document resume ed 398 388 title entry level … · report no aws-qc10-95 ... requires performance...
TRANSCRIPT

DOCUMENT RESUME
ED 398 388 CE 072 153
TITLE Specification for Qualification and Certification forEntry Level Welders.
INSTITUTION American Welding Society, Miami, FL.SPONS AGENCY Department of Education, Washington, DC.REPORT NO AWS-QC10-95; ISBN-0-87171-463-9PUB DATE 95
CONTRACT V-244-B-3006NOTE 31p.
PUB TYPE Guides Non-Classroom Use (055)
EDRS PRICE MF01/PCO2 Plus Postage.DESCRIPTORS *Certification; Employment Qualifications; *Entry
Workers; *Job Training; Postsecondary Education;*Standards; Vocational Education; *Welding
IDENTIFIERS American Welding Society
ABSTRACTThis document provides a standard that defines the
requirements and program for the American Welding Society to certifyentry-level welders. The certification of entry-level weldersrequires performance qualification and practical knowledge tests thatrequire a minimum of reading, computation, and manual skills tocomplete. The Entry-Level Welder Program will form a part of theNational Skill Standards Program, which is being enacted across awide range of industries in the United States. The standard includesthe following nine sections: (1) scope; (2) definitions; (3)
requirements for participating organizations; (4) practical knowledgetest; (5) performance tests; (6) inspection, testing, and acceptancecriteria; (7) documentation; (8) certification; and (9) informationabout the National Registry of Entry-Level Welders. Three appendixesinclude the following: standard welding procedure specifications, aworkmanship sample, and face- and root-bend test results. (KC)
***********************************************************************
Reproductions supplied by EDRS are the best that can be madefrom the original document.
***********************************************************************

S DEPARTMENT OF EDUCATIONOf ce of Educational Research and Improvement
ED CATIONAL RESOURCES INFORMATIONCENTER (ERIC)
This document has been reproduced asreceived from the person or organizationoriginating itMinor changes have been made toimprove reproduction quality
Points of view or opinions stated in thisdocument do not necessarily representofficial OERI position or policy
Alb
I
S
BEST COPY AVAILABLE
2
1

Key Words entry level welder, participating
Ill organization, performance tests,acceptance criteria, NationalRegistry
AWS QC10-95
Specification for Qualification and
Certification for Entry Level Welders
Funded by theU.S. Department of Education
Grant V.244 B 3006
Prepared by theAWS Education and Certification Departments
Under the Direction of theAWS Education Grant Committee
Approved by theAWS Education and Certification Council
Abstract
This standard defines the requirements and program for the American Welding Society tocertify entry level welders.
The certification of entry level welders requires performance qualification and practical knowledge tests. These tests
require a minimum of reading, computational, and manual skills to complete.
American Welding Society550 N.W. LeJeune Road, Miami, Florida 33126

Statement on Use of AWS Standards
All standards (codes, specifications, recommended practices, methods, classifications, and guides) of the AmericanWelding Society are voluntary consensus standards that have been developed in accordance with the rules of theAmerican National Standards Institute. When AWS standards are either incorporated in, or made part of,documents that are included in federal or state laws and regulations, or the regulations of other governmental bodies,their provisions carry the full legal authority of the statute. In such cases, any changes in those AWS standardsmust be approved by the governmental body having statutory jurisdiction before they can become a part of thoselaws and regulations. In all cases, these standards carry the full legal authority of the contract or other documentthat invokes the AWS standards. Where this contractual relationship exists, changes in or deviations fromrequirements of an AWS standard must be by agreement between the contracting parties.
International Standard Book Number: 0-87171-463-9
American Welding Society, 550 N.W. LeJeune Road, Miami, Florida 33126
n 1995 by American Welding Society.All rights reserved
Printed in the United States of America
Note: The primary purpose of AWS is to serve and benefit its members. To this end, AWS provides a forum forthe exchange, consideration, and discussion of ideas and proposals that are relevant to the welding industry and theconsensus of which forms the basis for these standards. By providing such a forum, AWS does not assume anyduties to which a user of these standards may be required to adhere. By publishing this standard, the AmericanWelding Society does not insure anyone using the information it contains against any liability arising from that use.Publication of a standard by the American Welding Society does not carry with it any right to make, use, or sellany patented items. Users of the information in this standard should make an independent, substantiatinginvestigation of the validity of that information for their particular use and the patent status of any item referred toherein.
With regard to technical inquiries made concerning AWS standards, oral opinions on AWS standards may berendered. However, such opinions represent only the personal opinions of the particular individuals giving them.These individuals do not speak on behalf of AWS, nor do these oral opinions constitute official or unofficialopinions or interpretations of AWS. In addition, oral opinions are informal and should not be used as a substitutefor an official interpretation.
This standard is subject to revision at any time by the AWS Education Committee. It must be reviewed every fiveyears and if not revised, it must be either reapproved or withdrawn. Comments (recommendations, additions, ordeletions) and any pertinent data that may be of use in improving this standard are requested and should beaddressed to AWS Headquarters. Such comments will receive careful consideration by the AWS EducationCommittee and the author of the comments will be informed of the Committee's response to the comments. Guestsare invited to attend all meetings of the AWS Education Committee to express their comments verbally. Proceduresfor appeal of an adverse decision concerning all such comments are provided in the Rules of Operation of theTechnical Activities Committee. A copy of these Rules can be obtained from the American Welding Society, 550N.W. LeJeune Road, Miami, Florida 33126.
4

