逐次接触パンチ成形法とせん断切口面改善法に よる...
TRANSCRIPT

割れ
伸び
逐次接触パンチ成形法とせん断切口面改善法による超高張力鋼板の伸びフランジ成形性の向上
塑性加工研究室 乘田克哉
板材端部への引張応力集中せん断切口面性状
割れの原因
高強度,低延性
超高張力鋼板
780MPa級高張力鋼板のプレス成形車体部品
割れ
板材せん断 曲げ
引張りせん断切口面
伸びフランジ
延性有
延性無
Forming

研究目的
1)せん断加工
せん断クリアランスの最適化
2)破断面平滑加工
破断面粗さの低減
3)シェービング加工
破断面の減少
切口面改善法
逐次接触パンチ端部の引張応力の低減
成形加工法
せん断
板材
引張り
せん断切口面
曲げ
せん断面
かえり 曲げ前
亀裂
曲げ後
0.1mm
破断面
だれ
Forming
伸びフランジ成形性の向上
Forming
せん断加工におけるせん断クリアランスの
最適化
破断面平滑加工による破断面粗さの低減
シェービング加工による破断面の低減
逐次接触パンチ形状の最適化と最大製品
高さの向上

超高張力鋼板とせん断加工条件
公称板厚/mm 降伏応力/MPa 引張強さ/MPa 伸び/% 絞り/% n値
JSC780 395 847 18.8 66 0.15JSC980 660 1014 16.4 45 0.15JSC980 725 1051 12.8 64 0.09
1.2
1.4
JSC1180 826 1250 8.0 57 0.16
Forming
R20 パンチ
ダイ
ブランク
パンチ
ダイ板押え
せん断クリアランス比
200
c =10, 15, 20, 25%
板押え
200
155o
ブランク
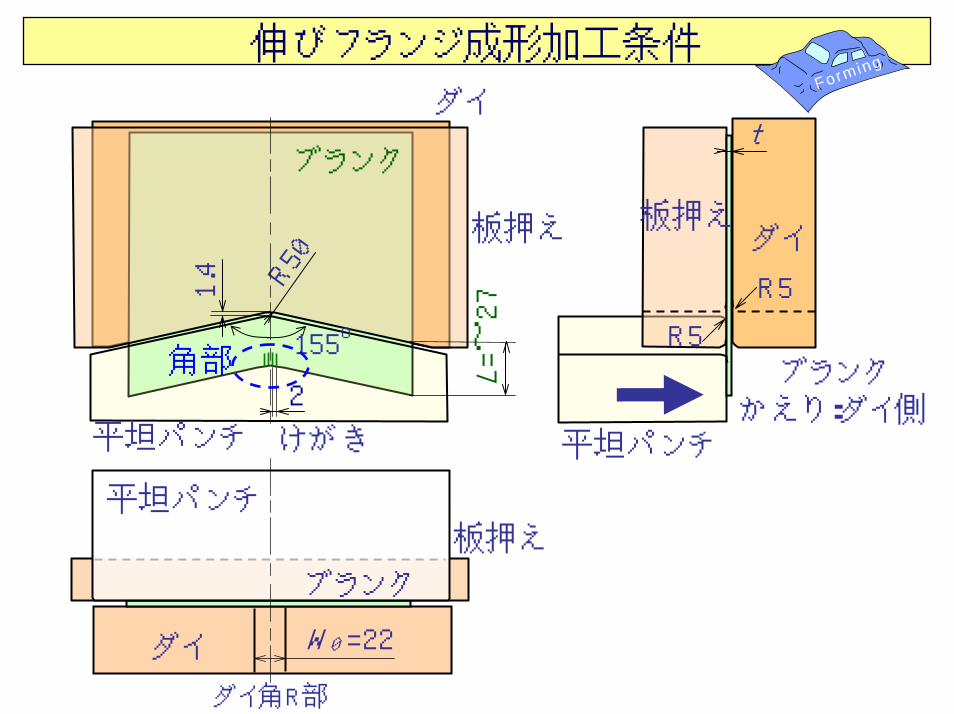
ブランクかえり:ダイ側
t
R5
R5
平坦パンチ
板押えダイ
けがき
板押え
ダイ
平坦パンチ
R50
