customer cases from all over the world innova oee for end-of-line
TRANSCRIPT
UK MEAT CONSUMPTION
CHICKEN 43%TURKEY 3%DUCK 3%
POU
LTRY 49%LA
MB 8%
BEEF 26%
PORK 15%
DE
CE
MB
ER
20
15
CUSTOMER CASES FROM ALL OVER THE WORLD
INNOVA OEE FOR END-OF-LINE Software informs about performance > 3
FOCUS ON THE UK Cutting edge technology for a key market > 10
TURKEY PROCESSING Unique solutions > 8
2
As a poultry processor you have to deal with customer demands which fluctuate from day to day. QSR chains and supermarkets vary their sales orders on a daily basis, asking for smaller or bigger portions and fixed weight packing. Adapting daily production schedules is complex. Decisions, however, have to be made quickly. Using Marel Stork Poultry Processing solutions, you can rearrange a complex process and relax at the same time. Thanks to innovation and technology, choices can now be made accurately based on control, monitoring and improvement. That´s how processing becomes manageable. Exactly this theme was addressed at our very first Poultry ShowHow: ‘from Complex to Relax’.
Taking place in our own Progress Point demo center in Copenhagen, this interactive event showed how our Innova software and early grading can help processors to make complex production decisions while staying relaxed. Showcases featuring working cut-up, grading, batching, packing and labeling lines provided a unique hands-on experience of our innovative systems. The Poultry ShowHow attracted processors from all over the world, allowing them to find out all about the newest developments, attend interesting lectures and meet with colleagues from the industry. This success certainly calls for a second Poultry ShowHow!
The economic upturn since early this year seems to have had a positive impact worldwide on our field of business. Throughout the world poultry processors are expanding and rationalizing their businesses, anticipating the increase in the number of urban citizens looking for affordable high-protein food. This goes for countries in every part of the world, be it in Africa, the Americas, Asia or Europe. We are of course proud to see
that more and more growing and new enterprises are significantly choosing Marel Stork solutions, both for greenfield projects and extensions to existing plants. We’d like to share some of these interesting projects with you. Read all about them in this issue of Insight.
From a historical perspective, Great-Britain has always been an important poultry processing nation and now, in 2015, Britain still is Europe’s largest broiler processing country. We are delighted that almost all of the main British processors have opted for Marel Stork systems. Among them are Faccenda and Cargill. You’ll read all about these two companies in this edition of Insight, accompanied by a general overview of the British market.
We never stop developing new solutions which go hand in hand with market requirements, for instance when it concerns turkeys. Having to deal with specific characteristics, turkey processing requires customized solutions. At this moment Marel Stork supplies the highest level of automated turkey processing with the highest processing speeds. It’s not just the specialized equipment for turkey processing we can provide, but also the entire plant design, logistics, automation and service solutions.
As you can see, the pace of work in our R&D department has not slowed down. You will see many new products and systems being launched by our dedicated teams in the years to come.I wish you a good read and look forward to meeting you personally at one of our future events.
Wim Beeftink, Technical DirectorMarel Stork Poultry Processing
from Complex to Relaxfrom Complex to Relax
Real-time insight in EOL process performance
Sovereign Foods expands portfolio
German Gründlichkeit with attention to animal welfare
Accelerated expansions at Esbro
Astral Foods optimizes order processing
Complete control of turkey processing
Focus on the UK - Great Britain is Europe’s leading broiler processor
Two companies, one philosophy
Committed to sustainable growth
“Buy local”, a cornerstone for Empas
When everything comes together
World record for Akashevo
West Africa embraces the SmartLine Grader
Let’s meet in person
2
3
4
5
6
7
8
10
11
12
12
14
14
15
16
“Using Marel Stork Poultry Processing solutions, you can rearrange a complex process and relax at the same time.”
CONTENTS
I N S I G H T – S T O R K P O U L T R Y P R O C E S S I N G
33
I N S I G H T – S T O R K P O U L T R Y P R O C E S S I N G
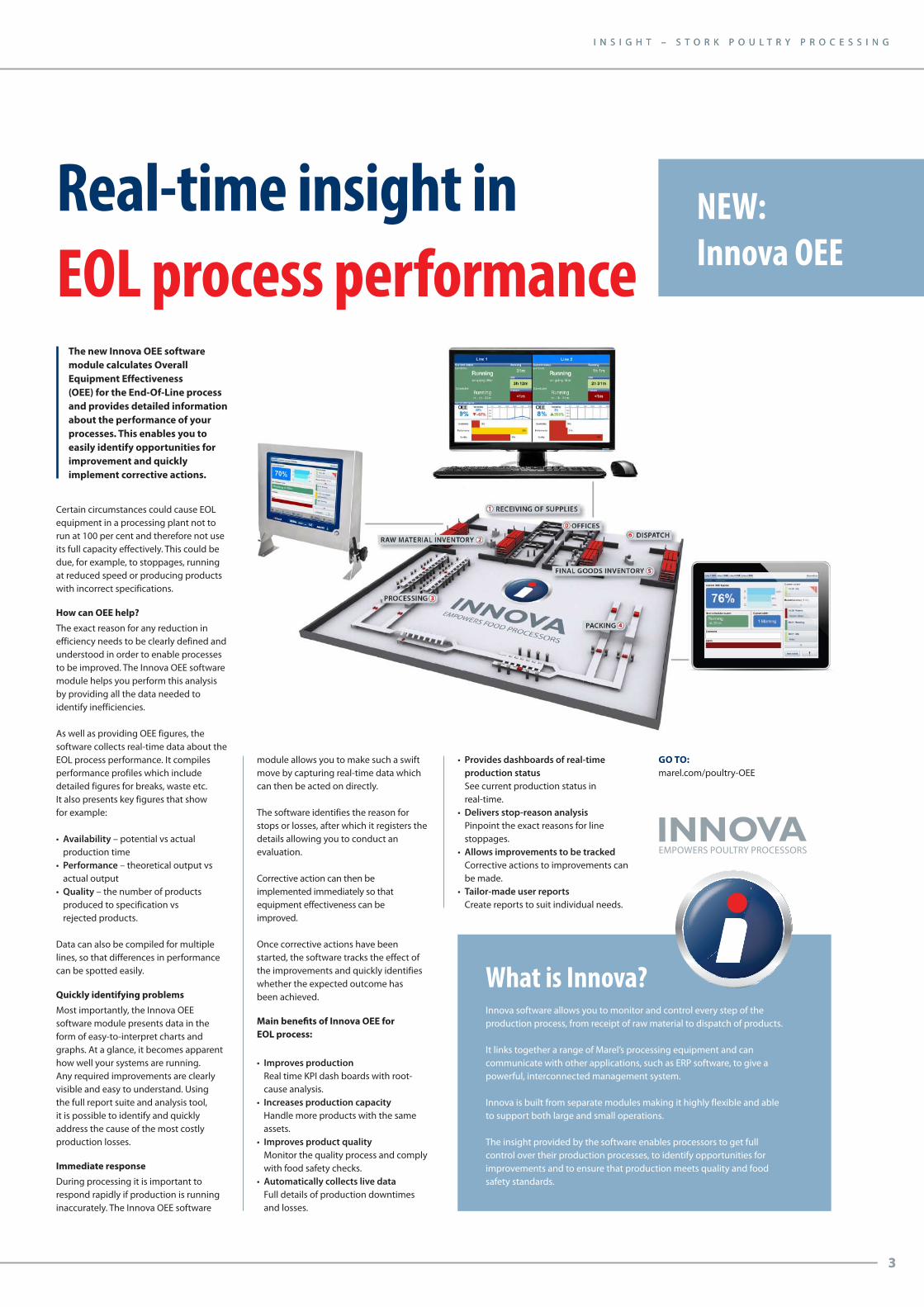
The new Innova OEE software module calculates Overall Equipment Effectiveness (OEE) for the End-Of-Line process and provides detailed information about the performance of your processes. This enables you to easily identify opportunities for improvement and quickly implement corrective actions.
