conveyor equipment manufacturers association voice of the conveyor industry of the americas minutes...
TRANSCRIPT
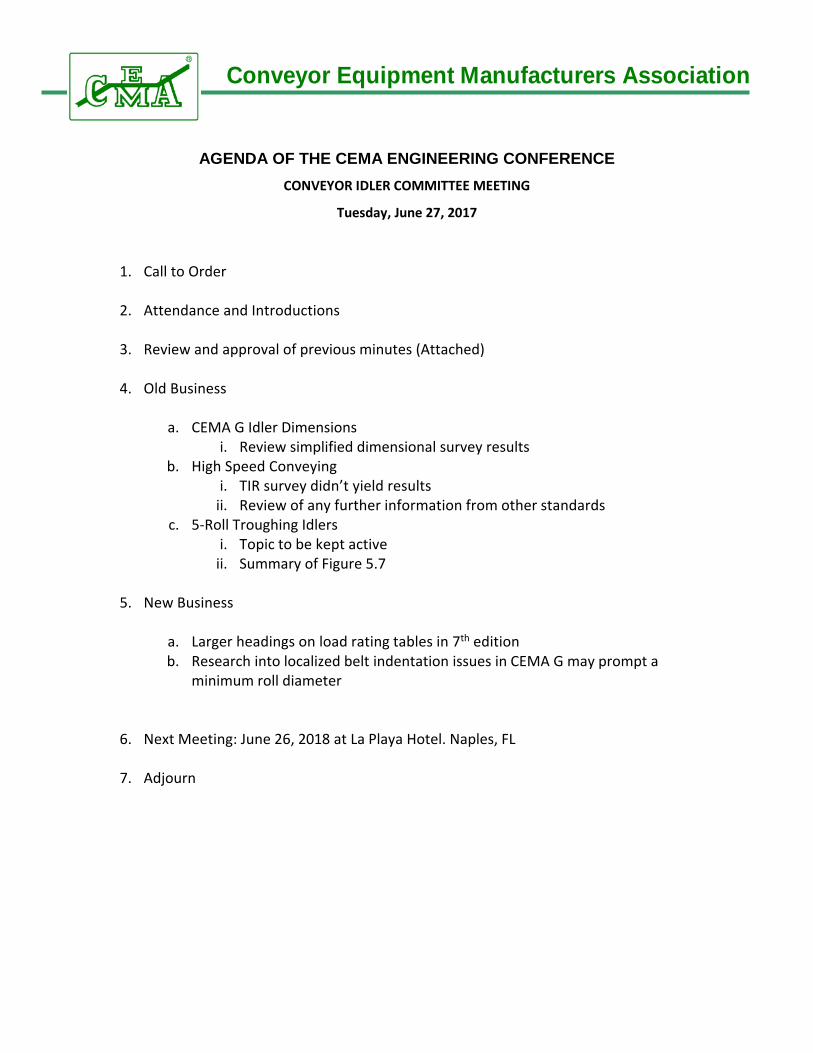
AGENDA OF THE CEMA ENGINEERING CONFERENCE CONVEYOR IDLER COMMITTEE MEETING
Tuesday, June 27, 2017
1. Call to Order
2. Attendance and Introductions
3. Review and approval of previous minutes (Attached)
4. Old Business
a. CEMA G Idler Dimensionsi. Review simplified dimensional survey results
b. High Speed Conveyingi. TIR survey didn’t yield resultsii. Review of any further information from other standards
c. 5-Roll Troughing Idlersi. Topic to be kept activeii. Summary of Figure 5.7
5. New Business
a. Larger headings on load rating tables in 7th editionb. Research into localized belt indentation issues in CEMA G may prompt a
