Download - Common Defects - Star Rapid

CommonDefects
Defect AnodizingBurn
Image
Defectvisibleafter Anodizing
Description • Brightareasonanodiccoatingsurroundedbyblackordarkerarea.• Usuallynoanodicfilmorverysoftfilmpresentinthedefectivearea.
Cause • Excessivecurrent• Poormovementofelectrolyteacrosspart• Poorelectricalcontactbetweenrack/jigandthepart.
Remedy • Reducecurrent• Checkelectrolyteconcentrationandensuretemperatureiscontrolledproperly• Improveelectricalcontactareabetweenrack/jigandthepart

Defect ChlorideCorrosion
Image
Defectvisibleafter Anodizing
Description Pitsformedonallsurfacesofpart.Relativelydeepandusuallyblackinappearance.Thereisnoanodicfilmoverthepits.
Cause Exceededcriticallevelofchlorideof80ppmmeasuredastheCl-ioninthesulfuricacidelectrolyte,corrodesthehighlyactivealuminumduringtheanodizingprocess.
Remedy Useofdeionizedwaterinanodizingelectrolytemake-upandtop-upandensurethoroughrinsetoeliminatingthisproblem.

Defect ColorDifferences
Image
Defectvisibleafter Coloring
Description Poorvisualcolormatch,outsidetheagreedupperandlowercolorlimits.
Cause • Alloyinconsistency• Differencesintheanodizingparameter• Incorrectdyeingconditions• Lackofcontrolofelectrolyticcoloringprocess
Remedy • Makesurethebasemetalsarefromthesamebatch.• Checkanodizingelectrolyteconcentration,PH,anodizingtimeandtemperature• Checkdyeconcentration,dyetime,temperature,PHandforcontaminationwithsulphatesand
chlorides.• Inthecaseofelectrolyticcoloring,thiscanbeduetothewrongcoloringconditionorcontaminationof
thecoloringelectrolytewithsodium.Fixrackingconfigurationtoensurecoloruniformity

Defect Crazing
Image
Defectvisibleafter Sealing
Description Hairlinecracksformintheanodiccoating.
Cause • Stressproducedintheanodicoxidecoatingwhenpartsaretransferredfromrinsetanktosealingtankduetodifferencesinthermalexpansioncoefficientbetweentheanodicoxidecoatingandthebasemetal.
• Causedbyamechanicaldeformationofananodizedpartbybendingorimpact.Canbeenhancedbyhighcurrent,lowelectrolytetemp,thickanodicfilms(hardanodizingconditions).
• Anodicoxidecoatingsexposedtohighambienttemperatures(e.g.lighting)andstrongsunlightaremorelikelytodevelopcrazingthanthoseexposedinthemoretemperateclimates
Remedy • Reducethermalshock(70°Cwaterbeforeboilingsealing)• Anybendingofthepartsshouldbecarriedoutbeforeanodizing.Preheatpartstoevenoutstressin
material(130°Cfor40min).Reducecurrent(1.4-1.6A/dm2).Electrolytetemperatureshouldbearound20°C.Reduceanodicfilmthickness(<30µm)Don’theatthickfilmabove120°C

Defect EtchStaining
Image
Defectvisibleafter Etching/Coloring
Description Stainingdevelopsonthepartafteretching.Thismaynotbeimmediatelyvisibleafteretching.
Cause • Etchingsolutiondriesonpartduringtransfertorinse• Poorcleaning/rinsingafteretching.• Poorjiggingincombinationwithpoorcleaning• Wrongetchsolutioncomposition• Etchsolutiontoohot
Remedy • Improvetimefrometchingtorinse• Ensuregoodandfastcleaning/rinsingafteretching.• Properjiggingofdifficultorthickwalledprofiledparts• Checkthelevelofwettingagentintheetchingsolutionisadequate
Ensureetchsolutiontemperatureisn’ttoohigh(<60°C)

