establishing waste reduction benchmarks and good …infohouse.p2ric.org/ref/01/00372.pdf · ·...
TRANSCRIPT

Establishing Waste ReductionBenchmarks and Good
Manufacturing Practice forOpen Mold Laminating
David R. Hillis
Funding provided byNorth Carolina Division of Pollution Prevention and Environmental Assistance


Acknowledgments and Notice
Sincere appreciation is expressed to Dr. Darryl Davis for his help and guidanceon this project. Special thanks is extended to Mr. Gene Jackson and his staff atEastern Fiberglass, Incorporated. This company provided facilities and helpwithout which this project could not have been completed. Finally the authorwishes to thank the North Carolina Division of Pollution Prevention andEnvironmental Assistance for their support and assistance.
Every effort has been made to insure that the information provided in this paperis accurate. However, neither the author or East Carolina University is endorsingthe products or services provided by any of the companies mentioned in thisreport.
David R. HillisDepartment of Industrial TechnologySchool of Industry and TechnologyEast Carolina UniversityGreenville, NC 2785814353(919) 328-4147ITHILLISQ HOMER.SIT.ECU.EDU


Establishing Waste Reduction Benchmarks and Good ManufacturingPractice for Open Mold Laminating
David R. Hillis
Executive Summary
This paper illustrates how to use planned experimentation to establishbenchmarks and Good Manufacturing Practice (GMP) needed to achieve wasteand cost reduction in a fiberglass lamination facility. The work described in thisstudy was carried out at a boat building plant in eastern North Carolina.
The study examined two types of spray guns and two resins (provides fourcombinations of equipment and resin) to construct the fiberglass laminate in a16’ boat. Of the four methods examined, the low styrene resin and an internalmix spray gun coupled with appropriate application methods provided the bestresults. This combination of equipment, materials, and manufacturing methodsled to the establishment of benchmarks and GMP. When instituted for thisspecific model of boat, this practice can reduce the total material waste by morethan half to 19.5 pounds from a base of 51.3 pounds. This reduction representsa 7.2% overall savings in total material based on a total laminate weight of 442pounds.
To achieve these savings the benchmarks and GMP must be documented andthe workforce instructed to adopt the practice so that it becomes a work habit.After this is done, the results of day-to-day production must be continuallycompared to the benchmarks to determine if the GMP is still being followed. Ifthe manufacturing unit is not meeting the benchmarks, then the metrics beingcollected will provide the workforce with the data needed to begin problemsolving.
Page 1

Page 2

Establishing Waste Reduction Benchmarks and Good ManufacturingPractice for Open Mold Laminating
David R. Hillis
IntroductionDr. Darryl Davis, Dean of the School of Industry and Technology, wrote a manualten years ago titled Pollution Reduction Strategies in the Fiberglass Boatbuildingand Open Mold Plastics /Industry. The intent of the author was to providepractical information on reducing waste and pollution from fiberglass laminatingoperations. That manual was well received by manufacturers, but it becamedated due to changes in regulations, technology, and manufacturing practice.Two years ago the Office of Waste Reduction, North Carolina Department ofEnvironment , Health, and Natural Resources funded a project to revise themanual to reflect current practice in the industry. The revision focused on linkingthe strategies for waste reduction with those aimed at improving profitability ofthe manufacturing operation. The authors felt that a coordinated strategy shouldenable a manufacturer to achieve both objectives - waste reduction andprofitability.
To attain the goal of increasing profits through waste reduction, the manualattempted to provide readers with an overview of available materials andlaminating technologies. Case studies were also included to illustrate howspecific technologies and materials were applied by manufacturers.
The manual also included a new set of techniques that would enable amanufacturer to quantify waste streams and establish benchmarks for goodperformance. These techniques are called Metrics. Metrics emphasizesquantifying performance to:
establish true costs of waste.l measure gains achieved in waste/cost reduction.l determine the manufacturing operation’s conversion efficiency.l assess variability in manufacturing performance.l determine if the operations are in control.
With this information, laminators can begin the development of GoodManufacturing Practice (GMP). In our research, we have found thatestablishing good manufacturing practice enables an organization to implementan improvement strategy for waste reduction and profitability.
Page 3