minimum roll diameter
6. Next Meeting: June 26, 2018 at La Playa Hotel. Naples, FL
7. Adjourn
Conveyor Equipment Manufacturers Association
THE VOICE OF THE CONVEYOR INDUSTRY OF THE AMERICAS
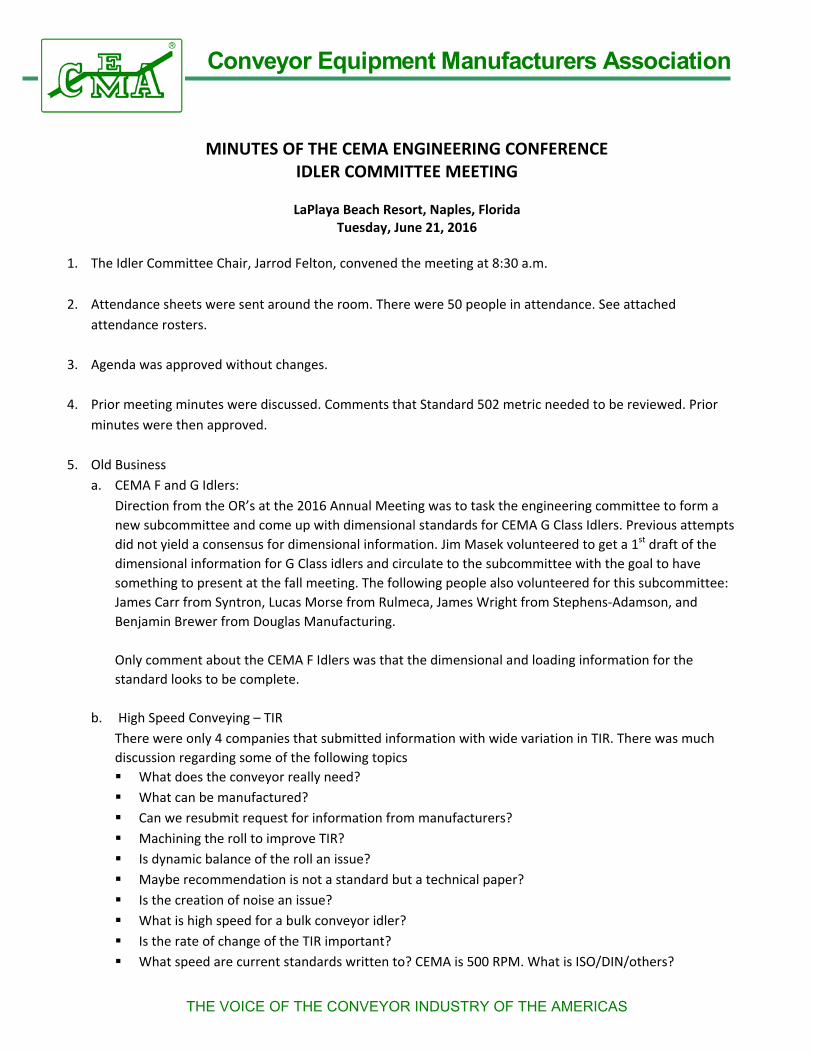
MINUTES OF THE CEMA ENGINEERING CONFERENCE IDLER COMMITTEE MEETING
LaPlaya Beach Resort, Naples, Florida
Tuesday, June 21, 2016
1. The Idler Committee Chair, Jarrod Felton, convened the meeting at 8:30 a.m.
2. Attendance sheets were sent around the room. There were 50 people in attendance. See attached
attendance rosters.
3. Agenda was approved without changes.
4. Prior meeting minutes were discussed. Comments that Standard 502 metric needed to be reviewed. Prior
minutes were then approved.
5. Old Business
a. CEMA F and G Idlers:
Direction from the OR’s at the 2016 Annual Meeting was to task the engineering committee to form a
new subcommittee and come up with dimensional standards for CEMA G Class Idlers. Previous attempts
did not yield a consensus for dimensional information. Jim Masek volunteered to get a 1st draft of the
dimensional information for G Class idlers and circulate to the subcommittee with the goal to have
something to present at the fall meeting. The following people also volunteered for this subcommittee:
James Carr from Syntron, Lucas Morse from Rulmeca, James Wright from Stephens‐Adamson, and
Benjamin Brewer from Douglas Manufacturing.
Only comment about the CEMA F Idlers was that the dimensional and loading information for the
standard looks to be complete.
b. High Speed Conveying – TIR
There were only 4 companies that submitted information with wide variation in TIR. There was much
discussion regarding some of the following topics
What does the conveyor really need?
What can be manufactured?
Can we resubmit request for information from manufacturers?
Machining the roll to improve TIR?
Is dynamic balance of the roll an issue?
Maybe recommendation is not a standard but a technical paper?
Is the creation of noise an issue?
What is high speed for a bulk conveyor idler?
Is the rate of change of the TIR important?
What speed are current standards written to? CEMA is 500 RPM. What is ISO/DIN/others?
Conveyor Equipment Manufacturers Association
THE VOICE OF THE CONVEYOR INDUSTRY OF THE AMERICAS
Is there any published papers or other research in this area we can reference?
Outcomes of this discussion:
