cutting technology –chip removing –the largest class of manufacturing activities in engineering...
TRANSCRIPT

Cutting Technology
– chip removing
– the largest class of manufacturing activities in engineering production
– ~1.87 million machine tools
– ~$168 billion - the total value of the machining operation
– numerical control of machine tools
– flexible manufacturing
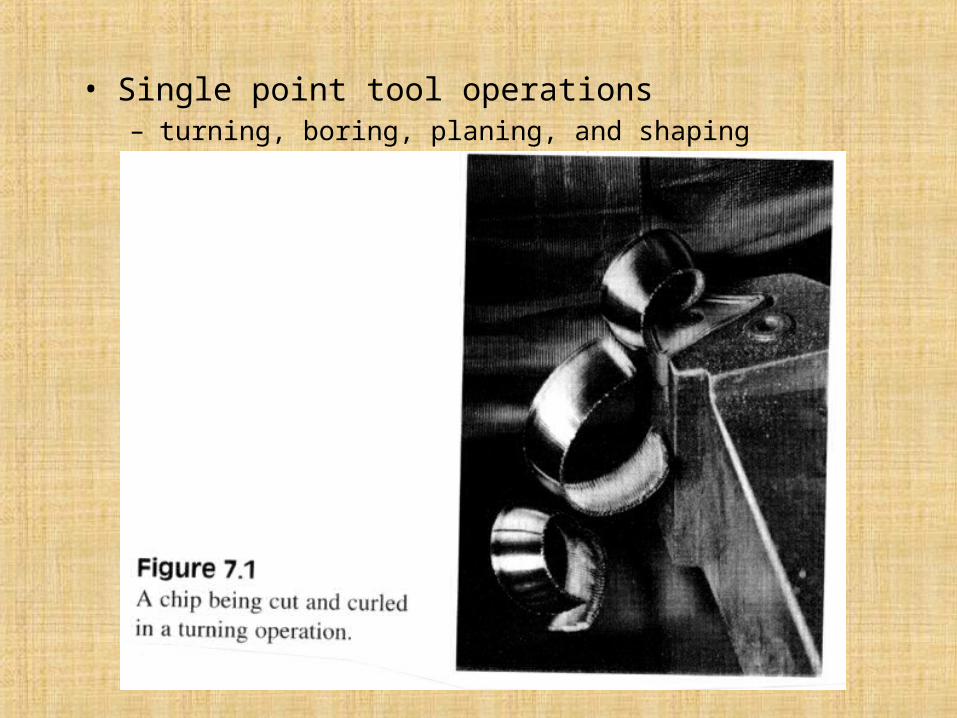
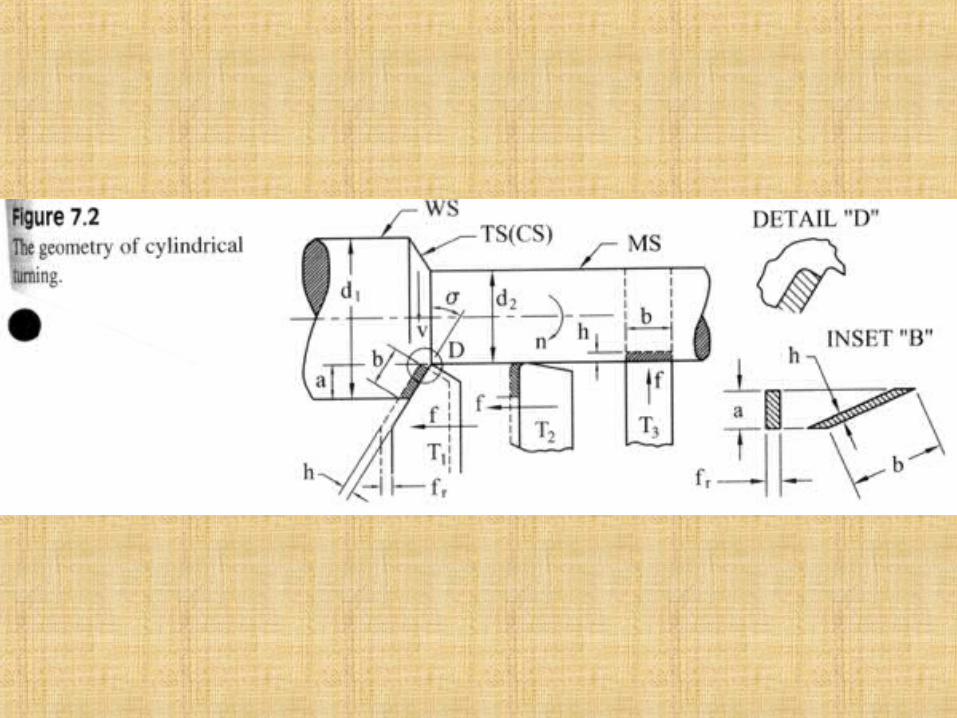
• Single point tool operations– turning, boring, planing, and shaping

