document resume ed 401 436 ce 072 929 title … · valley community college (illinois), ... amoco...
TRANSCRIPT

ED 401 436
TITLE
INSTITUTIONSPONS AGENCY
PUB DATECONTRACTNOTE
AVAILABLE FROMPUB TYPE
EDRS PRICEDESCRIPTORS
ABSTRACT
DOCUMENT RESUME
CE 072 929
Machine Tool Advanced Skills Technology (MAST).Common Ground: Toward a Standards-Based TrainingSystem for the U.S. Machine Tool and Metal RelatedIndustries. Volume 6: Welding, of a 15-Volume Set ofSkill Standards and Curriculum Training Materials forthe Precision Manufacturing Industry.Texas State Technical Coll., Waco.Office of Vocational and Adult Education (ED),Washington, DC.Sep 96V199J40008209p.; For other volumes in this set, see CE 072924-938.World Wide Web: http://machinetool.tstc.eduGuides Classroom Use Teaching Guides (ForTeacher) (052)
MF01/PC09 Plus Postage.Blueprints; Computer Assisted Manufacturing; CourseContent; Curriculum Development; *Entry Workers; HandTools; *Job Skills; Job Training; Learning Modules;Machinery Industry; *Machine Tools; ManufacturingIndustry; Metal Working; Postsecondary Education;Secondary Education; *Standards; Teaching Methods;*Welding
This document is intended to help education andtraining institutions deliver the Machine Tool Advanced SkillsTechnology (MAST) curriculum to a variety of individuals andorganizations. MAST consists of industry-specific skill standards andmodel curricula for 15 occupational specialty areas within the U.S.machine tool and metals-related industries. This volume provides theMAST standards and curriculum for the welding specialty area. (Awelder is a person who uses arc and gas, shielded metal arc welding(SMAW), gas metal arc welding, gas tungsten arc welding, brazing,metallurgy, and print interpretation to perform welding operations-necessary to produce a workpiece to required standards.) This volumeis organized in the following sections: (1) a profile of MoraineValley Community College (Illinois), the development center thatproduced these standards and curriculum; (2) a welder competencyprofile of job duties and tasks; (3) a welder duty, task, and subtaskoutline; (4) a course curriculum outline and course descriptions; (5)a technical workplace competencies and course crosswalk; and (6) aSecretary's Commission on Achieving Necessary Skills (SCANS)proficiencies course crosswalk. Individual syllabi for the followingcourses are provided: Basic Arc/Gas Welding I-II; Electrical WeldingCircuits; Reading Welding Blueprints; Advanced SMAW and Cutting I-II;Metal Inert Gas (MIG), Tungsten Inert Gas (TIG), and Brazing I-II;Basic Welding Metallurgy; Individual Welding Problems I-II; BasicPipe Welding I-II; and Visual Inspection of Welds. Each coursesyllabus includes the following: course hours, course descriptions,prerequisites, required course materials, teaching and evaluationmethods, lecture and laboratory outlines, course objectives fortechnical and SCANS competencies, and suggested references. Twoappendixes contain industry competency profiles and the pilot programnarrative. (KC)

achine Tool
dvancedkillsechnology
S. DEPARTMENT OF EDUCATIONOR< of Educational Research ano ImprovementE CATIONAL RESOURCES INFORMATION
CENTER (ERICI
This ISOCurnen1 has been reorocluced asreceived from the person or OrganizabonOngenaleng iI
O Minor changes have been made to improvereproduction Quality
Points of new or opinions stated on INS clOCu.went do not neCeSSanly rearesera officialOERI posttion or poiicv
COMMON GROUND:TOWARD A STANDARDS-BASED TRAINING
SYSTEM FOR THE U.S. MACHINE TOOLAND METAL RELATED INDUSTRIES
VOLUME 6
WELDING
ofa 15 volume set of Skills Standards
andCurriculum Training Materials for the
PRECISION MANUFACTURING INDUSTRY
2=err rnpv AI/All ADI C
Supported bythe Office of Vocational & Adult Education
U.S. Department of Education

[ CAL\CT)CIENTE A FOR All...LISPoomvamtve TaCNIVOL0016
AUGUSTA
TECHNICALINS TIT U T E
San Diego afy college
rr rl Moraine Valley.1 A Community College
1T
sr:soc.
SPRINGFIELD TECIINICALCOMMUNITY COLLEGE
111...............
7-Texas State
Technical CollegeWaco
Machine Tool Advanced SkillsTechnology Program
rm.
VOLUME 6
-- WELDING --
Supported byThe Office of Vocational and Adult Education
U.S. Department of Education
September, 1996
3

Project Title:
Grant Number:
Act under whichFunds Administered:
Source of Grant:
Grantee:
Disclaimer:
Discrimination:
GRANT INFORMATION
Machine Tool Advanced Skills Technology Program
VI 99J40008
Carl D. Perkins Vocational Education ActCooperative Demo - Manufacturing Technology, CFDA84.199J
Office of Vocational and Adult EducationU.S. Department of EducationWashington, DC 20202
Texas State Technical CollegeWaco, Texas
This publication was prepared pursuant to a grant with the Office ofVocational and Adult Education, U.S. Department of Education.Grantees undertaking such projects under government sponsorshipare encouraged to express freely their judgement in professionaland technical matters. Points of view or opinions do not, therefore,necessarily represent official U.S. Department of Educationposition or policy.
Title VI of the Civil Rights Act of 1964 states: "No person in theUnited States shall, on the ground of race, color, or national origin,be excluded from participation in, be denied the benefits of, or besubjected to discrimination under any program or activity receivingfederal financial assistance." Title IX of the EducationAmendments of 1972 states: "No person in the United States shall,on the basis of sex, be excluded from participation in, be denied thebenefits of, or be subjected to discrimination under any educationprogram or activity receiving federal financial assistance."Therefore, the Machine Tool Advanced Skills Technology (MAST)project, like every program or activity receiving financial assistancefrom the U.S. Department of Education, operated in compliancewith these laws.
ii
4

ACKNOWLEDGMENTS
This project was made possible by the cooperation and direct support of the followingorganizations:
U.S. Department of Education, Office of Vocational & Adult EducationMAST Consortia of Employers and Educators
MAST DEVELOPMENT CENTERSAugusta Technical Institute - Itawamba Community College - Moraine Valley Community College - SanDiego City College (CACT) - Springfield Technical Community College - Texas State Technical College
INDUSTRIESAB Lasers - AIRCAP/MTD - ALCOA - American Saw - AMOCO Performance Products - AutomaticSwitch Company - Bell Helicopter - Bowen Tool - Brunner - Chrysler Corp. - Chrysler Technologies -Conveyor Plus - Darr Caterpillar - Davis Technologies - Delta International - Devon - D. J. Plastics - EatonLeonard - EBTEC - Electro-Motive - Emergency One - Eureka - Foster Mold - GeoDiamond/SmithInternational - Greenfield Industries - Hunter Douglas - Industrial Laser - ITT Engineered Valve - KaiserAluminum - Krueger International. - Laser Fare - Laser Services - Lockheed Martin - McDonnell Douglas -Mercury Tool - NASSCO - NutraSweet - Rapistan DEMAG - Reed Tool - ROHR, International - Searle -Solar Turbine - Southwest Fabricators - Smith & Wesson - Standard Refrigeration - Super Sagless - TaylorGuitars - Tecumseh - Teledyne Ryan - Thermal Ceramics - Thomas Lighting - FMC, United Defense - UnitedTechnologies Hamilton Standard
COLLEGE AFFILIATESAiken Technical College - Bevil Center for Advanced Manufacturing Technology - Central FloridaCommunity College - Chicago Manufacturing Technology Extension Center - Great Lakes ManufacturingTechnology Center.- Indiana Vocational Technical College - Milwaukee Area Technical College - Okaloosa-Walton Community College - Piedmont Technical College - Pueblo Community College - Salt LakeCommunity College - Spokane Community College - Texas State Technical Colleges at Harlington, Marshall,Sweetwater
FEDERAL LABSJet Propulsion Lab - Lawrence Livermore National Laboratory - L.B.J. Space Center (NASA) - Los AlamosLaboratory - Oak Ridge National Laboratory - Sandia National Laboratory - Several National Institute ofStandards and Technology Centers (NISI) - Tank Automotive Research and Development Center(TARDEC) - Wright Laboratories
SECONDARY SCHOOLSAiken Career Center - Chicopee Comprehensive High School - Community High School (Moraine, IL) -Connally ISD - Consolidated High School - Evans High - Greenwood Vocational School - Hoover Sr. High -Killeen ISD - LaVega ISD - Lincoln Sr. High - Marlin ISD - Midway ISD - Moraine Area Career Center -Morse Sr. High - Point Lamar Sr. High - Pontotoc Ridge Area Vocational Center - Putnam Vocational HighSchool - San Diego Sr. High - Tupelo-Lee Vocational Center - Waco ISD - Westfield Vocational High School
iii

ASSOCIATIONSAmerican Vocational Association (AVA) - Center for Occupational Research and Development (CORD) -CIM in Higher Education (CIMHE) - Heart of Texas Tech-Prep - Midwest (Michigan) ManufacturingTechnology Center (MMTC) - National Coalition For Advanced Manufacturing (NACFAM) - NationalCoalition of Advanced Technology Centers (NCATC) - National Skills Standards Pilot Programs - NationalTooling and Machining Association (NTMA) - New York Manufacturing Extension Partnership (NYMEP)- Precision Metalforming Association (PMA) - Society of Manufacturing Engineers (SME) - SoutheastManufacturing Technology Center (SMTC)
MAST PROJECT EVALUATORSDr. James Hales, East Tennessee State University and William Ruxton, National Tooling and MachineAssociation (NTMA)
SPECIAL RECOGNITIONDr. Hugh Rogers recognized the need for this project, developed the baseline concepts and methodology,and pulled together industrial and academic partners from across the nation into a solid consortium. Specialthanks and singular congratulations go to Dr. Rogers for his extraordinary efforts in this endeavor.
This report is primarily based upon information provided by the above companies, schools andlabs. We sincerely thank key personnel within these organizations for their commitment anddedication to this project. Including the national survey, more than 3,000 other companies andorganizations participated in this project. We commend their efforts in our combined attempt toreach some common ground in precision manufacturing skills standards and curriculumdevelopment.
This material may be found on the Internet at http://machinetool.tstc.edu
iv

VOLUME 1
VOLUME 2
CATALOG OF 15 VOLUMES
EXECUTIVE SUMMARYSTATEMENT OF THE PROBLEMMACHINE TOOL ADVANCED SKILLS TECHNOLOGY
PROJECTPROJECT GOALS AND DELIVERABLESPROJECT METHODOLOGYPROJECT CONCLUSIONS AND RECOMMENDATIONSAPPENDICES
CAREER DEVELOPMENTGENERAL EDUCATIONREMEDIATION
VOLUME 3 MACHINING - CORE COURSES (MAC)
VOLUME 4 MANUFACTURING ENGINEERING TECHNOLOGY (MET)
VOLUME 5 MOLD MAKING (MLD)
VOLUME 6 WELD/NO (WLD)....
VOLUME 7 INDUSTRIAL MAINTENANCE (1MM)
VOLUME 8 SHEET METAL (SML) AND COMPOSITES (COM)
VOLUME 9 TOOL AND DIE (TLD)
VOLUME 10 COMPUTER-AIDED DRAFTING AND DESIGN (CAD)
VOLUME 11 COMPUTER-AIDED MANUFACTURING ANDADVANCED CNC (CNC)
VOLUME 12 INSTRUMENTATION (INT)
VOLUME 13 LASER MACHINING (LSR)
VOLUME 14 AUTOMATED EQUIPMENT TECHNOLOGY (CIM)
VOLUME 15 ADMINISTRATIVE INFORMATION
7V

VOLUME 6
WELDING TECHNOLOGY
Table of Contents
TAB
Foreword 1
Development Center Profile 2
Welder Competency Profile 3
Welder Duty/Task/Sub-Task Outline
Course Listing/Course Descriptions 5
Technical Competency/Course Crosswalk 6
"SCANS"/Course Crosswalk 7
Individual Course Syllabi 8
Appendix A - Industry Competency Profiles 9
Appendix B - Pilot Program Narrative 10

FOREWORD
Under the pressure of changing consumer demands, global competition, and increasingly exactingproduct and inventory control requirements, United States manufacturing has entered an era ofautomation and technological sophistication with the inevitable impact of loss of blue collar andmid-level management jobs and assignment of more responsibility to technical employees. Theresult is a growing surplus of workers whose jobs are now obsolete, and a growing demand forworkers whose skills and knowledge straddle the once distinct areas of manufacturing,engineering, programming, and design. Workers who wish to remain employable in themanufacturing sector cannot rely on traditional skills for their economic survival. Upgrading ofskills or acquisition of a variety of skills is crucial.
The employment picture for the Welder exemplifies this trend. Welding is a traditionalmanufacturing skill which stills exists in its traditional forms - hand welding, stick welding,tungsten inert gas machine, metal inert gas machine, Bronco guns, and cutting by plasma cutters -in the contemporary manufacturing workplace. However, recent advances in technology havecaused the emergence of new manufacturing welding processes. The contemporary welder mustbe able to use automatic welding machines, precision hand-held measuring devices, andautomated cutting processes to produce finished products that meet the precision and exactnessdemands of the global marketplace. Existing welders who wish to remain employed or those whowish to enter the field must be willing and able to obtain training in all aspects of emergingwelding technology.
Recognizing the need to increase the supply of new skilled workers in this and otheroccupations for the metal and metals-related industries, the U.S. Department of Educationlaunched the Cooperative Demonstration Program (Manufacturing Technologies) as partof the National Skills Standards Act of 1994. The goal of the Department initiative was tofoster the development and implementation of national skill standards and a training modelfor certificate and Associate of Science degree programs. In July 1994, a multi-stateconsortium of community colleges led by Texas State Technical College received a grantawarded by the Department under the initiative. The Machine Tool Advanced SkillsTechnology (MAST) consortium, which includes six of the nation's leading AdvancedTechnology Centers (ATCs), was formed to develop, test, and disseminate industry-specificskill standards and model curricula for the U.S. machine tool industry over a two yearperiod. As part of the MAST consortium, Moraine Valley Community College in Illinoiswas tasked with developing and piloting skill standards and model curricula in thetechnical area of Welder.
After numerous interviews with practitioners from industry (see Appendix A) and discussionswith educators, managers, supervisors, and others involved with machine related occupations andspecifically welding technology, the MAST consortium partners have agreed to present ourdefinition of a Welder as follows:
9

WELDER: The Welder will be able to use arc/gas, shielded metal arc welding, gas metal arcwelding, gas tungsten arc welding, brazing, metallurgy, and print interpretation to performwelding operations necessary to produce a workpiece to required standards.
Moraine Valley Community College's curricula for welding technology is structured as a 26course, one year certificate course of study. Course options can be tailored to individual studentneeds.
This volume contains the justification, documentation, and course syllabi for the coursesrecommended as minimum training for individuals desiring to become welders.
10

PARTNER OCCUPATIONAL SPECIALITY ASSIGNMENTS
Although each of the six partner college development centers possessed detailed expertise in eachof the MAST 15 occupational specialities, a division of work was still very necessary to ensurecompletion of the project due to the enormity associated with industrial assessment and completecurriculum revision for each of the areas of investigation.
Each Collegiate Partner was responsible for development of a specialization component of theoverall model. Information for the future direction of this specialization area was obtained fromMST Manufacturing Centers and/or national consortia, professional societies, and industrialsupport groups addressing national manufacturing needs. Each Collegiate Partner tested itsspecialization model utilizing local campus resources and local industry. Information gained fromthe local experience was utilized to make model corrections. After testing and modification,components were consolidated into a national model. These events occurred during the first yearof the Program. During the second year of the Program, the national model was piloted at eachof the Collegiate Partner institutions. Experience gained from the individual pilot programs wasconsolidated into the final national model.
What follows is a profile of the MAST development center which had primary responsibility forthe compilation and preparation of the materials for this occupational specialty area. This collegealso had the responsibility for conducting the pilot program which was used as one of the meansof validation for this program.
1:1

MAST DEVELOPMENT CENTER, PALOS HILLS, ILMoraine Valley Community College
Center for Contemporary Technology
Dr. Vernon 0. Crawley, PresidentMoraine Valley Community CollegeDr. Richard HinckleyDean, Business and Industrial TechnologyDr. Richard KukacAssociate Dean, Business and Industrial Technology
10900 South 88th Ave.Palos Hills, II, 60465
College phone: 708/974-4300, fax:708/974-0078Center phone: 708/974-5410, fax:708/974-0078
e-mail:
Manufacturing in Moraine ValleyThe metropolitan Chicago area, including northwestern Indiana, is among the most heavily industrialized areas ofthe United States. The neighboring Moraine Valley area is home to hundreds of the small- to medium-sizedcompanies that supply the larger industrial concerns, including design, fabrication, metal-working and parts-assembly firms. The diversity of industry in the region and the continual need for qualified entry-level techniciansand retraining of current workers has created a great demand for the development of industrial training and theservices of Moraine Valley Community College and its Center for Contemporary Technology.
Moraine Valley Community College (MVCC) and the Center for Contemporary Technology (CTT)Moraine Valley Community College (MVCC) is a public, postsecondary institution serving all or part of 26communities in the southwest suburban area of Cook County, representing a population of more than 380,000.Located 25 miles southwest of downtown Chicago in Palos Hills, the college is the fourth largest communitycollege in Illinois and serves a diverse student body drawn from the surrounding communities. The focal point forbusiness and industry training in Moraine Valley is the 124,000 s.f. Center for Contemporary Technology (CTT).Opened in 1988, the Center is among the finest and most diverse advanced technology centers (ATC's) in thenation, with over $6 million of equipment and technology to provide training and education in AutomatedManufacturing; Automotive Technology; Computer-Aided Design; Corrosion Mitigation;Electronics/Telecommunications; Environmental Control Technology; Information Management; Machining;Mechanical & Fluid Power Maintenance; Non-Destructive Evaluation; and Welding.
Development TeamProject Director: Richard Hinckley, PhD., Dean of Instruction for Business and Industrial Technology andmanager of the Center for Contemporary Technology, served as director for the MAST project.SubjeCt Matter Expert: Charles H. Bales, Instructor of Mechanical Design/Drafting, had programresponsibility for developing skill standards and course/program materials for the mechanical design/draftingcomponent of the MAST project. Professor Bales also served as lead instructor for the MAST pilot programin Computer-Aided Drafting and Design (CADD) Technician.Subject Matter Expert: James E. Greer, MS Ed., Professor of Welding, was responsible for developing skillstandards and course/program materials for the welding component of the MAST project. ProfessorGreer also- served as lead instructor for the MAST pilot program in Welding.Skills Validation Coordinator: Richard Kukac, MPA, Associate Dean of Instruction of Business andIndustrial Technology, coordinated the industry skills verification process for MAST and facilitated theindustry validation sessions with teams of expert practitioners from each skill area.
12

THE MAST COMPETENCY PROFILE
Development of Competency Profiles at each of the MAST sites began with visits torepresentative companies for the purpose of surveying expert workers within the industry andoccupational areas under investigation. Each site began the survey process by asking a subjectmatter expert in the targeted technical area, generally a member of their faculty, to employ amodified version of the generally-accepted DACUM (Developing A Curriculum) method tocategorize the major skills needed to work in the selected occupation. As source materials, thecollege instructors drew on their professional knowledge and experience of current and futureindustry requirements. The initial skill standards developed by the subject matter expertsunderwent numerous internal reviews and revisions within each site, assuming final form as aseries of structured survey and interview statements designed to elicit a simple yes or no response.
To determine an appropriate survey sample, each site compiled a database of their region's smalland medium-sized manufacturers and searched for companies likely to employ workers in thetargeted occupational area. The resulting cross-industry samples were sorted further to achieve abalance of technological capability and workforce size; the sample companies within each regionwere then asked to participate in the project. Willing respondents were scheduled for interviews.
During the company interviews, MAST staff asked expert workers to identify the primary dutiesand tasks performed by a typical worker and to consider the special skills and knowledge, traitsand attitudes, and industry trends that will have an impact on worker training, employability, andperformance both now and in the future. The interview results were analyzed to create individualprofiles identifying the most common duties and skills required of workers at each company.Copies of individual company competency profiles are provided in Appendix A of this volume.These individual company Competency Profiles served two purposes. First, they showed, in aformat that could be easily understood by both industry and educators, a picture of theoccupational specialty at a given company at that particular time. Second, these individualcompany Competency Profiles furnished the company with a document for which they couldclaim ownership. This, in effect, made them "real" partners in the work of MAST.
Data for all companies were then aggregated to develop a composite Competency Profile ofindustry skill standards within the selected occupational specialty area of, as shown in thefollowing pages.
These same duties and tasks were then included in both the Texas and National Surveys forfurther validation (see Volume 1). As a result of the surveys, additional refinements were madeto the Competency Profiles. These changes were then incorporated into the individual coursesyllabi which were used for the pilot program.
The MAST Competency Profile for this occupational specialty area has been included on thefollowing pages.
13

SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mtm
icat
ion
Skill
sU
se M
easu
rem
ent T
ools
Use
insp
ectio
n D
evic
esM
athe
mat
ical
Ski
Es
Rea
ding
/Wri
ting
Skill
sK
now
ledg
e of
Saf
ety
Reg
ulat
ions
Prac
tice
Safe
ty in
the
Wor
kpla
ceO
rgan
izat
iona
l Ski
llsK
now
ledg
e of
Com
pany
Pol
icie
s/Pr
oced
ures
Mec
hani
cal A
ptitu
deA
bilit
y to
Com
preh
end
Wri
tten/
Ver
bal I
nstr
uctio
nsK
now
ledg
e of
Cut
ting
Flui
ds/L
ubri
cant
sB
asic
Kno
wle
dge
of F
aste
ners
Abi
lity
to W
ork
as P
art o
f a
Tea
mC
onve
rse
in th
e T
echn
ical
Lan
guag
e of
the
Tra
de
Kno
wle
dge
of O
ccup
atio
nal O
ppoM
mili
esK
now
ledg
e of
Ern
ploy
eeJE
mpl
oyer
Res
pons
ibili
ties
Kno
wle
dge
of C
ompa
ny Q
ualit
y A
ssur
ance
Act
iviti
esPr
actic
e Q
ualit
y-C
onsc
ious
ness
in P
erfo
rman
ce o
f th
e lo
b
MO
RA
INE
VA
LL
EY
CO
MM
UN
ITY
CO
LL
EG
EM
AST
PR
OG
RA
M R
EPR
ESE
NT
AT
IVE
S
DR
. RIC
HA
RD
C. H
INC
KL
EY
RIC
HA
RD
KU
KA
CSi
t Coo
rein
eer
F-1
. Mor
aine
Val
ley
IA A
r4C
omm
unity
Col
lege
14
TR
AIT
S A
ND
AT
TIT
UD
ES
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Con
scie
ntio
usM
otiv
atio
nR
espo
mir
lePh
ysic
al A
bilit
yPr
ofes
sion
al-
Tm
stw
orth
yC
usto
mer
Rel
atio
nsPe
rson
al E
thic
s
TO
OL
S A
ND
EQ
UIP
ME
NT
Mac
hini
sts
Too
ls (
e.g.
cal
iper
s, d
ial i
ndic
ator
s,m
agne
tic to
ol h
olde
rs, e
tc.)
Mea
suri
ng T
ools
Pow
er T
ools
Met
al L
athe
with
Atta
chm
ents
Dri
ll Pr
esse
sV
ertic
al M
ill w
ith A
ttach
men
tsPo
wer
Saw
sPo
wer
Dri
llsH
ydra
ulic
/Arb
or P
ress
Hea
t Tre
atm
ent E
quip
men
t
Har
dnes
s T
estin
g E
quip
men
tG
rind
ing
Mac
hine
s w
ith A
ttach
men
tsW
eldi
ng E
quip
men
t (SM
AW
, GM
AW
, FC
AW
)C
NC
Mac
hini
ng C
ente
r en
d T
urni
ng C
ente
rG
ear
Prod
ucin
g M
achi
nes
with
Ana
chm
ents
Alig
nmen
t/Cal
ibra
tion
Too
lsC
oola
nt R
ecov
ery
Equ
ipm
ent
Com
pute
rV
entil
atio
n E
quip
men
tFo
rklif
t
Pers
onal
Saf
ety
Equ
ipm
ent
Oxy
acet
ylen
e E
quip
men
tT
ool S
tora
ge E
quip
men
tW
orkb
ench
esV
ises
Pede
stal
Gri
nder
sW
eld
Tes
t Equ
ipm
ent
Opt
ical
Com
para
tor
Coo
rdin
ate
Mea
sure
men
t Mac
hine
CU
RR
EN
T T
RE
ND
S/C
ON
CE
RN
SSt
atis
tical
Pro
cess
Con
trol
Com
posi
tes
Las
er M
achi
ning
Adv
ance
d C
ompu
ter
App
licat
ions
Rob
otic
sE
nvir
onm
enta
l Con
cern
sFi
ber
Opt
ic C
ontr
ols
Aut
omat
ed M
ater
ial H
andl
ing
Equ
ipm
ent
Com
pute
r In
tegr
ated
Man
ufac
turi
ng
CO
MPE
TE
NC
Y P
RO
FIL
EW
elde
r
Con
duct
ed B
yM
.A.S
.T.
Mac
hine
Too
l Adv
ance
d Sk
ills
Tec
hnol
ogy
Prog
ram
and
Con
sort
ium
Par
tner
s(V
.199
J400
08)
Mac
hine
Too
l Adv
ance
d Sk
ills
Tec
hnol
ogy
Prog
ram
15

16
Wel
der.
.. an
d st
udy
arc/
gas,
SM
AW
, GM
AW
, GT
AW
, bra
zing
, met
allu
rgy,
and
pri
nt in
terp
reat
ion
to p
erfo
rm w
eldi
ng o
pera
tions
nec
essa
ry to
pro
duce
a w
orkp
iece
to r
equi
red
stan
dard
s an
d/or
spe
cifi
catio
ns.
Dut
ies
B D E F
Bas
ic S
hiel
dM
etal
Are
Wel
ding
(SM
AW
) an
d O
xy-
Fee
l Gas
Cut
ll
Adv
ance
d S
hiel
dM
ete!
Are
Wel
ding
(SM
AW
) an
dC
ollin
I
IIV
CC
IIID
Pin
IUL
TD
OIN
TO
N
Tas
ksA
-1 W
ear
pers
onal
prot
ectiv
eeq
uipm
ent
A-2
Iden
tify
safe
ty r
ates
A-3
Fam
iliar
ize
safe
ty a
t fac
ility
B-I
Use
sta
n-da
rd A
mer
ican
Wel
ding
Sta
n-da
rd S
ocie
tyw
eldi
ng te
rms
and
defin
ition
s
C-1
Rev
iew
prin
t not
es,
dim
ensi
ons
and
sym
bols
C-2
Iden
tify
basi
c la
yout
of
draw
ings
C-3
Inte
rpre
tdr
awin
g lin
esen
d vi
ews
C-4
Inte
rpre
tw
eldi
ng s
ymbo
lsC
-5 C
onve
rtM
etric
toE
nglis
h
C-6
Und
erst
and
Prin
t IT
ecifi
calio
ns
C-7
Lis
tas
sem
bly
proc
edur
e pe
rpr
int
C-8
Und
erst
and
vario
us ty
pes
ofw
eldi
ng p
rints
C-9
Vis
ualiz
efin
al w
eldm
enl
from
prin
t
C-1
0 Li
st fl
aws
and
erro
rs o
ndr
awin
gs
C-1
1 In
terp
ret
AW
S s
tand
ard
wel
ding
sym
bols
D-1
Bec
ome
conv
ersa
nt w
ithC
OM
MO
R
met
allu
rgic
alte
rms
D-2
Des
crib
eth
e pr
oper
ties
ofva
rious
type
s of
stee
l
D-3
Lilt
var
ious
allo
ys a
nd th
eir
effe
ct w
hen
com
bine
d w
ithst
eel
D-4
Des
crib
e th
eef
fect
wel
ding
has
on p
rope
rtie
sof
var
ious
type
sof
car
bon
etee
ls
D-5
Iden
tify
basi
c co
ncep
tsre
latin
g to
the
heat
affe
cted
zone
E-1
Def
ine
sele
cted
wel
ding
tam
s pe
r A
WS
A3.
0
E-2
Des
crib
eA
WS
cod
e fo
rm
ild s
teel
elec
trod
es
E-3
Set
up
wel
ding
mac
hine
to r
equi
red
pola
rity
E-4
Use
cor
rect
star
t and
sto
pte
chni
ques
for
SM
AW
ele
c.tr
odes
E-5
Set
up
equi
pmen
t for
Shi
elde
d M
etal
Arc
Wel
ding
E-6
Str
ike
anar
c, r
unco
ntin
uous
strin
ger
bead
E-7
Wel
d us
ing
wea
ve te
chni
que
E-8
Wel
d m
ulti-
laye
r bu
ildup
E-9
Set
up
and
shut
dow
n ox
y-fu
el e
quip
men
t
E-1
0 C
ut s
teel
plat
e us
ing
oxy-
fuel
equ
ipm
ent
E-1
1 P
rodu
cew
elds
with
prop
erty
tim
edst
arts
and
fille
dcr
ater
s
E-1
2 Lo
why
drog
en s
tart
san
d st
ops
E-1
3 D
esig
nw
elde
d jo
ints
E-1
4 W
eld
Vgr
oove
with
back
ing
in B
atpo
sitio
n
Pel
5 S
et u
p ai
rca
rbon
arc
equi
pmen
t for
goug
ing
E-I
6 U
se s
irca
rbon
arc
toex
cava
tepa
rtia
lpe
n gr
oove
wel
d
E-1
7 G
ouge
toex
cava
te d
efec
tE
-I8
Mak
e x-
ray
qual
ity w
eld
repa
ir on
2Fpo
sitio
n T
join
tIn
^ pl
ata
E-1
9 P
rodu
cefil
let w
eld
onsh
eet g
rad
Tjo
ints
E-2
0 P
rodu
ceP
et,w
eldi
°a
L=
thic
kan
dth
in jo
int m
em-
ben
usW
ing
SM
A
E -
2l U
se c
orre
ctst
arts
for
low
hydr
ogen
hydr
ogen
elec
trod
es
E-2
2 U
se c
olle
ctst
ops
for
low
hydr
ogen
elec
trod
es
E-2
3 W
eld
usin
gla
rge
diam
eter
SM
A e
lect
rode
s.
F-1
Wel
d si
ngle
V g
roov
e w
elds
with
ope
n ro
ots
from
one
rid
e
F-2
Wel
dva
rious
diam
eter
s of
pipe
to p
lata
F-3
Pro
duce
SM
AW
pip
e -
50po
sitio
n
F4
Pro
duce
SM
AW
- 2
0po
sitio
n gr
oove
wel
ds
F-5
Rol
l wel
dpi
pe S
MA
WF
-6 P
rodu
ceS
MA
W p
ipe
- 60
posi
tion
F-7
Cre
ate
SM
AW
pip
e to
AS
ME
Sec
tion
9
F-8
Inte
rpre
tw
eldi
ngpr
oced
ures
0-1
Pro
duce
end
prep
arat
ions
0-2
Fit
and
tack
wel
d pi
pe0-
3 R
oll w
eld
open
roo
t pas
s on
pipe
- 1
0po
sitio
n
0-4
Wel
d op
enro
ot p
ipe
join
t -20
pos
ition
0.5
Wel
d op
enro
ot p
ipe
- 30
posi
tion
0-6
Pas
s gu
ided
bond
test
per
AS
ME
Sec
tion
9
0-7
Wel
d op
enro
ot p
ipe
- 20
posi
tion
0-8
Wel
d pi
peop
en r
oot p
asse
sal
l pos
ition
sus
ing
OM
AW
0-9
Wel
d pi
pew
ith b
acki
ngus
ing
FLA
W -
0
H-1
Ass
embl
eO
MA
W g
un a
ndna
me
all p
arts
/1-2
Und
erst
and
gas
met
al a
rcpo
wer
mur
al
11-3
Shi
eldi
ngga
s ap
plic
atio
n11
-4 W
eld
with
OM
AW
usi
ngsp
lay
tran
sfer
H-3
Wel
d w
ithO
MA
W u
sing
shor
t circ
uit
tran
sfer
H-6
Wel
d w
ithO
MA
W u
sing
glob
ular
tran
sfer
H-7
Wel
d w
ithO
MA
W u
sing
puls
ed s
pray
tran
sfer
H-8
Wel
d T
join
ts o
n ca
rbon
stee
l usi
ngO
MA
Weq
uipm
ent
H-9
Wel
d m
ulti-
pass
fille
t wel
ds-
all p
ositi
ons
H-I
0 W
eld
mul
ti-pa
ss fi
llet
wel
ds 3
Fve
rtic
al p
ositi
on
H-1
1 W
eld
mul
ti-pa
ss fi
llet w
elds
4F o
verh
ead
posi
tion
H-1
2 W
eld
sing
le V
gro
ove
with
OM
AW
H-I
3 W
eld
pipe
- 10
pos
ition
1-1
Und
erst
and
tech
nica
l asp
ects
of (
MA
W
1-2
Wel
d fil
let -
2F h
oriz
onta
lpo
sitio
n
1.3
Wel
d fil
let -
3F v
ertic
alpo
sitio
n
H4
Wel
d fil
let -
4F o
verh
ead
posi
tion
1-5
Wel
d on
1/8"
mat
eria
l and
100%
pen
etra
tion
1-6
Wel
d 20
posi
tion
usin
gO
TA
W
1-7
Wel
d 30
posi
tion
usin
gO
TA
W
1-8
Wel
d 40
posi
tion
usin
gO
TA
W
1-9
Wel
d pi
peop
en r
oot p
anes
all p
ositi
ons
usin
g O
TA
W
BE
ST C
OPY
AV
AIL
AB
LE

