Download - AAC Broucher
GUBBI ENTERPRISES
ADVANCE AREATED CONCRETE (AAC) / AREATED LIGHT WEIGHT CONCRETE (ALC)
MANUFACTURING PLANT
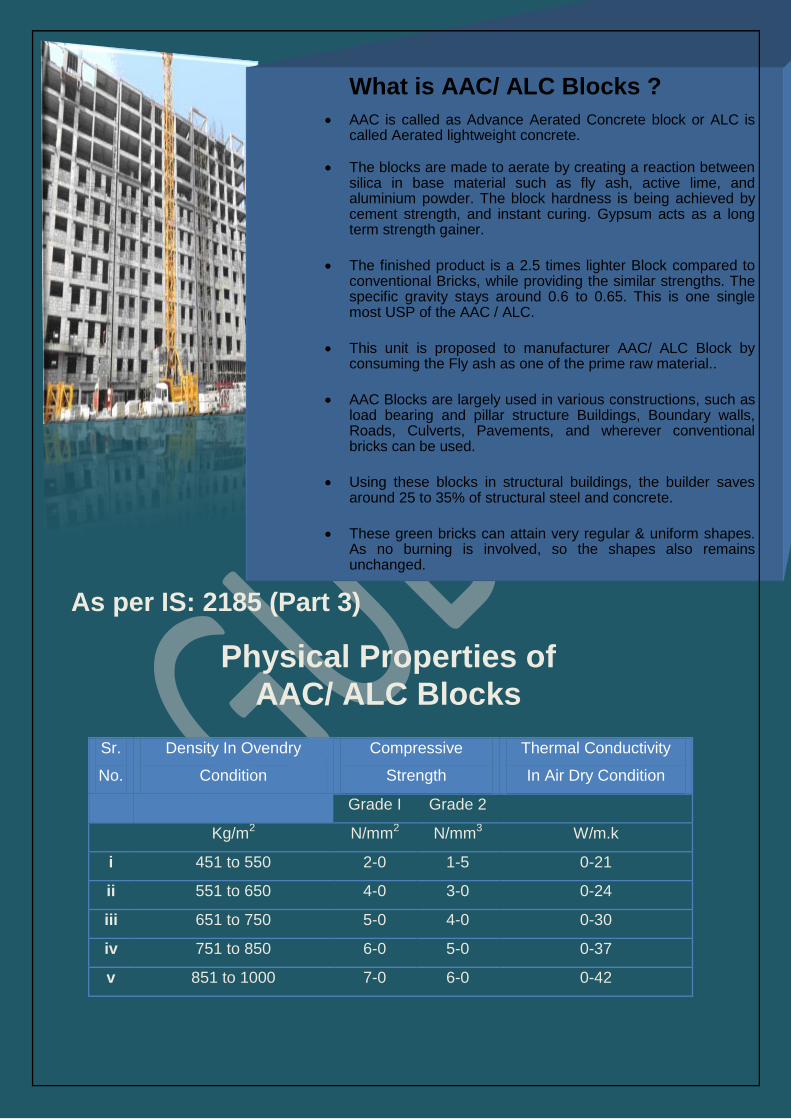
Sr.
No.
Density In Ovendry
Condition
Compressive
Strength
Thermal Conductivity
In Air Dry Condition
Grade I Grade 2
Kg/m2 N/mm2 N/mm3 W/m.k
i 451 to 550 2-0 1-5 0-21
ii 551 to 650 4-0 3-0 0-24
iii 651 to 750 5-0 4-0 0-30
iv 751 to 850 6-0 5-0 0-37
v 851 to 1000 7-0 6-0 0-42
Physical Properties of
AAC/ ALC Blocks
As per IS: 2185 (Part 3)
What is AAC/ ALC Blocks ?
AAC is called as Advance Aerated Concrete block or ALC is called Aerated lightweight concrete.
The blocks are made to aerate by creating a reaction between
silica in base material such as fly ash, active lime, and aluminium powder. The block hardness is being achieved by cement strength, and instant curing. Gypsum acts as a long term strength gainer.
