design optimization of gating system by fluid flow and ... · pdf filedesign optimization of...
TRANSCRIPT

NCADOMS-2016 Special Issue 1 Page 233
Design Optimization of Gating System by Fluid Flow and Solidification Simulation for Wheel Hub by Sand Casting.
Keertikumar1, Bharat.S.Kodli
2
1M.Tech Scholar, Department of Mechanical Engineering, PDA College of Engineering, Kalaburagi, VTU,
Karnataka, India. 2Associate Professor, Department of Mechanical Engineering, PDA College of Engineering, Kalaburagi, VTU,
Karnataka, India.
Abstract: Sand casting process is the most widely used in manufacturing industries especially in automotive
products. Many researchers reported that about 90% of the defects in castings are due to wrong design of gating
and risering system and only 10% due to manufacturing problems. In this paper optimization of gating and risering
system by replacing existing trial and error method with the help of CAD modeling (CATIA V5) and casting
simulation software ADSTEFAN was carried out. The simulation results are used to optimize the gating system to
improve Directional Solidification and reduce shrinkage porosity. Through several simulation iterations, it was
concluded that defect free casting could be obtained by modifying the sprue location and providing the risers and
exothermic sleeves at location porne to formation of shrinkage porosity lead to the decreasing size of shrinkage
porosity and shifting the shrinkage porosity from component to the risers.
Keywords –Casting Simulation, Gating Design Optimization, Shrinkage, Fluid flow and Solidification and Wheel
Hub.
I. INTRODUCTION Casting is a manufacturing process for making complex shapes in which a molten material is poured into a
mould cavity, which contains a mold cavity of the desired shape and then allowed it to solidify. The solidified part is
also known as a casting, which is removed or broken out of mould to complete the process [1]. Inspite of
conventional knowledge of gating and riser system design and suggestions by experienced foundry engineer’s wheel
hub showed the presence of shrinkage cavity. Producing defect free casting is a challenge in manufacturing
environment. The formation of various casting defects is directly related to fluid flow phenomena during the mould
filling stage and in the cast metal. The rate of solidification greatly affects the mechanical properties such as
strength, hardness, machinability etc [2]. One of the critical elements that has to be considered for producing a high
quality sand casting product is the gating system design and risering system design.Any improper designing of
gating system and risering system results in cold shut and shrinkage porosities. Therefore adequate care is necessary
in designing gating and risering system to obtain defect free casting [3].
Casting simulation minimizes shop floor trials, time, cost and work force to achieve the desired
internal quality at the highest possible yield. Hence with conventional approach, finding an acceptable gating system
design proves to be an expensive process so a number of casting simulation software’s are available today, such as
ADSTEFAN, AutoCAST, CAPCAST, Any Casting, CastCAE, MAGMA, MAGMASOFT, Flow-3D, Novacast,
NovaFlow, SoftCAST, SUTCAST, Virtual Casting, WINCAST, ProCAST, and SolidCAST. Most of them use

