dfgsfg.xls
TRANSCRIPT

CURSO DE DIRECCIÓN DE LA PRODUCCIÓN
MRP EN EXCEL Basado en un trabajo de Tony RicePara Production Scheduling Inc
ÍNDICEAdaptado y comentado por Ing Alfredo Russo
ARCHIVOS DE DATOS
CALCULOS PARA MRP
ASIGNACIÓN DE INVENTARIOS
INTRODUCCIÓN
VÍNCULOS
DESCRIPCIÓN DEL NEGOCIO
Archivo Maestro de ÍtemsArchivo Maestro de ProveedoresLista de Materiales (BOM)Órdenes de Compra
PROGRAMA CON PLAZO DETERMINADO (FINITO)
Explicación de la Lógica de los Inventarios
Lotes de ProducciónBOM x 3Asignación de StocksInformes de compras
Lógica de la Asignación de StocksCálculos del Asignación de StocksTabla dinámica de componentesTabla dinámica de productos

http://www.production-scheduling.com

Basado en un trabajo de Tony RicePara Production Scheduling Inc
Adaptado y comentado por Ing Alfredo Russo

http://www.production-scheduling.com
Características más importantes
Asignación de Inventarios

http://www.production-scheduling.com
Las restricciones comerciales están dadas por:
http://www.production-scheduling.com
CURSO DE DIRECCIÓN DE LA PRODUCCIÓN
MRP EN EXCEL
INTRODUCCIÓN
Este trabajo pretende demostrar la capacidad de crear sistemas MRP de complejidad relativamente baja usando planillas electrónicas. Desde el punto de vista de la utilidad, esto es mucho más económico que adquirir un software MRP y puedeser utilizado por los responsables de la producción para poner a punto un sistema MRP más sofisticado
sistema de fácil utilización en Planta. También puede actuar por sí solo para empresas que
* no tienen la dimensión necesaria para disponer de un programa ERP/MRP de pago* tienen más experiencia en el desarrollo de planillas Excel que en la configuración de programas ERP/MRP* su propio programa ERP no interactúa con Excel* su propio sistema es demasiado complejo para resultar útil en el nivel de la producción
Por otra parte, este sistema sirve como entrenamiento para comprender la lógica de los sistemas MRP en
provistos por Excel.
necesarias están también detalladas en las Ayudas de Excel
Características más importantesEste sistema tiene las siguientes características básicas:
1) La demanda se origina en una Programación Finita (o sea, para un plazo determinado) que fuerza la constitución de inventarios. Es equivalente a un sistema impulsado por la demanda. Eventualmente podríausar la demanda de un programa externo de ERP2) Se usa un único nivel de Lista de Materiales3) Los stocks de materias primas y componentes se asignan a los primeros productos a producir, pueden serasignados dinámicamente cuando el programa cambia
para cumplir con el programa
Asignación de InventariosLas siguientes 3 hojas explican todo lo que los fabricantes desean saber
Qué productos debo fabricar teniendo en cuenta los inventarios de que dispongo en este momento?
En algunos casos, este sistema puede tomar datos de un programa central ERP/MRP para construir un
una forma sencilla, sin programaciçon de Macros, solamente usando Tablas Dinámicas y Fórmulas, todos
Esto significa que sólo se necesita un buen conocimient del funcionamiento de las Tablas Dinámicas, para lo cuál hay un Tutorial que acompaña a este sistema y de las Fórmulas de Excel. Todas las explicaciones
4) El Informe de Acciones de Compra identifica las ordenes de compra que deben ser colocadas o activadas
El sistema tiene en cuenta las disponibilidades de materias primas que se usan para más de un producto y las asigna de tal modo que optimice la disponibilidad de productos.

http://www.production-scheduling.com
El problema central, después de este estudio, es verificar las condiciones de la optimización
Si el objetivo de la empresa es disponer del mayor surtido posible de productos, porque vende al detallelos objetivos serán diferentes que los que puedan surgir de atender pedidos de distribuidores
Es decir, siempre debe haber un objetivo claro para la producción.
Las disponibilidades de materias primas apta para más de un producto se debe utilizar para maximizar lasutilidades dentro de un marco de restricciones físicas y comerciales
Las restricciones físicas están dadas por:1) Disponibilidad de equipos2) Disponibilidad de materias primas3) Disponibilidad de mano de obra4) Disponibilidad de recursos financieros para producir5) Disponibilidad de materiales y componentes para la producción
Las restricciones comerciales están dadas por:1) Stock mínimo por producto para atender demandas inesperadas2) Stock mínimo por producto para atender contratos
Estas restricciones comerciales, pocas veces analizadas en la literatura específica, tienen que ver con elcosto estimado de la elección de cliente por otro proveedor.

http://www.production-scheduling.com
Este trabajo pretende demostrar la capacidad de crear sistemas MRP de complejidad relativamente baja
Desde el punto de vista de la utilidad, esto es mucho más económico que adquirir un software MRP y puedeser utilizado por los responsables de la producción para poner a punto un sistema MRP más sofisticado
* tienen más experiencia en el desarrollo de planillas Excel que en la configuración de programas ERP/MRP
Por otra parte, este sistema sirve como entrenamiento para comprender la lógica de los sistemas MRP en
1) La demanda se origina en una Programación Finita (o sea, para un plazo determinado) que fuerza la constitución de inventarios. Es equivalente a un sistema impulsado por la demanda. Eventualmente podría
3) Los stocks de materias primas y componentes se asignan a los primeros productos a producir, pueden ser
Qué productos debo fabricar teniendo en cuenta los inventarios de que dispongo en este momento?

http://www.production-scheduling.com
El problema central, después de este estudio, es verificar las condiciones de la optimización
Si el objetivo de la empresa es disponer del mayor surtido posible de productos, porque vende al detallelos objetivos serán diferentes que los que puedan surgir de atender pedidos de distribuidores
Las disponibilidades de materias primas apta para más de un producto se debe utilizar para maximizar las
Estas restricciones comerciales, pocas veces analizadas en la literatura específica, tienen que ver con el

http://www.production-scheduling.com
Tabla de vínculos
Esta Tabla muestra los vínculos entre hojas del archivo que toman datos de otras hojas Todas las hojas pertenecen al mismo archivo
Neg
oci
o
Arc
hiv
o M
aest
ro d
e A
rtíc
ulo
s
Arc
hiv
o M
aest
ro d
e P
roveed
ore
s
List
a d
e M
ate
riale
s
Ord
en
es
de c
om
pra
Pla
n d
e P
rod
ucc
ión
Lote
s d
e P
rod
ucc
ión
BO
M x
3
Asi
gn
ar
Inven
tari
o
NegociosArchivo Maestro de Artículos FArchivo Maestro de ProveedoresLista de Materiales FOrdenes de compra F FPlan de Producción F FLotes de Producción PBOM x 3 F FAsignar Inventario F F P
Vínculo con fórmula F
Esta Tabla ha sido "recortada" para tener en cuenta solamente las hojas presentes en esta versión
Hoja:
Vincula con :