Certain circumstances could cause EOL equipment in a processing plant not to run at 100 per cent and therefore not use its full capacity effectively. This could be due, for example, to stoppages, running at reduced speed or producing products with incorrect specifications.
How can OEE help?
The exact reason for any reduction in efficiency needs to be clearly defined and understood in order to enable processes to be improved. The Innova OEE software module helps you perform this analysis by providing all the data needed to identify inefficiencies.
As well as providing OEE figures, the software collects real-time data about the EOL process performance. It compiles performance profiles which include detailed figures for breaks, waste etc. It also presents key figures that show for example:
• Availability – potential vs actual production time
• Performance – theoretical output vs actual output
• Quality – the number of products produced to specification vs rejected products.
Data can also be compiled for multiple lines, so that differences in performance can be spotted easily.
Quickly identifying problems
Most importantly, the Innova OEE software module presents data in the form of easy-to-interpret charts and graphs. At a glance, it becomes apparent how well your systems are running. Any required improvements are clearly visible and easy to understand. Using the full report suite and analysis tool, it is possible to identify and quickly address the cause of the most costly production losses.
Immediate response
During processing it is important to respond rapidly if production is running inaccurately. The Innova OEE software
module allows you to make such a swift move by capturing real-time data which can then be acted on directly.
The software identifies the reason for stops or losses, after which it registers the details allowing you to conduct an evaluation.
Corrective action can then be implemented immediately so that equipment effectiveness can be improved.
Once corrective actions have been started, the software tracks the effect of the improvements and quickly identifies whether the expected outcome has been achieved.
Main benefits of Innova OEE for EOL process:
• Improves production Real time KPI dash boards with root-cause analysis.
• Increases production capacity Handle more products with the same assets.
• Improves product quality Monitor the quality process and comply with food safety checks.
• Automatically collects live data Full details of production downtimes and losses.
• Provides dashboards of real-time production status See current production status in real-time.
• Delivers stop-reason analysis Pinpoint the exact reasons for line stoppages.
• Allows improvements to be tracked Corrective actions to improvements can be made.
• Tailor-made user reports Create reports to suit individual needs.
GO TO: marel.com/poultry-OEE
Real-time insight in EOL process performance
What is Innova?Innova software allows you to monitor and control every step of the production process, from receipt of raw material to dispatch of products.
It links together a range of Marel’s processing equipment and can communicate with other applications, such as ERP software, to give a powerful, interconnected management system.
Innova is built from separate modules making it highly flexible and able to support both large and small operations.
The insight provided by the software enables processors to get full control over their production processes, to identify opportunities for improvements and to ensure that production meets quality and food safety standards.
NEW: Innova OEE

Customer InsIght
4
Sovereign Foods, located in Uitenhage, South Africa, is a large, vertically integrated poultry processing company that has been growing strongly in recent years. The state-of-the-art processing plant, with a high capacity of 12,000 bph (200 bpm) and equipped with Marel Stork Poultry Processing technology, has been updated and upgraded over the last few years.
Starting points of the Sovereign Foods ‘mechanization project’ were process optimization, better logistic solutions, less giveaway and a higher product quality. In phase one, the focus was on improving product logistics and reducing operational costs. The entire project was prepared during normal production.
It was a big challenge to accomplish all changes with minimum production downtime. Now that phase one is done, results are evident.
Automatic cut-up
Before entering the cut-up department, whole products are weighed and graded – grading includes the seven anatomic parts –, based on weight and all different quality aspects. The aim is to put every product into its most profitable form. High yield, profitable cuts are then produced on the various modules of the two ACM-NT cut-up systems.
Improved product logistics
In the new setup, products are sorted automatically in-line on four grading lines and automatically brought to the next process steps via a system of conveyor belts. Such a next step can be
packing, marinating, injecting or even a further process such as cooking.
ModularOven
Sovereign Foods wanted to open up new product possibilities. They opted for a ModularOven system from Marel Townsend Further Processing. This is the biggest oven system for high capacity steaming, cooking and/or roasting. The ModularOven enables Sovereign to produce large quantities of a wide variety of perfectly cooked products.
A stable, efficient process
The result of the first ‘mechanization’ phase is a stable, efficient process with improved product logistics and higher product safety, as there is less hand to product contact. Automated internal transport systems ensure a continuous flow of products, reducing disturbing movements with loose crates.
With the automated cut-up and cooking of the products, Sovereign Foods successfully expanded its product portfolio.
Innova controlled breast deboning
Phase two of the update project includes the automation of breast deboning on two AMF-BX FlexControl systems. The systems produce a wide variety of high yield, top quality fillet products, suitable for wholesale and for the demanding retail and food service markets. The new lines are completely controlled by Innova software.
The unique level of software-controlled automation in the new filleting line sets new standards. All of this results in very high yield and a very efficient process with optimal up-time.
Bone free products
To ensure bone free products and increase value and safety, Sovereign Foods went with a SensorX system, which has a rework mechanism that guarantees re-inspection of contaminated fillets and can handle the product stream from two AMF filleting lines. Operating screens highlight the contaminants for easy removal.
Multihead Weighers
Sovereign Foods also decided to go ahead with five Marel Multihead Weighers. After X-ray inspection, fillets can be either calibrated on a SmartLine Grader or batched into fixed weight packs using a Multihead Weigher for fresh products.
The four other MultiHead Weighers will be handling a mix of fixed-weight IQF products like wings, breast portions, thighs and drums. The installation of this equipment means a significant reduction in labor costs for the company, as well as freed-up floor space.
CheckWeighing
Sovereign Foods also purchased two MCheck2 CheckWeighers to monitor and optimize the accuracy of the process equipment and remove off-weight packs from the product flow. Innova CheckWeighing software provides real-time monitoring and data collection.
Making complex processes transparant
As the plant became more complex, Sovereign Foods needed a system to oversee various processes. By installing modular Innova software, the company acquired this overview. Data is gathered and presented in user-friendly charts and dashboards, enabling production management to oversee, plan and customize production most efficiently. The system enables full registration and traceability of all production. The Innova system makes for optimum production processes, breast filleting operations being a prime example.
Sovereign products
Sovereign Foods markets a wide variety of affordable, high-quality frozen, fresh and cooked poultry products. The retail brands Country Range, Farmer’s Lane and Rocklands are names well known to the South African consumer.
GO TO: sovereignfoods.co.za
SOvEREIgN FOOdS expands portfolioA two-phase upgrade: ‘mechanization’ and automation
From left to right, top row: Tyron Moonsamy (Quality Assurance Manager), Sander de Bruijn (Marel Stork Regional Sales Manager), Blaine van Rensburg (Executive Director Products), Rian Dunn (Plant Manager), Stephan Oosthuizen (Project Manager), Bottom Row: Jeffrey Macer-Wright (Marel Stork Account Manager), Pieter van der Smit (Engineering Manager Processing Plant), Pieter Herd (Commercial Manager Products Division).

Customer InsIght
5
Germany is about the most stringent market in the world when it comes to compliance with regulations – it even has a name: Gründlichkeit. For the poultry processing company Borgmeier it is therefore second nature to respect all the strict requirements concerning hygiene, animal welfare and quality. Marel Stork Poultry Processing solutions help achieve this, as shown by our latest project, the advanced CAS SmoothFlow stunner.