Dut
ies
J
1111
111
MIK
all
-' al
A IN
Nfa
llM
ISM
IN41
1111
INS
al I
N N
IP
Tas
ksJ-
1D
eter
min
em
easu
rem
ents
and
angl
es
K-1
Cle
an w
ork
area
and
insu
reth
at n
o sa
fety
haza
rds
exis
t
L-1
Per
form
visu
al c
heek
s

THE MAST TECHNICAL WORKPLACECOMPETENCY OUTLINE
The Competency Profiles derived from the industry survey process were returned to industry andfaculty members at each MAST partner college for review. Reviewers were asked to identifyspecific sub-tasks within each block of Duties and Tasks in the Profile; MAST staff at eachcollege broke the sub-tasks down further into the detailed steps required to actually perform theduties and tasks of the manufacturing process. It is these detailed skill standards that were thenincorporated into development of the curriculum and piloted as a training program by each of theMAST colleges. All results for the specific occupational specialty area have been organized as anoutline of the duties, tasks, and sub-tasks required to demonstrate technical competency in theworkplace, as shown in the following pages.
As a result of the Texas and the National Surveys, additional refinements were made to theCompetency Outlines. These changes were then incorporated into the individual course syllabi.
The MAST Technical Workplace Competency Outline for this occupational specialty area hasbeen included on the following pages.
20

WELDERTECHNICAL WORKPLACE COMPETENCIES
WELDER...and study arc/gas, SMAW, GMAW, GTAW, brazing, metallurgy, and printinterpretation to perform welding operations necessary to produce a workpiece to requiredstandards.
A. FOLLOW SAFE PRACTICES1. Wear Personal Protective Equipment
a. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc weldingd. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructions
21

Follow written detailsc. Prepare time and job cards (reports & records)
C. INTERPRET WELDING DRAWINGS1. Review Print Notes, Dimensions and Symbols
a. Interpret AWS standard welding symbolsb. List essential components found in general notes on drawingc. Determine acceptable tolerances for drawingd. Determine code requirements, process and procedure requirements
required by drawinge. Interpret 3 view drawingsf. Work from drawings, prints and sketches
2. Identify Basic Layouts of Drawings3. Interpret Drawing Lines and Views4. Interpret Welding Symbols5. Convert Metric to English6. Understand Print Specifications7. List Assembly Procedure Per Print8. Understand Various Types of Welding Prints9. Visualize Final Weldment From Print10. List Flaws and Errors on Drawings11. Interpret AWS Standard Welding Symbols
D. BASIC WELDING METALLURGY1. Become Conversant With Common Metallurgical Terms
a. Describe structure of metalsb. Describe critical temperaturec. Define allotropic transformationd. Describe eutectic pointe. Read phase diagramf. Define liquidus
g. Define solidush. Define annealingi. Define normalizej. Define heat treatmentk. Define stress relieveI. Define delta ferritem. Define ferriten. Define austeniteo. Define pearlitep. Define cementiteq. Define tempering
2. Describe the Properties of Various Types of Steela. Define low carbon steelb. Define medium carbon steelc. Define high carbon steeld. Define very high carbon steele. Define cast iron
22

f. Define low alloy high strengthg. Define alloy steelsh. Define stainless steelsi. Define non ferrous metals
3. List Various Alloys and Their Effect When Combined With Steela. Draw and describe substitutional alloysb. Draw and describe interstitial alloysc. Draw and describe multi phase alloysd. Define harden abilitye. Work carbon equivalent equations
4. Describe the Effect Welding Has on Properties of various Types of Carbon Steelsa. Sketch crystal structures of metalsb. Sketch face centered cubicc. Sketch body centered cubicd. Sketch hexagonal close packed
5. Identify Basic Concepts Relating to the Heat Affected Zonea. Define micro structureb. Define macro structurec. Define cold workingd. Define elongated grain structuree. Define grain boundaryf. Define grain growthg. Define fusion zoneh. Define fusion interface
E. BASIC SHIELDED METAL ARC WELDING (SMAW) AND OXY-FUEL GASCUTTING1. Define Selected Welding Terms Per AWS A3.0
a. Define arc welding process termsb. Define standard joint terminologyc. Define common weld discontinuitiesd. Name welding equipment, supply and consumablese. Define common shop terms including proper equipment namesf. Define material termsg. Define common metallurgy terms
2. Describe AWS Code for Mild Steel Electrodesa. List, describe and defineb. List low hydrogen electrodesc. List iron powder electrodesd. Describe electrode by welding positione. Describe electrode by current and polarityf. Describe electrode by penetration
3. Set Up Welding Machine to Required Polaritya. List polarities for commonly used electrodesb. Describe both polaritiesc. Describe advantages and disadvantages of alternating current
4. Use Correct Start and Stop Techniques for SMAW Electrodesa. Describe and demonstrate start for non-low hydrogen SMAW electrode
23.

b. Describe and demonstrate stop for non-low hydrogen SMAW electrodeswith filled craters
c. List reasons for the importance of low hydrogen in weld metald. Explain the reason for low hydrogen starts and stops and how they work
and why required specifically with E70185. Set Up Equipment for Shielded Metal Arc Welding
a. Inspect area for safetyb. Adjust current and polarity for specific job requirementsc. Choose type and size of electroded. Wear applicable personal safety equipment
6. Strike an Arc, Run Continuous Stringer Beada. Stand and position oneself correctlyb. Operate welding helmetc. Verbally warn others of intent to arc weldd. Strike an arce. Weld with stringer bead techniquef. Perform weld tie in's to make continuous bead
7. Weld Using Weave Techniquea. Maintain required weld qualityb. Maintain proper weld width uniformlyc. Maintain proper travel speedd. Match correct oscillation for various electrodese. Match- applications to weave techniques, as they applyf. List the advantages and disadvantages of weave techniquesg. List the advantages and disadvantages of stringer techniquesh. Perform weld using weave techniquei. Concentrate on dwell times at edges of weld pool
8. Weld Multi-Layer Buildupa. Weld a dam to outline area being welded for each layerb. Apply each layer neatly, straight and with good fusion throughoutc. Chip slag after each passd. Weld passes which over lap to crown of last weld beade. Demonstrate control of bead height
9. Set Up and Shut Down Oxy-Fuel Equipmenta. Follow manufacturer's recommended practiceb. Inspect equipment and work area for safetyc. Assemble oxy-fuel equipmentd. Open fuel gas cylinder 1/2 turne. Open oxygen as cylinder all the wayf. Adjust fuel gas and oxygen working pressure per manufacturer's
recommendationg. Purge lines one at a time. One second for each 10 feet of hose length
10. Cut Steel Plate Using Oxy-Fuel Equipmenta. Make manual free hand straight line cutsb. Cut manually straight lines using cutting jibc. Bevel plate with manual oxy-fuel equipmentd. Manually cut blind holes in thick materiale. Manually cut sheet metal with minimal distortion
24

11. Produce Welds with Properly Fused Starts and Filled Cratersa. Use non-low hydrogen electrodesb. Strike arc and hold long arc length 1" away from last weld craterc. Back-up to previous weld crater holding long arc lengthd. Pre-heat crater with long arce. Shorten arc length, fill crater and continue welding
12. Low Hydrogen Starts and Stopsa. Use low hydrogen electrodesb. Strike arc 1" from craterc. Immediately shorten arc length and back up quickly previous weld crater.
Holding short arc lengthd. Pause at the crater when it is filled. Continue welding
13. Design Welded Jointsa. List the names and draw side views of the five basic joint configurationsb. List the names and draw side views of the variations of groovesc. List the names and draw side views of the T-Joint variationsd. List the name of the type of weld made in each joint
14. Weld V Groove With Backing in Flat Positiona. Use oxy-fuel equipment to bevel 3/8" steel to 37 1/2°b. Clean bevel face with grinder as requiredc. Cut 1/4" material for backing strip
15. Set Up Air Carbon Arc Equipment for Gouginga. List the minimum rated amperage and duty cycle for a welding machine
used for air carbon arc gouging according to lectureb. List minimum flow rate and pressure for an air compressor used in air
carbon arc cutting and gougingc. List the polarity that air carbon arc is run ond. Describe approximate amperage settings for 1/8", 3/16", 1/4" and 3/8"
carbon electrodese. Connect air carbon torch arc and compressed air hose to welding
machinef. Inspect area for safety
16. Use Air Carbon Arc to Excavate a Partial Pen Groove Welda. Locate root of weldb. Demonstrate control of depth of cutc. Demonstrate control of width of cutd. Use air carbon arc cutting equipment to make shallow gouges (about 1/8"
deep max.) with stringer techniquee. Make gouges of uniform depthf. Observe discontinuities as gouging proceeds
g. Gouge until some weld metal is reached17. Gouge to Excavate Defect
a. Given the area of suspected discontinuity its size and depth; air carbon 1gouge using multi pass and stringer gouge to defect depth
b. Measure to make sure excavation is at proper location and depthc. Use air carbon arc equipment. Shape excavation to ensure proper fusiond. Clean area of all scale, carbon etc.
18. Make X-Ray Quality Weld Repair on a 2F Position T Joint 1/2" Plate
25

a. Check area for safetyb. Set SMAW equipment current and polarity for 1/8" E7018c. Attach work leadd. Preheat and maintain interpass temperature as requirede. Weld first pass paying special attention to low hydrogen techniquesf. Grind the weld start and stop to remove cold lap and lack of fusiong. Weld the second pass starting from opposite endh. Repeat starts and stops until weld is completedi. Inspect and submit for non-destructive testing RT or UT
19. Produce Fillet Weld on Sheet Steel T Jointsa. Check work area for safetyb. Position steel in a T joint and tack at endsc. Place T joint in the 2F position with a spacer on each end so the workpiece
is not touching the work bench. This stops any heat sink.d. Produce fillet welds equal in size to the thickness of the smallest joint
member. With SMAW E6011, E6013 and GMAW and GTAWe. Visually inspect to AWS D1.3
20. Produce Fillet Welds on T Joints Made Up of Both Thick and Thin Joint MembersUsing SMAWa. Inspect work area for safetyb. Set SMAW equipment for type and size of electrode and job requirementsc. Fit up and tack jointd. Weld joint keeping the major portion of heat on thicker sectione. Clean and visually inspect
21. Use Correct Starts for Low Hydrogen Electrodesa. List the AWS steel electrode code last digit designation for low hydrogen
electrodeb. Set up SMAW e.g. and check for safetyc. Using E7018 strike an arc 1" down the path of welding from where you
wish to startd. Shorten arc length immediately to low hydrogen arc lengthe. Quickly approximate 3 times as fast as welding travel speed back up the
one inch to the point at which the weld should startf. Stop movement at starting point and allow weld pool to formg. Begin normal travel speed once weld pool reaches required diameter
22. Use Correct Stops for Low Hydrogen Electrodesa. Use E7018 to begin weld correctlyb. Stop increase weld travel speedc. Observe weld pool when weld pool size decreases to smallest possible size,
break off arc by pulling away23. Weld Using Large Diameter SMA Electrodes
a. Set up SMAW equipment for use with 3/16" and E7018b. Tack up a T joint using 1/2" steelc. Set amperage from 180 to 200 DC ampsd. Begin the weld with a low hydrogen start by using a 75° lead angle (To
fight arc blow)e. Bring lead angle back to normal as the weld progresses 2" along joint
26

g.h.
Begin changing the lead angle to a push or forehand angle of 70° to 80° 3"from the end of jointMake multi-pass fillet welds with smooth contourVisually inspect to insure
F. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING1. Weld Single V Groove Welds With Open Roots From One Side
a. Bevel 3/8" steel plate to 37 1/2° using oxy-fuel gas cutting eg.b. Use grinder to remove oxide larger and smooth platec. Use grinder to create root face of 3/32" to 1/8"d. Tack single V groove joint with 3/32" root openinge. Place joint in the 1G positionf. Place joint in 2G position once task is masteredg. Place joint in 3G position once task is masteredh. Place joint in 4G position once task is masteredi. Weld the root with Direct Current Electrode Positive using 1/8" E6010.
Use tight arc length and keyhole technique to produce a well fused rootbead extending 1/16" above the plate.Weld chipped side slag and the root bead is wire brushedFill the balance of the groove with 3/32", 1/8" and/or 5/32" E7018 usingthe stringer bead technique
1. Visual test finished weld and root face bends evaluated to AWS D1.1criteria
2. Weld Various Diameters of Pipe to Platea. Inspect area for safetyb. Place plate flat on welding tablec. Place 3" pipe vertically on top of plate and tacked in placed. Leave weld coupon in the 2F fixed positione. Apply a 3/8" fillet weld using 1/8" E7018 and a stringer bead techniquef. Visually inspect weld to AWS D1.1
g. Fill pipe with water for 24 hoursh. Check for leak
3. Produce SMAW Pipe - 5G Positiona. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
h. Chip slag and wire brush weldi. Grind any lack of fusion and/or high spotsj. Weld the balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 9
27

1. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
4. Produce SMAW - 2G Position Groove Weldsa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Weld pipe jointh. Place the joint in the 2G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
i. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
5. Roll Weld Pipe - SMAWa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Roll weld pipeh. Place pipe coupon on workbench in the 1G roll welding position.i. Weld the root bead using 1/8" E6010 and the keyhole technique. The weld
is performed in the 2:00 to 12:30 positionj. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
6. Produce SMAW Pipe - 5G Positiona. Measure the pipe andb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"
28

f. Weld pipe
g. Tack the single V groove pipe joint with a 3/32" root openingh. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
techniquei. Weld the root pass upward producing a root weld which is well fused and
has a 1/16" weld reinforcement above the platej. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
7. Produce SMAW Pipe - 6G Positiona. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 6G fixed position, using an 1/8" E6010 and a keyhole
techniqueh. Weld the root pass upward producing a root weld which is well fused and
has a 1/16" weld reinforcement above the platei. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
8. Create SMAW Pipe to ASME Section 9a. Bevel two pieces of pipe to 30° bevel angle using oxy-fuel gas cutting
equipmentb. Clean bevel face and a 3/32" root face is applied using a hand held grinderc. Set welding condition to weld open rootsd. Tack pipe nipples together to form a V groove with a 1/8" root openinge. Place pipe in the 5G fixed position. The root pass is welded and cleaned by
wire brushingf. Weld balance of the V groove with this procedureg. Visual inspection is made and evaluated by ASME Section 9h. Make four bend samples and evaluate by ASME Section 9
9. Interpret Welding Proceduresa. Identify processb. Name joint designc. List base material
29

d. Give dimensions for root treatmente. Name electrode size and type being usedf. List filler material (if required), classification and specificationg. Identify shielding gas - type and mixtureh. List pre and post heat and interpass temperaturei. Describe initial and interpass cleaningj. Describe technique which is usedk. Produce single or multiple pass weld1. Choose current typem. Set current amperagen. Set current polarityo. Set voltage
G. PIPE WELDING - SMAW1. Produce End Preparations
a. Produce end preparations with oxy-fuel cuttingb. Produce end preparations with plasma cuttingc. Produce end preparations with mechanical cuttingd. Produce end preparations with grinding
2. Fit and Tack Weld Pipea. Cut and single bevel pipe to 37 1/2°b. Ground bevel face and touch up to within tolerancesc. Check that pipe ends are square within given tolerancesd. Prepare root face within given tolerancese. Align pipe to within given tolerancesf. Set root opening to within given tolerancesg. Tack pipe according to welding procedure specification - maintaining root
opening3. Roll Weld Open Root Pass on Pipe - 1G Position
a. Fit up and tack pipe joint using 1/8" E6010 electrode, weld the root passon pipe in the 1 o'clock to (2:00 o'clock position) according to procedureusing the roll welding technique
b. Weld remainder of pipe in the 1G roll welding position with E6010c. Weld the remaining portion of the groove using the weave technique using
5/32" E6010 electrode roll4. Weld Open Root Pipe Joint - 2G Position
a. Weld using 1/8" E6010b. Cut and grind pipe ends will be to single bevel edge preparations of 37 1/2°c. Fit together the two pipe ends to a single V edge preparation with given
tolerancesd. Weld root pass to ASME Section 9 requirementse. Fill balance of the groove with E6010 using .the stringer technique to
ASME Section 9 requirements5. Weld Open Root Pipe - 5G Position
a. Fit and tack weld pipe to within tolerancesb. Place pipe in the 5G positionc. Weld the rootpass using 1/8" E6010 to ASME Section 9 requirementsd. Grind the finished root pass to remove high spots and any slag at weld toes
30

e. Weld the remainder of the groove using 3/32" and/or 1/8" E7018 using thestringer bead technique to ASME Section 9 requirements
6. Pass Guided Bond Tests Per ASME Section 9a. Remove bend samples from pipe at the 10, 2, 8 & 4 o'clock positionsb. If the material is 3/8" or thinner 10 o'clock and 8 o'clock receive root bends
and 2 o'clock and 4 o'clock receive face bends. If the pipe wall thickness isover 3/8" side bends shall be performed on all samples.
c. Weld remainder of pipe in 1G position using E7018d. Perform low hydrogen starts and stopse. Weld using stringer bead techniquef. Weld using weave techniqueg Chip slag wire brush and grind as necessary to assure clean weld deposits
7. Weld Open Root Pipe - 2G Positiona. Use 1/8" E6010b. Cut and ground pipe ends to single bevel edge preparations of 37 1/2° c.Fit
together two pipe ends to a single V edge preparation within giventolerances
c. Weld root pass to ASME Section 9 requirementsd. Clean weld pass by chipping slag, wire brushing and grinding where
necessary to assure a clean, well fused weld deposite. Weld remainder of the groove using E7018 with the stringer bead
technique8. Weld Pipe Open Root Passes All Positions Using GMAW
a. Set up GMAW equipmentb. Adjust wire feeder drive systemc. Adjust shielding gas system and flow rated. Adjust GMAW gun to allow proper tip to work distance and gas coveragee. Set welding condition for short circuit transfer - Wire Feed Speedf. Set welding condition for short circuit transfer - Voltage
g. Set welding condition for short circuit transfer - Tip to work Distanceh. Weld root using a string bead technique
9. Weld Pipe With Backing Using FCAW-Ga. Bevel pipe endsb. Touch up bevel face with grinderc. Fit and tack backing ring to one pipe endd. Fit other pipe over backing ringe. Adjust gap and tack in placef. Adjust shielding gas flow
g. Adjust wire feed systemh. Adjust power source to procedure specificationi. Set wire feed speed to procedure specificationj. Adjust voltage to procedure specificationk. Adjust inductance to procedure specification1. Adjust GMAW gun for tip to work distance and shielding gasm. Weld according to procedure specification
H. GAS METAL ARC WELDING (GMAW)1. Assemble GMAW Gun and Name All Parts
31

a. Install adapter for particular brand of wire feederb. Insert liner of correct size until liner gasket meets adapter and tighten alien
screwc. Screw on gas defuser and tighten allen screwd. Install contact tipe. Install gas nozzlef. Adjust gun for tip to work distance
2. Understand Gas Metal Arc Power Sourcea. Compare and contrast constant current and constant voltage power sourcesb. List effects of inductance on circuitc. List effects of pinch effect
3. Shielding Gas Applicationa. List arc characteristics caused by welding with 100% carbon dioxideb. List arc characteristics caused by welding with 100% argonc. List arc characteristics caused by welding with 75% Argon and 25% CO2d. List arc characteristics caused by welding with 95% Argon and 5% CO2e. List arc characteristics caused by welding with 95% Argon and 5% oxygen
4. Weld With GMAW Using Spray Transfera. Choose the correct shielding gas and flow rate for the given application,
material and material thicknessb. Choose the correct electrode for given material and applications both type
and sizec. Set voltage and wire feed speed for a given application, material and
material thickness5. Weld With GMAW Using Short Circuit Transfer
a. Choose the correct shielding gas and flow rate for the given application,material and material thickness
b. Choose the correct electrode for given material and applications both typeand size
c. Set voltage and wire feed speed for a given application, material andmaterial thickness
6. Weld With GMAW Using Globular Transfera. Choose the correct shielding gas and flow rate for the given application,
material and material thicknessb. Choose the correct electrode for given material and applications both type
and sizec. Set voltage and wire feed speed for a given application, material and
material thickness7 Weld With GMAW Using Pulsed Spray Transfer
a. Choose the correct shielding gas and flow rate for the given application,material and material thickness
b. Choose the correct electrode for given material and applications both typeand size
c. Set voltage and wire feed speed for a given application, material andmaterial thickness
8. Weld T Joints on Carbon Steel Using GMAW Equipmenta. Inspect area for safety
32

b. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces ofcarbon steel
c. Adjust the welding parameters for this taskd. Tack a T joint using GMAWe. Weld 1/4" fillet welds in 2F position using string bead techniquef. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1g. Change weld size once proficiency is reached on 6. to 3/16" go to step 1
then 5/16"9. Weld Multi-Pass Fillet Welds - All Positions
a. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Tack a T joint using GMAWe. Weld the second pass with electrode centered at the bottom toe of the first
passf Weld the third pass with electrode centered at the top toe of the second
passg. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1
10. Weld Multi-Pass Fillet Welds - 3F Vertical Positiona. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Position the T joint in the 3F position for vertical welding. Weld a 1/4"
fillet in the vertical position, upward using a slight weave techniquee. Weld the second pass with electrode centered at the bottom toe of the first
passf. Weld the third pass with electrode centered at the top toe of the second
pass
g. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.111. Weld Multi-Pass Fillet Welds - 4F Overhead Position
a. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Place the T joint in the 4F overhead position approximately at eye levele. Weld a 1/4" fillet weld (wire brush weld after each pass)f. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1
12. Weld Single V Groove With GMAWa. Inspect the work area and equipment for safetyb. Use oxy-fuel cutting equipment cut and bevel two pieces of 3/8" X 3"
X15" with 30° bevel anglec. Use grind to clean the bevel face and apply a 3/32" root faced. Adjust GMAW equipment to run .035" ER70S-3 with 75% Argon 25%
CO2 shielding gas at a flow rate of 30 cubic feet per hour at approximately16 arc volts and 100 amps

e. Using GMAW the two pieces are tacked together to produce a single Vgroove with a 1/8" root opening
f. Weld root upwardsg. Visual inspect finished root bead after wire brushing. Any high spots and
lack of fusion are removed by grinding.h. Using GMAW and upward Z weave technique the second weld pass is
applied. The electrode is moved from one root pass to the other with aslight upward motion
i. Complete the second pass using GMAW and upward Z weave techniquej. Using GMAW and on upward Z weave technique the third pass is welded.
The electrode is moved from the left toe of the second pass to the right toeon back. Each weave is accompanied by a slight upward motion. Becareful not to burn away the bevel edges
k. Make fourth and final pass with the same technique.1. The electrode is weaved from one bevel edge to anotherm. Visually inspect weld. The root reinforcement shall extend 1/16" above the
base metal, have good fusion etc. The weld face shall meet D1.1requirements and have parallel and straight edges
13. Weld Pipe - 1G Positiona. Fit up and tack pipe according to given tolerancesb. Adjust wire feeder drive systemc. Adjust shielding gas system and flow rated. Adjust GMAW gun to allow proper tip to work distance and gas coveragee. Set welding condition for spray transfer - Wire Feed Speedf. Set welding condition for short circuit transfer - Voltageg. Set welding condition for short circuit transfer - Tip to Work Distanceh. Weld using roll welding technique
I. GAS TUNGSTEN ARC WELDING (GTAW)1. Understand Technical Aspects of GTAW
a. List advantages and disadvantages of GTAWb. List five applications where GTAW or PAW are better suitedc. List give applications which are more suited to SMAW than GTAWd. Compare and contrast GTAW and plasma arc welding (PAC)e. List by name the parts of a GTAW torchf. Describe each control by name and function on the pulsed tig system such
as a Lincoln square wave 350 or Miller syncrowave 351 P.g. Assemble the GTAW torch, water cooler and GTAW machine
2. Weld Fillet - 2F Horizontal Positiona. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 2F positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
34

3. Weld Fillet - 3F Vertical Positiona. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 3F vertical positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
4. Weld Fillet - 4F Overhead Positiona. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten.
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 4F overhead positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
5. Weld on 1/8" Material and 100% Penetrationa. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
d. Cut stainless steel and grind a .30" bevel on edgese. Place two pieces of stainless steel in the backing purge in the 1G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
f. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
g. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver.
6. Weld 2G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edgesc. Place two pieces of stainless steel in the backing purge in the 2G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver
355

7. Weld 3G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edgesc. Place two pieces of stainless steel in the backing purge in the 3G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver
8. Weld 4G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edgesc. Place two pieces of stainless steel in the backing purge in the 4G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver.
9. Weld Pipe Open Root Passes All Positions Using GTAWa. Fit up and tack weld pipe to within procedure tolerances. (Set up GTAW
equipment for welding carbon steel)b. Prepare tungsten for given procedurec. Set up GTAW torch for given procedured. Set current for proceduree. Adjust shielding gas flow ratef. Weld root using free hand technique and using the walking the cup methodg. Apply second pass using weave
J. MATHEMATICAL SKILLS1. Determine Measurements and Angles
a. Add fractionsb. Subtract fractionsc. Multiply fractionsd. Divide fractionse. Change fractions to decimalsf. Change decimals to fractionsg. Solve simple algebraic equationsh. Solve simple trigonometric equationsi. Convert English measurement to Metricj. Convert Metric measurement to English
36

K. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
L. QUALITY INSPECTIONS1. Perform Visual Checks
a. Identify common welding defectsb. List terms for common welding defectsc. Rate common welding defects in order of severityd. Name size of limitations for defects given under various codes
37

THE MAST PILOT PROGRAM CURRICULUMAND COURSE DESCRIPTIONS
After completing the Competency Profile and Technical Workplace Competency Outline for eachoccupational specialty area, each MAST partner reviewed their existing curricula against theindustry-verified skill standards in order to identify a suitable foundation for new pilot trainingprograms. Because each college had to comply with the requirements of its respective collegesystem and appropriate state agency, the resulting pilot curricula for occupational specialty areastended to vary in format and academic requirements (e.g., some programs were based on thesemester system, others on the quarter system). Despite differences in the curricula developed atthe partner colleges, each of the pilot programs was designed to achieve the following two goalsmandated in the MAST grant proposal:
Pilot Program: "Conduct a one year pilot program with 25 or more selected applicants ateach college or advanced technology center to evaluate laboratory content andeffectiveness, as measured by demonstrated competencies and indicators of each programarea. ,,
Student Assessment: "Identify global skills competencies of program applicants both atpoint of entrance and point of exit for entry level and already-employed technicians."
(Note: All occupational specialty areas were not pilot tested at all Development Centers;however, all partner colleges conducted one or more pilot programs.)
Included on the following pages is the curriculum listing for the pilot program which was used tovalidate course syllabi for this occupational specialty area. This curriculum listing includedcourse names and numbers from the college which conducted the pilot program. The curriculumalso shows the number of hours assigned to each of the courses (lecture, lab and credit hours).Also included is a description of each of the courses.
3

First Semester
WELDING TECHNOLOGYONE YEAR CERTIFICATE
LEC LAB CRWLD 111 Basic Arc/Gas Welding I 1 4 3WLD 112 Basic Arc/Gas Welding II 1 4 3WLD 104 Electrical Welding Circuits 2 0 2WLD 105 Reading Welding Blueprints 3 0 3
7 8 11
Second SemesterWLD 121 Advanced SMAW and Cutting I 1 4 3WLD 122 Advanced SMAW and Cutting II 1 4 3WLD 123 MIG, TIG and Brazing I 1 4 3WLD 124 MIG, TIG and Brazing II 1 4 3WLD 113 Basic Welding Metallurgy 2 2 3
6 18 15
OptionsWLD 137 Individual Welding Problems I 0 5 3WLD 138 Individual Welding Problems II 0 5 3WLD 140 Basic Pipe Welding I 1 4 3WLD 141 Basic Pipe Welding II 1 4 3WLD 160 Visual Inspection of Welds 3 0 3
5 18 15
Option 1 = Program Totals 13 36 32WLD 137 Individual Welding Problems IWLD 138 Individual Welding Problems II
Option 2 = Program Totals 15 34 32WLD 140 Basic Pipe Welding IWLD 141 Basic Pipe Welding II
Option 3 = Program Totals 16 31 32WLD 137 Individual Welding Problems IWLD 160 Visual Inspection of Welds
33

WLD 111
WLD 112
WELDING TECHNOLOGYONE YEAR CERTIFICATECOURSE DESCRIPTIONS
Basic Arc/Gas Welding I (1-4-3) WLD 111 is the first half of the BasicArc/Oxy-fuel Welding and Cutting course. The student will learn introductoryskills in shielded metal, arc welding, oxy-acetylene welding and oxy-fuel cutting.The student will also learn safety procedures relating to these subjects and shopsafety in general. This course will be taught using industrial procedures and guidelines. It features hands on welding instruction. Your participation is your key tosuccess in this course.
Basic Arc/Bas Welding II (1-4-3) WLD 112 is the second half of the BasicArc/Gas Welding and Cutting course. This hands-on class expands the studentsknowledge and experience in using various types of shielded metal arc weldingelectrodes in the flat and horizontal positions. The student will advance to weldingsingle "V" groove welds in the 1G or flat position.
WLD 104 Electrical Welding Circuits (2-0-2) Theory and operation of the welding powersource, welding circuits and welding equipment.
WLD 105 Reading Welding Blueprints (3-0-3) Introduction to blueprint reading forwelding emphasizes basic interpretation of blueprints, welding symbols and basicsketching.
WLD 121
WLD 122
Advanced SMAW and Cutting I (1-4-3) In WLD 121 the student will practiceSMAW in various positions. The student will gain proficiency in oxy-fuel cuttingand air carbon arc cutting and gouging. The student will also study selectedtechnical areas related to welding. Special emphasis will be placed on weld sizeand AWS code welding.
Advanced SMAW and Cutting II (1-4-3) In this nine week course, the studentwill advance his technique in out of position shielded metal arc welding. Weldingof transitional joints and open groove welds will be stressed. Safety is our primaryconcern.
WLD 123 MIG, TIG and Brazing I (1-4-3) Welding, braze welding and brazing of variousjoints using GTAW, FMAW, FCAW, SAW and OFW.
WLD 124 . MIG, TIG and Brazing H (1-4-3) Position welding brazing various joints usingGTAW, GMAW, FCAW, SAW, and oxy/fuel.
WLD 113 Basic Welding Metallurgy (2-2-3) Students will earn about the physical andmetallurgical properties of carbon steels and how welding will effect theseproperties.
40

WLD 137
WLD 138
WLD 140
WLD 141
WLD 160
Individual Welding Problems I (0-5-3) In this course the student will prepare awritten proposal identifying specific problems to be addressed and submit it to theinstructor for approval. Upon approval, this contract will state class meeting timeand required written work. Students must make arrangements with instructorprior to signing up for class.
Individual Welding Problems II (0-5-3) In this course the student will preparea written proposal identifying specific problems to be addressed and submit it tothe instructor for approval. Upon approval, this contract will state class meetingtime and required written work. Students must make arrangements with instructorprior to signing up for class.
Basic Pipe Welding I (1-4-3) Shielded Metal Arc Welding (SMAW) of pipe inthe 2G & 5G positions. At the entry level of WLD 140, students are expected topass AWS D1.1 qualification tests on 1/2" carbon steel plate in the 3G and 4Gpositions using SMAW.
Basic Pipe Welding II (1-4-3) Shielded Metal Arc Welding (SMAW) of pipe inthe 6G positions. At the entry level of WLD 141, students are expected to passAWS D1.1 qualification test on 6" schedule 40 carbon steel pipe in the 2G and 5Gpositions using SMAW.
Visual Inspection of Welds (3-0-3) Utilizing a combination of lecture,discussion, demonstration, and practical application the student will becomefamiliar with the duties and responsibilities of the Welding Inspector and will beintroduced to the various concepts and the general body of knowledge required foreventual certification as a Welding Inspector, as defined by AWS D1.1 and asrealized by accomplishing the Specific Objectives of the course.
41

