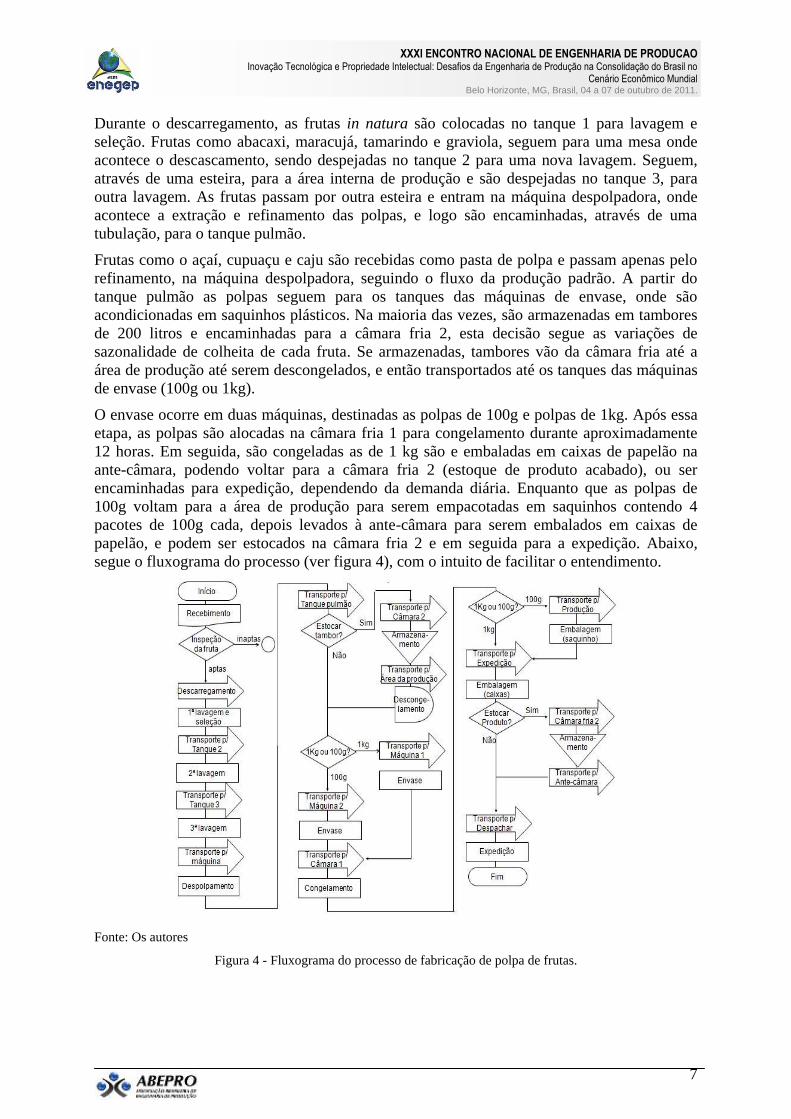
Durante o descarregamento, as frutas in natura são colocadas no tanque 1 para lavagem e
seleção. Frutas como abacaxi, maracujá, tamarindo e graviola, seguem para uma mesa onde
acontece o descascamento, sendo despejadas no tanque 2 para uma nova lavagem. Seguem,
através de uma esteira, para a área interna de produção e são despejadas no tanque 3, para
outra lavagem. As frutas passam por outra esteira e entram na máquina despolpadora, onde
acontece a extração e refinamento das polpas, e logo são encaminhadas, através de uma
tubulação, para o tanque pulmão.
Frutas como o açaí, cupuaçu e caju são recebidas como pasta de polpa e passam apenas pelo
refinamento, na máquina despolpadora, seguindo o fluxo da produção padrão. A partir do
tanque pulmão as polpas seguem para os tanques das máquinas de envase, onde são
acondicionadas em saquinhos plásticos. Na maioria das vezes, são armazenadas em tambores
de 200 litros e encaminhadas para a câmara fria 2, esta decisão segue as variações de
sazonalidade de colheita de cada fruta. Se armazenadas, tambores vão da câmara fria até a
área de produção até serem descongelados, e então transportados até os tanques das máquinas
de envase (100g ou 1kg).