The finished product is a 2.5 times lighter Block compared to conventional Bricks, while providing the similar strengths. The specific gravity stays around 0.6 to 0.65. This is one single most USP of the AAC / ALC.
This unit is proposed to manufacturer AAC/ ALC Block by consuming the Fly ash as one of the prime raw material..
AAC Blocks are largely used in various constructions, such as load bearing and pillar structure Buildings, Boundary walls, Roads, Culverts, Pavements, and wherever conventional bricks can be used.
Using these blocks in structural buildings, the builder saves around 25 to 35% of structural steel and concrete.
These green bricks can attain very regular & uniform shapes. As no burning is involved, so the shapes also remains unchanged.
Workability Energy Saving Thermal Insulation
Cost Saving
Fire Resistance
Less Weight
Water Barrier High Strength Easy to Install
Versatile Faster Construction Earthquake Resistant
Long Lasting Future Product Eco- Friendly

Light in Weight
One fifth weight of concrete and
are produced in easily
handled sizes.
Eco friendly Reduce at least 30%
of environmental
waste, decrease over
50% of greenhouse
radiation and over
60% integrated
energy on the
surface of the bricks.
Material Saving
AAC blocks are
bigger in size
then conventional
bricks, resulting in
lesser number of
joints. So, result
in Saving of
mortar
Long life products are not
affected by harsh
climatic conditions
and will not
degrade under
normal
atmospheric
conditions
Energy saving Pleasant interior
environment is
achieved. In most
cases the need for
supplementary
insulation can be
avoided.
Ventilation Very airy thus allowing more
diffusion of water, reducing humidity of the
building
Thermal Insulation
Very Low Thermal Conductivity &
therefore very high thermal energy
efficiency is achieved
Fire Resistance
Extremely high fire rating of at least 4 hours and more
Uniform Block can be
produced in large variety of size, from standard blocks to
large reinforced panels.
Accuracy panels and blocks are
always produced to
size as they leave the
factory. This results in
less on-site trimming
and reduced quantities
of mortar and finishing
materials use
Workability Excellent size/ weight
ratio, constructing with
AAC is very rapid. It
can be cut, sawn,
drilled, nailed & mailed
like wood, making it an
extremely workable
product

Lime: Active powered lime is a requirement for giving the real aeration to the product. In phase 1 we can aim to buy the active lime directly. In phase -2 we can think of having backward integration and making a lime powering unit at site to have a more competitive advantage, Different qualities of lime are available, and depending on the raw materials, the mix design can be chosen to get the optimal quality of production.
Cement: This Project aims to utilize OPC cement as main binder material. It will give faster strength to the bricks, besides giving improved consistent quality. It also ensures a better cost effectiveness for the same. Using OPC will be a standardized practice. The other prime advantages of using OPC (compared to other binders) is it’s easy availability locally through nationwide Retail Network of Cement Companies.
Gypsum: This too is an industrial waste. This is available as an industrial by product of Fertilizer Plant. Gypsum is responsible to give long term strength to the Blocks.
Aluminium Power. Finely ground Aluminium power is used in very limited quantity ( less than 0.5%), so that it reacts with active lime, and silica in base material to make the aeration, and swell the product, making it very light weight product.
Chemical:
This is solely supplied by M/s Gubbi enterprises.
Fly-Ash: This Raw material is freely available in Thermal Power plants. There are no taxes on this item whatsoever. Transportation charges are only to be attended by the entrepreneur.