Good Manufacturing Practice
A way to understand what good manufacturing is can begin by understandingwhat GMP accomplishes. Specifically GMP is designed to:l provide a high level of consistency.l control variability.l reduce waste.l prevent back-sliding from established standards of performance.l provide a basis for training operators.
Why is the adoption of good manufacturing practice so important? In brief, GMPis the organizational equivalent of personal craftsmanship. In the fiberglassboat-building industry, companies routinely hire unskilled or marginally skilledworkers to build their sophisticated and complicated products. The training thatis provided is generally on-the-job with little follow through or reinforcement. Alltoo often this practice leads to poor quality, lack of profitability, and poor
. environmental practice. Those companies that are successful in providingquality products profitably while meeting environmental requirements areexamples of firms using GMP. A manufacturing organization using GMP is ableto:l consistently meet its own specifications.l meet industry standards and practice.l comply with statutory requirements.
To be able to consistently perform in this manner, a company has a lot of workand planning to do. Fortunately the list of things to do is not too long. Themajor tasks are:l design the product to effectively use a specific set of manufacturing
technologies which are available to the organization.l quantify performance measures for the materials, methods and technologies
used to manufacture the product.l identify the preferred materials, methods and technologies to make the
product.l define how the methods and techniques are used -- establishing good
manufacturing practice.l maintain records of performance.l train employees to use the methods and techniques.l train employees to be effective problem solvers.
When these tasks are completed, the company will have a manufacturingsystem, based on GMP, that provides predictable performance subject only tocommon cause variability. In a lamination operation this means:l working characteristics of the laminate are predictable.
Page 4
. the sequence of events and time required to complete the laminate ispredictable.
. management does not sequence work to keepon completing the laminate on a specified time
butworkers occupied,schedule.
. there are predictable results in product flow to completion, labor content,material conversion efficiency, as well as product specification.
focuses
Who is involved in establishing GMP? When reviewing the list of tasks requiredto implement good manufacturing practice, it is apparent that the individualsresponsible for product design, manufacturing, and management must beinvolved. However, the most important group in the process is management. Itis their support, guidance, and desire that will establish good manufacturingpractice. Fortunately for manufacturers there is help available. Over the pastten years there has been an international effort to formalize the managementprocess that guides the establishment of good manufacturing practice. Thiseffort has produced the IS0 series of standards.
IS0 Standards
In 1987 the International Organization for Standardization (ISO) introduced theIS0 9000 series of quality management standards and guidelines. Thesestandards have had an enormous effect on businesses globally. The standardsare intended to ensure equality in quality performance between trading nations.Globally there are over one hundred thousand IS0 9000 registered organizationsand the number is increasing rapidly.
IS0 9000 series consists of three standards that apply to the manufacturing anddistribution process. The most limited standard is the IS0 9003 standard whichcovers only testing and final inspection in an organization. IS0 9002 includesproduction control systems in addition to all the requirements in the IS0 9003standard. The IS0 9001 standard is the most comprehensive and consists ofproduct design control systems in addition to all the requirements found in the9002 standard.
There are advantages for both the company and the customer for becomingcertified under the IS0 9000 series. These advantages include improvements inefficiency, productivity, and in the quality of the products and services.Improvements like these can translate into a reduction in costs which meansimproved profitability and customer satisfaction and confidence in the company.
Recently a new series of standards has emerged, IS0 14000. This seriesfocuses on environmental management tools and systems. IS0 14000 will dealwith a company’s system for managing its day-to-day operations in relation to itsimpact on the environment. At present, only one portion of the standard isavailable, Environmental Management System Auditing.
The approach that will be taken with IS0 14000 certification process is similar tothat of IS0 9000 in that it helps companies to evaluate and compare their work
Page 5