O envase ocorre em duas máquinas, destinadas as polpas de 100g e polpas de 1kg. Após essa
etapa, as polpas são alocadas na câmara fria 1 para congelamento durante aproximadamente
12 horas. Em seguida, são congeladas as de 1 kg são e embaladas em caixas de papelão na
ante-câmara, podendo voltar para a câmara fria 2 (estoque de produto acabado), ou ser
encaminhadas para expedição, dependendo da demanda diária. Enquanto que as polpas de
100g voltam para a área de produção para serem empacotadas em saquinhos contendo 4
pacotes de 100g cada, depois levados à ante-câmara para serem embalados em caixas de
papelão, e podem ser estocados na câmara fria 2 e em seguida para a expedição. Abaixo,
segue o fluxograma do processo (ver figura 4), com o intuito de facilitar o entendimento.
Fonte: Os autores
Figura 4 - Fluxograma do processo de fabricação de polpa de frutas.

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
8
4.3 Planejamento sistemático do layout
4.3.1 Análise dos fluxos e diagnóstico
Para análise simplificada dos fluxos do processo de fabricação, foi utilizada tanto a análise
dos fluxos no layout adotado quanto a metodologia da carta multiprocesso, uma vez que as
polpas de 1kg, de 100g e a armazenagem em tambor para 100g e para 1kg, passam por
distintos caminhos nos processos da fábrica. Dessa forma, a carta multiprocesso (ver figura 5)
ajuda a indicar a sequência de operações pelas quais esses produtos devem passar, e a análise
conjunta com o layout proporciona a visualização desses processos na planta fabril.
Fonte: Os autores
Figura 5 - Carta multiprocesso.
O produto, após ser armazenado temporariamente, pode seguir por diferentes processos, de
acordo com as particularidades de cada tipo de embalagem, caracterizando um layout por
processo na empresa. Através disso, foi possível observar que o layout atual apresenta
algumas discordâncias quanto à sequência de atividades, quanto à estrutura das instalações, e
processamento. Os principais problemas elencados para justificar a ineficiência do arranjo
atual, quanto ao fluxo de produção encontram-se na tabela 2 abaixo:
Problemas Considerações
Fluxos de trabalho confusos Cruzamento de atividades durante o processo.
Movimentação sem padronização Algumas vezes um mesmo tipo de produto, sofre
diferentes movimentações.
Comprometimento da produtividade do
trabalhador devido ao transporte de
materiais
Pessoas de produção abandonando seus postos para
efetuar operações de transporte.
Excesso de transportes Visualizado através do fluxograma de processo e pela
esquematização das movimentações no layout
Elevados estoques de produto em processo Muitos produtos vão para a câmara fria para depois
voltarem novamente ao processo
Piso inadequado ao processo Piso desgastado pelo fator temporal
Utilização inadequada da área disponível Espaços sem utilização e outros sobrecarregados
Tabela 2 - Principais problemas relacionados ao layout

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
9
4.3.2 Diagrama de Inter-relações
Como forma de auxiliar na indicação da importância relativa das relações entre os processos,
máquinas e departamentos da fábrica, utilizou-se o diagrama de inter-relações para a área de
produção (ver figura 6) e para os departamentos da fábrica como um todo (ver figura 7). A
legenda, utilizada para ambas as figuras, representa o quão importante deve ser a proximidade
dos itens, auxiliando na decisão da melhor disposição do arranjo-físico. Os processos
indicados no diagrama foram avaliados a partir do fluxograma de processo exposto na análise
dos fluxos.
Figura 6 - Diagrama de relacionamento dos departamentos
Figura 7 - Diagrama de Inter-relações do setor de produção.
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
10
Com base tanto na visualização do processo produtivo em escala ampla quanto nas transações
realizadas entre os departamentos se estabeleceu o diagrama de relacionamento para apurar
qualitativamente a necessidade de proximidade entre os mesmos e os motivos de tal
julgamento.