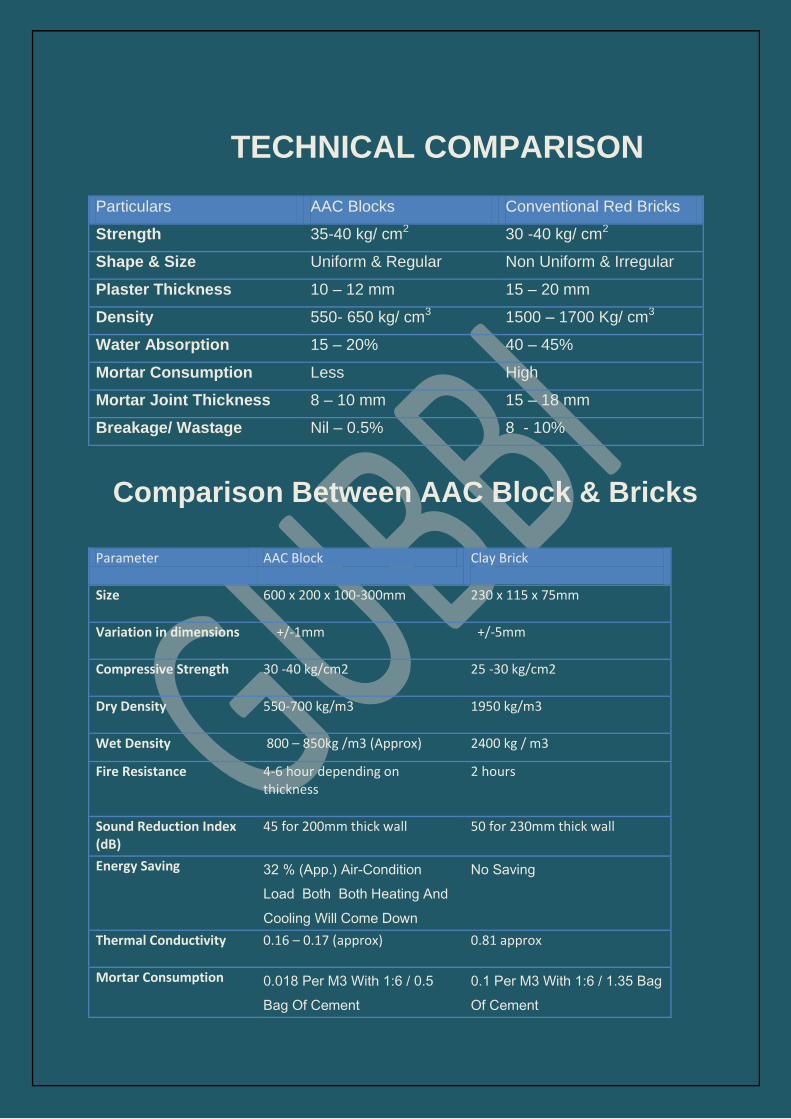
Parameter AAC Block Clay Brick
Size
600 x 200 x 100-300mm
230 x 115 x 75mm
Variation in dimensions
+/-1mm
+/-5mm
Compressive Strength
30 -40 kg/cm2
25 -30 kg/cm2
Dry Density
550-700 kg/m3
1950 kg/m3
Wet Density 800 – 850kg /m3 (Approx) 2400 kg / m3
Fire Resistance 4-6 hour depending on thickness
2 hours
Sound Reduction Index (dB)
45 for 200mm thick wall
50 for 230mm thick wall
Energy Saving 32 % (App.) Air-Condition
Load Both Both Heating And
Cooling Will Come Down
No Saving
Thermal Conductivity
0.16 – 0.17 (approx) 0.81 approx
Mortar Consumption 0.018 Per M3 With 1:6 / 0.5
Bag Of Cement
0.1 Per M3 With 1:6 / 1.35 Bag
Of Cement
Particulars AAC Blocks Conventional Red Bricks
Strength 35-40 kg/ cm2 30 -40 kg/ cm2
Shape & Size Uniform & Regular Non Uniform & Irregular
Plaster Thickness 10 – 12 mm 15 – 20 mm
Density 550- 650 kg/ cm3 1500 – 1700 Kg/ cm3
Water Absorption 15 – 20% 40 – 45%
Mortar Consumption Less High
Mortar Joint Thickness 8 – 10 mm 15 – 18 mm
Breakage/ Wastage Nil – 0.5% 8 - 10%
TECHNICAL COMPARISON
Comparison Between AAC Block & Bricks
