dr. joachim boßlet / michael kreutz - menzingwb.nl€¦ · tenifer®-qpq-verfahren das...
TRANSCRIPT

TENIFER®-QPQ-VERFAHRENDr. Joachim Boßlet / Michael Kreutz
Technische Mitteilungen
TENIFER®- QPQ - Verfahren
Das Salzbadnitrocarburieren nach dem TENIFER-Verfahren von Bauteilen aus Stahl, Gußeisen undSintereisenwerkstoffen wird seit Jahrzehnten weltweit inden verschiedensten Industriezweigen angewandt. Eswird eingesetzt zur Erhöhung des Verschleißwider-standes, der Dauerfestigkeit und – insbesondere inVerbindung mit der oxidierenden Abkühlung – derKorrosionsbeständigkeit. In vielen Fällen ist das TENIFER-Verfahren eine Alternative zu anderen Randschicht-verfahren, wie Einsatzhärten, galvanische (z.B. Hart-verchromen) und andere Beschichtungsverfahren(Kunststoffbeschichten, Lackieren, Laserbeschichtenetc.) oder Plasma- bzw. Gasnitrocarburieren, bei gleicheroder verbesserter Qualität und höherer Wirtschaftlichkeit.
Verfahrensdurchführung
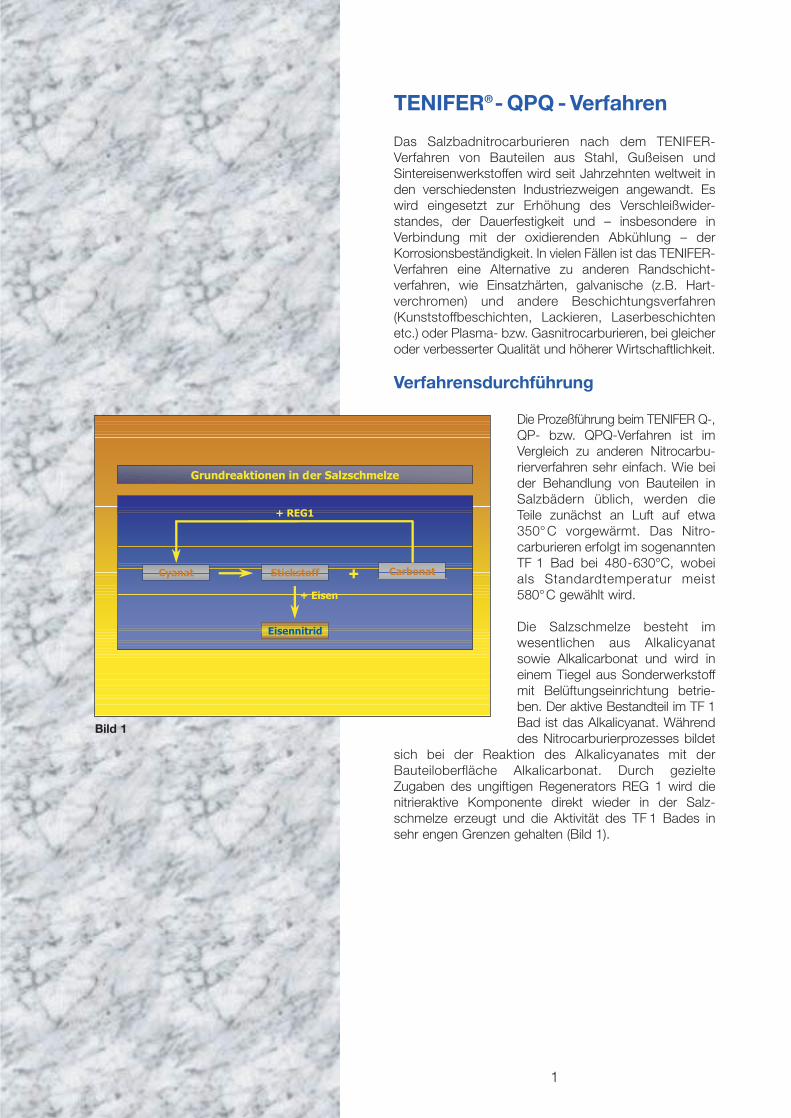
Die Prozeßführung beim TENIFER Q-, QP- bzw. QPQ-Verfahren ist imVergleich zu anderen Nitrocarbu-rierverfahren sehr einfach. Wie beider Behandlung von Bauteilen inSalzbädern üblich, werden dieTeile zunächst an Luft auf etwa350°C vorgewärmt. Das Nitro-carburieren erfolgt im sogenanntenTF 1 Bad bei 480-630°C, wobeials Standardtemperatur meist580°C gewählt wird.
Die Salzschmelze besteht imwesentlichen aus Alkalicyanatsowie Alkalicarbonat und wird ineinem Tiegel aus Sonderwerkstoffmit Belüftungseinrichtung betrie-ben. Der aktive Bestandteil im TF 1Bad ist das Alkalicyanat. Währenddes Nitrocarburierprozesses bildet
sich bei der Reaktion des Alkalicyanates mit derBauteiloberfläche Alkalicarbonat. Durch gezielteZugaben des ungiftigen Regenerators REG 1 wird dienitrieraktive Komponente direkt wieder in der Salz-schmelze erzeugt und die Aktivität des TF 1 Bades insehr engen Grenzen gehalten (Bild 1).
1
������������� � ��� �� ������ ��
��������������
��������
� ����
� ����
+ �������
Bild 1
Da die Badregenerierung ohne Volumenänderung desNitrocarburierbades verläuft, fallen keine Ausschöpfsalzean. Die beim Ausfahren der Behandlungscharge auftre-tenden Ausschleppverluste werden mit dem TF 1Nachfüllsalz ergänzt. Im Gegensatz zum Gasnitrieren /Gasnitrocarburieren sind die beim TENIFER-QPQ-Verfahren notwendigen Einsatzstoffe TF 1 und REG 1weder als giftig noch als umweltgefährlich eingestuft.
Die Oxidationsbehandlung nach dem Salzbadnitro-carburieren wird in einem speziell entwickeltenAbkühlbad (AB 1 Bad) durchgeführt. Hierbei wird an derOberfläche der behandelten Teile eine schwarzeEisenoxidschicht (Magnetit) erzeugt, die eine wesentlicheSteigerung der Korrosionsbeständigkeit bewirkt. DasAbkühlbad hat eine Temperatur von 350-400°C. Nebender oxidierenden Wirkung wird das Maßänderungs-verhalten der abgekühlten Bauteile günstig beeinflußt.
Anschließend erfolgt die weitere Abkühlung aufRaumtemperatur sowie das Reinigen des Behandlungs-gutes (TENIFER-Q-Verfahren).