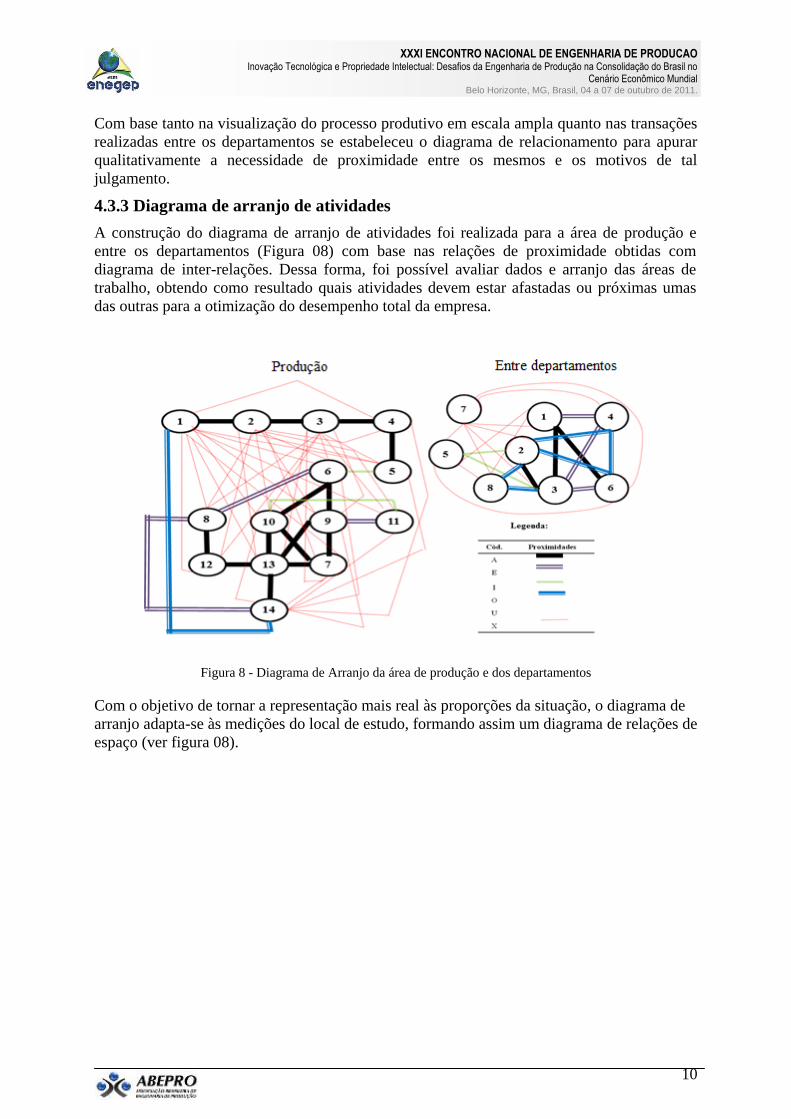
4.3.3 Diagrama de arranjo de atividades
A construção do diagrama de arranjo de atividades foi realizada para a área de produção e
entre os departamentos (Figura 08) com base nas relações de proximidade obtidas com
diagrama de inter-relações. Dessa forma, foi possível avaliar dados e arranjo das áreas de
trabalho, obtendo como resultado quais atividades devem estar afastadas ou próximas umas
das outras para a otimização do desempenho total da empresa.
Figura 8 - Diagrama de Arranjo da área de produção e dos departamentos
Com o objetivo de tornar a representação mais real às proporções da situação, o diagrama de
arranjo adapta-se às medições do local de estudo, formando assim um diagrama de relações de
espaço (ver figura 08).

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
11
Figura 9: Diagrama de relações de espaço entre departamentos.
5. Proposições
A partir das análises anteriores, foi possível identificar pontos a melhorar principalmente no
quesito transporte de materiais durante os processos de transformação e ainda relacionados ao
excesso de área destinada a produção, que ocasiona maiores distâncias de transportes. Dessa
forma uma alternativa de layout foi proposta com o intuito de reduzir ao máximo o fluxo
cruzado de matérias, bem como as distâncias de transportes. Para isso a ante-câmara foi
ampliada (parede vermelha) e a mesa usada para empacotar os saquinhos deslocada para essa
área.
Foram propostos ainda modificações no processo produtivo, com o objetivo de evitar
transportes desnecessários. No layout original, o produto acabado é estocado depois de
embalado em caixa de papelão, já no layout proposto, o produto será embalado somente
quando for expedida a ordem de pedido, evitando assim o transporte para área de embalagem
e a volta para a câmara fria 2. Ao idealizar a melhoria no processo partiu-se do pressuposto
que a passagem pela câmara fria 2 não irá influenciar na qualidade do produto, apenas
eliminará um estoque desnecessário, pois a fruta, quando em caixas, está em temperatura
adequada para a expedição, não necessitando de novo congelamento.