H. Borgmeier Gmbh & Co Kg is located in Delbrück near Paderborn, still on the same piece of land originally bought by Heinrich Borgmeier in 1903. His son took over in 1948 and built the first processing plant in 1959, which reached a capacity of 3,000 broilers per day in the seventies.
“Unthinkable capacities”
Since 1980 grandsons Heiner and Werner Borgmeier have been running the business. “In 1998 we bought our first Marel Stork equipment, a GP container
system,” says Heiner Borgmeier. “We still remember the times that capacities higher than 10,000 bph were unthinkable. And now our current plant is running at 13,000 bph and able to handle higher line speeds in the future.”
Porsche and Volkswagen
The choice for Marel Stork solutions was clear. Werner Borgmeier says, ”Marel Stork equipment gives us great confidence. The machines run very reliably. It’s like comparing a Porsche to a Volkswagen: both cars can run 120km/h, but it’s the quality that makes the difference.”
Stunning in the picture
Controlled Atmosphere Stunning has widely gained acceptance as being animal-friendly. “Regulations, animal welfare organizations and consumers all require an explicit description of how the broilers are stunned. It’s becoming an extremely important issue, so we do not want any arguments about this process.
We can now tell our customers that we’re using the best technical solution in the market, the Stork CAS SmoothFlow, to respond to the animal welfare demands,” says Heiner Borgmeier.
Reliable machines
It is Borgmeier’s philosophy to deliver only to professional quality traders, butchers and wholesale, not to discounters. Germany is the main market for Borgmeier and these customers mainly buy fillets. “The demand for sized products keeps growing every day. As broilers get heavier, fillets also increase in weight. So we need more cuts which are accurately calibrated and sorted. These jobs require completely reliable machines and that’s why we have chosen Marel equipment such as the I-Cut 21 in combination with the SpeedSort, the TSM Template Slicing Machine and the new SmartLine Grader.” Innova system software is responsible for overall process control.
Efficiency, reliability, cleanability
Processing machinery shouldn’t become too sensitive or complex, says Heiner Borgmeier. “We don’t want sensors to sound alarm bells every five minutes and shut down the system. Nor do we want machines that require qualified technicians every day because they’re so complicated. Marel Stork has really understood this. These machines must
run for years and years; consistent and reliable function must be guaranteed. But it’s not just the functionality that counts; efficiency, reliability and cleanability are just as important. In this regard Marel Stork equipment also scores well. Its open construction allows for easy cleaning.
For example, the CompactGrader grading system has just one conveyor belt which needs cleaning. That’s all. Such short cleaning times of course add to the maximum uptime.”
“The Marel Stork designs also cope best with the very high processing speeds which we are facing today,” concludes Werner Borgmeier.
GO TO:borgmeier.com
Latest stunning technology for Borgmeier
gERmAN gRüNdLIChkEIT
with attention to animal welfare
kikokBorgmeier has established its house brand Kikok, defined by its own regulations which are followed by 20 contracted broiler farms. Kikok broilers profit from fresh air, more space and a diet of 50% corn. “They grow more slowly, don’t get preventive antibiotics and live longer. And therefore the flesh is firmer and tastier.” Borgmeier processes about 60,000 Kikok broilers per week, which is about 8% of the total production.
Regionalization According to Werner Borgmeier the poultry industry will face a ‘regionalization’ in the near future. Consumers want to be informed about the origins of their food and animal welfare is becoming more important, such as short transport times for livestock. So food from the home region will be preferred; it’s the only food people really trust. It’s unacceptable that local products– produced in accordance with strict animal friendly, environmental, hygienic and other regulations – have to compete with cheap imported food.
“Marel Stork equipment gives us great confidence.”
From left to right: Marcel Bogerd (Area Sales Manager Marel Stork), Heiner Borgmeier (General Manager H. Borgmeier GmbH), Werner Borgmeier (General Manager H.Borgmeier GmbH) and Ralph Block (Leiter Filetierung H. Borgmeier GmbH).

Customer InsIght
6
Since its opening in 2013, the newly built Esbro poultry processing plant in Wehl, the Netherlands, has experienced some major developments. Capacities, working hours and end products have all been significantly expanded. Fortunately, general manager Joop Eskes was already an entrepreneur with a vision back in 2013; that’s why he set up the factory in a way to be prepared for any possible expansion. This proved to be necessary even faster than expected.
“We started out with 120,000 broilers, expecting to grow to 150,000. This growth became a reality very soon,” says Joop Eskes. After that some changes have taken place. In 2014, the German PHW Gruppe, known for its Wiesenhof brand, became a co-shareholder of Esbro. Due to a fire at the plant in Bogen, the company had to move ahead faster than expected. So in February of this year Esbro accelerated to two shifts.
Acceleration to two shifts
Joop Eskes: “For our organization, the move to two shifts has had a huge impact, but technically the plant was ready for it. We had the space, the capacities and the licenses. Basically it’s about an improved utilization of the plant with the same systems. But we had to profoundly rethink the structure. By getting the right people in the right places, we managed to achieve a 70% growth in production very short term.”
Two filleting lines
Hardly six weeks after the change to two shifts, the pressure was on to set up two new, complete filleting lines. And so in April 2015 two Marel Stork AMF-BX FlexControl filleting lines, together with two SensorX and batching/grading solutions were installed. “In spite of the fast installation, the entire process runs fine. The filleting machines have an excellent yield; I’m very satisfied with them,” says Joop Eskes.
Preventive maintenance
Expansion by 140,000 bpd to 235,000 bpd was a huge organizational challenge. The service department of Marel Stork immediately stepped up and supported Esbro in adjusting the schedules. There was not a single moment that the plant was shut down and downtime was negligible. Joop Eskes attaches great importance to the service program, “We did what Marel Stork recommended us: straight away we implemented the preventive maintenance program in the
design of the plant. Having this much production time per day, we don’t want to face any downtime. Though such a complete maintenance program may seem quite a big expense, it very much reduces downtime, which is extremely important.”
Unique wing cutting
The feed from the cut-up process to the new filleting lines was also changed; two of the three cutting lines were made identical. One of the additions implemented was a JLR leg cutting module for being able to make anatomical legs too.
Together, the Combined Rate Limiting and Floating Weight Control software technologies ensure a consistent feed and an optimal weight distribution using available products, supplied from the cutting lines. With the help of these technologies Esbro reserves a reasonably high percentage of the total volume of calibrated wings for QSR restaurants. These wings are cut in the first cutter; all other wings are processed in the second wing cutter. This is a unique method of processing wings.
Breast caps calibration
All breast caps run over the Marel grading line; a certain number of breast caps per minute of a certain weight range are graded to the filleting lines. If this number can’t be achieved, the bandwidth opens up. When necessary, such adjustments are completely software controlled.
In the two AMF-BX FlexControl lines both fillet and tenderloin are inspected with the help of a SensorX bone detector so as to meet the highest quality standards for a diverse group of customers. Esbro also has at its disposal a Marel CustomGrader solution for the efficient production of fixed weight packs.
Under the same roof
Joop Eskes: “Looking at the developments in the international poultry market, we can draw only one conclusion: we have to offer more added value under the same roof. We’ve got the space to put up another hall next to the current one. Not so much as to process more broilers, but to process and model our end products.“
From left to right: Joop Eskes (Esbro General Manager), Jan Legters (Esbro Plant Manager).
Accelerated expansions at Esbro Fast changes to two shifts and two complete filleting solutions

Customer InsIght
7
Astral Foods is one of the largest and most advanced vertically integrated poultry processing companies in Southern Africa. Over the years, the company has focused on growth and continuous improvement of its processes. In 2014, Astral’s poultry processing activities grew strongly, increasing the range of fresh product offered to the market.