a
Personnel
AWS Education Grant Committee
F. G. Delaurier, ChairmanN. C. Wall, Vice Chairman
R. V. Reeve, SecretaryR.L. O'Brien, Program Manager
J. BartleyE.R. Bohnart
S.W. BollingerF. Cusma
J.E. GreerJ.H. Ivy
L.G. KvidahlR. Murray
L.W. MyersA.L. Petroski
R. C. PierceS.L. RaymondR.J. Teuscher
D. G. Howden, Ex-OfficioJ. C. Papritan, Ex- Officio
C.E. Pepper, Er-Officio
-'U-
American Welding SocietyAmerican Welding SocietyAmerican Welding SocietyAmerican Welding SocietyConsulting EngineerMiller Electric Mfg. Co.The Esab Group, Inc.Pacific Northwest IronworkersMoraine Valley Community CollegeIngalls ShipbuildingIngalls ShipbuildingH & M Steel, Inc.Dresser-Rand, Inc.Valmet, Inc. Honeycomb DivisionWelding Engineering Supply Co.National Training FundNorthwest Welding FabricatorsAmerican Welding SocietyOhio State UniversityU.S. Department of Energy

Foreword
(This Foreword is not a part of AWS QC10-95, Specification for Qualification and Certification of Entry LevelWelders, but is included for information purposes only.)
In July 1993, the American Welding Society (AWS) was awarded a grant as part of the Business and EducationStandards Program. This grant, from the U.S. Department of Education, was matched by an equal amount of in-kind support from the American Welding Society. Under this grant, AWS organized the Education GrantCommittee, which has overseen the efforts towards a standard for the qualification and certification of the entrylevel welder.
This Entry Level Welder Program will form a part of the National Skill Standards Program, which is beingenacted across a wide range of industries in the United States.
The development of this National Skill Standard has involved the participation of the welding industry througha survey designed to determine a consensus of welder skills and competencies required for individuals seeking firsttime employment or positions as entry level welders.
The results of this industry survey were an occupational task analysis that formed the basis for curriculumguidelines to guide the training of the Entry Level Welder candidate.
This standard defines the requirements for the certification of such individuals and their entry into the NationalRegistry of Entry Level Welders.
Comments and suggestions for improvement of this standard are welcome. They should be sent in writing tothe Secretary, AWS Education Committee, American Welding Society, 550 N.W. LeJeune Road, Miami, Florida33126.
-iv-6

Table of Contents
Page No.
Personnel iii
Foreword iv
1. Scope 1
2. Definitions 1
3. Requirements for Participating Organizations 2
4. Practical Knowledge Test 3
5. Performance Tests 3
6. Inspection, Testing, and Acceptance Criteria 4
7. Documentation 4
8. Certification 4
9. National Registry of Entry Level Welders 5
Annex A - Standard Welding Procedure Specifications 8
Annex B - Workmanship Sample 10
Annex C - Face- and Root-Bend Test Results 11
-v-