Wenn in bestimmten Anwendungsfällen die Bauteil-oberfläche nach dem Nitrocarburieren zu rauh ist, kön-nen je nach Bauteilgröße und Form die verschiedenstenMethoden zum Polieren eingesetzt werden (TENIFER-QP-Verfahren). Gut bewährt haben sich
• Läppen mit Läppleinen der Körnung 360 oder feiner;
• Polieren oder Feinstschleifen mit speziellen Polierscheiben im Durchlaufverfahren ähnlich demspitzenlosen Schleifen oder auf Drehautomaten zwischen Spitzen eingespannt;
• Gleitschleifen im Vibrationsbehälter. Diese Bear-beitung wird vorwiegend bei Klein- und Blechteilen eingesetzt;
• Läppstrahlen mit Glasperlen von 40-70 µm im Durchmesser. Um eine zu starke Kantenab-rundung oder einen Abtrag der Verbindungs-schicht zu vermeiden, sollte mit einem Druck von max. 4 bar gearbeitet werden;
• automatisiertes Läppstrahlen mit Metallkugeln, Durchmesser möglichst kleiner 1 mm.
Durch die Zwischenbehandlung kann jedoch ein Teil desgewonnenen Korrosionsschutzes verloren gehen.Deshalb wird nach dem Polieren häufig eine oxidierendeNachbehandlung im AB 1 Bad durchgeführt.
2

Dies ergibt den in Bild 2 gekennzeichneten Verfahrens-ablauf. Der gesamte Behandlungsablauf mit Zwischen-bearbeitung entspricht dem TENIFER-QPQ-Verfahren.QPQ bedeutet Quench Polish Quench und beinhaltetTENIFER - Behandlung mit oxidierender Abkühlung,Zwischenbearbeitung und oxidierende Nachbehandlungin einer Salzschmelze.
Aufbau und Dickeder Nitrocarburier-schicht
Verbindungsschicht
Beim Salzbadnitrocarburieren nachdem TENIFER-Verfahren wird eineNitrocarburierschicht gebildet, dieaus der außenliegenden Verbin-dungsschicht (ε -Eisennitrid) undder sich daran anschließendenDiffusionsschicht besteht. Aus-bildung, Struktur und Eigenschaftender Verbindungsschicht sind ab-hängig vom verwendeten Grund-material.
Die Verbindungsschicht bestehtaus Verbindungen von Eisen,Stickstoff, Kohlenstoff und Sauer-stoff. Aufgrund ihrer Struktur hatdiese keine metallischen Eigen-schaften mehr. Sie zeichnet sichdurch einen besonders gutenWiderstand gegen Verschleiß,Freßneigung und Korrosion ausund ist nahezu bis Bildungstem-peratur beständig. Im Vergleichzum Plasma- oder Gasnitrocar-burieren lassen sich beimTENIFER-Verfahren Verbindungs-schichten mit dem höchstenStickstoffgehalt erzielen. Schichtenmit hohem Stickstoffgehalt bieteneinen besseren Verschleiß- undinsbesondere Korrosionsschutzals solche mit einem niedrigeren.
In der Verbindungsschicht wer-den je nach verwendetem Werk-stoff Vickershärten von etwa 800bis 1500 HV gemessen. In Bild 3sind durch verschiedene Ver-fahren hergestellte Randschich-ten und die erzielten Härtewertegegenübergestellt.
3
�
����������
����������
���� �
���������
����������������
���������
��"#$%��
��%�����
���$���������
&���
���'������
���(�$���)��%��( �*�+�*,- .�.
/�(��������
..
Bild 2
� ��� � ������ � ���
� ������ � ��������� � � ���������� �
� �������� � �������� � � �����
����
�����
����
��� ��
������
������
������
� ���
������
�����
������
� ���
������
��� ��
������
������
�����
� ������
������
������
�����
�����
������
������
�����
��
��
�
!�
!
�
������������
���������� �� ������������� !�����������
��
�
�
��
�
�
�
�
�
�
�
��
��
�
�
�
�
�
�
�
�
�
�
��
�
��
��
�
�
����
�����
�
�
�
�
Bild 3

Bei der metallographischen Überprüfung eines salzbad-nitrocarburierten Bauteiles hebt sich der als Ver-bindungsschicht bezeichnete Teil der Gesamtschicht alsschwach anätzbare Zone deutlich von der nachfolgen-den Diffusionsschicht ab. Die Verbindungsschicht ent-steht bei der Eindiffusion des atomaren Stickstoffs. Mitzunehmender Stickstoffaufnahme wird die Löslich-keitsgrenze in der Randzone überschritten und es schei-den sich Nitride aus, die eine geschlossene Verbin-dungsschicht bilden.
Neben den Behandlungsbedingungen (Temperatur, Zeit,Badzusammensetzung) beeinflussen der Gehalt anKohlenstoff und Legierungselemente der zu behandeln-den Werkstoffe die erreichbare Schichtdicke. Mit zuneh-mendem Legierungsanteil wird zwar das Schichtwachs-tum geringer, aber in gleichem Maße nimmt die Härte zu.
Die in Bild 4 aufgezeigten Zusam-menhänge wurden in einem TF 1Bad bei 580°C ermittelt. Bei dengebräuchlichen Behandlungs-dauern von 60-120 Minuten er-reicht die Verbindungsschicht beiden meisten Werkstoffgüten eineStärke von 10-20 µm.
Diffusionsschicht
Erreichbare Tiefe und Härte derDiffusionsschicht sind im wesent-lichen werkstoffabhängig. Je höherein Stahl legiert ist, desto geringerist die Aufstickungstiefe bei glei-cher Behandlungsdauer. Dagegensteigt die Härte mit zunehmendemLegierungsanteil an.
Bei unlegierten Stählen wird die Gefügeausbildung derDiffusionsschicht von der Abkühlungsgeschwindigkeitnach dem Nitrocarburieren beeinflußt. Nach schnellerAbkühlung in Wasser bleibt der eindiffundierte Stickstoffin Lösung. Durch langsame Abkühlung oder späteresAnlassen kann im äußeren Bereich der Diffusionsschichtbei unlegierten Stählen ein Teil des Stickstoffs alsEisennitridnadeln ausgeschieden werden. Durch dieseAusscheidung wird die Duktilität des nitrocarburiertenBauteiles verbessert. Im Gegensatz zu unlegiertenStählen ist bei hochlegierten Werkstoffen ein Teil derDiffusionsschicht durch verbesserte Anätzbarkeitgegenüber dem Kerngefüge metallographisch gut zuunterscheiden.
4
����������� ������ �������������
� ���� � ���� �� ��� ������� ������
Ver
bind
ungs
schi
chtd
icke
in µ
m
Behandlungsdauer im TF 1 - Bad
Bild 4

Aber die tatsächliche Aufstickungs-tiefe ist ebenfalls erheblich größerals der metallographisch sichtbaredunkler anätzbare Bereich.