to others who are meeting their environmental obligations. This process ofcomparing performance is a fundamental component of benchmarking and goodmanufacturing practice.
Companies complying to the IS0 14000 standards will benefit from expandedopportunities in international trade while meeting their environmental obligations.IS0 14000 will also prevent the environmental needs of a nation from becominga trade barrier for their manufacturing sector.
For regional businesses like boat building the requirement to become IS0certified is probably not pressing. But, the reasons for certification impact allmanufacturers regardless of their size or the scope of their market.Consequently, adopting good manufacturing practice and creating a profitableand environmentally responsible organization is simply a good businessobjective. In summary, it appears that environmental management will becomea necessity for doing business.
Benchmarking
Benchmarking is a performance measurement tool used in conjunction withimprovement initiatives. It is designed to provide a realistic standard forcomparing operating performance and for identifying good manufacturingpractices. Consequently, benchmarking is a continuous process of measuring,analyzing, and comparing performance to an established standard orbenchmark. Comparisons can be made against practices within the organizationor to industry and/or government standards. The objective is to identifybenchmarks for the best practices being used and to adopt them as thecompany’s standard of performance.
Resin Application Process and Industry Practice
A key manufacturing practice in the composites industry is the method ofapplying resin. The application method used has a significant impact on alamination operation’s conversion efficiency - the percentage of purchasedmaterials that become part of the finished laminate. In boat building, improvingthe conversion efficiency of the lamination operation is key in minimizing theamount of waste generated. Much of the recent work on conversion efficiencyhas centered on one waste stream, styrene. Styrene is in most laminating resinscurrently used in fiberglass boat building. In the resin, styrene serves as asolvent and as a needed component in the chemical reaction that creates thefiberglass laminate. Waste is generated because most resin application systemsallow styrene to escape into the air during its transfer from the storage tank tothe open mold. Additional styrene is lost while the laminate is curing in the mold.To reduce this waste, a manufacturer needs to carefully evaluate resinapplication systems and establish benchmarks on their performance for the typeof product being laminated. This is a necessary step in developing goodmanufacturing practice for open mold lamination.
Page 6

Open mold fiberglass boat builders have a choice of two basic methods forapplying resin to open molds. Each method of resin application has numerousand widely different technologies.
Resin application methods:l Spraying, examples of some common spray systems include:
* Conventional external-mix spray guns* High Volume Low Pressure (HVLP) guns
l Liquid Application, examples of these methods are:* Pressure-fed resin rollers* Flow coaters
Of the two methods, spraying is generally regarded as the least effective in termsof transfer efficiency for moving resin from the storage container to the mold.The polyester resins which are widely used by boat builders are thick and noteasily sprayed without the addition of a solvent. Fortunately, styrene which is arequired component in the chemical reaction is also an excellent solvent.However, much of the styrene is lost to the atmosphere during the sprayoperation. The evaporation of styrene and over-spray generally causes asignificant reduction in transfer efficiency.
Many spray guns mix the catalyst with the resin externally in the spray pattern.This approach has two advantages. First, the chance that the gun will “plug”from cured resin is greatly reduced. A second advantage occurs because thecatalyst spray can be seen by an observant operator -- confirming that the resinis being catalyzed. There are also several disadvantages to this form of resinapplication. Spray application is inherently “messy” even when done with care.With external mix spray guns the stand-off distance must be sufficiently great toallow the catalyst to mix with the resin. This distance provides moreopportunities for styrene evaporation and more over-spray. Consequently, thismethod of application can result in high VOC emissions, housekeepingproblems, generation of solid waste, and worker exposure to airborne styrene.
Liquid application of resin eliminates the need for atomization of styrene whilemoving resin from the storage container to the mold. In virtually all liquidapplication systems, the resin is placed directly on the reinforcement in the mold.Therefore, these application methods provide good wet-out even with reducedstyrene resins and the elimination of over-spray which results in good transferefficiency.
Problems with liquid application methods are the higher costs of the equipmentand associated tooling or in the case of resin rollers reduced productivity. Someof the less expensive liquid application systems (resin rollers) have been usedboat builders with success. However, in general many companies feel that the
by
rollers are difficult to use on complex molds or the labor content increasessignificantly due to their use.
Page 7