THE MAST TECHNICAL WORKPLACECOMPETENCY/COURSE CROSSWALK
Upon development of appropriate curricula for the pilot programs, each MAST college began todevelop individual course outlines for its assigned specialty area. The skill standards identified inthe Competency Profile were cross walked against the technical competencies of the courses inthe pilot curriculum. The resulting matrix provided a valuable tool for assessing whether currentcourse content was sufficient or needed to be modified to ensure mastery of entry level technicalcompetencies. Exit proficiency levels for each of the technical competencies were furthervalidated through industry wide surveys both in Texas and across the nation.
The Technical Workplace Competency/Course Crosswalk in the following pages presents thematch between industry-identified duties and tasks and the pilot curriculum for . Coursetitles are shown in columns, duties and tasks in rows. The Exit Level Proficiency Scale, anascending scale with 5 the highest level of proficiency, includes marked boxes indicating whetherthe task is covered by the instructor during the course; the numbers 1-5 indicate the degree ofattention given to the task and the corresponding proficiency expected on the part of the student.The crosswalk is intended to serve as an aide to other instructional designers and faculty incommunity college programs across the nation.
Included on the following pages is the Technical Workplace Competency/Course Crosswalk forthe pilot program curriculum. This crosswalk validates the fact that the duties and tasks whichwere identified by industry as being necessary for entry level employees have been incorporatedinto the development of the course syllabi.
42

Page 1
Technical Workplace Competencies/Course
CROSSWALK
TECHNICAL COMPETENCYDING TECHNOLOGY.
of ' co ' 41 ' co Nc f e I -t-- -o / cZr .4 .4 .4 ,.4 ,-. ,.,..,-.1
A. FOLLOW SAFE PRACTICES
A-1. Wear Personal Protective Equipment X X X X X X X X X X X X 3
A-2. Identify Safety Rules X X X X X X X X X X X X 3
A-3. Familiarize Oneself With Safety at Facility XX_X X X X X X X X X X X X 2
B. DEMONSTRATE TECHNICAL COMMUNICATION
B-1. Use Standard American Welding Standard Society Welding Terms andDefinitions X X X XX.X X X X X X X X X 4
C. INTERPRET WELDING DRAWINGS
C-1. Review Print Notes, Dimensions and Symbols X 3
C-2. Identify Basic Layouts of Drawings X 3
C-3. Interpret Drawing Lines and Views X 3
C-4. Interpret Welding Symbols X 3
C-5. Convert Metric to English X 3
C-6. Understand Print Specifications X 3
C-7. List Assembly Procedure Per Print X 3
C-8. Understand Various Types of Welding Prints X 3
C-9. Visualize Final Weldment From Print X 3
C-10. List Flaws and Errors on Drawings X 3
C-11. Interpret AWS Standard Welding Symbols X 3
D. BASIC WELDING METALLURGY
D-1 Become Conversant With Common Metallurgical Terms X 4
D-2 Describe the Properties of Various Types of Steel X 3
D-3 List Various Alloys and Their Effect When Combined With Steel X 3
D-4 Describe the Effect Welding Has on Properties of Various Types of CarbonSteels X 4
D-5 Identify Basic Concepts Relating to the Heat Affected Zone X 3E. BASIC SHIELDED METAL ARC WELDING (SMAW) AND OXY-FUEL GAS
CUTTING
E-1. Define Selected Welding Terms Per AWS A3.0 X X X X X X X X X X X 3
E2. Describe AWS Code for Mild Steel Electrodes X X X X X X 4
E-3. Set Up Welding Machine to Required Polarity X X X X X X X X X X X 4
E-4. Use Correct Start and Stop Techniques for SMAW Electrodes X X X X X X 4
E-5. Set Up Equipment for Shielded Metal Arc Welding X X X X X_X 4
4 fl

Page 2
7'echnical Workplace Competencies/Course ev,...
.0-..
.. .s e 4'... .' .... -0'Z. C.) 0 40 .4'CROSSWALK it,e4) 4' .6. 43. Q. 44 '-' k' %-.II 4° CQ : , e* 42 e.°
C? Ab 4 G g , e 1 4. A tTECHNICAL COMPETENCY # 4 If 60 cr ,?' i.? 4-.? 1
t.4 4 4I I 0- 0 ...9 i.* :b -4" . - .f- `1'WELDING TECHNOLOGY . re a -t. -e. ,-, -t, -t, .
E-6. Strike an Arc, Run Continuous Stringer Bead X X X X X X 4
E-7. Weld Using Weave Technique X X X X X X 3
E-8. Weld Multi-Layer Buildup X X 3
E-9. Set Up and Shut Down Oxy-Fuel Equipment X X X X X X X X X X 4
E-10. Cut Steel Plate Using Oxy-Fuel Equipment X X X X X X X X X X 4
E-11. Produce Welds with Properly.Fused Starts and Filled Craters X X X X X X X X X X 4
E-12. Low Hydrogen Starts and Stops X X X X X 4
E-13. Design Welded Joints X X X X X X X X X 4
E-14. Weld V Groove With Backing in Flat Position X X X X X 4
E-15. Set Up Air Carbon Arc Equipment for Gouging X X X X X X X X 3
E-16. Use Air Carbon Arc to Excavate a Partial Pen Groove Weld X X X X X 4
E-17. Gouge to Excavate Defect X X X X X X X 2
E-18. Make X-Ray Quality Weld Repair on a 2F Position T Joint 1f2 Plate X X X X 4
E-19. Produce Fillet Weld on Sheet Steel T Joints X X 4E-20. Produce Fillet Welds on T Joints Made Up of Both Thick and Thin Joint
Members Using SMAW X X 3
E-21. Use Correct Starts for Low Hydrogen Electrodes X X X X X 3
E-22. Use Correct Stops for Low Hydrogen Electrodes X X X X X 3
E-23. Weld Using Large Diameter SMA ElectrodesX 2
F. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING
F-1. Weld Single V Groove Welds With Open Roots From One Side X 3
F-2. Weld Various Diameters of Pipe to Plate X 4
F-3. Produce SMAW Pipe - 5G PositionX 3
F-4. Produce SMAW - 2G Position Groove WeldsX 3
F-5. Roll Weld Pipe - SMAWX 3
F-6. Produce SMAW Pipe - 5G PositionX 3
F-7. Produce SMAW Pipe - 6G PositionX 3
F-8. Create SMAW Pipe Weld to ASME Section 9 X 3
F-9. Interpret Welding Procedures X X X X 3
G. PIPE WELDING - SMAW
G-1. Produce End Preparations X X 3
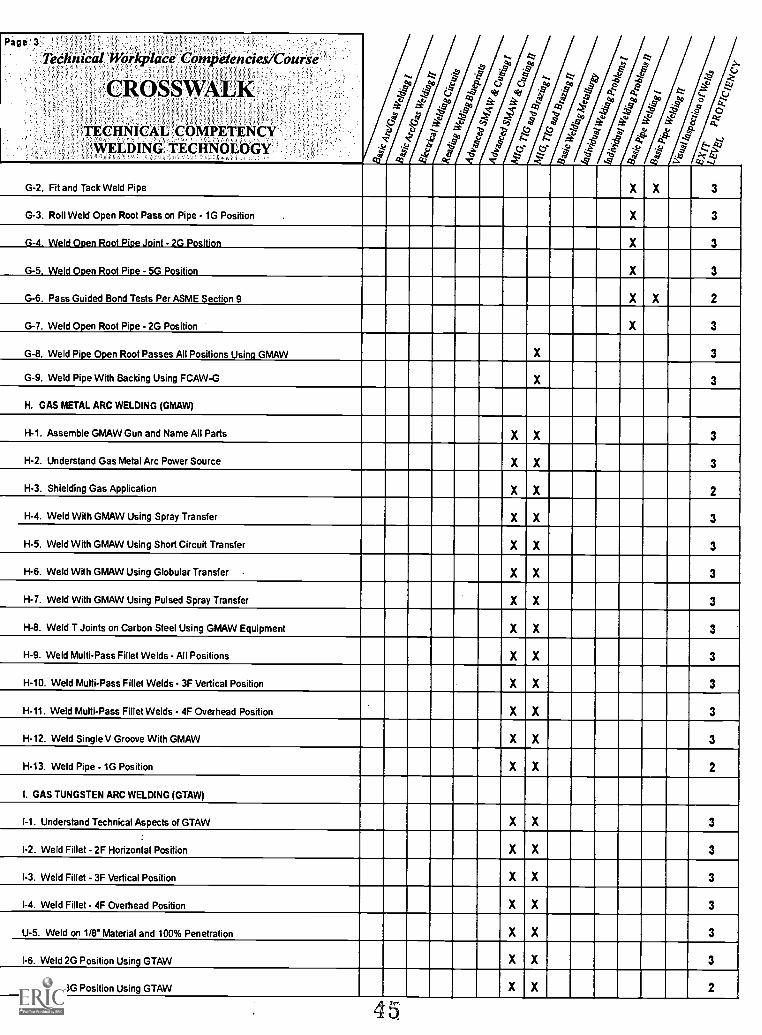
Pige 3::Technical: Workplace Competencies/Course
CROSSWALK
TECHNICAL COMPETENCYWELDING TECHNOLOGY
G-2. Fit and Tack Weld Pipe
44 2 I 4,17 ' ,1 4 I 4:C' ,i'' 4' -e" I - I cp ....5, 1 ...,5, I ilj-
X
I co-
X
I ,.].-- I ki ..4-
3
G-3. Roll Weld Open Root Pass on Pipe - 1G Position X 3
G-4 Weld Open Root Pine Joint - 2G Position X 3
G-5. Weld Open Root Pipe - 5G Position X 3
G-6. Pass Guided Bond Tests Per ASME Section 9 X X 2
G-7. Weld Open Root Pipe - 2G Position X 3
G-8. Weld Pipe Open Root Passes All Positions Using GMAW X 3
G-9. Weld Pipe With Backing Using FCAW-G X 3
H. GAS METAL ARC WELDING (GMAW)
H-1. Assemble GMAW Gun and Name All Parts X X 3
H-2. Understand Gas Metal Arc Power Source X X 3
H-3. Shielding Gas Application X X 2
H-4. Weld With GMAW Using Spray Transfer X X 3
H-5. Weld With GMAW Using Short Circuit Transfer X X 3
H-6. Weld With GMAW Using Globular Transfer X X 3
H-7. Weld With GMAW Using Pulsed Spray Transfer X X 3
H-8. Weld T Joints on Carbon Steel Using GMAW Equipment X X 3
H-9. Weld Multi-Pass Fillet Welds - All Positions X X 3
H-10. Weld Multi-Pass Fillet Welds - 3F Vertical Position X X 3
H-11. Weld Multi-Pass Fillet Welds - 4F Overhead Position X X 3
H-12. Weld Single V Groove With GMAW X X 3
H-13. Weld Pipe - 1G Position X X 2
I. GAS TUNGSTEN ARC WELDING (GTAW)
1-1. Understand Technical Aspects of GTAW X X 3
1-2. Weld Fillet - 2F Horizontal Position X X 3
1-3. Weld Fillet - 3F Vertical Position X X 3
1-4. Weld Fillet - 4F Overhead Position X X 3
U-5. Weld on 1/8" Material and 100% Penetration X X 3
1-6. Weld 2G Position Using GTAW X X 3
1-7. Weld 3G Position Using GTAW X X 2
45

Page 4
TeChnical WirkPlizee'Competencies/Coure.. ...6.: s s 47.. .
CROSSWALK' .., 4, a as c, d ' Zgq b C 4 'V le '0, i ., A.
-0 -c,
4 .. ct,4. .4. 64 4) A. A) QJ %
g64 "C37 c 1 gi" ? Eel2 g A 4' ,."TECHNICAL COMPETENCY -t,? ? 0 P. I- ' .... ..., 14..
n? P . 40 c. t... 3 ct, 4,S. -9WELDING TECHNOLOGY, :
. <, 4" g v t.,-. se . .. ':sr .., -t, b .... ... -?, t, 4 Z,
. . .
1-8. Weld 4G Position Using GTAW 1111, X X
1-9. Weld Pipe Open Root Passes All Positions Using GTAW 1111. X X
J. MATHEMATICAL SKILLS
J-1. Determine Measurements and Angles X
K. MAINTAIN HOUSEKEEPING
K-1. Clean Work Area and Insure That No Safety Hazards Exist X X X X X X X X X X X 3
L QUALITY INSPECTIONS
X X X X X X X X XL-1. Visual Checks
11111111
MI

WELDERTECHNICAL WORKPLACE COMPETENCIES
EXIT LEVEL PROFICIENCY MATRIX
Welder: and study arc/gas, SMAW, GMAW, GTAW, brazing, metallurgy, and printinterpretation to perform welding operations necessary to produce a workpiece torequired standards.
The following matrix identifies the five exit levels of technical workplace competencies for theWelding Certificate at Moraine Valley Community College Illinois.
EXIT LEVEL OF PROFICIENCY
TechnicalWorkplaceCompetency
1 2 3 4 5
rarely routinelywithsupervision
routinelywith limitedsupervision
routinelywithoutsupervision
initiates/improves/modifies andsupervisesothers
47

THE MAST SCANS/COURSE CROSSWALK
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT' the following five competencies and athree-part foundation of skills and personal qualities that are needed for solid job performance:
COMPETENCIES:Resources:Interpersonal:Information:Systems:Technology:
FOUNDATION SKILLS:Basic Skills:
Thinking Skills:
Personal Qualities:
Identifies, organizes, plans, and allocates resourcesWorks with othersAcquires and uses informationUnderstands complex inter-relationshipsWorks with a variety of technologies
Reads, writes, performs arithmetic and mathematical operations,listens and speaksThinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasonsDisplays responsibility, self-esteem, sociability, self-management,and integrity and honesty
Recognizing the value of SCANS proficiencies to job performance, as well as the growingmandate in many states to include SCANS activities in course curricula, MAST asked surveyrespondents to review the SCANS skill sets in the context of the draft skill standards for eachoccupational specialty area. MAST also incorporated evaluation of SCANS competencies andfoundation skills into its assessment of the pilot training curricula. The results were summarizedin a crosswalk that allowed MAST staff to modify course content where needed to strengthenachievement of SCANS competencies.
The following pages present the SCANS/Course Crosswalk for the pilot curriculum inCourses are listed along the top and SCANS competencies and foundations are shown along theleft side of the matrix. An exit level proficiency matrix for SCANS competencies and foundationskills is provided as well.
As "soft" skills, the SCANS competencies are inherently difficult to quantify. MAST realizesthat some faculty will emphasize the SCANS more or less than others. The SCANS/CourseCrosswalk matrix has been included with this course documentation to show the importance ofthese "soft skills" and the importance of their being addressed in the classroom (particularly intechnical classes). In time, faculty will learn to make these types of SCANS activities an integraland important part of the teaching process.
Included on the following pages is the SCANS/Course Crosswalk for the pilot programcurriculum. This crosswalk validates the fact that the "soft skills" (SCANS) which wereidentified by industry as being necessary for entry level employees have been incorporated into thedevelopment of the course syllabi. Also included is a matrix which defines the exit level ofproficiency scale (1-5).
48

**11*:%,
otist*wi
00400114004tOto.
A*ItS.
0001140001
04000
00.00004:+ototo::0%:%01:::1
AAA
00
0000
splam
uopadsui
lenstA AON3131J011d11X3131131
Oa
O.
114
1SW
°I°
a$4.1
116u1PleM
°did
*ea
10101.V°*110140°140.11110°0.1°
I
6upiom
edki
31sea
swatqoid
BuIPIBM
1411*111°1illiIrjlill11411Ijl
I111111°11a111.11111°11.114
Oillt
00°001I1
01I
OVOI
10°.41
101
.*0140.
.11t101.01.°
011°
040140.°
0.4040.
6uploM
01se8."n
11161101**1111114A14111104%.1
6L11:1:9:::::39u1:pv
V1111110111410116Valtit00
slupdonie
6uPlett6
WIPE*
IPOI
.SOVISO°W601
1W
)JO
buiPloM
R3143013°
00°
00111
I6u!An0
Pue
Awns
peoue.6
001
01
00
6115318M
seprjjV
°Ise814°.*
441310m
seof3Nse9
3I
.....0
o
.-..
,P
o
o
O
G
st.
0
G
S
0,V.
to)
to
ts$
'6
....a
e
-c.
7'AP
7^
0
0
0
r.
Zo
7'000
%
0
-0
0
AP
o
0
e3
-..,--$
.-o0
to
-0
G-O
-0
0
to
.*
0
4-
15
e
ii)
0
061...-
cr)1-
7
0-00
1-
V,
0
a>
So
AP
9-.0
04.0
0tt"
o
'6,.e.
t--
1.1)
o
'6
I.,.
cc+
0
La
-0
.1%
'Si
A.
-0
4.to
7'
G
ta
C.'
-0
A,
0
0
11-
0
t.'t
La
0
0
0
0
*0
t.--
6)
tl-s
04.
6
0G
0
'15
0
4.-.00O
Y"
0IP
0
......
,...
co
0
9
1.3

et
,hto
uopedsul
IensiA
110
11
6u!PiaM
ecl!d
°Isee
0110
I6o1plom
ed!d
*ES
0a0
00
II
swelqwd
6olploM
IenPIAIPul
001A
I
stualcicud
BuIPIeM
lenPIPul
Aliolleiell
BLIIPleM
olse8
011t0010
II
6ufW10
PUB
WINS
PeoueAPV
#000VO1001A
6Ui3n3
PUB
mvrts
PepuBAPv
co0
1I

WELDING TECHNOLOGYSCANS
COMPETENCIES AND FOUNDATION SKILLSEXIT LEVEL PROFICIENCY MATRIX
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" the following five competencies and athree-part foundation of skills and personal qualities that are needed for solid job performance:
COMPETENCIES:Resources: Identifies, organizes, plans, and allocates resourcesInterpersonal: Works with othersInformation: Acquires and uses informationSystems: Understands complex inter-relationshipsTechnology: Works with a variety of technologies
FOUNDATION SKILLS:Basic Skills: Reads, writes, performs arithmetic and mathematical operations, listens and
speaksThinking Skills: Thinks creatively, makes decisions, solves problems, visualizes, knows how
to learn and reasonsPersonal Qualities: Displays responsibility, self-esteem, sociability, self-management, and
integrity and honesty.
The following matrix identifies the five exit levels of proficiency that are needed for solid jobperformance.
EXIT LEVEL OF PROFICIENCY
SCANSCompetencies
and FoundationSkills
1 2 3 4 5
rarely routinelywithsupervision
routinelywith limitedsupervision
routinelywithoutsupervision
initiates/improves/modifies andsupervisesothers
MAST/00012296
51

THE MAST COURSE SYLLABI"PILOT PROGRAM"
MAST has produced a very unique set of course outlines, driven and validated by industry andencompassing the broad range of technologies covered by the MAST grant. The course outlinesalso include proposed SCANS activities that will be useful to an instructor in preparing studentsto enter the workforce of the future.
Included in the following pages are final course outlines developed and refined in the process ofpiloting the MAST training programs. The outlines include a brief course description; requiredcourse materials (e.g., textbook, lab manual, and tools, if available); proposed method ofinstruction; proposed lecture and lab outlines; and detailed course objectives for both TechnicalWorkplace Competencies and SCANS Competencies.
These outlines were completed and revised during the second year of MAST, followingcompletion of the pilot phase. The outlines are intended to serve as an aide to other instructionaldesigners and faculty in community college programs across the nation.
Included on the following pages are the Course Syllabi for each of the courses which were taughtduring the pilot program.
52

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
BASIC ARC/GAS WELDING I
53

MAST PROGRAMCOURSE SYLLABUS
BASIC ARC/GAS WELDING I
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
Basic Arc/Gas Welding I is the first half of the Basic Arc/Oxy-fuel Welding and Cutting course.The student will learn introductory skills in shielded metal, arc welding, oxy-acetylene weldingand oxy-fuel cutting. The student will also learn safety procedures relating to these subjects andshop safety in general. This course will be taught using industrial procedures and guidelines. Itfeatures hands on welding instruction. Your participation is your key to success in this course.
PREREQUISITES: NONE
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:A. Shielded Metal Arc Welding
1. Given a lecture and demonstration, the student will perform industrialhousecleaning duties to instructor satisfaction
2. Given a lecture/discussion on welding, shop and hand tool safety, the student willidentify safety rules and standards on written & oral tests to a Student TrainingStandard (B)
3. Given a lecture/discussion on welding terms the student will define selected termson written tests to a Student Training Standard (B)
4. Given lecture/discussion/demonstration, the student will strike an arc and runcontinuous stringer beads in the flat (1G) position using bare rods and givenelectrodes to a Student Training Standard (2b/B)
5. Given lecture/discussion/demonstration, the student will run selected electrodesusing the weave bead welding technique to a Student Training Standard (2b/B)
6. Given lecture/discussion on the A.W.S. mile steel shielded metal arc welding(SMAW) code the student will describe given electrodes on a written and/or oralexam to a Student Training Standard (B)
7. Given a lecture/discussion on direct current polarity for welding, the student willadjust the welding circuit to a given polarity to a Student Training Standard (2b/B)
8. - Given a lecture/discussion/demonstration on correctly starting and stoppingwelding with SMAW electrodes (including low hydrogen electrodes), the studentwill produce weld beads having hot starts and correctly ended with filled weldcraters to a Student Training Standard (2b/B)
9. Given a lecture/demonstration, the student will use 1/8" E6013 to weld a threelayer build up on a plate using the "damming" technique and leaving no craters to aStudent Training Standard (2b/B)
54

10. Given air carbon arc cutting equipment (ACA), the student will cut separate awelded butt joint to a Student Training Standard (2b/B)
11. The student will produce a college level five (5) page type written research paperon a welding topic. This topic must be approved by the instructor
B. Oxy-Fuel Cutting1. Given a lecture/discussion on oxy-fuel cutting equipment, the student will safely
setup and shut down oxy-fuel welding station according to manufacturers'recommended practice to a Student Training Standard (2b/A)
2. Given a discussion/demonstration on oxy-fuel cutting, the student will cut steelplate/sheet with oxy-fuel cutting equipment to a Student Training Standard (2b/A)
REQUIRED COURSE MATERIALS:
Textbook: Basic Arc Welding (SMAW), by Ivan H. Griffen, Edward M. Roden, Charles W.Briggs; Delmar
Supplies:1. Safety glasses (which will be worn at all times in the welding lab)2. Welder's helmet with Nos. 10-11 filter lenses3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Wire brush6. Large pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (shade 5-6)9. Flashlight10. Spark lighter
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
55

LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Welding & Shop Safety Unit #s 1, 2, 3, 4, 6 8Polarity, AC & DC currentHow to adjust welding machineSix variables of SMAW Unit # 7How to light & shut down
oxy-fuel termsMaking tie-ins SMAWCutting MovieHow to oxy-acetylene weld Unit # 8 1
How to run weave beadsA.W.S. electrode code 1
Build up and hard surface Unit # 9 1
TEST - Terms, Polarity, Safety, 26 variables of SMAW - oxy-fuel
cuttingReview 2Parts of a weld - fillet & grooveTie-ins, AWS electrode codePractical Test & Written Final 2
Total Lecture Hours 18
LAB OUTLINE:LabTopics Contact Hrs.
Shielded Metal Arc WeldingPerform Industrial Housecleaning DutiesStrike an Arc and Run Continuous Stringer Beadsin the Flat (1G) Position Using Bare Rods and GivenElectrodesRun Selected Electrodes Using the Weave BeadWelding TechniqueAdjust the Welding Circuit to a Given PolarityProduce Weld Beads Having Hot Starts and CorrectlyEnded With Filled Weld CratersUse 1/8" E6013 to Weld a Three Layer Build Up ona Plate Using the "Damming" Technique and LeavingNo CratersCut Separate a Welded Butt JointOxy-Fuel CuttingSafely Set Up and Shut Down Oxy-Fuel WeldingStation According to Manufacturers' RecommendedPracticeCut Steel Plate/Sheet With Oxy-Fuel CuttingEquipment
Total Lab Hours
58

COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc weldingd. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. BASIC SHIELDED METAL ARC WELDING (SMAW) AND OXY-FUEL GASCUTTING1. Define Selected Welding Terms Per AWS A3.0

a. Define arc welding process termsb. Define standard joint terminologyc. Define common weld discontinuitiesd. Name welding equipment, supply and consumablese. Define common shop terms including proper equipment namesf. Define material termsg. Define common metallurgy terms
2. Describe AWS Code for Mild Steel Electrodesa. List, describe and defineb. List low hydrogen electrodesc. List iron powder electrodesd. Describe electrode by welding positione. Describe electrode by current and polarityf. Describe electrode by penetration
3. Set Up Welding Machine to Required Polaritya. List polarities for commonly used electrodesb. Describe both polaritiesc. Describe advantages and disadvantages of alternating current
4. Use Correct Start and Stop Techniques for SMAW Electrodesa. Describe and demonstrate start for non-low hydrogen SMAW electrodeb. Describe and demonstrate stop for non-low hydrogen SMAW electrodes
with filled cratersc. List reasons for the importance of low hydrogen in weld metald. Explain the reason for low hydrogen starts and stops and how they work
and why required specifically with E70185. Set Up Equipment for Shielded Metal Arc Welding
a. Inspect area for safetyb. Adjust current and polarity for specific job requirementsc. Choose type and size of electroded. Wear applicable personal safety equipment
6. Strike an Arc, Run Continuous Stringer Beada. Stand and position oneself correctlyb. Operate welding helmetc. Verbally warn others of intent to arc weldd. Strike an arce. Weld with stringer bead techniquef Perform weld tie in's to make continuous bead
7. Weld Using Weave Techniquea. Maintain required weld qualityb. Maintain proper weld width uniformlyc. Maintain proper travel speedd. Match correct oscillation for various electrodese. Match applications to weave techniques, as they applyf. List the advantages and disadvantages of weave techniquesg. List the advantages and disadvantages of stringer techniquesh. Perform weld using weave techniquei. Concentrate on dwell times at edges of weld pool
8. Weld Multi-Layer Buildup
58
a. Weld a dam to outline area being welded for each layerb. Apply each layer neatly, straight and with good fusion throughoutc. Chip slag after each passd. Weld passes which over lap to crown of last weld beade. Demonstrate control of bead height
9. Set Up and Shut Down Oxy-Fuel Equipmenta. Follow manufacturer's recommended practiceb. Inspect equipment and work area for safetyc. Assemble oxy-fuel equipmentd. Open fuel gas cylinder '/2 turne. Open oxygen as cylinder all the wayf. Adjust fuel gas and oxygen working pressure per manufacturer's
recommendation
g. Purge lines one at a time. One second for each 10 feet of hose length10. Cut Steel Plate Using Oxy-Fuel Equipment
a. Make manual free hand straight line cutsb. Cut manually straight lines using cutting jibc. Bevel plate with manual oxy-fuel equipmentd. Manually cut blind holes in thick materiale. Manually cut sheet metal with minimal distortion
11. Produce Welds with Properly Fused Starts and Filled Cratersa. Use non-low hydrogen electrodesb. Strike arc and hold long arc length 1" away from last weld craterc. Back-up to previous weld crater holding long arc lengthd. Pre-heat crater with long arce. Shorten arc length, fill crater and continue welding
D. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
59

I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communication
C Information: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, andmessages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
60

WLD I 1 I04/072496
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
61

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
BASIC ARC/GAS WELDING II
62

MAST PROGRAMCOURSE SYLLABUS
BASIC ARC/GAS WELDING II
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
Basic Arc/Gas Welding II is the second half of the Basic Arc/Gas Welding I course. This hands-on class expands the student's knowledge and experience in using various types of shielded metalarc welding electrodes in the flat and horizontal positions. The student will advance to weldingsingle "V" groove welds in the 1G or flat position.
PREREQUISITES: Basic Arc/Gas Welding I
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:A. Shielded Metal Arc Welding
1. Given a welding and shop safety test, the student will pass with a minimum scoreof 100%
2. Given lab assignments, the student will conduct himself/herself in a safe manner atall times to a Student Training Standard (B)
3. Given a lecture/discussion on welding terms, the student will define selected termon written tests to a Student Training Standard (B)
4. Given lecture/discussion/demonstration, the student will run selected electrodesusing the weave bead welding technique to a Student Training Standard (3c/B)
5. Given lecture/discussion on the A.W.S. mild steel shielded metal arc welding(SMAW) code, the student will describe given electrodes on a written and/or oralexam to a Student Training Standard (B)
6. Given a lecture/discussion on direct current polarity for welding, the student willadjust the circuit to a given polarity to a Student Training Standard (2b/B)
7. Given a lecture/discussion/demonstration on correctly starting and stoppingwelding with SMAW electrodes (including low hydrogen electrodes), the studentwill produce weld beads having hot starts and correctly ended with filled weldcraters to a Student Training Standard (2b/13)
8. Given a lecture/discussion on the five basic joint configurations, the student, givena joint name, will draw the joint to a Student Training Standard (2b/B)
9. Given a lecture/discussion/demonstration, the student will weld using largediameter electrodes: 3/16", 1/4" and 5/16" in the flat and horizontal positions to aStudent Training Standard (2b/B)
10. Given a lecture/discussion/demonstration, the student will weld single "V" groovewelds in the 1G position using stringer bead and weave bead techniques to aStudent Training Standard (2b/B)
63

11. Given a lecture/discussion/demonstration, the student will use air carbon arccutting (ACA) equipment to gouge and repair single "V" groove welds
12. Given lecture/discussion/demonstration, the student will weld fillets on sheet steelin the .063" to .125" thickness range using S.M.A.W. to a Student TrainingStandard (2b/B)
13. Given lecture/discussion/demonstration, the student will weld various jointconfigurations of thick to thin material using given electrodes to a StudentTraining Standard (2b/B)
B. Oxy-Fuel Cutting1. All material used in class will be prepared using oxy-fuel cutting. Grinding will be
kept to an absolute minimum2. Oxy-fuel skill will be graded on improvement over class. Students are expected to
hold cutting to plus or minus 1/16"
REQUIRED COURSE MATERIALS:
Textbook: Basic Arc Welding (SMAW), by Ivan H. Griffen, Edward M. Roden, Charles W.Briggs; Delmar
Supplies:1. Safety glasses (which will be worn at all times in the welding lab)2. Welder's helmet with Nos. 10-11 filter lenses3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Wire brush6. Large pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (shade 5-6)9. Coarse half-round file
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
64

