el hilado es el proceso de convertir fibra de algodón suelta en hilo
TRANSCRIPT

El hilado es el proceso de convertir fibra de algodón suelta en hilo, en el que intervienen una serie de procesos distintos y bien diferenciados. Las principales funciones de estos procesos son:
Apertura y mezcla de la fibra Limpieza de la fibra Enderezamiento y puesta en paralelo de la fibra Formación de una hebra fibrosa continua Aplicación de torsión
Cualquiera que sea el resultado deseado, la selección adecuada de las fibras es la base para el buen funcionamiento de la hilandería.
Los requisitos del producto acabado o del consumidor de hilo serán las fuerzas que determinan la calidad y las propiedades de fibra más indicadas para un rendimiento económico óptimo. Utilizar fibras de calidad superior a la necesaria resultará poco rentable. Asimismo, utilizar fibras de calidad inferior a la necesaria causará pérdidas. Para garantizar la rentabilidad es muy importante, por consiguiente, saber decidir correctamente cuáles son las propiedades de la fibra más idóneas para una operación determinada.
Apertura
La apertura consiste en separar las capas comprimidas o las bolas de fibra en pequeños mechones, para facilitar el transporte y una limpieza eficaz (véase la figura 2.31).
Figura 2.31: Abridora-pinzadora de balas
Una abridora-pinzadora de balas toma fibra de las distintas balas apiladas en fila y la transporta hasta la desmotadora. Este paso se considera parte del proceso de apertura. En cada pasada, la abridora-pinzadora va tomando una pequeña capa de fibras de las balas allí dispuestas. A continuación, la fibra pasa a la cadena de limpieza. El recuadro ilustra cómo la cabeza de la abridorapinzadora retira una pequeña capa de fibra de cada bala mientras se desplaza en ambos sentidos junto a las balas.
Mezcla
La mezcla agrupa los mechones de fibras procedentes de distintas balas hasta formar una mezcla consistente y homogénea.
Limpieza
