development of a process for manufacture of long-life dairy dessert kheer and its physicochemical...
TRANSCRIPT

ORIGINALRESEARCH Development of a process for manufacture of long-life
dairy dessert kheer and its physicochemical properties
ALOK JHA,1* ASHOK A PATEL,2 TERALANDUR K S GOPAL3 andRAVISHANKAR C NAGARAJARAO3
1Department of A. H. & Dairying, Banaras Hindu University, Varanasi 221 005, India, 2Dairy Technology Division,National Dairy Research Institute, Karnal 132 001, India, and 3Central Institute of Fisheries Technology, Kochi 682 029,India
*Author forcorrespondence. E-mail:[email protected]
� 2011 Society ofDairy Technology
Kheer, a traditional milk product of South-east Asia, containing cooked rice grains in a creamy sweet-ened concentrated milk, has no large-scale production owing to its poor shelf-life. Shelf-life wasimproved by developing a process based on in-pouch thermal processing employing a rotary retort.Product development included optimisation of rice ⁄milk solids ratio (0.18–0.52) and total milk solidslevels (16–26%) to simulate the conventional product in taste, appearance and textural attributes. Variousprocess lethality values (Fo = 12.4–14.8) were examined with regard to product quality. While the thio-barbituric acid value tended to increase (0.073–0.081), the reflectance value (35.3–43.4) declined withincreasing Fo. The pH of the product (6.04–6.10) showed a slight tendency to increase with Fo. Sensorily,the product was found to be acceptable for a period of 150 days at 37�C.
Keywords Long-life kheer, Rotary retort, Thiobarbituric acid value, Rice ⁄milk solids ratio.
INTRODUCT ION
The manufacture of indigenous milk products isconfined mainly to the non industrial sector in India.It is reported that about 50% ofmilk produced in thecountry is converted into numerous sweets and des-serts, which are deep rooted in ancient traditions andhave a strong cultural heritage. One such product iscalled as kheer. Kheer is a semisolid-to-fluid dairyproduct with partially disintegrated cooked ricegrains dispersed in viscous liquid comprising solu-ble starch from rice grains (Rangappa and Achaya1974). Conventionally prepared kheer has a darkcreamish colour as a result of prolonged cooking ofrice grains in milk, which normally takes approxi-mately one hour. Kheer is made by concentratingmilk with simultaneous cooking of rice grains andaddition of sugar during the process (De et al.1976).Shelf-life of kheer is very poor, and even underrefrigeration, it does not keep well for more than2 days (Singh et al. 1987). In spite of its religiousvalue, nutritional significance and commercialpotential, these products remain confined to domes-tic kitchens. One of the reasons for the lack of itsorganised manufacture and marketing is poor shelf-life and lack of technology for large-scale manufac-ture. In the past, attempts have been made, though
with only a limited success, to enhance the shelf-lifeof kheer bymeans of preservatives such as nisin andsodium metabisulphite (De et al. 1976; Singh et al.1987; Eapen et al. 1988). Some attempts have alsobeen made to modify the conventional kheer-mak-ing process to have a more uniform product (Sri-vatsa et al. 1993). Similar to kheer, a canned dairydessert called ‘creamed rice’ with a shelf-life of12 months has also been reported (Keogh 1970).Among several methods of processing and preserv-ing foods, thermal processing, especially use ofretort pouches, has several advantages over canning.Presently, consumption of canned foods is declining(Dileep and Sudhakara 2007) owing to high cost oftin for making cans acceptable. Retort pouch can beimprinted, its shape and size are flexible, and it canbe very well displayed on shelves. Food can becooked faster in flexible pouches than in tin cans. Italso helps in reducing the cost of delivery and stor-age of food products (Dushyanthan 2002). Retor-table pouches have been used in the past for severalfood products such as kheer (Jha et al. 2000), Ker-ala-style fish curry (Gopal et al. 2001), seer fishcurry (Shankar et al. 2002), milk–wheat dalia des-sert, (Murli 2003), tuna in oil (Ali et al. 2006),ready-to-eat pearl spot fish curry (Pandey et al.2007) and prawn kurma (Mohan et al. 2008).