LECTURE OUTLINE:Lecture Topics
Review Arc Welding & Oxy-FuelSafety
Welding Techniques and Heat InputWeld DiscontinuitiesPrepare a Welding ProcedurePrepare a Welding ProcedureTurn in Welding ProcedureQualify ProcedureReview for Final
Text Reference Page Contact Hrs.
Unit 8, 14 and 15Unit 20Unit 23Unit 19Unit 18Unit 8Unit 24Unit 26
LAB OUTLINE:Lab Topics
Run Selected Electrodes Using the Weave BeadWelding TechniqueAdjust the Circuit to a Given PolarityProduce Weld Beads Having Hot Starts andCorrectly Ended With Filled Weld CratersWeld Using Large Diameter Electrodes:3/16", 1/4" and 5/16" in the Flat andHorizontal PositionsWeld Single "V" Groove Welds in the 1GPosition Using Stringer Bead and Weave BeadTechniquesUse Air Carbon Arc Cutting (ACA) Equipment toGouge and Repair Single "V" Groove WeldsWeld Fillets on Sheet Steel in the .063" to .125"Thickness Range Using SMAWWeld Various Joint Configurations of Thick to ThinMaterial Using Given Electrodes
Total Lecture Hours
1
242223
2
18
Contact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. -Wear Personal Protective EquipmentList personal protective equipment forList personal protective equipment forList personal protective equipment forList personal protective equipment forList personal protective equipment forList personal protective equipment forList personal protective equipment for
a.b.c.d.e.f.
g.
shielded metal arc weldinggas tungsten arc weldinggas metal arc weldingflux cored arc weldingsubmerged arc weldingoxy-fuel cuttingplasma arc cutting
65

h. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. BASIC SHIELDED METAL ARC WELDING (SMAW) AND OXY-FUEL GASCUTTING1. Define Selected Welding Terms Per AWS A3.0
a. Define arc welding process termsb. Define standard joint terminologyc. Define common weld discontinuitiesd. Name welding equipment, supply and consumables.e. Define common shop terms including proper equipment namesf. Define material terms
g. Define common metallurgy terms2. Describe AWS Code for Mild Steel Electrodes
a. List, describe and defineb. List low hydrogen electrodesc. List iron powder electrodesd. Describe electrode by welding position
6$

e. Describe electrode by current and polarityf. Describe electrode by penetration
3. Set Up Welding Machine to Required Polaritya. List polarities for commonly used electrodesb. Describe both polaritiesc. Describe advantages and disadvantages of alternating current
4. Use Correct Start and Stop Techniques for SMAW Electrodesa. Describe and demonstrate start for non-low hydrogen SMAW electrodeb. Describe and demonstrate stop for non-low hydrogen SMAW electrodes
with filled cratersc. List reasons for the importance of low hydrogen in weld metald. Explain the reason for low hydrogen starts and stops and how they work
and why required specifically with E70185. Set Up Equipment for Shielded Metal Arc Welding
a. Inspect area for safetyb. Adjust current and polarity for specific job requirementsc. Choose type and size of electroded. Wear applicable personal safety equipment
6. Strike an Arc, Run Continuous Stringer Beada. Stand and position oneself correctlyb. Operate welding helmetc. Verbally warn others of intent to arc weldd. Strike an arce. Weld with stringer bead techniquef. Perform weld tie in's to make continuous bead
7. Weld Using Weave Techniquea. Maintain required weld qualityb. Maintain proper weld width uniformlyc. Maintain proper travel speedd. Match correct oscillation for various electrodese. Match applications to weave techniques, as they applyf. List the advantages and disadvantages of weave techniquesg. List the advantages and disadvantages of stringer techniquesh. Perform weld using weave techniquei. Concentrate on dwell times at edges of weld pool
8. Weld Multi-Layer Buildupa. Weld a dam to outline area being welded for each layerb. Apply each layer neatly, straight and with good fusion throughoutc. Chip slag after each passd. Weld passes which over lap to crown of last weld beade. Demonstrate control of bead height
9. Set Up and Shut Down Oxy-Fuel Equipmenta. Follow manufacturer's recommended practiceb. Inspect equipment and work area for safetyc. Assemble oxy-fuel equipmentd. Open fuel gas cylinder 1/2 turne. Open oxygen as cylinder all the way
6 7

f. Adjust fuel gas and oxygen working pressure per manufacturer'srecommendation
g. Purge lines one at a time. One second for each 10 feet of hose length10. Cut Steel Plate Using Oxy-Fuel Equipment
a. Make manual free hand straight line cutsb. Cut manually straight lines using cutting jibc. Bevel plate with manual oxy-fuel equipmentd. Manually cut blind holes in thick materiale. Manually cut sheet metal with minimal distortion
11. Low Hydrogen Starts and Stopsa. Use low hydrogen electrodesb. Strike arc 1" from craterc. Immediately shorten arc length and back up quickly previous weld crater.
Holding short arc lengthd. Pause at the crater when it is filled. Continue welding
12. Design Welded Jointsa. List the names and draw side views of the five basic joint configurationsb. List the names and draw side views of the variations of groovesc. List the names and draw side views of the T-Joint variationsd. List the name of the type of weld made in each joint
13. Weld V Groove With Backing in Flat Positiona. Use oxy-fuel equipment to bevel 3/8" steel to 37 1/2°b. Clean bevel face with grinder as requiredc. Cut 1/4" material for backing strip
14. Use Air Carbon Arc to Excavate a Partial Pen Groove Welda. Locate root of weldb. Demonstrate control of depth of cutc. Demonstrate control of width of cutd. Use air carbon arc cutting equipment to make shallow gouges (about 1/8"
deep max.) with stringer techniquee. Make gouges of uniform depthf. Observe discontinuities as gouging proceedsg. Gouge until some weld metal is reached
15. Gouge to Excavate Defecta. Given the area of suspected discontinuity its size and depth; air carbon 1
gouge using multi pass and stringer gouge to defect depthb. Measure to make sure excavation is at proper location and depthc. Use air carbon arc equipment. Shape excavation to ensure proper fusiond. Clean area of all scale, carbon etc.
16. Make X-Ray Quality Weld Repair on a 2F Position T Joint 1/2" Platea. Check area for safetyb. Set SMAW equipment current and polarity for 1/8" E7018c. Attach work leadd. Preheat and maintain interpass temperature as requirede. Weld first pass paying special attention to low hydrogen techniquesf. Grind the weld start and stop to remove cold lap and lack of fusiong. Weld the second pass starting from opposite endh. Repeat starts and stops until weld is completed

i. Inspect and submit for non-destructive testing RT or UT17. Produce Fillet Weld on Sheet Steel T Joints
a. Check work area for safetyb. Position steel in a T joint and tack at endsc. Place T joint in the 2F position with a spacer on each end so the workpiece
is not touching the work bench. This stops any heat sink.d. Produce fillet welds equal in size to the thickness of the smallest joint
member. With SMAW E6011, E6013 and GMAW and GTAWe. Visually inspect to AWS D1.3
18. Produce Fillet Welds on T Joints Made Up of Both Thick and Thin Joint MembersUsing SMAWa. Inspect work area for safetyb. Set SMAW equipment for type and size of electrode and job requirementsc. Fit up and tack jointd. Weld joint keeping the major portion of heat on thicker sectione. Clean and visually inspect
19. Use Correct Starts for Low Hydrogen Electrodesa. List the AWS steel electrode code last digit designation for low hydrogen
electrodeb. Set up SMAW e.g. and check for safetyc. Using E7018 strike an arc 1" down the path of welding from where you
wish to startd. Shorten arc length immediately to low hydrogen arc lengthe. Quickly approximate 3 times as fast as welding travel speed back up the
one inch to the point at which the weld should startf. Stop movement at starting point and allow weld pool to formg. Begin normal travel speed once weld pool reaches required diameter
20. Use Correct Stops for Low Hydrogen Electrodesa. Use E7018 to begin weld correctlyb. Stop increase weld travel speedc. Observe weld pool when weld pool size decreases to smallest possible size,
break off arc by pulling away21. Weld Using Large Diameter SMA Electrodes
a. Set up SMAW equipment for use with 3/16" and E7018b. Tack up a T joint using 1/2" steelc. Set amperage from 180 to 200 DC ampsd. Begin the weld with a low hydrogen start by using a 75° lead angle (To
fight arc blow)e. Bring lead angle back to normal as the weld progresses 2" along jointf. Begin changing the lead angle to a push or forehand angle of 70° to 80° 3"
from the end of jointg. Make multi-pass fillet welds with smooth contourh. Visually inspect to insure
D. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage area
69

d. Dispose of waste materials and scrap in their proper receptacle containersand storage areas
e. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communication
C Information: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
70

2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility.- Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
71

WLD 11204/072496
2. Self-Esteem: Believes in own self -worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
72
Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
ELECTRICAL WELDING CIRCUITS
73

MAST PROGRAMCOURSE SYLLABUS
ELECTRICAL WELDING CIRCUITS
Lecture hours/week: 2 Lab hours/week: 0 Credit hours: 2
COURSE DESCRIPTION:
Theory and operation of the welding power source, welding circuits and welding equipment.
PREREQUISITES: NONE
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Give a lecture/discussion on welding shop safety and safety in using welding and cutting
equipment2. Given a lecture/discussion on welding processes used in industry, students will identify
tools and equipment used in various welding processes3. Given a lecture/discussion on oxy-acetylene cutting torch system, students will identify
various types of equipment and set up oxy-fuel cutting stations in shop4. Exam - on topics covered in first three weeks. Given lecture and discussions on single and
two stage regulators, students will be able to identify various types of regulators used inindustry
5. Given a lecture/discussion on various types of alternate fuel gasses, students will identifyand understand advantages and disadvantages in using propane, butane, MAPP andacetylene and natural gas
6. Given a lecture/discussion on Shield Metal Arc Welding process, students will identifyvarious parts and controls on Shield Metal Arc Welding power supplies and performvarious tasks in setting up welding system in weld shop
7. Given a lecture/discussion on stick electrodes, students will identify various electrodesused in industry today
8. Given a lecture/discussion on duty cycle of a welding power supply, students will be ableto understand and explain the various duty cycles used
9. (Mid-Term Examination) on topics discussed and explained on first half of course10. Given a lecture/discussion on Gas Metal Arc Welding power sources, students will
identify difference between GMAW & SMAW power supplies11. Given a lecture/discussion on wire feed systems & MIG welding guns, students will
perform various tasks in shop, set-up wire feed systems, change liners, tips, nozzles inMIG guns
12. Given a lecture/discussion on Argun based shielding gases, students will identifyadvantages and disadvantages of using Argun gas vs. CO2 gas
13. Given a lecture/discussion on various types of GMAW welding electrodes, student willidentify differences between flux cored electrode and solid GMA welding electrode
74

14. Given a lecture/discussion on stainless steel and aluminum welding, students will identifyvarious grades of stainless steel and aluminum used in industry, as well as identify variousprocesses used to weld them
15. Given a lecture/discussion on Gas Tungsten Arc Welding power sources, students willidentify theory and be able to perform various tasks in shop setting up TIG welding.system, as well as be able to change tungstens, collets, etc. and power cables on TIG torch
16. Given a lecture/discussion on plasma arc cutting systems, students will identify theory andbe able to assemble systems, change various parts on plasma cutting torch, includingchanging of tips, electrodes, gear shields and power cables
17. (Final Examination) on all topics discussed and explained throughout the course
REQUIRED COURSE MATERIALS:
Textbook: Welding Processes and Power Sources, by Edward R. Pierre
Supplies: None required
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Safety Chapters 2, 4 4Identify tools Chapters 2, 4 2Set up and identify oxy-fuel Chapters 2, 4 3Regulators: identify and applications Chapters 5, 6, 7, 9, 10, 11, 12 3Fuel gas applications Chapters 5, 6, 8, 9, 10, 11, 12 3
SMAW equipment process and set up Chapters 15, 20 3
Electrode codes and specification 3Understand and explain duty cycle Chapters 7, 20 3Review 3 Chapters 17, 18, 19, 20 3
GMAW compared to SMAW; List GMAWequipment Chapters 13, 14, 15, 16, 18, 20 3
75

GTAW process and shielding gasapplications GTAW and GMAWPlasma arc applicationsPlasma arc applications and invertersReview
Chapter 20Chapter 22
Total Lecture Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
23
36
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc welding
List personal protective equipment for gas metal arc weldingList personal protective equipment for flux cored arc weldingList personal protective equipment for submerged arc weldingList personal protective equipment for oxy-fuel cuttingList personal protective equipment for plasma arc cuttingList personal protective equipment for air carbon arc gougingDuring shop work, wear applicable personal protective equipment at alltimes
2. Identify Safety RulesList environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.List equipment safety rules, i.e., ventilation, grounding, duty cycleUtilize safety when handling and storing compressed gas cylindersList general shop safety rulesMaintain safe conditions in workstation. Student demonstrate by settingup safe workstation.
f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at FacilityAttend safety tour of welding labReceive a safety orientation lectureAvoid fumes through proper ventilation and good practicesOperate exhaust systemPractice electric safety with respect to weldingProtection from radiation with an understanding of personal safetyequipment and conductDemonstrate a knowledge of fire prevention and protection for welding indress and conduct
c.
d.e.fg.h.i.
a.
b.c.
d.e.
a.
b.c.
d.
g.
h. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safety
76

j. Demonstrate arc welding safetyB. DEMONSTRATE TECHNICAL COMMUNICATION
1. Use Standard American Welding Standard Society Welding Terms and Definitionsa. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. GAS METAL ARC WELDING (GMAW)1. Assemble GMAW Gun and Name All Parts
a. Install adapter for particular brand of wire feederb. Insert liner of correct size until liner gasket meets adapter and tighten allen
screwc. Screw on gas defuser and tighten allen screwd. Install contact tipe. Install gas nozzlef. Adjust gun for tip to work distance
2. Understand Gas Metal Arc Power Sourcea. Compare and contrast constant current and constant voltage power sourcesb. List effects of inductance on circuitc. List effects of pinch effect
3. Shielding Gas Applicationa. List arc characteristics caused by welding with 100% carbon dioxideb. List arc characteristics caused by welding with 100% argonc. List arc characteristics caused by welding with 75% Argon and 25% CO2d. List arc characteristics caused by welding with 95% Argon and 5% CO2e. List arc characteristics caused by welding with 95% Argon and 5% oxygen
D. GAS TUNGSTEN ARC WELDING (GTAW)1. Understand Technical Aspects of GTAW
a. List advantages and disadvantages of GTAWb. List five applications where GTAW or PAW are better suitedc. List give applications which are more suited to SMAW than GTAWd. Compare and contrast GTAW and plasma arc welding (PAC)e. List by name the parts of a GTAW torchf. Describe each control by name and function on the pulsed TIG system such
as a Lincoln square wave 350 or Miller syncrowave 351 P.g. Assemble the GTAW torch, water cooler and GTAW machine
E. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
77

COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communication
C Information: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
78

3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles .
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb.. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
C Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasks
79

WLD 10404/072496
c. successfully completes tasks with quality results3. Sociability: Demonstrates understanding, friendliness, adaptability,
empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
So

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
READING WELDING BLUEPRINTS
81

MAST PROGRAMCOURSE SYLLABUS
READING WELDING BLUEPRINTS
Lecture hours/week: 3 Lab hours/week: 0 Credit hours: 3
COURSE DESCRIPTION:
Introduction to blueprint reading for welding emphasizes basic interpretation of blueprints,welding symbols and basic sketching.
PREREQUISITES: NONE
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to read blueprints, involvingweldments which includes:1. Interpretation of drawing lines, views & symbols2. Interpretation of welding symbols3. Understanding of converting metric dimensions & English dimensions and vice versa4. Understanding of specifications per print5. Understanding of assembly procedure per print6. Understanding variation in types of welding prints7. Visualization of final weldment8. Recognizing of flaws and mistakes on drawings
REQUIRED COURSE MATERIALS:
Textbook: Print Reading for Welders, 2nd EditionSymbols for Welding & Non-Destructive Testing, A.W.S., A2.4-84
Supplies: None required
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. satisfactorily perform on written, oral, and practical examinations2. satisfactorily perform on outside assignments including writing assignments3. contribute to class discussions4. maintain attendance per current policy
8,?

LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Meaning of views and lines (includessymbols and nomenclature, visualizationof objects and drawings of views §ions) 6Size description (includes units ofmeasurement, dimensioning tolerances) 4Conversions (metric to English unitsand vice versa) 5
Basic elements of welding prints(includes drawing systems, types offabrication prints, title blocks, revisions,variations in different company standards,parts materials lists) 6Threaded fasteners and machine terminology 4Basic welding terms 4Welding symbols 6Pitfalls to avoid and errors to watch for onwelding 4Prints (why things work on paper but not inpractice) 4Working with codes on welding prints 4Review 7
Total Lecture Hours 54
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. DEMONSTRATE TECHNICAL COMMUNICATION
1. Use Standard American Welding Standard Society Welding Terms and Definitionsa. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
B. INTERPRET WELDING DRAWINGS1. Review Print Notes, Dimensions and Symbols
a. Interpret AWS standard welding symbolsb. List essential components found in general notes on drawingc. Determine acceptable tolerances for drawingd. Determine code requirements, process and procedure requirements
required by drawinge. Interpret 3 view drawingsf. Work from drawings, prints and sketches
2. Identify Basic Layouts of Drawings3. Interpret Drawing Lines and Views4. Interpret Welding Symbols5. Convert Metric to English
83

6. Understand Print Specifications7. List Assembly Procedure Per Print8. Understand Various Types of Welding Prints9. Visualize Final Weldment From Print10. List Flaws and Errors on Drawings11. Interpret AWS Standard Welding Symbols
C. MATHEMATICAL SKILLS1. Determine Measurements and Angles
a. Add fractionsb. Subtract fractionsc. Multiply fractionsd. Divide fractionse. Change fractions to decimalsf. Change decimals to fractionsg. Solve simple algebraic equationsh. Solve simple trigonometric equationsi. Convert English measurement to Metricj. Convert Metric measurement to English
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. works well with all members of classInformation: Acquires and uses information
=1. reading assignments contain material students are responsible for which areto be obtained no where else
2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system
84

2. as the students learn welding skills they learn to monitor and correct theirown performance
E. Technology: Works with a variety of technologies1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. creates drawingsb. creates sketchesc. creates prints with symbols, headings, notes and technical
information3. Arithmetic/Mathematics: Perform basic computations and approaches
practical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. recognizes finished print from isometric drawingsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. visualizes final part, weldment, structure from drawings
85

WLD 10504/072496
b. interprets prints with symbols, headings, notes and technicalinformation
c. understands welding symbols4. Knowing How to Learn: Use efficient learning techniques to acquire and
apply new knowledge and skillsa. demonstrate mastery of basic skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
C Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. attains quality resultsc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
86

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
ADVANCED SMAW AND CUTTING I
87

MAST PROGRAMCOURSE SYLLABUS
ADVANCED SMAW AND CUTTING I
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
In Advanced SMAW and Cutting I the student will practice SMAW in various positions. Thestudent will gain proficiency in oxy-fuel cutting and air carbon arc cutting and gouging. Thestudent will also study selected technical areas related to welding. Special emphasis will be placedon weld size and AWS structural Welding Steel Code.
PREREQUISITES: Basic Arc/Gas Welding I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. The student will demonstrate a thorough knowledge of safety at all times to the instructors
requirements2. Using SMA welding equipment and E6010 the student shall weld single and multi pass T
joints in 1F, 2F, 3F and 4F positions using the stringer bead technique to a StudentTraining Standard of 2b/B
3. Using SMA welding equipment and E6010 the student shall weld single and multi pass Tjoints in all positions using appropriate techniques and producing weld sizes directed bythe instructor to D1.1 code requirements
4. Using air carbon arc gouging equipment the student will excavate a portion of a multi passfillet weld as directed by the instructor and repair the excavated portion to a StudentTraining Standard of 2b/B
5. Using oxy-fuel cutting equipment the student shall cut straight lines, blind holes, bevelsand sheet metal to a Student Training Standard of 2b/B
REQUIRED COURSE MATERIALS:
Textbook: The Procedure Handbook of Arc Welding, by James F. Lincoln; Arc WeldingFdn.
Supplies:1. Safety glasses (which will be worn at all times in the welding lab)2. Welder's helmet with a No. 10, 11, and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes (no gym shoes)
88

8. Gas welding and cutting goggles (lens shade 5)
Special Equipment:1. Leather sleeves or jacket. Flame retardant clothing may be substituted at the
student's discretion.2. Bastard cut 'A round file3. Welding hat4. Safety glasses5. Text6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Safety Review Introduction 2Advanced Welding Techniques
Inspection 1
Low Hydrogen Starts and Stops 1
Effects of HydrogenLow Hydrogen TechniquesHorizontal WeldingAdvanced Cutting Techniques 1
Vertical Welding Techniques withE6010 1
Vertical Welding Techniques withE6010 1
Vertical Welding Techniques withE6010 1
Mid-Term Exam and PracticalEvaluation 89

Overhead Welding with E6010 2Visual Inspection of WeldingOverhead Welding Techniques with
E7018 2Weld DiscontinutiesVertical Welding Techniques with
E7018 1
Defect Removal with Air CarbonGouging
Vertical Welding Techniques withE7018 1
Defect Removal with Air CarbonGouging
Overhead Welding with E7018 1
Overhead Welding with E7018 1
Oxy-Fuel Gas Beveling 1
AWS D1.1 Single V Groove 3GQualification Practice Test
Oxy-Fuel Gas Beveling 1
AWS D1.1 Single V Groove 3GQualification Practice Test
Final ExamTotal Lecture Hours 18
LAB OUTLINE:Lab Topics
Advanced Welding Techniques InspectionLow Hydrogen Starts and StopsEffects of HydrogenLow Hydrogen TechniquesHorizontal WeldingAdvanced Cutting TechniquesVertical Welding Techniques with E6010Vertical Welding Techniques with E6010Vertical Welding Techniques with E6010Overhead Welding with E6010Visual Inspection of WeldingOverhead Welding Techniques with E7018Weld DiscontinutiesVertical Welding Techniques with E7018Defect Removal with Air Carbon GougingVertical Welding Techniques with E7018Defect Removal with Air Carbon GougingOverhead Welding with E7018Overhead Welding with E7018Oxy-Fuel Gas BevelingAWS D1.1 Single V Groove 3G Qualification
Contact Hrs.
90

Oxy-Fuel Gas BevelingAWS D1.1 Single V Groove 3G Qualification
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc weldingd. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conduct
g. Demonstrate a knowledge of fire prevention and protection for welding indress and conduct
h. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructions

b. Follow written detailsc. Prepare time and job cards (reports & records)
C. BASIC SHIELDED METAL ARC WELDING (SMAW) AND OXY-FUEL GASCUTTING1. Weld Using Large Diameter SMA Electrodes
a. Set up SMAW equipment for use with 3/16" and E7018b. Tack up a T joint using 1/2" steelc. Set amperage from 180 to 200 DC ampsd. Begin the weld with a low hydrogen start by using a 75° lead angle (To
fight arc blow)e. Bring lead angle back to normal as the weld progresses 2" along jointf. Begin changing the lead angle to a push or forehand angle of 70° to 80° 3"
from the end of jointg. Make multi-pass fillet welds with smooth contourh. Visually inspect to insure
D. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING1. Weld Single V Groove Welds With Open Roots From One Side
a. Bevel 3/8" steel plate to 37 1/2° using oxy-fuel gas cutting eg.b. Use grinder to remove oxide larger and smooth platec. Use grinder to create root face of 3/32" to 1/8"d. Tack single V groove joint with 3/32" root openinge. Place joint in the 1G positionf. Place joint in 2G position once task is masteredg. Place joint in 3G position once task is masteredh. Place joint in 4G position once task is masteredi. Weld the root with Direct Current Electrode Positive using 1/8" E6010.
Use tight arc length and keyhole technique to produce a well fused rootbead extending 1/16" above the plate.
j. Weld chipped side slag and the root bead is wire brushedk. Fill the balance of the groove with 3/32", 1/8" and/or 5/32" E7018 using
the stringer bead technique1. Visual test finished weld and root face bends evaluated to AWS D1.1
criteria2. Weld Various Diameters of Pipe to Plate
a. Inspect area for safetyb. Place plate flat on welding tablec. Place 3" pipe vertically on top of plate and tacked in placed. Leave weld coupon in the 2F fixed positione. Apply a 3/8" fillet weld using 1/8" E7018 and a stringer bead techniquef. Visually inspect weld to AWS D1.1g. Fill pipe with water for 24 hoursh. Check for leak
3. Produce SMAW Pipe - 5G Positiona. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"
9.

f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
h. Chip slag and wire brush weldi. Grind any lack of fusion and/or high spotsj. Weld the balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
4. Produce SMAW - 2G Position Groove Weldsa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Weld pipe jointh. Place the joint in the 2G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
i. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
5. Roll Weld Pipe - SMAWa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Roll weld pipeh. Place pipe coupon on workbench in the 1G roll welding position.i. Weld the root bead using 1/8" E6010 and the keyhole technique. The weld
is performed in the 2:00 to 12:30 positionj. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9
93

m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
6. Produce SMAW Pipe - 5G Positiona. Measure the pipe andb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Weld pipe
g. Tack the single V groove pipe joint with a 3/32" root openingh. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
techniquei. Weld the root pass upward producing a root weld which is well fused and
has a 1/16" weld reinforcement above the platej. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
7. Produce SMAW Pipe - 6G Positiona. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 6G fixed position, using an 1/8" E6010 and a keyhole
technique ,
h. Weld the root pass upward producing a root weld which is well fused andhas a 1/16" weld reinforcement above the plate
i. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
8. Create SMAW Pipe to ASME Section 9a. Bevel two pieces of pipe to 30° bevel angle using oxy-fuel gas cutting
equipmentb. Clean bevel face and a 3/32" root face is applied using a hand held grinderc. Set welding condition to weld open roots
94

d. Tack pipe nipples together to form a V groove with a 1/8" root openinge. Place pipe in the 5G fixed position. The root pass is welded and cleaned by
wire brushingf. Weld balance of the V groove with this procedureg. Visual inspection is made and evaluated by ASME Section 9h. Make four bend samples and evaluate by ASME Section 9
9. Interpret Welding Proceduresa. Identify processb. Name joint designc. List base materiald. Give dimensions for root treatmente. Name electrode size and type being used
List filler material (if required), classification and specificationg. Identify shielding gas - type and mixtureh. List pre and post heat and interpass temperaturei. Describe initial and interpass cleaningj. Describe technique which is usedk. Produce single or multiple pass weld1. Choose current typem. Set current amperagen. Set current polarityo. Set voltage
E. QUALITY INSPECTIONS1. Perform Visual Checks
a. Identify common welding defectsb. List terms for common welding defectsc. Rate common welding defects in order of severityd. Name size of limitations for defects given under various codes
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following.activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others
95

1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, andmessages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiZ questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goals
96

WLD 12104/072496
b. identifies actions required to accomplish personal goals2. Problem Solving: Recognizes problems and devises and implements plan
of actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
g 7

Machine Tool Advanced SkillsTechnology Program
a 1
3's3 Vt N ,-,
;,4
)..-,... '
COURSE SYLLABUS
ADVANCED SMAW AND CUTTING II
98

MAST PROGRAMCOURSE SYLLABUS
ADVANCED SMAW AND CUTTING II
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
In this nine week course, the student will advance his technique in out of position shielded metalarc welding. Welding of transitional joints and open groove welds will be stressed. Safety is ourprimary concern.
PREREQUISITES: Basic Arc/Gas Welding I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Weld Single V Groove welds with backing 1G, 2G, 3G and 4G positions to AWS D1.12. Weld Single V Groove welds with open roots in the 1G, 2G, 3G and 4G positions to
ASME IX3. Using Air Carbon Arc Gouging back gouge the above groove weld4. Extra credit welds as directed by the instructor
Oxy-Fuel Gas Cutting Manual1. Cut steel to given size + 1/16 - 02. Bevel steel to given angle
REQUIRED COURSE MATERIALS:
Textbook: Procedure Handbook of Arc Welding, by The Lincoln Electric Co.
Supplies:1. Safety glasses (which will be worn at all times in the welding lab)2. Welder's helmet with Nos. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (lens shade 5)
Special Equipment:1. Leather sleeves or jacket. Flame retardant clothing may be substituted at the
student's discretion
99

2. Bastard cut 1/2 round file3. Welding hat4. Safety glasses5. Text6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics
Safety ReviewSpecial Protective ClothingWelding ContainersAbrasionWeld QualityAppearance, WeldDistortion Cause and CureCause of CrackingCarbon EquivalentSMAW ProcessFast FreezeFill Freeze Fast FillLow HydrogenArc BlowPorosity, Weld Spatter, Undercut,
Joint RestraintReview for Final ExamFinal Exam
Text Reference Page Contact Hrs.Pages 13.3, 4; 13.5-4; 15.1-1---5 2Pages 15.1-2Pages 15.1-3 2Pages 13.7-19, 20Pages 11.1-3Pages 6.2-17, 18; 9.4-3, 8Pages 3.1-1---4Pages 2.5-5, 3.1-4---19
Pages 5.1-1---4Pages 5.5-2---4; 6.2-1; 6.2-7, 8Pages 5.5-2---4; 6.2-1Pages 6.2-10, 11; 12Pages 3.2-1---3
1
21
221
1
1
1
1
Pages 6.2-13, 18, 19 1
Total Lecture Hours 18
100

LAB OUTLINE:Lab Topics
Weld single V groove welds with backing 1G,2G, 3G and 4G positionsWeld single V groove welds with open roots inthe 1G, 2G, 3G and 4G positionsUsing Air Carbon Arc Gouging, back gouge theabove groove weldsCut steel to given size + 1/16 - 0Bevel steel to given angle
Contact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective EquipmentList personal protective equipment for shielded metal arc weldingList personal protective equipment for gas tungsten arc weldingList personal protective equipment for gas metal arc weldingList personal protective equipment for flux cored arc weldingList personal protective equipment for submerged arc weldingList personal protective equipment for oxy-fuel cuttingList personal protective equipment for plasma arc cuttingList personal protective equipment for air carbon arc gougingDuring shop work, wear applicable personal protective equipment at alltimes
2. Identify Safety Rulesa. List environmental safety precautions i.e. fume control, radiation reflection,
electrical consideration, fire hazards and control, etc.List equipment safety rules, i.e., ventilation, grounding, duty cycleUtilize safety when handling and storing compressed gas cylindersList general shop safety rulesMaintain safe conditions in workstation. Student demonstrate by settingup safe workstation.
f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at FacilityAttend safety tour of welding labReceive a safety orientation lectureAvoid fumes through proper ventilation and good practicesOperate exhaust systemPractice electric safety with respect to welding
a.b.c.
d.e.f.
g.h.i.
b.c.d.e.
a.
b.
c.d.e.
101

f. Protection from radiation with an understanding of personal safetyequipment and conduct
g. Demonstrate a knowledge of fire prevention and protection for welding indress and conduct
h. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING1. Weld Single V Groove Welds With Open Roots From One Side
a. Bevel 3/8" steel plate to 37 1/2° using oxy-fuel gas cutting eg.b. Use grinder to remove oxide larger and smooth platec. Use grinder to create root face of 3/32" to 1/8"d. Tack single V groove joint with 3/32" root openinge. Place joint in the 1G positionf. Place joint in 2G position once task is masteredg. Place joint in 3G position once task is masteredh. Place joint in 4G position once task is masteredi. Weld the root with Direct Current Electrode Positive using 1/8" E6010.
Use tight arc length and keyhole technique to produce a well fused rootbead extending 1/16" above the plate.
j. Weld chipped side slag and the root bead is wire brushedk. Fill the balance of the groove with 3/32", 1/8" and/or 5/32" E7018 using
the stringer bead technique1. Visual test finished weld and root face bends evaluated to AWS D1.1
criteria2. Weld Various Diameters of Pipe to Plate
a. Inspect area for safetyb. Place plate flat on welding tablec. Place 3" pipe vertically on top of plate and tacked in placed. Leave weld coupon in the 2F fixed positione. Apply a 3/8" fillet weld using 1/8" E7018 and a stringer bead techniquef. Visually inspect weld to AWS D1.1
g. Fill pipe with water for 24 hoursh. Check for leak
D. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
102

E. QUALITY INSPECTIONS1. Perform Visual Checks
a. Identify common welding defectsb. List terms for common welding defectsc. Rate common welding defects in order of severityd. Name size of limitations for defects given under various codes
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communication
C Information: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.
103

1. Reading: Locates, understands, and interprets written information inprose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
104

WLD 12204/072696
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort andperseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
1 O 5

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
MIG, TIG AND BRAZING I
106

MAST PROGRAMCOURSE SYLLABUS
MIG, TIG AND BRAZING I
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
Welding, braze welding and brazing of various joints using GTAW, GMAW, FCAW, SAW andOFW.
PREREQUISITES: Basic Arc/Gas Welding I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Given lecture/discussion and demonstration of braze welding, the student will braze weld a
square groove joint in 1/8" steel to a 2b/A Training Standard2. Given lecture/discussion and demonstration, the student will braze weld a corn cob project
on 3" standard wall carbon steel pipe to a 2b/A Training Standard3. Given lecture/discussion and demonstration on brazing (hard solder) the student will braze
a lap joint in 1/8" steel to a la/A Training Standard4. Given lecture/discussion and demonstration on GTAW, the student will assemble a
GTAW torch to within given specs5. Given lecture/discussion and demonstration on GTAW, the student will weld a square
groove in 1/8" steel to a 2b/A Training Standard6. Given lecture/discussion and demonstration on GTAW, the student will weld a square
groove in aluminum to a 2b/A Training Standard7. Given lecture/discussion and demonstration on GTAW, the student will weld a square
groove in 1/8" stainless steel to a 2b/A Training Standard8. Given lecture/discussion and demonstration GTAW, the student will weld a T joint to a
2b/A Training Standard9. Given lecture/discussion and demonstration on GMAW, the student will assemble a
GMAW gun to within given specs10. Given lecture/discussion and demonstration on GMAW, the student will weld a square
groove of 1/8" carbon steel to a 2b/A Training Standard11. Given lecture/discussion and demonstration on GMAW, the student will weld a T joint
1/8" to a 3c/B Training Standard12. Given lecture/discussion and demonstration on GMAW, the student will weld a square
groove of 1/4" carbon steel to a 2b/A Training Standard13. Given lecture/discussion and demonstration on GMAW, the student will weld a T joint
1/4" carbon steel to a 2b/A Standard Training
107