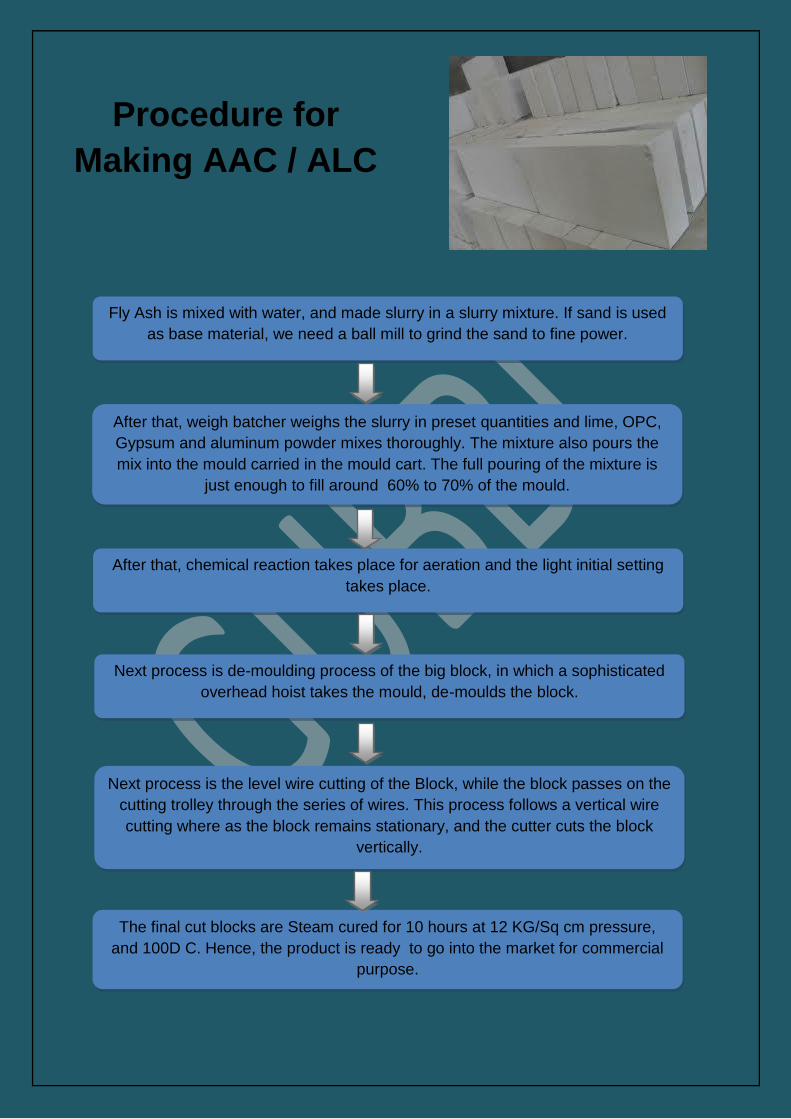
Fly Ash is mixed with water, and made slurry in a slurry mixture. If sand is used
as base material, we need a ball mill to grind the sand to fine power.
After that, weigh batcher weighs the slurry in preset quantities and lime, OPC,
Gypsum and aluminum powder mixes thoroughly. The mixture also pours the
mix into the mould carried in the mould cart. The full pouring of the mixture is
just enough to fill around 60% to 70% of the mould.
.
After that, chemical reaction takes place for aeration and the light initial setting
takes place.
Next process is de-moulding process of the big block, in which a sophisticated
overhead hoist takes the mould, de-moulds the block.
Next process is the level wire cutting of the Block, while the block passes on the
cutting trolley through the series of wires. This process follows a vertical wire
cutting where as the block remains stationary, and the cutter cuts the block
vertically.
The final cut blocks are Steam cured for 10 hours at 12 KG/Sq cm pressure,
and 100D C. Hence, the product is ready to go into the market for commercial
purpose.