Right now the group processes around 5 million broilers per week across four plants in South Africa. Astral companies produce a large variety of fresh, frozen and further processed, value-added products, under well-known consumer brands such as County Fair, Festive, Goldi, SupaStar and Mountain Valley. In addition to the wholesale and retail sectors, products reach the consumers via various quick-service restaurant chains.
Improving the labeling process
With such a varied mix of products, controlling process giveaway and labeling all products accurately with the correct information was a challenge.
So in 2012 the initial focus for the Innova project was to improve the labeling of finished goods by providing an accurate, stable and easily supportable finished product labeling and palletization solution. This solution was to be used for all IQF, value-added and tertiary products for the Astral Festive and Goldi plants.
Tighter control
Innova provided all the necessary label design and product configuration capabilities, covering all process steps from the labeling of finished goods and pallet creation and ending with the transferring of finished goods pallets to the ERP controlled inventory. The solution included “packing and labeling”, “inventory and palletizing of final goods” and the integration with the existing ERP system. Critical data such as throughput per line, production give-away and traceable production batch codes were known at all times. It enabled the tighter control of losses due to over-packing and the full traceability of packs to pallets to the finished goods inventories.
Optimizing fresh production
Over the years, the functionality of several production sites expanded. To further optimize the fulfillment of orders, the Innova Order Management module has been added to the software solution, structuring the pricing and order processing of all fresh production. The result is an optimized, fast and accurate retail price labeling process.
Innova Order Manager enhances the last link in the supply chain to ensure complete support for complex ordering, packaging and palletizing. Innova Order Manager enables processors to produce only what is on order, to prioritize sales and production orders for production line control, and to shorten the response time to changes in production or orders.
Insurance against downtime
Astral has made regular use of the upgrade feature for system maintenance.
Innova system maintenance keeps the system and IT infrastructure in an optimal state at all times, to ensure maximum availability and performance.
It can include database maintenance, software upgrades, network check, service check, backup and restore, as well as training and evaluation. This is done to keep the Innova installations as up-to-date as possible. In this way Astral can benefit from all new Innova releases and software updates.
Agile and easy
Barend Nolte, MIS Manager Poultry Division, Astral Operations Ltd says, “With Innova, we have a market leading, agile Manufacturing Execution System solution that can easily be adapted to our changing requirements, while still allowing for unified product packaging and branding. At the same time we benefit from process continuity on a national level across multiple processing facilities.”
Innova empowers processors
The Innova Software Solutions portfolio ranges from simple device control and packing solutions to total processing solutions adapted to the individual needs of poultry processors. Based on modular designs, Innova is scalable, thereby providing maximum flexibility to poultry processors, ranging from small operations to large, plant-wide systems.The production management software supports a broad range of Marel processing equipment. Innova ensures full process control and food safety, while maximizing yield and throughput, conform to quality standards. Innova empowers processors to monitor and control their production in real time, improving their performance with the ultimate objective of optimizing their results.
GO TO: astralfoods.com
Astral Foods optimizes order processingmeeting industry requirements with Innova Software Solutions
“Result was an optimized, fast and accurate retail price labeling process.”
From left to right: Jeffrey Macer-Wright (Marel Stork Account Manager), Barend Nolte (MIS Manager – Poultry Division, Astral Operations Ltd), Sander de Bruijn (Marel Stork Regional Sales Manager) Wickus Kleynhans (Processing Operations Manager - Festive).

8
Having to deal with specific characteristics, turkey processing certainly requires customized solutions. At this moment, Marel Stork supplies the highest level of automated turkey processing with the highest processing speeds. By using these unique systems, turkey processors can be sure of carrying out each single process step correctly, while keeping in control of the stream of incoming and outgoing products. Besides providing innovative, efficient and profitable solutions, the entire process makes for better working conditions for operators.
Marel Stork never stops developing new solutions which go hand in hand with market requirements and never more so than when it concerns the special needs of a turkey processing operation.
All the specialized equipment is available, including stunners, scalders, pluckers and eviscerators. We offer robust systems for processing today’s turkey weights at capacities ranging from 250 to 3,000 male birds per hour (4-50 bpm) or 3,600 females (60 bpm).
Complete control
Marel Stork solutions for turkey live bird handling and stunning are unique in the market, as they allow processors to keep these stages completely under control. As the birds are unloaded using the first-in, first-out principle, this gives an identical process time for each individual turkey. Turkeys are not stunned while still in their transportation container; instead they are smoothly transferred from the container to a belt on which stunning takes place in two phases. In this way, it is easy to identify and exclude DOA’s unfit for processing.
By stunning fifo, rigor mortis does not occur prematurely and cannot therefore negatively influence the downstream process, plucking in particular. This exceptional controllability of the process adds substantial value to the end product.
CAS stunning preferred
As fillets are valuable turkey products which must have an perfect presentation, the two-phase Controlled Atmosphere Stunning (CAS) is a popular way of stunning turkeys. Electrical stunning can cause too many blood hemorrhages, compromising fillet presentation.
This does not happen when gas stunning is used.
CAS stunning can be done directly after unloading, while the turkeys are on a belt. An additional advantage of Multiphase CAS stunning is that birds are not stressed which considerably improves meat quality at the end of the line.
Scalding for quality
Depending on the desired end product, Marel Stork heavy duty (HD) scalders can generate the right scalding temperature and environment to create the proper turkey product characteristics. Specialized Marel Stork turkey scalders are equipped to accommodate very large products; they maximize plucking quality and prevent loss of yield by always achieving a fine appearance which generates the highest quality product presentation.
Dealing with difference
Plucking of turkeys requires special attention; it is quite a tricky job. Turkeys in one flock tend to differ considerably in size and weight one from another. Guiding them through the pluckers can also be difficult because of their weight and lack of flexibility. The configuration of a turkey plucking line will, therefore,
Complete control of turkey processing
Unique solutions for an evolving industry
“The newest technologies, fully responding to local directives and market requirements.”

9
I N S I G H T – S T O R K P O U L T R Y P R O C E S S I N G
largely depend on the throughput and the weight of the birds to be processed. Marel Stork solutions make use of various kinds of plucking technologies, each dedicated to its own field, suitable for all throughputs and extremely simple to set. That’s why the plucking result is always excellent on every single part of the turkey, regardless of its size. This flexible way of dealing with difference during the defeathering stage is an essential part of turkey processing where Marel Stork clearly distinguishes itself.
Three-point suspension
After more than two decades of proven reliability, Marel Stork’s renowned three-point suspension system still remains unique. The products are suspended in the overhead conveyor so as to give maximum control of positioning for each process step.
According to the operation to be carried out, the angle at which the product is presented to the equipment can vary; the movable suspension can push the head slightly upwards or lower the feet to make each step in the process easier. One of the benefits of this three-point system is the ability to remove the intestines without contaminating or soiling the product.
The result is a vertical pack which is suspended completely freely from the back, preventing it from falling back into the abdominal cavity. Finally, the product is positioned with its tail facing upwards ideal for inspection and making giblet harvesting and the removal of lungs and kidneys easier. Three-point suspension’s reliability is famousthe world over. It also saves labor.
Evisceration can be automated with the specialized turkey eviscerator. This is a carrousel machine for automatic lines with a shackle pitch of 12" or 15", capable of handling even the biggest male turkeys.
Unique chilling
Marel Stork has developed a unique chilling process for turkeys using the DownFlow Plus Technique. The unique Aqua Film pre-chilling tunnel is based on air-chilling; there’s no water immersion involved. The challenge is to chill the ‘warm’ turkey with cold air without evaporating all the moisture inside, which would result in a dehydrated turkey.