C
C
C.
Specification for Qualification
and Certification of Entry Level Welders
1. Scope
1.1 This standard establishes the minimum requirements for an organization to participate withthe American Welding Society (AWS) in the qualification and certification of entry levelwelders.
1.2 This standard specifies practical knowledge and performance tests that require a minimumlevel of reading, computational, and manual skills to successfully complete.
1.3 All individuals that meet the specified performance at a facility meeting 3. Requirementsfor Participating Organizations will be listed in The National Registry of Entry Level Weldersat the American Welding Society.
1.4 Organizations not meeting 3. Requirements for Participating Organizations may usethis standard, but individuals they certify will not be listed in the National Registry of EntryLevel Welders.
1.5 Although a written test including questions on safety is required by this standard, thisstandard is not intended to address safety and health. Safety and health requirements areprovided in ANSI Z49.1, Safety in Welding and Cutting, other safety and health standards, andfederal, state, and local government regulations. The responsibility for safety of the Entry LevelWelder is primarily with the welder, the Participating Organization during training and testing,and afterwards, with the employer.
2. Definitions
The terms used in this standard are defined in ANSI/AWS A3.0, Standard Welding Termsand Definitions. Other terms are defined as follows:
(1) Participating Organization Any organization meeting 3. Requirements forParticipating Organizations.
(2) Entry Level Welder - An individual who possesses a prerequisite amount of knowledge,attitude, skills, and habits required to perform routine, predictable, repetitive, proceduralizedtasks involving motor skills and limited theoretical knowledge while working under closesupervision.
-1-

3. Requirements for Participating Organizations
3.1 Participating Organizations may be training-and-testing or testing-only facilities.
3.2 Participating Organizations shall maintain and follow a quality manual that assurescompliance with this specification.
3.3 A machine-readable application for registration as a Participating Organization shallbe submitted with a cover letter signed by the Senior Official at the Facility. The coverletter shall certify to AWS that the Facility has a Quality Program which will be rigorouslyfollowed, and that the requirements of this standard will be met. If the ParticipatingOrganization is a training-and-testing organization, the letter shall also state that theircurriculum follows AWS EG2.0, Guide for Training and Qualification of Welding Personnel -Entry Level Welders.
3.4 Test supervisors for testing-and-training or testing-only Participating Organizationsshould be AWS Certified Welding Inspectors.
3.5 Instructors for testing-and-training Participating Organizations should be AWSCertified Welding Educators.
3.6 Quality System Audits. Audits may be required if evidence of nonconformance withthe Participating Organization's Quality Program or this specification exists.
3.6.1 Allegations of nonconformance supported by documentary evidence will bepresented to the AWS Qualification and Certification Committee. The committee mayrequire:
(1) A written statement by the Senior Official of the Participating Organization withsupporting evidence refuting the allegations, and a statement by the Senior Official of theParticipating Organization that the requirements of the Participating Organization QualityProgram and this specification have been met in the past, and will be met in the future, or
(2) An on-site quality audit by an AWS Approved Assessor to verify that therequirements of the Quality Program and this specification have been and are being met.
3.6.2 If a quality audit is required by the Committee, then the Participating Organizationhas two options, as follows:
(1) The Participating Organization may decline to be audited and resign from theProgram, or
(2) The Participating Organization may agree to be audited, in which case the SeniorOfficial of the Participating Organization shall issue a purchase order to AWS foradministrative fees and expenses of the assessor.
-2-
9

4. Practical Knowledge Test
4.1 The practical knowledge test is a written closed-book examination designed to show
that the Entry Level Welder understands the following subjects:
Welding and Cutting TheoryWelding and Cutting Inspection and TestingWelding and Cutting Terms and DefinitionsBase and Filler Metal IdentificationBase and Filler Metal SelectionCommon Welding Process VariablesElectrical FundamentalsDrawing and Welding Symbol InterpretationFabrication Principles and PracticesSafe Practices
4.2 A minimum passing grade of 75% is required with at least 90% of the safety questions
answered correctly, with a limit of three retests.
5. Performance Tests
Performance tests are designed to show that the Entry Level Welder can:
(1) Read and interpret simple drawings and sketches, including welding symbols,
(2) Follow written procedures,(3) Cut parts to proper size and fit simple assemblies,(4) Pass a limited thickness SMAW qualification test in the horizontal (2G) and vertical
(3G) positions,(5) Pass workmanship tests using GMAW and FCAW (Figures 1 and 2) in carbon steel,
and(6) GTAW (Figures 3 through 5) in carbon steel, stainless steel, and aluminum sheet
metal.
5.1 The Entry Level Welder shall prepare, by flame or plasma arc cutting, the parts
required in Figures 1 through 5.
5.2 The Entry Level Welder shall assemble the parts prepared in 5.1, as shown in Figures
1 through 5.
5.3 The Entry Level Welder shall weld the assemblies using the WPS indicated on the
drawing for each assembly. The WPSs specified are listed in Annex A.
-3-1 0