1.4
155o
ブランク
2
L=~27
伸びフランジ成形加工条件
ダイ
板押え平坦パンチ
ダイ角R部
W0 =22
ブランク
角部
Forming
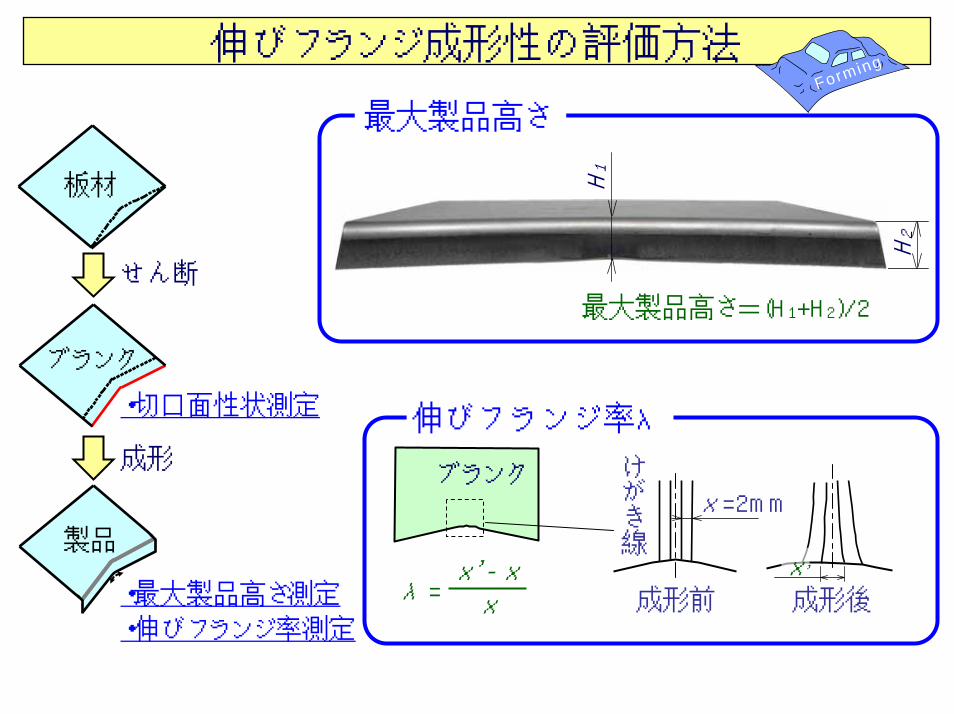
伸びフランジ成形性の評価方法
H1
H2
最大製品高さ
最大製品高さ=(H1+H2)/2
λ=x’- xx
ブランク
成形前
x =2mm
けがき線
成形後
x’
伸びフランジ率λ
板材
ブランク
製品
・最大製品高さ測定
・伸びフランジ率測定
・切口面性状測定
せん断
成形
Forming

実験による限界伸びフランジ率へのせん断クリアランスの影響(平坦パンチ,t =1.4mm) Forming
0
10
20
30
40
50
限界伸びフランジ率λmax/%
5 10 15 20 25 30
せん断クリアランス比 c/%
JSC780
JSC980
ワイヤー放電加工(JSC980)
60
70
80
05101520
最大製品高さ/mm
ワイヤー放電加工
せん断加工(c =15%)
最大製品高さ(JSC980)

実験による切口面性状へのせん断クリアランスの影響(平坦パンチ,t =1.4mm) Forming
せん断クリアランス比 c/%
0
100
200
300
400
500
切口面硬さHv0.05
5 10 15 20 25 30
JSC780
JSC980
JSC780素板
JSC980素板
ワイヤー放電(JSC980)
0
4
8
12
2
6
10
14
破断面平均粗さ/μm
5 10 25 30
せん断クリアランス比 c/%
JSC780
JSC980
15 20
16
ワイヤー放電(JSC980)
Forming
せん断加工におけるせん断クリアランスの
最適化
破断面平滑加工による破断面粗さの低減
シェービング加工による破断面の低減
逐次接触パンチ形状の最適化と最大製品
高さの向上