La limpieza elimina las materias extrañas de la codiciada fibra.
Existen cuatro principios básicos de limpieza:
Sacudidas
Diferencias de densidad Fuerza centrífuga y la inercia Chorro de aire
Cardado
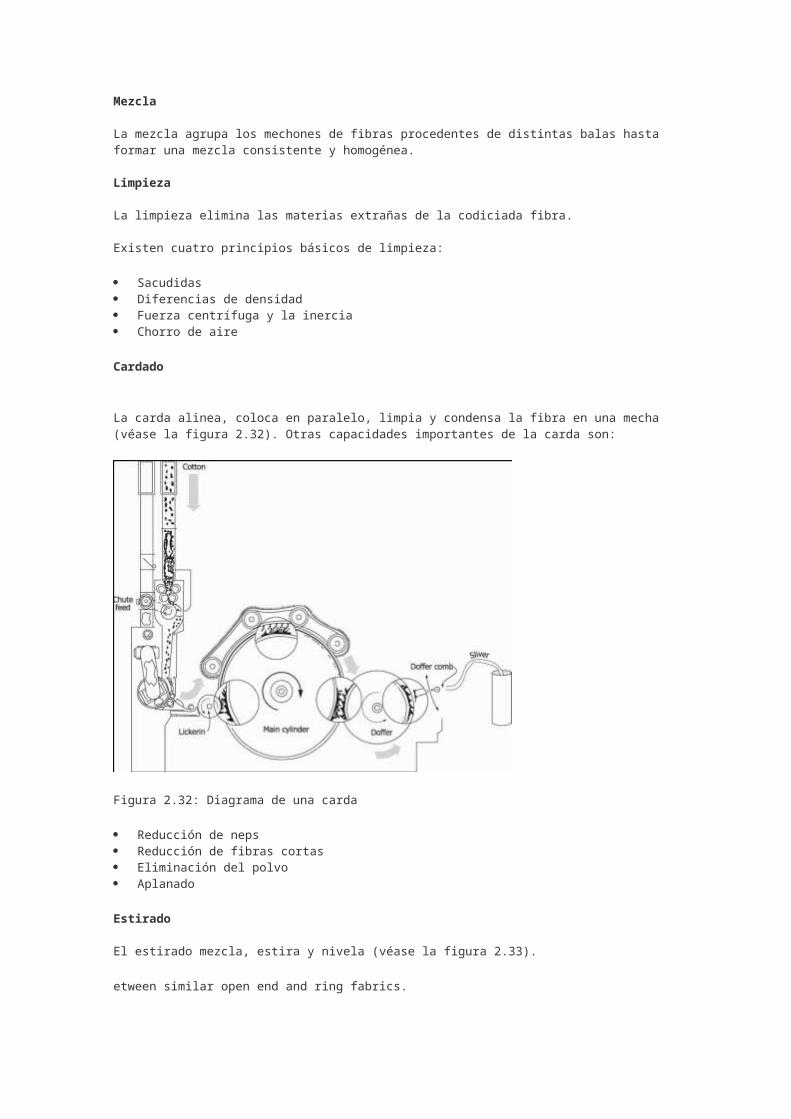
La carda alinea, coloca en paralelo, limpia y condensa la fibra en una mecha (véase la figura 2.32). Otras capacidades importantes de la carda son:
Figura 2.32: Diagrama de una carda
Reducción de neps Reducción de fibras cortas Eliminación del polvo Aplanado
Estirado
El estirado mezcla, estira y nivela (véase la figura 2.33).
etween similar open end and ring fabrics.
Preparación del pliegue
La preparación del pliegue combina varias cintas de fibra en un ovillo, es decir la cinta plana devanada (pliegue) necesaria para el peinado.
Peinado
El peinado elimina las fibras cortas, las endereza y las mezcla.
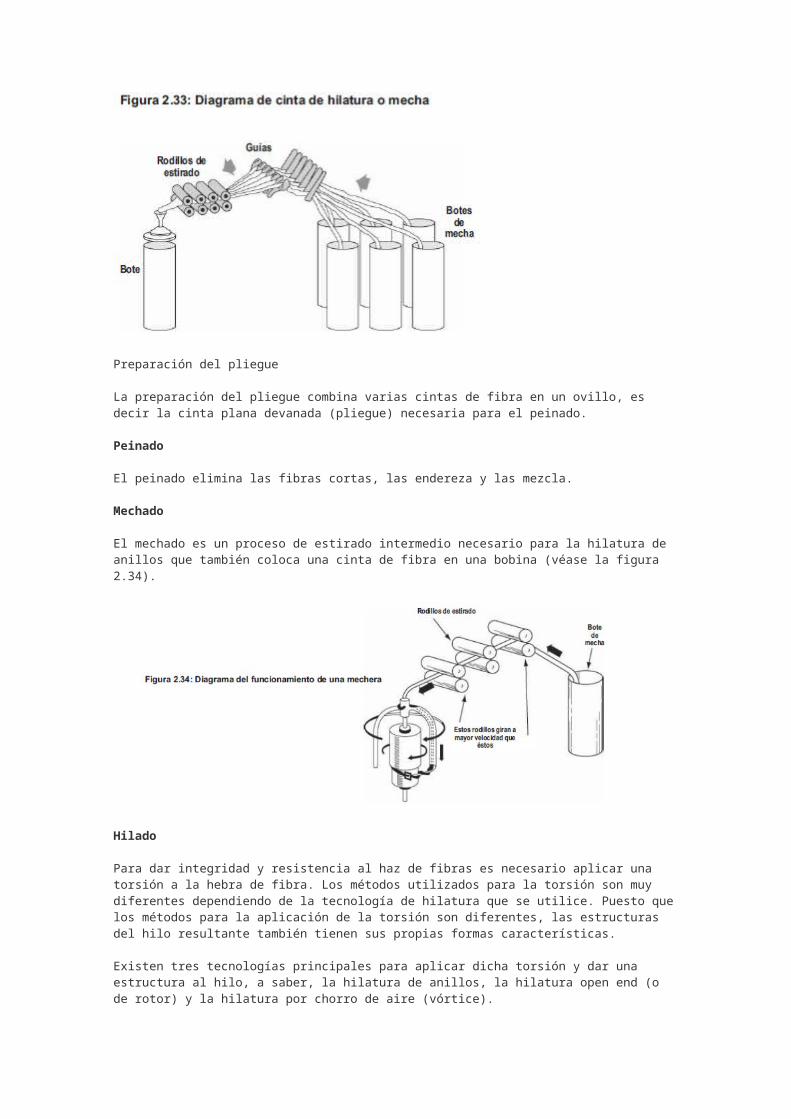
Mechado
El mechado es un proceso de estirado intermedio necesario para la hilatura de anillos que también coloca una cinta de fibra en una bobina (véase la figura 2.34).
Hilado
Para dar integridad y resistencia al haz de fibras es necesario aplicar una torsión a la hebra de fibra. Los métodos utilizados para la torsión son muy diferentes dependiendo de la tecnología de hilatura que se utilice. Puesto que los métodos para la aplicación de la torsión son diferentes, las estructuras del hilo resultante también tienen sus propias formas características.
Existen tres tecnologías principales para aplicar dicha torsión y dar una estructura al hilo, a saber, la hilatura de anillos, la hilatura open end (o de rotor) y la hilatura por chorro de aire (vórtice).
Hilatura de anillos
La hilatura de anillos aplica la torsión mediante un husillo giratorio (véase la figura 2.35). La hilatura de anillos no es solamente el método de hilatura más lento, sino también el más costoso porque necesita una serie de procesos adicionales (mechado y bobinado).