During the past few years several manufacturers have been working on closedmold methods to fabricate fiberglass boats. These methods are described inWaste Reduction Strategies for Fiberglass Fabricators by Hillis and Davis.Nearly all of these closed-mold techniques offer significant reductions in wastestreams to the atmosphere. However, solid wastes from catalyzed resin captured in overflow tanks, disposable mold covers, and grinding/sanding dustscurrently limit the transfer efficiency and practicality of these methods. Theefforts of the manufacturers developing these closed-mold technologies continueand there is a possibility that closed molding may ultimately replace openmolding for production of low-volume units at the upper end of the price scale.
Project Objectives
The choice of application methods (liquid or spray) is dictated by the productcharacteristics, lamination specifications, volume, mold design, and costs.However, once the method of application is specified, a builder still has tochoose from a variety of different types of equipment. Developing a process formaking a selection based on waste reduction was a key objective of this study.Another objective was to demonstrate how to set up benchmarks and then usethem to identify and establish good manufacturing practices for a specific boatbuilding operation.
Establishing Benchmarks & Criteria for Constructing a 16 Foot Boat
The first four tasks for establishing goodto be followed. Again, these tasks are:
manufacturing practice outline the steps
l design the product along with a specific manufacturing technology.l quantify performance measures for the materials, methods, and technologies
used to manufacture the product.l determine preferred techniques and methods to make the product.l define how the methods and techniques are used -- establishing good
manufacturing practice.This project, however, was constrained to the last three steps. The first step hadto be accepted as a given since the boat and lamination design were alreadyestablished for spray application of resin. Materials and spray equipment,however, were changed and evaluated.
The boat studied in this project was a 16 foot fiberglass skiff shown in Figure 1.This boat, sold through a dealer network for utility and pleasure use, is inproduction at a small fiberglass boat manufacturer in eastern North Carolina.Specifications for the boat are:
Length 16’ 2”Beam 75”Transom height 20”Design weight 750 pounds
Page 8