破断面平滑加工条件
板押え
ダイ
テーパパンチ
ダイ
板押え
ブランク
R22
t =1.2
ダイ
平滑加工部拡大図
潤滑剤:二硫化モリブデン ダイ
テーパパンチ
板押え
パンチ頂角β=20,26°
ブランク(t=1.2mm)かえり:パンチ側
テーパパンチ
s
β
板押えForming
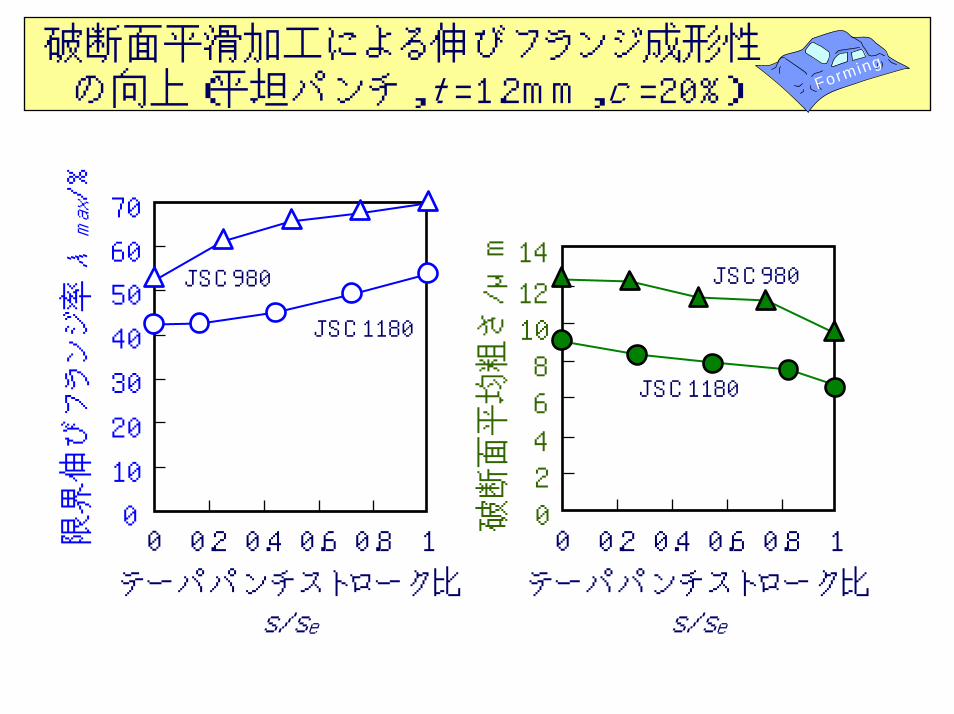
破断面平滑加工による伸びフランジ成形性の向上(平坦パンチ,t =1.2mm,c =20%) Forming
0
10
20
30
40
50
限界伸びフランジ率λmax/%
0
テーパパンチストローク比s/se
JSC98060
0.2 0.8 10.4 0.6
JSC1180
70
0
4
8
12
2
6
10
14
破断面平均粗さ/μm
0
テーパパンチストローク比s/se
0.2 0.8 10.4 0.6
JSC980
JSC1180

破断面平滑加工前後の切口面(JSC1180,t =1.2mm,c =20%) Forming
平滑加工前 平滑加工後(s/se =1)
テーパパンチ接触面
せん断面
破断面
パンチの逃げ
原因
ダイ
板押え
ブランク
テーパパンチ
逃げ
Forming
せん断加工におけるせん断クリアランスの
最適化
破断面平滑加工による破断面粗さの低減
シェービング加工による破断面の低減
逐次接触パンチ形状の最適化と最大製品
高さの向上

シェービング加工条件と切口面(t =1.4mm,c =15%) Forming
シェービング前 シェービング後(δ/t =10%)
シェービング面
破断面
JSC980
c =15%δ/t =10~25%
ブランク:だれパンチ側
せん断面
破断面
0.1mm
シェービング面
破断面
JSC780シェービング前 シェービング後(δ/t =10%)
削り代δ
パンチ
ダイ
板押え
ブランク(t=1.4mm)