http://www.production-scheduling.com
Esta Tabla muestra los vínculos entre hojas del archivo que toman datos de otras hojas
Esta Tabla ha sido "recortada" para tener en cuenta solamente las hojas presentes en esta versión

http://www.production-scheduling.com
Esquema del Negocio
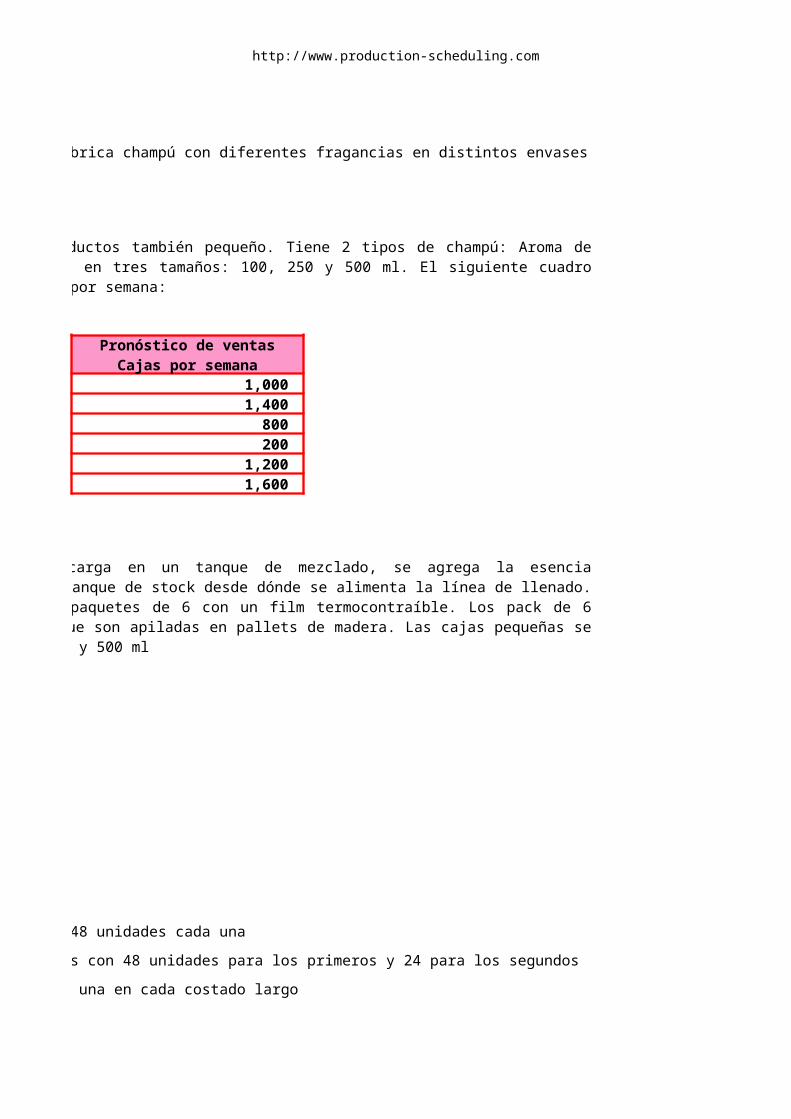
El ejemplo se basa en un negocio imaginario que fabrica champú con diferentes fragancias en distintos envases
Tamaño del negocio
Código Descripción Botellas por caja
AB100 Manzana 100 48 1,000 AB250 Manzana 250 48 1,400 AB500 Manzana 500 24 800 FL100 Limón 100 48 200 FL250 Limónm 250 48 1,200 FL500 Limón 500 24 1,600
Descripción del proceso productivo
Lista de Materiales (BOM)
Los componentes son:
Champú base
2 tipos de fragancias
3 tipos de frascos plásticos
2 tipos de tapas
6 tipos de etiquetas
2 tipos de cajas de cartón corrugado
Los frascos de 100 se alojan en cajas pequeñas de 48 unidades cada una
Los frascos de 250 y 500 se alojan en cajas grandes con 48 unidades para los primeros y 24 para los segundos
En las cajas, se colocan dos etiquetas de frascos, una en cada costado largo
Este es un negocio pequeño con una rango de productos también pequeño. Tiene 2 tipos de champú: Aroma de Manzana y Fragancia de Limón. Cada uno se ofrece en tres tamaños: 100, 250 y 500 ml. El siguiente cuadro muestra cada producto y sus predicciones de venta por semana:
Pronóstico de ventas Cajas por semana
Se compra champú base en tambores y se lo carga en un tanque de mezclado, se agrega la esencia correspondiente y se agita, luego se bombea a un tanque de stock desde dónde se alimenta la línea de llenado. Los frascos se tapan, etiquetan y se reunen en paquetes de 6 con un film termocontraíble. Los pack de 6 envases se embalan en cajas de cartón corrugado que son apiladas en pallets de madera. Las cajas pequeñas se usan para botellas de 100 ml, las grandes para 250 y 500 ml

http://www.production-scheduling.com
La cola de pegar, el plástico termocontraíble y la cinta adhesiva para cerrar las cajas
son considerados materiales, los pallets se alquilan a la empresa de transporte.
La venta mínima es una caja de cartón, de modo que se la considera la unidad de stock
Capacidades
El mezclado es más rápido que el llenado de botellas, de modo que éste último es el
que regula el tiempo de producción, los tiempos de llenado son:
Frascos de 100 y 250 ml = 70 u/min
Frascos de 500 ml = 40 u/min
El cambio de línea de llenado tiene un tiempo que no vamos a considerar en este ejemplo
http://www.production-scheduling.com
El ejemplo se basa en un negocio imaginario que fabrica champú con diferentes fragancias en distintos envases
Los frascos de 250 y 500 se alojan en cajas grandes con 48 unidades para los primeros y 24 para los segundos
Este es un negocio pequeño con una rango de productos también pequeño. Tiene 2 tipos de champú: Aroma de Manzana y Fragancia de Limón. Cada uno se ofrece en tres tamaños: 100, 250 y 500 ml. El siguiente cuadro muestra
Se compra champú base en tambores y se lo carga en un tanque de mezclado, se agrega la esencia correspondiente y se agita, luego se bombea a un tanque de stock desde dónde se alimenta la línea de llenado. Los frascos se tapan, etiquetan y se reunen en paquetes de 6 con un film termocontraíble. Los pack de 6 envases se embalan en cajas de cartón corrugado que son apiladas en pallets de madera. Las cajas pequeñas se usan para botellas de 100 ml, las

http://www.production-scheduling.com
La cola de pegar, el plástico termocontraíble y la cinta adhesiva para cerrar las cajas
La venta mínima es una caja de cartón, de modo que se la considera la unidad de stock
El mezclado es más rápido que el llenado de botellas, de modo que éste último es el
El cambio de línea de llenado tiene un tiempo que no vamos a considerar en este ejemplo