Defect GasTrapping
Image
Defectvisibleafter Anodizing/Coloring
Description Randomspotsorareasthatareuncolored,differenthueorlighterontheundersideoftherackedworkpiece.
Cause Gasorairbubblestrappedonundersideofworkpiece.Theseairorgaspocketsactasinsulatorsforanodizingprocessormaskingagentsforthecoloringprocess
Remedy Rackpartssotherearenohorizontalsurfacesorinvertedchannelsontheundersidesogascanescape.
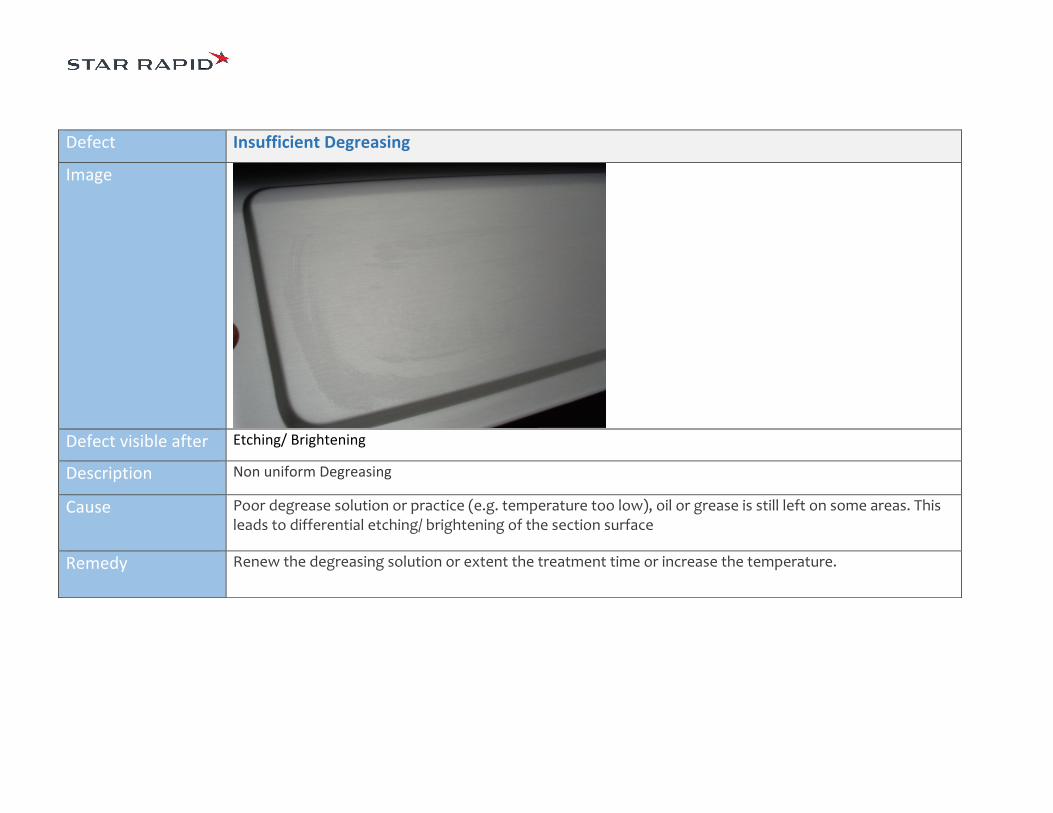
Defect InsufficientDegreasing
Image
Defectvisibleafter Etching/Brightening
Description NonuniformDegreasing