シェービング加工による伸びフランジ成形性の向上(平坦パンチ,t =1.4mm,c =15%) Forming
0
10
20
30
40
50
60
70
80
限界伸びフランジ率λmax/%
0 5 10 15 20 25 30削り代 δ/t /%
JSC980
JSC780
かえり過大
切口面構成/%
-20
0
20
40
60
80
100
かえり
シェービング面
破断面
せん断面 だれ
0 5 15 20 2510削り代 δ/t /%

Forming
せん断加工におけるせん断クリアランスの
最適化
破断面平滑加工による破断面粗さの低減
シェービング加工による破断面の低減
逐次接触パンチ形状の最適化と最大製品
高さの向上

引張集中
逐次接触パンチの効果
パンチ
ダイ
ブランク 板押え
Forming
(a) 平坦パンチ
引張低減
(b) 逐次接触パンチ
ブランクかえり:ダイ側
t
R5
R5
板押えダイ
けがき
板押え
ダイ
R50
1.4
155o
ブランク
2
L
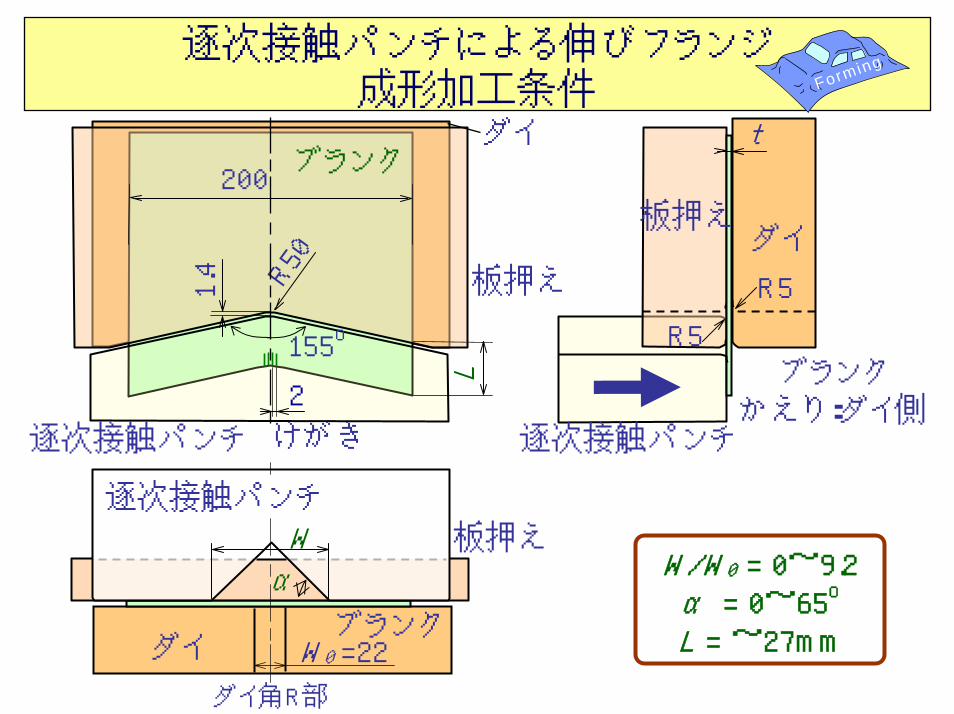
逐次接触パンチによる伸びフランジ成形加工条件
ダイ
板押え
逐次接触パンチ
αW
ブランク
W/W0 = 0~9.2α = 0~65o
L = ~27mm
逐次接触パンチ
ダイ角R部
W0 =22
逐次接触パンチ
Forming
200

(b) 解析条件
計算ソフト LS-DYNA
計算モデル 1/2対称
板材弾塑性体シェル
要素
摩擦係数 0.15
金型の要素 剛体シェル要素
パンチ下降速度
100mm/s
伸びフランジ成形加工の解析条件
(a) 解析モデル
パンチブランク
板押え
対称軸
ダイ
Forming