14. Given lecture/discussion and demonstration on FCAW, the student will weld groove aweld of 1/4" carbon steel to a 2b/A Training Standard
15. Given lecture/discussion and demonstration on FCAW, the student will weld a 3/8 fillet on1/2" carbon steel to a 2b/A Training Standard
16. Given lecture/discussion and demonstration on SAW, the student will weld a T joint towithin given specs
REQUIRED COURSE MATERIALS:
Textbook: Welding Processes & Power Sources, by Ed Pierre
Supplies:1. Safety glasses - which will be worn at all times in the welding lab2. Welders hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes (no gym shoes)8. Gas welding and cutting goggles (lens shade 5)
Special Equipment:1. Leather sleeves or jacket. Flame retardant clothing may be substituted at the
student's discretion.2. Bastard cut 1/2 round file3. Welding hat4. Text5. Safety glasses6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
108

LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Braze weld a square groove joint 1
Braze weld a corn cob project 1
Braze a lap joint in 1/8"1
Assemble a GTAW torch and nameparts 1
Weld a square groove with GTAW in1/8" steel 1
Weld a square groove in aluminumwith GTAW to a 2b/A 1
Weld a square groove in 1/8" stainlesssteel with GTAW 1
Weld a T joint to a 2b/A TrainingStandard stainless steel withGTAW 1
Weld a T joint to a 2b/A TrainingStandard carbon steel withGTAW 1
Weld a T joint to a 2b/A TrainingStandard Aluminum withGTAW 1
Assemble a GMAW gun 1
Weld a square groove of 1/8" carbonsteel with GMAW 1
Weld a T joint 1/8" with GTAW 1
Weld a square groove of 1/4" carbonsteel with GMAW 1
Weld a T joint 1/4" carbon steel withGMAW 1
Weld groove a weld of 1/4" carbonsteel with FACW
1
Weld a 3/8 fillet on 1/2" carbon steelwith FCAW 1
Weld a T joint on carbon steel with SAW 1
Total Lecture Hours 18
LAB OUTLINE:Lab Topics
Braze weld a square groove joint in 1/8" steelBraze weld a corn cob project on 3" standard wall
carbon steel pipeBraze a lap joint in 1/8" steelAssemble a GTAW torch to within given specsWeld a square groove with GTAW in 1/8" steel
Contact Hrs.
109

Weld a square groove in aluminum with GTAWWeld a square groove in 1/8" stainless steel
with GTAWWeld a T joint with GTAW in stainless steelWeld a T joint with GTAW in carbon steelWeld a T joint with GTAW in aluminumAssemble a GMAW gun to within given specsWeld a square groove of 1/8" carbon steel
with GMAWWeld a T joint in 1/8" with GMAWWeld a square groove of 1/4" carbon steel
with GMAWWeld a T joint of 1/4" carbon steel with GMAWWeld groove a weld of 1/4" carbon steel with FACWWeld a 3/8 fillet on 'A" carbon steel with FCAWWeld a T joint on carbon steel with SAW
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective EquipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentList personal protective equipmentDuring shop work, wear applicabletimes
2. Identify Safety Rules
a.
b.c.d.e.
f.
g.h.i.
for shielded metal arc weldingfor gas tungsten arc weldingfor gas metal arc weldingfor flux cored arc weldingfor submerged arc weldingfor oxy-fuel cuttingfor plasma arc cuttingfor air carbon arc gougingpersonal protective equipment at all
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facility
110

a. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. GAS METAL ARC WELDING (GMAW)1. Assemble GMAW Gun and Name All Parts
a. Install adapter for particular brand of wire feederb. Insert liner of correct size until liner gasket meets adapter and tighten alien
screwc. Screw on gas defuser and tighten alien screwd. Install contact tipe. Install gas nozzlef. Adjust gun for tip to work distance
2. Understand Gas Metal Arc Power Sourcea. Compare and contrast constant current and constant voltage power sourcesb. List effects of inductance on circuitc. List effects of pinch effect
3. Shielding Gas Applicationa. List arc characteristics caused by welding with 100% carbon dioxideb. List arc characteristics caused by welding with 100% argonc. List arc characteristics caused by welding with 75% Argon and 25% CO2d. List arc characteristics caused by welding with 95% Argon and 5% CO2e. List arc characteristics caused by welding with 95% Argon and 5% oxygen
4. Weld With GMAW Using Spray Transfera. Choose the correct shielding gas and flow rate for the given application,
material and material thicknessb. Choose the correct electrode for given material and applications both type
and sizec. Set voltage and wire feed speed for a given application, material and
material thickness5. Weld With GMAW Using Short Circuit Transfer
a. Choose the correct shielding gas and flow rate for the given application,material and material thickness
111

b. Choose the correct electrode for given material and applications both typeand size
c. Set voltage and wire feed speed for a given application, material andmaterial thickness
6. Weld With GMAW Using Globular Transfera. Choose the correct shielding gas and flow rate for the given application,
material and material thicknessb. Choose the correct electrode for given material and applications both type
and sizec. Set voltage and wire feed speed for a given application, material and
material thickness7 Weld T Joints on Carbon Steel Using GMAW Equipment
a. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Tack a T joint using GMAWe. Weld 1/4" fillet welds in 2F position using string bead techniquef. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1g. Change weld size once proficiency is reached on 6. to 3/16" go to step 1
then 5/16"8. Weld Single V Groove With GMAW
a. Inspect the work area and equipment for safetyb. Use oxy-fuel cutting equipment cut and bevel two pieces of 3/8" X 3"
X15" with 30° bevel anglec. Use grind to clean the bevel face and apply a 3/32" root faced. Adjust GMAW equipment to run .035" ER70S-3 with 75% Argon 25%
CO2 shielding gas at a flow rate of 30 cubic feet per hour at approximately16 arc volts and 100 amps
e. Using GMAW the two pieces are tacked together to produce a single Vgroove with a 1/8" root opening
f. Weld root upwardsg. Visual inspect finished root bead after wire brushing. Any high spots and
lack of fusion are removed by grinding.h. Using GMAW and upward Z weave technique the second weld pass is
applied. The electrode is moved from one root pass to the other with aslight upward motion
i. Complete the second pass using GMAW and upward Z weave techniquej. Using GMAW and on upward Z weave technique the third pass is welded.
The electrode is moved from the left toe of the second pass to the right toeon back. Each weave is accompanied by a slight upward motion. Becareful not to burn away the bevel edges
k. Make fourth and final pass with the same technique.1. The electrode is weaved from one bevel edge to anotherm. Visually inspect weld. The root reinforcement shall extend 1/16" above the
base metal, have good fusion etc. The weld face shall meet D1.1requirements and have parallel and straight edges
112

D. GAS TUNGSTEN ARC WELDING (GTAW)1. Weld Fillet - 2F Horizontal Position
a. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 2F positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
2. Weld on 1/8" Material and 100% Penetrationa. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
d. Cut stainless steel and grind a .30" bevel on edgese. Place two pieces of stainless steel in the backing purge in the 1G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
f. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
g. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver.
3. Weld 2G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edgesc. Place two pieces of stainless steel in the backing purge in the 2G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver
E. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
113

COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "Alt/ERICA 2000 REPORT" that all students should developa newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communication
C Information: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.I. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reports

b. completes written essay questions3. Arithmetic/Mathematics: Perform basic computations and approaches
practical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
S. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes .symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectives
115

WLD 12304/072696
b. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
ha

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
MIG, TIG AND BRAZING II
117

MAST PROGRAMCOURSE SYLLABUS
MIG, TIG AND BRAZING II
Lecture hours/week: 1 Lab hours/week: 4 Credit hours: 3
COURSE DESCRIPTION:
Position welding brazing various joints using GTAW, GMAW, FCAW, SAW, and oxy/fuel.
PREREQUISITES: Basic Arc/Gas Welding I and II; MIG, TIG and Brazing I
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Given lecture/discussion on braze welding butt joints, student will set up and braze weld a
lap joint to a 1G, 2G, 3G & 4G positions to a "2b/A" Training Standard2. Given lecture/discussion on braze welding T joints, student will set up and braze weld a T
joint in 1F, 2F, 3F & 4F positions to a "2b/A" Training Standard3. Given lecture/discussion on brazing T joint, student will set up and braze T joints to a
"2b/A" Training Standard4. Given lecture/discussion on soldering T joints, student will set up and soft solder tee joints
to a "2b/A" Training Standard5. Given lecture/discussion in GTAW T joint, student will set up and weld T joints in carbon
steel, stainless steel and aluminum in 2F, 3F & 4F positions to a "2b/A" Training Standard6. Given lecture/discussion in GTAW grooves, student will set up and weld grooves in
carbon steel, stainless steel and aluminum in 1G, 3G & 4G positions to a "2b/A" TrainingStandard
7. Given lecture/discussion in FCAW T joint, student will set up and weld edge joints incarbon steel in 2F, 3F & 4F positions to a "2b/A" Training Standard
8. Given lecture/discussion in GMAW fillet weld, student will set up and GMAW fillet weldsin mild steel to a "2 b/A" Training Standards
9. Given lecture/discussion in GMAW butt joint, student will set up and GMAW butt jointsin mile steel to a "2b/A" Training Standards
REQUIRED COURSE MATERIALS:
Textbook: Welding Processes and Power Sources, by Edward Pierre
Supplies:1. Safety glasses - which will be worn at all times in the welding lab2. Welders hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves
118

4. Chipping hammer5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes (no gym shoes)8. Gas welding and cutting goggles (lens shade 5)
Special Equipment:1. Leather sleeves or jacket. Flame retardant clothing may be substituted at the
student's discretion.2. Bastard cut 'A round file3. Welding hat4. Text5. Safety glasses6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Braze weld a lap joint in the 1G, 2G,3G and 4G Positions 2
Braze weld a T joint in 1F, 2F, 3F,and 4F Positions 2
Braze T joints 2Soft solder lab joints 2Weld T joints in carbon steel, stainless
steel and aluminum in 2F, 3Fand 4F Positions with GTAW 2
Weld grooves in carbon steel, stainlesssteel and aluminum in 1G, 3G 1 1 9

and 4F Positions with GTAWWeld T joints in carbon steel in 2F, 3F
and 4F Positions with FCAWWeld fillet welds in mild steel in 2F, 3F
and 4F Positions with GMAWWeld butt joints in mild steel in 2G, 3G
and 4G Positions with GMAW
Total Lecture Hours
LAB OUTLINE:Lab Topics
Braze weld a lap joint in the 1G, 2G, 3G and4G Positions
Braze weld a T joint in 1F, 2F, 3F, and 4F PositionsBraze T jointsSoft solder lab jointsWeld T joints in carbon steel, stainless steel and
aluminum in 2F, 3F and 4F Positions with GTAWWeld grooves in carbon steel, stainless steel and
aluminum in 1G, 3G and 4F Positions with GTAWWeld T joints in carbon steel in 2F, 3F and 4F
Positions with FCAWWeld fillet welds in mild steel in 2F, 3F and 4F
Positions with GMAWWeld butt joints in mild steel in 2G, 3G and 4G
Positions with GMAW
2
2
2
2
18
Contact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1.
2.
Wear Personal Protective EquipmentList personal protective equipment for shielded metal arc weldingList personal protective equipment for gas tungsten arc weldingList personal protective equipment for gas metal arc weldingList personal protective equipment for flux cored arc weldingList personal protective equipment for submerged arc weldingList personal protective equipment for oxy-fuel cuttingList personal protective equipment for plasma arc cuttingList personal protective equipment for air carbon arc gougingDuring shop work; wear applicable personal protective equipment at alltimes
Identify Safety Rules
a.b.c.d.e.f.
g.h.i.

a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. PIPE WELDING - SMAW1. Weld Open Root Pipe - 2G Position
a. Use 1/8" E6010b. Cut and ground pipe ends to single bevel edge preparations of 37 1/2° c.Fit
together two pipe ends to a single V edge preparation within giventolerances
c. Weld root pass to ASME Section 9 requirementsd. Clean weld pass by chipping slag, wire brushing and grinding where
necessary to assure a clean, well fused weld deposite. Weld remainder of the groove using E7018 with the stringer bead
techniqueD. GAS METAL ARC WELDING (GMAW)
1. Assemble GMAW Gun and Name All Partsa. Install adapter for particular brand of wire feederb. Insert liner of correct size until liner gasket meets adapter and tighten allen
screwc. Screw on gas defuser and tighten allen screwd. Install contact tip
121

e. Install gas nozzlef. Adjust gun for tip to work distance
2. Weld With GMAW Using Short Circuit Transfera. Choose the correct shielding gas and flow rate for the given application,
material and material thicknessb. Choose the correct electrode for given material and applications both type
and sizec. Set voltage and wire feed speed for a given application, material and
material thickness3. Weld With GMAW Using Pulsed Spray Transfer
a. Choose the correct shielding gas and flow rate for the given application,material and material thickness
b. Choose the correct electrode for given material and applications both typeand size
c. Set voltage and wire feed speed for a given application, material andmaterial thickness
4. Weld Multi-Pass Fillet Welds - All Positionsa. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Tack a T joint using GMAWe. Weld the second pass with electrode centered at the bottom toe of the first
passf. Weld the third pass with electrode centered at the top toe of the second
passg. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1
5. Weld Multi-Pass Fillet Welds - 3F Vertical Positiona. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Position the T joint in the 3F position for vertical welding. Weld a 1/4"
fillet in the vertical position, upward using a slight weave techniquee. Weld the second pass with electrode centered at the bottom toe of the first
passf. Weld the third pass with electrode centered at the top toe of the second
passg. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1
6. Weld Multi-Pass Fillet Welds - 4F Overhead Positiona. Inspect area for safetyb. Use oxy-fuel gas cutting equipment cut two 1/4" X 3" X 10" pieces of
carbon steelc. Adjust the welding parameters for this taskd. Place the T joint in the 4F overhead position approximately at eye levele. Weld a 1/4" fillet weld (wire brush weld after each pass)f. Visual test welds for size, equal legs, acceptable weld profile to AWS D1.1
122

7. Weld Pipe - 1G Positiona. Fit up and tack pipe according to given tolerancesb. Adjust wire feeder drive systemc. Adjust shielding gas system and flow rated. Adjust GMAW gun to allow proper tip to work distance and gas coveragee. Set welding condition for spray transfer - Wire Feed Speedf. Set welding condition for short circuit transfer - Voltageg. Set welding condition for short circuit transfer - Tip to Work Distanceh. Weld using roll welding technique
E. GAS TUNGSTEN ARC WELDING (GTAW)1. Weld Fillet - 2F Horizontal Position
a. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 2F positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
2. Weld Fillet - 3F Vertical Positiona. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 3F vertical positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
3. Weld Fillet - 4F Overhead Positiona. Conduct safety inspection of the area and equipmentb. Weld on 304 stainless steelc. Set GTAW for high frequency start, direct current electrode negative, 40
amps. Remote current control, assemble GTAW torch. With 1/16"pointed 2% thoriated tungsten
d. Cut stainless steel to .050" X 2" X 10"e. Fit up and tack a T joint and place in the 4F overhead positionf. Weld a .050" fillet weld using .045" ER308-Lg. Visually inspect joint for burn through, weld size and workmanship
4. Weld 3G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edges
123

c. Place two pieces of stainless steel in the backing purge in the 3G positionfixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver
5. Weld 4G Position Using GTAWa. Set up GTAW for high frequency start, direct current electrode negative,
40 amps. Remote current control, assemble GTAW torch. With 3/32"pointed 2% thoriated tungsten
b. Cut stainless steel and grind a .30" bevel on edgesc. Place two pieces of stainless steel in the backing purge in the 4G position
fixture with a 0" gap. Using 100% Argon as the backing gas at a flow rateof 15 cubic feet per hour
d. Weld achieving full penetration while adding .062" ER308-L. Make a 2pass weld
e. Remove from backing purge and visually inspect for full penetration. Nocolor on welded surfaces except straw is permitted. The back or root ofthe weld shall be silver.
6. Weld Pipe Open Root Passes All Positions Using GTAWa. Fit up and tack weld pipe to within procedure tolerances. (Set up GTAW
equipment for welding carbon steel)b. Prepare tungsten for given procedurec. Set up GTAW torch for given procedured. Set current for proceduree. Adjust shielding gas flow ratef. Weld root using free hand technique and using the walking the cup methodg. Apply second pass using weave
F. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.
124
SCANS is made up of five competencies and a three-part foundation of skills andpersonalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
IL FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractions
125

d. computes angles4. Listening: Receives, attends to, interprets, and responds to verbal
messages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, andprocesses symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort andperseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
126

WLD 12404/072696
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
127

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
BASIC WELDING METALLURGY
128

MAST PROGRAMCOURSE SYLLABUS
BASIC WELDING METALLURGY
Lecture hours/week: 2 Lab hours/week: 2 Credit hours: 3
COURSE DESCRIPTION:
Students will learn about the physical and metallurgical properties of carbon steels and howwelding will effect these properties.
PREREQUISITES: NONE
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. The student will learn the meaning of selected metallurgical terms2. The student will identify selected types of carbon steels and describe the process used in
their manufacture3. The student will demonstrate his knowledge of selected carbon steels by correctly
describing their properties and how these properties are changed by welding temperatures4. The student will describe the effect of selected alloying element on carbon steel5. The student will identify basic concepts relating to the heat effected zone (HAZ) caused
when welding different types of carbon steels6. The student will take Macro cross sections of selected welds, etch them and inspect the
weld interior and heat effected zone
REQUIRED COURSE MATERIALS:
Textbook: Welding Metallurgy, by Linnert
Supplies: None
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:
129

1. perform the manipulative skills of the craft as required to satisfactorily completelaboratory assignments
2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Define selected metallurgical terms 6Identify selected types of carbon steels
and describe process used intheir manufacture 6
Describe mechanical and physicalproperties of selected steelsand describe changes causedby welding 6
Describe the effect of selected alloyingelements on carbon steel 6
Identify basic concepts relating to theheat effected zone (HAZ) causedwhen welding different types ofcarbon steel 6
Make macro cross sections of selectedwelds, etch them and inspect theweld interior and heat effect zone 6
Total Lecture Hours 36
LAB OUTLINE:Lab Topics
Make macro cross sections of selected welds, etch themand inspect the weld interior and heat effect zone
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
Contact Hrs.
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc welding
130

d. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. BASIC WELDING METALLURGY1. Become Conversant With Common Metallurgical Terms
a. Describe structure of metalsb. Describe critical temperaturec. Define allotropic transformationd. Describe eutectic pointe. Read phase diagramf. Define liquidusg. Define solidus
131
h. Define annealingi. Define normalizej. Define heat treatmentk. Define stress relieve1. Define delta ferritem. Define ferriten. Define austeniteo. Define pearliteP. Define cementiteq. Define tempering
2. Describe the Properties of Various Types of Steela. Define low carbon steelb. Define medium carbon steelc. Define high carbon steeld. Define very high carbon steele. Define cast ironf. 'Define low alloy high strengthg. Define alloy steelsh. Define stainless steelsi. Define non ferrous metals
3. List Various Alloys and Their Effect When Combined With Steela. Draw and describe substitutional alloys.b. Draw and describe interstitial alloysc. Draw and describe multi phase alloysd. Define harden abilitye. Work carbon equivalent equations
4. Describe the Effect Welding Has on Properties of various Types of Carbon Steelsa. Sketch crystal structures of metalsb. Sketch face centered cubicc. Sketch body centered cubicd. Sketch hexagonal close packed
5. Identify Basic Concepts Relating to the Heat Affected Zonea. Define micro structureb. Define macro structurec. Define cold workingd. Define elongated grain structuree. Define grain boundaryf. Define grain growthg. Define fusion zoneh. Define fusion interface
D. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage area
4 n

Dispose of waste materials and scrap in their proper receptacle containersand storage areas
e. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies anda three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignments
133

b. reads complicated written instruction2. Writing: Communicates thoughts, ideas, information, and messages in
writing and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, andprocesses symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.
134

WLD 11304/072496
I. Responsibility: Exerts a high level of effort andperseveres towards goalattainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
135

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
INDIVIDUAL WELDING PROBLEMS I
136

MAST PROGRAMCOURSE SYLLABUS
INDIVIDUAL WELDING PROBLEMS 1
Lecture hours/week: 0
COURSE DESCRIPTION:
Lab hours/week: 5 Credit hours: 3
This is a self-directed study course. In other words the student is responsible for meeting allobjectives which the student will create. In this course the student will prepare a written proposalidentifying specific problems to be addressed and submit it to the instructor for approval by theend of the second week of the semester. This contract must be written. This contract will stateclass meeting time and required written work. Upon approval, the contract will be signed by thestudent and the instructor. The contract will then be attached to the syllabus. Students mustmake arrangements with instructor prior to signing up for class.
PREREQUISITES: Basic Arc/Gas Welding I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to state the objective of thecourse and show evidence of completion of stated objectives.1. Identify and define welding problems2. Organize tasks and develop procedures for accomplishment3. Develop independent work habits4. Variable technical skills depending on individual problems5. Acquire speed in work habits6. Use safe work procedures
Major Concepts:1. Self-direction2. Problem solving3. Variable technical content4. Develop speed5. Develop safety
REQUIRED COURSE MATERIALS:
Textbook: None. Library assignments are substituted for required text.
Supplies: Specific supplies are dictated by objective.1. Safety glasses - which will be worn at all times in the welding lab2. Welders hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer
13 7

5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (lens shade 5)
METHODS OF INSTRUCTION:
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LAB OUTLINE:Lab Topics
Self-Directed StudyContact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
80
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1.
2.
Wear Personal Protective EquipmentList personal protective equipment for shielded metal arc weldingList personal protective equipment for gas tungsten arc weldingList personal protective equipment for gas metal arc weldingList personal protective equipment for flux cored arc weldingList personal protective equipment for submerged arc weldingList personal protective equipment for oxy-fuel cuttingList personal protective equipment for plasma arc cuttingList personal protective equipment for air carbon arc gougingDuring shop work, wear applicable personal protective equipment at alltimes
Identify Safety Rulesa. List environmental safety precautions i.e. fume control, radiation reflection,
electrical consideration, fire hazards and control, etc.b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylinders
a.
b.c.
d.e.f.
g.h.
i.
138

d. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U. S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
139

I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathenzatics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
140

WLD 13704/072696
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. self-directed course requires problem solvingb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, andprocesses symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning:. Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort andperseveres towards goal
attainmenta. develops good work ethicb. self-directed study - student responsible for self-management
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in creating personal objectivesb. ability to learn very challenging tasks independentlyc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. self-directed study requires adaptability working independently
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problemsd. self-direction requires integrity and honesty to keep working and
not misrepresent quality results
141

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
INDIVIDUAL WELDING PROBLEMS II
142

MAST PROGRAMCOURSE SYLLABUS
INDIVIDUAL WELDING PROBLEMS II
Lecture hours/week: 0
COURSE DESCRIPTION:
Lab hours/week: 5 Credit hours: 3
This is a self-directed study course. In other words the student is responsible for meeting allobjectives which the student will create. In this course the student will prepare a written proposalidentifying specific problems to be addressed and submit it to the instructor for approval by theend of the second week of the semester. This contract must be written. This contract will stateclass meeting time and required written work. Upon approval, the contract will be signed by thestudent and the instructor. The contract will then be attached to the syllabus. Students mustmake arrangements with instructor prior to signing up for class.
PREREQUISITES: Basic Arc/Gas Welding I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to the objective of thecourse and show evidence of completion of stated objectives.1. Identify and define welding problems2. Organize tasks and develop procedures for accomplishment3. Develop independent work habits4. Variable technical skills depending on individual problems5. Acquire speed in work habits6. Use safe work procedures
Major Concepts:1. Self direction2. Problem solving3. Variable technical content4. Develop speed5. Develop safety
REQUIRED COURSE MATERIALS:
Textbook: None. Library assignments are substituted for required text.
Supplies: Specific supplies are dictated by objective.1. Safety glasses - which will be worn at all times in the welding lab2. Welders hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer
143

5. Wire brush6. Pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (lens shade 5)
METHODS OF INSTRUCTION:
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LAB OUTLINE:Lab Topic
Self-Directed StudyContact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
80
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1.
2.
Wear Personal Protective EquipmentList personal protective equipment for shielded metal arc weldingList personal protective equipment for gas tungsten arc weldingList personal protective equipment for gas metal arc weldingList personal protective equipment for flux cored arc weldingList personal protective equipment for submerged arc weldingList personal protective equipment for oxy-fuel cuttingList personal protective equipment for plasma arc cuttingList personal protective equipment for air carbon arc gougingDuring shop work, wear applicable personal protective equipment at alltimes
Identify Safety Rulesa. List environmental safety precautions i.e. fume control, radiation reflection,
electrical consideration, fire hazards and control, etc.b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylinders
a.
b.c.d.e.
f.
g.h.i.
144

d. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
i4

I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. 'Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information

WLD 13804/072696
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. self-directed course requires problem solvingb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, andprocesses symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort andperseveres towards goal
attainmenta. develops good work ethicb. self-directed study - student responsible for self-management
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in creating personal objectivesb. ability to learn very challenging tasks independentlyc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. self-directed study requires adaptability working independently
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problemsd. self-direction requires integrity and honesty to keep working and
not misrepresent quality results
147

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
BASIC PIPE WELDING I
148

MAST PROGRAMCOURSE SYLLABUS
BASIC PIPE WELDING I
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
Shielded metal Arc Welding (SMAW) of pipe in the 2G and 5G positions. At the entry level ofBasic Pipe Welding I, students are expected to pass AWS D1.1 qualification tests on 1/2" carbonsteel plate in the 3G and 4G positions using SMAW.
PREREQUISITES: Basic Arc/Gas Welding I and II; Advanced SMAW andCutting I and II
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. The student using oxy-fuel gas cutting, will manually bevel pipe samples2. The student will fit up and tack weld single V groove open root pipe joints to within given
tolerances3. The student will weld the pipe joint in the 1G, 2G and 5G positions to ASME IX
REQUIRED COURSE MATERIALS:
Textbook: Pipe Welding Procedures, by Hoobasar Rampaul
Supplies:1. Safety Glasses - which will be worn at all times in the welding lab2. Welder's hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping Hammer5. Wire Brush6. Pliers or vice grips7. Appropriate clothing and shoes8. Gas welding and cutting goggles (lens shade 5)
Special Equipment:1. Leather sleeves or jacket. Flame retarding clothing may be substituted at the
student's discretion.2. Bastard cut 1/2 round file3. Welding hat4. Safety glasses
1 ,19

5. Text6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics
Safety review and special equipmentPreparation/tacking of pipe jointWelding root pass 1/8" E6010Welding hot pass and cover passTest, each student will bend test for
a gradeHorizontal position and stringer
beadsBegin final text, practicalPractical test and review and written
testFinal test, written
Text Reference Page
Section 1, 16 and 4Section 2, 5Section 7
Section 9
LAB OUTLINE:Lab Topics
Preparation/tacking of pipe jointWelding root pass 1/8" E6010Welding hot pass and cover passHorizontal position and stringer beads
Total Lecture Hours
Contact Hrs.1
222
2
22
22
18
Contact Hrs.
Total Lecture Hours
150'

COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc weldingd. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rulesi. Demonstrate oxy-fuel gas cutting safetyj. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
151

C. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING1. Weld Various Diameters of Pipe to Plate
a. Inspect area for safetyb. Place plate flat on welding tablec. Place 3" pipe vertically on top of plate and tacked in placed. Leave weld coupon in the 2F fixed positione. Apply a 3/8" fillet weld using 1/8" E7018 and a stringer bead techniquef. Visually inspect weld to AWS D1.1g. Fill pipe with water for 24 hoursh. Check for leak
2. Produce SMAW Pipe - 5G Positiona. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
h. Chip slag and wire brush weldi. Grind any lack of fusion and/or high spotsj. Weld the balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
3. Produce SMAW - 2G Position Groove Weldsa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Weld pipe jointh. Place the joint in the 2G fixed position, using an 1/8" E6010 and a keyhole
technique. Weld the root pass upward producing a root weld which iswell fused and has a 1/16" weld reinforcement above the plate
i. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of the groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & ten

are face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
4. Roll Weld Pipe - SMAWa. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Roll weld pipeh. Place pipe coupon on workbench in the 1G roll welding position.i. Weld the root bead using 1/8" E6010 and the keyhole technique. The weld
is performed in the 2:00 to 12:30 positionj. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
5. Produce SMAW Pipe - 5G Positiona. Measure the pipe andb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Weld pipeg. Tack the single V groove pipe joint with a 3/32" root openingh. Place the joint in the 5G fixed position, using an 1/8" E6010 and a keyhole
techniquei. Weld the root pass upward producing a root weld which is well fused and
has a 1/16" weld reinforcement above the platej. Chip slag and wire brush. Grind any lack of fusion and/or high spotsk. Weld balance of groove upward with 3/32" or 1/8" E7018 using the weave
technique1. Visually inspect weld on the root and face sides to ASME Section 9m. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
D. PIPE WELDING - SMAW1. Produce End Preparations
a. Produce end preparations with oxy-fuel cuttingb. Produce end preparations with plasma cuttingc. Produce end preparations with mechanical cuttingd. Produce end preparations with grinding
153

2. Fit and Tack Weld Pipea. Cut and single bevel pipe to 37 1/2°b. Ground bevel face and touch up to within tolerancesc. Check that pipe ends are square within given tolerancesd. Prepare root face within given tolerancese. Align pipe to within given tolerancesf. Set root opening to within given tolerancesg. Tack pipe according to welding procedure specification - maintaining root
opening3. Roll Weld Open Root Pass on Pipe - 1G Position
a. Fit up and tack pipe joint using 1/8" E6010 electrode, weld the root passon pipe in the 1 o'clock to (2:00 o'clock position) according to procedureusing the roll welding technique
b. Weld remainder of pipe in the 1G roll welding position with E6010c. Weld the remaining portion of the groove using the weave technique using
5/32" E6010 electrode roll4. Weld Open Root Pipe Joint - 2G Position
a. Weld using 1/8" E6010b. Cut and grind pipe ends will be to single bevel edge preparations of 37 1/2°c. Fit together the two pipe ends to a single V edge preparation with given
tolerancesd. Weld root pass to ASME Section 9 requirementse. Fill balance of the groove with E6010 using the stringer technique to
ASME Section 9 requirements5. Weld Open Root Pipe - 5G Position
a. Fit and tack weld pipe to within tolerancesb. Place pipe in the 5G positionc. Weld the rootpass using 1/8" E6010 to ASME Section 9 requirementsd. Grind the finished root pass to remove high spots and any slag at weld toese. Weld the remainder of the groove using 3/32" and/or 1/8" E7018 using the
stringer bead technique to ASME Section 9 requirements6. Pass Guided Bond Tests Per ASME Section 9
a. Remove bend samples from pipe at the 10, 2, 8 & 4 o'clock positionsb. If the material is 3/8" or thinner 10 o'clock and 8 o'clock receive root bends
and 2 o'clock and 4 o'clock receive face bends. If the pipe wall thickness isover 3/8" side bends shall be performed on all samples.
c. Weld remainder of pipe in 1G position using E7018d. Perform low hydrogen starts and stopse. Weld using stringer bead techniquef. Weld using weave techniqueg Chip slag wire brush and grind as necessary to assure clean weld deposits
7 Weld Open Root Pipe - 2G Positiona. Use 1/8" E6010b. Cut and ground pipe ends to single bevel edge preparations of 37 1/2° c.Fit
together two pipe ends to a single V edge preparation within giventolerances
c. Weld root pass to ASME Section 9 requirements
1

d. Clean weld pass by chipping slag, wire brushing and grinding wherenecessary to assure a clean, well fused weld deposit
e. Weld remainder of the groove using E7018 with the stringer beadtechnique
E. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work areab. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students shoulddevelop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies anda three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology
155

3. constant trouble shooting is required
IL FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
156

WLD 14004/072696
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
157
Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
BASIC PIPE WELDING II
158