i) Re‐survey manufacturing members to see if we can get more participation. This was voted on and
approved.
ii) Request for volunteers to submit supporting information. Jim Masek from PPI, Benjamin Brewer from
Douglas Manufacturing, Mark Wilbur from Overland Conveyor, and Andrew Jennings from Conveyor
Dynamics volunteered to do investigation on published papers or find other technical papers
regarding this topic.
iii) Request to write a technical paper on this topic. There were no volunteers and not much support for
this idea at this time.
c. 502 Standard updates to tables and calculations:
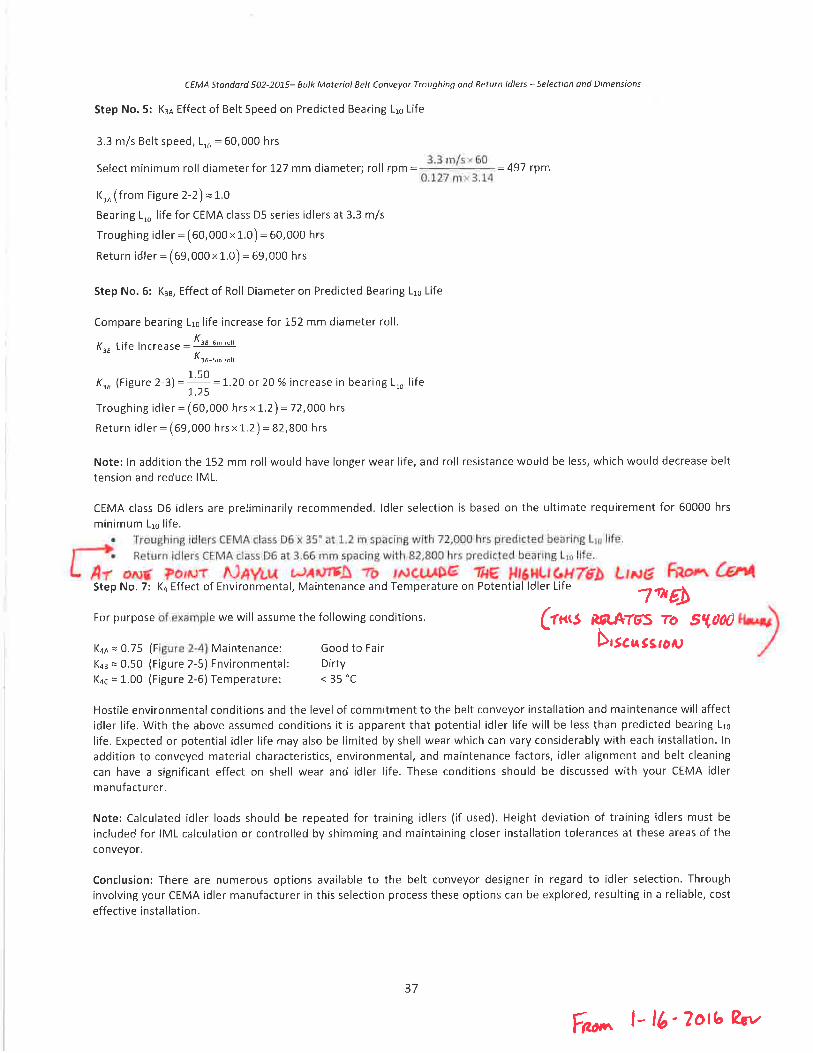
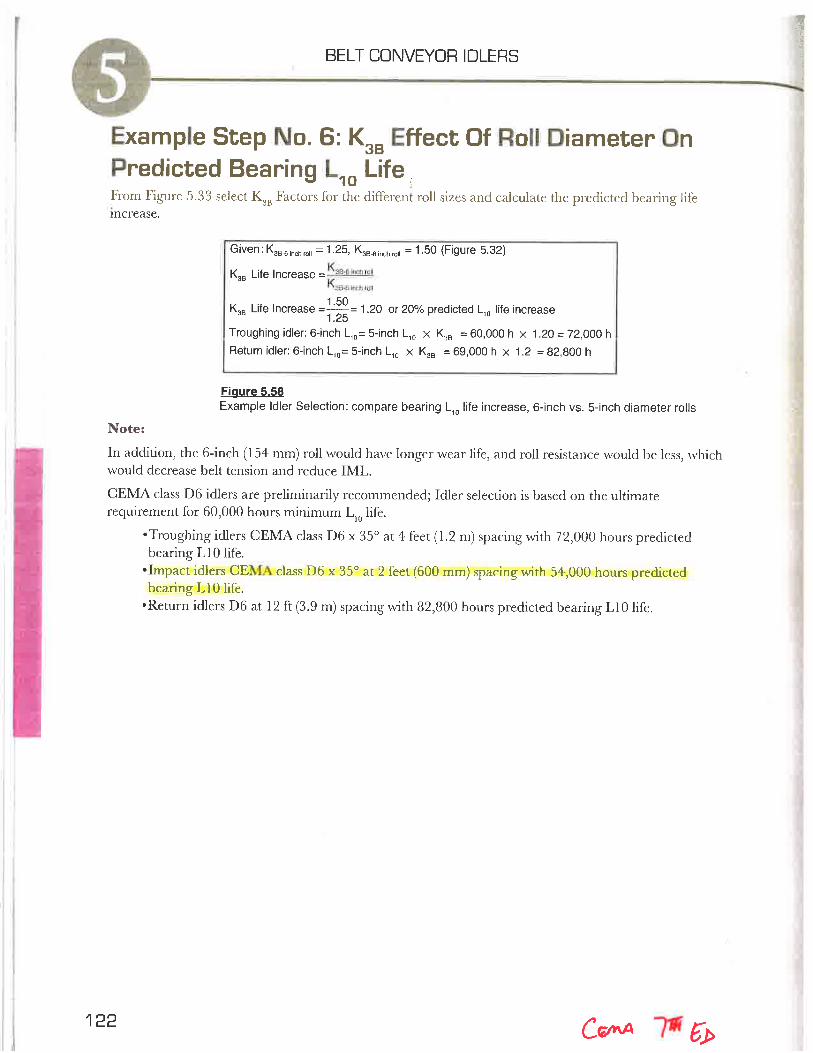
i) 54,000 L10 hours for impacts.
This is referenced on page 122 of the 7th edition of the Belt Conveyors for Bulk Materials book below
figure 5.58 in the notes section. It was discussed that this is not correct and should either be fixed or
removed. A motion was made and approved to get the correct the value. This example is continued
on page 123 and further study of the book on page 123 shows this example using a value of 144,000
hours. It was determined to use the value of 144,000 hours in place of 54,000 hours on page 122.
ii) Figure 2‐1 still valid when CIL/ILR>1
A question was submitted to CEMA that for this figure if this ratio is greater than 1 does this figure still
valid. It was discussed that if this is confusing for one person than it is confusing for other people and
should be clarified. A motion was made and approved to add a clarification statement. Jarrod Felton
from Superior volunteered to draft this statement and circulate it.
6. New Business:
a. Discussion about dynamic balance of an idler roll being important to the conveyor was raised. Point was
made that when discussing high speed conveyors and TIR of idler rolls the need for dynamic balance
needs to also be considered in the discussion not just TIR.
b. Discussion was had about 5 roll troughing idlers presentations from previous meetings. Dr. Robin Steven
from Continental Contitech volunteered to write and initial section to show the use and design of 5 roll
troughing idlers. Possible have a draft of this to show at the fall meeting. Statement was made to have
this on the agenda for the fall meeting.
c. Discussed what to have on the agenda for next year’s meeting. It was generally agreed to have high speed
conveying and CEMA G dimensional information on the agenda for next year.