NCADOMS-2016 Special Issue 1 Page 234
Finite Element Method to discretize the component to solve the solidification and fluid flow equations. Presently use
of casting simulation software is increasing, as it essentially replace or minimizes the shop floor trails to achieve
sound casting. With the availability of modern numerical software and good hardware capabilities, simulation has
become an important tool for design, analysis and optimization of casting processes. Use of casting process
simulation software can significantly reduce the casting cost, lead time and enhance the quality of casting[4].
ADSTEFAN is three dimensional solidification and fluid flow package developed to perform numerical
simulation of molten metal flow and solidification phenomena in various casting processes, primarily sand casting
and die casting (gravity, low pressure and high pressure die casting). It is particularly helpful for foundry application
to visualize and predict the casting results so as to provide guidelines for improving product as well as mold design
in order to achieve the desired casting qualities. Prior to applying the ADSTEFAN extensively to create sand casting
and die casting models for the simulation of molten metal flow(mould filling) and solidification(crystallization in the
process of cooling).Thecast and mold design of the experiment is transformed into a 3D model and imported into
ADSTEFAN to conduct the sand casting process simulation. Many software use finite element method (FEM) to
simulate casting process, which needs manual meshing and are prone to human errors. The casting simulation
software used in the present work uses Finite Difference method (FDM) using cubes as the basic elements and has a
major advantage over FEM. It meshes automatically eliminates the need to recheck the meshing connectivity there
by speeding up analysis. In the present riser system has been designed and optimized by iterative process through
fluid flow and solidification simulation for a wheel hub to produce defect free casting [5].
The main inputs include the mould cavity geometry (includes the shape, size and location of cores, bosses,
ribs, mold cavity, risers, runners, ingates and sprue.), thermo-physical properties (density, specific heat, latent heat,
volumetric contraction during solidification, viscosity, surface tension and Thermal conductivity of the cast metal as
well as the mold material, as a function of temperature), boundary conditions (such as the casting-mold, casting-
chill, casting-exothermic sleeve, casing-die, die-cooling channels heat transfer coefficient, for normal mould as well
as feed-aids including chills, insulation and exothermic materials), and process parameters ((such as pouring time,
rate and temperature). The results of solidification simulation include color-coded freezing contours at different
instants of time starting from beginning to end of solidification. This provides a much better insight into the
phenomenon compared to shop-floor trials (real molds being opaque). The user can verify if the location and size of
feeders are adequate, and carry out iterations of design modification and simulation until satisfactory results are
obtained. Sometimes, it is not possible to achieve the desired quality by changes to method (mainly feeding and
gating) alone. In such an event, it may become necessary to redesign the part design.
The size and location of the runner, ingates, riser and sprue is an important input parameter for
solidification simulation. Considerable re-designing and experience of the user will help in taking the right decision.

NCADOMS-2016 Special Issue 1 Page 235
Further, by using the CAD software (CATIA V5) the solid model of the component with runner, ingates, riser and
sprue is to be designed by the engineer and imported (STL File) into the casting simulation program (ADSTEFAN)
for each iteration. These all tasks requires computer skills and designing knowledge. The accuracy of the results
(such as solidification time, fluid flow and shrinkage defects) are influenced by geometry of the component and
availability of temperature dependent material property database. The simulation of complex intricated casting may
consume more time and cost than shop-floor trials and father delay and expenses occur due to the wrong feeding of
the input parameters in the casting simulation program [6].
The sand casting (green sand) molding process utilizes a cope (top half) and drag (bottom half) flask of
sand (usually silica), clay and water. When the water is added it develops the bonding characteristics of the clay,
which binds the sand grains together. When applying pressure to the mold material it can be compacted around a
pattern, which is either made of metal or wood or wax or plastic to produce a mold cavity having sufficient rigidity
to enable metal to be poured in it to produce a casting. The process also uses cores to create cavities inside the
casting. After the molten metal is poured into mold cavity and allowed it to cool, then the core is removed from the
casting. In this process material cost is low and the sand casting process is exceptionally flexible. In this process
simulation is carried out for manufacturing of Wheel Hub and the results were obtained[7].
II. CASTING SIMULATION
Computer simulation of casting process has emerged as powerful tools for achieving quality assurance
without time consuming trials. This includes mold filling, fluid flow, solidification, stresses and distortion. It
requires part model of component and tooling (parting line, mould layout, cores, feeders, chills, exothermic sleeves
and gates), temperature dependent properties of component and mold materials, input process parameters (pouring
time, pouring rate, direction of fluid flow, etc.). The simulation results are interpreted to predict casting defects such
as shrinkage porosity, hot spots, blow holes, cold shut, cracks and distortion. For a product design engineer inputs
are not easily available which required considerable experience and expertise in the simulation software. In the
simulation process the tooling and product design process will run simultaneous in parallel manner to evolve the
quality product. This approach towards improve the quality of product simultaneously is referred as concurrent
engineering [8].
III. MATERIAL AND METHODOLOGY The figure shows drawing Wheel Hubs are usually made of cast iron and it is the bridge between shaft and
wheel. These are limited to a revolution rate of few thousand RPM. Chemical analysis of cast iron material is as
shown below.
Alloyant C Si Mn S P Mg