Figure 1. The skiff with a center console added after construction
The materials used to construct this boat are typical of those found in most smallfiberglass boats. The following list shows the major material classifications andhow the material was issued to the lamination department.Material List
Fiberglasswoven roving precut kits for each boatgun roving bulk in 50 pound boxes
Other reinforcementcore matplywoodwood 2 X 6 framing
Resingel coatlaminating resincatalyst
Miscellaneousurethane foam for floatationplastic tubing, conduitPuttyflooring staples
precut kits for each boatprecut kits for each boatprecut grid for each boat
bulk in 55 gallon drumsbulk in 55 gallon drumsbulk in gallon containers
bulk in 55 gallon drumsprecut kits for each boatbulk in gallon containerssticks for staple gun
In the study, all materials used were weighed prior to application. Before andafter weights were obtained for bulk issued materials so that the actual “issue”weight could be determined.
The focus for quantifying performance was on the total waste created during themanufacturing process. Specifically all materials going into the manufacturingprocess were weighed and the boat as it was being made was weighed. Over-spray, trimmings, floor scrap, etc. were also weighed and accounted for duringthe manufacturing process. There was also some waste that was not captured
Page 9
and therefore labeled as Waste Not Classified. The magnitude of this wastecategory was determined by subtracting the finished boat weight and the totalwaste captured from the total weight of materials issued. The total amount ofwaste generated was summarized as a percent of the resin used to construct theboat.
Determining which manufacturing practice works best in terms of wastereduction requires a formal study. The company participating in this study useda spray chopper gun to apply resin. The boat being manufactured was designedfor this type of resin application. In addition to applying resin, this gun alsodispensed as glass chop about 50% of all the fiberglass used in the boat.Consequently, for this manufacturer the gun was the primary waste generator.Given these constraints, a study comparing gun types (spray application withglass chop) was developed to measure the magnitude of the waste streams.The study also evaluated the effect of lower styrene resin on spray applicationsince the amount of styrene available as a solvent is believed to be a factor inspray application and waste generation.
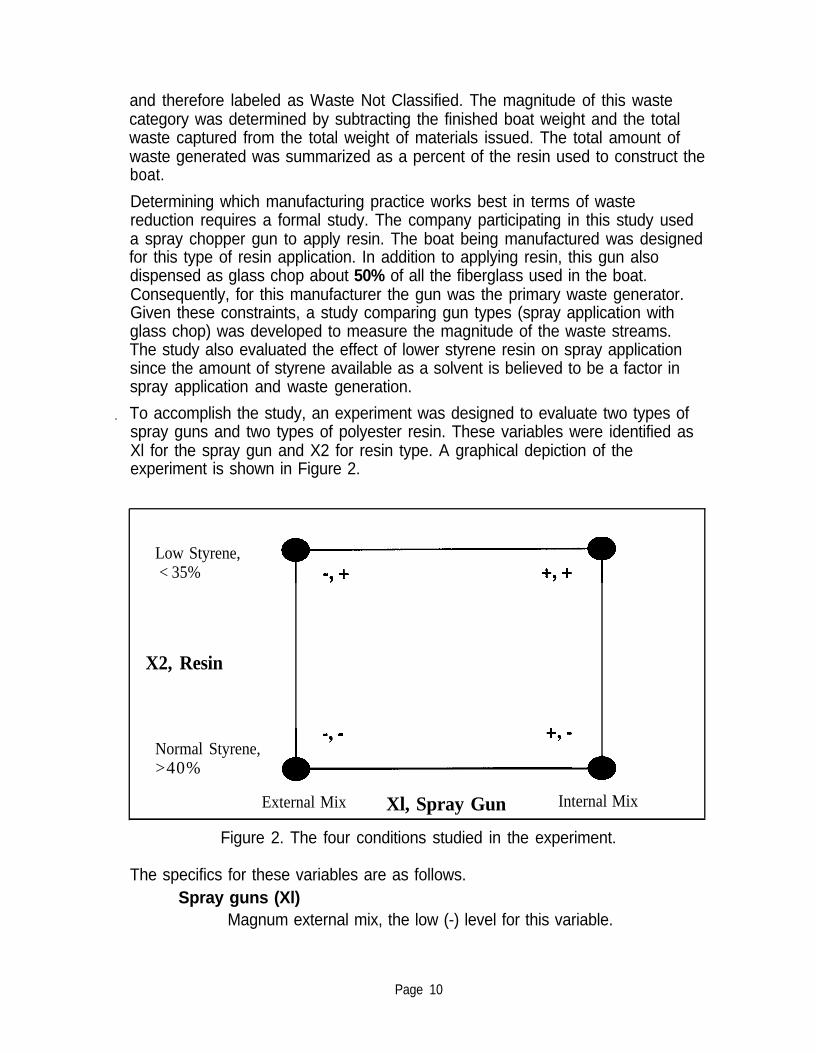
. To accomplish the study, an experiment was designed to evaluate two types ofspray guns and two types of polyester resin. These variables were identified asXl for the spray gun and X2 for resin type. A graphical depiction of theexperiment is shown in Figure 2.
Low Styrene,< 35%
X2, Resin
Normal Styrene,>40%
External Mix Xl, Spray Gun Internal Mix
Figure 2. The four conditions studied in the experiment.
The specifics for these variables are as follows.Spray guns (Xl)
Magnum external mix, the low (-) level for this variable.
Page 10