Ein nennenswerter Einfluß der Ab-kühlung auf die Ausbildung derDiffusionsschicht ist nicht vorhan-den. In Bild 5 ist die Nitrierhärte-tiefe für verschiedene Werkstoffe inAbhängigkeit von der Nitrocarbu-rierdauer angegeben.
Oberflächenhärte undKernfestigkeit
Die durch die TENIFER-Behand-lung erzielbare Oberflächenhärtewird wesentlich von der Werkstoff-zusammensetzung beeinflußt. Mitzunehmendem Gehalt an nitridbil-denden Legierungselementen (Cr,Mo, Al, V, Mn, Ti, W) nimmt dieOberflächenhärte zu. In Bild 6 sindRichtwerte der Kernfestigkeit undOberflächenhärte von salzbad-nitrocarburierten Stählen aufge-führt.
5
�����������������
�� ��� �� �����
���
���
�����
�������
������
���������
���������
�������
��!
�"�
�"�
�"�
�"�
�"�
�
�����������������
����
�"� � � �
#�$��%�&�'�%�&�� �� � � ( #�% �� $
����������������� ������� ���� ���������� �� �� �� �� ����� ���������� ������� �� ������������ �� �� ���������������
���� ������� �� ��� ������� ��� ��� ���������������
������� � ��
��� ������� �������
��� ������� ��� ��� !
��� �� ���
"���#���� ��� ��
$%����&�����&���
'� �� ()� !
*+�,�+"-%�� �����
.��/� �����������-
������� 0������ � 0������ 1� 2 1� 2� 1� 3�
���� ������ ��� ��� ��� ��� ���
����� ��� �� �� � !�� �� � !�� ��� ��� ���
���� ������ �� � "�� �� � !�� ��� ��� ���
��#���� �� �� !�� � "�� !�� � "�� ��� ��� ���
��#�$�� ������ !�� � "�� !�� � "�� ��� ��� ���
"�#�%! ���!�� ���� � ���� "�� � ���� ��� ��� ���
����#&� �� ��� "�� � ���� "�� � ���� ��� ��� ���
'�"(���#&� ��� �� "�� � ���� "�� � ���� ��� ��� ���
��(���#&%� ��� �� ���� � ���� ���� � ���� ��� ��� ���
��(���#&% ��� �� ���� � ���� ���� � ���� ��� ��� ���
��(����� ��� �� ���� � ���� ���� � ���� ��� ��� ���
'������ ����!� ���� � ���� ���� � ���� ) "�� ��� ���
'����#&� ������ ���� � ���� ���� � ���� ) "�� �� ���
'������� ����!� ���� � � �� ���� � ���� ) !�� ��� ���
'�������� ������ ���� � �!�� ���� � ���� ) !�� ��� ���
'�����#&%�� ������ ���� � �"�� ���� � � �� ) !�� ��� ���
����#&��! ������ ���� � �!�� ���� � � �� !�� �� ���
'����#&%�� ������ � �� � �!�� ���� � � �� ) "�� !�� ��
'�!��#&%�� ������ � �� � �"�� ���� � � �� ) "�� !�� ��
'� ��#&��� ������ � �� � �"�� ���� � �!�� ) "�� !�� ��
'�����%�� ����� � �� � �"�� ���� � �!�� ) "�� !�� ��
'�����%"� ����!� ���� � �!�� ���� � � �� ) "�� !�� !��
Bild 6
Änderung derBauteileigenschaften durchQPQ - Behandlung
Korrosionsbeständigkeit
Zur Ermittlung der Korrosionsbeständigkeit von Probenund Bauteilen werden häufig Untersuchungen nach demSalzsprühtest (DIN 50021) und auch Dauertauch-versuche (DIN 50905/Teil 4) durchgeführt.
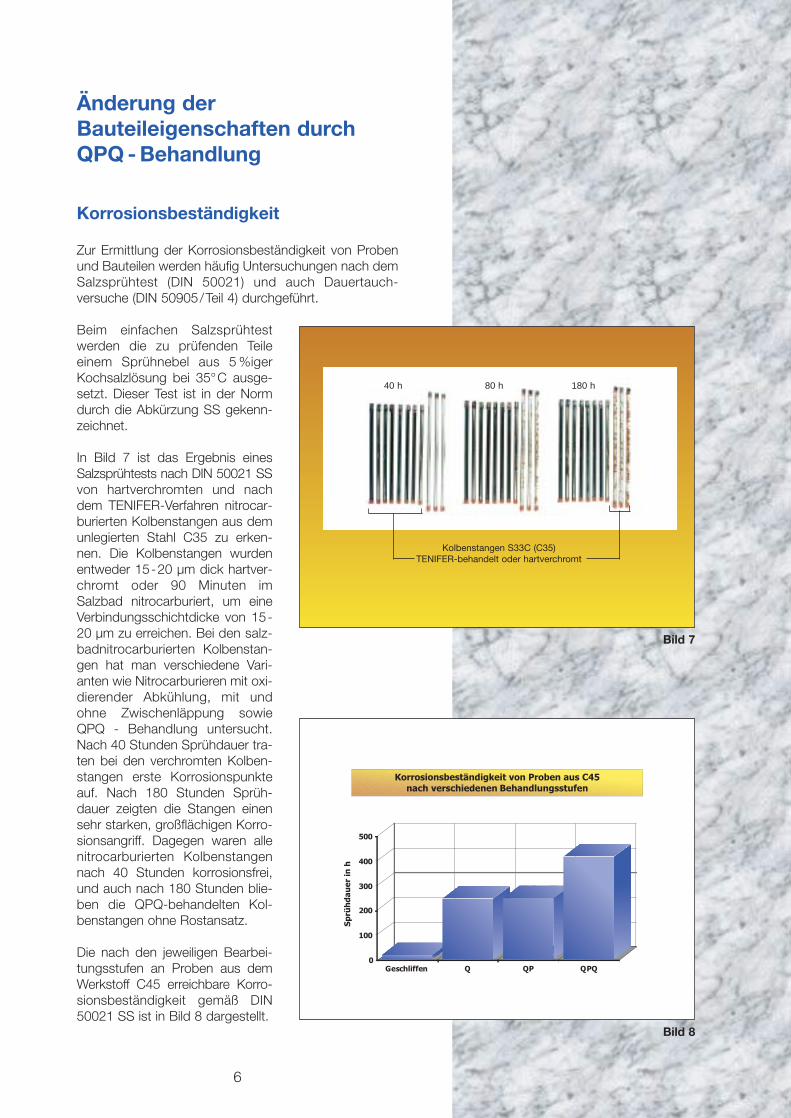
Beim einfachen Salzsprühtestwerden die zu prüfenden Teileeinem Sprühnebel aus 5 %igerKochsalzlösung bei 35°C ausge-setzt. Dieser Test ist in der Normdurch die Abkürzung SS gekenn-zeichnet.
