chapter - iii production and marketing of...
TRANSCRIPT

Chapter - III
PRODUCTION AND MARKETING OF FISHNETS INKANNIYAKUMARI DISTRICT
I. PRODUCTION OF FISHNETS
3.1 Introduction
3.2 Invention of new raw materials for the production of nylon
fishnet
3.3 Basic types of synthetic fibres
3.4 The reasons for shifting from cotton fishnet to themanufacture of nylon fishnets.
3.5 Details of active fishnet industry in kanniyakumari district
3.6 A short profile of the early entrepreneurs of the fishnet
industry3.7 The main financial institutions which provide financial
assistance to fishnet industry
3.8 District industries centre and fishnet industry
3.9 The growth of fishnet factories in kanniyakumari district3.10 Ownership status of fishnet industry3.11 Manufacturing process of nylon monofilament3.12 Nylon yarn making industries3.13 Manufacturing process of fishnet3.14 Types of nets
H. MARKETING OF FISHNETS
IntroductionMarketing of fishnetsPrice setting of fishnetsExtent of marketingSales method of fishnetsAnalysis of growth rate of production and
fishnets3.21 Summary
3.153.163.173.183.193.20
marketing of
80

I. PRODUCTION OF FISHNET
3.1 INTRODUCTION
Fishnet industry is directly connected with fishing industry.
The rich marine profile, general literacy, availability of
entrepreneurs and climate of the district are very much conducive
to the thriving of fishnet industry in Kanniyakumari district. This
chapter attempts to discuss the production and marketing of
fishnets and also the growth rateof the fishnet industry.
3.2 INVENTION OF NEW RAW MATERIALS FOR NYLONFISHNET
Before the advent of manufacture of synthetic fibres, the
manufacturers of fishnet in Kanniyakumari district were using
only cotton threads for fishnet. But the invention of synthetic
fibres revolutionised certain industries like textile and fishnet
industry in a spectacular way.
The fishnet manufacturers of Kanniyakumari district did not
immediately switch over to synthetic yarn from cotton yarn to
manufacture fishnets. Only in 1975, the first fishnet making
industry in Kanniyakumari district was started by Mr. Abdul
Majeed of Manavalakurichi. With great entrepreneurial skill and
foresight he imported a net making machine from M/s. Amitha
81
Company, Japan and started to manufacture nylon fishnets.'
Until then the fisherfolks were making fishnets by using number
10 cotton threads. Now there is almost a 99% shift from the use
of cotton thread to nylon yarn (synthetic fibre) for manufacturing
fishnet in the district.
As the nylon fishnet has many practical advantages over the
cotton thread fishnet, the fishnet manufacturers of
Kanniyakumari district, with a visionary mind, started to
manufacture nylon fishnets with the help of machinery.
In order to understand the practical, financial and durable
advantages of nylon fishnets over cotton thread fishnets, it is quite
necessary to understand the process of development of synthetic
fibres and the classification and forms of synthetic fibres.
3.2.1. Invention of synthetic fibre
Synthetic is a scientific and technical term for a chemical
process, by which chemical elements or simple basic substances
are combined to build complicated and completely new fabrics
with new properties. Man-made fibres made of such simple
substances as phenol benzene, actylene, purssic acid and chlorine
are therefore called synthetic fibres, compared with other artificial
fibres made of complicated natural products such as cellulose and
Personal Interview with Mr. Abdul Majeed
82

protein which have only to be transformed into fibres (cellulose
rayon, cellulose wool protein rayon).2
3.2.2 Manufacture of synthetic fibres
The development of synthetic fibres was started around
1920, by the investigations of H. Staudinger the Noble prize
winner for Chemistry in 1953. He found that all fibre materials
consisting of long chain molecules, in which a great number of
equal simple units are linked together. It is this very structure
which gives the fibrous material the properties required for a
textile fibre. Based on this knowledge, a great deal of additional
research has been carried out during the last 50 years, first in the
USA, and then in Germany, to create such fibre-forming
macromolecules, a term much used in Chemistry, which was
introduced by Staudinger. At present the most important
countries that manufacture synthetic fibres in the order of their
output are the USA, Japan, the Federal Republic of Germany, the
USSR, Great Britain, Italy and France.
The following are the most important steps for
manufacturing synthetic fibres:
2 Gerhard Must - Netting Materials for Jishing gear, London, 1982 p. 6
Ibid p. 7
83