O novo layout propõe uma redução nas distâncias percorridas durante o fluxo de produção, o
que traduz em ganhos de tempo de produção, e consequentemente diminuição de perdas e
custos co-movimentação, além de um melhor aproveitamento da área disponível, gerando
uma oportunidade de futura expansão da produção. A planta de relações de espaço possibilita
a geração de diversas ideias de layout. O conjunto de diagramas construídos até o momento
possibilitou a geração de dois (2) arranjos globais possíveis: modelo proposto 01 (ideia
inicial) e modelo proposto 02. O modelo 01 é considerado mais conservador por trazer traços
do layout atual. Já o modelo 02 traz uma proposta um pouco mais diferenciada, como pode
ser observado abaixo:
XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
12
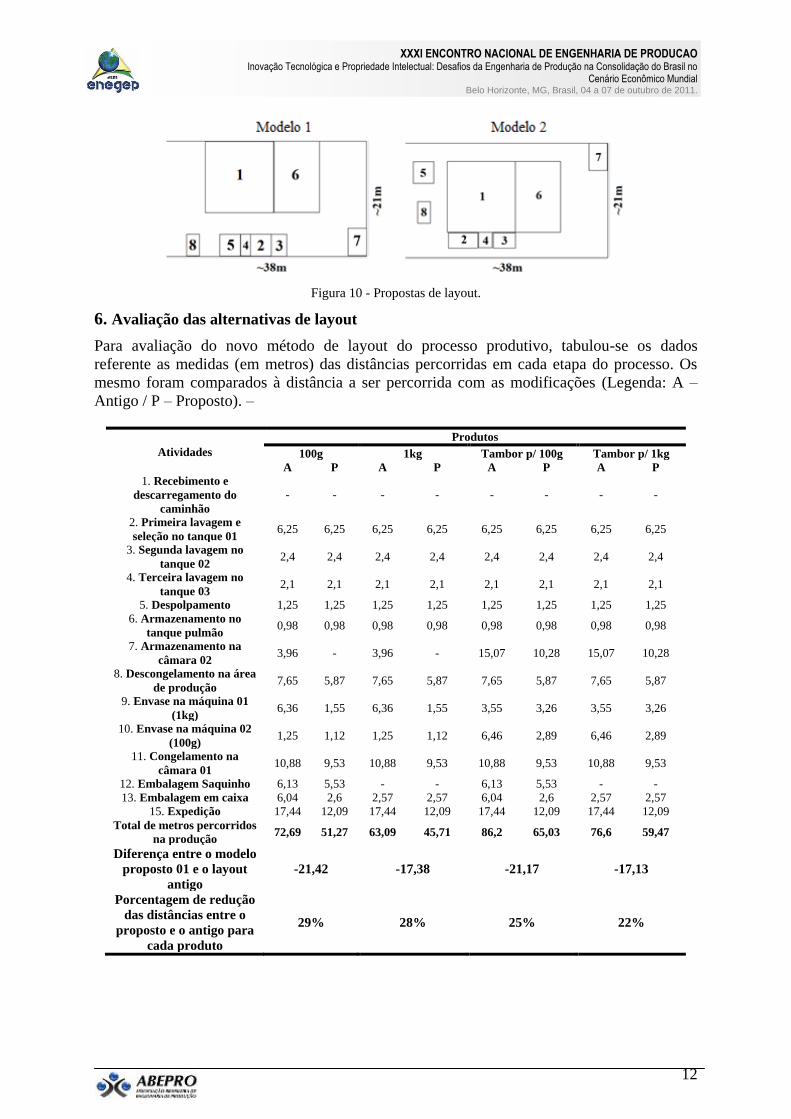
Figura 10 - Propostas de layout.