Procedure for
Making AAC / ALC
Block
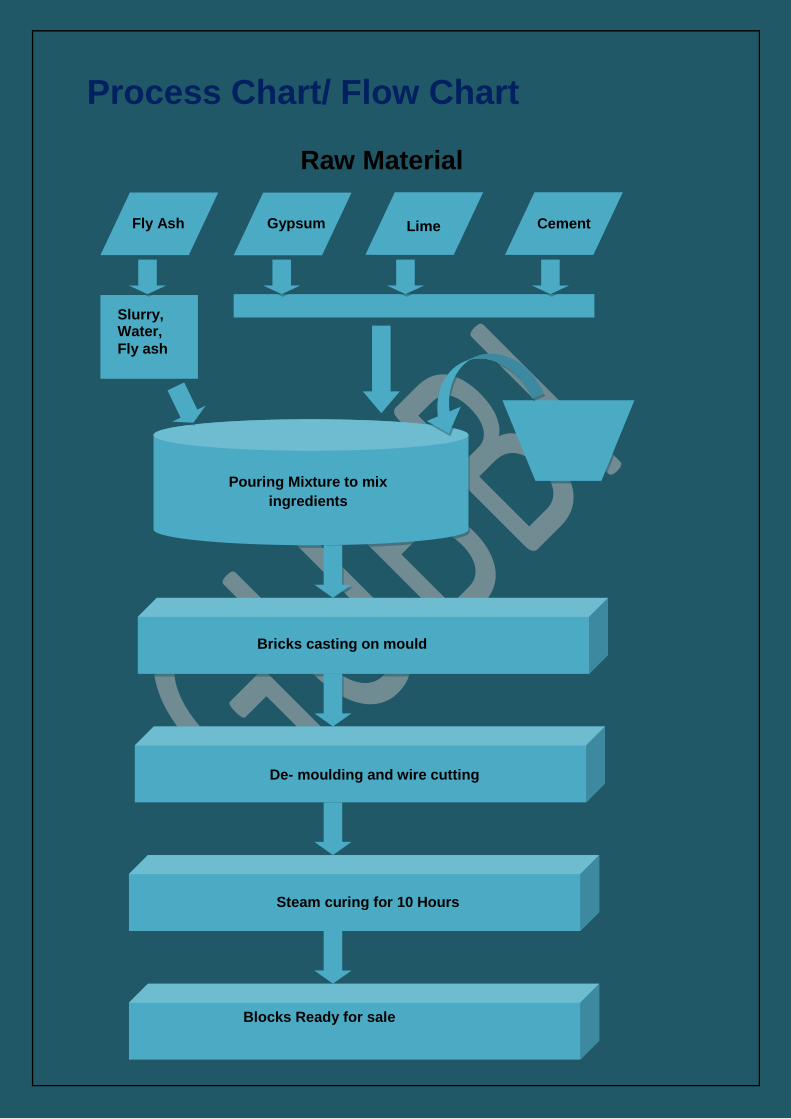
Fly Ash Gypsum Lime Cement
Slurry, Water,
Fly ash
Pouring Mixture to mix
ingredients
Bricks casting on mould
De- moulding and wire cutting
Steam curing for 10 Hours
Blocks Ready for sale
Process Chart/ Flow Chart
Raw Material