Venus-Gusmer internal mix, the high (+) level for this variable.Resin type based on styrene content (X2)
Styrene at 40 % content (Ashland Chemical), the low (-) level forthis variable.Styrene at <35% content (Cook Composite and Polymers), the high(+) level for this variable.
In the study, a complete boat was tracked for each of the four possibleconditions in the experimental design. The procedure that was followed isoutlined below.l all materials used in the construction of the boat were weighed.l the clean empty mold was weighed before lamination and after the boat was
pulled from the mold.l the boat weight in the mold was tracked during construction.l over-spray panels were placed around the mold and weighed before and
after construction. Solid scrap was collected and weighed. Waste amountswere calculated for each boat tracked.
l a waste percentage as a function of the resin used was calculated.To determine the weight of the boat during lamination, a set of load cells wereplaced under the mold. Figures 3 and 4 show the mold on the load cells and oneload cell at a corner of the mold. A central control panel allowed for directreading of the mold weight during the entire lamination process.
Figure 3. The boat mold sitting on load cells with one over-spray panel in place.The load cell connectors are being plugged into the control panel.
Page 11

Figure 4. One of four load cells in place under the mold
Once the mold was placed on the load cells the over spray panels were set uparound the mold. The panels were about 36 to 42 inches from the side of themold. The panels consisted of polyethylene film stretched over a plastic frame.The frames were five feet tall. After the panels were in place the laminationprocess was able to proceed. The sequence of operations were:Operations Sequence0 spray gel coat.0 apply a layer of resin and fiberglass chop.0 lay in core mat, glass cloth, and resin.0 apply a layer of resin and fiberglass chop.0 lay in wood reinforcing in the transom and place the wood grid then spray
resin and fiberglass chop.0 place floatation foam.0 place floor then spray resin and fiberglass chop.0 lay in glass cloth, resin, and fiberglass chop.0 remove boat from mold.0 trim gunnel (top outside edge of the boat).
Figure 5 shows an operator using an external-mix gun spraying chop and resininto the mold. The continuous glass roving (straight white line) can be seenentering the gun where it is chopped into strands about ½ long. An over spraypanel can be seen directly behind the operator.
Page 12

F‘igurme 5. Spraying fiberglass chop into the boat rnold
Results of the study
The results of the study are summarized in Table 1. The plus signs in the tablerepresent the high levels for the respective variables, Xl and X2. The high levelfor Xl is the internal mix spray gun and for X2 it is the low-styrene resin. As anexample, the boat built on 1 O/8/96 used the internal mix spray gun and the low-styrene resin. The Y column is the result, the amount of waste created perpound of resin used expressed as a percentage. Therefore, the total waste forthe boat built on 10/8/96 was 10.9 % of the total weight of the resin used in thelamination of the boat.
Table 1. Results of the study.\
Date of Construction.
Xl (gun) X2 (resin) Y1 O/08/96 + + 10.9 %8/09/96 + 10.91 l/08/96 I + 18.0
L 6/l 8196 0 19.2
Page 13

From the table one can see that the internal-mix gun dropped waste between 7.1to 8.3 %. The use of low-styrene resin did not appear to have the same impacton waste reduction. However, this would be an inaccurate interpretation of thestudy since the results are reported on the basis of waste per pound of resinused. When the low-styrene resin was used with the internal-mix gun, the actualpercentage of glass in the laminate increased substantially. The company’snormal manufacturing practice yielded a percentage of glass in the laminate of37.5%. When the low-styrene resin was used with the internal-mix gun theamount of resin required dropped substantially thus raising the percentage ofglass in the laminate to 48%. In practice, this makes a stronger less expensiveboat hull - a very desirable outcome. Consequently, the low-styrene resinreduced total waste since the amount of resin was reduced.
The reduction in waste can be explained as follows.
+ An external-mix spray gun requires the operator to hold the gun away from thespraying surface so that there will be sufficient travel distance for catalystmixing. An internal-mix gun completely mixes the resin and catalyst in thenozzle eliminating the need for a stand-off distance. Figure 6 illustrates thisdifference.
+ Reducing spray distance reduces over-spray, a source of waste.
+ The internal-mix gun provided a flatspray pattern minimizes over-spray.
uniform swath of chop - a more precise
+ Reducing spray distance lessens styrene loss which serves as a solvent toenhance wet-out of fiberglass.
+ The low-styrene (slightly less than 35% styrene by weight) resin supplied byCook Composite and Polymers also had superior wet-out characteristics.Figure 7 shows the results of a test for resin wet-out properties. These wet-out characteristics were also found to be present in low-styrene resin suppliedby Reichhold Chemicals.
+ Using a low-styrene resin will provide a dryer looking laminate immediatelyafter spraying. However, if the resin is allowed to “sit” before being rolled theglass will wet-out. The excellent wet-out characteristics of the resin coupledwith the reduced styrene loss from using an internal-mix gun eliminates theneed to flood the laminate with resin to wet-out the glass chop or the wovenroving. These factors reduced the amount of resin needed to make thelaminate.
Page 14