6. Avaliação das alternativas de layout
Para avaliação do novo método de layout do processo produtivo, tabulou-se os dados
referente as medidas (em metros) das distâncias percorridas em cada etapa do processo. Os
mesmo foram comparados à distância a ser percorrida com as modificações (Legenda: A –
Antigo / P – Proposto). –
Atividades
Produtos
100g 1kg Tambor p/ 100g Tambor p/ 1kg
A P A P A P A P
1. Recebimento e
descarregamento do
caminhão
- - - - - - - -
2. Primeira lavagem e
seleção no tanque 01 6,25 6,25 6,25 6,25 6,25 6,25 6,25 6,25
3. Segunda lavagem no
tanque 02 2,4 2,4 2,4 2,4 2,4 2,4 2,4 2,4
4. Terceira lavagem no
tanque 03 2,1 2,1 2,1 2,1 2,1 2,1 2,1 2,1
5. Despolpamento 1,25 1,25 1,25 1,25 1,25 1,25 1,25 1,25
6. Armazenamento no
tanque pulmão 0,98 0,98 0,98 0,98 0,98 0,98 0,98 0,98
7. Armazenamento na
câmara 02 3,96 - 3,96 - 15,07 10,28 15,07 10,28
8. Descongelamento na área
de produção 7,65 5,87 7,65 5,87 7,65 5,87 7,65 5,87
9. Envase na máquina 01
(1kg) 6,36 1,55 6,36 1,55 3,55 3,26 3,55 3,26
10. Envase na máquina 02
(100g) 1,25 1,12 1,25 1,12 6,46 2,89 6,46 2,89
11. Congelamento na
câmara 01 10,88 9,53 10,88 9,53 10,88 9,53 10,88 9,53
12. Embalagem Saquinho 6,13 5,53 - - 6,13 5,53 - -
13. Embalagem em caixa 6,04 2,6 2,57 2,57 6,04 2,6 2,57 2,57
15. Expedição 17,44 12,09 17,44 12,09 17,44 12,09 17,44 12,09
Total de metros percorridos
na produção 72,69 51,27 63,09 45,71 86,2 65,03 76,6 59,47
Diferença entre o modelo
proposto 01 e o layout
antigo
-21,42 -17,38 -21,17 -17,13
Porcentagem de redução
das distâncias entre o
proposto e o antigo para
cada produto
29% 28% 25% 22%

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
13
Tabela 3: Tabela comparativa das distâncias obtidas com o layout antigo versus o layout proposto
Com o objetivo de validar a melhor alternativa de layout para os departamentos da empresa,
utilizou-se o método “score”. Essa sistemática está sustentada em três pilares: a menor
distância entre as bordas dos postos de trabalho, sendo multiplicada pelo valor quantitativo
das relações entre os postos (taxas arbitrárias de relacionamento). Como resultado tem-se o
somatório de todas as relações, o valor inferior representa o melhor layout. A tabela abaixo
representa os níveis de relacionamento e segue-se para o diagrama de blocos permite as
medições reais e escalonadas através da tabela a seguir. (Os departamentos são proporcionais
às medidas atuais) (BARLETT et al,1994 apud TREIN, 2001):
Nível de relacionamento Valores Distância real Distância escalonada
A 6 0-5 0
E 5 5-10 1
I 4 10-15 2
O 3 15-20 3
U 2 20-25 4
X 1 25-30 5
Tabela 4: Nível de relacionamento, distâncias reais e escalonadas.
Foi aplicado o método “score” para os dois (2) novos modelos de layout obtidos, como
descrito na tabela 5 abaixo. Com o objetivo de obter o modelo projetado mais eficaz.
Observa-se que a melhor opção foi o modelo 01, já que teve como efeito a menor soma final
(menor distância total). Gerenciando a análise entre o modelo 01 e o layout atual obtém-se
que o melhor layout é o Modelo 01 (proposto) com uma melhoria de 21% em relação ao
antigo layout, no critério de performance voltado para a redução dos manuseios durante o
processo produtivo, e como conseqüência os tempos de execução da atividades.
Distâncias entre Depts (m)
Nível de relacionamento entre depts: Modelo Proposto 01 Modelo Proposto 02 Layout Atual
Somatório das distâncias 41 55 52
% de melhoria 21,15% - 0%
Tabela 5 - Escolha do melhor layout
7. Considerações Finais
As empresas buscam elevar a sua eficiência utilizando, inclusive, a aplicação de modificações
nos processos produtivos adotados, que conduzem a uma maior fluidez do trabalho e, em
consequência, a aumentos de produtividade e da qualidade do produto final. Entretanto, as
modificações poderiam ser ainda mais otimizadas caso o planejamento das instalações não
fosse realizado, como na grande maioria dos casos, com uma quase total ausência de critérios
e bases teóricas, acarretando diversos problemas que interferem no processo produtivo.