7. Next meeting is June 27, 2017
8. The meeting adjourned at approximately 9:50 am.
Respectfully submitted, Jim Masek, Vice‐Chair Conveyor Idler Committee
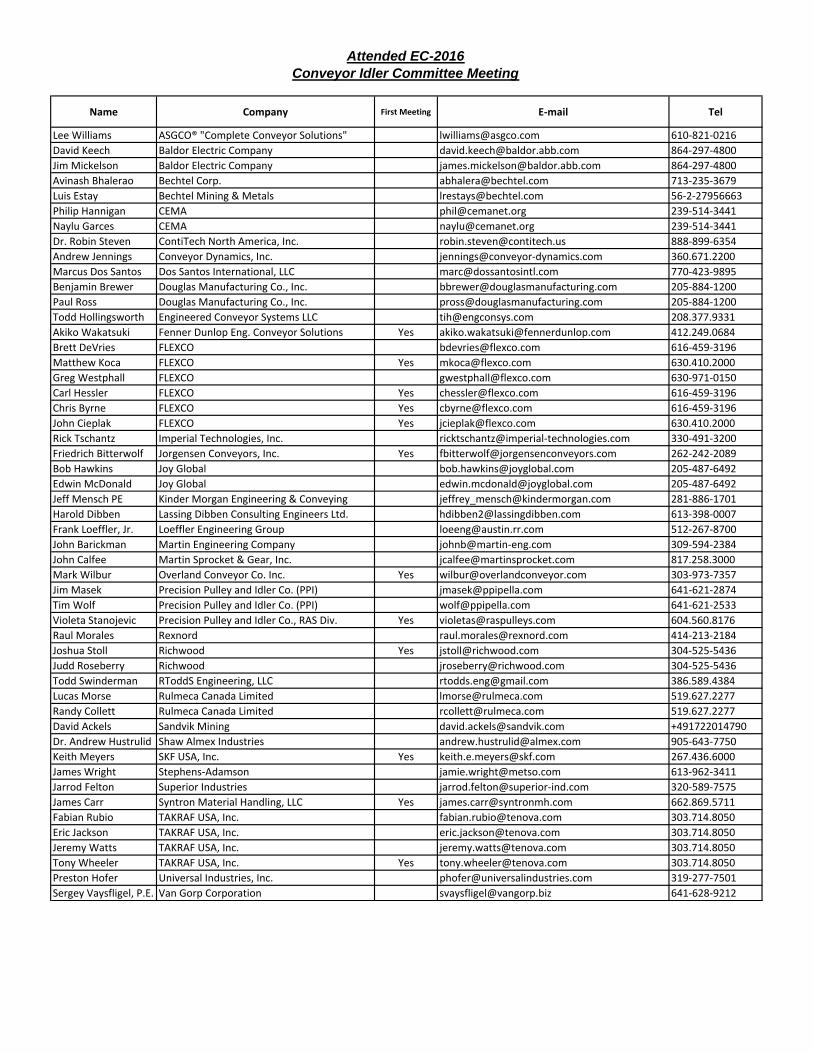
Attended EC-2016Conveyor Idler Committee Meeting
Name Company First Meeting E‐mail Tel
Lee Williams ASGCO® "Complete Conveyor Solutions" [email protected] 610‐821‐0216
David Keech Baldor Electric Company [email protected] 864‐297‐4800
Jim Mickelson Baldor Electric Company [email protected] 864‐297‐4800
Avinash Bhalerao Bechtel Corp. [email protected] 713‐235‐3679
Luis Estay Bechtel Mining & Metals [email protected] 56‐2‐27956663
Philip Hannigan CEMA [email protected] 239‐514‐3441
Naylu Garces CEMA [email protected] 239‐514‐3441
Dr. Robin Steven ContiTech North America, Inc. [email protected] 888‐899‐6354
Andrew Jennings Conveyor Dynamics, Inc. jennings@conveyor‐dynamics.com 360.671.2200
Marcus Dos Santos Dos Santos International, LLC [email protected] 770‐423‐9895
Benjamin Brewer Douglas Manufacturing Co., Inc. [email protected] 205‐884‐1200
Paul Ross Douglas Manufacturing Co., Inc. [email protected] 205‐884‐1200
Todd Hollingsworth Engineered Conveyor Systems LLC [email protected] 208.377.9331
Akiko Wakatsuki Fenner Dunlop Eng. Conveyor Solutions Yes [email protected] 412.249.0684
Brett DeVries FLEXCO [email protected] 616‐459‐3196
Matthew Koca FLEXCO Yes [email protected] 630.410.2000
Greg Westphall FLEXCO [email protected] 630‐971‐0150
Carl Hessler FLEXCO Yes [email protected] 616‐459‐3196
Chris Byrne FLEXCO Yes [email protected] 616‐459‐3196
John Cieplak FLEXCO Yes [email protected] 630.410.2000
Rick Tschantz Imperial Technologies, Inc. ricktschantz@imperial‐technologies.com 330‐491‐3200
Friedrich Bitterwolf Jorgensen Conveyors, Inc. Yes [email protected] 262‐242‐2089
Bob Hawkins Joy Global [email protected] 205‐487‐6492
Edwin McDonald Joy Global [email protected] 205‐487‐6492
Jeff Mensch PE Kinder Morgan Engineering & Conveying [email protected] 281‐886‐1701
Harold Dibben Lassing Dibben Consulting Engineers Ltd. [email protected] 613‐398‐0007
Frank Loeffler, Jr. Loeffler Engineering Group [email protected] 512‐267‐8700
John Barickman Martin Engineering Company johnb@martin‐eng.com 309‐594‐2384
John Calfee Martin Sprocket & Gear, Inc. [email protected] 817.258.3000
Mark Wilbur Overland Conveyor Co. Inc. Yes [email protected] 303‐973‐7357
Jim Masek Precision Pulley and Idler Co. (PPI) [email protected] 641‐621‐2874
Tim Wolf Precision Pulley and Idler Co. (PPI) [email protected] 641‐621‐2533
Violeta Stanojevic Precision Pulley and Idler Co., RAS Div. Yes [email protected] 604.560.8176
Raul Morales Rexnord [email protected] 414‐213‐2184
Joshua Stoll Richwood Yes [email protected] 304‐525‐5436
Judd Roseberry Richwood [email protected] 304‐525‐5436
Todd Swinderman RToddS Engineering, LLC [email protected] 386.589.4384
Lucas Morse Rulmeca Canada Limited [email protected] 519.627.2277
Randy Collett Rulmeca Canada Limited [email protected] 519.627.2277
David Ackels Sandvik Mining [email protected] +491722014790
Dr. Andrew Hustrulid Shaw Almex Industries [email protected] 905‐643‐7750
Keith Meyers SKF USA, Inc. Yes [email protected] 267.436.6000
James Wright Stephens‐Adamson [email protected] 613‐962‐3411
Jarrod Felton Superior Industries jarrod.felton@superior‐ind.com 320‐589‐7575
James Carr Syntron Material Handling, LLC Yes [email protected] 662.869.5711
Fabian Rubio TAKRAF USA, Inc. [email protected] 303.714.8050
Eric Jackson TAKRAF USA, Inc. [email protected] 303.714.8050
Jeremy Watts TAKRAF USA, Inc. [email protected] 303.714.8050
Tony Wheeler TAKRAF USA, Inc. Yes [email protected] 303.714.8050
Preston Hofer Universal Industries, Inc. [email protected] 319‐277‐7501
Sergey Vaysfligel, P.E. Van Gorp Corporation [email protected] 641‐628‐9212
DRAFT AGENDA OF THE CEMA ENGINEERING CONFERENCE CONVEYOR IDLER COMMITTEE MEETING
Tuesday, June 21, 2016
1. Call to Order
2. Attendance and Introductions
3. Approval of Agenda
4. Review and approval of previous minutes
5. Old Business
a. CEMA F and G idlers b. High speed conveying – TIR c. 502 Standard updates to tables and calculations
i. 54,000 L10 hours for impacts ii. Figure 2‐1 still valid when CIL/ILR>1
6. New Business
a.