standoffdistancerequired forexternal-
no standoffdistancerequired forinternal-
internal mix guns.
The wet-out properties are determined by pouring a precise volume of resin intoa clear plastic test frame and then measuring the saturated area. In this testthe low-styrene resin is on the left and the normal laminating resin is on theright. Note the larger saturated area for the low-styrene resin.
Figure 7. Comparison of resin wet-out properties.
Benchmarks
Based on the information gathered during the study, the amount of fiberglasslaminate in this boat using current manufacturing practice averaged 442 pounds,The study found that the average fiberglass content in the laminate is 37.5%.Consequently, the company’s current manufacturing practice provided thebenchmarks shown in Table 2.
Page 15

Table 2. Benchmarks for current manufacturing practice.
Material Weight in Pounds PercentageResin 276Glass 166 37.5 % of laminate weightLaminate weight 442
Waste 51.3 18.6 % of resin
If the internal-mix gun and the low styrene resin used in the study were adoptedto develop good manufacturing practice then a new set of benchmarks can beestablished, Table 3.
Table 3. Benchmarks for good manufacturing practice.
Material Weight in Pounds PercentageResin 179Glass 166 48.0 % of laminate weightLaminate weight 345
Waste 19.5 10.9 % of resin
These benchmarks indicate that waste would be reduced from 51.3 to 19.5pounds, a decrease of 31.8 pounds per boat. Overall, this is a 62 % reduction inwaste or a 7.2 % overall reduction in laminate material. To achieve thisperformance on a consistent basis will require the manufacturer to adopt themanufacturing practice that established these new benchmarks.
Good Manufacturing Practice
During this investigation the company’s personnel willingly adoptedmanufacturer’s (material and equipment) recommendations and sought outadvice from skilled colleagues to develop appropriate manufacturing practice forthe materials and equipment used in the study. They also conducted some trialruns and made changes and modifications to equipment and tooling to improvetheir manufacturing practice. Because of their efforts the investigators, wereable to establish benchmarks on conversion efficiency and waste streams for anentire boat for all four experimental conditions.
The results of the study indicate that the internal mix Venus Gusmer choppergun and low-styrene resin provided benchmarks that provide a significantreduction in waste when compared to present practice. The work methods andtechniques used to attain these benchmarks, therefore, define goodmanufacturing practice.
Some of the key practices that constitute good manufacturing practice using theinternal-mix spray gun and low-styrene resin are listed below.• insure that the temperature (documented) of the resin, mold, and room are
within the allowable range that guarantees adequate resin working time.l adjust the gun to predetermined pressure settings (documented) for the resin.
Page 16