Vol 64, No 4 November 2011 International Journal of Dairy Technology 591
doi: 10.1111/j.1471-0307.2011.00713.x

In view of the immense possibilities that the retort processingusing retortable pouches offers for newer and newer long-shelf-life food products, present work was undertaken with thefollowing objectives: to develop a commercial process for man-ufacture of kheer as compared to its age-old conventionalmethod of production at domestic level, to enhance the shelf-life of the product as compared to just 1–2 days to promote itstransportation and marketing and also to develop a proper pack-age for the product, which hitherto has been marketed withoutany packaging. This paper describes the development of a pro-cess for long-life kheer using a rotary retort with special refer-ence to its physicochemical properties as influenced by variousformulation and processing parameters and also sensory proper-ties of the product.
MATER IALS AND METHODS
MaterialsMilk was obtained from the Ernakulam Co-operative Milk Pro-ducers’ Union Ltd (Kochi, India). Pasteurised and standardisedmilk containing 3.0% fat and 8.5% SNF was used in this study.Before use, milk was concentrated to different total solids (TS)levels from 16% to 26% in an evaporator. Rice used in the pres-ent investigation was obtained from Chaman Lal Rice Export-ers Ltd, (Karnal, India) ensuring commercially pure variety ofBasmati (3 ⁄4 brokens). Cane sugar procured from the localmarket of Kochi (India) was used. Butylated hydroxy anisole(BHA) used as antioxidant in long-life kheer was procuredfrom the Sigma Chemical Co. (St-Louis, MO, USA).
Retort pouchesRetort pouches made of polyester ⁄aluminium ⁄polypropylenelaminate for in-package processing of long-life kheer wereobtained from M ⁄ s MH Packaging, Ahmedabad, India. Theserectangular (12 cm · 15 cm) pouches had a thickness of115.0 lm (15.0 lm polyester, 12.5 lm aluminium foil and87.5 lm polypropylene).
Processing equipmentFor experiments on process development for long-life kheer, thepilot-scale Millwall Model 24 Rotary Retorting System (JohnFraser Co., Newcastle Upon Tyne, UK) was used. The retortwith a rotary square cage was operated in the steam–air mixturemode for sterilisation. The retort was operated in the steam–airmixture mode during the sterilisation cycle. It was set at121.1�C, with a steam pressure of 1.05 bar, and an overpressureof 2.1 bar was maintained during each process cycle. The retortwas used in rotary mode with cage rotation speed of 2 rpm.
Product formulationVariables for product formulation included total milk solids (TS)in the concentrated milk and rice-to-milk solids (RMS) ratio.Sugar was used at the rate of 12% of milk. Levels of TS in con-centrated milk could be broadly categorised as 16–17% (low),
22–23% (medium) and 25–26% (high) for the rice-to-milk-solidratio ranging from 0.18 to 0.52. Weighed amounts of concen-trated milk (170 g) and rice (5% of the weight of milk) were sep-arately filled into individual retort pouch. Sugar in requiredquantity was dissolved in concentrated milk at 70�C beforedosing of the milk into pouches using a widemouth funnel.
Production of long-life kheerA detailed flowchart with mass balance and process details isgiven in Figure 1. In each batch, two of the pouches wereinserted with a thermocouple for obtaining the heat penetrationdata. Process lethality in terms of Fo value was calculated fromthe pouch temperature and time profile monitored during thecomplete sterilisation cycle (Patashnik 1953). As compared tothis, conventional kheer is made in open steam kettles byslowly cooking rice grains in milk for around 1 h with the addi-tion of sugar in the middle of the cooking process.
Generation of heat penetration dataFor every production trial, two of the pouches transferred to theretort were fitted with thermocouples for measuring the producttemperature every 30 s during the process. A specially designedpacking gland (Type GTK-21009-C000; ELLAB Co., Ellab A/S,Roedovre, Denmark) was used to enable the penetration ofthermocouples into the retort pouch. Sets of thermocouplewires placed inside the pouch and the retort were linked to a
Pasteurised standardised milk (8 kg)
Rice Preheating (0.64 kg) 60°C
Sugar (1.5 kg)
Preheating (23°C) Mixed at 70°C
Pre-concentration20% TS
Presoaking Chopped dry fruitsand flavouring (0.2 kg)
Dosing into retort pouchesafter exhausting
Sealing of pouchesSeal width 10 mm
Cooking-cum-sterilisation in an overpressure rotary retort
(121.1°C/1.04 bar steam pressure/2.08 baroverpressure/2 rpm cage rotation
Cooling of pouches in water (23°C for 30 min.)
Wiping off the adhering water drops Final product (10.34 kg)
Placing the pouches in paper-board cartons
Storage at 37°C
Figure 1 Process diagram for the manufacture of long-life kheer.