http://www.production-scheduling.com
Maestro de ÍtemsEl Maestro de Ítem contiene datos de materias primas, materiales y productos terminadasLos datos en general se almacenan en un Servidor con un ERP y se transfieren a Excel por un método adecuado
Código Descripción Almacén
AB100 Manzana 100 ml carton FP FP01AB250 Manzana 250 ml carton FP FP01AB500 Manzana 500 ml carton FP FP01FL100 Limón 100 ml carton FP FP01FL250 Limón 250 ml carton FP FP01FL500 Limón 500ml carton FP FP01BS01 Champú Base litro RM AC01ESA Esencia de Manzana litro RM CE01ESL Esencia de Limón litro RM CE01BT100 Frasco de 100 ml unidad RM BP01BT250 Frasco de 250 ml unidad RM BP01BT500 Frasco de 500 ml unidad RM BP01CAPF Tapa presión unidad RM BP01CAPS Tapa rosca unidad RM BP01LAB10 Etiqueta Manzana 100 ml unidad RM DP01LAB25 Etiqueta Manzana 250 ml unidad RM DP01LAB50 Etiqueta Mazana 500 ml unidad RM DP01LFL10 Etiqueta Limón 100 ml unidad RM DP01LFL25 Etiqueta Limón 250 ml unidad RM DP01LFL50 Etiqueta Limón 250 ml unidad RM DP01CARS Caja pequeña unidad RM EC01CARL Caja grande unidad RM EC01
Unidad de medida
Código de Proveedor

http://www.production-scheduling.com
El Maestro de Ítem contiene datos de materias primas, materiales y productos terminadasLos datos en general se almacenan en un Servidor con un ERP y se transfieren a Excel por un método adecuado
Stock
Propio 1,854Propio 1,470Propio 470Propio 488Propio 1,148Propio 766Química Plus 14 34,276Esencias Vegetales 30 1,494Esencias Vegetales 30 1,002Plásticos del Norte 21 122,472Plásticos del Norte 21 184,968Plásticos del Norte 21 36,516Plásticos del Norte 21 65,738Plásticos del Norte 21 37,818Impresora Maxima 7 211,796Impresora Maxima 7 266,776Impresora Maxima 7 24,964Impresora Maxima 7 32,140Impresora Maxima 7 83,496Impresora Maxima 7 117,354Cajas Pérez 21 998Cajas Pérez 21 4,368
Nombre del Proveedor
Plazo de entrega Días

http://www.production-scheduling.com
Maestro de Proveedores
Código Nombre del ProveedorAC01 Química PlusBP01 Plásticos del NorteCE01 Esencias VegetalesDP01 Impresora MaximaEC01 Cajas Pérez

Pregunta Nº 1:
1. Calcular al ahorro global que podrían conseguir operando en conjunto
2. Calcular la reducción en stock que podrían obtener operando en conjunto.
Pregunta Nº 2:
Pregunta Nº 3:
Dos cadenas de ventas de electrodomésticos de la misma ciudad quieren estudiar la posibilidad de gestionar en conjunto la compra de un determinado artículo. Ambos tienen la misma demanda anual, de 100.000 unidades. Sus costes de lanzamiento y posesión también son iguales e importan $ 20.000 por pedido para el primero y $ 1.000/unidad y por año para el segundo.
En la Planilla MP3 DIPROD: analice qué sucede si modifica el BOM, por ejemplo agregando una merma del 2% al consumo de champú base, lo que implica aumentar el consumo en 2%. La merma es un efecto indeseado, que baja la productividad, cuando hay pérdidas de materia prima por volcado, por llenado excesivo de los frascos o por envases defectuosos que se deben tirar una vez llenos.
Consejo: conserve una copia del archivo original en un directorio o carpeta aparte, de allí obtendrá los valores ANTES. Haga el experimento en una copia en otra carpeta, allí podrá ver los valores DESPUÉS. Informe solamente los cambios observados.
La estructura de un producto A se compone de 2 unidades de B y una de C. B se produce en la planta con 2 unidades de D. C y D se compran fuera de la planta. El stock actual de A, B, C y D es de 11, 11, 20 y 70 unidades respectivamente. La demanda prevista para las próximas 6 semanas es de 7, 9, 11, 9, 10 y 6 unidades de A, respectivamente.
a) Dibujar el diagrama de la producción de A
b) La fabricación de A requiere 6 horas hombre en la sección SA y la de B 3 horas hombre en la sección SB, suponiendo que la carga de trabajo se asigna a la semana en que se lanza el pedido, calcular la carga de trabajo en horas hombre para las semanas 1 a 5 en la Sección A solamente (Nota: para poder calcular esta carga hay que calcular previamente las ordenes de trabajo a emitir por cada una de las primeras 5 semanas para A)
Dirección de Producción
Fecha de entrega: 13 de Agosto de 2009
Trabajo Práctico N° 2

Fecha de entrega: 13 de Agosto de 2009

http://www.production-scheduling.com
Lista de Materiales
Productos y Componentes
Producto Componente Cantidad Descripción
AB100 BS01 4.90 Champú BaseAB100 BT100 48.00 Frasco de 100 mlAB100 CAPF 48.00 Tapa presiónAB100 CARS 1.00 Caja pequeñaAB100 ESA 0.05 Esencia de ManzanaAB100 LAB10 50.00 Etiqueta Manzana 100 mlAB250 BS01 12.24 Champú BaseAB250 BT250 48.00 Frasco de 250 mlAB250 CAPF 48.00 Tapa presiónAB250 CARL 1.00 Caja grandeAB250 ESA 0.12 Esencia de ManzanaAB250 LAB25 50.00 Etiqueta Manzana 250 mlAB500 BS01 12.24 Champú BaseAB500 BT500 24.00 Frasco de 500 mlAB500 CAPS 24.00 Tapa roscaAB500 CARL 1.00 Caja grandeAB500 ESA 0.12 Esencia de ManzanaAB500 LAB50 26.00 Etiqueta Mazana 500 mlFL100 BS01 4.90 Champú BaseFL100 BT100 48.00 Frasco de 100 mlFL100 CAPF 48.00 Tapa presiónFL100 CARS 1.00 Caja pequeñaFL100 ESL 0.05 Esencia de LimónFL100 LFL10 50.00 Etiqueta Limón 100 mlFL250 BS01 12.24 Champú BaseFL250 BT250 48.00 Frasco de 250 mlFL250 CAPF 48.00 Tapa presiónFL250 CARL 1.00 Caja grandeFL250 ESL 0.12 Esencia de LimónFL250 LFL25 50.00 Etiqueta Limón 250 mlFL500 BS01 12.24 Champú BaseFL500 BT500 24.00 Frasco de 500 mlFL500 CAPS 24.00 Tapa roscaFL500 CARL 1.00 Caja grandeFL500 ESL 0.12 Esencia de LimónFL500 LFL50 26.00 Etiqueta Limón 250 ml