5.3 The Entry Level Welder shall weld the assemblies using the WPS indicated on the drawingfor each assembly. The WPSs specified are listed in Annex A.
6. Inspection, Testing, and Acceptance Criteria
6.1 All cut edges shall be visually examined and the cut surfaces shall meet the criteria ofAWS C4.1 Sample 2 with grinding. After inspection, the cut surfaces may be conditioned tobright metal.
6.2 All assemblies shall be visually examined and the welds shall meet the acceptance criteriashown in Table 1.
6.3 Butt joints welded with the shielded metal arc welding process in the horizontal (2G) andvertical (3G) positions shall be cut to produce face- and root-bend specimens as shown in Figure6.
6.4 Face- and root-bend specimens shall be conditioned as shown in Figure 7, and bent in abend fixture similar to Figure 8 or 9, in accordance with ANSI/AWS B4.0, Standard Methodsfor Mechanical Testing of Welds.
6.5 Face- and root-bend specimens after bending shall meet the requirements ofTable 2.
7. Documentation
For each successful Entry Level Welder, the Participating Organization shall prepare amachine-readable report containing the following:
(1) The Entry Level Welder's name and Social Security Number,
(2) The actual grade on the Written Closed Book Test,
(3) The actual grade on the Safety portion of the Written Closed Book Test,
(4) The results of the visual examination of each workmanship test, and
(5) The results of the face- and root-bend tests on the horizontal (2G) and vertical (3G)position SMAW performance qualification test plates.
8. Certification
8.1 The Participating Organization shall send the machine-readable report to the AmericanWelding Society.
-4-

8.2 The American Welding Society shall enter the data into the Entry Level Welder database
and destroy the machine readable report.
9. National Registry of Entry Level Welders
The Entry Level Welder database shall function as the National Registry of Entry LevelWelders.
9.1 Persons listed in the databank are not required to maintain registration by reporting
welding activities. Individual registrations expire automatically after one year.
9.2 When the individual's registration expires, that individual's records shall be expunged from
the databank.
-5-
12

Annex A
Standard Welding Procedure Specifications
ANSI/AWS B2.1.001 Standard Welding Procedure Specification for Shielded Metal ArcWelding of Carbon Steel, (M-1/P-1, Group 1 or 2), 3/16 through 3/4inch in the As-Welded Condition, with Backing
ANSI/AWS B2.1.008 Standard Welding Procedure Specification for Gas Tungsten ArcWelding of Carbon Steel, (M-1, Group 1), 10 through 18 Gage, in theAs-Welded Condition, with or without Backing
ANSI/AWS B2.1.009 Standard Welding Procedure Specification for Gas Tungsten ArcWelding of Austenitic Stainless Steel, (M-8/P-8), 10 through 18 Gage,in the As-Welded Condition, with or without Backing
ANSI/AWS B2.1.015 Standard Welding Procedure Specification for Gas Tungsten ArcWelding of Aluminum, (M-22 or P-22), 10 through 18 Gauge, in theAs-Welded Condition, with or without Backing
ANSI/AWS B2.1.019 Standard Welding Procedure Specification for CO2 Shielded Flux CoredArc Welding of Carbon Steel (M-1/P-1/S-1, Group 1 or 2), 1/8 through1-1/2 inch Thick, E70T-1 and E71T-1, As-Welded. Condition
ANSI/AWS B2.1.020 Standard Welding Procedure Specification for 75% Argon 25% CO2Shielded Flux Cored Arc Welding of Carbon Steel, (M-1/P-1/S-1,Group 1 or 2), 1/8 through 1-1/2 inch Thick, E70T-1 and E71T-1,As-Welded Condition
AWS-1-GMAW-S Welding Procedure Specification for Gas Metal Arc Welding ShortCircuit Transfer on Carbon Steel (M-1/P-1, Group 1 or 2), 3/8 inchThick, in the As-Welded Condition
AWS-1-FCAW Welding Procedure Specification for Self-Shielded Flux Cored ArcWelding of Carbon Steel, (M-1/P-1/S-1, Group 1 or 2), 1/8 through 1-1/2 inch Thick, E71T-11, in the As-Welded Condition
AWS-2-GMAW Welding Procedure Specification for Gas Metal Arc Welding SprayTransfer on Carbon Steel (M-1/P-1, Group 1 or 2), 3/8 inch Thick, inthe As-Welded Condition
-8-
13

AWS-5-GTAW
C
Welding Procedure Specification for Gas Tungsten Arc Welding ofAluminum, (M-23/P-23), 10 through 18 Gauge, in the As-WeldedCondition, with or without Backing