7. Next Meeting: June27, 2017
8. Adjourn
Conveyor Equipment Manufacturers Association

THE VOICE OF THE CONVEYOR INDUSTRY OF THE AMERICAS
MINUTES JOINT IDLER/PULLEY COMMITTEE MEETING 7:30 a.m.
Monday, March 14, 2016 La Quinta Resort, La Quinta, CA 1. The meeting was called to order by Chairman Jarrod Felton at 7:33 a.m. Members Present: Dusty Bradley Rob Christian Charles East Jarrod Felton Naylu Garces
Kevin Hambrice Kevan MacRow Geoff Normanton Marco A. Oropeza Judd Roseberry
Paul Ross Brian Simpson Frank Sunseri Greg Westphall Axel Witt
2. The Minutes of September 15, 2015, Meeting were approved
3. CEMA F and G Class Idlers The group discussed the next step. They agreed to task the engineering committee to form a new subcommittee. The subcommittee will be charged with creating a dimension envelope survey to send to manufacturing members to fill out. The configurations of idlers/returns that already have load ratings approved should be surveyed. The results of that survey will be anonymous, and will be reviewed by the official representatives at the next Fall Meeting 4. High Speed Conveying ‐ TIR The survey of 500‐750rpm and 750‐1000rpm TIR data in the same format as the already approved 0‐500rpm TIR data has been circulated. The official representatives should make sure their engineering representative has that survey complete before the engineering meeting, with enough time to spare such that the data can be reviewed and presented at the engineering meeting. The next step is for the engineering committee to compile that data to be reviewed at the next Fall Meeting by the official representatives. 5. CEMA B105.1 Subcommittee Update Pulley chair person and vice‐chair person were not present. Therefore the pulley topics were not covered. Meeting adjourned at 7:55AM Jarrod Felton, Idler Chair
5672 Strand Ct., Suite 2 • Naples, Florida 34110 Tel: (239) - 514-3441 • Fax: (239) - 514-3470
Web Site: http://www.cemanet.org
Conveyor Equipment Manufacturers Association
MINUTES OF THE CEMA ENGINEERING CONFERENCE CONVEYOR IDLER COMMITTEE MEETING
LaPlaya Beach Resort, Naples, Florida
Tuesday, June 23, 2015
1. The Idler Committee convened at 8:30 a.m. with 47 people in attendance. See attached Attendance Roster.
2. Prior meeting minutes were approved with no comments 3. F and G idlers. A Survey among Idler Manufacturers was conducted to determine if there was
consensus on F and G Idler load ratings. See Attached Survey. Jarrod Felton reported results of subcommittee survey. The survey produced 2 responses. Five other manufacturers said they reviewed it and didn't have changes or an opinion on changes. The decision was made to put the surveyed information in the form of a proposal. A conference call will be set up to review the proposal so it can be submitted for the CEMA Fall Meeting.
4. 502 standard revisions. The revisions are complete. See Attached.
Metric values and a goal TIR section are new additions. The values in the TIR table were different than ISO, however the format is similar. An international standards review appendix was added as well. The consensus of the group was that the 502 standard was ready for an official OR ballot.
5. High speed conveying. Tim Wolf will chair the subcommittee to define a scope of work for 500‐
750 rpm and 750‐1000 rpm standard changes. Noise is a related topic and will be part of the scope. See paper on the Noise Issue attached.
6. New business: 5 roll idlers.
Dr. Robin Steven, Continental Contitech, presented a paper on 5‐roll idler design considerations (Attached). A synopsis of the basis for this was that on wider belts, rolls in a three roll idler system get too heavy and therefore a 5 roll idler system is preferred. Outside the US the 5 roll configuration is gaining popularity and Dr. Steven indicated there wasn't a known international standard for guidance. He suggested that CEMA has an opportunity to lead the industry and fill that void. Following the presentation, it was decided to seek guidance from the OR group on next steps.
7. Jarrod Felton of Superior Industries and Jim Masek of Precision Pulley & Idler were elected chair
and vice chair with terms ending in 2018.