In Bild 7 ist das Ergebnis einesSalzsprühtests nach DIN 50021 SSvon hartverchromten und nachdem TENIFER-Verfahren nitrocar-burierten Kolbenstangen aus demunlegierten Stahl C35 zu erken-nen. Die Kolbenstangen wurdenentweder 15-20 µm dick hartver-chromt oder 90 Minuten imSalzbad nitrocarburiert, um eineVerbindungsschichtdicke von 15-20 µm zu erreichen. Bei den salz-badnitrocarburierten Kolbenstan-gen hat man verschiedene Vari-anten wie Nitrocarburieren mit oxi-dierender Abkühlung, mit undohne Zwischenläppung sowieQPQ - Behandlung untersucht.Nach 40 Stunden Sprühdauer tra-ten bei den verchromten Kolben-stangen erste Korrosionspunkteauf. Nach 180 Stunden Sprüh-dauer zeigten die Stangen einensehr starken, großflächigen Korro-sionsangriff. Dagegen waren allenitrocarburierten Kolbenstangennach 40 Stunden korrosionsfrei,und auch nach 180 Stunden blie-ben die QPQ-behandelten Kol-benstangen ohne Rostansatz.
Die nach den jeweiligen Bearbei-tungsstufen an Proben aus demWerkstoff C45 erreichbare Korro-sionsbeständigkeit gemäß DIN50021 SS ist in Bild 8 dargestellt.
6
Bild 7
�
���
���
���
���
���
����� �� � �� ���
����������������������� ��� ������ ��� ����� ����������� ������������� ��
!�"�������
Bild 8
40 h 80 h 180 h
Kolbenstangen S33C (C35)TENIFER-behandelt oder hartverchromt
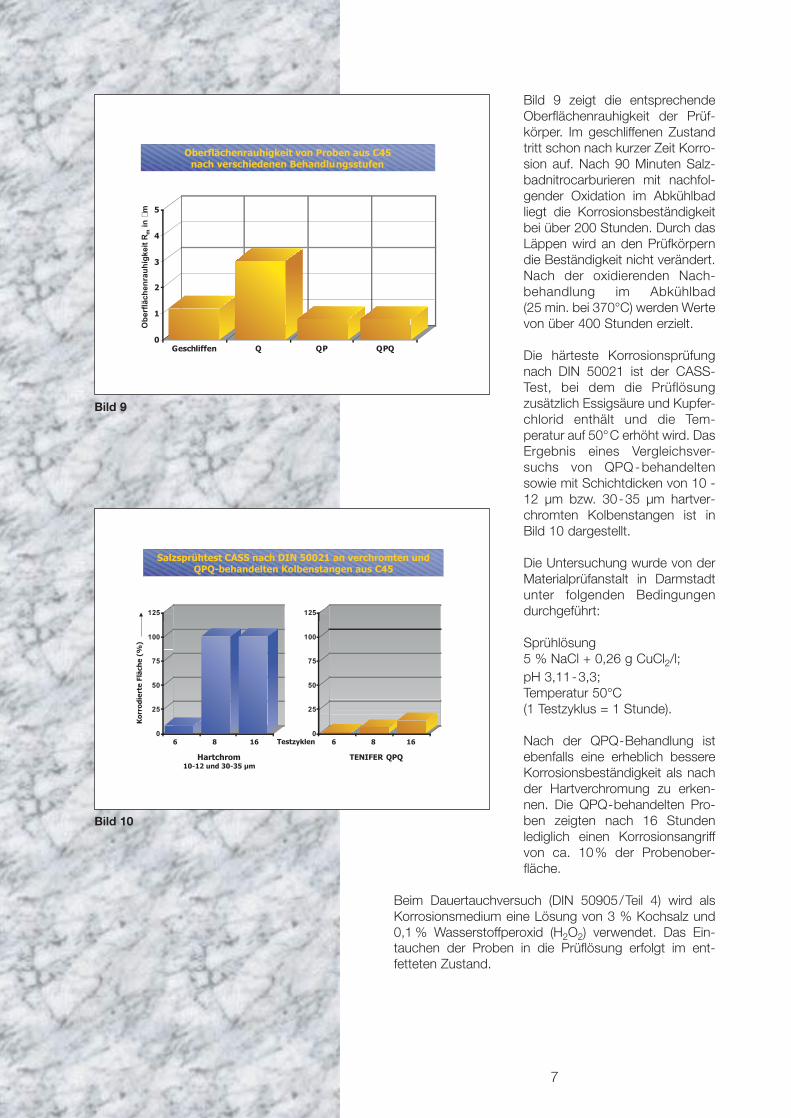
Bild 9 zeigt die entsprechendeOberflächenrauhigkeit der Prüf-körper. Im geschliffenen Zustandtritt schon nach kurzer Zeit Korro-sion auf. Nach 90 Minuten Salz-badnitrocarburieren mit nachfol-gender Oxidation im Abkühlbadliegt die Korrosionsbeständigkeitbei über 200 Stunden. Durch dasLäppen wird an den Prüfkörperndie Beständigkeit nicht verändert.Nach der oxidierenden Nach-behandlung im Abkühlbad (25 min. bei 370°C) werden Wertevon über 400 Stunden erzielt.
Die härteste Korrosionsprüfungnach DIN 50021 ist der CASS-Test, bei dem die Prüflösungzusätzlich Essigsäure und Kupfer-chlorid enthält und die Tem-peratur auf 50°C erhöht wird. DasErgebnis eines Vergleichsver-suchs von QPQ-behandeltensowie mit Schichtdicken von 10 -12 µm bzw. 30-35 µm hartver-chromten Kolbenstangen ist inBild 10 dargestellt.
Die Untersuchung wurde von derMaterialprüfanstalt in Darmstadtunter folgenden Bedingungendurchgeführt:
Sprühlösung 5 % NaCl + 0,26 g CuCl2/l; pH 3,11-3,3; Temperatur 50°C (1 Testzyklus = 1 Stunde).
Nach der QPQ-Behandlung istebenfalls eine erheblich bessereKorrosionsbeständigkeit als nachder Hartverchromung zu erken-nen. Die QPQ-behandelten Pro-ben zeigten nach 16 Stundenlediglich einen Korrosionsangriffvon ca. 10% der Probenober-fläche.
Beim Dauertauchversuch (DIN 50905/Teil 4) wird alsKorrosionsmedium eine Lösung von 3 % Kochsalz und0,1 % Wasserstoffperoxid (H2O2) verwendet. Das Ein-tauchen der Proben in die Prüflösung erfolgt im ent-fetteten Zustand.