Esse trabalho objetivou, portanto, contribuir ao local estudado com a aplicação do SLP para a
proposição do re-arranjo das instalações, propondo uma forma da empresa melhorar seus
processos e fluxos, tendo em vista os seus atuais problemas. Com base no objetivo traçado
para o estudo, chegou-se a conclusão que o processo e os fluxos eram passíveis de otimização,
rearranjando o layout e dimensionando corretamente os fatores de produção.
As alternativas projetadas pelo SLP foram então avaliadas de forma a gerar a melhor delas, e
de viável aplicação, para o novo layout. Os benefícios com o modelo proposto seriam:
liberação da área produtiva facilitando a movimentação, diminuição dos tempos gastos com

XXXI ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Inovação Tecnológica e Propriedade Intelectual: Desafios da Engenharia de Produção na Consolidação do Brasil no
Cenário Econômico Mundial Belo Horizonte, MG, Brasil, 04 a 07 de outubro de 2011.
14
movimentação, melhores padrões de higiene e segurança, diminuição do cruzamento de
fluxos, entre outras que poderão ser melhor avaliadas com a aplicação real do modelo.
Cabe ressaltar que um arranjo físico errado pode levar a padrões de fluxo longos e confusos,
estoque de materiais, tempos de processamento longos, fluxos imprevisíveis e altos custos.
Portanto, a elaboração do layout deve envolver as diversas áreas da empresa, a experiência de
todos e o correto dimensionamento dos fatores diretos e indiretos de produção.
Referências
ALVES, C. L.; BORBA, M. de. Metodologia para projeto de layout em escritório.(s.d.) Disponível em:<
http://www.peteps.ufsc.br/novo/attachments/094_Microsoft%20Word%20-%20Arranjo%20Fisico1.pdf>.
Acesso em: 02 mar. 2011.
COSTA, A. J. Otimização do layout de produção de um processo de pintura de ônibus. 2004. 123f. Dissertação
(Mestrado Profissionalizante em Engenharia)- Escola de Engenharia, Universidade Federal do Rio Grande do
Sul, Rio Grande do Sul, 2004. Disponível em:<
http://www.lume.ufrgs.br/bitstream/handle/10183/5277/000468053.pdf?sequence=1 > . Acesso em: 21 maio
2010.
IBRAF – Instituto Brasileiro de Frutas. (a) Frutas e derivados. São Paulo: IBRAF. Ano 1. Edição 1, Abr.
2006. 48 p. Disponível: <http://www.ibraf.org.br/x_files/revista01.pdf> . Acesso: 25 maio 2010.
IBRAF – Instituto Brasileiro de Frutas.(b) Frutas e derivados. São Paulo: IBRAF. Ano 1. Edição 4, Abr.
2006. 52 p. Disponível: < http://www.ibraf.org.br/x_files/revista04.pdf > . Acesso: 25 maio 2010.
MOREIRA, D. A Administração da produção e operações. 2. ed. São Paulo: Cengage Learning, 2008.
MUTHER, R. Planejamento do layout: O sistema SLP. Editora Edgard Blücher, 1978.
SLACK, N.; CHAMBERS, S; JOHNSTON, R. Administração da produção. Tradução Maria Teresa Corrêa de
Oliveira. 2. ed. São Paulo: Atlas, 2008.
TREIN, F. A. Análise e melhoria de layout de processo na indústria de beneficiamento de couro. 2001. 126f.
Dissertação (Mestrado Profissionalizante em Engenharia)- Escola de Engenharia, Universidade Federal do Rio
Grande do Sul, Rio Grande do Sul, 2001. Disponível em:<
http://www.lume.ufrgs.br/bitstream/handle/10183/1790/000308359.pdf?sequence=0> . Acesso em: 21 maio
2010.
VILELA, P. S. Gestão, produtividade e qualidade são fatores críticos para a produção de frutas. Disponível
em:<http://www.google.com.br/url?sa=t&source=web&cd=31&ved=0CBsQFjAAOB4&url=http%3A%2F%2F
www.faemg.org.br%2FContent.aspx%3FCode%3D8309%26fileDownload%3DTrue&ei=VXAITJ-
CC4asNt2UqLYE&usg=AFQjCNGzuHzd6TSAPJVlVhLUqH42AUFEeQ> Acesso em: 28 maio 2010.