NCADOMS-2016 Special Issue 1 Page 236
Table 1: Chemical composition Cast Iron
Figure 1 shows the CAD model of Wheel Hub. The wheel hub casting model with the essential elements of
gating system are sprue, runner, ingates and riser system were generated in CATIA V5 CAD software. In the first
iteration (fig 1) the sand riser is used for the casting of wheel hub, after the completion of first iteration the
shrinkage porosity defect is occurred. In order to obtain sound casting the model has to be re-designed in such way
that in the second iteration the exothermic sleeves are used to keep riser metal in the molten condition so that it is
used to compensate the shrinkage porosity to achieve the directional solidification (fig 2). The dimensions used in
iteration 1 and 2 are tabulated in the below table.
No Sprue(mm) Runner(mm) Ingates(mm) Riser(mm) Sleeve(mm) Yield
(%) Øb Øt H W L H W L H Ø H Øi Øo H
1 30 40 200 31.02 31.02 31.02 12.67 50 25.33 97.5 120 - - - 67.65
2 30 40 250 31.02 31.02 31.02 25.33 50 25.33 97.5 180 97.5 112.5 195 58.70
Table 2: Iteration design dimensions
Fig: 1 Top and bottom view of Wheel Hub (Iteration 1)
Fig: 2 Top and bottom view of Wheel Hub (Iteration 2)
Wt% 3.48 2.70 0.20 0.01 0.05 0.24

NCADOMS-2016 Special Issue 1 Page 237
Fig: 3 Methodology used in simulation process
Simulation Process ADSTEFEN is casting simulation software developed by Hitachi Corporation Ltd Japan. This was used to
simulate fluid flow and solidification of sand casting of wheel hub. Casting simulation and result analysis was done
to predict the molten metal solidification and fluid flow behavior inside the mould. The casting component with
gating system was imported in STL(Stereo Lithography) format to the ADSTEFAN software and meshing of the
model was done in the pre-processor mesh generator module. The mesh size of casting is taken as 5mm. The
structural boundary conditions are automatically taken care by the software. Assignment of material properties, fluid
flow and solidification parameters: The meshed model was taken into the precast environment of the software,
where the material, type of mold used, density of cast material, liquidus and solidus temperatures of cast Iron and
other input parameters of fluid flow and solidification conditions like pouring time, pouring type, direction of
gravity etc. were assigned. Table 2&3 show the material properties, fluid flow & solidification parameters. After the
assignment of material properties and simulation conditions, predication of air volume, filling temperature, filling
velocity, temperature distribution and shrinkage porosity are carried out. Casting simulation program provides
output files in the form of graphical images and video files which are analyzed to predict defects after the successful
execution [6].

NCADOMS-2016 Special Issue 1 Page 238
Table 2: Input material properties and conditions
Parameters Type of Mold Conditions Sleeves
Material Green sand SG 500/7 (FCD500) -
Density 1.5 gm/cm^3 7.2 gm/cm^3 1.2 gm/cm^3
Initial Temperature 40 1410 40
Liquidus Temperature - 1150 -
Solidus Temperature - 1145 -
Reaction Heat - - 286.667(cal/gm)
Reaction Time - - 30sec
Ignition Temperature - - 800 C
Table 3: Input fluid flow and solidification parameters
Parameters Input Conditions
Fill time 56 Seconds
Critical solid fraction 0.8(maximum 1)
Pouring type Gravity pouring
Output files
1) Fluid flow
2) Air Entrapment
3) Filling Temperature
4) Filling Velocity
5) Solidification pattern
6) Temperature Distribution
7) Shrinkage porosity
Riser type Open riser
IV. RESULTS AND DISCUSSION 1. Fluid flow
Figure 4 (a) and (b) shows molten metal filling in the mold cavity that ensure the laminar flow of liquid
metal. The pouring temperature for the cast iron is 1410 ºC. The time required to complete filling of the mold cavity
is 55seconds. From the iteration 1 and 2 we can predict that the mold cavity is filling smoothly, uniformly i.e.
laminar flow without any turbulence and temperature differences. The yellow color highlights the temperature drop
due to exothermic sleeves. Since there is no large temperature drop which leads to the cold shut or cold metal defect
in the component. In the second iteration there is no fluid flow associated defects in casting component and gating
system.
a) Slide no 51 (50%) (Iteration 2)b) Slide no 101 (100%) (Iteration 2)
Fig: 4 Fluid flow in the mold cavity