l verify that the catalyst percentage is correct and that catalyst no-flow alarm isoperating.
l spray close to the mold - 9 to 18 inches.l soaking time -- spray the resin and let stand for a least two minutes before
rolling. If rolled immediately, the roller will pull the laminate creating voidsand air pockets.
l don’t add more resin to aid wet-out in a dry-looking laminate. It’s moredifficult to work out resin-rich areas when using low-styrene resin.
l weigh out glass and resin materials so glass to laminate ratios can becalculated and compared to benchmarks.
These items summarize some the of knowledge and skill needed to achieve thebenchmarks that were established with this equipment. The key to continuedsuccess in meeting the benchmarks will be the ongoing use of goodmanufacturing practice. If the current personnel in the lamination departmentleave the company, the practice will be lost unless it is well documented. Thismeans that laminating crews are going to have to keep records of what they doand record data like temperatures, weights, material lot numbers, etc. for eachboat built. They will also have to continuously compare results with benchmarksand take action if there is unusual variation from the benchmarks.
In addition to the record keeping, pictures and video tape should be taken of thelamination process to record the habits and techniques that are part of goodmanufacturing practice. Maintaining pictures and video tape of laminationoperations will also insure that current practice can be compared to the goodmanufacturing practice that established the benchmarks. This will provide theinformation needed to train new people that enter the department. This visualrecord will also aid in problem solving and process improvement.
Significantly improved performance often occurs unexpectedly such as when anew lot of resin arrives or when a different piece of equipment is used. In theseinstances the lamination crews will have the information needed to help themunderstand why better performance occurred. Once the reason for betterperformance has been determined, new benchmarks can be established thuscreating a new definition of good manufacturing practice.
Process improvement is an important part of good manufacturing practice. Insmall companies that can not afford to develop breakthrough technologies ormethodologies, the process of establishing good manufacturing practice providesan effective means to reduce waste and thereby improve profits.
Summary
In an ideal situation, product design and the design of the manufacturing processshould be developed together. Design goals can then be established asbenchmarks for manufacturing performance. However, most boat builders arelimited in the near term by economics and laminate design to specific resin-
Page 17

application systems. This study accepted this limitation as a given. However,even when limited to one type of resin application system there are alwaysalternatives available to a manufacturer. Experimentation can provide a builderwith a means to evaluate alternative materials and equipment that have thepotential to reduce waste and therefore cost. It is unlikely that changing over todifferent materials and spraying equipment will by themselves raise the level ofperformance of an organization. Improvement in performance requires theestablishment of benchmarks and then documenting the manufacturing practiceneeded to achieve these benchmarks. Once the GMP has been identified theneveryone involved in achieving the benchmarks must be trained in the relevantmanufacturing practice. Finally the organization must audit its manufacturingpractice to insure that the GMP is being followed and benchmarks are being met.If there is a discrepancy between benchmarks and production performance thenthe manufacturing unit responsible has to be able to problem solve and restoreits level of performance. Steady state performance however is not the goal.Continued improvement in waste reduction (cost reduction) is the intent of thiseffort. Therefore, once the manufacturing unit has achieved the benchmarks thenext step is to reset them to improved levels by instituting a new program ofexperimentation.
In this study there were four combinations of equipment and materials used -each combination was able to build a satisfactory boat. However, throughexperimentation, one combination was found to be more effective than theothers. In practice, the benchmarks and good manufacturing practice for thiscombination of equipment and material must be documented and the workforceinstructed to adopt the practice so that it becomes a work habit. Once this isdone, the results of day-to-day production are continually compared to thebenchmarks to determine if good manufacturing practice is still being followed. Ifthe manufacturing unit is not meeting the benchmarks, then the metrics beingcollected provide the workforce with the data needed to begin problem solving.
The variety of problems that occur every day in a lamination department caneasily overwhelm a supervisor. Therefore, it is unlikely that one supervisor hasenough time to compare all data to benchmarks and then initiate correctiveaction when needed. Consequently, each individual involved in laminationneeds to learn how to be an effective problem solver. Training in problemsolving therefore is as important as instruction in good manufacturing practice.
Page 18

References
DeVor, R. E., Chang, T., & Sutherland, J. W. (1992). Statistical qualitv desiqnand control. New York: Macmillan.
Hillis, D. R. & Davis, A. D. (1995). Waste reduction strategies for fiberqlassfabricators. Raleigh, NC: Office of Waste Reduction.
Page 19