La hilatura de anillos produce un hilo más resistente, fino y suave (véase la figura 2.36). Es además la tecnología de hilatura más madura.
Figura 2.36: Hilo hilado con anillos En esta imagen al microscopio podemos ver claramente el ángulo helicoidal de la torsión que mantiene unidas las fibras individuales de algodón. (M.J. Grimson)
Hilatura open end (de rotor)

La hilatura open end o de rotor aplica la torsión mediante un rotor giratorio (véase la figura 2.37).
La hilatura open end garantiza una gran productividad. Su costo es bajo gracias a su alto rendimiento y la eliminación de fases de elaboración. La hilatura open end produce un hilo más débil que la hilatura de anillos, su gama de títulos de hilo es limitada y produce un hilo “más seco” o que resulta más basto al tacto (véase la figura 2.38).

Figura 2.38: Hilo open end (de rotor) En esta imagen al microscopio de un hilo open end resulta evidente la diferencia de su estructura respecto al hilo hilado con anillos (figura 2.37). Obsérvense, en particular, las fibras envolventes perpendiculares a la forma del hilo. (M.J. Grimson)
Hilatura por chorro de aire (vórtice)
La hilatura por chorro de aire (vórtice) (véase la figura 2.39) aplica la torsión mediante un vórtice giratorio de aire comprimido (véase la figura 2.40). La hilatura por chorro de aire ofrece una alta productividad y un bajo costo debido a su alto rendimiento y a la eliminación de fases de elaboración. La hilatura por chorro de aire produce un hilo más débil que la hilatura de anillos o de rotor (en el caso de algodón 100%) y una gama limitada de título del hilo.

Figura 2.40: Hilo hilado con chorro de aire (vórtice) En esta imagen al microscopio de un hilo hilado con vórtice se aprecia un alto grado de similitud con la estructura del hilo hilado con anillos. (M.J. Grimson)
A medida que el título del hilo se hace más fino, mejora la resistencia del hilo por encima de los hilos open end del mismo título. El hilo hilado con vórtice es adecuado para títulos del hilo medios hasta finos. La suavidad de las telas tejidas con este tipo de hilos suele ser similar a aquéllas tejidas con hilos open end y de anillos.

Tejeduría
Capítulo 2 - Aumento del valor del algodón - Tratamiento textil
Una vez hilados, los hilos podrán utilizarse para tejer y producir tejidos. Existen dos métodos principales para crear la estructura de tela a partir del hilo – tejido y tricotado. Cada estructura tiene sus propias características y usos finales. Por ejemplo, la mezclilla es una tela tejida, mientras que las camisetas se confeccionan generalmente con telas tricotadas.
Tela tejida
La tejeduría consiste en entrelazar los hilos en los ángulos correspondientes; un proceso muy parecido al que se utiliza para hacer una cesta. Dependiendo del telar, es posible producir numerosos modelos de tejido y contexturas. (Véanse las figuras 2.41–2.43.)
Figura 2.42: Tela tejida (ligamento tafetán) Esta imagen al microscopio muestra la configuración de entrelazado/tipo cesta de los hilos en una tela tejida. (M.J. Grimson)
Figura 2.43: Modelos bàsicos de tejido.
Estas ilustraciones muestran ejemplos de algunas construcciones bàsicas de tela.
Tela tricotada
El tricotado consiste en hacer bucles con el hilo o hilos y entrelazarlos, de manera muy parecida al tricotado a mano o ganchillo (véanse las figuras 2.44–2.46).
Figura 2.44: Telar circular para malla entramada