NCADOMS-2016 Special Issue 1 Page 239
2. Air Entrapment Figures 5 (a) & (b) shows the molten metal (grey color) at the bottom portion and air sweeping (blue color)
from the top portion of mould cavity. From the simulation results it is clear that from the nine ingatesmold cavity is
filled with molten metal, air escapes through the top of the housing i.e. from the mold cavity to the atmosphere
through risers. Fig (a) and (b) shows pattern of air escape from the mold cavity. Hence this simulation results helps
to identify air entrapment defect in the casting. By this result it is clear that there is no air entrapment defect in the
casting hence no need of modification in the design of gating system.
The ingates and runner are placed in a proper location due to which even flow of melt makes the air gently to
rise above, as the metal starts filling from the bottom of the cavity. This allows all the air and gases to escape from
the mould cavity. There is no air entrapped zone in the casting component and gating system in any of the iterations.
a) Slide no 51 (50%) (Iteration 2) b) Slide no 101 (50%) (Iteration 2) Fig: 5 Air entrapment
3. Filling Temperature
a) Slide no 51 (50%) (Iteration 2) b) Slide no 101 (100%) (Iteration 2)
Fig: 6Filling Temperature

NCADOMS-2016 Special Issue 1 Page 240
Figure 6 (a) and (b) represent the temperature distribution of the casting at different regions at specific time.
Figure (a) shows the temperature distribution of the casting at 2120 seconds, figure (b) shows the temperature
distribution of the casting at 6366 seconds. The red color represent the molten state of the casting material and dark
blue color represent the solidified casting.From the figure it is clear that, there is nosudden temperature drop
occurred during the fluid flow process, the fluid flow is laminar or uniform flow such that there is no fluid flow
associated defects are present in casting.
4. Filling Velocity
a) Slide no 51 (50%) (Iteration 2) b) Slide no 101 (100%) (Iteration 2)
Fig: 7Filling velocity The fig 7 (a) and (b) represent Filling velocity at which the particular part of the component is filled by the
liquid metal. The figure (a) represent the 50% portion of mold is filled within 27.28 seconds and figure (b) represent
the 100% portion of mold is filled by molten metal within 55 seconds it clearly depicts that the part that last to be
filled is the riser. This is again a positive result of the casting simulation as riser lately fill can compensate material
for casting. So there is no filling defects occurred this results are favorable to obtain sound casting.
5. Solidification pattern
In order to achieve sound casting it is necessary to provide the directional solidification. The directional
solidification starts from thinnest section to thickest section and which ends at riser. The actual solidification of
metal begins at liquidus temperature of 1410°C. The solidification of metal ends at solidus temperature 982°C
NCADOMS-2016 Special Issue 1 Page 241
.
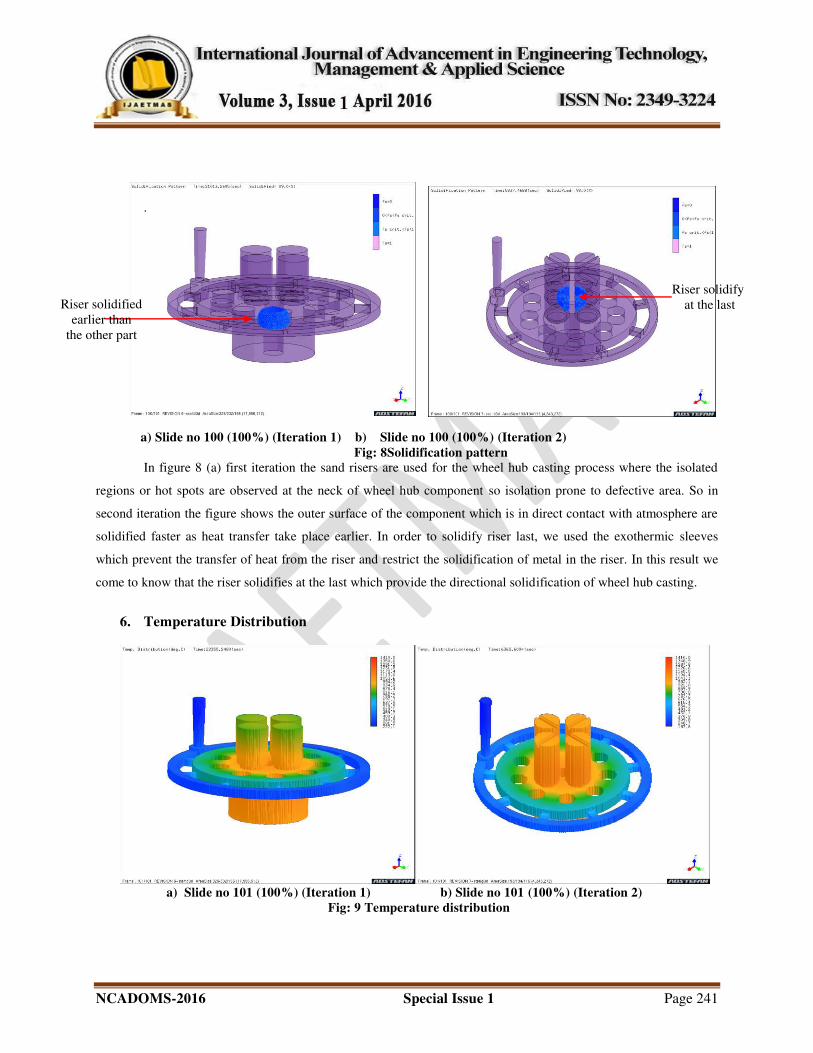
a) Slide no 100 (100%) (Iteration 1) b) Slide no 100 (100%) (Iteration 2)
Fig: 8Solidification pattern In figure 8 (a) first iteration the sand risers are used for the wheel hub casting process where the isolated
regions or hot spots are observed at the neck of wheel hub component so isolation prone to defective area. So in
second iteration the figure shows the outer surface of the component which is in direct contact with atmosphere are
solidified faster as heat transfer take place earlier. In order to solidify riser last, we used the exothermic sleeves
which prevent the transfer of heat from the riser and restrict the solidification of metal in the riser. In this result we
come to know that the riser solidifies at the last which provide the directional solidification of wheel hub casting.
6. Temperature Distribution
a) Slide no 101 (100%) (Iteration 1) b) Slide no 101 (100%) (Iteration 2)
Fig: 9 Temperature distribution
Riser solidified
earlier than
the other part
Riser solidify
at the last