http://www.production-scheduling.com
Ordenes de Compra
Esta Tabla contiene las ordenes de compra a cada proveedor y la fecha esperada de entrega
Código Descripción
BS01 Champú Base AC01 Química PlusBS01 Champú Base AC01 Química PlusBT100 Frasco de 100 ml BP01 Plásticos del NorteBT250 Frasco de 250 ml BP01 Plásticos del NorteBT250 Frasco de 250 ml BP01 Plásticos del NorteBT250 Frasco de 250 ml BP01 Plásticos del NorteBT500 Frasco de 500 ml BP01 Plásticos del NorteBT500 Frasco de 500 ml BP01 Plásticos del NorteBT500 Frasco de 500 ml BP01 Plásticos del NorteCAPF Tapa presión BP01 Plásticos del NorteCAPF Tapa presión BP01 Plásticos del NorteCAPS Tapa rosca BP01 Plásticos del NorteCAPS Tapa rosca BP01 Plásticos del NorteCARL Caja grande EC01 Cajas PérezCARL Caja grande EC01 Cajas PérezCARS Caja pequeña EC01 Cajas PérezCARS Caja pequeña EC01 Cajas PérezESA Esencia de Manzana CE01 Esencias VegetalesESA Esencia de Manzana CE01 Esencias VegetalesESL Esencia de Limón CE01 Esencias VegetalesLAB10 Etiqueta Manzana 100 ml DP01 Impresora MaximaLAB25 Etiqueta Manzana 250 ml DP01 Impresora MaximaLAB25 Etiqueta Manzana 250 ml DP01 Impresora MaximaLAB50 Etiqueta Mazana 500 ml DP01 Impresora MaximaLAB50 Etiqueta Mazana 500 ml DP01 Impresora MaximaLAB50 Etiqueta Mazana 500 ml DP01 Impresora MaximaLFL10 Etiqueta Limón 100 ml DP01 Impresora MaximaLFL10 Etiqueta Limón 100 ml DP01 Impresora MaximaLFL25 Etiqueta Limón 250 ml DP01 Impresora MaximaLFL25 Etiqueta Limón 250 ml DP01 Impresora MaximaLFL50 Etiqueta Limón 250 ml DP01 Impresora MaximaLFL50 Etiqueta Limón 250 ml DP01 Impresora Maxima
Nº de Proveedor
Nombre del Proveedor

http://www.production-scheduling.com
Esta Tabla contiene las ordenes de compra a cada proveedor y la fecha esperada de entrega
Cantidad
100,000 18-Mar-00100,000 30-Mar-00
40,000 14-Apr-0090,000 18-Mar-0040,000 1-Apr-0050,000 22-Apr-00
100,000 16-Mar-0050,000 1-Apr-0050,000 15-Apr-00
200,000 16-Mar-00300,000 7-Apr-00100,000 17-Mar-00100,000 2-Apr-00
8,000 14-Mar-005,000 4-Apr-001,000 18-Mar-001,000 26-Apr-00
60 23-Mar-00100 6-Apr-00350 3-Apr-00
50,000 7-Apr-0070,000 14-Mar-0060,000 21-Mar-0020,000 2-Apr-0020,000 16-Apr-0020,000 30-Apr-0010,000 14-Apr-0010,000 28-Apr-0060,000 17-Mar-0060,000 31-Mar-0040,000 30-Mar-0040,000 13-Apr-00
Fecha de Entrega

http://www.production-scheduling.com
Cronograma de stocks
Este cronograma está contenido en el sistema MRP sólo para generar la demanda de materialesExplicaciones sobre las fórmulas y la construcción del sistema están en el Tutorial del Cronograma
Inicio del pirmer trabajo 14/3 8:00 AB100 AB250 AB500 FL100 FL250 FL500 AB100 AB250 AB500 FL100 FL250 FL500Produciendo actualmente AB500 Velocidad - cajas/h 88 88 100 88 88 100Cantidad propuesta 110 Ventas - cajas por semana 1,000 1,400 800 200 1,200 1,600
Cobertura mínima - semanas 0.5 0.5 0.5 0.5 0.5 0.5Utilización 63.48% Cobertura máxima - semanas 2.0 2.0 2.0 2.0 2.0 2.0
Cobertura mínima - cajas 500 700 400 100 600 800Cobertura máxima - cajas 2,000 2,800 1,600 400 2,400 3,200
Producto Equipo Cantidad Equipo Equipo Inicio Fin Stock proyectado - Unidades Cobertura Proyectada - Semanas Diferencia Stock Velocidad Predicción A Producir9.52380952381
Stock inicial 14/3 8:00 1,854 1,470 470 488 1,148 766 1.85 1.05 0.59 2.44 0.96 0.48AB500 110 0.0 1.1 14/3 8:00 14/3 9:06 1,847 1,461 575 487 1,140 756 1.85 1.04 0.72 2.43 0.95 0.47 0.47 6 FL500 756 100 1600 0.5 800 3200 2702 2444 0.160821 257.31 2702
FL500 2,702 0.0 27.0 14/3 9:06 15/3 12:07 1,687 1,236 446 455 947 3,200 1.69 0.88 0.56 2.27 0.79 2.00 0.56 3 AB500 446 100 800 0.5 400 1600 1212Inactivo 1,212 9.7 12.1 15/3 12:07 16/3 9:55 1,557 1,054 342 429 791 2,993 1.56 0.75 0.43 2.14 0.66 1.87 0.43 3 AB500 342 100 800 0.5 400 1600 1321AB500 1,321 0.0 13.2 16/3 9:55 16/3 23:07 1,478 944 1,600 413 697 2,867 1.48 0.67 2.00 2.06 0.58 1.79 0.58 5 FL250 697 87.5 1200 0.5 600 2400 1854
Inactivo 1,854 13.6 18.5 16/3 23:07 18/3 7:15 1,287 676 1,447 375 468 2,561 1.29 0.48 1.81 1.87 0.39 1.60 0.39 5 FL250 468 87.5 1200 0.5 600 2400 2104FL250 2,104 0.0 24.0 18/3 7:15 19/3 7:18 1,144 476 1,333 346 2,400 2,332 1.14 0.34 1.67 1.73 2.00 1.46 0.34 2 AB250 476 87.5 1400 0.5 700 2800 2569AB250 2,569 0.0 29.4 19/3 7:18 20/3 12:39 969 2,800 1,193 311 2,190 2,052 0.97 2.00 1.49 1.56 1.83 1.28 0.97 1 AB100 969 87.5 1000 0.5 500 2000 1106
Inactivo 1,106 78.8 11.1 20/3 12:39 24/3 6:31 434 2,051 765 204 1,548 1,196 0.43 1.47 0.96 1.02 1.29 0.75 0.43 1 AB100 434 87.5 1000 0.5 500 2000 1680AB100 1,680 0.0 19.2 24/3 6:31 25/3 1:43 2,000 1,891 674 181 1,411 1,013 2.00 1.35 0.84 0.91 1.18 0.63 0.63 6 FL500 1013 100 1600 0.5 800 3200 2417
Inactivo 2,417 22.4 24.2 25/3 1:43 27/3 0:18 1,723 1,503 452 126 1,078 570 1.72 1.07 0.56 0.63 0.90 0.36 0.36 6 FL500 570 100 1600 0.5 800 3200 2907FL500 2,907 0.0 29.1 27/3 0:18 28/3 5:22 1,550 1,261 313 91 871 3,200 1.55 0.90 0.39 0.46 0.73 2.00 0.39 3 AB500 313 100 800 0.5 400 1600 1351
Inactivo 1,351 0.0 13.5 28/3 5:22 28/3 18:53 1,469 1,148 249 75 774 3,071 1.47 0.82 0.31 0.38 0.65 1.92 0.31 3 AB500 249 100 800 0.5 400 1600 1418AB500 1,418 0.0 14.2 28/3 18:53 29/3 9:04 1,385 1,030 1,600 58 673 2,936 1.38 0.74 2.00 0.29 0.56 1.84 0.29 4 FL100 58 87.5 200 0.5 100 400 347
Inactivo 347 0.0 3.5 29/3 9:04 29/3 12:32 1,364 1,001 1,583 54 648 2,903 1.36 0.72 1.98 0.27 0.54 1.81 0.27 4 FL100 54 87.5 200 0.5 100 400 351FL100 351 0.0 4.0 29/3 12:32 29/3 16:33 1,340 968 1,564 400 619 2,865 1.34 0.69 1.95 2.00 0.52 1.79 0.52 5 FL250 619 87.5 1200 0.5 600 2400 1939
Inactivo 1,939 2.7 19.4 29/3 16:33 30/3 14:40 1,209 783 1,459 374 461 2,654 1.21 0.56 1.82 1.87 0.38 1.66 0.38 5 FL250 461 87.5 1200 0.5 600 2400 2111FL250 2,111 0.0 24.1 30/3 14:40 31/3 14:47 1,065 582 1,344 345 2,400 2,425 1.06 0.42 1.68 1.73 2.00 1.52 0.42 2 AB250 582 87.5 1400 0.5 700 2800 2451AB250 2,451 0.0 28.0 31/3 14:47 1/4 18:48 898 2,800 1,210 312 2,200 2,158 0.90 2.00 1.51 1.56 1.83 1.35 0.90 1 AB100 898 87.5 1000 0.5 500 2000 1182
Inactivo 1,182 66.9 11.8 1/4 18:48 5/4 1:31 430 2,144 836 218 1,638 1,408 0.43 1.53 1.04 1.09 1.36 0.88 0.43 1 AB100 430 87.5 1000 0.5 500 2000 1685AB100 1,685 0.0 19.3 5/4 1:31 5/4 20:47 2,000 1,983 744 195 1,500 1,225 2.00 1.42 0.93 0.98 1.25 0.77 0.77 6 FL500 1225 100 1600 0.5 800 3200 2183
Inactivo 2,183 44.6 21.8 5/4 20:47 8/4 15:12 1,605 1,430 428 116 1,026 592 1.60 1.02 0.53 0.58 0.85 0.37 0.37 6 FL500 592 100 1600 0.5 800 3200 2882FL500 2,882 0.0 28.8 8/4 15:12 9/4 20:01 1,433 1,190 290 82 820 3,200 1.43 0.85 0.36 0.41 0.68 2.00 0.36 3 AB500 290 100 800 0.5 400 1600 1375AB500 1,375 0.0 13.8 9/4 20:01 10/4 9:46 1,351 1,075 1,600 65 722 3,069 1.35 0.77 2.00 0.33 0.60 1.92 0.33 4 FL100 65 87.5 200 0.5 100 400 339FL100 339 0.0 3.9 10/4 9:46 10/4 13:38 1,328 1,043 1,581 400 694 3,032 1.33 0.74 1.98 2.00 0.58 1.89 0.58 5 FL250 694 87.5 1200 0.5 600 2400 1858
Horas inactivo
Horas trabajo
Cobertura Mínima
Próxima Producción
Cobertura mínima
Cajas Mínimo
Cajas Máximo
10-Mar 15-Mar 20-Mar 25-Mar 30-Mar 4-Apr 9-Apr 14-Apr0.0
0.5
1.0
1.5
2.0
2.5
3.0
Cobertura proyectada del stock
AB100
AB250
AB500
FL100
FL250
FL500
Sem
anas