計算による伸びフランジ成形加工時の長手方向ひずみ(JSC980,L=23mm,t =1.4mm) Forming
平坦パンチ
逐次接触パンチ(W/W0 =1.8,α=45°)
0.50.40.30.20.10長手方向ひずみ

計算による伸びフランジ率と逐次接触パンチ形状の関係 (JSC980,t =1.4mm,L=23mm)
W
ブランク W0=22
α
パンチ
h0
ダイ角R部
0 10 20 30 40 50 60 70
傾斜角度α /o
3.6 1.8W/W0=9.2
0.9
70
0
10
20
30
40
50
60
伸びフランジ率λ/%
傾斜部高さh 0 /mm
0 10 20 30 40
傾斜角度α /o
25
20
15
10
5
0
0.9
W/W0 =9.2
1.83.6
50
実験限界
17.6
W/W0 =9.2,α=10°
100
W/W0 =9.2,α=45°
最適条件
Forming
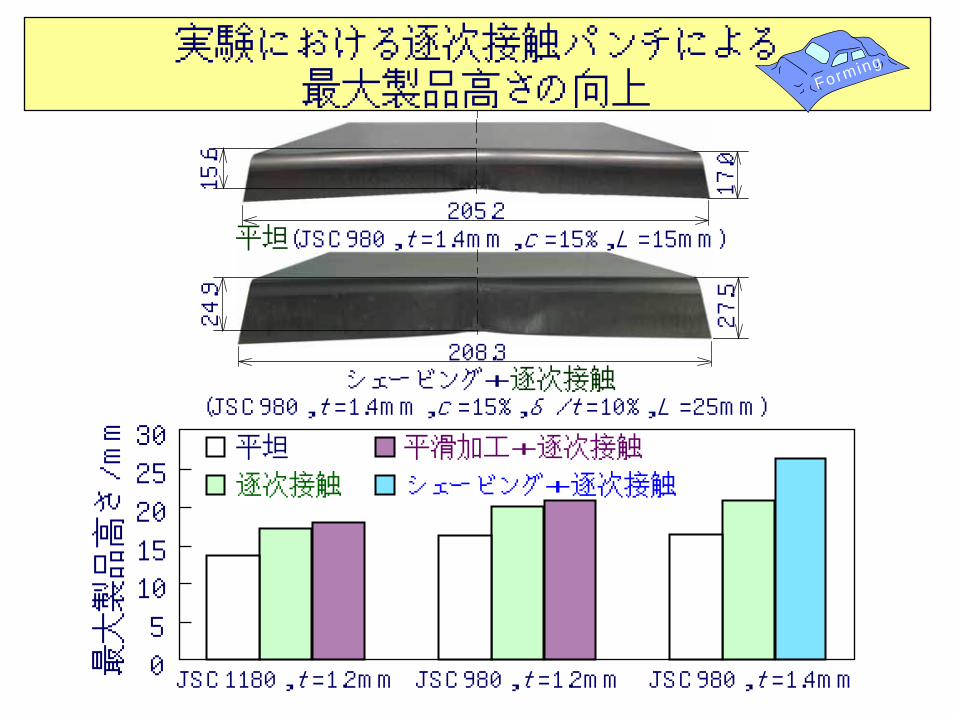
実験における逐次接触パンチによる最大製品高さの向上
24.9
27.5
208.3シェービング+逐次接触
(JSC980,t =1.4mm,c =15%,δ/t =10%,L =25mm)
15.6
17.0
205.2平坦(JSC980,t =1.4mm,c =15%,L =15mm)
JSC1180,t =1.2mm051015202530
最大製品高さ/mm
逐次接触
平滑加工+逐次接触
シェービング+逐次接触
平坦
JSC980,t =1.2mm JSC980,t =1.4mm
Forming
まとめForming
超高張力鋼板の最適なクリアランスでせん断加工すると,粗さの低く加工硬化量の少ない切口面が得られる.
シェービング加工を用いることでせん断加工に比べ最大製品高さが9%向上した.
破断面平滑加工と逐次接触パンチ成形法を用いることで,最大製品高さが29%向上した.
シェービング加工と逐次接触パンチ成形法を用いることで,最大製品高さが61%向上した.