NCADOMS-2016 Special Issue 1 Page 242
The actual solidification of metal begins at liquidus temperature of 1410 °C (reddish yellow color). The
solidification of metal ends at solidus temperature 982 °C (yellow color). Figure 9(a) shows the temperature
distribution of the molten metal in the first iteration of the gating system. There is no sudden temperature drop
below the liquidus temperature. In second iterations as shown in figure 9(b) the temperature distribution is also
uniform. In all the iterations it can be seen that runner bars and in-gates have temperature distribution within the
limit i.e. above liquidus temperature. Any fall in temperature within the gating elements would have resulted in
formation of cold shuts and blockage of further entry of molten metal which has not been observed in the
simulation.
7. Shrinkage porosity
a) Slide no 100(100%)(Iteration 1) b) Slide no 100 (100%) (Iteration 2)
Fig: 9 Shrinkage porosity Figure 9 (a) shows shrinkage porosity is present in the casting component in the first iteration of
simulation. It is observed that shrinkage porosities at neck of the wheel hub component. But in the second iteration
fig 9(b) these shrinkage porosity present in the component are eliminated by providing exothermic sleeve at the
proper location, and also the increasing the height of riser. Thus shrinkage porosity decreased significantly. The
shrinkage porosity is completely shifted to the riser this leads to the defect free wheel hub casting by simulation
process using ADSTEFAN, casting simulation software. Thesestudies helps to optimize gating system.
V. CONCLUSIONS In the present work a 3D component model was developed by CATIA V5 and using casting simulation software
ADSTEFAN to evaluate possible casting defects for sand casting of flywheel. Notable conclusions from this study
are:
To overcome the problems of current gating or riser system, a method based on CAD and simulation
technology is implemented.
Shrinkage
Porosity