– the peripheral speed of the workpiece - the cutting speed
– the mean value
– the depth of cut is
– the metal removal rate is
• b- chip width
• h- chip thickness
• fr - feed per revolution
ndndv 2211 π v π
2
π 21 ddnvm
2
21 ddd
vfravhbvAQ

• Tool geometry - the side cutting edge angle
– the tool consists of a cutting insert and a tool holder





• The tools

• boring tools
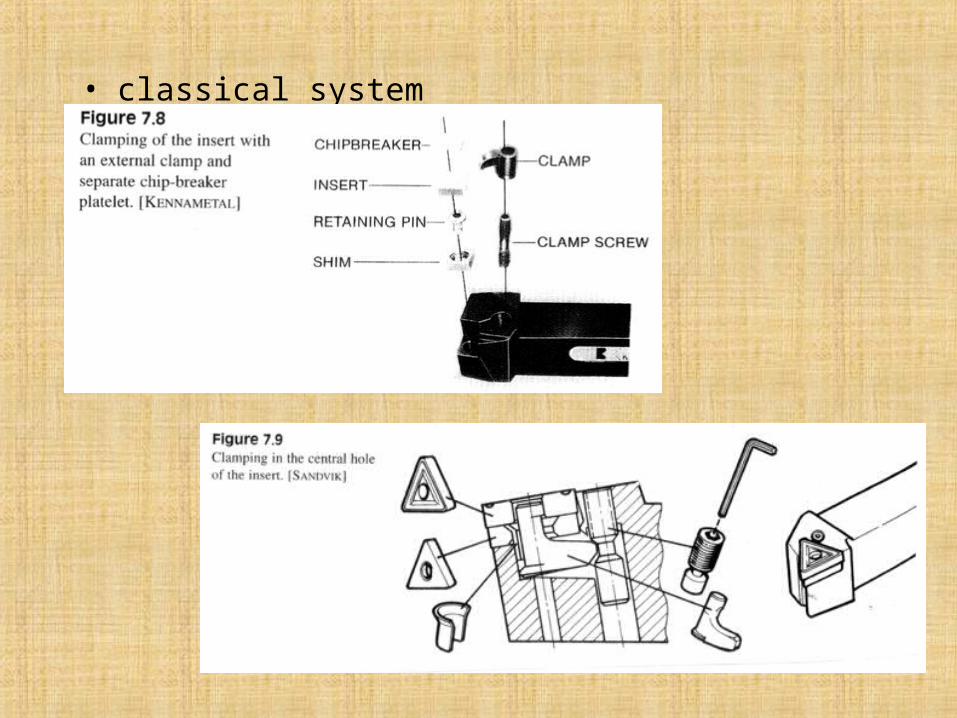
• classical system



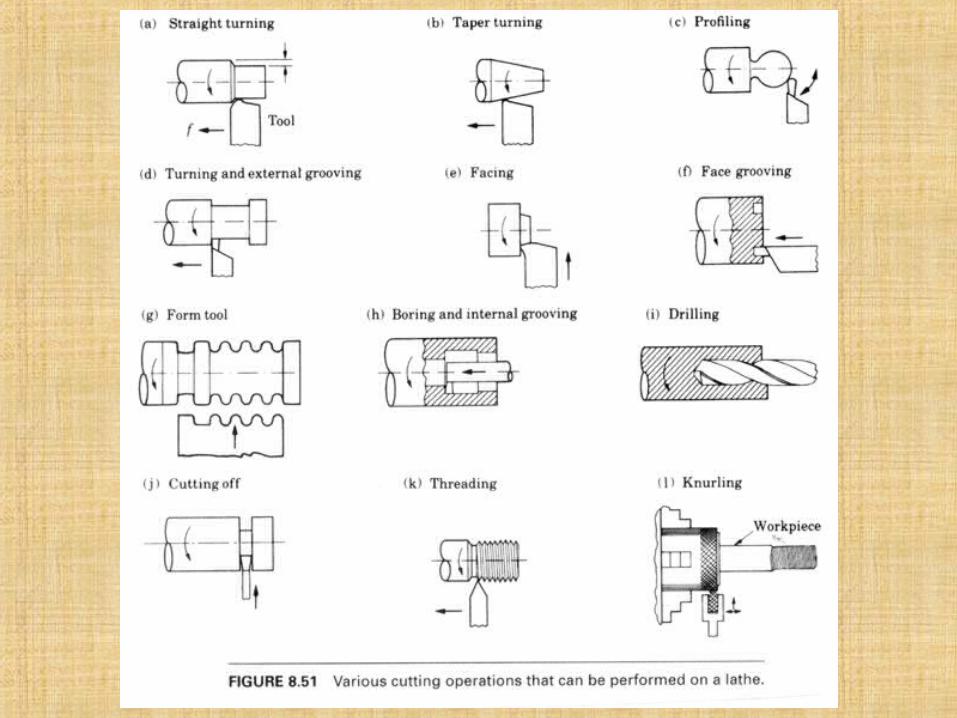

•7 - turn a taper•8 - rough turn a tapered thread•9 - finish the thread•10 - drill a short hole•11 - bore the hole to a larger and more accurate diameter•12 - cut an internal groove•13 - cut a short thread in the end of the hole
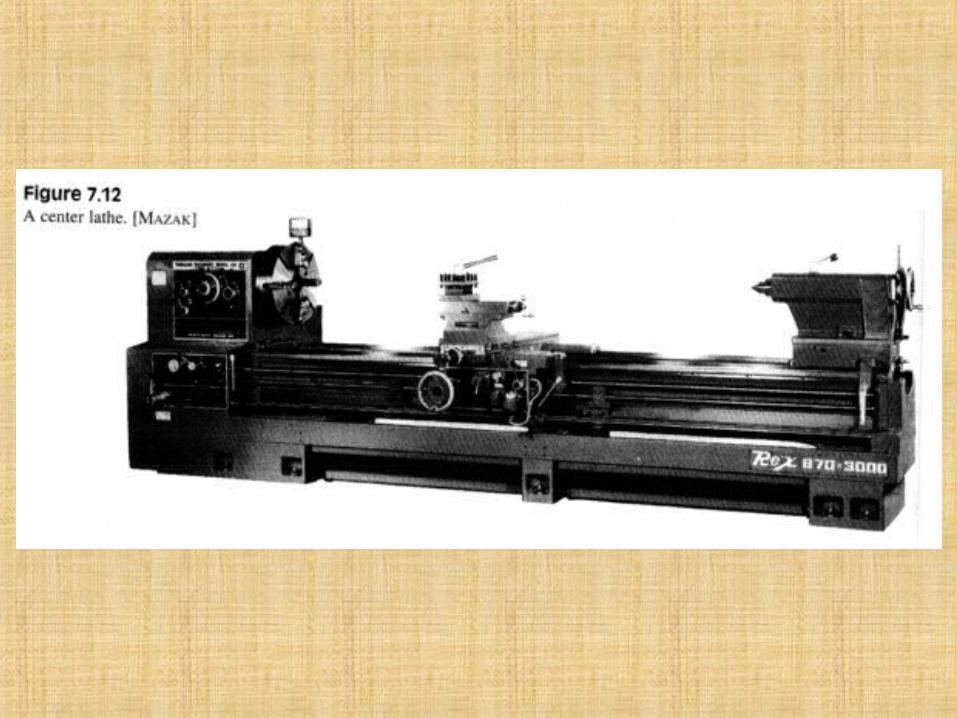