7
�
�
�
�
�
�
����� �� � �� ���
Ob
erfl
äch
enra
uh
igke
it R
m in
µm
���� ������������� ��� ������ ��� ����� ����������� ������������� ��
Bild 9
���������� � �� ���� ��� ����� �� �������� �������������� �������!� ��� �"�
�����#�$�%��&'
(
0
25
50
75
100
125
0
25
50
75
100
125
) * �) ) * �)
+������������ ��� ,��,� -�
���./��$/0
.��12��
Bild 10
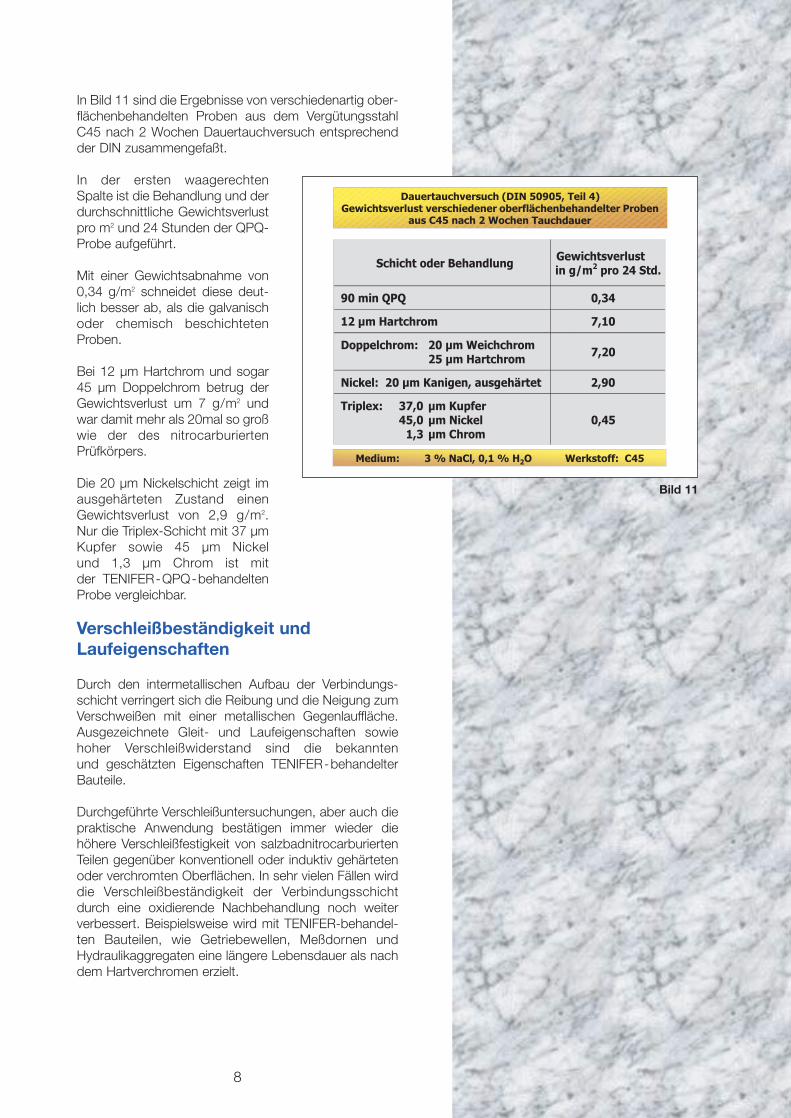
In Bild 11 sind die Ergebnisse von verschiedenartig ober-flächenbehandelten Proben aus dem VergütungsstahlC45 nach 2 Wochen Dauertauchversuch entsprechendder DIN zusammengefaßt.
In der ersten waagerechtenSpalte ist die Behandlung und derdurchschnittliche Gewichtsverlustpro m2 und 24 Stunden der QPQ-Probe aufgeführt.
Mit einer Gewichtsabnahme von0,34 g/m2 schneidet diese deut-lich besser ab, als die galvanischoder chemisch beschichtetenProben.
Bei 12 µm Hartchrom und sogar45 µm Doppelchrom betrug derGewichtsverlust um 7 g/m2 undwar damit mehr als 20mal so großwie der des nitrocarburiertenPrüfkörpers.
Die 20 µm Nickelschicht zeigt imausgehärteten Zustand einenGewichtsverlust von 2,9 g/m2.Nur die Triplex-Schicht mit 37 µmKupfer sowie 45 µm Nickel und 1,3 µm Chrom ist mit der TENIFER-QPQ-behandeltenProbe vergleichbar.
Verschleißbeständigkeit undLaufeigenschaften
Durch den intermetallischen Aufbau der Verbindungs-schicht verringert sich die Reibung und die Neigung zumVerschweißen mit einer metallischen Gegenlauffläche.Ausgezeichnete Gleit- und Laufeigenschaften sowiehoher Verschleißwiderstand sind die bekannten und geschätzten Eigenschaften TENIFER-behandelterBauteile.
Durchgeführte Verschleißuntersuchungen, aber auch diepraktische Anwendung bestätigen immer wieder diehöhere Verschleißfestigkeit von salzbadnitrocarburiertenTeilen gegenüber konventionell oder induktiv gehärtetenoder verchromten Oberflächen. In sehr vielen Fällen wirddie Verschleißbeständigkeit der Verbindungsschichtdurch eine oxidierende Nachbehandlung noch weiterverbessert. Beispielsweise wird mit TENIFER-behandel-ten Bauteilen, wie Getriebewellen, Meßdornen undHydraulikaggregaten eine längere Lebensdauer als nachdem Hartverchromen erzielt.
8
������� ��� ����� ������������� ����� ���� �� �� ����
�� ��� ��� ����
� !� "������ #� �
$���� ����% �� !� &���������' !� "������
#���
(��)� % �� !� *������� ������+��� ����
,�� �-% �#�� !� *��.��'�� !� (��)� �� !� /���
���'
0�����% � 1 (�/ � �� 1 "�2 &�)���..% /�'
$�������������� 3$4( '���'� ,�� �5���������� ��� ����������� �6�. +����6������ �� ��6��
��� /�' ���� � &����� ,��������
Bild 11

Oft wird die Frage nach dem Verschleißwiderstand der Diffusionsschicht gestellt. In Bild 12 ist ein Vergleichüber das Verschleißverhalten unterschiedlich wärme-behandelter Kipphebel dargestellt. Es zeigt den
Verschleiß der Kipphebellauf-fläche, die auf einer im Salzbadnitrocarburierten Nockenwelleaus Hartguß lief. Obwohl durchdas Nitrocarburieren die Ober-flächenhärte des einsatzgehärte-ten Kipphebels etwas reduziertwird, ist der erheblich verbesser-te Verschleißwiderstand durchdie Verbindungsschicht bis etwa80 Stunden Laufdauer deutlichsichtbar.
Nach 70-80 Stunden verläuft dieVerschleißkurve dann parallel zuder des nur einsatzgehärtetenKipphebels, was auf die Schutz-wirkung der Diffusionsschichtzurückzuführen ist. Ein spontanerVerschleißanstieg nach Verlustder Verbindungsschicht wurdenicht beobachtet.