592 � 2011 Society of Dairy Technology
Vol 64, No 4 November 2011

precision data logging device (Model CTF 84; ELLAB Co.),which was capable of converting the temperature input datainto corresponding process lethality values. These processlethality values were expressed as Fo values.
Construction of a heat penetration curveHeat penetration data were plotted on a semilogarithmic paper.While Fo value was obtained from the software used along withthe data logger, the following formula was employed to calcu-late the sterilisation time (U) defined as the equivalent, in min-utes at retort temperature, of all lethal heat received during theprocess) at 121.1�C:
U ¼ Fo:10ð121:1�TÞ
z
where T = Set retort temperature (�C) and z = 10�C for Clos-tridium botulinum.The thermal process time, (B) i.e. time in minutes, when no
time is required to bring the retort to processing temperature,was calculated as follows:
B ¼ fhðlog Jh:10� log gÞwhere B = process time to achieve final temperature deficit,fh = heating rate index, Jh = lag period for heating curve,g = final temperature deficit at the end of heating obtained fromfh/U: g and Jc tables and Jc = lag factor for cooling curve.Total process time (B’) was calculated by adding 58% of the
come-up time to B. It has been postulated that even during thisperiod, cooking process takes place, and it must be taken intoaccount for process calculations (Ball 1923).
Analysis of long-life kheerTwelve lots of long-life kheer produced with process times cor-responding to Fo values of 12.4, 13.2 and 14.6 (in quadrupli-cates) were stored at 37�C and monitored for thiobarbituric acidvalue (TBA), reflectance and pH for a period of 5 months. Thecontents of a kheer pouch were subjected to vacuum filtrationusing plastic sieve (14 square holes ⁄cm) held in a ceramic fil-tration funnel to separate the particulate rice mass or the solidfraction from the liquid phase. The rice (particulate) phase andthe liquid phase were separately analysed. Also, kheer fromanother pouch was ground in a Sumeet mixer (SP-16 ElectronicModel, PCA Power Control and Appliances PVT LTD, Chennai,India; wet grinding blade speed code: Red) for 5 min. The col-our of the liquid phase of stored kheer was measured in termsof reflectance value using a reflectometer with an exposure unit(search unit) (CL-28; Elico Pvt. Ltd, Hyderabad, India) fittedwith a 450-nm filter. The instrument was standardised using astandard plate with a reflectance value of 50. The sample (tem-pered at 25�C for 3 h) was transferred into a 200-mL dilutionbottle, leaving no headspace. It was placed under the searchunit, reflectance value read out (in %) at 10 different places onthe bottle, and the average taken as reflectance value. Theextent of oxidation of fat in the product was measured in termsof TBA value using 90 g of ground kheer prepared as per the
procedure given by Sidwell et al. (1955). The pH was mea-sured at 25�C by a microprocessor-controlled pH meter (Labin-dia Instruments Pvt. Ltd, Mumbai, India) fitted with an Oriongel–filled combined electrode.
Sensory evaluationFive lots of long-life kheer (TS, 32.5–34.0 per cent and RMSratio, 0.36–0.40) stored at 37�C were subjected to sensory eval-uation for a period of 5 months. Sensory evaluation of long-lifekheer was performed by a panel of nine trained judges from thefaculty of the Dairy Technology Division at National DairyResearch Institute, Karnal. A special laboratory with necessaryfacilities, viz., separate booths, provisions for adequate dif-fused light and air-conditioned odour-free environment, wasemployed for product evaluation. Hedonic rating (9-point scale;1 = dislike extremely, 9 = like extremely) was used for colour,texture, flavour and overall acceptability of the conventional aswell as long-life kheer.
Statistical analysisData obtained from the various experiments during standardisa-tion process and storage studies of long-life kheer were sub-jected to analysis of variance (ANOVA) as described by Snedecorand Cochran (1994) using appropriate computer packages.