By spraying water intermittently over the turkeys, this water – the so-called Aqua Film – will evaporate, keeping the turkey
itself moist. In between the spraying moments, extremely cold air is applied. Thanks to specially designed moisturizing cabinets this is possible without the risk of water freezing.
This DownFlow Plus chilling technique with Aqua Film Control also enhances the control of product presentation and color as well as preventing loss of yield. After chilling product is dry, preventing bacterial growth.
Specialized turkey cut-up
The ACM-1800T modular system has been specially designed for the automatic cut-up of turkeys. Separate modules are available for front or back half cutting, anatomic leg cutting and drumstick cutting. The exclusivity of this Marel Stork solution lies in its unequalled yield.
Automated filleting
Unique in turkey processing is Marel Stork’s ability to fillet front halves. The advanced, modular FHF-XT solution allows for a maximum turkey meat yield. Switching between the modules for female or male turkey processing is easy. Thanks to the different modules which can be installed into the filleting line, the FHF-XT system can turn the front half
of the turkey into various products such as whole wing, wing in three parts, shoulder meat with or without skin, fillet with or without tenderloin, breast skin and carcass.
The wide range of filleting options and end products together with considerable flexibility in laying out the system means that the FHF/XT is ideal for tailor-made production.
Depending on the level of automation, manual processing during filleting can be minimized.
Final stages
In this phase of the process certain equipment characteristics apply particularly to turkeys. The DMP45 meat harvesting system, for example, can handle primal parts or previously deboned parts of turkeys such as breast caps, carcasses and upper backs. The Platino Flattener works well on turkeys; it can process turkey breast meat and inner fillets.
We have solutions for every need in the final stages of the process – from portion cutters to graders, batchers, marinators, weighers and labelers.
Complete control of turkey processingAct locallyAs always, we think globally but act locally. To illustrate this, the US market provides an excellent example. Several dedicated plants process female turkeys only, which are considerably smaller than males.
Marel Stork developed a specialized neck skin inspection machine (cropper) for female turkeys in order to enhance the performance over the entire range of weights.
American inspection rules also demand that drills be cleaned before being retracted.
That’s why the neck skin inspection machine has been refined, using the latest technologies, which is in full compliance with local directives and market requirements.

10
The United Kingdom is the third largest producer of poultry meat in the EU and its top broiler processor, slaughtering almost 18 million birds per week. Last year it produced 1.4 million tons of chicken meat and 200,000 tons of turkey meat. It is also a significant producer of duck meat.
In the UK, vertical integrators account for upwards of 80% of all broilers produced.
95% are reared intensively, 5% free range. Average live weight is currently just over 2.2 kg (4,8 lbs).
The industry is very concentrated. The top five production and processing companies account for almost 90% of
birds produced, coming from about 20% twenty years ago.
Accent on quality and animal welfare
The supermarkets have a significant influence on production and processing methods. Animal welfare, traceability and food safety are key concerns. Red Tractor, a food industry organization, has set production and processing standards; the aim is to promote full confidence in locally produced products. The RSPCA, the UK’s animal protection society, has its own guidelines (Freedom Food) for broiler rearing.
Major projects
This feature includes interviews with two British processors, both of whom have recently completed or are in the process of completing a major project with Marel
Stork Poultry Processing. Besides that, we currently have many projects at other British processing companies.
In 2010, the primary process at Moy Park’s Ashbourne plant was upgraded with Marel Stork solutions to handle 10,500 bph (208 bpm). In 2012 it was the turn of 2 Sisters’ Flixton plant where the primary process was revamped to allow an hourly throughput of 12,500 bph (175 bpm). 2 Sisters and Moy Park are the UK’s largest producers of chicken meat, accounting together for about 60% of the broilers processed every week.
Evisceration and cut-up
Banham Poultry, for many years a loyal Marel Stork customer, has recently commissioned an all-new 9,000 bph
(150 bpm) Nuova evisceration system, which can handle broilers up to 4 kg ( 8,8 lbs) live weight. In specifying and laying out the system, particular attention was paid to hygiene.
The Nuova eviscerator has the recently introduced integral cleaning system and broilers are washed automatically between venting and opening.
Recent ACM-NT cut-up installations include Salisbury Poultry and Gressingham Foods. The compactly laid out Salisbury system will automatically batch legs and drumsticks into standard weight packs. The Gressingham Foods system, commissioned this summer, will handle up to 4,000 ducks per hour (66 dpm), a first in the UK.
The coming months will see the first installation in the British Isles of the AeroScalder, Marel Stork’s revolutionary, award-winning scalding concept.
In this system humidified hot air is blown onto the wings, back and abdomen but
not the breast of the birds. The air penetrates and separates the feather pack, transferring heat effectively to the feather follicle. Precise control of the temperature of the scalding air ensures a perfect scald.The system has been designed with long-term sustainability very much in
mind. Water used to humidify the air is re-circulated and carcasses no longer drag out hot water when they leave the scalder. The process therefore uses up to 75% less water than a conventional scalder. The AeroScalder is enclosed, keeping heat loss to a minimum. Energy consumption can be up to 50% lower. An
additional bonus is that the system is virtually odor-free compared to other scalding systems. We will report in more detail on this exciting installation in the next edition of Insight.
GO TO: marel.com/aeroscalder
FOCUS ON ThE Uk - great Britain is Europe’s leading broiler processor
Chicken meat the people’s choiceAt just under 30 kg (66 lbs) per year, poultry meat consumption per capita in the UK is well above the EU average. With a population of 60.9 million, 95% of them eats chicken. Most people eat the meat at least twice a week. By weight, poultry accounts for almost 50% of all meat bought by consumers, the same as for pork, beef and lamb combined. Chicken is about 90% of the poultry figure.
AeroScalder - coming soon to the British Isles
18 millio
n bpw #

Customer InsIght
11
“If you want to stand out, you have to stand for something. At Faccenda Foods, we stand for the trusted delivery of agreed standards of customer service and quality provided by an intelligent, committed and motivated workforce.” With these words Philip Davidson, Operations Director at Faccenda, sums up a philosophy with which Marel Stork Poultry Processing can readily identify.
Telford expands
Until recently, cutting and deboning operations handling about 1 million broilers per week were split between factories in Telford and Dudley, 40km apart in the English West Midlands. Faccenda Foods decided to expand Telford, at the same time bringing all
cutting and deboning processes under one roof. Not only did this give Faccenda a brand new portioning plant; it also enabled the company to develop new business for its Dudley site.
A long partnership
Faccenda Foods is Marel Stork’s longest standing UK customer. The two companies have been working together for more than 40 years and Marel Stork had supplied the original equipment at Telford and Dudley.
“As well as providing class leading equipment, Marel Stork has consistently worked with us to provide technology and methods of working which deliver true value. The company understands us and comes up with solutions which are right for our business. Their proposal for the new factory proved this yet again,” says Philip Davidson.
Ready for the future
The new 10,000m² (2,5 acres) factory currently handles 1.2 million broilers a week, with scope for up to 2 million broilers per week. It is equipped with two 6,500 bph (108 bpm) ACM-NT cut-up systems, both with the latest modules including SmartWeigher.Two new 3,600 bph (60 bpm) AMF-BX FlexControl systems join four systems transferred from Dudley. All six feature semi-automatic loading, PLC control and automatic breast tendon and cartilage harvesting. Two existing shorter systems, used mainly for foodservice specials, complete the breast filleting line-up.Two extended four-cell RoboBatcher Flex systems batch and place fillets onto retail trays.
SystemFlex conveyors
To ensure that processes knit seamlessly together, Marel Stork was asked to supply belt conveyor systems. And so Telford became the launch site for the new SystemFlex system. Its completely modular design promises flexibility and low cost of ownership.