• Automated machine tools– lead, set, clamp, and change tools
– control the path of the tool relative to the workpiece
– carry out measurements

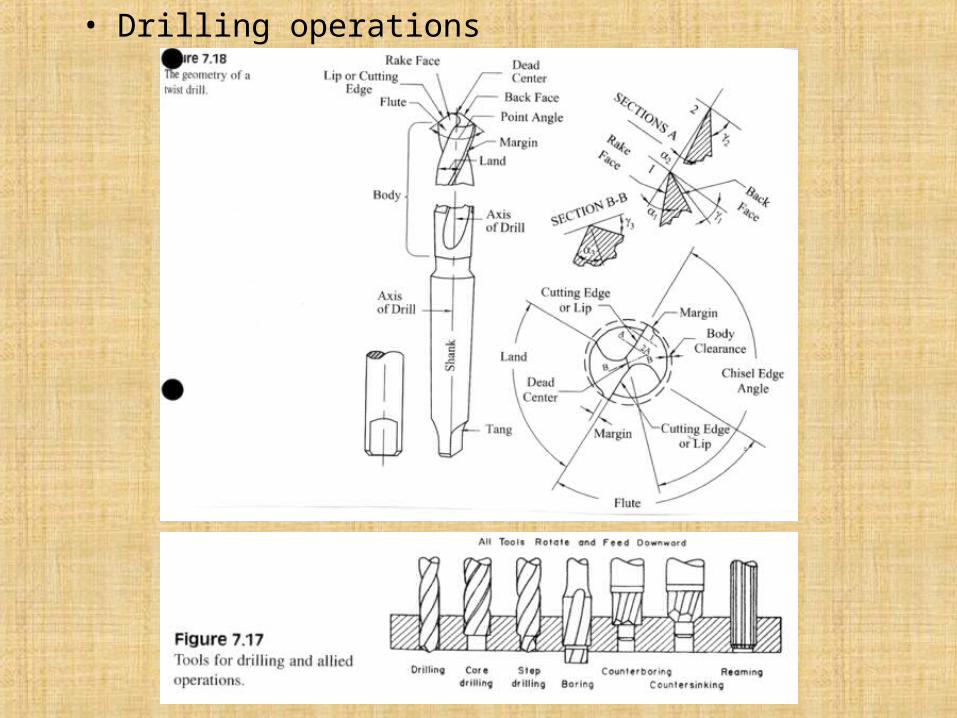
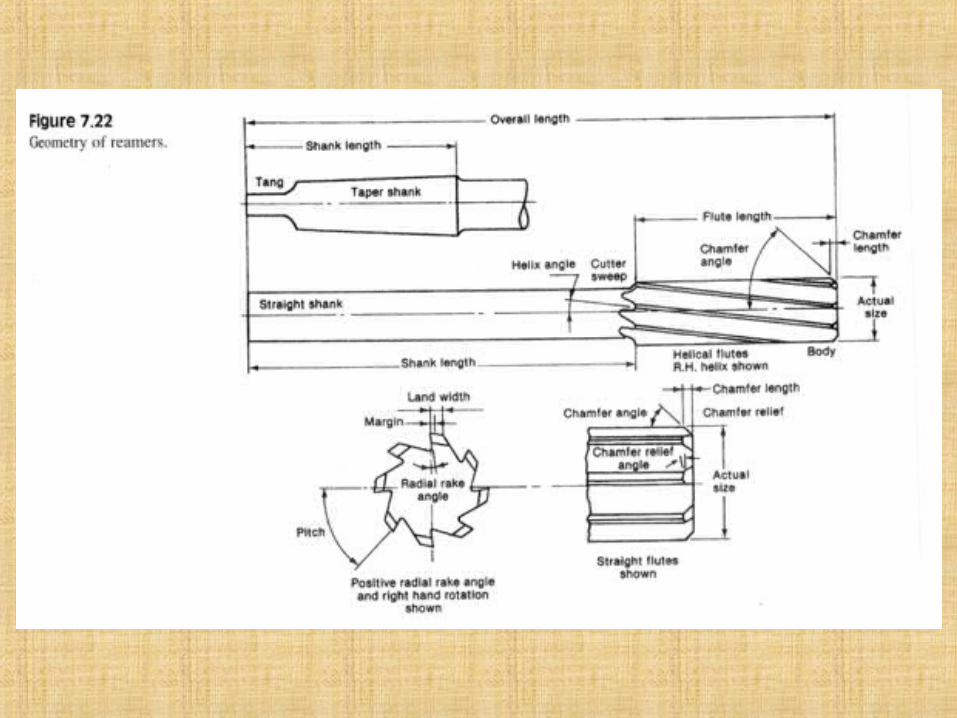
• Drilling operations