Annex B
Workmanship Sample
Visual Inspection
Name of Student:Social Security No.:Sample #
Size:
Under OK Excessive
Undercut:
Acceptable Rejected
Porosity:
Diameter of Largest
Acceptable Rejected
Overlap:
Acceptable Rejected
Penetration:
Acceptable Rejected
Appearance:
Acceptable Rejected
Cracks:
Acceptable Rejected
Name: Date:(Please Print)
Signature:
-10-
15

C
Annex C
Face- and Root-Bend Test Results
Name of Student:
Social Security No.:
2G Face-bend:
Length of each discontinuity (Over 1/32") Sum
Accept Reject
2G Root-bend:
Length of each discontinuity (Over 1/32") Sum
Accept Reject
3G Face-bend:
Length of each discontinuity (Over 1/32") Sum
Accept Reject
3G Root-bend:
Length of each discontinuity (Over 1/32") Sum
Accept Reject
Name: Date:(Please Print)
Signature:
-11-
16

See
Not
es 1
0 &
12
INC
HM
M
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
125
.4
-r-
z-M
anua
lO
FC
- 01
'
Man
ual O
FC
Thi
s E
dge
See
Not
es 1
0 &
13
50°
NO
TE
S
1.A
ll di
men
sion
s U
.S. c
usto
mar
y un
less
oth
erw
ise
spec
ified
.2.
318"
thic
knes
s pl
ain
carb
on s
teel
mat
eria
l
3.T
he w
elde
r sh
all p
repa
re a
bill
of m
ater
ials
in U
.S.
cust
omar
y un
its o
f mea
sure
prio
r to
cut
ting.
4.T
he w
elde
r sh
all c
onve
rt th
e ab
ove
bill
of m
ater
ials
to S
.I. m
etric
uni
ts o
f mea
sure
.
5.A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
OF
Cun
less
indi
cate
d m
anua
l OF
C.
6.A
ll w
elds
GM
AW
-S, F
CA
W-G
or
FC
AW
as
appl
icab
le.
7.F
it an
d ta
ck e
ntire
ass
embl
y on
ben
ch b
efor
e at
tach
-
ing
to p
ositi
onin
g fix
ture
arm
.8.
Atta
ch 2
' x 2
' ext
ensi
on ta
b of
par
t 1 E
to p
ositi
onin
gfix
ture
arm
. ALL
WE
LDIN
G D
ON
E IN
PO
SIT
ION
AC
CO
RD
ING
TO
DR
AW
ING
OR
IEN
TA
TIO
N.
9.E
mpl
oy b
oxin
g te
chni
que
whe
re a
pplic
able
.10
. Par
tial p
enet
ratio
n w
eld.
11. F
or G
MA
W-S
use
WP
S A
WS
-1-G
MA
W-S
.F
or F
CA
W-G
use
WP
S B
2.1-
019
or W
PS
B2.
1-02
0.
For
FC
AW
use
WP
S A
WS
-1-F
CA
W.
12. W
eld
join
s P
arts
1C
and
10
to 1
E.
13. W
eld
join
s P
arts
1C
and
1E
to 1
A.
14. V
isua
l exa
min
atio
n in
acc
orda
nce
with
the
requ
irem
ents
of A
WS
OC
10, T
able
1.
Figu
re 1
- G
MA
W-S
or
FCA
W-G
Wor
kman
ship
Per
form
ance
Qua
lific
atio
n
EST
CO
PY A
VA
ILA
BL
E .
18

19
1/2"
INC
HM
M
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
125
.4
Man
ual O
FC
Thi
s E
dge
Man
ual
OF
C-
01'
5-1/2"
NO
TE
S
1.A
ll di
men
sion
s U
.S. c
usto
mar
y un
less
oth
erw
ise
spec
ified
.2.
3/8"
thic
knes
s pl
ain
carb
on s
teel
mat
eria
l3.
The
wel
der
shal
l pre
pare
a b
ill o
f mat
eria
ls in
U.S
.cu
stom
ary
units
of m
easu
re p
rior
to c
uttin
g.4.
The
wel
der
shal
l con
vert
the
abov
e bi
ll of
mat
eria
lsto
S.I.
met
ric u
nits
of m
easu
re.
5.A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
OF
Cun
less
spe
cifie
d m
anua
l OF
C.
6.A
ll w
elds
GM
AW
, spr
ay tr
ansf
er.
7.F
it an
d ta
ck e
ntire
ass
embl
y on
ben
ch b
efor
e w
eldi
ng.
8. A
LL W
ELD
ING
DO
NE
IN P
OS
ITIO
N A
CC
OR
DIN
G
TO
DR
AW
ING
OR
IEN
TA
TIO
N.
9.E
mpl
oy b
oxin
g te
chni
que
whe
re a
pplic
able
.10
. Mel
t thr
ough
not
req
uire
d.11
. Use
WP
S A
WS
-2-G
MA
W.
12. V
isua
l exa
min
atio
n in
acc
orda
nce
with
the
requ
irem
ents
of A
WS
OC
10, T
able
1.
Figu
re 2
- G
MA
W S
pray
Tra
nsfe
r W
orkm
ansh
ipPe
rfor
man
ceQ
ualif
icat
ion
20