RESULTS AND DISCUSS ION
Heat penetration characteristics of long-life kheer
Lag period for heating curve (jh)Thermal process parameters of long-life kheer are presented inTable 1. The jh value given as pseudo-initial temperature deficit(PID) divided by the actual initial temperature deficit (ID) rangedfrom 0.44 to 1.17. The kheer mix subjected to thermal process-ing could be considered essentially as a liquid product, and themode of heating could be said to be convective. For purely con-vective packs, there is little or no lag period (i.e. the come-uptime is very short); hence, PID and ID coincide, so that jh is equalto 1.0 (Jones 1968). However, in actual practice, there is alwayssome gap in time period before a product could reach the retorttemperature, leading to differences in come-up time dependingon the composition, size etc. and hence to variations in jh value.The variations observed in the present study, however, could notbe related to the product’s composition in terms of TS or RMSratio. Condensed cream of celery soup was reported to have a jhvalue of 1.3 (Berry and Bradshaw 1980). Large jh values for agi-tated processes indicated that product agitation processes did notcommence with heating, but only after some time are the viscousforces of the product overcome by the inertial forces induced bythe rolling of the can (Berry and Bradshaw 1980).
Heating rate index (fh)The time taken for a heat penetration curve to traverse one logcycle is called the fh value. In the present study, fh values were
� 2011 Society of Dairy Technology 593
Vol 64, No 4 November 2011
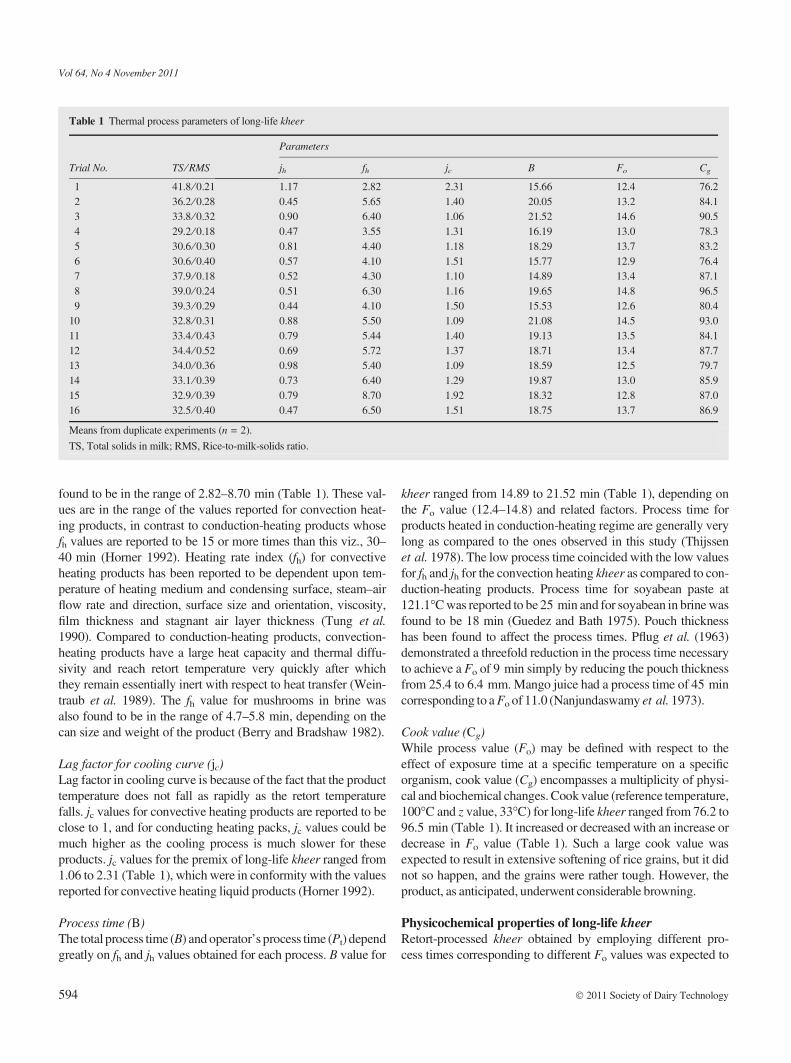
found to be in the range of 2.82–8.70 min (Table 1). These val-ues are in the range of the values reported for convection heat-ing products, in contrast to conduction-heating products whosefh values are reported to be 15 or more times than this viz., 30–40 min (Horner 1992). Heating rate index (fh) for convectiveheating products has been reported to be dependent upon tem-perature of heating medium and condensing surface, steam–airflow rate and direction, surface size and orientation, viscosity,film thickness and stagnant air layer thickness (Tung et al.1990). Compared to conduction-heating products, convection-heating products have a large heat capacity and thermal diffu-sivity and reach retort temperature very quickly after whichthey remain essentially inert with respect to heat transfer (Wein-traub et al. 1989). The fh value for mushrooms in brine wasalso found to be in the range of 4.7–5.8 min, depending on thecan size and weight of the product (Berry and Bradshaw 1982).