MAST PROGRAMCOURSE SYLLABUS
BASIC PIPE WELDING II
Lecture hours/week: 1
COURSE DESCRIPTION:
Lab hours/week: 4 Credit hours: 3
Shielded metal arc welding (SMAW) of pipe in the 6G positions. At the entry level of Basic PipeWelding II, students are expected to pass AWS D1.1 qualification tests on 6" schedule 40 carbonsteel pipe in the 2G and 5G positions using SMAW.
PREREQUISITES: Basic Arc/Gas Welding I and 111; Advanced SMAW andCutting I and II; Basic Pipe Welding I
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Advanced welding skills2. Pass ASME guided bend tests:
a. root bendsb. face bendsc. side bends
Major Concepts:1. Pipe welding2. Pipe cutting and weld joint preparation3. Safety4. Understand the ASME pipe test5. Attendance6. Punctuality
REQUIRED COURSE MATERIALS:
Textbook: Pipe Welding Procedures, by Hoobasar Rampaul
Supplies:1. Safety glasses - which will be worn at all times in the welding lab2. Welder's hood with a No. 10, 11 and 12 filter lens3. Heavy gauntlet style welder's gloves4. Chipping hammer5. Pliers or vice grips6. Appropriate clothing and shoes7. Gas welding and cutting goggles (lens shade 5)
159

Special Equipment:1. Leather sleeves or jacket. Flame retardant clothing may be substituted at the
student's discretion.2. Bastard cut 1/2 round file3. Welding hat4. Safety glasses5. Text6. Flashlight
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Laboratory: Laboratory will be "hands-on" activities.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics
Preparation/tacking of pipe joint6G position
Welding root pass 1/8" E60106G position
Welding intermediate and coverpass with low hydrogenprocedures. Write aprocedure.
Test, each student will bend testfor a grade
Begin reviewBegin final test, practicalPractical test and review for
written testFinal test, written
Text Reference Page Contact Hrs.Sections Review 16 and 4
Section 15 Review 5
Section 13 Review 6
Section 11Section 12Section 14
Total Lecture Hours
160
2
3
3
222
22
18

LAB OUTLINE:Lab Topics
Preparation/tacking of pipe joint in 6G positionWelding root pass 1/8" E6010 in 6G positionWelding intermediate and cover pass with low
low hydrogen procedures
Contact Hrs.
Total Lab Hours
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. FOLLOW SAFE PRACTICES
1. Wear Personal Protective Equipmenta. List personal protective equipment for shielded metal arc weldingb. List personal protective equipment for gas tungsten arc weldingc. List personal protective equipment for gas metal arc weldingd. List personal protective equipment for flux cored arc weldinge. List personal protective equipment for submerged arc weldingf. List personal protective equipment for oxy-fuel cuttingg. List personal protective equipment for plasma arc cuttingh. List personal protective equipment for air carbon arc gougingi. During shop work, wear applicable personal protective equipment at all
times2. Identify Safety Rules
a. List environmental safety precautions i.e. fume control, radiation reflection,electrical consideration, fire hazards and control, etc.
b. List equipment safety rules, i.e., ventilation, grounding, duty cyclec. Utilize safety when handling and storing compressed gas cylindersd. List general shop safety rulese. Maintain safe conditions in workstation. Student demonstrate by setting
up safe workstation.f. Comply with confined space entry safety proceduresg. Conduct a safety inspection of the student work areah. Conduct a safety inspection of the welding shopi. Conduct a safety inspection of the gas storage area
3. Familiarize Oneself With Safety at Facilitya. Attend safety tour of welding labb. Receive a safety orientation lecturec. Avoid fumes through proper ventilation and good practicesd. Operate exhaust systeme. Practice electric safety with respect to weldingf. Protection from radiation with an understanding of personal safety
equipment and conductg. Demonstrate a knowledge of fire prevention and protection for welding in
dress and conducth. List welding and cutting safety rules;
6

i. Demonstrate oxy-fuel gas cutting safetyJ. Demonstrate arc welding safety
B. DEMONSTRATE TECHNICAL COMMUNICATION1. Use Standard American Welding Standard Society Welding Terms and Definitions
a. Follow verbal instructionsb. Follow written detailsc. Prepare time and job cards (reports & records)
C. ADVANCED SHIELDED METAL ARC WELDING (SMAW) AND CUTTING1. Produce SMAW Pipe - 6G Position
a. Measure the pipeb. Mark the cut line with a wrap around and soapstonec. Cut the bevel using oxy-fuel gas equipmentd. Clean the bevel face with a grinder, remove all oxide and smooth bevel facee. Use the grinder to add a root face of from 3/32" to 1/8"f. Tack the single V groove pipe joint with a 3/32" root openingg. Place the joint in the 6G fixed position, using an 1/8" E6010 and a keyhole
techniqueh. Weld the root pass upward producing a root weld which is well fused and
has a 1/16" weld reinforcement above the platei. Chip slag and wire brush. Grind any lack of fusion and/or high spotsj. Weld balance of groove upward with 3/32" or 1/8" E7018 using the
stringer bead techniquek. Visually inspect weld on the root and face sides to ASME Section 91. Remove four guided bend specimens from 2:00, 4:00, 8:00 and 10:00
positions prepared and two & eight are root bend specimens. Four & tenare face bend specimens. Guided bend tests are evaluated to ASMESection 9 criteria
2. Create SMAW Pipe to ASME Section 9a. Bevel two pieces of pipe to 30° bevel angle using oxy-fuel gas cutting
equipmentb. Clean bevel face and a 3/32" root face is applied using a hand held grinderc. Set welding condition to weld open rootsd. Tack pipe nipples together to form a V groove with a 1/8" root openinge. Place pipe in the 5G fixed position. The root pass is welded and cleaned by
wire brushingf. Weld balance of the V groove with this procedureg. Visual inspection is made and evaluated by ASME Section 9h. Make four bend samples and evaluate by ASME Section 9
D. PIPE WELDING - SMAW1. Produce End Preparations
a. Produce end preparations with oxy-fuel cuttingb. Produce end preparations with plasma cuttingc. Produce end preparations with mechanical cuttingd. Produce end preparations with grinding
2. Fit and Tack Weld Pipea. Cut and single bevel pipe to 37 1/2°b. Ground bevel face and touch up to within tolerances
i62

c. Check that pipe ends are square within given tolerancesd. Prepare root face within given tolerancese. Align pipe to within given tolerancesf. Set root opening to within given tolerancesg. Tack pipe according to welding procedure specification - maintaining root
opening3. Roll Weld Open Root Pass on Pipe - 1G Position
a. Fit up and tack pipe joint using 1/8" E6010 electrode, weld the root passon pipe in the 1 o'clock to (2:00 o'clock position) according to procedureusing the roll welding technique
b. Weld remainder of pipe in the 1G roll welding position with E6010c. Weld the remaining portion of the groove using the weave technique using
5/32" E6010 electrode roll4. Weld Open Root Pipe Joint - 2G Position
a. Weld using 1/8" E6010b. Cut and grind pipe ends will be to single bevel edge preparations of 37 1/2°c. Fit together the two pipe ends to a single V edge preparation with given
tolerancesd. Weld root pass to ASME Section 9 requirementse. Fill balance of the groove with E6010 using the stringer technique to
ASME Section 9 requirements5. Weld Pipe Open Root Passes All Positions Using GMAW
a. Set up GMAW equipmentb. Adjust wire feeder drive systemc. Adjust shielding gas system and flow rated. Adjust GMAW gun to allow proper tip to work distance and gas coveragee. Set welding condition for short circuit transfer - Wire Feed Speedf. Set welding condition for short circuit transfer - Voltageg. Set welding condition for short circuit transfer - Tip to work Distanceh. Weld root using a string bead technique
6. Weld Pipe With Backing Using FCAW-Ga. Bevel pipe endsb. Touch up bevel face with grinderc. Fit and tack backing ring to one pipe endd. Fit other pipe over backing ringe. Adjust gap and tack in placef. Adjust shielding gas flowg. Adjust wire feed systemh. Adjust power source to procedure specificationi. Set wire feed speed to procedure specificationj. Adjust voltage to procedure specificationk. Adjust inductance to procedure specification1. Adjust GMAW gun for tip to work distance and shielding gasm. Weld according to procedure specification
E. MAINTAIN HOUSEKEEPING1. Clean Work Area and Insure That No Safety Hazards Exist
a. Sweep table top and floor in work area
1 6 3
b. Clean equipment and toolsc. Return tools to proper storage aread. Dispose of waste materials and scrap in their proper receptacle containers
and storage arease. Store all unused materials to their respective storage areas
COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedules
164

a. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, andmessages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, andprocesses symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problemsReasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.
165

WLD 14104/072696
1. Responsibility: Exerts a high level of effort and perseveres towards goalattainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasksc. successfully completes tasks with quality results
3. Sociability: Demonstrates understanding, friendliness, adaptability,empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
166

Machine Tool Advanced SkillsTechnology Program
COURSE SYLLABUS
VISUAL INSPECTION OF WELDS
167

MAST PROGRAMCOURSE SYLLABUS
VISUAL INSPECTION OF WELDS
Lecture hours/week: 3
COURSE DESCRIPTION:
Lab hours/week: 0 Credit hours: 3
Using visual inspection, the student will determine ifa weld meets given code requirements insize, configuration, profile, process, acceptable discontinuities, print requirements, procedurerequirements, qualification requirements, etc.
PREREQUISITES: NONE
COURSE OBJECTIVES:
After the successful completion of this course the student will be able to:1. Given a lecture/discussion on the Metric measuring system as it pertains to welded
structures, the student will be able to convert standard measurements to metricmeasurements as they pertain to welding of the various joints to a 3BM training standard
2. Given a lecture/discussion on joint design, the student will identify the parts to a weldedjoint to a "C" Training Standard
3. Given a lecture/discussion on joint design, the student will use various tools to give adescription of the joint and detail to a "C" Training Standard of 3
4. Given a lecture/discussion on weld bead types, the student will identify selected weldsamples to a "C" Training Standard
5. Given a lecture/discussion and demonstration on welding processes, the student willidentify welding processes to a Student Training Standard (3BM)
6. Given a lecture/discussion on visual weld defects, the student will identify welddiscontinuities to a 3B/B Training Standard
7. Given a lecture/discussion on selected codes, the student will classify asacceptable/unacceptable selected weld samples to a 3B/C Training Standard
8. Given a lecture/discussion on the procedure for weld inspection the student will explainand document a weld inspection to a 3B/B Training Standard
9. Given a lecture/discussion on weld size and weld gauges the student will gage variouswelds to a Student Training Standard (3BM)
10. The student will produce a 10 page written report on visual welding inspection as it relatesto a gien welding process
REQUIRED COURSE MATERIALS:
Textbook: American Welding Society. Welding Inspection, 2nd Edition, Miami, FL, 1980
168

Supplies: None required
METHODS OF INSTRUCTION:
Lecture: Didactic presentations will include lecture, video and demonstrations.
Method of Evaluation: A student's grade will be based on multiple measures of performance.The assessment will measure development of independent critical thinking skills and will includeevaluation of the student's ability to:1. perform the manipulative skills of the craft as required to satisfactorily complete
laboratory assignments2. apply theory to laboratory assignments3. satisfactorily perform on written, oral, and practical examinations4. satisfactorily perform on outside assignments including writing assignments5. contribute to class discussions6. maintain attendance per current policy7. follow all shop rules and safety regulations as stated in the laboratory manual
LECTURE OUTLINE:Lecture Topics Text Reference Page Contact Hrs.
Convert standard measurements tometric measurements 4
Identify parts to a welded joint 4Use various tools to give a description
of the joint 4Identify selected weld samples 4Identify welding processes 12Identify weld discontinuities 8Classify as acceptable/unacceptable
selected weld samples 6Explain and document a weld inspection 4Gage various welds 2Produce a ten page written report
Total Lecture Hours 48
COURSE OBJECTIVES: TECHNICAL COMPETENCIES
After the successful completion of this course the student will be able to:A. QUALITY INSPECTIONS
1. Perform Visual Checksa. Identify common welding defectsb. List terms for common welding defectsc. Rate common welding defects in order of severityd. Name size of limitations for defects given under various codes
169

COURSE OBJECTIVES: SCANS COMPETENCIES
The Secretary's Commission on Achieving Necessary Skills (SCANS), U S. Department ofLabor, has identified in its "AMERICA 2000 REPORT" that all students should develop a newset of competencies and foundation skills if they are to enjoy a productive, full and satisfyinglife. These are in addition to the Technical Workplace Competencies required by industry.SCANS is made up of five competencies and a three-part foundation of skills and personalqualities that are needed for solid job performance.
The following activities will be performed by each student for successful completion of thiscourse:
I. COMPETENCIESA. Resources: Identifies, organizes, plans, and allocates resources
1. self paced instruction with very little supervision requires time management2. projects require materials acquisition
B. Interpersonal: Works with others1. lab and class requires team work and cooperation to complete projects2. safety requires mutual cooperation, vigilance and communicationInformation: Acquires and uses information1. reading assignments contain material students are responsible for which are
to be obtained no where else2. lecture notes and research paper3. this is demonstrated by student's ability to complete projects
D. Systems: Understands complex inter-relationships1. program is geared toward training students to work and operate
technology and system2. as the students learn welding skills they learn to monitor and correct their
own performanceE. Technology: Works with a variety of technologies
1. projects require selection of various technologies2. all projects require applied technology3. constant trouble shooting is required
II. FOUNDATION SKILLSA. Basic Skills: Reads, writes, performs arithmetic and mathematical operations,
listens and speaks.1. Reading: Locates, understands, and interprets written information in
prose and in documents such as manuals, graphs, and schedulesa. reads and comprehends homework assignmentsb. reads complicated written instruction
2. Writing: Communicates thoughts, ideas, information, and messages inwriting and creates documents such as letters, directions, manuals,reports, graphs, and flow chartsa. completes written assignments and reportsb. completes written essay questions
170

3. Arithmetic/Mathematics: Perform basic computations and approachespractical problems by choosing appropriately from a variety ofmathematical techniquesa. converts fractions to decimalsb. converts decimals to fractionsc. adds, subtracts, multiplies and divides fractionsd. computes angles
4. Listening: Receives, attends to, interprets, and responds to verbalmessages and other cuesa. attends lecturesb. interprets complicated verbal instructions
5. Speaking: Organizes ideas and communicates orallya. responds to oral quiz questionsb. capsulizes lecture information
B. Thinking Skills: Thinks creatively, makes decisions, solves problems, visualizes,knows how to learn and reasons.1. Decision Making: Specifies goals and constraints, generates alternatives,
considers risks, and evaluates and chooses best alternativea. identifies personal goalsb. identifies actions required to accomplish personal goals
2. Problem Solving: Recognizes problems and devises and implements planof actiona. answer assigned questionsb. makes daily accommodations to stay on schedule
3. Seeing Things In the Mind's Eye: Organizes, and processes symbols,pictures, graphs, objects, and other informationa. understands both written and verbal instructionsb. understands step by step procedure to produce given tasks
4. Knowing How to Learn: Use efficient learning techniques to acquire andapply new knowledge and skillsa. tasks require individualized practice to develop learning skillsb. recognizes information to solve specific problems
5. Reasoning: Discovers a rule or principle underlying the relationshipbetween two or more objects and applies it when solving a problema. understands welding terminologyb. interprets different welding techniquesc. chooses processes to accomplish specific tasksd. chooses procedures to accomplish specific tasks
Personal Qualities: Displays responsibility, self-esteem, sociability, self-management, and integrity and honesty.1. Responsibility: Exerts a high level of effort and perseveres towards goal
attainmenta. develops good work ethic
2. Self-Esteem: Believes in own self-worth and maintains a positive view ofselfa. achievement in class objectivesb. ability to learn very challenging tasks
171

WLD 16004/072696
c. successfully completes tasks with quality results3. Sociability: Demonstrates understanding, friendliness, adaptability,
empathy, and politeness in group settingsa. working together with other students in safetyb. working together with other students in learningc. assigned to group projects and assignments
4. Integrity/Honesty: Chooses ethical courses of actiona. accepts responsibility for own actionsb. exhibits personal honesty at all timesc. works with expensive tools and equipment - prompted to report all
problems
1 72

APPENDIX A - INDUSTRY COMPETENCY PROFILES
The following pages contain the individual Competency Profiles for each of the companiessurveyed by the MAST development center for the occupational specialty area of . TheseCompetency Profiles/skill standards were used to develop the curriculum for the pilot program.
The participation of the companies as partners in the MAST effort is greatly appreciated. Eachcompany has approved the use of its logo in MAST materials. None of the participatingcompanies shall be held responsible or liable for any of the findings of the project.
173

SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mun
icat
ion
Skill
sU
se M
easu
rem
ent T
ools
Use
Ins
pect
ion
Dev
ices
Mat
hem
atic
al S
kills
Rea
ding
AV
ritin
g Sk
ills
Kno
wle
dge
of S
afet
y R
egul
atio
nsPr
actic
e Sa
fety
in th
e W
orkp
lace
Org
aniz
atio
nal S
kills
Kno
wle
dge
of C
ompa
ny P
olic
ies/
Proc
edur
esM
echa
nica
l Apt
itude
Abi
lity
to C
ompr
ehen
d W
ritte
n/V
erba
l Ins
truc
tions
Kno
wle
dge
of C
uttin
g Fl
uids
/Lub
rica
nts
Bas
ic K
now
ledg
e of
Fas
tene
rA
bilit
y to
Wor
k as
Par
t of
a T
eam
Con
vene
in th
e T
echn
ical
Lan
guag
e of
the
Tra
deK
now
ledg
e of
Occ
upat
iona
l Opp
ortu
nitie
sK
now
ledg
e of
Em
ploy
ee/E
mpl
oyer
Res
pons
ibili
ties
Kno
wle
dge
of C
ompa
ny Q
ualit
y A
ssur
ance
Act
iviti
esPr
actic
e Q
ualit
y-C
onsc
ious
ness
in P
erfo
rman
ce o
f th
e Jo
b
TE
XA
S ST
AT
E T
EC
HN
ICA
L C
OL
LE
GE
WA
CO
MA
ST P
RO
GR
AM
RE
PRE
SEN
TA
TIV
ES
DR
. HU
GH
K. R
OG
ER
SD
iect
or
DR
. JO
N B
OT
SFO
RD
Ani
s= D
irec
tei
JOE
PE
NIC
KPr
ojec
t Coo
rdin
ator
TE
RR
Y S
AW
MA
Res
cush
Caa
rdia
tor
WA
LL
AC
E P
EL
TO
NSi
te C
oonf
mat
or
RO
SE M
AR
Y T
IMM
ON
SSo
k/ S
ecre
lane
Stat
isdc
ian
Furn
ishe
d B
y:M
ICH
AE
L C
AN
AD
AA
ssis
tant
Dtr
edar
at M
anuf
acbu
treg
RIC
HA
RD
K W
ON
GSr
. Man
ufac
trhi
g E
ngag
er
JUA
N S
ILV
AW
elde
r
Te&
glZ
lege
Wac
o
174
TR
AIT
S A
ND
AT
TIT
UD
ES
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Con
scie
ntio
usM
otiv
atio
nR
espo
nsib
lePh
ysic
al A
bilit
yPr
ofes
sion
alT
rust
wor
thy
Cus
tom
er R
elat
ions
Pers
onal
Eth
ics
TO
OL
S A
ND
EQ
UIP
ME
NT
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
CO
MPE
TE
NC
Y P
RO
FIL
E
Wel
der
Prep
ared
By
M.A
.S.T
.M
achi
ne T
ool A
dvan
ced
Skill
sT
echn
olog
y Pr
ogra
man
dC
onso
rtia
Par
tner
s(V
.199
J400
08)
RC
= Wac
o
BE
ST C
OPY
AV
AIL
AB
LE
175

WE
LD
ER
....
inte
rpre
t dra
win
gs; c
ut a
nd p
repa
re m
ater
ials
; lay
out a
nd f
itup
wor
k; s
elec
t and
set
up w
eldi
ng d
evic
es; a
nd p
erfo
rmw
eldi
ngop
erat
ions
nec
essa
ry to
pro
duce
a w
orkp
iece
fab
rica
ted
to s
tand
ard.
Tas
ksD
utie
s
APr
im**
Safe
ty
Det
erm
ine
Wel
d- R
elat
edR
equi
rem
ents
Ope
rate
GM
AW
and
FCA
WE
quip
men
t
Ope
rate
Gas
Man
atee
Arc
FW
eldi
ng (
GT
AW
)ul
mee
t
Har
dsur
face
Met
al P
arts
and
Wel
d C
ast
Iron
Perf
orm
Oxy
acet
ylen
eH
Wel
ding
and
Cut
ting
I
176 J
B01
1/IN
WL
Trs
oM
AS9
1101
381,
1
A-I
Fol
low
safe
ty m
anua
lsan
d al
l saf
ety
regu
latio
ns/
requ
irem
ents
A-2
Set
up
and
use
wel
ding
equi
pmen
t
A-3
Wea
rpe
rson
al s
afet
yeq
uipm
ent
A-4
Mai
ntai
n a
clea
n an
d sa
few
ork
envi
ron-
mer
it
B-I
Int
erpr
etdr
awin
gs a
ndbl
uepr
ints
B-2
Per
form
mea
sure
men
tan
d in
spec
tion
B-3
Ana
lyze
Bill
of
Mat
eri-
ales
(13
0M)
8-4
Set-
upw
eldi
ngpr
oces
s(m
)
B-5
Ide
ntif
yel
ectr
ical
Gm
-da
men
tals
'
C-I
Use
jigs
and
fixt
ures
inla
yout
and
fitu
p
C2
Prep
are
join
ts f
or w
eld-
IllA
wal
l oxY
-ru
m. W
as=
arc
and/
or a
irca
rbon
arc
C-3
Ide
ntif
y th
eva
riou
s st
ruc-
nag
shap
es a
ndth
e pr
epar
atio
nof
sam
e fo
r la
y-ou
t and
fitu
p
C-4
Ide
ntif
ym
etho
ds f
or..,
..'"'
ll""a
lin.
stn
end
nusc
hine
rypa
rts
C-5
Pre
pare
join
ts f
or w
eld-
mg
with
me-
chan
ical
mea
ns
C-6
Per
form
post
-fab
rics
-tio
n ac
tiviti
es
C-7
Ope
rate
shee
tmet
albr
ake
C-8
Col
d ro
llst
eel a
ndal
umin
um p
late
D-1
Ide
ntif
ySM
AW
wel
d-in
g va
riab
les
D-2
Ide
ntif
yth
e va
riou
sty
pes
ofSM
AW
pow
erso
urce
s
D-3
Pro
perl
yse
lect
the
cor-
rod
elec
trod
esfo
r va
riou
s A
ISI
stee
ls a
nd w
eld-
trig
app
licat
ions
D-4
Per
form
SMA
W o
n a
stee
l pla
te to
asa
tisfa
ctor
yqu
ality
leve
l
D-5
Per
form
in-p
roce
sa r
e-w
ork
D-6
Per
form
in-p
roce
ss w
eld
insp
ectio
n
D-7
Wel
d pi
peof
var
ious
ma-
tenn
is in
Win
-or
s po
sitio
ns
&I
Iden
tify
OM
AW
and
FCA
W e
quip
-m
elt
E-2
Mat
chel
ectr
ode
mat
e-ri
al to
var
ious
base
met
als
E-3
Ide
ntif
yw
eldi
ng v
an-
able
and
thei
ref
fect
s up
onw
eld
qual
ity
E-4
OM
AW
fille
t and
gro
ove
wel
ds o
n T
and
butt
join
ts w
ithsh
ort c
ircu
ittr
ansf
er m
etho
d
E-5
OM
AW
fille
t and
groo
ve w
elds
with
spr
aytr
ansf
erm
etho
d
E-6
FC
AW
mild
ste
el p
late
with
shi
elde
dan
d no
n-sh
ield
ed c
ore
E-7
Per
form
in-p
roce
ss.
rew
ork
E-8
Per
form
in-
proc
ess
wel
din
spec
tion
E-9
FC
AW
pipe
of
vari
ous
mat
eria
ls in
vari
ous
posi
-tio
ns
F-I
Iden
tify
OT
AW
equ
ip-
mar
t
F-2
Mat
chel
ectr
odes
tova
riou
s ba
sem
etal
s
F-3
Iden
tify
OT
AW
wel
ding
vari
able
s an
dth
eir
effe
cts
onw
eld
qual
ity
F-4
OT
AW
fit-
wel
d in
isdn
f:ri
gdbu
n jo
int,
onva
ns m
etal
sin
var
ious
pos
i-tio
ns
F-5
Perf
orm
in-p
roce
ssF-
6 Pe
rfor
min
-prc
cess
wel
din
spec
tion
rew
ork
0-1
Har
d-0-
2 Id
entif
yca
st ir
on a
ndca
st s
teel
and
prep
are
for
wel
ding
0-3
SMA
Wca
st ir
on0-
4 Pe
rfor
m in
-0-
5 Pe
rfor
min
-pro
cess
wel
din
spec
tion
surf
ace
carb
onan
d al
loy
stee
lspr
oces
s re
wor
k
H-I
Ide
ntif
yth
e fu
nctio
n of
equi
pmen
t and
cons
tana
bles
H-2
Wel
d m
ildst
eel s
heet
met
al
H-3
Bru
mfi
eld
stee
l and
cas
tir
on
H-4
Use
app
ro-
pria
te b
razi
ngte
chni
ques
tobr
aze
vari
ous
type
s of
tubi
ng
H-5
Cut
mild
stee
l pla
te}1
-6 L
ead
fill
join
ts
I-I
Iden
tify
and
set u
p th
eeq
uipm
ent a
s-so
ciat
ed w
ithA
AC
cut
ting
I-2
Ope
rate
air
carb
on a
rc c
ut-
ting
equi
pmen
t
17I-
I Id
entif
yan
d se
t up
PAC
equi
pmen
t
I-2
Ope
rate
Plas
ma
Arc
Cur
ling
equi
p-m
ent
BE
ST C
OPY
AV
AIL
AR
I P

Sal
t MI M
B11
1111
1111
11.1
1111
OM
all
MIN
1111
111
10=
IIN
ISV
IM
Dut
ies
6001
1111
1211
10
ItAS
TA
IMO
M
Tas
ks
K-1
Use
K-2
Use
K-3
Set
up
K-4
Ope
rate
com
pute
rva
rious
auto
mat
edau
tom
ated
oper
atin
gsy
stem
sco
mpu
ter
appl
icat
ions
wel
ding
sta
tion
wel
ding
sta
tion
179
SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mun
icat
ion
Skill
sU
se M
easu
rem
ent T
ools
Use
Ins
pect
ion
Dev
ices
Mat
hem
atic
al S
kills
Rea
ding
/Wri
ting
Skill
sK
now
ledg
e of
Saf
ety
Reg
ulat
ions
Prac
tice
Safe
ty in
the
Wor
kpla
ceO
rgan
izat
iona
l Shr
ills
Kno
wle
dge
of C
ompa
ny P
olic
ies/
Proc
edur
esM
echa
nica
l Apt
itude
Abi
lity
to C
ompr
ehen
d W
ritte
n/V
erba
l Ins
truc
tions
Bas
ic K
now
ledg
e of
Fas
tene
rsA
bilit
y to
Wor
k as
Par
t of
a T
eam
Con
vers
e in
the
Tec
hnic
al L
angu
age
of th
e T
rade
Kno
wle
dge
of O
ccup
atio
nal O
ppor
tuni
ties
Kno
wle
dge
of E
mpl
oyec
/Em
ploy
er R
espo
nsib
ilitie
sK
now
ledg
e of
Com
pany
Qua
lity
Ass
uran
ce A
ctiv
ities
Prac
tice
Qua
lity-
Con
scio
usne
ss in
Per
form
ance
of
the
Job
TE
XA
S ST
AT
E T
EC
HN
ICA
L C
OL
LE
GE
WA
CO
MA
ST P
RO
GR
AM
RE
PRE
SEN
TA
TIV
ES
DR
. HU
GH
RO
OE
RS
Die
ctor
DR
. JO
N B
OT
SFO
RD
Am
istir
t Dir
ect"
JOE
PE
NIC
KR
iled
Coo
rdin
gnr
TE
RR
Y S
AW
MA
Res
erch
Coa
l:Mat
er
WA
LL
AC
E P
EL
TO
NSi
n C
oadn
oby
RO
SE M
AR
Y T
IMM
ON
S
Seni
or S
aret
aryS
tatis
tichn
Furn
ishe
d B
y:L
AR
RY
WR
IGH
TT
HO
MA
S M
EJO
RA
DO
mcg
'iffi
ttg
180
TR
AIT
S A
ND
AT
TIT
UD
ES
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Ptm
ctua
lity
Dep
enda
bilit
yH
ones
tyN
eatn
ess
Safe
ty C
onsc
ient
ious
Mot
ivat
ion
Res
pons
ible
Phys
ical
Abi
lity
Prof
essi
onal
Tru
stw
orth
yC
usto
mer
Rel
atio
nsPe
rson
al E
thic
s
TO
OL
S A
ND
EQ
UIP
ME
NT
Mec
hani
c's
Too
ls (
e.g.
, too
lbox
, wre
nche
s,so
cket
s, h
amm
ers,
etc
.M
easu
ring
Too
lsPo
wer
Too
lsD
rill
Pres
ses
Pow
er S
aws
Pow
er D
rills
Hyd
raul
ic/A
rbor
Pre
ssSM
AW
Equ
ipm
ent
(MA
W E
quip
men
tFC
AW
Equ
ipm
ent
Plas
ma
Arc
Cut
ter
Oxy
acet
ylen
e E
quip
men
tA
ix C
arbo
n A
rc C
utte
rE
xoth
erm
ic R
od C
utte
r (M
ini T
orch
)T
rack
Tor
chA
lignm
ent/C
alib
ratio
n T
ools
Com
pute
rFo
rklif
tPe
rson
al S
afet
y E
quip
men
tT
ool S
tora
ge E
quip
men
tW
orkb
ench
esV
ises
Pede
stal
Gri
nder
sA
ir C
ompr
esso
rA
ir P
ower
ed T
ools
Hyd
raul
ic J
ack
Cha
in H
oist
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
CO
MPE
TE
NC
Y P
RO
FIL
E
Wel
der
Prep
ared
By
M.A
.S.T
.M
achi
ne T
ool A
dvan
ced
Skill
sT
echn
olog
y Pr
ogra
man
dC
onso
rtia
Par
tner
s(V
.199
J400
08)
r'NIn
cas
Si* eg
elia
chni
cal c
ou%
boo
DID
AR
RC
O.
CA
T
181