Successful system approach
Philip Davidson says, “Results so far have been impressive and we are really seeing the benefits of an intelligent system approach to breast filleting. The combination of SmartWeigher and “Floating Point” software ensures each AMF-BX FlexControl is continually supplied with sized caps. PLC control means we can automatically adjust filleting settings delivering top quality, high yield product to the RoboBatchers. These can handle 600 fillets per minute into a combination of up to 5
simultaneous pack variants producing up to 300 trays per minute depending on pack size. With the new system we can be sure that we are giving our customers what they expect from us: top quality breast fillet in same weight packs on a repeatable basis. Our production people are happy too: yields are up and giveaway and labor down.
Leg products benefit too. SmartWeigher, clever software and by-passable modules allow us to turn each leg into a whole leg, thigh or drumstick portion, depending on customer demand.”
Ongoing commitment
Comprehensive after sales care is also part of Marel Stork’s commitment. Philip Davidson again, “We fully subscribe to the SLA system developed together with Marel Stork. This is not just about maintaining performance levels. It also involves regular visits from Marel Stork technologists, who critically assess our operation and work with us to improve it. They advise on settings, modifications and upgrades and provide our staff with refresher training.
For us it’s about more than just equipment; but really making sure that we’re getting the most out of it. Marel Stork understands this so that, ultimately, our customers are the ones who benefit.”
GO TO: faccenda.co.uk
Two companies, one philosophyFaccenda Foods and marel Stork share identical values
Company profile • Founded more than 50 years ago
• Wholly family owned
• Third largest broiler concern in the UK processing
2 million birds per week
• Took over the Cranberry Foods turkey operation in 2012
• Recently took over the duck specialist Cherry Valley Foods
• Only UK processor processing broilers, ducks and turkeys
• Services both retail and food service sectors
• Annual turnover well in excess of GBP 500 million
(€ 683 mln, $ 761 mln)
Jeff Donald (Marel Stork Account Manager UK & Ireland) and Philip Davidson (Operations Director Faccenda).
“If you want to stand out, you have to stand for something.”

Customer InsIght
1212
“At Cargill we are committed to conducting all aspects of our business with absolute integrity, providing customers with safe, nutritious and affordable chicken. We pride ourselves on building up responsible, sustainable and transparent supply chains from farm to fork, minimizing our environmental impact, respecting the animals in our care and enriching the communities within which we work.”
“Our focus is on continuous product development and on building strong relationships with our customers.” With these words Chris Hall, Fresh Chicken Director Cargill Meats Europe, sums up the Cargill philosophy.
Ambitious expansion plan
Two years ago Cargill embarked upon an ambitious growth plan, which is being implemented over a 24 to 36 month
period. The plan will allow the business to grow sustainably in line with customer demand and will see processes streamlined and brought in line. Yield, quality and food safety will all be taken to new levels.
Long-term partners
Chris Hall continues “Our relationship with Marel Stork goes back to the 1980s. Over this time the company has become a trusted partner. We were therefore happy to invite Marel Stork to work with us to bring the plan to life, confident that the company would come up with the right solutions for our business.”
Breast deboning updated
The first project was completed in early 2013. This involved the upgrade of two AMF-BXs to FlexControl breast cap filleting systems at Cargill’s Yazor Road further processing plant and the supply of a four cell RoboBatcher. Last year breast deboning at the Grandstand Road primary processing
plant was also revamped to create capacity for more retail business. Two new AMF-BX FlexControl systems were installed, feeding product to a new four cell RoboBatcher.
All four AMF-BX systems have semi-automatic loaders and PLC controls. Chris Hall again: “We are very satisfied with results. These have more than justified our investment. Quality and yields are up and the RoboBatchers have made us more efficient and reduced give-away.”
In-line maturation
The second project involved the installation of two new maturation chilling systems, together capable of chilling up to 30,000 bph (500 bpm). Chris Hall explains: “Chilling carcasses correctly is absolutely critical for product quality. Our existing systems were running flat out with no room for future expansion and we wanted to be able to mature carcasses in-line. For us the answer was to install proven Marel
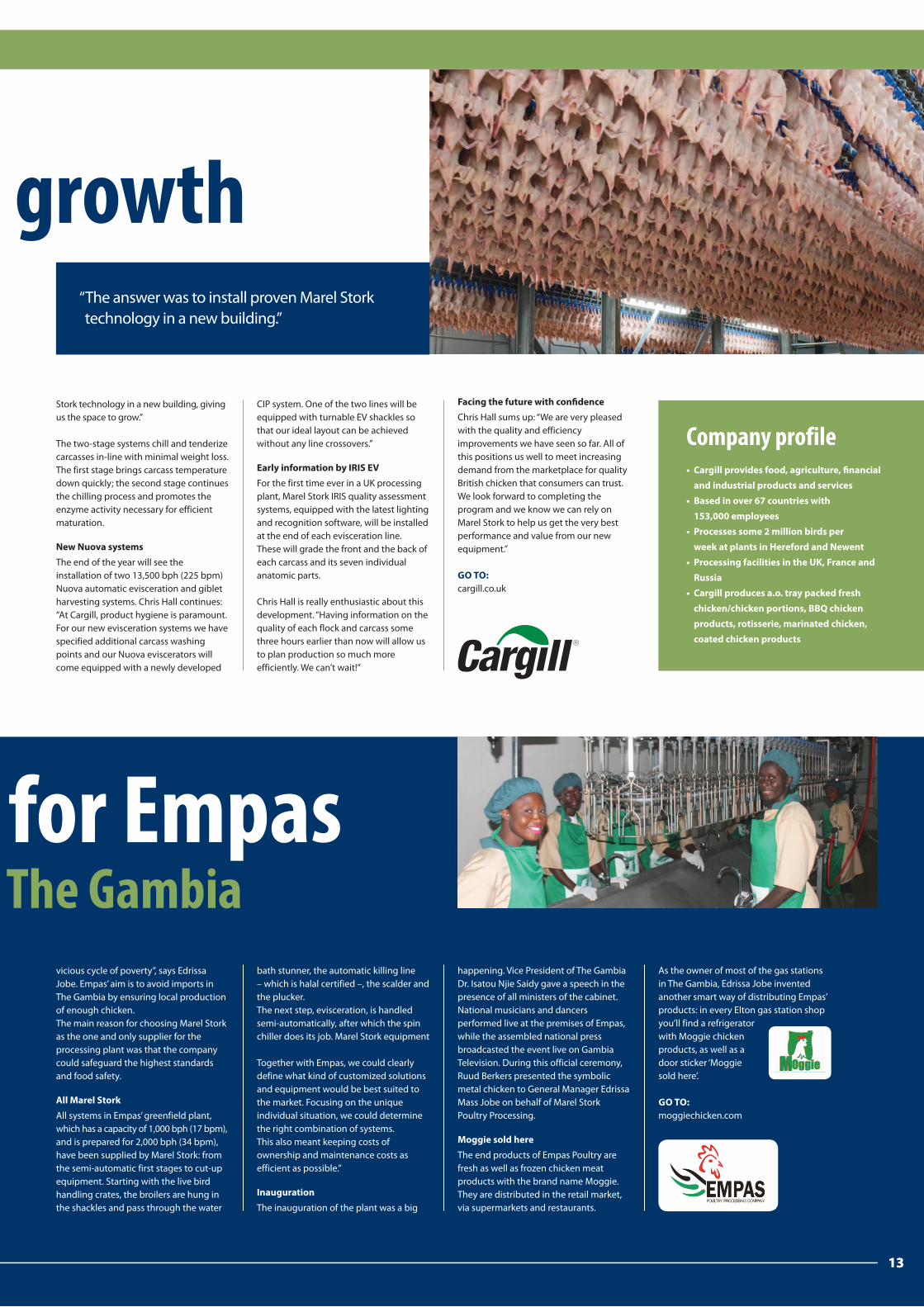
“Eat what you grow, buy local”, that’s the slogan firmly endorsed by Empas Poultry’s founder and General Manager Edrissa Mass Jobe. Local food production and employment is exactly what the Empas greenfield poultry project is all about with long-term support from Marel Stork. Recently, this first professional poultry processing plant in The Gambia was officially inaugurated.