Lag factor for cooling curve (jc)Lag factor in cooling curve is because of the fact that the producttemperature does not fall as rapidly as the retort temperaturefalls. jc values for convective heating products are reported to beclose to 1, and for conducting heating packs, jc values could bemuch higher as the cooling process is much slower for theseproducts. jc values for the premix of long-life kheer ranged from1.06 to 2.31 (Table 1), which were in conformity with the valuesreported for convective heating liquid products (Horner 1992).
Process time (B)The total process time (B) and operator’s process time (Pt) dependgreatly on fh and jh values obtained for each process. B value for
kheer ranged from 14.89 to 21.52 min (Table 1), depending onthe Fo value (12.4–14.8) and related factors. Process time forproducts heated in conduction-heating regime are generally verylong as compared to the ones observed in this study (Thijssenet al. 1978). The low process time coincided with the low valuesfor fh and jh for the convection heating kheer as compared to con-duction-heating products. Process time for soyabean paste at121.1�Cwas reported to be 25 min and for soyabean in brinewasfound to be 18 min (Guedez and Bath 1975). Pouch thicknesshas been found to affect the process times. Pflug et al. (1963)demonstrated a threefold reduction in the process time necessaryto achieve a Fo of 9 min simply by reducing the pouch thicknessfrom 25.4 to 6.4 mm. Mango juice had a process time of 45 mincorresponding to aFo of 11.0 (Nanjundaswamy et al. 1973).
Cook value (Cg)While process value (Fo) may be defined with respect to theeffect of exposure time at a specific temperature on a specificorganism, cook value (Cg) encompasses a multiplicity of physi-cal and biochemical changes.Cook value (reference temperature,100�C and z value, 33�C) for long-life kheer ranged from 76.2 to96.5 min (Table 1). It increased or decreased with an increase ordecrease in Fo value (Table 1). Such a large cook value wasexpected to result in extensive softening of rice grains, but it didnot so happen, and the grains were rather tough. However, theproduct, as anticipated, underwent considerable browning.
Physicochemical properties of long-life kheerRetort-processed kheer obtained by employing different pro-cess times corresponding to different Fo values was expected to
Table 1 Thermal process parameters of long-life kheer
Trial No. TS ⁄RMS
Parameters
jh fh jc B Fo Cg
1 41.8 ⁄ 0.21 1.17 2.82 2.31 15.66 12.4 76.22 36.2 ⁄ 0.28 0.45 5.65 1.40 20.05 13.2 84.13 33.8 ⁄ 0.32 0.90 6.40 1.06 21.52 14.6 90.54 29.2 ⁄ 0.18 0.47 3.55 1.31 16.19 13.0 78.35 30.6 ⁄ 0.30 0.81 4.40 1.18 18.29 13.7 83.26 30.6 ⁄ 0.40 0.57 4.10 1.51 15.77 12.9 76.47 37.9 ⁄ 0.18 0.52 4.30 1.10 14.89 13.4 87.18 39.0 ⁄ 0.24 0.51 6.30 1.16 19.65 14.8 96.59 39.3 ⁄ 0.29 0.44 4.10 1.50 15.53 12.6 80.410 32.8 ⁄ 0.31 0.88 5.50 1.09 21.08 14.5 93.011 33.4 ⁄ 0.43 0.79 5.44 1.40 19.13 13.5 84.112 34.4 ⁄ 0.52 0.69 5.72 1.37 18.71 13.4 87.713 34.0 ⁄ 0.36 0.98 5.40 1.09 18.59 12.5 79.714 33.1 ⁄ 0.39 0.73 6.40 1.29 19.87 13.0 85.915 32.9 ⁄ 0.39 0.79 8.70 1.92 18.32 12.8 87.016 32.5 ⁄ 0.40 0.47 6.50 1.51 18.75 13.7 86.9
Means from duplicate experiments (n = 2).
TS, Total solids in milk; RMS, Rice-to-milk-solids ratio.