Cause Poordegreasesolutionorpractice(e.g.temperaturetoolow),oilorgreaseisstillleftonsomeareas.Thisleadstodifferentialetching/brighteningofthesectionsurface
Remedy Renewthedegreasingsolutionorextentthetreatmenttimeorincreasethetemperature.
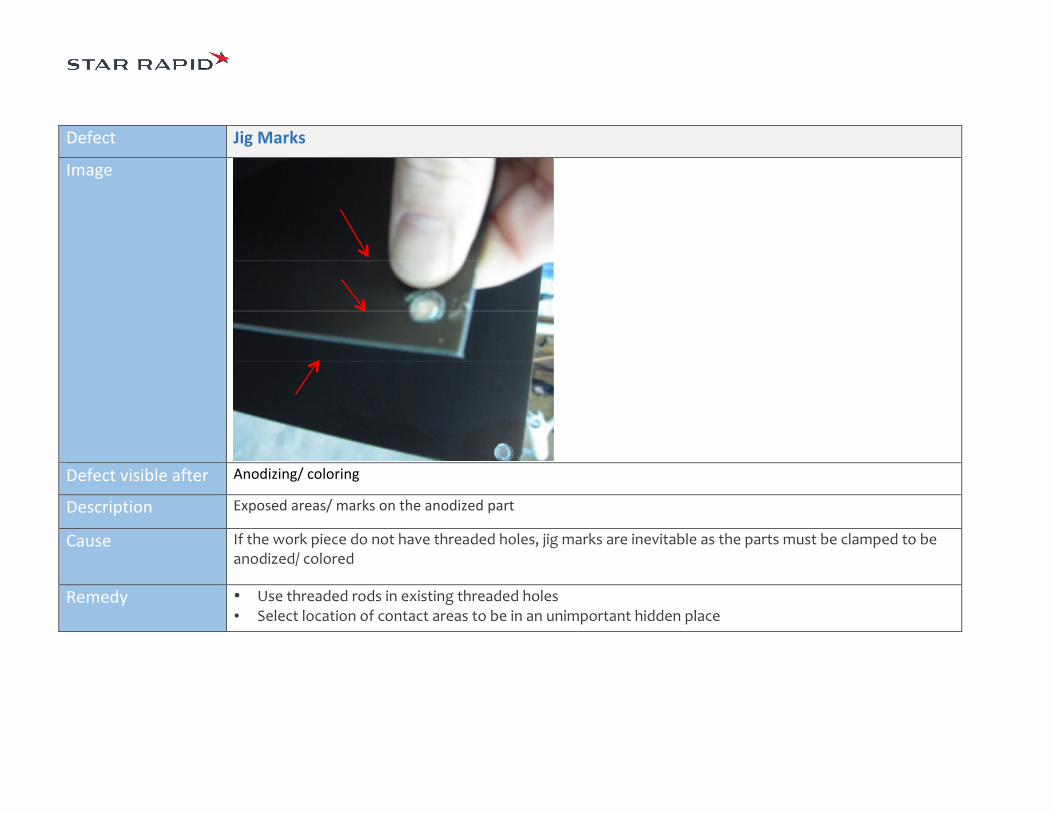
Defect JigMarks
Image
Defectvisibleafter Anodizing/coloring
Description Exposedareas/marksontheanodizedpart
Cause Iftheworkpiecedonothavethreadedholes,jigmarksareinevitableasthepartsmustbeclampedtobeanodized/colored
Remedy • Usethreadedrodsinexistingthreadedholes• Selectlocationofcontactareastobeinanunimportanthiddenplace