Diese Untersuchung zeigt wie-derum sehr eindrucksvoll, daßeine hohe Oberflächenhärte nichtautomatisch gleichbedeutend istmit einem hohen Verschleiß-schutz. Vom jeweils vorliegendenVerschleißmechanismus hängt esab, wie Werkstoff oder Werk-stoffpaarungen zu bewerten sind.Besonders gegen Adhäsions-verschleiß haben sich nitrocarbu-rierte Laufpartner sehr gutbewährt. So wird die Freßneigungim Vergleich zu anderen Rand-schichten ganz erheblich vermin-dert.
In Bild 13 sind die Ergebnisseüber die Freßgrenztragfähigkeitan Zahnrädern nach Niemann-Rettig zusammengestellt. Diesewurde ermittelt, indem ein auf dieZahnflanke aufgegebenes Biege-moment so lange erhöht wurde,bis ein Fressen auftrat. DurchNitrocarburieren nach dem TENIFER-Verfahren wurde beiden untersuchten Werkstoffendie Freßfestigkeit um das 2- bis 5- fache erhöht.
9
�������������
������������� ���������������
������������� �����������������
��������� ����!" ��������������#$$$ %&�
'��� ( )*�+*�&,--.
/�� 01� #$ � 2$3+$4�5
$6.7
$6.$
$6#7
$6#$
$6$7
8�����9��!����'�!��������
$ .$ :$ *$ +$ #$$
'�!���!� ��
�����!" �� ;������������!�� �!� �� <�����"��� =�&&���
Bild 12
���������������� ��� ��� ��������� ��� �������������
��� ����� ���� ����������������� ��������������
�
���
���
���
���
���
���
�
���
���
���
���
���
���
���� ���� ��� �� ���� ���� ��� ��
�������� �� ����� �������� �� ������������� ��������
�������� ��� !�"�
���#��� �����$����%���� �&
Bild 13

Im Zusammenhang mit der Frage des Verschleißwider-standes und der Laufeigenschaften interessiert auch derReibungskoeffizient der äußeren Randschicht. Die beimGleiten auftretenden Grenzflächenreaktionen sind weni-ger von der absoluten Härte der Laufpartner als viel-mehr von der Werkstoffpaarung, ihrem Gefügeaufbau,der Oberflächengeometrie und dem verwendetenSchmiermittel abhängig.
Zur Ermittlung von Reibungs-koeffizienten wurden in unseremLabor auf der Amsler-MaschineUntersuchungen durchgeführt.
Bei den Versuchen drehte sicheine Scheibe mit 200 Umdreh-ungen pro Minute gegen einefeststehende Scheibe. BeidePrüfkörper waren gleich behan-delt. Die Belastung betrug 5-30 Num Adhäsionsverschleiß zu ver-meiden. Während bei höherenBelastungen der Reibungskoeffi-zient mit zunehmender Last an-steigt, blieb er im Bereich von 5-30 Nkonstant.
Bild 14 gibt eine Übersicht derermittelten Reibwerte von ver-schiedenen Paarungen im Tro-ckenlauf und nach Schmierungmit einem Öl vom Typ SAE 30.
Die untersuchten Proben hatten nach Verchromen,Einsatzhärten und Nitrocarburieren mit Wasserabküh-lung oder oxidierender Abkühlung im Abkühlbad Rauhig-keitswerte um 4 µm. Nur bei den QPQ-behandeltenProben wurde die Oberflächenrauhigkeit durch denPolierschritt auf ca. Rm = 1 µm reduziert.
Im Trockenlauf zeigen die nitrocarburierten Proben deut-lich geringere Reibwerte als solche mit einsatzgehärtetenoder verchromten Randschichten. Durch die Oxidationder Verbindungsschicht steigt der Reibwert bei dennitrocarburierten Proben an.
Im geschmierten Zustand ist der hydrodynamischeTraganteil zu berücksichtigen. Mit Ausnahme der QPQ-behandelten Proben liegt aufgrund der vorhandenenOberflächenrauhheit ein größerer Festkörperanteil vor, sodaß die Ergebnisse vermutlich im Mischreibungsgebietliegen. Die QPQ-nitrocarburierten Proben hatten unterdiesen Versuchsbedingungen von allen Varianten dengeringsten Reibwert.
10
0
0,1
0,2
0,3
0,4
����������
� � ������� �� ��� ����� � ��� ���������� ��� ���� � !" � #$% � &'&
��������� ��� #��(���!������� ��� ��������)����
���)��������� *�) *���������)(����� !������*��
#��(���!�������
'������ �(���������)�(�
��+(�, !# �
����-��
Bild 14
Die TENIFER-Behandlung erhöht die Umlaufbiege-wechselfestigkeit sowie die Wälzfestigkeit. Diese werdenim wesentlichen beeinflußt durch:
• den Stickstoffgehalt in der Verbindungs- und Diffusionsschicht,
• die Dicke der Diffusionsschicht und
• den Lösungszustand des Stickstoffes bei unlegierten Stählen.
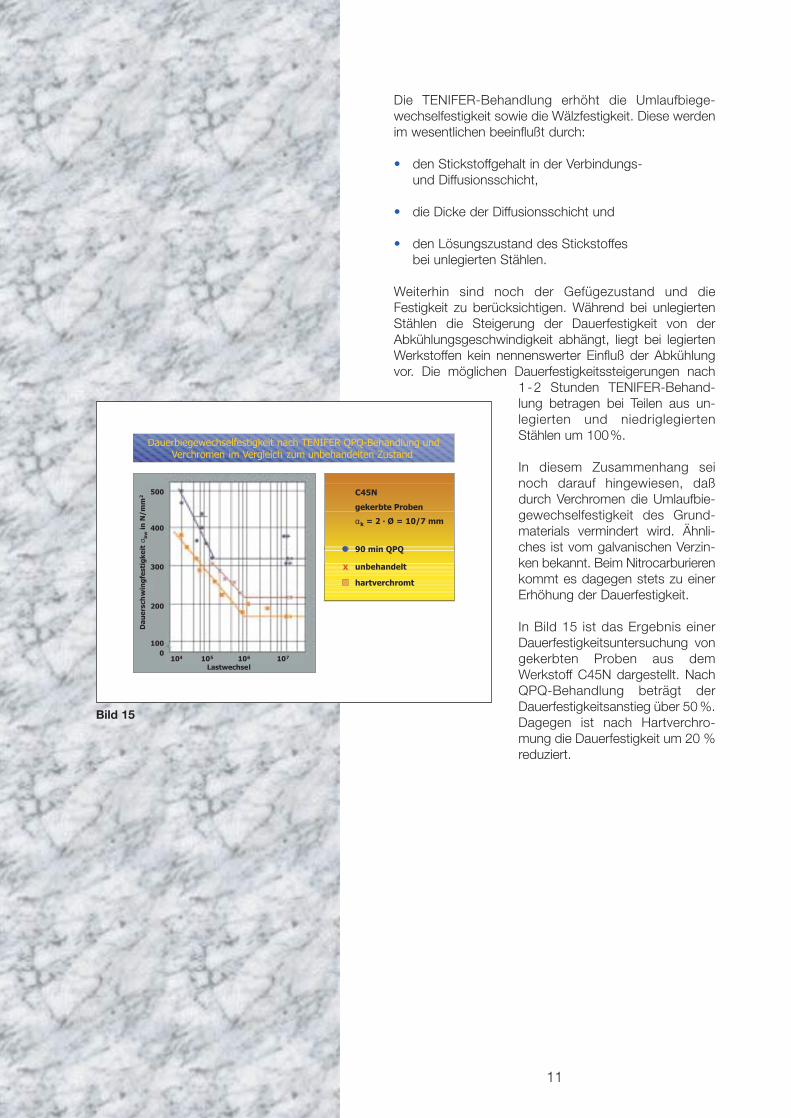
Weiterhin sind noch der Gefügezustand und dieFestigkeit zu berücksichtigen. Während bei unlegiertenStählen die Steigerung der Dauerfestigkeit von derAbkühlungsgeschwindigkeit abhängt, liegt bei legiertenWerkstoffen kein nennenswerter Einfluß der Abkühlungvor. Die möglichen Dauerfestigkeitssteigerungen nach
1-2 Stunden TENIFER-Behand-lung betragen bei Teilen aus un-legierten und niedriglegiertenStählen um 100%.