NCADOMS-2016 Special Issue 1 Page 243
By adopting the pressurized gating system, the fluid flow was smooth and air was expelled without any
entrapment inside the mould cavity. Simulation showed that the molten metal was able to fill the mould
within the desired time. Therefore fluid heat distribution was good and no cold shut was observed.
In first iteration improper location of riser and ingates led to formation of shrinkage porosities where in the
second iteration the height of riser is increased and exothermic sleeve are used for the wheel hub
component casting to achieve directional solidification.
The second iteration resulted in reducing the shrinkages and the defect associated with the casting is
eliminated and the sound cast is achieved.
By analyzing simulation results, the optimized riser system is determined.
From the above study it can be concluded that the defect analysis done by simulation help a practice
foundry man to take decision and corrective actions can be taken to eliminate these defects with lesser
efforts.
By replacing the trial and error tedious casting procedures with virtual world simulation using tool
ADSTEFAN, one can able to determine the amount of material to be used, time required and can determine
the cost of different manufacturing products. This brings integration in casting process between the foundry
engineering and design engineers.
ACKNOWLEDGEMENT The authors’ wishes to thank research paper review committee, department of mechanical engineering. Hod
and Principal of PDA college of Engineering, Gulbarga for their suggestions, encouragement and support
in undertaking the present work.
REFERENCES [1]. MohdRizuan Mohammed Shafiee, "Effects of gating design on the mechanical strength of thin section
castings", ELSEVIER: Journal of Materials Processing Technology, Vol-105, Pg. 128-133, 2009.
[2]. T.Nandi, "Optimization of Riser size of Aluminium alloy (LM6) castings by using conventional method
and computer simulation technique", International Journal of Scientific & Engineering Research, Vol-2,
2011, ISSN 2229-5518. 2011
[3]. Lee, P.D, Chirazi, A and see, D (2001). Modelling micro porosity in aluminium -silicon alloys: a review.
Journal of light metals. Vol.1 Pg 15-30.
[4]. Naveen Hebsur, Sunil Mangshetty, “Casting simulation for sand casting of fly wheel” Vol 11, Issue 4 Ver.
VII (Jul-Aug. 2014), PP
[5]. Naveen Kumar, Bharat s kodli,“Design optimization of gating system by fluid flow and solidification
simulation for pump casing”Vol 2, Issue 4, Aug-Sept, 2014.
[6]. B. Ravi, R.C. Creese and D. Ramesh, “Design for Casting – A New Paradigm to Prevent Potential
Problems,” Transactions of the AFS, 107, 1999.
[7]. Mazhar Iqbal, Sushil Patel, Ganesh Vidyarthee, “Simulation of casting and its validation by experiments”
Iqbal, 3(8): August, 2014.
[8]. Dr.B.Ravi, “Casting simulation and optimization: Benefits, Bottlenecks, and Best Practices” Technical
paper for indian foundry journal January 2008 special issue.
[9]. Vivek S. Gondkar, K.H.Inamdar, “Optimization of Casting Process Parameters Through Simulation” Vol 3,
Issue6, June 2014.

NCADOMS-2016 Special Issue 1 Page 244
[10]. K.Srinivassulu Reddy, “Casting Simulation of Iron Rotor Disc using ProCAST”, Vol.4, No.6 (Dec 2014).
[11]. Wang, D., Li, Y.H., Guo, G.S.: The feeding mechanism and mathematical model during solidification of
casting, Foundry, 45 (1996), 13-16.
[12]. F. Bradley, S. Heinemann, A hydraulics based optimization methodology for gating design, Applied
Mathematical Modeling, 17 (1993) pp 406–414.
[13]. Masoumi A., Effect of Gating Design on Mould Filling, American Foundry Society, USA, 2007.
[14]. M. Masoumi, H. Hu, “Effect of Gating Design on Mold Filling”, Transactions of the American Foundry
Society, Vol-113,Pg 185-196, 2005.
[15]. B. Ravi and Durgesh Joshi, “Feedability Analysis and Optimisation Driven by Casting Simulation,” Indian
Foundry Journal, 53(6), 71-78, 2007.