594 � 2011 Society of Dairy Technology
Vol 64, No 4 November 2011

exhibit differential physicochemical characteristics, whichwould affect the fresh product acceptability as well as its stor-age stability. pH of long-life kheer varied from 6.04 to 6.10. Itappeared to increase with increasing Fo value (r = 0.90,P < 0.01). This lower-than-the-normal pH (as compared tomilk) may be attributed to the concentration of milk and theheat treatment given to the product in the retort. However, theincrease in pH with the intensity of heat treatment was inexpli-cable (Table 2). An interaction between the rice componentsand milk system could be one of the possible reasons. TheTBA value of long-life kheer ranged from 0.073 to 0.081. Itappeared to be directly related to the process lethality value(Fo). The reflectance value for the long-life kheer declined per-ceivably as the Fo value increased, the correlation (r = )0.97)being highly significant (P < 0.001). It ranged from 35.3 to43.3 and was indicative of the fact that the degree of browningof the product increased as the retort process time increased.The colour of long-life kheer was considerably dark (‘definitebrowning’) in comparison with the colour of conventionalkheer (‘slight browning’). This difference could be attributed tothe high process lethality values (Fo) for making long-lifekheer.
Effect of process lethality value (Fo) on physicochemicalproperties of stored long-life kheerData presented in Figure 2 show that the TBA value increasedduring the storage at 37�C, the increase being rapid after90 days and was generally higher in formulations with higherprocess lethality values. For the formulations receiving heattreatment equivalent to Fo of 12.4, the TBA value increasedfrom initial 0.073 to 0.123 at the end of storage, for formula-tions with Fo of 13.7, the value increased from 0.075 to 0.129,and for formulations with Fo of 14.6, it increased from 0.076 to
0.138. However, statistical analysis of the data revealed thatonly the effect of storage period was significant (P < 0.01); theTBA value was significantly higher after 120 days of storage.It thus appeared that fat oxidation took place during storage ofthe product. Use of antioxidant (0.01% BHA) did not make anyperceivable difference in the TBA value (0.114 with and 0.124without the antioxidant). TBA value of ultra heat treatment(UHT) soy beverage increased from 0.068 to 0.199 OD after10 days of storage at 45�C (Narayanan et al. 1993). Changesin the reflectance value of in-pouch-processed kheer duringstorage at 37�C are presented in Figure 3. It can be seen thatformulations with a higher Fo had a lower reflectance value ascompared to formulations with a lower Fo, and the valuesdeclined in all lots during storage. The reflectance value for theproducts with Fo of 12.4 decreased from the initial 43.30% to33.05% after 150 days of storage. The corresponding valueswere 40.8% and 30.55% for Fo of 13.7 and 38.0% and 27.02%for Fo of 14.6. Statistical analysis showed that the effects ofboth the storage period and Fo value had a significant effect onthe reflectance value (P < 0.01). Thus, browning of the productwas significant after 75 days in products of Fo 12.4 and 13.2and after 60 days in that of Fo 14.6. The higher Fo was accom-panied by greater browning as observed during the entire stor-age period. Reflectance of UHT soy beverage dropped from52.3% to 49.5% after 10 days of storage at 45�C (Narayananet al. 1993). Singh and Patil (1989) also reported a similar
Table 2 Physicochemical properties of long-life kheermade withdifferent process lethality values
Fo pHa TBA valuea Reflectance valueb
12.4 6.05 0.073 43.312.5 6.04 0.075 43.212.6 6.06 0.075 43.212.8 6.04 0.075 42.512.9 6.05 0.076 42.313.0 6.07 0.074 41.313.2 6.07 0.075 40.813.4 6.08 0.078 40.913.5 6.08 0.079 40.713.7 6.08 0.079 39.414.5 6.09 0.080 36.414.6 6.09 0.076 38.014.8 6.10 0.081 35.3
TBA, thiobarbituric acid.aMeans from triplicate experiments (n = 3).bMeasured on the liquid phase of the products.
0.070
0.080
0.090
0.100
0.110
0.120
0.130
0.140
0 15 30 45 60 75 90 105 120 135 150TB
A v
alue
(Opt
ical
Den
sity
at 5
30nm
)
Storage period (days)
Fo = 12.4 Fo = 13.7 Fo = 14.6
Figure 2 Thiobarbituric acid (TBA) value (optical density at 530 nm) oflong-life kheer as influenced by Fo value and period of storage at 37�C.
20.00
25.00
30.00
35.00
40.00
45.00
50.00
0 15 30 45 60 75 90 105 120 135 150
Ref
lect
ance
val
ue
Storage period (days)
Fo = 12.4 Fo = 13.7 Fo = 14.6
Figure 3 Reflectance value (450 nm) of kheer as influenced by Fo value andperiod of storage at 37�C.