Defect Blistering/Delaminating
Image -
Defectvisibleafter Coloring
Description Blistersformontheanodiccoatingofthework-piece.Itoccursonhighzincalloys(Aluminum7000series)
Cause Duringanodizingprocess,thealloyingelement,inthiscasezinc,whenoxidizes,istoobigtojumpthroughthealuminumoxidesporouslayerandremainsattheinterfacebetweenthesubstrateandtheanodicfilmlayer.Thisnaturallyservesasstresspointandsubsequentthermalcyclingduringcoloringprocesscausestheseareastoblister.Note:Identifydelaminationbydeterminingifacoatingispresentatthespot.Aquicktestistoapplyadropofacidifiedcoppersolution(about1Nhydrochloricacidwithabout10g/lcoppersulfate)tothespot.Ifnocoatingispresent,thespotwillturnredwithinafewminutes.
Remedy Whenanodizing,extendingtherampupperiodtoallowzinctomoveawayfromtheinterfacebetweensubstrateandtheanodicaluminumoxidelayer.Thisreducestheblisteringeffect.
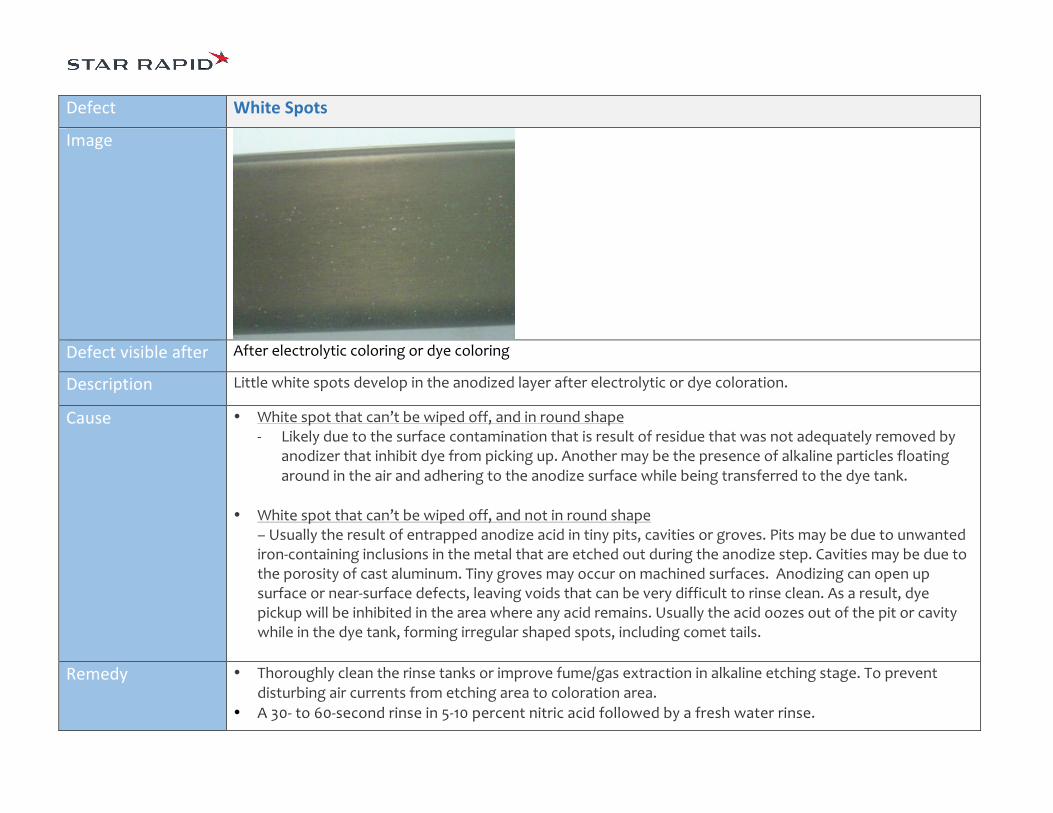
Defect WhiteSpots
Image
Defectvisibleafter Afterelectrolyticcoloringordyecoloring
Description Littlewhitespotsdevelopintheanodizedlayerafterelectrolyticordyecoloration.
Cause • Whitespotthatcan’tbewipedoff,andinroundshape- Likelyduetothesurfacecontaminationthatisresultofresiduethatwasnotadequatelyremovedby
anodizerthatinhibitdyefrompickingup.Anothermaybethepresenceofalkalineparticlesfloatingaroundintheairandadheringtotheanodizesurfacewhilebeingtransferredtothedyetank.
• Whitespotthatcan’tbewipedoff,andnotinroundshape–Usuallytheresultofentrappedanodizeacidintinypits,cavitiesorgroves.Pitsmaybeduetounwantediron-containinginclusionsinthemetalthatareetchedoutduringtheanodizestep.Cavitiesmaybeduetotheporosityofcastaluminum.Tinygrovesmayoccuronmachinedsurfaces.Anodizingcanopenupsurfaceornear-surfacedefects,leavingvoidsthatcanbeverydifficulttorinseclean.Asaresult,dyepickupwillbeinhibitedintheareawhereanyacidremains.Usuallytheacidoozesoutofthepitorcavitywhileinthedyetank,formingirregularshapedspots,includingcomettails.
Remedy
• Thoroughlycleantherinsetanksorimprovefume/gasextractioninalkalineetchingstage.Topreventdisturbingaircurrentsfrometchingareatocolorationarea.
• A30-to60-secondrinsein5-10percentnitricacidfollowedbyafreshwaterrinse.