The Gambia is a relatively small West African country with a population of 2 million people. The Empas poultry processing plant is located near Banjul,
the country’s capital, and the popular tourist coastal cities of Serrekunda and Bakau.
Produce your own food
The entire Empas set-up includes a parent farm, hatchery, breeders, feed mill and a processing plant - equipped with Marel Stork systems. All facilities were newly built, which has resulted in the country’s very first professional, modern processing plant.
The EM Holding umbrella company is a social enterprise focusing on local food production and the employment of young people. “We need to be self-sufficient. If you consume food that you don’t produce, you’re entangled in a
Committed to sustainable growthCargill and marel Stork face the future together
Jeff Donald (Marel Stork Account Manager UK & Ireland) and Chris Hall (Fresh Chicken Director Cargill Meats Europe).
Edrissa Mass Jobe (Executive Chairman EM Holding), and Ruud Berkers (Marel Stork Area Sales Manager).
“Buy local”, a cornerstone for EmpasThe first professional poultry processor in The gambia
Customer InsIght
1313
Stork technology in a new building, giving us the space to grow.”
The two-stage systems chill and tenderize carcasses in-line with minimal weight loss. The first stage brings carcass temperature down quickly; the second stage continues the chilling process and promotes the enzyme activity necessary for efficient maturation.
New Nuova systems
The end of the year will see the installation of two 13,500 bph (225 bpm) Nuova automatic evisceration and giblet harvesting systems. Chris Hall continues: “At Cargill, product hygiene is paramount. For our new evisceration systems we have specified additional carcass washing points and our Nuova eviscerators will come equipped with a newly developed
CIP system. One of the two lines will be equipped with turnable EV shackles so that our ideal layout can be achieved without any line crossovers.”
Early information by IRIS EV
For the first time ever in a UK processing plant, Marel Stork IRIS quality assessment systems, equipped with the latest lighting and recognition software, will be installed at the end of each evisceration line. These will grade the front and the back of each carcass and its seven individual anatomic parts.
Chris Hall is really enthusiastic about this development. “Having information on the quality of each flock and carcass some three hours earlier than now will allow us to plan production so much more efficiently. We can’t wait!”
Facing the future with confidence
Chris Hall sums up: “We are very pleased with the quality and efficiency improvements we have seen so far. All of this positions us well to meet increasing demand from the marketplace for quality British chicken that consumers can trust. We look forward to completing the program and we know we can rely on Marel Stork to help us get the very best performance and value from our new equipment.”
GO TO: cargill.co.uk
vicious cycle of poverty”, says Edrissa Jobe. Empas’ aim is to avoid imports in The Gambia by ensuring local production of enough chicken. The main reason for choosing Marel Stork as the one and only supplier for the processing plant was that the company could safeguard the highest standards and food safety.
All Marel Stork
All systems in Empas’ greenfield plant, which has a capacity of 1,000 bph (17 bpm), and is prepared for 2,000 bph (34 bpm), have been supplied by Marel Stork: from the semi-automatic first stages to cut-up equipment. Starting with the live bird handling crates, the broilers are hung in the shackles and pass through the water
bath stunner, the automatic killing line – which is halal certified –, the scalder and the plucker. The next step, evisceration, is handled semi-automatically, after which the spin chiller does its job. Marel Stork equipment
Together with Empas, we could clearly define what kind of customized solutions and equipment would be best suited to the market. Focusing on the unique individual situation, we could determine the right combination of systems. This also meant keeping costs of ownership and maintenance costs as efficient as possible.”
Inauguration
The inauguration of the plant was a big
happening. Vice President of The Gambia Dr. Isatou Njie Saidy gave a speech in the presence of all ministers of the cabinet. National musicians and dancers performed live at the premises of Empas, while the assembled national press broadcasted the event live on Gambia Television. During this official ceremony, Ruud Berkers presented the symbolic metal chicken to General Manager Edrissa Mass Jobe on behalf of Marel Stork Poultry Processing.
Moggie sold here
The end products of Empas Poultry are fresh as well as frozen chicken meat products with the brand name Moggie. They are distributed in the retail market, via supermarkets and restaurants.
As the owner of most of the gas stations in The Gambia, Edrissa Jobe invented another smart way of distributing Empas’ products: in every Elton gas station shop you’ll find a refrigerator with Moggie chicken products, as well as a door sticker ‘Moggie sold here’.
GO TO: moggiechicken.com
Committed to sustainable growthCargill and marel Stork face the future together
Company profile • Cargill provides food, agriculture, financial
and industrial products and services
• Based in over 67 countries with
153,000 employees
• Processes some 2 million birds per
week at plants in Hereford and Newent
• Processing facilities in the UK, France and
Russia
• Cargill produces a.o. tray packed fresh
chicken/chicken portions, BBQ chicken
products, rotisserie, marinated chicken,
coated chicken products
“Buy local”, a cornerstone for EmpasThe first professional poultry processor in The gambia
“The answer was to install proven Marel Stork technology in a new building.”

Customer InsIght
14
Higher throughput, less giveaway, reduced labor costs and minimal operational costs – these were the results that the GTFoods Group in Brazil experienced after installing three Marel Multihead Weighers.
The GTFoods Group is one of the largest poultry processors in Brazil and covers everything from feed factories, hatcheries and egg production to slaughter houses and processing plants. Since its start in 1992, the group has been growing steadily and now owns 26 facilities, exporting to over 70 countries in addition to producing for the local Brazilian market. The biggest facility is in Maringá with a total of around 2,600 employees that handle 180,000 broilers every day in two shifts.
At this Maringá facility the GTFoods Group, together with Marel Stork, has installed three Multihead Weighers – one for fresh poultry and two for IQF poultry products. On the machine for fresh poultry products, the company is
batching 2 kg (4,4 lbs) bags of breast fillets for the export market. This solution was installed in place of a manual packing line. On the other Multiheads GTFoods batches 1 kg (2,2 lbs) and 2 kg (4,4 lbs) jobs of a range of frozen products.
Long-term cooperation
GTFoods Group and Marel Stork have been working together for almost 10 years now and have established an excellent working relationship. After meeting at exhibitions in the beginning, several installations have been completed – the three Multihead Weighers being the latest. “The Multihead Weighers from
Marel Stork are a great addition to our facility. After installing the machine for fresh products in January 2014, we could reduce labor costs by about 50% on the fresh line and free up some space.
Additionally, we now have a higher capacity and reduced giveaway,” says Pedro Camilo Morais, Corporate Industrial Manager. “The lines for the IQF products were started up in July 2014 and new to us. We’re very happy with the performance of our Multihead Weighers; since the installation of the three machines we haven’t had any maintenance issues at all.”
The next steps
Always looking ahead, GTFoods Group and Marel are already considering new projects for 2016. As Morais says: “Marel Stork has been a great partner to us so it’s natural for us to involve them in our future plans.”
GO TO: gtfoods.com.br
In the summer of 2015 the Russian poultry processor Akashevo achieved a new Guinness Book of Records’ recognized world record: at the town square of Yoshkar-Ola, Akashevo established the world’s largest dish of smoked chicken. Marel Stork is proud to be associated with this successful record attempt, having supplied all of the equipment in the Akashevo plants which processed the broilers needed for the record.