Sea
l Wel
dS
ee N
otes
10
& 1
2
rn
3 13
/16'
See
Not
e 10 21
8"
1
Man
ual P
AC
Thi
s E
dge
1/2'
TY
P
-See
Not
e 8IN
CH
MM
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
125
.4
Man
ual
PA
C-
01'
1/8
11>
2-4
1/8
2-4
Sea
l Wel
dS
ee N
otes
10
813
it
NO
TE
S
1.A
ll di
men
sion
s U
.S. c
usto
mar
yun
less
oth
erw
ise
spec
ified
.
2.10
ga.
- 1
8 ga
. thi
ckne
ss p
lain
carb
on s
teel
mat
eria
l.
Opt
iona
l cho
ice
of th
ickn
ess
with
in r
ange
spec
ified
.
3.T
he w
elde
r sh
all p
repa
re a
bill
of
mat
eria
ls in
U.S
.
cust
omar
y un
its o
f mea
sure
prio
r to
cutti
ng.
4.T
he w
elde
r sh
all c
onve
rt th
e ab
ove
bill
of m
ater
ials
to S
.I. m
etric
uni
ts o
f mea
sure
.
5.A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
PA
C
unle
ss s
peci
fied
man
ual P
AC
.
6.A
ll w
elds
GT
AW
.
7.F
it an
d ta
ck e
ntire
ass
embl
y on
benc
h be
fore
atta
ch-
ing
to p
ositi
onin
g fix
ture
arm
.
8.A
ttach
2"x
2"
exte
nsio
n ta
b of
par
t1
E to
pos
ition
ing
fixtu
re a
rm. A
LL W
ELD
ING
DO
NE
IN P
OS
ITIO
N
AC
CO
RD
ING
TO
DR
AW
ING
OR
IEN
TA
TIO
N.
9.E
mpl
oy b
oxin
g te
chni
que
whe
reap
plic
able
.
10. M
elt t
hrou
gh n
ot r
equi
red.
11. U
se W
PS
B2.
1 -0
08.
12. W
eld
join
s P
arts
1C
and
10
to1E
.
13. W
eld
join
s P
arts
1C
and
lE to
1A.
14. V
isua
l exa
min
atio
n in
acco
rdan
ce w
ith th
e
requ
irem
ents
of A
WS
°C
10, T
able
1.
Figu
re 3
- G
TA
WPl
ain
Car
bon
Stee
lW
orkm
ansh
ip P
erfo
rman
ce
Qua
lific
atio
n
22

Sea
l Wel
dS
ee N
ote
10
-1 1
- 1/
2"
Sea
l Wel
s
Not
e 1001
03
6"
1/2"
TY
P
Man
ual
PA
C-
0 1'
INC
HM
M
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
125
.4
Man
ual P
AC
Thi
s E
dge
NO
TE
S
1.A
ll di
men
sion
s U
.S. c
usto
mar
y un
less
oth
erw
ise
spec
ified
.
2.10
ga.
- 1
8 ga
. thi
ckne
ss s
tain
less
ste
el m
ater
ial.
Opt
iona
l cho
ice
of th
ickn
ess
with
in r
ange
spe
cifie
d.3.
The
wel
der
shal
l pre
pare
a b
ill o
f mat
eria
ls in
U.S
.cu
stom
ary
units
of m
easu
re p
rior
to c
uttin
g.4.
The
wel
der
shal
l con
vert
the
abov
e bi
ll of
mat
eria
lsto
S.I.
met
ric u
nits
of m
easu
re.
5.A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
PA
C
unle
ss s
peci
fied
man
ual P
AC
.6.
All
wel
ds G
TA
W.
7.F
it an
d ta
ck e
ntire
ass
embl
y on
ben
ch b
efor
e w
eldi
ng.
8.A
LL W
ELD
ING
DO
NE
IN P
OS
ITIO
N A
CC
OR
DIN
G
TO
DR
AW
ING
OR
IEN
TA
TIO
N.
9.E
mpl
oy b
oxin
g te
chni
que
whe
re a
pplic
able
.10
. Mel
t thr
ough
not
req
uire
d.11
. Use
WP
S 6
2.1.
009.
12. V
isua
l exa
min
atio
n in
acc
orda
nce
with
the
requ
irem
ents
of A
WS
()C
IO, T
able
1.
Figu
re 4
- G
TA
W S
tain
less
Ste
el W
orkm
ansh
ip P
erfo
rman
ceQ
ualif
icat
ion
2324