8. The Committee adjourned at 9:26AM
Respectfully submitted, Tim Wolf, Chair
Conveyor Equipment Manufacturers Association
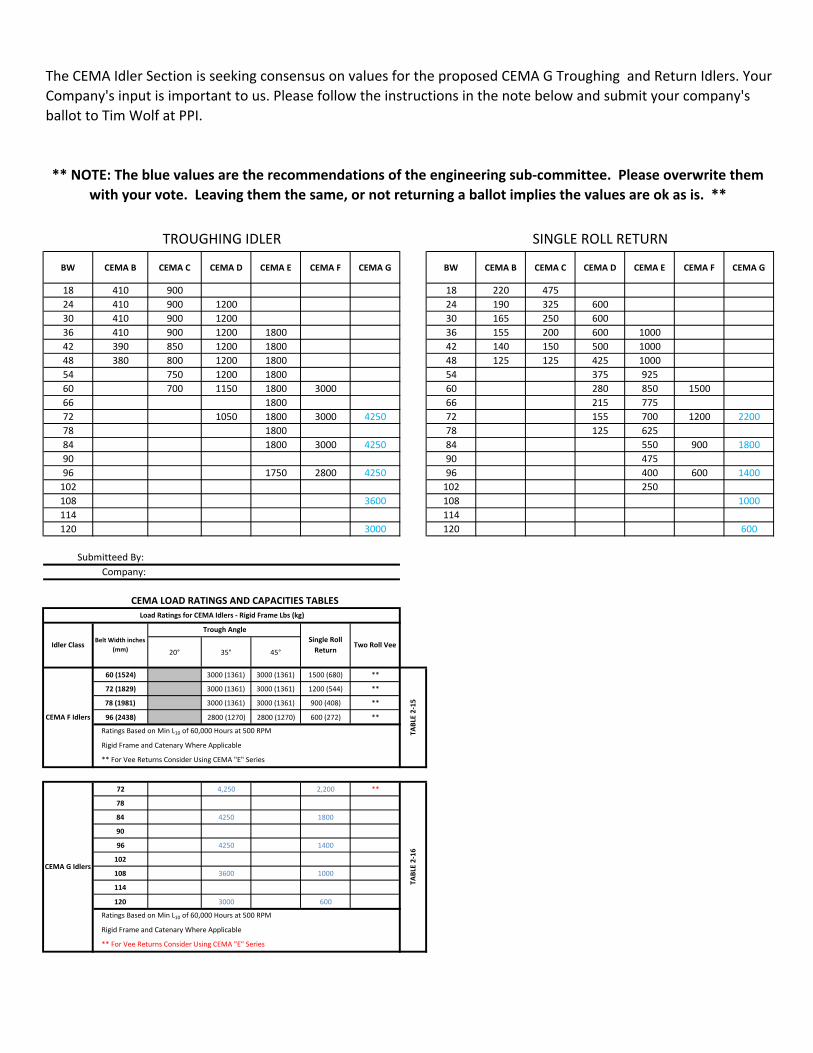
BW CEMA B CEMA C CEMA D CEMA E CEMA F CEMA G BW CEMA B CEMA C CEMA D CEMA E CEMA F CEMA G
18 410 900 18 220 475
24 410 900 1200 24 190 325 600
30 410 900 1200 30 165 250 600
36 410 900 1200 1800 36 155 200 600 1000
42 390 850 1200 1800 42 140 150 500 1000
48 380 800 1200 1800 48 125 125 425 1000
54 750 1200 1800 54 375 925
60 700 1150 1800 3000 60 280 850 1500
66 1800 66 215 775
72 1050 1800 3000 4250 72 155 700 1200 2200
78 1800 78 125 625
84 1800 3000 4250 84 550 900 1800
90 90 475
96 1750 2800 4250 96 400 600 1400
102 102 250
108 3600 108 1000
114 114
120 3000 120 600
20° 35° 45°
60 (1524) 3000 (1361) 3000 (1361) 1500 (680) **
72 (1829) 3000 (1361) 3000 (1361) 1200 (544) **
78 (1981) 3000 (1361) 3000 (1361) 900 (408) **
96 (2438) 2800 (1270) 2800 (1270) 600 (272) **
72 4,250 2,200 **
78
84 4250 1800
90
96 4250 1400
102
108 3600 1000
114
120 3000 600
CEMA G Idlers
TABLE 2‐16
Ratings Based on Min L10 of 60,000 Hours at 500 RPM
Rigid Frame and Catenary Where Applicable
** For Vee Returns Consider Using CEMA "E" Series
CEMA F Idlers
TABLE 2‐15
Ratings Based on Min L10 of 60,000 Hours at 500 RPM
Rigid Frame and Catenary Where Applicable
** For Vee Returns Consider Using CEMA "E" Series
Idler ClassBelt Width inches
(mm)
Trough Angle
Single Roll
ReturnTwo Roll Vee
Company:
CEMA LOAD RATINGS AND CAPACITIES TABLES
Load Ratings for CEMA Idlers ‐ Rigid Frame Lbs (kg)
The CEMA Idler Section is seeking consensus on values for the proposed CEMA G Troughing and Return Idlers. Your
Company's input is important to us. Please follow the instructions in the note below and submit your company's
ballot to Tim Wolf at PPI.