The world record attempt, on the occasion of the 10th birthday of the company, captured more than 80,000 inhabitants of the capital and regions of the Republic of Mari El, situated in the heart of European Russia. On the town square a team from Akashevo laid out a gigantic dish of smoked chicken to compose the logo of Akashevo.
The total weight ended up at nearly 2 tons.
This is not the first Guinness world record for Akashevo: in 2014 the company prepared the world’s largest grill, containing grilled chickens weighing more than 1726 kilograms. In 2013, Akashevo prepared the longest sandwich in Russia with a length of 90 meters and in 2012 the first record was established with a 100-meter-long poultry brochette.
The broilers needed for all of these successful record meals were processed from beginning to end by Marel Stork solutions. In its three processing plants Akashevo makes use of our equipment, from live bird handling to End-of-Line.
About Akashevo
Akashevo was founded in 2005 and has become the largest employer in the region with over 5,000 employees.
When everything comes togethergTFoods Brazil successfully integrates multihead Weighers
World record for Akashevo
Pedro Camilo Morais (Corporate Industrial Manager GTFoods).
“We have a higher capacity now and reduced giveaway.”

Customer InsIght
15
West Africa embraces
the SmartLine grader
The agricultural holding includes subdivisions for breeding, feed mills, hatchery and three modern poultry processing plants with a total capacity of 21,000 bph (350 bpm).
Akashevo has established a food production chain which is fully independent of import products, thus securing food supply in the region (Volga, Ural, Central, North-West District) and the total of Russia.
GO TO: akashevo.ru
World record for Akashevo
modular designThe SmartLine Grader offers a highly accurate and fast grading process. Its completely modular design allows for a flexible configuration to meet any grading needs. The grader has an IP69K rating, the highest degree of protection, suited for use high pressure, high temperature wash down applications. The operator gets a complete overview of the production process.
The comprehensive, real-time reporting function generates reports on weight distribution, average weights, a packing overview and packing list, as well as the standard overview and lists.
“The total weight ended up at nearly 2 tons.”
modern processorsFour West African poultry processors have chosen to equip their plants with a new SmartLine Grader: Natnudo Foods in Nigeria (3,000 bph / 50 bpm), Sayed Farms in Nigeria (2,000 bph / 33 bpm), Agni Foani in Ivory Coast (2,000 bph / 33bpm) and Ojemai Farms in Nigeria (1,000bph / 17bpm). These companies have chosen slightly different grading options, varying from 8 to 12 weight categories. These processors all have in common a modern, progressive view on the future of poultry processing in their region.
Some of the most important West African poultry processors are opting for Marel Stork Poultry Processing solutions. Since the recent introduction of the SmartLine Grader, four of these machines have been sold in West Africa. In this region, the SmartLine Grader is used for weighing whole birds. It is usually used for weighing fillets and wings. By grading in 100 gram (3.5 oz) increments, processors can deliver correctly sized products to each market. The SmartLine Grader has turned out to be even more flexible than expected.
Whole broilers can be graded using an overhead grader. But combined with water chilling with capacities of up to 3,000 bph (50 bpm), investing in a SmartLine Grader is a much more cost-effective way to grade whole broilers.
Flexible
The Marel SmartLine Grader can be configured to suit the needs and requirements of any processor.
The grader can be set with all options activated or it can be installed as a basic machine with only elementary functions. Depending on each individual situation, all alternatives are open when choosing the flexible SmartLine Grader. This makes for an extremely competitive solution. Typically, the Marel SmartLine Grader is used to grade fillets or wings in an end-of-line situation. The West African market, however, is asking for whole frozen chickens. Poultry processors are therefore much more interested in grading solutions for whole broilers.
Grading whole broilers in West Africa
That’s why in the West African market the SmartLine Grader has turned out to be
the perfect solution for weighing whole broilers directly after the spin water chiller.
All four of the processors mentioned below are using the Marel SmartLine Grader in this way – although of course it can still be used for grading portions as well.
As the African poultry industry is still developing, poultry processors are facing a wide variety of broilers coming from all kinds of breeding farms. Sizes and weights differ considerably, so the processing plants have to cope with these variations. Marel Stork solutions certainly help master this process.
Challenging circumstances
Marel graders are renowned for their robust, solid construction. The average lifetime of our graders is 15 to 20 years. So it’s no coincidence that four West African companies, independently of each other, opted for SmartLine Graders.
They all have to deal with challenging circumstances such as extreme outside temperatures.
The hygiene features of the Marel SmartLine Grader are also essential in an African context. Its unique open frame design and minimal horizontal surfaces ensure maximum hygiene during high-pressure wash-down cleaning. The open frame design also enables complete serviceability access.
GO TO: marel.com/poultry-smartline

global presence Marel Stork Poultry Processing is the leading worldwide supplier of processing systems for broilers, turkeys and ducks. With a strong focus on innovative technologies and service, we provide inline solutions for every processing stage and capacity level.
We offer integrated solutions spanning single processes to complete processing plants, including live bird supply, slaughtering, scalding and evisceration, chilling, cut-up and deboning, X-ray bone detection, portioning and slicing, weighing, grading and batching, packing, production control software and preventive maintenance programs.
Our products enable our customers to produce a vast range of products while maximizing yields, product quality and value, as well as providing full traceability.
Marel Stork Poultry Processing B.V.p.o. box 1185830 AC boxmeerThe netherlandsT: +31 485 586 111F: +31 485 586 222E: [email protected]/poultry
Marel Stork Poultry Processing Inc.p.o. box 1258Gainesville GA 30503USAT: +1 770 532 70 41F: +1 770 532 57 06E: [email protected]/poultry
Stork Poultry Processing is a trade name of Marel Stork Poultry Processing B.V. © Copyright Marel Stork Poultry Processing B.V., The Netherlands, 2010: All rights are reserved. Any reproduction or modification of all or part of this publication, regardless of the method of reproduction or modification used and regardless of the carrier used, is strictly prohibited, unless written authorization by Marel Stork Poultry Processing B.V. has been obtained beforehand. Those acting in breach of this notice expose themselves to criminal and civil prosecution, in accordance with the international conventions and copyright laws. The data published herein answer
to most recent information at the moment of publishing and are subject to future modifications. Stork Poultry Processing reserves the right to modify the construction and the execution of their products at any time without any obligation on their part to modify any equipment delivered before accordingly. The data mentioned are meant as an indication only. Stork Poultry Processing assumes no responsibility for errors or omissions in the data published or use of the data published. The publication of these data may not be interpreted as a warranty or guarantee of any kind (either expressed or implied).
INSI
GH
T-SP
P-D
ec15
-EN
G
Join us at IPPE 2016International Production and Processing Expo January 26 - 28, 2016Georgia World Congress Center Atlanta, Georgia, USA. We look forward to seeing you at our Marel Stork Poultry Processing booth!
• Poultry India Show Hyderabad India 25-27 November
• IPPE Atlanta USA 26-28 January
• VIV MEA Abu Dhabi UAE 15-17 February
• CFIA Rennes France 08-10 March
• ProPak Africa Johannesburg South Africa 15-18 March
• Ildex Vietnam Ho Chi Minh City Vietnam 23-25 March
• AVI Africa Johannesburg South Africa May
• IFFA Frankfurt Germany 07-12 May
• Avicola Porcinos Buenos Aires Argentina 10-12 May
• Indo Livestock Jakarta Indonesia 27-29 July
Let’s meet in person
TRAdE ShOWS
Check marel.com/poultry-events