http://www.production-scheduling.com
Explicación de la Lógica de Producción
Lógica de la producción para hacer stock
- el Primer Trabajo se llama: Producto en Producción
- comienza en: Inicio del Primer Trabajo
- se especifica la Cantidad Comprometida
- la duración del trabajo se calcula a partir de la velocidad de producción y se muestra en Horas del Lote
- una columna separada para cada producto indica el stock proyectado al final de cada lote
- al final de cada trabajo, el stock de un producto ha aumentado y el de los restantes ha disminuido
-
-
- otro grupo de seis columnas expresa el nivel proyectado de stocks expresado en días de cobertura
- el producto con el menor nivel de cobertura al final del trabajo es identificado para definir el próximo a fabricar
-
- se calcula la duración del siguiente trabajo y el ciclo comienza nuevamente
-
-
el stock de apertura es registrado en la parte superior de la respectiva columna, generalmente proviene de un programa de Gestión de Stocks
el stock al final de cada trabajo es igual al stock de apertura, menos las proyecciones de ventas para el período de trabajo, más la producción del trabajo
la cantidad a fabricar es la necesaria para llevar el nivel de stock al máximo nivel predeterminado más lo suficiente más lo necesario para compensar las ventas durante el trabajo
si el stock proyectado para el producto de menor cobertura está por encima del mínimo, se programa un período sin trabajo
la duración del período de suspensión de la producción es el tiempo necesario para que las ventas proyectadas disminuyan el stock hasta el valor mínimo, con lo que se activa el próximo trabajo
Como se observa en el gráfico de cobertura de stocks, el modelo intenta mantener el de cada producto entre su mínimo y su máximo

http://www.production-scheduling.com
la duración del trabajo se calcula a partir de la velocidad de producción y se muestra en Horas del Lote
una columna separada para cada producto indica el stock proyectado al final de cada lote
al final de cada trabajo, el stock de un producto ha aumentado y el de los restantes ha disminuido
otro grupo de seis columnas expresa el nivel proyectado de stocks expresado en días de cobertura
el producto con el menor nivel de cobertura al final del trabajo es identificado para definir el próximo a fabricar

http://www.production-scheduling.com
Esta es la Tabla dinámica para el Cronograma ya visto.La Tabla Dinámica indica, para cada producto, su hora de inicio y el número de lotes a producir.
Suma de CantidadesProd/Lote Prod Producto Inicio TotalAB100/1 AB100 AB100 3/23/2000 19:28 1609AB100/2 AB100 4/4/2000 1:47 1609AB250/1 AB250 AB250 3/18/2000 11:07 2383AB250/2 AB250 3/30/2000 2:21 2321AB500/1 AB500 AB500 3/14/2000 8:00 110AB500/2 AB500 3/15/2000 21:48 1234AB500/3 AB500 3/26/2000 16:56 1234FL100/1 FL100 FL100 3/27/2000 21:55 304FL250/1 FL250 FL250 3/17/2000 12:43 1960FL250/2 FL250 3/28/2000 23:07 1960FL500/1 FL500 FL500 3/14/2000 8:37 2580FL500/2 FL500 3/25/2000 11:19 2538FL500/3 FL500 4/5/2000 13:49 2538
Total general 22380