In diesem Zusammenhang seinoch darauf hingewiesen, daßdurch Verchromen die Umlaufbie-gewechselfestigkeit des Grund-materials vermindert wird. Ähnli-ches ist vom galvanischen Verzin-ken bekannt. Beim Nitrocarburierenkommt es dagegen stets zu einerErhöhung der Dauerfestigkeit.
In Bild 15 ist das Ergebnis einerDauerfestigkeitsuntersuchung vongekerbten Proben aus demWerkstoff C45N dargestellt. NachQPQ-Behandlung beträgt derDauerfestigkeitsanstieg über 50 %.Dagegen ist nach Hartverchro-mung die Dauerfestigkeit um 20 %reduziert.
11
���
���
���
���
���
�
����� ������������
σ ��������
�
��� ��� ��� ���
������ ��
x
����
���� � ��
α� ! � " # ! ���� ��
$� ��� %�%
��� ��&��
��'� ��
��������������� ��������� �� ������� ������������� ����������� �� ������� �� ������������ !������
Bild 15

Praktische Anwendung des TENIFER-QPQ-Verfahrens
Die Korrosions-, Verschleiß- und Dauerfestigkeit dernach dem umweltfreundlichen QPQ-Salzbadnitrocarburier-Verfahren behandelten Bauteile wurde nach den ver-schiedensten Methoden untersucht. Dabei konnte dieÜberlegenheit gegenüber verchromten, vernickelten undanderen nitrocarburierten Randschichten festgestellt werden.
Die in Bild 16 gezeigten Teile fürSchnellverschlußkupplungen zumVerbinden von Schläuchen für flüs-sige und gasförmige Medien wur-den früher aus korrosionsbeständi-gen Stählen hergestellt. DurchAnwendung des QPQ-Salzbad-nitrocarburier-Verfahrens war esmöglich, anstelle des teuren Grund-materials auf einen unlegiertenEinsatzstahl umzustellen. In derQPQ-behandelten Ausführungwird die geforderte Korrosions-und Verschleißbeständigkeit prob-lemlos erreicht.
Bild 17 zeigt einen Kurbelwellen-abschnitt aus dem Material42CrMo4 für Hochleistungs-Zwei-taktmotoren. Durch die QP-Behandlung wurden die Anforde-rungen an Verschleißbeständig-keit, Dauerfestigkeit und Gleit-eigenschaften erfüllt.
Die Bauteile werden automatischin einer Hängebahnstrahlanlagemit Metallkugeln zwischenpoliert.Versuche mit gas- oder plasma-nitrocarburierten Teilen brachtennicht das gewünschte Ergebnis.
12
Bild 16
Bild 17
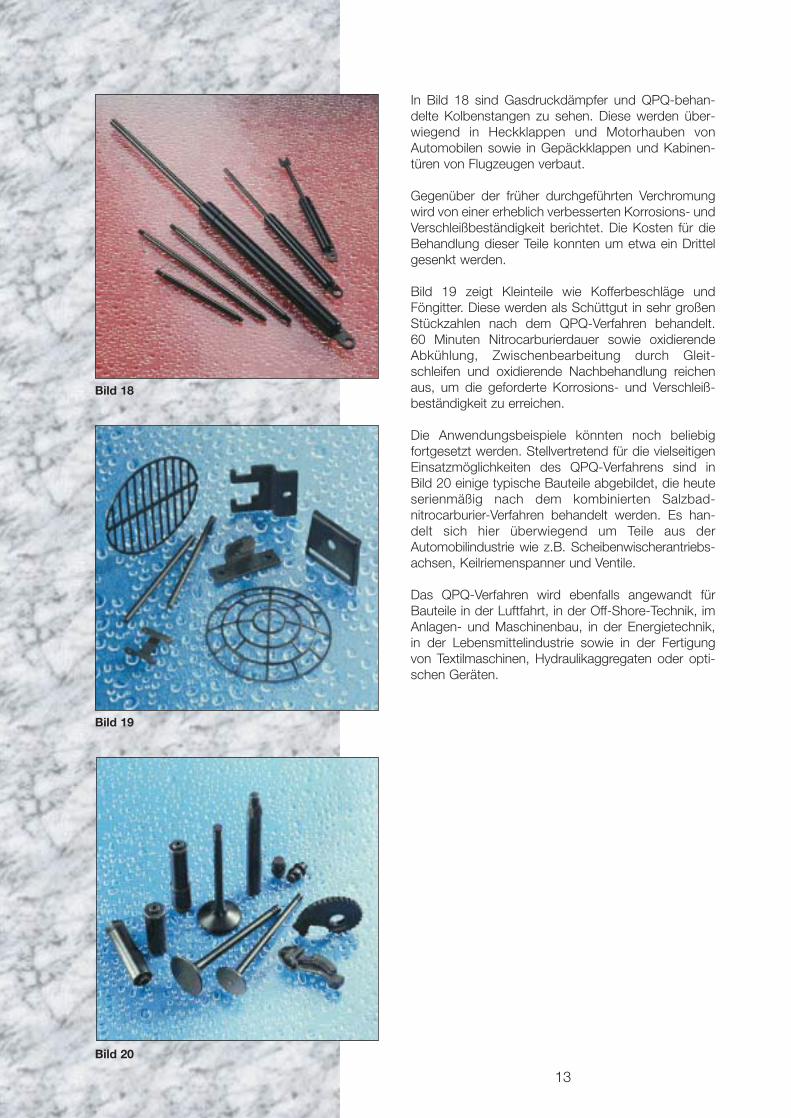
In Bild 18 sind Gasdruckdämpfer und QPQ-behan-delte Kolbenstangen zu sehen. Diese werden über-wiegend in Heckklappen und Motorhauben vonAutomobilen sowie in Gepäckklappen und Kabinen-türen von Flugzeugen verbaut.