– the metal removal rate:
• d - hole diameter
• fr - feed rate (feed per revolution)
• n - rotational speed
– the chip area for each edge:
• ft = fr/2 = feed per tooth
– the tangential force in the direction of the cutting speed v is:
– the torque is:
– the power is:
• Ks - specific force
frnA
dQ
2
2
dftA
A
frdKs
ftdKsFt
2
)Nm(100082
2
frdKsd
FtT
QKsnfrdKs
nTTwP
4000
22

Drilling Machines

– the positioning of the spindle relative to the workpiece for the proper location of the hole
– if the location is specified to a close tolerance, this cannot be accomplished manually without additional aids

– jig boring machines
• accurately positioned x, y coordinate motions to drill and bore holes in jigs with precise positions
• economical for medium size series of workpieces
• small-lot production on NC drilling machines
• mass production - use multispindle drilling machines as a part of a transfer line

• Multipoint tool operations

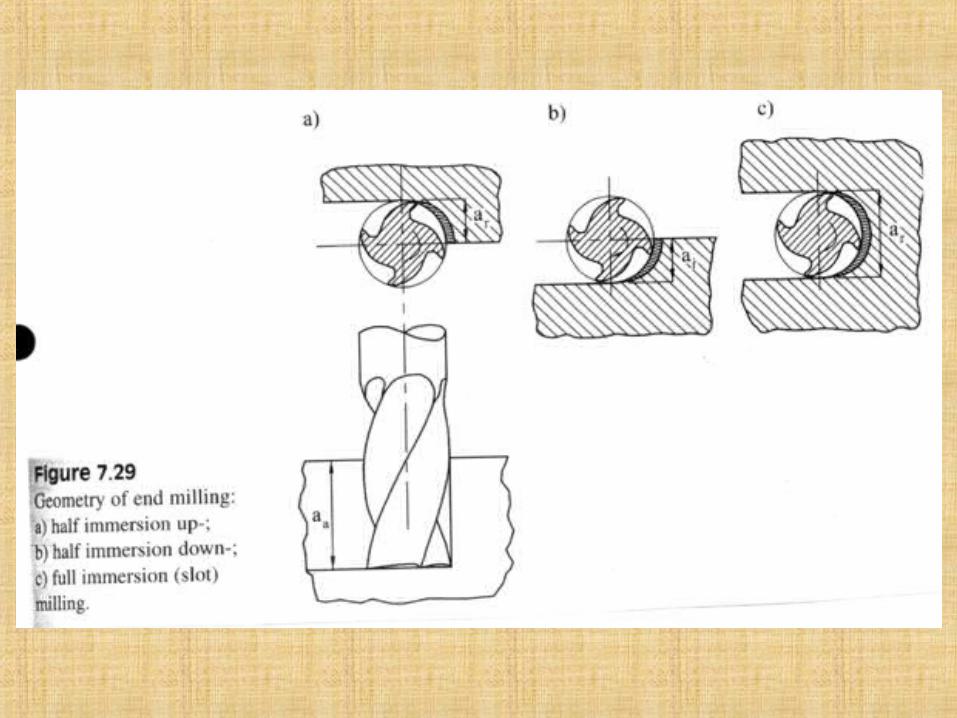


– the tooth period:
– the mean metal removal rate is:
– ar - the radial depth of cut
– aa - the axial depth of cut
– f - feed rate
– the mean power is:
nmTt
1
faaQMRR arm
QKsP





• Ways of clamping milling cutters




• Broaching– motion: rectilinear
– no feed motion
– the teeth on the tool are so arranged that they increase in height
– the operation is carried out in one pass
– suited to mass production of surfaces that are straight in at lease one direction
– for machining internal and external surfaces
– gears

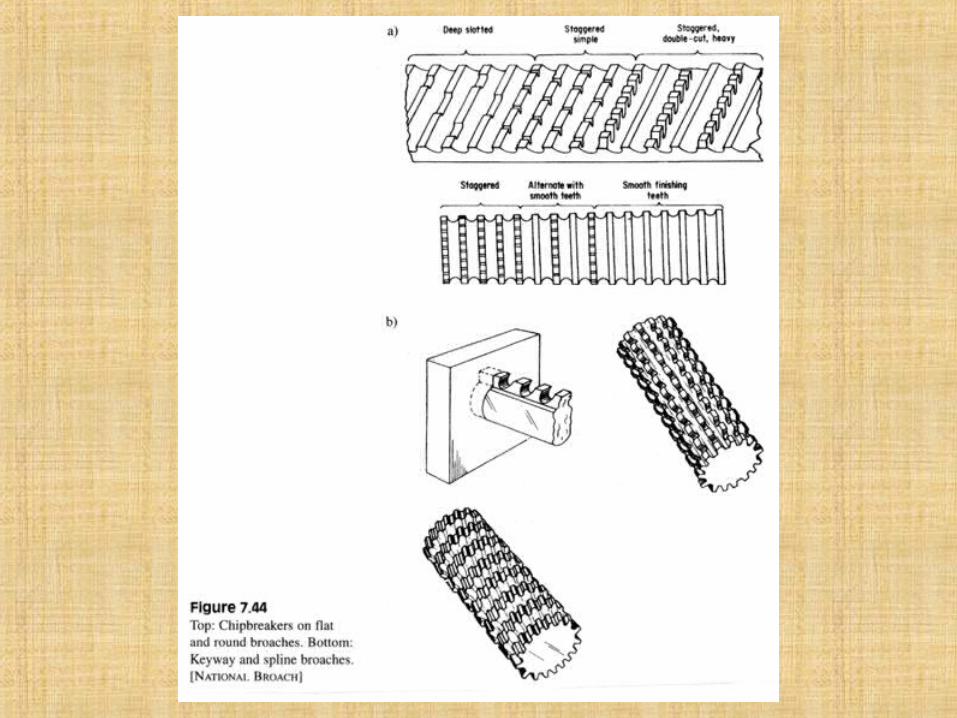


– the geometry of the broach completely determines the whole operation
– the machine supplies one linear cutting motion
– pull
– push type machine
– specialized (workpiece moves while the tool is stationary)