Sea
l Wel
dS
ee N
ote
10
25
--I 1
-
6"
Man
ual
PA
C-
0 V
1/2H
INC
HM
M
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
25.4
Man
ual P
AC
Thi
s E
dge
5-1/
2'
41%
NO
TE
S
1.A
ll di
men
sion
s U
.S. c
usto
mar
y un
less
oth
erw
ise
spec
ified
.
2.10
ga.
-18
ga.
thic
knes
s al
umin
um m
ater
ial.
Opt
iona
l cho
ice
of th
ickn
ess
with
in r
ange
spe
cifie
d.
3.T
he w
elde
r sh
all p
repa
re a
bill
of m
ater
ials
in U
.S.
cust
omar
y un
its o
f mea
sure
prio
r to
cut
ting.
4.T
he w
elde
r sh
all c
onve
rt th
e ab
ove
bill
of m
ater
ials
to S
.I. m
etric
uni
ts o
f mea
sure
.
5.A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
PA
C
unle
ss s
peci
fied
man
ual P
AC
.
6.A
ll w
elds
GM
AW
, spr
ay tr
ansf
er.
7.F
it an
d ta
ck e
ntire
ass
embl
y on
ben
ch b
efor
e w
eldi
ng.
8. A
LL W
ELD
ING
DO
NE
IN P
OS
ITIO
N A
CC
OR
DIN
G
TO
DR
AW
ING
OR
IEN
TA
TIO
N.
9.E
mpl
oy b
oxin
g te
chni
que
whe
re a
pplic
able
.10
. Mel
t thr
ough
not
req
uire
d.11
. Use
WP
S B
2.1.
015
for
alum
inum
(M
-22
or P
-22)
.11
. Use
WP
S A
WS
-5-G
TA
W fo
r al
umin
um (
M-2
3).
12. V
isua
l exa
min
atio
n in
acc
orda
nce
with
the
requ
irem
ents
of A
WS
OC
10, T
able
1.
Figu
re 5
- G
TA
W A
lum
inum
Wor
kman
ship
Perf
orm
ance
Qua
lific
atio
n
EST
CO
PY M
AM
AL
E
26

1-1/
2" w
idth
Fac
e -
Ben
d S
peci
men
3/8
27
1 -1
/2"
wid
thR
oot -
Ben
d S
peci
men
45"
INC
HM
M
1/16
1.6
1/8
3.2
1/4
6.4
1/2
12.7
125
.4
1/4
6 M
IN
7 M
IN
Figu
re 6
- S
MA
W T
est P
late
s
Not
es:
1. 3
/8"
thic
knes
s pl
ain
carb
on s
teel
mat
eria
l.
2. P
erfo
rman
ce Q
ualif
icat
ion
#1 =
2G
pos
ition
.P
erfo
rman
ce Q
ualif
icat
ion
#2 =
3G
pos
ition
.
3. A
ll w
eldi
ng d
one
in p
ositi
on a
ccor
ding
to
appl
icab
le p
erfo
rman
ce q
ualif
icat
ion
requ
irem
ent.
4. T
he b
acki
ng th
ickn
ess
shal
l be
1/4
in. m
in to
3/8
in.
max
; bac
king
wid
th 1
in. m
in.
5. A
ll pa
rts
may
be
mec
hani
cally
cut
or
mac
hine
OF
C.
6. U
se W
PS
B2.
1.00
1
7. V
isua
l exa
min
atio
n in
acc
orda
nce
with
the
requ
ire-
men
ts o
f °C
10, T
able
1.
Ben
d te
st in
acc
orda
nce
with
the
requ
irem
ents
of 0
C10
, Tab
le 2
.
28