(A) El tricotado (trama) circular produce un tejido en espiral continuo a partir de numerosas bobinas de alimentación. (B) Funcionamiento de las agujas de lengüeta y formación de bucles de tricotado.
Figura 2.46: Imagen al microscopio de tela tricotada
En esta imagen de tela tricotada se aprecia claramente la configuración de bucles que forma el hilo, que constituye la base de la mayoría de las estructuras tricotadas. (M.J. Grimson)
Telas sin tejer
Las telas sin tejer son estructuras de tela creadas directamente a partir de la fibra, sin pasar por el proceso de hilado. Estas estructuras necesitan una adhesión térmica, una adhesión química o un afieltrado mecánico para garantizar su integridad. Su producción requiere una serie de procesos, sustancias químicas y máquinas, según el producto final específico que se desee fabricar y la tecnología empleada. Los fines más comunes para telas sin tejer son, entre otros productos, pañales, trapos desechables y artículos para la higiene de la mujer. El papel moneda estadounidense es un producto sin tejer en el que se utiliza fibra de algodón (véanse las figuras 2.47–2.48).
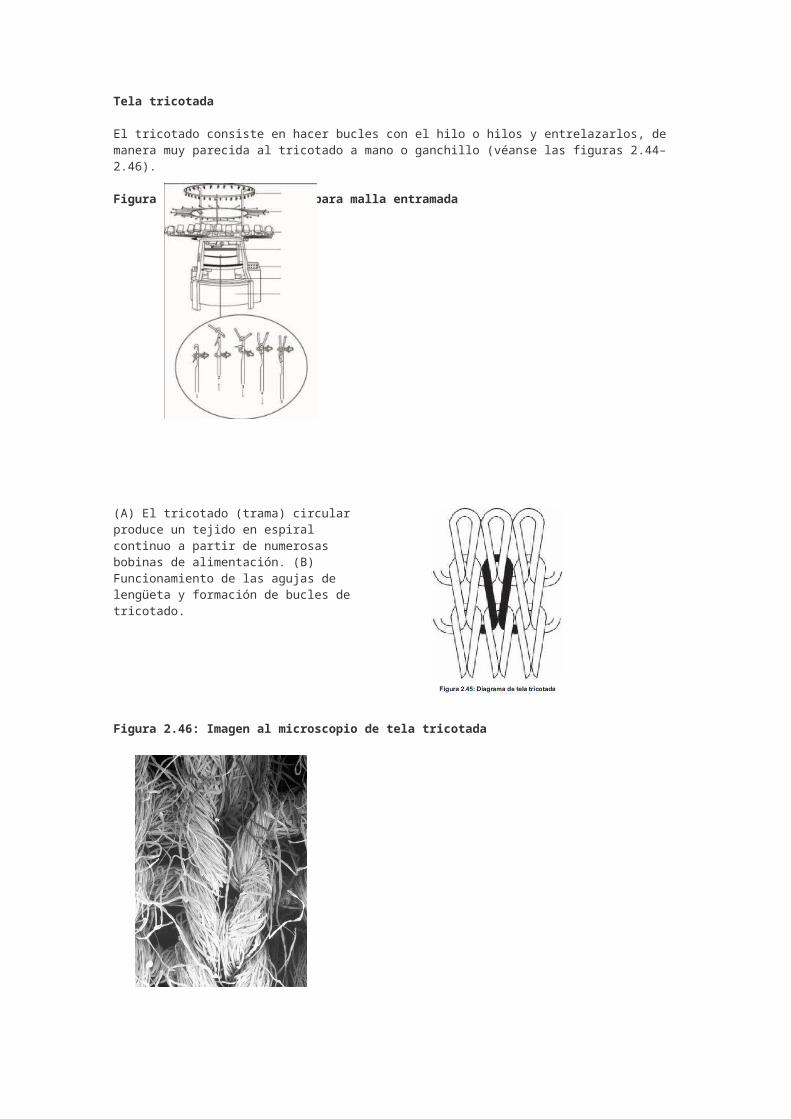
Figura 2.47: Imagen al microscopio de tela sin tejar producida con adhesión térmica (M.J. Grimson)
Figura 2.48: Imagen al microscopio de tela sin tejer producida mediante afieltrado (M.J. Grimson)