WE
LD
ER
....
inte
rpre
t dra
win
gs; c
ut a
nd p
repa
re m
ater
ials
; lay
out a
nd f
itup
wor
k; s
elec
t and
set
up w
eldi
ng d
evic
es; a
nd p
erfo
rm w
eldi
ngop
erat
ions
nec
essa
ry to
pro
duce
a w
orkp
iece
fab
rica
ted
to s
tand
ard.
4T
asks
Dut
ies
B C
Perf
orm
Shie
lded
Met
alA
rc W
eldi
ng(S
MA
W)
Ope
rate
GM
AW
and
FCA
WE
quip
men
t
Ope
rate
Gas
Men
nen
Arc
FW
eldi
ng (
GT
AW
)ul
mea
t
Har
dsur
face
Met
al P
arts
and
Wel
d C
ast
Iron
Perf
orm
Oxy
acet
ylen
eW
eldi
ng a
ndC
uttin
g
DA
UM
ITM
AS
Taw
es
Perf
orm
Plas
ma
Arc
Cut
ting
(PA
C)
A-I
Fol
low
safe
ty m
anua
lsan
d al
l saf
ety
regu
latio
ns/
requ
irem
ents
A-2
Set
up
and
use
wel
ding
equi
pmen
t
A-3
Wea
rpe
rson
al s
afet
yeq
uipm
ent
A-4
Mai
ntai
n a
clea
n an
d sa
few
ork
envi
ron-
mar
t
B-1
Int
erpr
etdr
awin
gs a
ndbl
uepr
ints
B-2
Per
form
mea
sure
men
tan
d im
pect
ion
B-3
Ana
lyze
Bill
of
Mat
eri-
als
(30M
)
B-4
Set
-up
wel
ding
proc
ess(
es)
B-5
Ide
ntif
yel
ectr
ical
fin
t-da
men
tals
C-I
Use
jigs
and
fact
ures
inla
yout
and
fitu
p
C-2
Pre
pare
join
ts f
or w
eld-
mg
with
oxy
-fu
el. P
lasm
aar
can
d/or
air
carb
on a
rc
C-3
Ide
ntif
y th
eva
riou
s st
ruc-
tura
l sha
pes
and
the
PreP
arat
ion
of s
ame
for
lay-
out a
nd f
itup
C-4
Ide
ntif
y.._
_,...
met
hods
fPL
and
rem
ovm
gn.
aged
str
iictu
ral
and
mac
hine
rypa
rts
C-5
Pre
pare
join
ts f
or w
eld-
mg
with
me-
chan
ical
mea
ns
C-6
Per
form
post
-fab
riC
a-tio
n ac
tiviti
es
D-I
Ide
ntif
ySM
AW
wel
d-fr
ig v
aria
bles
D-2
Ide
ntif
yth
e va
riou
sty
pes
ofSM
AW
pow
erso
urce
s
D-3
Pro
perl
yse
lect
the
cot-
red
elec
trod
esfo
r va
riou
s A
IMst
eels
and
wel
d-in
g ap
plic
atio
ns
D-4
Per
form
SMA
W o
n a
stee
l pla
te to
asa
tisfa
ctor
yqu
ality
leve
l
8-5
Perf
orm
in-p
roce
ss r
e-w
ork
D-6
Per
form
in-p
roce
ss w
eld
insp
ectio
n
D-7
Wel
d pi
peof
var
ious
Ma'
tain
ts in
var
i-ou
s po
sitio
ns
E.-
I Id
entif
yO
MA
W I
ndFC
AW
equ
ip-
mar
t
8-2
Mat
chel
ectr
ode
mat
e-ri
al to
var
ious
base
met
als
E-3
Ide
ntif
yw
eldi
ng v
an-
able
r an
d th
eir
effe
cts
upon
wel
d qu
ality
E-4
OM
AW
fille
t and
gro
ove
wel
ds o
n T
and
butt
join
ts w
ithsh
ort c
ircu
ittr
ansf
er m
etho
d
8-5
OM
AW
fille
t and
groo
ve w
elds
with
spr
aytr
ansf
erm
etho
d
8-6
FCA
Wm
ild s
teel
pla
tew
ith s
hiel
ded
and
non-
shie
lded
cor
e
B-7
Per
form
in-p
roce
ssF.
-13
Perf
orm
in-
proc
esw
eld
insp
ectio
nre
wor
k
F-I
Iden
tify
OT
AW
equ
ip-
mer
e
F-2
Mat
chel
ectr
odes
tova
riou
s ba
sem
etal
s
F-3
Iden
tify
OT
AW
wel
ding
vari
able
s an
dth
eir
effe
cts
onw
eld
qual
ity
F-4
OT
AW
51-
let I
ds o
ngrr
igd
wel
dson
yeri
ow m
etal
sin
var
ious
pos
i-tio
ns
F-5
Perf
orm
in-p
roce
ssre
wor
k
F-6
Perf
orm
in-p
roce
ss w
eld
insp
ectio
n
0-1
Har
d-su
rfac
e ca
rbon
and
allo
y st
eels
0-2
Iden
tify
cast
iron
and
cast
ste
el a
ndpr
epar
e fo
rw
eldi
ng
0-3
SMA
Wca
st ir
on0-
4 Pe
rfor
m in
-pr
oces
s re
wor
k0-
5 Pe
rfor
min
oms
wel
din
spec
tion
H-1
Ide
ntif
yth
e fu
nctio
n of
equi
pmen
t and
cons
umab
les
H-2
Wel
d m
ildst
eel s
heet
met
al
H-3
Bra
zew
eld
stee
l and
cas
tir
on
H-4
Use
app
ro-
pria
te b
razi
ngte
chni
ques
tobr
aze
vari
ous
type
s of
tubi
ng
H-5
Cut
mild
stee
l pla
teH
-6 O
pera
teto
rch
trac
kcu
tter
I-1
Iden
tify
and
set u
p th
eeq
uipm
ent a
s-so
ciat
ed w
ithA
AC
cut
ting
1-2
Ope
rate
air
carb
on a
rc c
ut-
tins
equi
pmen
t
1-3
Ope
rate
exot
herm
ic r
odcu
tter
(min
ito
rch)
1-I
Iden
tify
and
set u
p PA
Ceq
uipm
ent
1-2
Ope
rate
Pleu
ra A
rcO
dd%
equ
ip -
min
t
.-1
r.7.
...
(--) .0
BE
ST C
OPY
AV
AIL
AR
t F

SKIL
LS
AN
D K
NO
WL
ED
GE
icat
ionS
ills
Use
Mea
sure
men
t Too
lsU
se I
nspe
ctio
n D
evic
esM
athe
mat
ical
Ski
llsR
eadi
ng/ W
ritin
g Sk
ills
Kno
wle
dge
of S
afet
y R
egul
atio
nsPr
actic
e Sa
fety
in th
e W
orkp
lace
Org
aniz
atio
nal S
kills
Mec
hani
cal A
ptitu
deA
bilit
y to
Com
preh
end
Wri
ttenN
abal
Ins
true
tions
Bas
ic K
now
ledg
e of
Fas
tene
rsA
bilit
y to
Wor
k as
Par
t ofa
Tea
mC
onve
rse
in th
e T
echn
ical
Lan
guag
e of
the
Tra
deK
now
ledg
e of
Occ
upat
iona
l Opp
ortu
nitie
sK
now
ledg
e of
Em
ploy
e e/
Em
ploy
er R
espo
nsib
ilitie
sK
now
ledg
e of
Com
pany
Qua
lity
Impr
ovem
ent A
ctiv
ities
Prac
tice
Qua
lity-
Con
scio
usne
ss in
Per
form
ance
of
the
Job
CE
NT
RA
L F
LO
RID
A C
OM
MU
NIT
Y C
OL
LE
GE
PRO
GR
AM
RE
PRE
SEN
TA
TIV
ES
DR
. HU
CH
-I R
OG
ER
SD
eont
icsh
lical
Edu
catio
n
MIK
E F
OX
Dir
ecto
r/In
dust
ry S
ervi
ces
LA
RR
YM
YFO
RD
Coo
rdin
ator
/Man
ufac
turi
ng T
echn
olog
y
RIC
HA
RD
MA
SEY
butr
ucto
r/W
eldi
ng
KE
ND
EV
IHU
RST
Inst
ruct
or/I
ndus
tria
l Mac
hine
ry M
aint
enan
ce a
nd R
epai
r
EM
ER
GE
NC
Y O
NE
, IN
C.
MA
NA
GE
ME
NT
TE
AM
AN
DE
XPE
RT
WO
RK
ER
S
DA
N W
OM
BO
LD
, Vic
e Pr
esid
ent H
uman
Res
ourc
esJI
M W
HIT
E, V
ice
Pres
iden
t/Man
ufac
turi
ngB
ILL
RH
OD
ES,
Pro
duct
ion
Man
ager
/Bod
y Pl
ant
RO
N S
TE
PHE
NS,
Hum
an R
esou
rces
Man
ager
EL
AIN
E S
WIO
AR
T, H
uman
Res
ourc
es S
uper
viso
rD
ON
NA
TA
CK
ET
T, H
ealth
& S
afet
y Su
perv
isor
BIL
L R
HO
DE
S, P
rodu
ctio
n M
anag
eriB
ody
Plan
t
184
TR
AIT
S A
ND
AT
TIT
UD
ES
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Aw
aren
ess
Mot
ivat
ion
Res
pons
ible
Phys
ical
Abi
lity
Prof
essi
onal
Tru
stw
orth
yC
usto
mer
Rel
atio
nsPe
rson
al E
thic
s
TO
OL
S A
ND
EQ
UIP
ME
NT
Mec
hani
c's
Too
ls (
e.g,
tool
box,
wre
nche
s,so
cket
s, h
amm
ers,
etc
.)M
easu
ring
Too
lsPo
wer
Too
lsD
rill
Pres
ses
Pow
er S
aws
Pow
er D
rills
Hyd
raul
ic/A
rbor
Pre
ssSM
AW
Equ
ipm
ent
OM
AW
Equ
ipm
ent
Plas
ma
Arc
Cut
ter
Oxy
acet
ylen
e E
quip
men
tA
ir C
arbo
n A
rc C
utte
rE
xoth
erm
ic R
od C
utte
r (M
ini T
orch
)T
rack
Tor
chA
lignm
ent/C
alib
ratio
n T
ools
Com
pute
rFo
rldi
tt
Pers
onal
Saf
ety
Equ
ipm
ent
Wor
kben
ches
Vis
esPe
dest
al G
rind
ers
Air
Com
pres
sor
Air
Pow
ered
Too
lsH
ydra
ulic
Jac
kC
hain
Hoi
st
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
Use
ofA
utom
ated
Han
dlin
g E
quip
men
tU
se o
f A
utom
ated
Wel
ding
Equ
ipm
ent
Env
iron
men
tal C
once
rns
CO
MPE
TE
NC
Y P
RO
FIL
E
Wel
ding
Tec
hnic
ian
Prep
ared
by
Cen
tral
Flo
rida
Com
mun
ity C
olle
ge
and
Em
erge
ncy
One
, Inc
.
Dec
embe
r 19
95
185

Cr-
alts
)D
utie
s
A
Dem
onst
rate
Com
mun
icat
ion
Ski
lls
Mat
hem
atic
alS
kIlls
Oxy
acet
ylen
eW
eldi
ng a
ndC
allin
g
186 J
5501
1111
, net
WA
ST
A7/
0403
04
WE
LD
ER
...In
teip
ret d
raw
ings
; cut
and
pre
pare
mat
eria
ls; l
ayou
t and
fitu
p w
ork,
sel
ect a
nd s
etup
wel
ding
dev
ices
; and
per
form
wel
ding
oper
atio
ns n
eces
sary
to p
rodu
ce a
wor
kpie
ce f
abri
cate
d to
sta
ndar
d.
Tas
ksA
-1D
emon
-M
ete
unde
r -
stan
ding
of
safe
ty r
ules
A-2
Ass
ume
pers
onal
saf
ety
sand
ed"
for
self
and
othe
rs
A-3
Sup
port
all s
afet
ypr
actic
e an
dus
e pr
otec
tive
equi
pmen
t
A-4
Dem
on-
stat
e an
tind
er-
stan
ding
of
prop
er h
eard
-ou
s m
ater
ial
hand
ling
A-3
Kno
w fi
rst
aid
and
CP
RA
-6 P
ract
ice
safe
ty in
the
use
of to
ols
A-7
Wea
rpe
rson
al s
afet
yeq
uipm
ent
A-8
Mai
ntai
nsa
fe w
ork
stat
ion
A-9
Pro
tect
from
AR
CH
ash
A-I
0 D
emon
-M
ate
eye
safe
typr
ecau
tions
A-1
1 P
erfo
rmgr
indi
ng a
ndbr
ushi
ngte
chni
que
safe
ty
A -
12 M
aint
ain
adeq
uate
vani
lltio
n
A-1
3 M
ark
"hot
-wor
k"
B-I
App
lypr
inci
ples
and
tool
s of
con
firm
-ou
s qu
ality
impr
ovem
ent
B-2
Und
erst
and
the
impo
rtan
ceof
qua
lity
in th
em
anuf
actu
ring
proc
ess
B-3
Impl
emen
tco
ncep
ts o
fqu
ality
in th
e.
wor
kpla
ce
8-4
Fol
low
the
Qua
lity
Pla
n an
dre
conu
nend
impr
ovem
ent,
in w
ork
met
hods
or to
olin
g
B-5
Est
ablis
hm
etho
ds, p
lans
and
proc
edur
esto
mai
ntai
n
qual
ity
C-1
Be
prom
ptan
d on
the
job
inac
cord
ance
with
wor
k sc
hedu
le
C-2
Val
ueho
nest
wor
ket
hics
, ded
ica-
lion,
and
rom
an-
abili
ty in
the
wor
kpla
ce
C-3
Dem
on-
stra
ta h
igh
mor
elva
lues
C-4
Dis
play
ane
at a
nd c
lean
wor
kpla
ce
C-5
Pra
ctic
eca
ndid
use
and
man
date
= o
fto
ols
and
equi
pmen
t
C-6
Be
com
mit-
ted
to e
xcel
lenc
ean
d qu
ality
C-7
Pre
sent
ago
od c
ream
yim
age
in a
ttire
and
attit
ude
C-8
Sup
port
apo
sitiv
e w
ork
envi
ronm
ent
C-9
Pra
ctic
e a
posi
tive
attit
ude
D-I
Be
an a
ctiv
elis
tene
rD
-2 D
emon
-M
ate
good
nadi
rs,
com
preh
ensi
onan
d w
ritin
g sk
ills
D-3
Be
able
todo
cum
ent
man
ufec
turin
gpr
oced
ures
D-4
Be
able
topr
epar
e ta
xon-
men
datio
ns fo
rco
ntin
uous
impr
ovem
ent
0-S
Sum
mar
ize
and
prio
ritiz
ew
ork
resp
ond-
Idea
s
D6
Be
able
togi
ve a
nd fo
llow
dire
ctio
nsac
cept
con
stru
e-liv
e cr
itici
sm
D-7
Be
able
tove
rbal
ly c
omm
u-ni
cate
with
co-w
orke
rs a
nd
man
agem
ent
E-1
Und
erst
and
the
role
s of
co-w
orke
rs
E-2
Res
pect
peer
rel
atio
n-sh
ips
E-3
Sha
rere
sour
ces
to
acco
mpl
ish
nece
ssar
y ta
sks
E-4
Fac
ilita
teth
e w
ork
ethi
cby
com
plet
ing
task
s on
tim
ean
d ac
cura
tely
P.-
5 B
e in
volv
edw
ith p
robl
emso
lvin
g
E-6
App
lycr
eativ
e th
inki
ngE
-7 S
uppo
rtpo
etis
e at
titud
eE
-8 E
ncou
rage
good
&el
inp
and
mor
ale
E-9
Und
erst
and
pinp
oint
and
goal
s of
the
orga
niza
tion
E-1
0 P
lan
and
agon
ize
wor
kas
team
E-1
1 B
e w
allin
gto
lead
in a
reas
ofkn
owle
dpan
d ex
pert
ise
E-1
2 D
emon
-st
rata
will
ing-
new
to le
arn
new
met
hods
and
skill
s
E-1
3 D
emon
-gr
ate
good
pers
onal
rela
tion
skill
s
F-1
Exh
ibit
unde
rsta
ndin
g of
beak
arit
hmet
icfu
nctio
ns
F-2
Exh
ibit
unde
man
ding
of c
onve
rtin
gfr
actio
ns a
ndde
cim
als
F-3
Dem
on-
stria
e pr
actic
alm
athe
mat
ics
inth
e us
e of
mes
a-su
rem
ent t
ools
F4
Inte
r-co
nver
t Met
ric/
Eng
lish
mea
sure
-m
eets
F-5
Per
form
prac
tical
mat
h-fa
natic
al a
pplic
a-lio
ns r
elev
ant t
oar
ea o
f wor
k
F6
Use
sel
l=st
atis
tics.
gra
phs.
and
darn a of ad
prob
kuso
lvin
g0-
11Id
entif
yan
d de
scrib
e th
elo
tion
of e
ach
piec
e of
equ
ip-
men
t
0-2
Iden
tify
the
safe
ty h
azar
ds0-
3 D
escr
ibe
prev
entiv
ean
d/or
pro
tect
ive
mea
sure
G-4
Lis
t the
wel
ding
var
iabl
esan
d de
scrib
eth
eir
effe
cts
onw
eld
qual
ity
0-S
Des
crib
eth
e A
WS
Oxy
-B
iel G
m W
eldi
ngR
od C
lass
ifies
-Li
on S
yste
m
0-6
Des
crib
ete
chni
ques
for
prev
entin
g at
redu
arig
wek
hng'
rela
ted
dist
ortio
n
0-7
Wel
d m
ildst
eel s
heet
met
alua
lril t
edal
leP
esth
at w
ill m
in m
'hn
the
effe
ct, o
fdi
stor
tion
0-8
List
the
verit
able
sem
acia
ted
with
cutti
ng
0-9
Cut
mild
stee
l pla
te in
safe
man
ner
H-1
Iden
tify
OM
AW
equ
ip-
mer
it
H-2
Iden
tify
the
safe
ty h
azar
ds11
-3 D
escr
ibe
the
prev
entiv
ean
d pr
otec
tive
mea
sure
s
H4
Iden
tity
wel
ding
var
iabl
esan
d th
eir
effe
cts
upon
wel
dqu
ality
H-5
Tro
uble
-sh
oot e
quip
men
tH
-6 D
escr
ibe
AW
S E
lect
rode
Cla
ssifi
catio
nS
yste
m
11-7
Des
crib
eA
lum
inum
Ass
oc.'s
Met
alC
lass
ifica
tion
Sys
tem
for
alum
inum
allo
ys
H-8
Des
sibe
mos
t com
mon
=la
bilit
y pr
ob.
lens
ass
ocia
ted
with
Men
emen
d co
pper
allo
ys
H-9
Per
form
OM
AW
fille
t and
meo
w w
elds
on
Tan
d bu
n jo
kes
onse
rious
met
als
inva
rious
Pee
ttlom
14-1
0 D
emon
-M
ate
Alu
min
umO
MA
W F
lat
fiona
onta
tW
ig;
Ove
rhea
d
H-1
1 D
escr
ibe
OM
AW
Fill
erW
ires
II-12
Dem
on -
Mat
e ab
ility
tore
pair
wel
ds
I-1
Iden
tify
OT
AW
equ
ip-
mea
t
1-2
Iden
tify
the
safe
ty 't
ende
d,1-
3 D
escr
ibe
the
prev
enta
tive
and
prot
ectiv
em
easu
res
1-4
Iden
tify
the
wel
ding
var
iabl
esan
d th
eir
effe
cts
upon
wel
dqu
ality
I-S
Tro
uble
-sh
oot
equi
pmen
t
1-6
Des
crib
eA
WS
Ele
ctro
deC
lass
ifica
tion
Sys
tem
I-7
Des
crib
eA
WS
Fill
erM
etal
Oss
ifica
tion
Sys
tem
1-8
Des
crib
eth
e P
lum
s A
rcC
artin
g (P
CA
)pr
oces
s
1-9
Per
form
OT
AW
fille
t di
som
e w
elds
cc T
and
but
tjo
ints
m v
ario
us=
Ws
in s
erio
uspo
sitio
ns
J-I
Iden
tity
vario
us A
mar
alsh
apes
and
thei
rre
spec
tive
part
s
J-2
Iden
tify
stru
ctur
alco
mpo
nent
s &
supp
ort f
ram
e-w
orks
of b
uild
-ki
p &
thei
rco
mpo
nent
s
1-3
Des
crib
e
prop
er p
lace
men
tof
stif
fene
rs a
ndsu
ppor
ts w
hen
mod
ifyin
g ex
ist-
ing
stru
ctur
es
J-4
Iden
tity
fille
t wel
d si
zes
for
vario
usth
ickn
ess
ofba
se m
etal
s
1 -S
Des
crib
e
prop
er c
uttin
gse
quen
ce w
ancu
tting
vet
o=st
ruct
ural
dop
eto
suu
ctur
al d
raw
,bi
g sp
ecifi
catio
ns
1-6
Des
crib
em
etho
ds fo
r la
y-ou
t slo
pes
and
rolli
ng to
lera
nces
1-7
Des
crib
e th
eus
e of
and
fixtu
res
in la
yout
end
fit-u
p
J-8
Litt
the
Mip
s to
be
follo
wed
whe
npl
anni
ng jo
b
1-9
Inte
rpre
tst
ruct
ural
det
ail
shee
ts
1-10
Des
crib
em
etho
ds fo
rst
raig
hten
ing
&re
mov
ing
dam
-ag
ed s
truc
tura
ldr
mac
hine
rypa
rts
I.5
7
RPR
Tr.
npv
Min
AI
F

1111
11;a
n11
111'
INS
AIN
Ell
MI
OW
SIR
ON
MI
1111
1111
1111
111
111
1111
111
nil
SIN
Dut
ies
RIC
ULV
LD P
US
IlAS
IWIK
AN
N
K
WE
LD
ER
... c
ontin
ued
Tas
ksK
-1 D
escr
ibe
AIS
I st
ainl
ess
iteel
s el
anif
ica-
tion
eyet
em
K-2
Dan
tew
elda
bilit
y no
b-lin
e =
witt
edw
ith s
trai
ght d
uo-
colo
n &
deo
-m
ium
nic
kel
stai
nles
s st
eels
K-3
Des
crib
ede
trim
enta
lef
fect
s of
.thitt
hon
00th
eif
fe o
f pi
ping
"ste
m
K-4
Des
crib
enu
tinds
of
min
i-m
irin
g de
nt-
men
tal e
ffec
ts o
fhi
gh r
etm
" a
heat
on
life
ofar
omaM
it=L
-1 D
ispl
ay a
mai
l und
er-
stan
ding
of
emer
genc
yve
hicl
ete
rmin
olog
y
L-2
Und
errl
and
the
flin
ctir
ms
ofeq
uipm
ent b
eing
asse
mbl
ed
L-3
Und
erst
and
how
com
pone
nts
rela
te a
s a
tota
lsy
stem
M-I
Dem
on-
Ora
te a
bilit
y to
lift 5
0 po
unds
M-2
Dem
on-
abat
e ab
ility
toto
lera
te h
eigh
tsup
to 1
00 f
eet
M-3
Abi
lity
tow
ork
from
Thi
°Us
P024
10".
aisl
e "m
dhill
on
conc
rete
tar
ex-
tend
ed p
erio
ds
M-4
Dis
play
abili
ty to
wor
kin
hot
/col
den
viro
nmen
t for
8_10
how
l
M-5
Pre
sent
ahi
stor
y of
doc
u-m
entu
l reg
ular
atte
ndan
ce a
tw
ork
M-6
App
lyw
elln
ess
info
rmat
ion
tolif
esty
le to
mai
ntai
n he
alth
189

SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mun
ical
izin
Sial
lsU
se M
easu
rem
ent T
ools
Use
Ins
pect
ion
Dev
ices
Mat
hem
atic
al S
kills
Rea
ding
/Wri
ting
Skill
sK
now
ledg
e of
Saf
ety
Reg
ulat
ions
Prac
tice
Safe
ty in
the
Wor
kpla
ceO
rgan
izat
iona
l Ski
llsM
echa
nica
l Apt
itude
Abi
lity
to C
ompr
ehen
d W
ritte
n/V
erba
l Ins
truc
tions
Bas
ic K
now
ledg
e of
Fas
tene
rsA
bilit
y to
Wor
k as
Pas
t of
a T
eam
Con
vers
e in
the
Tec
hnic
al L
angu
age
of th
e T
rade
Kno
wle
dge
of O
ccup
atio
nal O
ppor
tuni
ties
Kno
wle
dge
ofE
mpl
oyee
/Em
ploy
er R
espo
raib
ilitie
sK
now
ledg
e of
Com
pany
Qua
lity
Impr
ovem
ent A
ctiv
ities
Prac
tice
Qua
lity-
Con
scio
usne
ss in
Per
form
ance
of
the
Job
CE
NT
RA
L F
LO
RID
A C
OM
MU
NIT
Y C
OL
LE
GE
PRO
GR
AM
RE
PRE
SEN
TA
TIV
ES
DR
. HU
GH
RO
CH
ER
SD
gara
ccin
ictl
Edi
catio
n
MIK
E F
OX
Dir
ecto
r/In
dust
ry S
ervi
ces
LA
RR
YM
YFO
RD
Coo
rdin
ator
/Man
ufac
turi
ng T
echn
olog
y
RIC
HA
RD
MA
SEY
Inst
ruct
or/W
eldi
ng
KE
ND
BW
HU
RST
Inst
ruct
or/I
ndus
tria
l Mac
hine
ry M
aint
enan
ce a
nd R
epai
r
EM
ER
GE
NC
Y O
NE
, IN
C.
MA
NA
GE
ME
NT
TE
AM
AN
DE
XPE
RT
WO
RK
ER
S
DA
N W
OM
BO
LD
, Vic
e Pr
esid
ent H
uman
Res
ourc
esJI
M W
HIT
E, V
ice
Pres
iden
t/Man
ufac
turi
ngB
ILL
RH
OD
ES,
Pro
duct
ion
Man
agal
Bod
yPI
ant
RO
N S
TE
PHE
NS,
Hum
an R
esou
rces
Man
ager
EL
AIN
E S
WIO
AR
T, H
uman
Res
ourc
es S
uper
viso
rD
ON
NA
TA
CK
ET
T, H
ealth
& S
afet
y Su
perv
isor
BIL
L R
HO
DE
S, P
rodu
ctio
n M
anag
er/B
ody
Plan
t
190
TR
AIT
S A
ND
AT
TIT
UD
ES
Shan
g W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Aw
aren
ess
Mot
ivat
ion
Res
pons
ible
Phys
ical
Abi
lity
Prof
essi
onal
Tru
stw
orth
yC
usto
mer
Rel
atio
nsPe
rson
al E
thic
s
TO
OL
S A
ND
EQ
UIP
ME
NT
Mec
hani
c's
Too
ls (
e.g,
tool
box,
wre
nche
s,so
cket
s, h
amm
ers,
etc
.)M
easu
ring
Too
lsPo
wer
Too
lsD
rill
Pres
ses
Pow
er S
aws
Pass
er D
al,
Hyd
nulid
Arb
or P
ress
SMA
W E
quip
men
tO
MA
W E
quip
men
tPl
asm
a A
rc C
utte
r
Oxy
acet
ylen
e E
quip
men
tA
ir C
arbo
n A
rc C
utte
rE
xoth
erm
ic R
od C
ttter
(M
ini T
orch
)T
rack
Tor
ch
Alig
nmen
t/Cal
ibra
tion
Too
lsC
ompu
ter
Fodd
ift
Pers
onal
Saf
ety
Equ
ipm
ent
Wor
kben
ches
Vis
esPe
dest
al G
rind
ers
Air
Com
pres
sor
Air
Pow
ered
Too
lsH
ydra
ulic
Jac
kC
hain
Hoi
st
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
Use
ofA
utom
ated
Han
dlin
g E
quip
men
tU
se o
f A
utom
ated
Wel
ding
Equ
ipm
ent
Env
iron
men
tal C
once
rns
CO
MPE
TE
NC
Y P
RO
FIL
E
Wel
ding
Tec
hnic
ian
(Ent
ry L
evel
)
Prep
ared
by
Cen
tral
Flo
rida
Com
mun
ity C
olle
ge
and
Em
erge
ncy
One
, Inc
.
Dec
embe
r 19
95
1:91
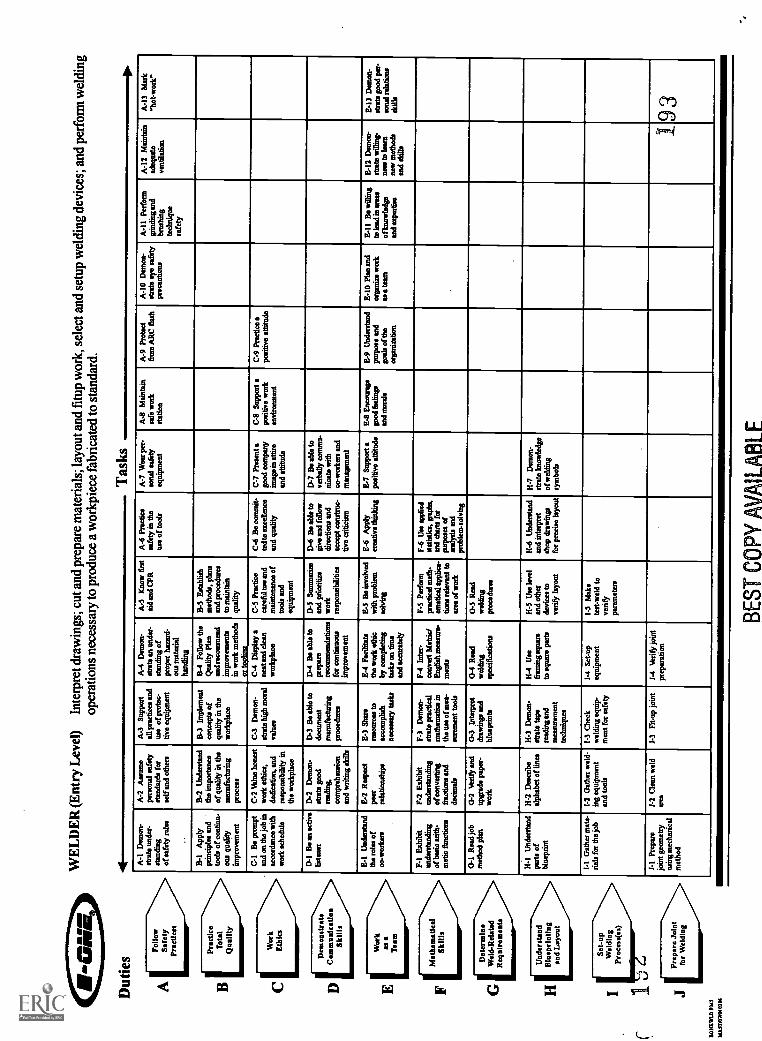
Dut
ies
1,01
4WLD
PM
,
MA
1710
7/04
02%
A
Dem
onst
rate
Com
mun
Icst
loa
Ski
lls
Mat
hem
atic
alS
kills
WE
LD
ER
(E
ntry
Lev
el)
Inte
rpre
t dra
win
gs; c
ut a
nd p
repa
re m
ater
ials
; lay
out a
nd f
itup
wor
k, s
elec
t and
set
up w
eldi
ng d
evic
es; a
nd p
erfo
rm w
eldi
ngop
erat
ions
nec
essa
ry to
pro
duce
a w
orkp
iece
fab
rica
ted
to s
tand
ard.
Tas
ksA
-I D
emon
-O
rate
und
er-
stan
ding
of s
afet
y ru
le,
A-2
Ass
ume
pers
onal
saf
ety
stan
dard
s fo
r'W
and
othe
rs
A-3
Sup
port
all p
ract
ices
and
use
of p
rune
rfiv
e eq
uipm
ent
A-4
Dem
on-
Ora
te a
n un
der-
stan
ding
of
prop
er h
azar
d-on
, mat
eria
lha
ndlin
g
A-5
Kno
w fi
rst
aid
and
CP
RA
-6 P
ract
ice
safe
ty in
the
use
of to
ols
A-7
Wea
r pe
r-m
eal s
afet
yeq
uipm
ent
A-8
Mai
ntai
nsa
fe w
ork
stat
ion
A-9
Pro
tect
from
AR
C fl
ash
A-1
0 D
emon
-O
rate
eye
saf
ety
prec
autio
ns
A-1
1 P
erfo
rmgr
indi
ng a
ndbr
ushi
ngte
chni
que
safe
ty
A -
12 M
aint
ain
adeq
uate
vent
ilatio
n
A-1
3 M
ark
"hot
-wor
k^
B-1
App
lypr
inci
ples
and
-
tool
s of
con
firm
-
ma
qual
ityim
prov
emen
t
13-2
Und
erst
and
the
impo
rtan
ceof
qua
lity
in th
em
ium
fact
urin
gpr
oces
s
B-3
Impl
emen
tco
ncep
t. of
qual
ity in
the
wor
kpla
ce
B-4
Fol
low
the
Qua
lity
Pla
nan
d re
conn
nend
impr
ovem
ents
in w
ork
met
hods
or to
olin
g
B-3
Est
ablis
hm
etho
ds, p
lans
and
Pro
cedu
res
to m
aint
ain
qual
ity
C-I
Be
prom
ptan
d on
the
job
inac
cord
ance
with
wor
k sc
hedu
le
C-2
Val
ue h
ones
tw
ork
ethi
cs,
dedi
catio
n, a
ndre
spon
sibi
lity
inth
e w
orkp
lace
C-3
Dem
on-
dram
hig
h m
orel
valu
es
C-4
Dis
play
ane
at 1
111d
cle
an
wor
kpla
ce
C-5
Pra
ctic
eca
refu
l use
and
mai
rden
anoe
of
tool
s an
d
equi
pmen
t
C-6
Be
com
mit-
tedt
o ex
celle
nce
and
qual
ity
C-7
Pre
sent
ago
od c
ompa
nyM
ap in
adi
rean
d at
titud
e
C-1
3 S
uppo
rt a
posi
tive
wor
ken
viro
nmen
t
C-9
Pra
ctic
e a
poei
tive
attit
ude
D-1
Be
en a
ctiv
elis
tene
r13
-2 D
emon
-O
rate
goo
dre
adin
g,
com
preh
ensi
onan
d w
ritin
g du
lls
D-3
Be
able
todo
cum
ent
man
ufac
turin
gpr
oced
ures
0-4
Be
able
topr
epar
ere
com
nand
atim
ufo
r co
ntin
uous
impr
ovem
ent
13-3
Sum
mar
ize
and
prio
ritiz
ew
ork
resp
onsi
bilit
ies
D-6
Be
able
togi
ve a
nd fo
llow
dire
ctio
ns a
ndac
cept
con
stin
o-liv
e cr
itici
sm
D-7
Be
able
tove
rbal
ly C
OM
MIk
nica
te w
ithco
-wor
kers
and
man
agem
ent
E-1
Und
erst
and
the
role
s of
co-
wor
ker
E-2
Res
pect
peer
rela
tions
hips
E-3
Sha
rere
sour
ces
to
acco
mpl
ish
nece
ssar
y as
ks
E-4
Fac
ilita
teth
e w
ok e
thic
by c
ompl
etin
gta
sks
on ti
me
and
scou
stel
y
E-5
Be
invo
lved
with
pro
blem
solv
ing
E6
App
lycr
eativ
e th
inki
ngP
e7 S
uppo
rt a
posi
tive
attit
ude
E-8
Enc
oura
gego
od fe
elin
gsen
d m
oral
e
E-9
Und
erst
and
purp
ose
and
goal
s of
the
orga
niza
tion
E-1
0 P
lan
and
orga
nize
wor
kas
a te
am
E-1
1 B
e w
illin
gto
lead
in a
reas
ofkn
owle
sige
and
amor
tise
E-1
2 D
amon
-O
rate
will
ing-
new
to h
amne
w m
etho
dsen
d du
ll.
E-1
3 D
emon
-pr
ate
good
per
-an
al M
aria
mdu
lls
F-1
Exh
ibit
unde
rsta
ndin
gof
bas
ic a
rith-
met
h A
rne-
dons
F-2
Exh
ibit
unde
man
ding
of c
onve
rtin
gfr
actio
ns a
ndde
cim
als
F-3
Dem
on-
Met
e pr
actic
alm
athe
mat
ics
inth
e us
e of
met
-su
mm
ed to
ols
F-4
Inte
r-co
nver
t Met
rirJ
Eng
lish
mea
sure
-m
ends
F-5
Per
form
prac
tical
mat
h-em
etic
s' a
pplie
s-bo
ns r
elev
ant t
oar
ea o
f wor
k
F-6
Use
app
lied
stat
istic
s, g
raph
s,In
d di
lute
for
a of en
d
prob
lern
eolv
ina
0-1
Rea
d jo
bm
etho
d pl
an0-
2 w
arily
and
upgr
ade
pape
r-w
ork
0-3
Inte
rpre
tdr
awin
gs a
ndbl
uepr
ints
0-4
Rea
dw
eldi
ngsp
ecifi
catio
ns
G-5
Rea
dw
eldi
ngpr
oced
ures
H-1
Und
erst
and
puts
of
blue
prin
t
H -
2 D
escr
ibe
alph
abet
of l
ines
H-3
Dem
on-
Ora
te ta
pere
adin
g an
dm
easu
rem
ent
tech
niqu
es
H-4
Use
fram
ing
squa
reto
squ
are
part
s
H-5
Use
leve
lan
d ot
her
devi
ces
to
veril
y la
yout
H-6
Und
erst
and
and
inte
rpre
tsh
op d
raw
ings
for
prec
ise
layo
ut
11.7
Dem
on-
rhea
kno
wle
dge
of w
eldi
ngsy
mbo
ls
I-I G
athe
r m
ate-
rids
for
the
job
1-2
Gat
her
wel
d-
ing
equi
pmen
tan
d to
ols
I -)
Che
ckw
eldi
ng e
quip
-m
art f
or s
afet
y
1-4
Set
-up
equi
pmen
t
1-5
Mak
eta
t -w
eld
tove
rify
para
met
ers
1-1
Pre
pare
join
t geo
met
ryus
ing
mec
hani
cal
met
hod
1-2
Cle
an w
eld
area
1.3
Fit-
up jo
int
1-4
Ver
ify jo
int
prep
arat
ion
93
BE
ST
CO
PY
AV
AIL
AB
LE