I--- 6 MIN (SEE NOTE 1) 1
NOTE 2
1 -1/2
NOTE 3
3/8
Notes:1. A longer specimen length may be necessary.2. These edges may be oxygen-cut and may or may not be machined.3. The weld reinforcement, and any backing, shall be removed
flush with the surface of the specimen.4. Cut surfaces shall be smooth and parallel.
RADIUS 1/8 MAX
3/8
in. mm
1/8 3
3/8 10
1-1/2 38
6 150
Figure 7 - Face- and Root-Bend Test Specimens
BEST COPY AVAILA LE
29
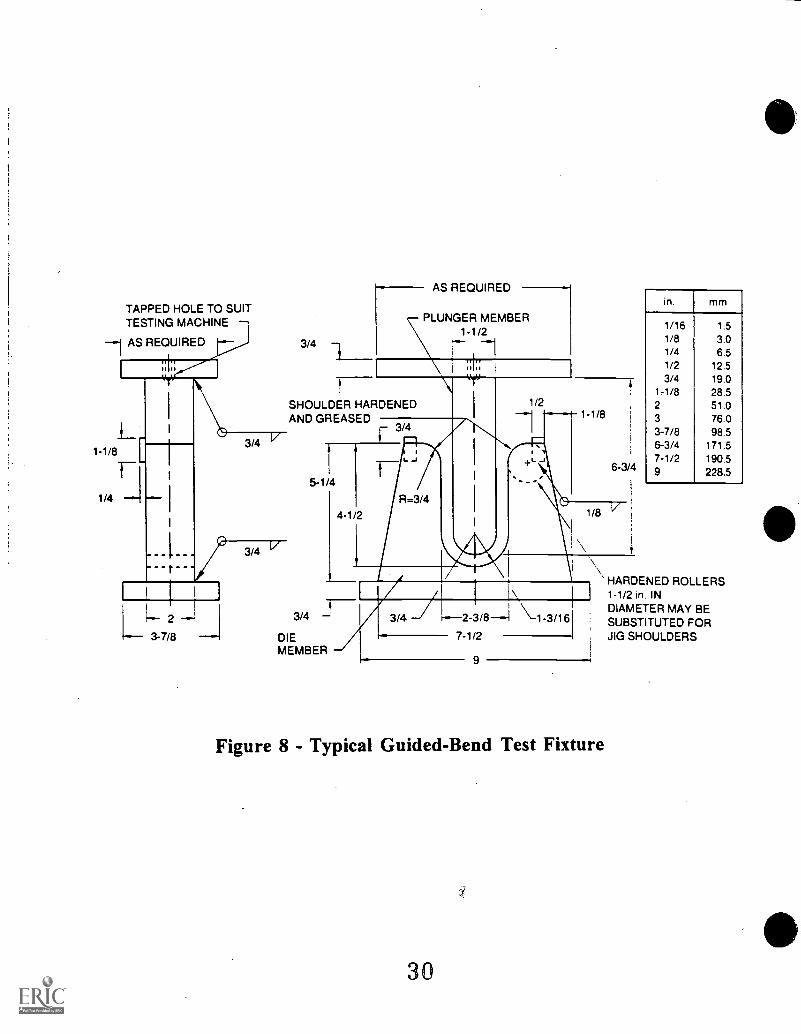
TAPPED HOLE TO SUITTESTING MACHINE
1 AS REQUIRED
1-1/8
1/4
1--- 3-7/82
3/4
3/4
3/4
AS REQUIRED
PLUNGER MEMBER1-1/2
SHOULDER HARDENEDAND GREASED
3/4
5-1/4
L
R =3/4
4-1/2
1/21 1/8
6-3/4
1/8
3/4 1DIEMEMBER
3/4
7-1/2
9
1-3/16
Figure 8 - Typical Guided-Bend Test Fixture
in. mm
1/16 1.51/8 3.01/4 6.51/2 12.53/4 19.0
1 -1/8 28.52 51.03 76.03-7/8 98.56-3/4 171.57-1/2 190.59 228.5
HARDENED ROLLERS1-1/2 in. INDIAMETER MAY BESUBSTITUTED FORJIG SHOULDERS

7/16
in. mm
3/8 10 1-1/2
7/16 11
3/4 19
1-1/2 38 V A
3/8
ROLLER ANYDIAMETER
WELD
3/4
Figure 9 - Alternative Wrap Around Bend Test Fixture
31_

(9/92)
U.S. DEPARTMENT OF EDUCATIONOffice of Educational Research and Improvement (OERI)
Educational Resources Information Center (ERIC)
NOTICE
REPRODUCTION BASIS
ERIC
This document is covered by a signed "Reproduction Release(Blanket)" form (on file within the ERIC system), encompassing allor classes of documents from its source organization and, therefore,does not require a "Specific Document" Release form.
This document is Federally-funded, or carries its own permission toreproduce, or is otherwise in the public domain and, therefore, maybe reproduced by ERIC without a signed Reproduction Releaseform (either "Specific Document" or "Blanket").