http://www.production-scheduling.com
La Tabla Dinámica indica, para cada producto, su hora de inicio y el número de lotes a producir.
Lote1212123112123

http://www.production-scheduling.com
Productot/Lote Componente
AB100/1 BS01 4.896 6 23-Mar-00AB100/1 BT100 48 6 23-Mar-00AB100/1 CAPF 48 6 23-Mar-00AB100/1 CARS 1 6 23-Mar-00AB100/1 ESA 0.048 6 23-Mar-00AB100/1 LAB10 50 6 23-Mar-00AB250/1 BS01 12.24 8 18-Mar-00AB250/1 BT250 48 8 18-Mar-00AB250/1 CAPF 48 8 18-Mar-00AB250/1 CARL 1 8 18-Mar-00AB250/1 ESA 0.12 8 18-Mar-00AB250/1 LAB25 50 8 18-Mar-00AB500/1 BS01 12.24 10 14-Mar-00AB500/1 BT500 24 10 14-Mar-00AB500/1 CAPS 24 10 14-Mar-00AB500/1 CARL 1 10 14-Mar-00AB500/1 ESA 0.12 10 14-Mar-00AB500/1 LAB50 26 10 14-Mar-00FL100/1 BS01 4.896 13 27-Mar-00FL100/1 BT100 48 13 27-Mar-00FL100/1 CAPF 48 13 27-Mar-00FL100/1 CARS 1 13 27-Mar-00FL100/1 ESL 0.048 13 27-Mar-00FL100/1 LFL10 50 13 27-Mar-00FL250/1 BS01 12.24 14 17-Mar-00FL250/1 BT250 48 14 17-Mar-00FL250/1 CAPF 48 14 17-Mar-00FL250/1 CARL 1 14 17-Mar-00FL250/1 ESL 0.12 14 17-Mar-00FL250/1 LFL25 50 14 17-Mar-00FL500/1 BS01 12.24 16 14-Mar-00FL500/1 BT500 24 16 14-Mar-00FL500/1 CAPS 24 16 14-Mar-00FL500/1 CARL 1 16 14-Mar-00FL500/1 ESL 0.12 16 14-Mar-00FL500/1 LFL50 26 16 14-Mar-00
/1 0 0 #N/A 30-Dec-99
Esta hoja permite 3 lotes de producción por cada producto. La Lista de Materiales (BOM) serepite 3 veces, y se calculan las cantidades de cada componente para cada lote
Cantidad de c/u
Indice del Lote de
Producción
Fecha de Inicio

http://www.production-scheduling.com
/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99/1 0 0 #N/A 30-Dec-99
AB100/2 BS01 4.896 7 4-Apr-00AB100/2 BT100 48 7 4-Apr-00AB100/2 CAPF 48 7 4-Apr-00AB100/2 CARS 1 7 4-Apr-00AB100/2 ESA 0.048 7 4-Apr-00AB100/2 LAB10 50 7 4-Apr-00AB250/2 BS01 12.24 9 30-Mar-00AB250/2 BT250 48 9 30-Mar-00AB250/2 CAPF 48 9 30-Mar-00AB250/2 CARL 1 9 30-Mar-00AB250/2 ESA 0.12 9 30-Mar-00AB250/2 LAB25 50 9 30-Mar-00AB500/2 BS01 12.24 11 15-Mar-00AB500/2 BT500 24 11 15-Mar-00AB500/2 CAPS 24 11 15-Mar-00AB500/2 CARL 1 11 15-Mar-00AB500/2 ESA 0.12 11 15-Mar-00AB500/2 LAB50 26 11 15-Mar-00FL100/2 BS01 4.896 #N/A 30-Dec-99FL100/2 BT100 48 #N/A 30-Dec-99FL100/2 CAPF 48 #N/A 30-Dec-99FL100/2 CARS 1 #N/A 30-Dec-99FL100/2 ESL 0.048 #N/A 30-Dec-99FL100/2 LFL10 50 #N/A 30-Dec-99FL250/2 BS01 12.24 15 28-Mar-00FL250/2 BT250 48 15 28-Mar-00FL250/2 CAPF 48 15 28-Mar-00FL250/2 CARL 1 15 28-Mar-00FL250/2 ESL 0.12 15 28-Mar-00FL250/2 LFL25 50 15 28-Mar-00FL500/2 BS01 12.24 17 25-Mar-00FL500/2 BT500 24 17 25-Mar-00FL500/2 CAPS 24 17 25-Mar-00FL500/2 CARL 1 17 25-Mar-00FL500/2 ESL 0.12 17 25-Mar-00FL500/2 LFL50 26 17 25-Mar-00
/2 0 0 #N/A 30-Dec-99

http://www.production-scheduling.com
/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99/2 0 0 #N/A 30-Dec-99
AB100/3 BS01 4.896 #N/A 30-Dec-99AB100/3 BT100 48 #N/A 30-Dec-99AB100/3 CAPF 48 #N/A 30-Dec-99AB100/3 CARS 1 #N/A 30-Dec-99AB100/3 ESA 0.048 #N/A 30-Dec-99AB100/3 LAB10 50 #N/A 30-Dec-99AB250/3 BS01 12.24 #N/A 30-Dec-99AB250/3 BT250 48 #N/A 30-Dec-99AB250/3 CAPF 48 #N/A 30-Dec-99AB250/3 CARL 1 #N/A 30-Dec-99AB250/3 ESA 0.12 #N/A 30-Dec-99AB250/3 LAB25 50 #N/A 30-Dec-99AB500/3 BS01 12.24 12 26-Mar-00AB500/3 BT500 24 12 26-Mar-00AB500/3 CAPS 24 12 26-Mar-00AB500/3 CARL 1 12 26-Mar-00AB500/3 ESA 0.12 12 26-Mar-00AB500/3 LAB50 26 12 26-Mar-00FL100/3 BS01 4.896 #N/A 30-Dec-99FL100/3 BT100 48 #N/A 30-Dec-99FL100/3 CAPF 48 #N/A 30-Dec-99FL100/3 CARS 1 #N/A 30-Dec-99FL100/3 ESL 0.048 #N/A 30-Dec-99FL100/3 LFL10 50 #N/A 30-Dec-99FL250/3 BS01 12.24 #N/A 30-Dec-99FL250/3 BT250 48 #N/A 30-Dec-99FL250/3 CAPF 48 #N/A 30-Dec-99FL250/3 CARL 1 #N/A 30-Dec-99FL250/3 ESL 0.12 #N/A 30-Dec-99FL250/3 LFL25 50 #N/A 30-Dec-99FL500/3 BS01 12.24 18 5-Apr-00FL500/3 BT500 24 18 5-Apr-00FL500/3 CAPS 24 18 5-Apr-00FL500/3 CARL 1 18 5-Apr-00FL500/3 ESL 0.12 18 5-Apr-00FL500/3 LFL50 26 18 5-Apr-00
/3 0 0 #N/A 30-Dec-99