� 2011 Society of Dairy Technology 595
Vol 64, No 4 November 2011

decrease in reflectance of UHT milk during storage and attrib-uted it to the nonenzymatic browning reactions. The effect ofstorage on pH of long-life kheer made with different Fo valuesis shown in Figure 4. It is clear that the storage led to a signifi-cant decrease in pH of all the formulations. pH declined fromthe initial values in the range of 6.05–6.09 to 5.83–5.86 at theend of storage. The Fo value, however, had no significant effecton pH (Table 2). This decrease in pH could be attributed to theMaillard reaction, taking place during storage, leading to theproduction of organic acids. A similar drop in pH of sterilisedsoy beverage during storage has also been reported by Tomarand Chauhan (1988).
Sensory properties of long-life kheerThe results of sensory evaluation on long-life kheer are pre-sented in Table 3. It can be seen that conventional kheer hadvery high sensory ratings, overall acceptability score being 8.50on a 9-point hedonic scale. Long-life kheer being a product,processed at very high temperatures in the rotary retort, hadslightly lower scores for colour, texture, flavour and overallacceptability. Product during storage at 37�C up to 150 days
underwent a decline in sensory rating scores as depicted inTable 3 but was still sensorily acceptable.
CONCLUS ION
Perceiving the potential of kheer as a value-added product in theinternational dairy market, ready-to-serve milk–rice kheer wasdeveloped employing a rotary retort system. The in-pouch-pro-cessed product had a commercially useful shelf-life of 5 monthswithout refrigeration. Total process time (B value) for long-lifekheer ranged from 14.89 to 21.52 min depending on the Fovalue (12.4–14.8) and related factors. Fo values employed inmanufacturing had a profound effect on product properties suchas pH, TBA value and colour. TBA value of long-life kheer ran-ged from 0.073 to 0.081. The pH of long-life kheer varied from6.04 to 6.10. As the product could be stored up to 5 months atambient temperature without any appreciable loss in terms ofchemical and sensory attributes, it could be used as a potentialmeans of product diversification in the dairy industry.
R E F E R E N C E S
Ali A A, Sudhir B, Krishnaswamy T and Gopal T K S (2006) Effect of rota-tion on the heat penetration characteristics of thermally processed tune inoil in retort pouches. International Journal of Food Science and Technol-ogy 41 215–219.
Ball C O (1923) Thermal Process Time for Canned Foods. Bull 37. Wash-ington DC: National Research Council.
Berry M R and Bradshaw J G (1980) Heating characteristics of condensedcream of celery soup in a steritort: heat penetration and spore countreduction. Journal of Food Science 45 869–879.
Berry M R and Bradshaw J G (1982) Heat penetration for sliced mushroomsin brine processed in still and agitating retorts with comparisons to sporecount reduction. Journal of Food Science 47 1698–1704.
De S, Thompkinson D K, Gahlot D P and Mathur O N (1976) Studies onmethods of preparation and preservation of kheer. Indian Journal ofDairy Science 29 316–318.
Dileep A O and Sudhakara N S (2007) Retortable pouch packaging of deep-sea shrimp (Aristeus alcocki) in curry and quality evaluation during stor-age. Journal of Food Science and Technology 44 90–93.
Dushyanthan K (2002) Retortable plastic packaging of meat foods. InManualfor Short Course on Recent Trends in Packaging of Meat and Meat Prod-ucts, pp16–30.MadrasVeterinaryCollege,Chennai, India.
Eapen K C, Mohan M S and Thangamani S R (1988) The application ofnisin lowering the process value of some canned Indian dishes. IndianFood Packer 42 15–18.
Gopal T K S, Vijayan P K, Balachandran K K, Madhavan P and Iyer T S G(2001) Traditional Kerala style fish curry in indigenous retort pouch.Food Control 12 523–527.
Guedez O and Bath R P (1975) A laboratory procedure for the pressureprocessing of flexible pouches. Journal of Food Science 40 724–727.
Horner W F A (1992) Canning fish. In Fish Processing Technology, pp 114–153.HallGM, ed.NewYork:BlackieAcademic&Professional.
Jha A, Gopal T K S, Patel A A and Ravishankar C N (2000) Suitability ofretort pouches for the manufacture of long-life rice kheer. Indian Journalof Dairy and BioSciences 11 75–78.
5.80
5.85
5.90
5.95
6.00
6.05
6.10
6.15
0 15 30 45 60 75 90 105 120 135 150
pH
Storage period (days)
Fo = 12.4 Fo = 13.7 Fo = 14.6
Figure 4 pH value of long-life kheer as influenced by Fo value and periodof storage at 37�C.