Gegenüber der früher durchgeführten Verchromungwird von einer erheblich verbesserten Korrosions- undVerschleißbeständigkeit berichtet. Die Kosten für dieBehandlung dieser Teile konnten um etwa ein Drittelgesenkt werden.
Bild 19 zeigt Kleinteile wie Kofferbeschläge undFöngitter. Diese werden als Schüttgut in sehr großenStückzahlen nach dem QPQ-Verfahren behandelt. 60 Minuten Nitrocarburierdauer sowie oxidierendeAbkühlung, Zwischenbearbeitung durch Gleit-schleifen und oxidierende Nachbehandlung reichenaus, um die geforderte Korrosions- und Verschleiß-beständigkeit zu erreichen.
Die Anwendungsbeispiele könnten noch beliebig fortgesetzt werden. Stellvertretend für die vielseitigenEinsatzmöglichkeiten des QPQ-Verfahrens sind inBild 20 einige typische Bauteile abgebildet, die heuteserienmäßig nach dem kombinierten Salzbad-nitrocarburier-Verfahren behandelt werden. Es han-delt sich hier überwiegend um Teile aus derAutomobilindustrie wie z.B. Scheibenwischerantriebs-achsen, Keilriemenspanner und Ventile.
Das QPQ-Verfahren wird ebenfalls angewandt fürBauteile in der Luftfahrt, in der Off-Shore-Technik, imAnlagen- und Maschinenbau, in der Energietechnik,in der Lebensmittelindustrie sowie in der Fertigungvon Textilmaschinen, Hydraulikaggregaten oder opti-schen Geräten.
13
Bild 18
Bild 19
Bild 20

TENIFER®- Anlagen und Wirt-schaftlichkeitsbetrachtungen
Für die Auswahl von Fertigungsverfahren sindWirtschaftlichkeit, Qualität und Umweltfreund-lichkeit die wichtigsten Kriterien. Daneben istauch einfache Bedienung und Prozeßführungvon nicht unerheblichem Interesse. Die Durch-führung des TENIFER-Verfahrens ist im Ver-gleich zu anderen Nitrocarburierverfahren sehreinfach. Die Behandlung kann sowohl inmanuell betriebenen als auch in vollautoma-tisch arbeitenden Anlagen durchgeführt wer-den.
Moderne, durch Mikroprozessoren gesteuerteAnlagen sind sehr flexibel und erlauben nichtnur eine weitgehende Anpassung an schwan-kende Produktionsmengen, sondern auch diegleichzeitige Abwicklung von verschiedenenProgrammen.
Der in Bild 21 gezeigte Salzbadautomat isthervorragend geeignet sowohl für die TENIFER-Behandlung von Serienteilen in einerProduktionshalle als auch für die Lohnwärme-behandlung, welche aufgrund der unterschied-lichen Kundenanforderungen hohe Ansprüchean die Flexibilität einer Wärmebehandlungs-anlage stellt.
Bild 22 zeigt schematisch den Aufbau einerTENIFER-Anlage, die gemäß Stand der Tech-nik abwasserfrei betrieben wird und über eineeffiziente Absaugeinrichtung mit Abluftreini-gungsanlage verfügt. Mit dieserAnlagentechnik lassen sich diegeltenden Umwelt- und Arbeits-platzrichtlinien in allen Industrie-ländern problemlos einhalten.
14
������������� ����� ����������� �����������
�������������������
�����������������������
������������� ������
���������
��������������� �
�� � �
�� � �
� � �
�!��������
�" # �$" # "$� #
%��������������
Bild 22
Bild 21

Betrachtungen zur Wirtschaftlich-keit des Verfahrens im Vergleich zuanderen Oberflächenbeschich-tungen ergaben ebenfalls günstigeAspekte. So wurden bei Kosten-vergleichen, die von verschiedenenAnwendern durchgeführt wurden,wesentliche Einsparungen festge-stellt. Als Beispiel sei der Kosten-vergleich von Bild 23 aufgeführt.
Vorteilhaft auf die Wirtschaftlich-keit haben sich die geringerenInvestitions- und Energiekostenausgewirkt. Gegenüber der Hart-verchromung war mit dem QPQ-Verfahren eine Einsparung von 37 % möglich.
Fazit
Neben den Eigenschaftsverbesserungen wie Verschleiß-schutz, Dauerfestigkeit und Gleiteigenschaften führt dieTENIFER-Behandlung mit oxidativer Abkühlung bzw.Nachbehandlung zu einer wesentlichen Steigerung derKorrosionsbeständigkeit. Untersuchungsergebnisse undpraktische Anwendungen zeigen, daß die Qualität derbehandelten Bauteile häufig galvanischen Schichtenaber auch anderen Nitrocarburierverfahren überlegen ist.Damit eröffnet sich für das TENIFER-Verfahren ein weitesFeld von Anwendungen, wobei oft auch kostenintensiveWerkstoffe ersetzt werden können.
Aufgrund seiner Verfahrensmerkmale wie sehr guterReproduzierbarkeit auf hohem Qualitätsniveau, einfacherHandhabung und hoher Flexibilität findet es weltweit eineimmer größere Verbreitung in der metallverarbeitendenIndustrie. Die Prozeßführung gestaltet sich sehr einfachund erfordert keine komplizierte Anlagentechnik. DieBehandlung von Bauteilen kann sowohl in manuellbedienten Anlagen als auch in PC-gesteuerten Auto-maten durchgeführt werden. Die Anlage selbst wirdabwasserfrei betrieben. Das Verfahren zeichnet sichdurch eine hohe Umweltverträglichkeit aus. Ent-sprechend lassen sich Umweltauflagen problemloseinhalten.
Das TENIFER-QPQ-Verfahren wird in englischsprachi-gen und asiatischen Ländern TUFFTRIDE-QPQ und inNordamerika MELONITE-QPQ genannt. TENIFER®,TUFFTRIDE® und MELONITE® sind eingetragene Markender Durferrit GmbH.
15
Bild 23

NOTIZEN:

Durferrit GmbHIndustriestrasse 3 · D-68169 MannheimPhone +49 (0) 621 / 3 22 24-0Fax +49 (0) 621 / 3 11 32-0
www.durferrit.com E-Mail: [email protected]