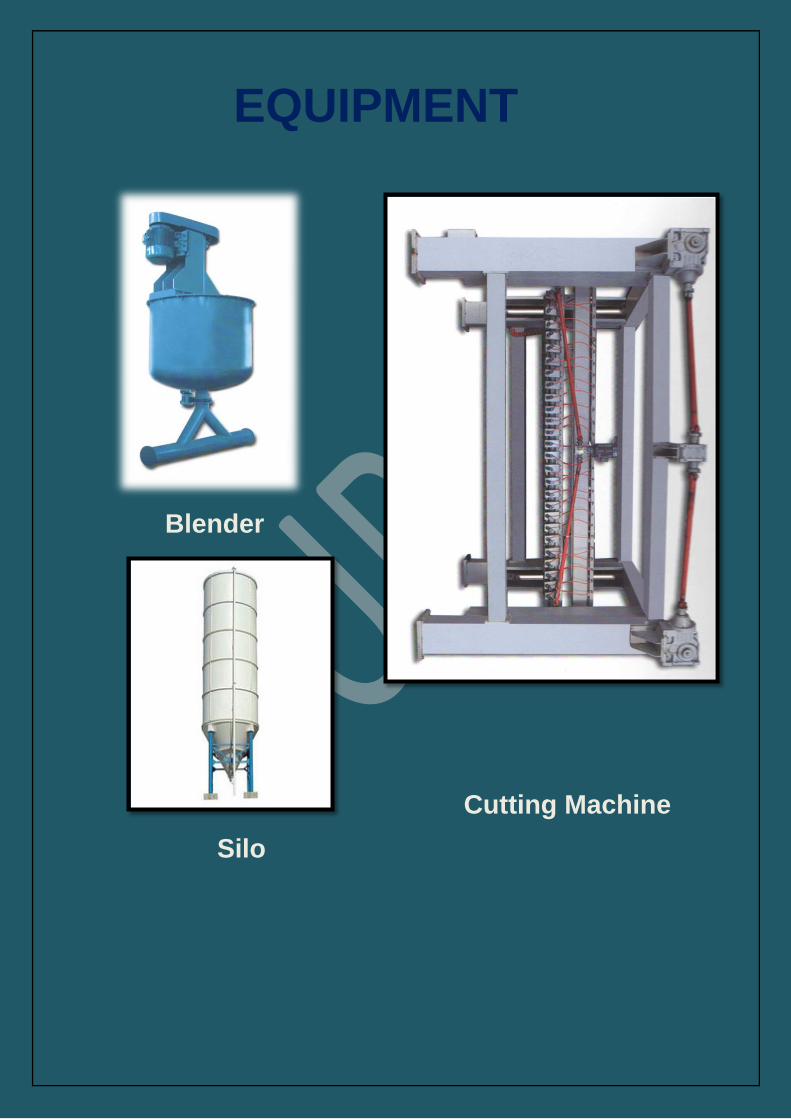
EQUIPMENT
Blender
Cutting Machine
Silo
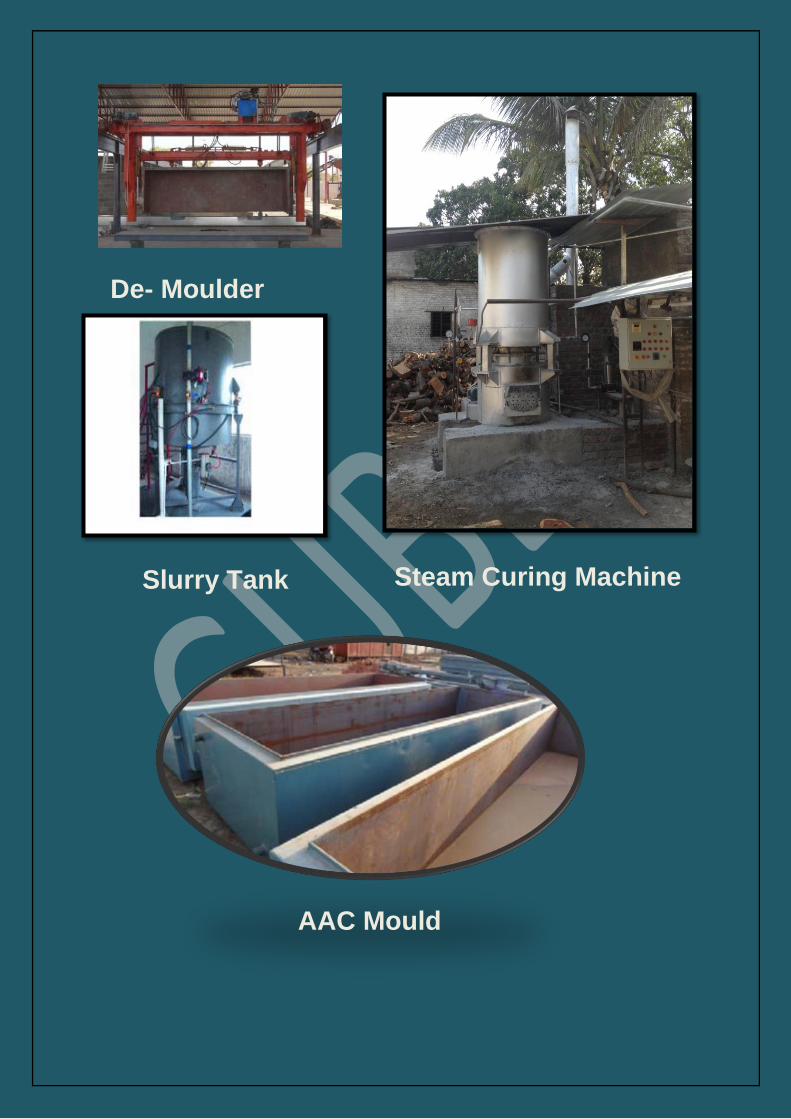
Steam Curing Machine Slurry Tank
De- Moulder
AAC Mould
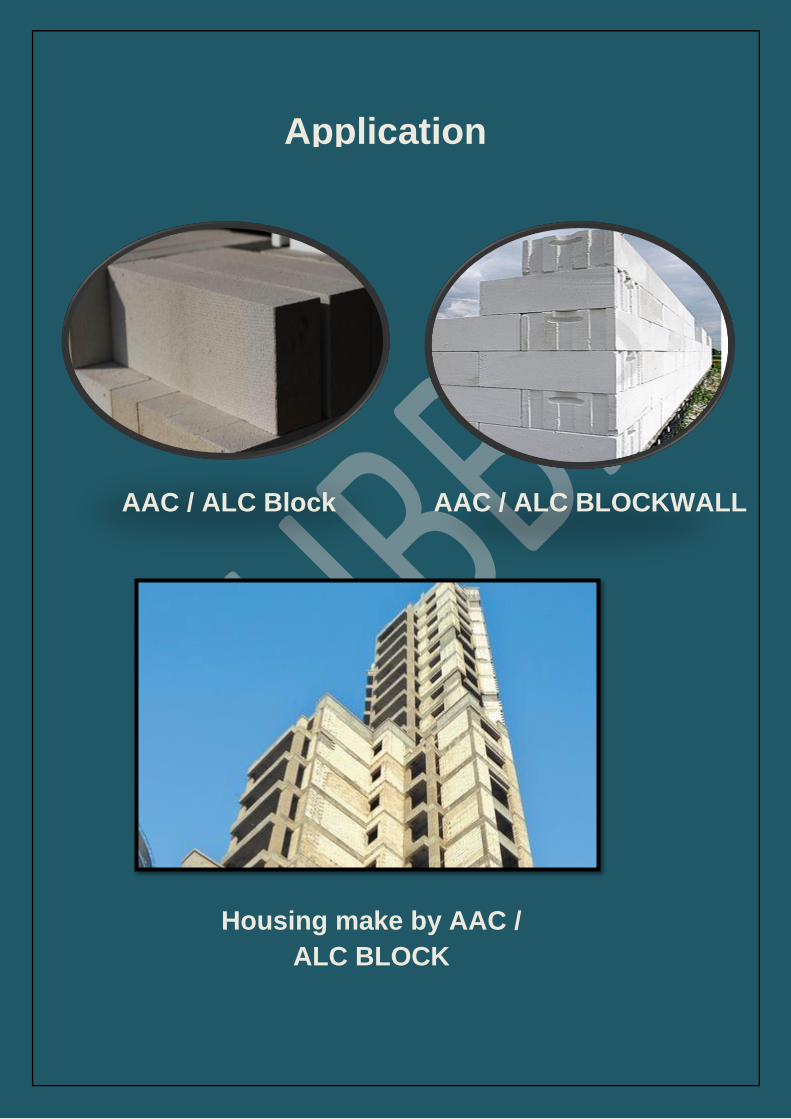
AAC / ALC Block AAC / ALC BLOCKWALL
Housing make by AAC /
ALC BLOCK
Application
GUBBI ENTERPRISES 18/26, Dev Prayag CHS Ltd,
Bhakti Mandir Road, Nr. Hari Niwas Circle, Thane (W)-400 605
__________________________________
Tel No: 022- 25387711/ 25383839 Mob No. 9322451475/ 9819901129
Email: [email protected] ___________________________________
Web: www.clcplant.com