NW
1111
11at
iIN
Ni O
N O
a M
O S
IB S
NP
OM
no
MI
Dut
ies
1014
11V
IDrin
MA
S7A
17/0
4
WE
LD
ER
(E
ntry
Lev
el)
cont
inue
d....
4T
asks
K-1
Pre
-hes
tjo
int
IC-2
Initi
ate
wel
ding
pro
cess
K-3
Per
form
wel
d se
quen
ceK
4 C
ontr
olw
eld
tech
niqu
eK
-5 M
aint
ain
me-
heat
K-6
Per
form
inte
rpos
epr
epar
atio
n
K-7
App
lyw
elde
r'sid
entif
icat
ion
K-8
Con
trol
poet
-wel
dte
mpe
ratu
reac
conf
ing
topr
oced
ure
IC-9
Poe
t-cl
ean
wel
dK
-10
Pos
t fin
ish
wel
dK
-I1
Des
crib
eO
MA
W F
iller
Wire
s
IC-1
2 D
escr
ibe
Mai
o w
eld
disc
ontin
uitie
s
K-1
3 D
emon
-st
rata
Alu
min
umO
MA
W F
lat
Hor
izon
tal,
Ver
tical
and
Ove
rhea
d
1,-1
Pre
-hes
tjo
int i
f req
uire
d;un
ders
tand
join
tpr
epar
atio
n
L-2
Initi
ate
wel
ding
pro
cess
L-3
Per
form
wel
d se
quen
ceL-
4 D
emon
-st
rata
OM
AW
of
alum
insu
n, fl
at,
horiz
onta
l, an
ti-ca
l& o
verh
ead
mai
dens
I.-5
Mai
ntai
npr
e-he
atL-
6 P
erfo
rmin
terp
ose
Pre
para
tion
I.-7
App
lyw
elde
r'sid
entif
icat
ion
L-8
Con
trol
poet
-wel
dte
mpe
ratu
reac
cord
ing
topr
oced
ure
L-9
Pod
-cle
anw
eld
M-1
Che
ckw
eld
size
M-2
Per
form
visu
alin
spec
tion
N-I
Pre
-hea
tw
eld
(dre
quire
d)
N-2
Rem
ove
wel
d de
fect
and
prep
are
for
re-w
eld
N-3
%M
iffde
fect
rem
oval
N-4
Per
form
re-w
eld
N-5
Rep
eat
in -
proc
ess
insp
ectio
n
0-1
Ret
urn
unus
edco
nnun
able
s
0-2
Sto
re to
ols
0-3
Sec
ure
wel
ding
equi
pmen
t
0-4
Sec
ure
wel
ding
gas
es0.
5 C
lean
wor
kan
ds)
P-I
Dis
play
api
neal
rud
er-
twan
g of
emer
genc
yve
hicl
ete
rmin
olog
y
P-2
Und
erda
ndth
e fu
nctio
ns o
feq
uipm
ent b
eing
user
nble
d
P-3
Und
erst
and
how
com
pone
nts
rela
te e
s a
tota
lsy
stem
Q-I
Dem
on-
stra
ta a
bilit
y to
lift 5
0 po
unds
Q-2
Dem
on-
stra
ta a
bilit
y to
tole
rate
hei
ghts
up to
100
feet
Q-3
Milk
y to
wai
t fro
mvg
liuut
Pug
ilism
.74
11g
ate
rag
onco
ncre
te fo
rat
tend
ed p
erio
ds
Q-4
Dis
play
abili
ty to
wor
kin
hot
/col
den
viro
nmen
t for
8-10
hou
r,
Q5
Pre
sent
ahi
stor
y of
doc
o-m
ente
d re
gula
rat
tend
ance
at
wor
k
Q-6
App
lyw
elln
ess
info
mat
ion
tolif
esty
le to
mai
ntai
n he
alth
195

SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mun
icat
ion
Skill
sU
se M
easu
rem
ent T
ools
Use
Ins
pect
ion
Dev
ices
Mat
hem
atic
al S
kills
Rea
ding
/Wri
ting
Skill
sK
now
ledg
e of
Saf
ety
Reg
ulat
ions
Prac
tice
Safe
ty in
the
Wor
kpla
ceO
rgan
izat
iona
l Ski
llsK
now
ledg
e of
Com
pany
Pol
icie
s/Pr
oced
ures
Mec
hani
cal A
ptitu
deA
bilit
y to
Com
preh
end
Wri
tten/
Ver
bal I
nstr
uctio
nsB
asic
Kno
wle
dge
of F
aste
ners
Abi
lity
to W
ork
as P
art o
f a
Tea
mC
onve
rse
in th
e T
echn
ical
Lan
guag
e of
the
Tra
deK
now
ledg
e of
Occ
upat
iona
l Opp
ortu
nitie
sK
now
ledg
e of
Em
ploy
ee/E
mpl
oyer
Res
pons
ibili
ties
Kno
wle
dge
of C
ompa
ny Q
ualit
y A
ssur
ance
Act
iviti
esPr
actic
e Q
ualit
y-C
onsc
ient
ious
ness
in P
erfo
rman
ceof
the
lob
TE
XA
S ST
AT
E T
EC
HN
ICA
L C
OL
LE
GE
WA
CO
MA
ST P
RO
GR
AM
RE
PRE
SEN
TA
TIV
ES
DR
. HU
GH
RO
GE
RS
Dim
s
DR
. IO
N B
OT
SFO
RD
Ask
ant D
iect
ar
JOE
PE
NIC
KPr
ojec
t Coa
dins
ear
TE
RR
Y S
AW
MA
Res
ew&
Cea
rdie
dar
WA
LL
AC
E P
EL
TO
NSt
e C
ocrc
inet
or
RO
SE M
AR
Y T
IMM
ON
SSe
der
Sead
eryS
tatis
ticie
Furn
ishe
d B
y:
RIC
KY
FL
AK
Vic
e Pr
eskl
ent-
%an
ions
NIC
K N
ICH
OL
SM
enuf
seta
rkei
Man
ager
-D
imon
d Pr
cebe
ts
CR
AIG
RE
DD
EB
ASE
Wel
der
Tea
ti1/4
elA
tico
196
TR
AIT
S A
ND
AT
TIT
UD
ES
Cos
t Con
scie
ntio
usne
ssE
mpo
wer
men
t of
Em
ploy
ees
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Con
scie
ntio
usM
otiv
atio
nR
espo
nsib
lePh
ysic
al A
bilit
yPr
ofes
sion
alT
rust
wor
thy
Cus
tom
er R
elat
ions
Pers
onal
Eth
ics
TO
OL
S A
ND
EQ
UIP
ME
NT
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
CO
MPE
TE
NC
Y P
RO
FIL
E
Wel
der
Prep
ared
By
M.A
.S.T
.M
achi
ne T
ool A
dvan
ced
Skill
sT
echn
olog
y Pr
ogra
man
dC
onso
rtia
Par
tner
s(V
.199
J400
08)
Ted
Tin
fteg
eW
ico
MA
GE
OD
IAM
OD
BE
ST C
OPY
AV
AIL
AB
LE
197

-1'
4, ;
WE
LD
ER
....
inte
rpre
t dra
win
gs; c
ut a
nd p
repa
re m
ater
ials
; lay
out a
nd f
itup
wor
k; s
elec
t and
set
up w
eldi
ng d
evic
es; a
nd p
erfo
rm w
eldi
ngop
erat
ions
nec
essa
ry to
pro
duce
a w
orkp
iece
fab
rica
ted
to s
tand
ard.
Tas
ksD
utie
s
Perf
orm
Shie
lded
Met
alA
rc W
eldi
ng(S
MA
W)
Ope
rate
GM
AW
and
FCA
WE
quip
men
t
F H I
198 J
0:16
01IL
I PI
C
MA
SIA
IMO
M
A-I
Fol
low
safe
ty m
anua
lsan
d al
l saf
ety
regu
latio
ns./
requ
irem
ents
A-2
Set
up
and
use
wel
ding
equi
pmen
t
A-3
Wea
rpe
rson
al s
afet
yeq
uipm
ent
A-4
Mai
ntai
n a
clea
n an
d sa
few
ork
envi
ron-
mea
t
B-I
Int
erpr
etdr
awin
gs a
ndbl
uepr
ints
B-2
Per
form
mea
sure
men
tan
d in
spec
tion
B-3
Ana
lyze
Bill
of
Mat
eri-
als
(730
M)
B-4
Set
-up
wel
ding
proc
ess(
es)
B-5
Ide
ntif
yel
ectr
ical
fun
-da
men
tals
C-I
Use
jigs
and
fixt
ures
inla
yout
and
fitu
p
C-2
Pre
pare
join
ts f
or w
eld-
mg
with
oxy
-fu
el, O
mut
aar
c an
d/or
air
carb
on a
c
G.3
Ide
ntif
y th
eva
riou
s 'n
ue-
turd
sha
pes
and
the
prep
arat
ion
of s
ame
for
lay-
out a
nd f
ituo
C-4
__ .,
__,
_Ide
n,tif
Y
ocau
ww
.....,
for
d
-40-
ti a-
endu
re'
and
mac
hine
ryre
ns
C-5
Pre
pare
join
ts f
or w
eld-
mg
with
me-
char
iest
mea
ns
C-6
Per
form
post
-fab
rica
-ac
tiviti
es
D-I
Ide
ntif
ySM
AW
wel
d-in
g va
riab
les
D-2
Ide
ntif
yth
e va
riou
sty
pes
ofSM
AW
pow
erso
urce
s
D-3
Pro
perl
yse
lect
the
car-
red
elec
trod
esfo
r va
riou
s A
ISI
stee
ls a
nd w
eld-
ing
appl
icat
ions
D-4
Per
form
SMA
W o
nest
eel p
late
to a
satis
&M
ory
qual
ity le
vel
D-5
Per
form
in-p
roce
ss r
e-w
ork
D-6
Per
form
in-p
roce
ss w
eld
insp
ectio
n
D-7
Wel
d pi
peof
var
ious
ma-
teri
als
in v
ari-
ous
posi
tions
E-I
Ide
ntif
y°M
AW
and
FCA
W e
quip
-m
eat
5-2
Mat
chel
ectr
ode
mat
e-ri
al to
var
ious
base
met
als
E-3
Ide
ntif
yw
eldi
ng v
ari-
able
s an
d th
eir
effe
cts
upon
wel
d qu
ality
5-4
OM
AW
fille
t and
gro
ove
wel
ds o
n 7.
and
butt
join
ts w
ithsh
ort c
ircu
ittr
ansf
er m
etho
d
E-5
GM
AW
fille
t and
groo
ve w
elds
with
spr
aytr
ansf
erm
etho
d
E-6
FC
AW
mild
ste
el p
late
with
shi
elde
dan
d no
n-sh
ield
ed c
ore
E-7
Per
form
in-p
roce
ss5-
8 Pe
rfor
m in
-pr
oces
s. w
eld
insp
ectio
nre
wor
k
F-I
Iden
tify
OT
AW
equi
p-m
ent
F-2
Mat
chel
ectr
odes
tova
riou
s ba
sem
etal
s
F-3
Iden
tify
OT
AW
wel
ding
vari
able
s an
dth
eir
effe
cts
onw
eld
qual
ity
F-4
OT
AW
III
-
let l
andd
a on
gmea
nde
wel
ds join
ts0
veno
usm
etal
sin
ven
ous
posi
-tio
ns
F-5
Perf
orm
m.
proc
ess
rew
ork
F-6
Perf
orm
ini"
cess
wel
din
spec
tion
t:1-1
Har
d-su
rfac
e ca
rbon
and
allo
y st
eels
0-2
Iden
tify
cast
ste
el a
ndpr
epar
e fo
rw
eldi
ng
0-3
Perf
orm
in-
proc
ess
rew
ork
0-4
Perf
orm
in war
m s
insp
ectio
n
0-5
Har
dcoa
tin
a v
acuu
mfu
rnac
e
0-6
Bra
zebo
nd m
ater
ials
fora
mul
tiple
fill
mol
d in
afu
rnac
e
0-7
Han
dpa
tch
hard
surf
ace
with
spra
y tr
ansf
er
H-I
Ide
ntif
yth
e fu
nctio
n of
equi
pmen
t and
cons
umab
les
H-2
Wel
d m
ildst
eel s
heet
met
al
H-3
Bra
zew
eld
stee
l and
cas
tir
on
H-4
Use
app
ro-
pris
te b
razi
ngte
chni
ques
tobr
aze
vari
ous
type
s of
tubi
ng
H-5
Cut
mild
stee
l pla
te
I-I
Iden
tify
and
set u
p th
eeq
uipm
ent a
s-so
ciat
ed w
ithA
AC
cut
ting
1-2
Ope
rate
air
carb
on a
rc c
ut -
ling
equi
pmen
t
1-I
Iden
tify
end
set u
p PA
Ceq
uipm
ent
1-2
Ope
rate
Plas
ma
Arc
Cut
ting
equi
p-m
ent
1. 9
9

SKIL
LS
AN
D K
NO
WL
ED
GE
Com
mun
icat
ion
Skill
sU
se M
easu
rem
ent T
ools
Use
Ins
pect
ion
Dev
ices
Mat
hem
atic
al S
kills
Rea
ding
/Wri
ting
Skill
sK
now
ledg
e of
Saf
ety
Reg
ulat
ions
Prac
tice
Safe
ty in
the
Wor
kpla
ceO
rgan
isat
iona
l Ski
llsK
now
ledg
e of
Com
pany
Pol
icie
s/Pr
oced
ures
Mec
hani
cal A
ptitu
deA
bilit
y to
Com
preh
end
Wri
tten/
Ver
bal I
nstr
uctio
nsK
now
ledg
e of
Cut
ting
Flui
ds/L
ubri
cant
sB
asic
Kno
wle
dge
of F
aste
ners
Abi
lity
to W
ork
83 P
art o
f a
Tea
mC
onve
rse
in th
e T
echn
ical
Lan
guag
e of
the
Tra
de
Kno
wle
dge
of O
ccup
atio
nal O
ppor
tuni
ties
Kno
wle
dge
ofE
mpl
oyee
/Em
ploy
er R
espo
nsib
ilitie
sK
now
ledg
e of
Com
pany
Qua
lity
Ass
uran
ce A
ctiv
ities
Prac
tice
Qua
lity-
Con
scio
usne
ss in
Per
form
ance
of
the
Job
MO
RA
INE
VA
LL
EY
CO
MM
UN
ITY
CO
LL
EG
EM
AST
PR
OG
RA
M R
EPR
ESE
NT
AT
IVE
S
DR
. RIC
HA
RD
C. H
INC
KL
EY
RIC
HA
RD
KU
KA
Csi
c ce
crdi
seer
pv, F
AM
orai
ne V
alle
yF
A A
Com
mun
ity C
olle
ge
200
TR
AIT
S A
ND
AT
TIT
UD
ES
Stro
ng W
ork
Eth
icIn
terp
erso
nal S
kills
Punc
tual
ityD
epen
dabi
lity
Hon
esty
Nea
tnes
sSa
fety
Con
scie
ntio
usM
otiv
atio
nR
espo
nsib
lePh
ysic
al A
bilit
yPr
ofes
sion
alT
rust
wor
thy
Cus
tom
er R
elat
ions
Pers
onal
Eth
ics
TO
OL
S A
ND
EQ
UIP
ME
NT
Mac
hini
st's
Too
ls (
e.g.
, cal
iper
s, d
ial i
ndic
ator
s,m
agne
tic to
ol h
olde
rs, e
tc.)
Mea
suri
ng T
ools
Pow
er T
ools
Met
al L
athe
with
Atta
chm
ents
Dri
ll Pr
esse
sV
ertic
al M
ill w
ith A
ttach
men
tsPo
wer
Saw
sPo
wer
Dri
llsH
ydra
ulic
/Arb
or P
ress
Hea
t Tre
atm
ent E
quip
men
tH
ardn
ess
Tes
ting
Equ
ipnt
ent
Gri
ndin
g M
achi
nes
with
Atta
chm
ents
Wel
ding
Equ
ipm
ent (
SMA
W, G
MA
W, F
CA
W)
CN
C M
achi
ning
Cen
ter
and
Tur
ning
Cen
ter
Gea
r Pr
oduc
ing
Mac
hine
s w
ith A
ttach
men
tsA
lignm
ent/C
alib
ratio
n T
ools
Coo
lant
Rec
over
y E
quip
men
tC
ompu
ter
Ven
tilat
ion
Equ
ipm
ent
Fork
lift
Pers
onal
Saf
ety
Equ
ipm
ent
Oxy
acet
ylen
e E
quip
men
tT
ool S
tora
ge E
quip
men
tW
orkb
ench
esV
ises
Pede
stal
Gri
nder
sW
eld
Tes
t Equ
ipm
ent
Opt
ical
Com
para
tor
Coo
rdin
ate
Mea
sure
men
t Mac
hine
FUT
UR
E T
RE
ND
S A
ND
CO
NC
ER
NS
Stat
istic
al P
roce
ss C
ontr
ol
Com
posi
tes
Las
er M
achi
ning
Adv
ance
d C
ompu
ter
App
licat
ions
Rob
otic
sE
nvir
onm
enta
l Con
cern
sFi
ber
Opt
ic C
ontr
ols
Aut
omat
ed M
ater
ial H
andl
ing
Equ
ipm
ent
Com
pute
r In
tegr
ated
Man
ufac
turi
ng
BE
ST
CO
PY
AV
AIL
AB
LE
CO
MPE
TE
NC
Y P
RO
FIL
EW
elde
r
Con
duct
ed B
yM
.A.S
.T.
Mac
hine
Too
l Adv
ance
d Sk
ills
Tec
hnol
ogy
Prog
ram
and
Con
sort
ia P
artn
ers
(V.1
99J4
0008
)
gr,M
orai
ne V
alle
yC
omm
untly
Col
lege
Sta
ndar
dR
EF
RIG
ER
AT
ION
CO
MP
AN
Y
20/

Wel
der.
.. an
d st
udy
arc/
gas,
SM
AW
, GM
AW
, GT
AW
, bra
zing
, met
allu
rgy,
and
pri
nt in
terp
reat
ion
to p
erfo
rm w
eldi
ng o
pera
tions
nece
ssar
y to
pro
duce
a w
orkp
iece
to r
equi
red
stan
dard
s an
d/or
spe
cifi
catio
ns.
Dut
ies
A D E F H
202 I
SIA
2191
111D
PIL
S
MA
SDO
UO
TO
IK
IFol
low
Saf
eP
ract
ices
Dem
onst
rate
Tec
hnic
alC
omm
unic
atio
n
Bas
ic S
hiel
dM
etal
Arc
Wel
ding
(SM
AW
) an
d O
xy-
Fue
l Gas
Cal
a.
Adv
ance
d S
hiel
d -,
Met
al A
rc W
eldi
ng(S
MA
W)
and
Cut
tln
Tas
ksA
-1 W
ear
pers
onal
prot
ectiv
eeq
uipm
ent
A-2
Iden
tify
safe
ty r
ules
A-3
Fam
iliar
ize
safe
ty a
t fac
ility
B-1
Use
sta
n-da
rd A
mer
ican
'W
eldi
ng S
tan-
dard
Soc
iety
wel
ding
term
san
d de
finiti
ons
C-1
Rev
iew
min
t not
es,
.di
men
sion
s an
dsy
mbo
ls
C-2
Iden
tify
basi
c la
yout
of
draw
ings
C-3
Inte
rpre
tdr
awin
g lin
esan
d vi
ews
C-4
Inte
rpre
tw
eldi
ng s
ymbo
lsC
-5 C
onve
rtM
etric
toE
nglis
h
C-6
Und
erst
and
prin
t spe
cific
s-tio
ns
C-7
Lis
tas
sem
bly
proc
edur
e pe
rpr
int
C-8
Und
erst
and
vario
us ty
pes
ofw
eldi
ng p
rints
C-9
Meu
aliz
efin
al w
eldm
ent
from
prin
t
C-1
0 Li
d fla
ws
and
erro
r on
draw
ings
C-1
1 In
terp
ret
AW
S s
tand
ard
wel
ding
sym
bols
D-1
Bec
ome
conv
ersa
nt w
ithco
mm
onm
etal
lurg
ical
term
s
D-2
Des
crib
eth
e pr
oper
ties
ofva
rious
type
s of
stee
l
0-3
Lid
vario
usal
loys
and
thei
ref
fect
whe
nco
mbi
ned
with
dad
D-4
Des
crib
e th
eef
fect
wel
ding
has
on p
rope
rtie
sof
var
ious
type
sof
car
bon
stee
ls
D-5
Iden
tify
basi
c co
ncep
tsre
latin
g to
the
heat
affe
cted
zone
E-1
Def
ine
sele
cted
wel
ding
term
s pe
r A
WS
A3.
0
E-2
Des
crib
eA
WS
cod
e fo
rm
ild s
teel
elec
trod
es
E-3
Set
up
wel
ding
mac
hine
to r
equi
red
pola
rity
E-4
Use
con
edst
art a
nd s
top
tech
niqu
es fo
rS
MA
W e
lec.
trod
=
E-5
Set
up
equi
pmen
t for
Shi
elde
d M
etal
Arc
Wel
ding
E-6
Shi
re a
ner
r, in
nco
ntin
uous
strin
ger
bead
E-7
Wel
d us
ing
wea
ve te
chni
que
E-8
Wel
d m
ulti-
laye
r bu
ildup
E-9
Set
up
and
shut
dow
n ox
y-fu
el e
quip
men
t
E40
Cut
ste
elpl
ate
usin
g oa
rfu
el e
quip
men
t
E-1
1 P
rodu
cew
eld.
with
prop
erly
fine
dst
arts
and
fille
dcr
ater
s
E-1
2 Lo
why
drog
en s
tart
sen
d st
ops
E-1
3 D
esig
nw
elde
d jo
ints
E-I
4 W
eld
Vgr
oove
with
back
ing
in fl
atpo
sitio
n
E-I
S S
et u
p si
rca
rbon
arc
equi
pmen
t for
goug
ing
E-I
6 th
e ai
rca
rbon
arc
toex
cava
te a
par
tial
pen
groo
ve w
eld
E-1
7 C
loug
e to
exca
vate
def
ect
E-1
8 M
ake
x-ra
y qu
ality
wel
dre
pair
on a
2F
posi
tion
T jo
int
112"
pla
te
E-I
9 P
rodu
cefil
let w
eld
onsh
eet s
teel
Tjo
ints
E-2
0 P
rodu
ce
#lit
wel
di-L
CI,
thic
k a
thin
join
t mei
n-be
n us
ing
SM
AW
E-2
I Use
cor
rect
dart
s fo
r lo
why
drog
enel
ectr
odes
E-2
2 U
se c
orre
ct'to
ps fo
r lo
why
drog
enel
ectr
odes
.
E-2
3 W
eld
usin
gla
rge
diam
eter
SM
A e
lect
rode
s
F-1
Wel
d tin
gle
V g
roov
e w
elds
with
ope
n ro
ots
from
one
sid
e
F-2
Wel
dva
rious
diam
eter
, of
pipe
to p
late
F-3
Pro
duce
SM
AW
pip
e -
50po
sitio
n
F-4
Pro
duce
SM
AW
- 2
0po
sitio
n gr
oove
wel
ds
F-5
Rol
l wel
dpi
pe -
SM
AW
F-6
Pro
duce
SM
AW
pip
e -
60po
sitio
n
F-7
Cre
ate
SM
AW
pip
e to
AS
ME
Sec
tion
9
F-8
Inte
rpre
tw
eldi
ngpr
oced
ures
0-1
Pro
duce
end
prep
arat
ions
0-2
Fit
and
tack
wel
d pi
pe0-
3 R
oll w
eld
open
roo
t pas
s on
Pip
e -
10po
sitio
n
0-4
Wel
d op
enro
ot p
ipe
join
t -20
pos
ition
0-5
Wel
d op
enro
ot p
ipe
- S
Opo
sitio
n
0-6
Pas
s gu
ided
bond
test
s pe
rA
SM
E S
ectio
n 9
0-7
Wel
d op
enro
ot p
ipe
- 20
posi
tion
0-8
Wel
d pi
peop
en r
oot p
asse
sal
l pos
ition
sus
ing
OM
AW
0-9
Wel
d pi
pew
ith b
acki
ngus
ing
FC
AW
-0
H-1
Ass
embl
eO
MA
W g
un a
ndna
me
all p
arts
11-2
Und
erst
and
gas
met
al a
rcpo
wer
sou
rce
11-3
Shi
eldi
ngga
s ap
plic
atio
nH
-4 W
eld
with
OM
AW
usi
ngsp
ray
tran
sfer
H-5
Wel
d w
ithO
MA
W u
sing
shod
circ
uit
tran
sfer
H-6
Wel
d w
ithO
MA
W u
sing
glob
ular
tran
sfer
H-7
Wel
d w
ithG
MA
W u
sing
puls
ed 'p
ray
tran
sfer
11-8
Wel
d T
join
ts o
n ca
rbon
stee
l usi
ngO
MA
Weq
uipm
ent
H-9
Wel
d m
ulti-
pass
fille
t wel
ds-
all p
ositi
ons
H-1
0 W
eld
mul
ti-pa
ss fi
llet
wel
ds -
3F
vert
ical
pos
ition
H-1
1 W
eld
mul
ti-pa
ss fi
llet w
elds
-4F
ove
rhea
dpo
sitio
n
H-I
2 W
eld
sing
le V
gro
ove
with
OM
AW
H -
l3 W
eld
pipe
- 10
pos
ition
1-1
Und
er a
ndte
chni
cal a
spec
tsof
MA
W
1-2
Wel
d fil
let -
2F h
oriz
onta
lpo
sitio
n
I-3
Wel
d fil
let -
3F v
ertic
alpo
sitio
n
II-4
Wel
d fil
let -
4F o
verh
ead
posi
tion
I-5
Wel
d on
1/8"
mat
eria
l and
100%
pen
etra
tion
1-6
Wel
d 20
posi
tion
usin
gO
TA
W
I-7
Wel
d 30
posi
tion
usin
gO
IAW
1-8
Wel
d 40
posi
tion
usin
gM
AW
I-9
Wel
d pi
peop
en r
oot p
asse
sal
l pos
ition
sus
ing
GT
AW
203

Dut
ies
STA
ND
WL
D
IUSD
OL
OW
N
Tas
ksI-
1D
eter
min
em
euur
emen
ban
d an
gles
K-I
Cle
an w
ork
area
and
insu
reth
at n
o sa
fety
haza
rds
mas
t
L-1
Per
form
visu
al c
heck
s
204
205

StandardREFRIGERATION COMPANY
2050 North Ruby StreetMelrose Park, Illinois 60160-1133
708 345 5400 fax 345 3513
January 8, 1996
Richard A. KukacAssociate DeanBusiness and Industrial TechnologyMoraine Valley Community College10900 S. 88th AvenuePalos Hills, Illinois 60465-0937
Dear Dean Kukac,
Standard Refrigeration is pleased to be included in yourcurriculum documentation.
We would be happy to assist you in your efforts to developa standards program nationally.
Please do not hesitate to contact us for any consideration.
cc: Jeff LevinDavid Goldberg
Regards,
h llip LucasOperations Manager

APPENDIX B - PILOT PROGRAM NARRATIVE
What follows is a narrative of the pilot program which was conducted for this particularoccupational specialty.
207

August 7, 1996
Mr. Wallace Pe ltonSite CoordinatorTexas State Technical College3801 Campus DriveWaco, TX 76705
Re: Testing of Welding Students in the Pilot Program
Dear Mr. Pelton:
Every effort was made to fulfill the expectations of the MAST Pilot Project with respect to thepre- and post-testing process of Moraine Valley Community College's Welding students.However, in order to fully appreciate the test outcomes, one must be familiar with MoraineValley's program.
The Welding program, at Moraine Valley, is an open enrollment program and generally followsthe course material of the MAST Pilot program. As a result of the open enrollment policy, thereis not an identifiable cohort of students who enter the program each year and matriculate throughthe program. In fact, many students enroll in only one course each semester and take severalyears to achieve their degree. As a result, only 19 new students were available to be administeredthe pre-test in the Fall of 1995. As a group, the test scores ranged from 13% to 45% with anaverage score of 26%.
Sixteen (16) students completed the course of study and achieved a 70% or better on their exitexam. The scores ranged from 70% to 97% with an average of 86.43% and all sixteen (16)students proceeded to the next level of welding courses in the 1996 Spring semester.
Please feel free to call me if you require further clarification on the testing process.
Sincerely,
Richard A. KukacAssociate DeanBusiness and Industrial Technology
208
209
For more information:
MAST Program DirectorTexas State Technical College3801 Campus DriveWaco, TX 76705
(817) 867-4849FAX (817) 867-33801-800-792-8784http://machinetool.tstc.edu

(9/92)
U.S. DEPARTMENT OF EDUCATIONOffice of Educational Research and Improvement (OERI)
Educational Resources information Center (ERIC)
NOTICE
REPRODUCTION BASIS
ERIC
This document is covered by a signed "Reproduction Release(Blanket)" form (on file within the ERIC system), encompassing allor classes of documents from its source organization and, therefore,does not require a "Specific Document" Release form.
This document is Federally-funded, or carries its own permission toreproduce, or is otherwise in the public domain and, therefore, maybe reproduced by ERIC without a signed Reproduction Releaseform (either "Specific Document" or "Blanket").