http://www.production-scheduling.com
/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99/3 0 0 #N/A 30-Dec-99

http://www.production-scheduling.com
1609 7,877.66 1609 77,232.00 1609 77,232.00 1609 1,609.00 1609 77.23 1609 80,450.00 2383 29,167.92 2383 114,384.00 2383 114,384.00 2383 2,383.00 2383 285.96 2383 119,150.00 110 1,346.40 110 2,640.00 110 2,640.00 110 110.00 110 13.20 110 2,860.00 304 1,488.38 304 14,592.00 304 14,592.00 304 304.00 304 14.59 304 15,200.00
1960 23,990.40 1960 94,080.00 1960 94,080.00 1960 1,960.00 1960 235.20 1960 98,000.00 2580 31,579.20 2580 61,920.00 2580 61,920.00 2580 2,580.00 2580 309.60 2580 67,080.00
0 -
Cantidad Producida
Cantidad Requerida del Componente

http://www.production-scheduling.com
0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 -
1609 7,877.66 1609 77,232.00 1609 77,232.00 1609 1,609.00 1609 77.23 1609 80,450.00 2321 28,409.04 2321 111,408.00 2321 111,408.00 2321 2,321.00 2321 278.52 2321 116,050.00 1234 15,104.16 1234 29,616.00 1234 29,616.00 1234 1,234.00 1234 148.08 1234 32,084.00
0 - 0 - 0 - 0 - 0 - 0 -
1960 23,990.40 1960 94,080.00 1960 94,080.00 1960 1,960.00 1960 235.20 1960 98,000.00 2538 31,065.12 2538 60,912.00 2538 60,912.00 2538 2,538.00 2538 304.56 2538 65,988.00
0 -

http://www.production-scheduling.com
0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 -
1234 15,104.16 1234 29,616.00 1234 29,616.00 1234 1,234.00 1234 148.08 1234 32,084.00
0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 -
2538 31,065.12 2538 60,912.00 2538 60,912.00 2538 2,538.00 2538 304.56 2538 65,988.00
0 -

http://www.production-scheduling.com
0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 - 0 -

Pregunta 1:
Empresa "Moderm Home" 100,000 $ 1,000.00 Empresa "Fiesta Electrónica" 100,000 $ 1,000.00
1. Calcular al ahorro global que podrían conseguir operando en conjunto.
Costo total relevante:
4000000 (expresado en $/año)
Costo conjunto:
2828427.12475 (expresado en $/año)
Ahorro Anual de la compra conjunta:
4000000 - 2828427,12
1171572.88 (expresado en $/año)
El ahorro anual de la compra conjunta será de $1.171.572, 88 por año.
2. Calcular la reducción en stock que podrían obtener operando en conjunto.
Q*/2 + Q*/2 = Q*
Q*/2 + Q*/2 = Q* 2000 unidades
La reducción de stock por la compra conjunta es de 2.000 unidades.
Demanda anual
CP
KA + B = 2*Ö2*CL*CP*D = 2*Ö2*20.000*1.000*100.000
KA + B = 2*Ö2*CL*CP*D =
KAB = Ö2*CL*CP*2D = Ö2*20.000*1.000*200.000
KAB = Ö2*CL*CP*2D =
KA + B - KAB=
KA + B - KAB=
Ö(2*20.000*100.000)/1.000

$ 20,000.00 $ 20,000.00
1. Calcular al ahorro global que podrían conseguir operando en conjunto.
(expresado en $/año)
(expresado en $/año)
(expresado en $/año)
El ahorro anual de la compra conjunta será de $1.171.572, 88 por año.
2. Calcular la reducción en stock que podrían obtener operando en conjunto.
La reducción de stock por la compra conjunta es de 2.000 unidades.
CL

Los cambios que se observa:
En las hojas siguientes, no se observan cambios.
En la hoja BOM x 3, se observan las siguientes variaciones:
Primero debemos comentar que algunos datos (los de las celdas C7; C13 y C19) ya estaban multiplicados por el coeficiente de 1,02, por lo que no los volví a multiplicar, dejándo los datos de dichas celdas tal cual estaban. Mientras que las restantes celdas de dicho producto (Champú), las multiplique por 1,02, ya que podemos decir que al no estar multiplicados por ningún valor, no tienen la merma que se solicita en el ejercicio 2.
Como resultado, obviamente se produce una variación en dicha hoja (BOM), donde en las tres primeras celdas antes mencionas los valores quedan iguales; mientras que en las celdas donde se multiplico, aumentan. Esto implica que para las tres primeras celdas, no se produce ninguna variación en el consumo, mientras que en las otras podemos observar un aumento del mismo, esto se puede deber, a desperdicios que se originan en la producción.
En las celdas C5, C11 y C17, no se observa ninguna variación, mientras que en las celdas C23, C29, y C35, se produce un incremento en las cantidades de dicho componente.
Las celdas coloreadas de lila, implican que no hay variación en los valores originales. Las celdas pintadas de amarillo claro, implican un incremento en los valores.
En esta misma hoja, también podemos observar, obviamente una variación en la cantidad requerida del componente, en el caso de las celdas C5, C11 y C17 de la hoja BOM x 3, no se producen variaciones; mientras que en el caso de las celdas C23, C29 y C35, se produce un aumento en esta columna.
Esto implica que deberemos corregir los pedidos al proveedor de acuerdo al incremento del componente. Es decir realizar modificaciones en la Hoja de Ordenes de Compra.

En las hojas siguientes, no se observan cambios.
En la hoja BOM x 3, se observan las siguientes variaciones:
Primero debemos comentar que algunos datos (los de las celdas C7; C13 y C19) ya estaban multiplicados por el coeficiente de 1,02, por lo que no los volví a multiplicar, dejándo los datos de dichas celdas tal cual estaban. Mientras que las restantes celdas de dicho producto (Champú), las multiplique por 1,02, ya que podemos decir que al no estar multiplicados por ningún valor, no tienen la merma
Como resultado, obviamente se produce una variación en dicha hoja (BOM), donde en las tres primeras celdas antes mencionas los valores quedan iguales; mientras que en las celdas donde se multiplico, aumentan. Esto implica que para las tres primeras celdas, no se produce ninguna variación en el consumo, mientras que en las otras podemos observar un aumento del mismo, esto se puede
En las celdas C5, C11 y C17, no se observa ninguna variación, mientras que en las celdas C23, C29, y C35, se produce un incremento en
Las celdas coloreadas de lila, implican que no hay variación en los valores originales. Las celdas pintadas de amarillo claro, implican un
En esta misma hoja, también podemos observar, obviamente una variación en la cantidad requerida del componente, en el caso de las celdas C5, C11 y C17 de la hoja BOM x 3, no se producen variaciones; mientras que en el caso de las celdas C23, C29 y C35, se produce
Esto implica que deberemos corregir los pedidos al proveedor de acuerdo al incremento del componente. Es decir realizar
Pregunta 3:
Nivel de Producto terminado
Nivel de Producto semielaborado o componente
Nivel de materias Primas
Artículo ATiempo (Semanas)
Stock 1 2
Tamaño del lote: 1 7 9
Nivel: 0
a) Dibujar el diagrama de la producción de A
La estructura de un producto A se compone de 2 unidades de B y una de C. B se produce en la planta con 2 unidades de D. C y D se compran fuera de la planta. El stock actual de A, B, C y D es de 11, 11, 20 y 70 unidades respectivamente. La demanda prevista para las próximas 6 semanas es de 7, 9, 11, 9, 10 y 6 unidades de A, respectivamente.
b) La fabricación de A requiere 6 horas hombre en la sección SA y la de B 3 horas hombre en la sección SB, suponiendo que la carga de trabajo se asigna a la semana en que se lanza el pedido, calcular la carga de trabajo en horas hombre para las semanas 1 a 5 en la Sección A solamente (Nota: para poder calcular esta carga hay que calcular previamente las ordenes de trabajo a emitir por cada una de las primeras 5 semanas para A)
Necesidades Brutas
Recepción Programada
2
2