Table 3 Sensory properties of long-life kheer in comparison withconventional kheer and effect of storage
Sensory attributes
Conventionalkheera
(Meanb ± SD)
Long-lifekheer(Meanb ± SD)
Long-lifekheer(Meanb ± SD)
0 day 0 day 150 day
Hedonic colour score 8.50 ± 0.12 6.92 ± 0.17 5.62 ± 0.11Hedonic texture score 8.66 ± 0.13 8.00 ± 0.12 6.72 ± 0.23Hedonic flavour score 8.50 ± 0.22 7.26 ± 0.49 5.92 ± 0.17Hedonic overallacceptability
8.50 ± 0.17 7.54 ± 0.18 5.77 ± 0.15
SD, Standard deviation.aMeans from triplicate experiments (n = 3).bMeans from five replicates.
596 � 2011 Society of Dairy Technology
Vol 64, No 4 November 2011

Jones M C (1968) Temperature dependence of the lethal rate in sterilizationcalculations. Journal of Food Technology 3 31–38.
Keogh M K (1970) New dairy products-some recent developments in steril-ized canned desserts. Farm-and -Food Research 1 105–106.
Mohan C O, Ravishankar C N, Gopal T K S and Bindu J (2008) Thermalprocessing of prawn kuruma in retortable pouches and aluminium cans.International Journal of Food Science and Technology 43 200–207.
Murli (2003) Development of process for long-life dalia dessert. MSc Thesis.National Dairy Research Institute, Karnal, India.
NanjundaswamyAM, Saroja S and Ranganna S (1973) Determination of ther-mal process for cannedmango products. Indian Food Packer 12 5–13.
Narayanan K R, Kumar A and Patil G R (1993) Kinetics of various deteriora-tive changes during storage of UHT soy beverage and development of ashelflife prediction model. Lebensmittel-Wissenschaft und-Technologie26 191–197.
Pandey M C, Jeyathilakan K, Mallika M and Jayakumar V (2007) Develop-ment and evaluation of thermally processed pearl-spot fish curry. Journalof Food Science and Technology 44 350–352.
Patashnik M (1953) A simplified procedure for thermal process calculation.Food Technology 7 1–4.
Pflug I J, Block J H and Long F E (1963) Sterilization of food in flexiblepackages. Food Technology 17 1167–1169.
Rangappa K S and Achaya K T (1974) Indian Dairy Products, pp. 104–115.Bombay: Asia Publishing House.
Shankar C N R, Gopal T K S and Vijayan P K (2002) Studies on heat pro-cessing and storage of seer fish curry in retort pouches. Packaging Tech-nology and Science 15 3–7.
Sidwell C G, Salwin H and Mitchell J H (1955) Measure of oxidation indried milk products with thiobarbuteric acid. Journal of the American OilChemists Society 32 13–19.
Singh R R B and Patil G R (1989) Formation kinetics of total hydroxymeth-ylfurfural during UHT processing of buffalo milk. Lait 69 131–136.
Singh L, Mohan M S and Sankaran R (1987) Nisin as an aid for thermalpreservation of Indian dishes -upma and kheer. Journal of Food Scienceand Technology 24 277–280.
Snedecor C W and Cochran W G (1994) Statistical Methods, 6th edn. Ames,Iowa, USA: Iowa State University.
Srivatsa A N, Ramakrishna A, Gopinathan V K, Nataraju S, Leela R K,Jayaraman K S and Sankaran R (1993) Suitability of indigenously fabri-cated aluminium cans for canning of Indian foods. Journal of FoodScience and Technology 30 429–434.
Thijssen H A C, Kerkhof P J A M and Liefkens A A A (1978) Shortcutmethod for the calculation of sterilization conditions and optimum qualityretention for conduction type heating of packaged foods. Journal of FoodScience 43 1096–1101.
Tomar N S and Chauhan G S (1988) Changes in some physico-chemicalproperties of thermal process soymilk during storage. Beverage and FoodWorld 15 25–29.
Tung M A, Britt I J and Ramaswamy H S (1990) Food sterilization in stea-m ⁄ air retorts. Food Technology 44 105–109.
Weintraub S E, Ramaswamy H S and Papke A M (1989) Heating rates inflexible packages containing entrapped air during overpressure process-ing. Journal of Food Science 54 1417–1421.
� 2011 Society of Dairy Technology 597
Vol 64, No 4 November 2011