TROUGHING IDLER SINGLE ROLL RETURN
** NOTE: The blue values are the recommendations of the engineering sub‐committee. Please overwrite them
with your vote. Leaving them the same, or not returning a ballot implies the values are ok as is. **
Submitteed By:
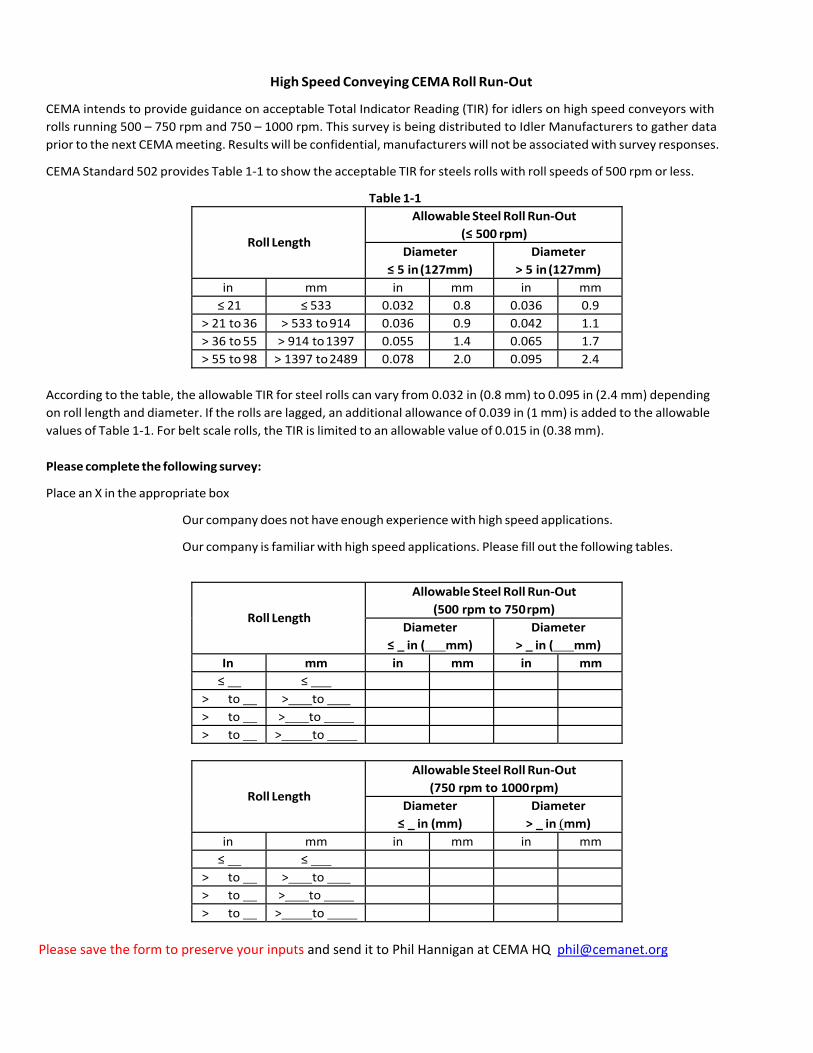
High Speed Conveying CEMA Roll Run‐Out
CEMA intends to provide guidance on acceptable Total Indicator Reading (TIR) for idlers on high speed conveyors with
rolls running 500 – 750 rpm and 750 – 1000 rpm. This survey is being distributed to Idler Manufacturers to gather data
prior to the next CEMA meeting. Results will be confidential, manufacturers will not be associated with survey responses.
CEMA Standard 502 provides Table 1‐1 to show the acceptable TIR for steels rolls with roll speeds of 500 rpm or less.
Table 1‐1
Roll Length
Allowable Steel Roll Run‐Out
(≤ 500 rpm)
Diameter
≤ 5 in (127mm)
Diameter
˃ 5 in (127mm)
in mm in mm in mm
≤ 21 ≤ 533 0.032 0.8 0.036 0.9
˃ 21 to 36 ˃ 533 to 914 0.036 0.9 0.042 1.1
˃ 36 to 55 ˃ 914 to 1397 0.055 1.4 0.065 1.7
˃ 55 to 98 ˃ 1397 to 2489 0.078 2.0 0.095 2.4
According to the table, the allowable TIR for steel rolls can vary from 0.032 in (0.8 mm) to 0.095 in (2.4 mm) depending
on roll length and diameter. If the rolls are lagged, an additional allowance of 0.039 in (1 mm) is added to the allowable
values of Table 1‐1. For belt scale rolls, the TIR is limited to an allowable value of 0.015 in (0.38 mm).
Please complete the following survey:
Place an X in the appropriate box
Our company does not have enough experience with high speed applications.
Our company is familiar with high speed applications. Please fill out the following tables.