Stock Inicial: 11 Stock disponible 11 4 5
5
10
10 20
Artículo BTiempo (Semanas)
Stock 1 2
Tamaño del lote: 10 20 40
Nivel:1
Stock Inicial: 11 Stock disponible 11 9 19
31
50
50
Artículo CTiempo (Semanas)
Stock 1 2
Tamaño del lote: 100 10 20
Nivel: 1
Stock Inicial: 11 Stock disponible 20 10 90
10
100
100
Plazo de entrega: 1 semana
Necesidades Netas
Pedidos (Recepción)
Pedidos (Lanzamiento)
Necesidades Brutas
Recepción Programada
Plazo de entrega: 1 semana
Necesidades Netas
Pedidos (Recepción)
Pedidos (Lanzamiento)
Necesidades Brutas
Recepción Programada
Plazo de entrega: 1 semana
Necesidades Netas
Pedidos (Recepción)
Pedidos (Lanzamiento)

Artículo DTiempo (Semanas)
Stock 1 2
Tamaño del lote: 15 50
Nivel: 2
Stock Inicial: 11 Stock disponible 70 20 20
15
15
ArtículoTiempo (Semanas)
1 2 3 4Artículo A 10 20 15Artículo B 50 20Artículo C 100Artículo D 15
Centro Artículo horas
SA Artículo A 1 1 semana 6SB Artículo B 10 1 semana 3
Los artículos C y D, se compran a un proveedor.
Centro ArtículoTiempo (Semanas)
1 2 3SA Artículo A 60 120SB Artículo B 150 60
Necesidades Brutas
Recepción Progamada
Plazo de entrega: 1 semana
Necesidades Netas
Pedidos (Recepción)
Pedidos (Lanzamiento)
b) La fabricación de A requiere 6 horas hombre en la sección SA y la de B 3 horas hombre en la sección SB, suponiendo que la carga de trabajo se asigna a la semana en que se lanza el pedido, calcular la carga de trabajo en horas hombre para las semanas 1 a 5 en la Sección A solamente (Nota: para poder calcular esta carga hay que calcular previamente las ordenes de trabajo a emitir por cada una de las primeras 5 semanas para A)
Tamaño del Lote
Plazo de Entrega

Carga de Trabajo en horas hombre para las semanas 1 a 5 en la Sección A
Centro ArtículoTiempo (Semanas)
1 2 3
SA Artículo A 90 90
Centro Artículo1 2 3
SA Artículo A 40 65 70
Tiempo (Semanas) Horas hombre por semana

DescripciónTiempo (Semanas)3 4 5 6
11 9 10 6 Artículo A
Artículo B
Las materias primas D y C las puse al mismo nivel, porque se compran a un proveedor. Mientras que tienen distintos colores porque una es materia prima y la otra es un componente o producto semielaborado.
La estructura de un producto A se compone de 2 unidades de B y una de C. B se produce en la planta con 2 unidades de D. C y D se compran fuera de la planta. El stock actual de A, B, C y D es de 11, 11, 20 y 70 unidades respectivamente. La demanda prevista para las próximas 6 semanas es de 7, 9, 11, 9, 10 y 6 unidades de A, respectivamente.
La fabricación de A requiere 6 horas hombre en la sección SA y la de B 3 horas hombre en la sección SB, suponiendo que la carga de trabajo se asigna a la semana en que se lanza el pedido, calcular la carga de trabajo en horas hombre para las semanas 1 a 5 en la Sección A solamente (Nota: para poder calcular esta carga hay que calcular previamente las ordenes de trabajo a emitir por cada una
1

14 5 10 4 Artículo C
6 5 Artículo D
20 15
15
Tiempo (Semanas)3 4 5 6
30
19 9
11
20
20
Tiempo (Semanas)3 4 5 6
15
90 75

Tiempo (Semanas)3 4 5 6
20
0
15
15
Tiempo (Semanas)5 6
Los artículos C y D, se compran a un proveedor.
Tiempo (Semanas)4 5 690
La fabricación de A requiere 6 horas hombre en la sección SA y la de B 3 horas hombre en la sección SB, suponiendo que la carga de trabajo se asigna a la semana en que se lanza el pedido, calcular la carga de trabajo en horas hombre para las semanas 1 a 5 en la Sección A solamente (Nota: para poder calcular esta carga hay que calcular previamente las ordenes de trabajo a emitir por cada una

Tiempo (Semanas)
4 5 6
90
4 5 665 30
Tiempo (Semanas) Horas hombre por semana
1 2 3 4 50
10
20
30
40
50
60
70
80
40
6570
65
30
Carga de Trabajo en horas Hombre para las se-manas 1 a 5, en la Sección A
Semanas
Horas Hombres

Nivel Stock Inicial
0 11 1 semana 1
1 11 1 semana 10
Plazo de Entrega
Tamaño del Lote

1 20 1 semana 100
2 70 1 semana 100

1 2 3 4 50
10
20
30
40
50
60
70
80
40
6570
65
30
Carga de Trabajo en horas Hombre para las se-manas 1 a 5, en la Sección A
Semanas
Horas Hombres

DPCache_Finite Schedule
Page 52
Product Force Qty Force2 Idle hours Force3 Run hoursOpening stock:
AB500 110 0 0.628571429FL500 2580 0 14.74285714Idle 0 22.4285712 0AB500 1234 0 7.051428571Idle 0 31.8685752 0FL250 1960 0 22.4AB250 2383 0 27.23428571Idle 0 101.1177048 0AB100 1609 0 18.38857143Idle 0 21.4694424 0FL500 2538 0 14.50285714Idle 0 15.1071312 0AB500 1234 0 7.051428571Idle 0 21.9285696 0FL100 304 0 3.474285714Idle 0 21.7257264 0FL250 1960 0 22.4Idle 0 4.839996 0AB250 2321 0 26.52571429Idle 0 92.898288 0AB100 1609 0 18.38857143Idle 0 17.6474256 0FL500 2538 0 14.50285714Idle 0 7.757148 0

DPCache_Finite Schedule
Page 53
Start Stop###
### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###### ###