Please save the form to preserve your inputs and send it to Phil Hannigan at CEMA HQ [email protected]
Roll Length
Allowable Steel Roll Run‐Out
(500 rpm to 750 rpm)
Diameter
≤ _ in ( mm)
Diameter
˃ _ in ( mm)
In mm in mm in mm
≤ ≤ ˃ to ˃ to ˃ to ˃ to ˃ to ˃ to
Roll Length
Allowable Steel Roll Run‐Out
(750 rpm to 1000 rpm)
Diameter
≤ _ in (mm)
Diameter
˃ _ in (mm)
in mm in mm in mm
≤ ≤ ˃ to ˃ to ˃ to ˃ to ˃ to ˃ to
in mm in mm in mm
≤ 21 ≤ 533 0.032 0.8 0.036 0.9
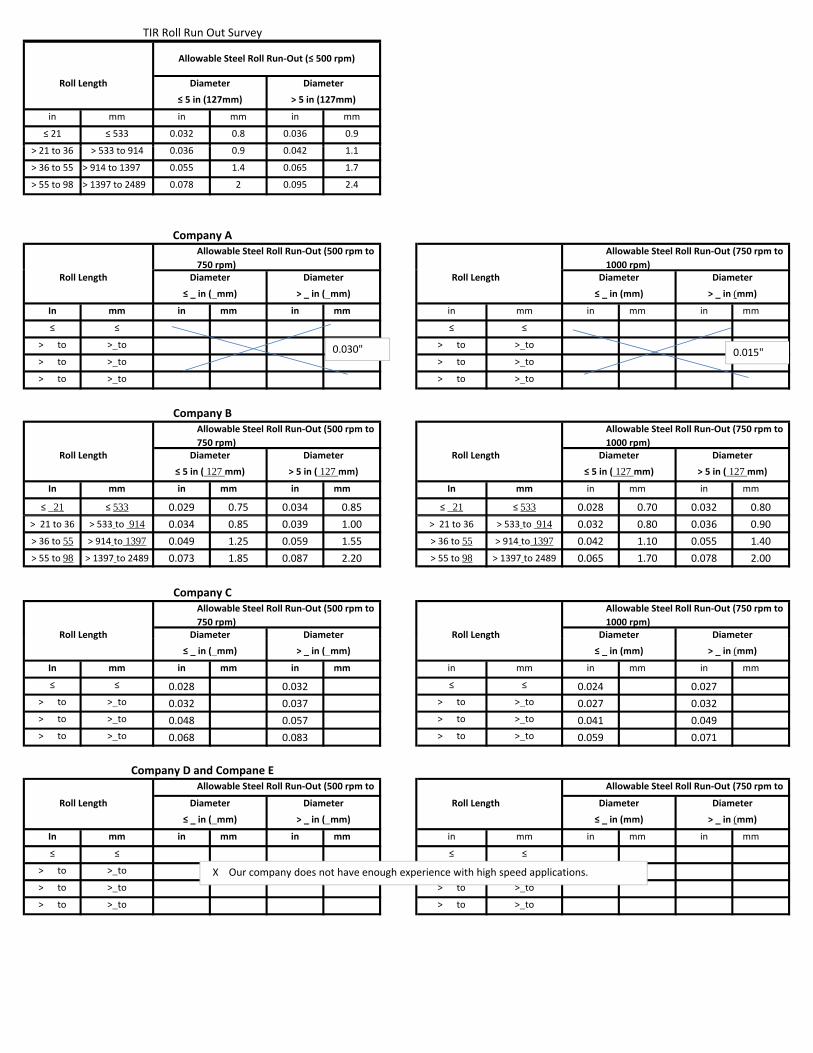
TIR Roll Run Out Survey
Allowable Steel Roll Run‐Out (≤ 500 rpm)
Roll Length Diameter Diameter
≤ 5 in (127mm) ˃ 5 in (127mm)
˃ 21 to 36 ˃ 533 to 914 0.036 0.9 0.042 1.1
˃ 36 to 55 ˃ 914 to 1397 0.055 1.4 0.065 1.7
˃ 55 to 98 ˃ 1397 to 2489 0.078 2 0.095 2.4
Company AAllowable Steel Roll Run‐Out (500 rpm to
750 rpm)
Allowable Steel Roll Run‐Out (750 rpm to
1000 rpm)
In mm in mm in mm in mm in mm in mm
≤ ≤ ≤ ≤
˃ to ˃ to ˃ to ˃ to
˃ to ˃ to ˃ to ˃ to
˃ to ˃ to ˃ to ˃ to
p )
˃ _ in (mm)
p )Roll Length Diameter Diameter Roll Length Diameter Diameter
≤ _ in ( mm) ˃ _ in ( mm) ≤ _ in (mm)
0.030" 0.015"
In mm in mm in mm In mm in mm in mm
≤ 21 ≤ 533 0.029 0.75 0.034 0.85 ≤ 21 ≤ 533 0.028 0.70 0.032 0.80
Company BAllowable Steel Roll Run‐Out (500 rpm to
750 rpm)
Allowable Steel Roll Run‐Out (750 rpm to
1000 rpm)Diameter
≤ 5 in ( 127 mm) ˃ 5 in ( 127 mm) ≤ 5 in ( 127 mm) ˃ 5 in ( 127 mm)
Roll Length Diameter Diameter Roll Length Diameter
˃ 21 to 36 ˃ 533 to 914 0.034 0.85 0.039 1.00 ˃ 21 to 36 ˃ 533 to 914 0.032 0.80 0.036 0.90
˃ 36 to 55 ˃ 914 to 1397 0.049 1.25 0.059 1.55 ˃ 36 to 55 ˃ 914 to 1397 0.042 1.10 0.055 1.40
˃ 55 to 98 ˃ 1397 to 2489 0.073 1.85 0.087 2.20 ˃ 55 to 98 ˃ 1397 to 2489 0.065 1.70 0.078 2.00
Company CAllowable Steel Roll Run‐Out (500 rpm to
750 rpm)
Allowable Steel Roll Run‐Out (750 rpm to
1000 rpm)DiameterRoll Length Diameter Diameter Roll Length Diameter
In mm in mm in mm in mm in mm in mm
≤ ≤ 0.028 0.032 ≤ ≤ 0.024 0.027
˃ to ˃ to 0.032 0.037 ˃ to ˃ to 0.027 0.032
˃ to ˃ to 0.048 0.057 ˃ to ˃ to 0.041 0.049
˃ to ˃ to 0.068 0.083 ˃ to ˃ to 0.059 0.071
≤ _ in ( mm) ˃ _ in ( mm) ≤ _ in (mm) ˃ _ in (mm)
g g
In mm in mm in mm in mm in mm in mm
≤ ≤ ≤ ≤
˃ to ˃ to ˃ to ˃ to
t t t t
Company D and Compane EAllowable Steel Roll Run‐Out (500 rpm to
)
Allowable Steel Roll Run‐Out (750 rpm to
) Diameter
≤ _ in ( mm) ˃ _ in ( mm) ≤ _ in (mm) ˃ _ in (mm)
Roll Length Diameter Diameter Roll Length Diameter
X Our company does not have enough experience with high speed applications.
˃ to ˃ to ˃ to ˃ to
˃ to ˃ to ˃ to ˃ to