First Step
At the beginning there is a simple raw material from a
natural product such as oil, coal, lime and common salt. In the
case of nylon, the raw material is phenol, made of coal tar.
Second step
From the raw material, the basic substances, the monomers
needed to build up the macro-monocles, are obtained by a number
of chemical processes. For the production of nylon, two basic
substances are needed, namely adipic acid and hexamethylene
diamine which are combined with polyamide salt.
Third Step
The third process is the polymerization or polycondensation,
i.e. the forming of the chain of macromolecules or polymers. This
process consists mainly of heating in an autoclave under high
pressure, by which, in the case of nylon, a great number of
hexame thylenediamine and adipic acid and molecules are
alternatively combined together in such a manner that, in the end,
long linear polymers are formed. In the nylon polymers, the two
components are linked together by a special atomic grouping
known as an amido group. For this reason, polymers of this
particular type are called polyamides. The polyamide polymer
84
leaves the autoclave in the form of ribbons which are cut into
chips.
Fourth Step
Now the substance po1ymide (nylon) must be converted into
fibre by melting and spinning. For this purpose the polyamide
chips are melted and threads are formed squirting the molten
substance through spinnerets. The viscous threads become stiff
in air, but they are not yet suitable for use in yarns. They are still
extremely ductile and have comparatively low tensile strength.
Final Step
The manufacturing of filaments is finished by drawing. The
threads are stretched three to five times of their original length, a
process by which they obtain their final fineness, diameter, tensile
strength and extensibility.4
It is inevitable to have some basic understanding of the
chemical classification of synthetic fibres in order to understand
the fishnet industry.
Ibid pp. 6-10.
85

3.2.3 Chemical Classification of Synthetic Fibres which areUsed for fishing Nets
Name Symbol
Polyamide PA
Polyester PIES
Polyethylene PE
Polypropylene PP
Polyvinyl chloride PVC
Polyvinylidene chloride PVD
Polyvinyl alcohol PVAA5
The technical terms indicate the various fibre-forming
substances of the different groups.
3.2.3.1 Polyamide (PA)
Polyamide (PA) fibres are manufactured in several types
each with varied chemical components. Each type is marked by a
figure which is added to the generic name and it refers to the
number of carbon atoms in the components (monomers). The most
important types are PA6.6 and PA6.
Polyamide 6.6 has two components namely, hexamethylene
diamine and adipic acid, each containing six carbon atoms. The
5 lbid,p. 10
86
fibre was developed in 1935 by W. H. Carothers (USA), in the
Chemistry of Macro, Molecules and was called nylon.
Polyamide 6 was first known under the trade name Perlon.
It was built up from one monomer called caprolactam, which
contains six carbon atoms, and therefore came to be known as
PA6. It was developed during the year 1937-38 by a chemist
named P. Seblack (Germany). At present there are more
producers of PA6 than PA 6.6 in the world.
From the fisheries point of view, there is no difference
between these two PA types, which have the same mechanical
properties. Netting yarns made of PA 6.6 or PA6, manufactured in
exactly the same manner, have the same suitability for fishing
nets.
3.2.3.2 Polyester (PES)
Polyester fibre was developed by J.R. Whinfield and
J.T. Dickson (UK) in 1940-41. It is formed by polycondensation of
the terephthalic acid, and the alcohol ethylene glycol. Chemical
compounds of an acid and an alcohol are known as 'esters', from
which the term polyester is given to this fibre group. The first
trade mark of this fibre was "Terylene".
87
3.2.3.3 Polythylenc (PE)
Polythylene (PE) fibres used in fishing gear are produced by
a method developed by Ziegler (Germany) in the early 1950s.
Contrary to an old technique of polymerization (UK), which
required a very high pressure of 1000 atom or more, the new
method works with low pressure, and with organometal catalysts
like aluminium alkyl. The monomer ethylene, the basic substance
of polyethylene, is normally obtained by cracking petroleum. The
same method is applied to propylene, the basic substance of
polypropylene for producing polypropylene.
3.2.3.4 Polypropylene (PP)
Polypropylene (PP) fibres were developed by Natta (Italy) in
1954, and were first called under the trade name "Merakion".
Polyethylene and polypropylene are often collectively called
polylefines. Here, they are distinguished as two separate groups
because of their different properties, with regard to fishing nets.
3.2.3.5 Polyvinyl chloride (PVC)
Polyvinyl chloride (PVC) was developed by F. Matte and
H. Hubert (Germany) from the monomer vinyl chloride. It was the
first synthetic fibre to be produced on an industrial scale (1934).
It was the first synthetic material to be used for fishing gear under
88

the trade name 'Pece' 19, and thus, the first to demonstrate the
immense practical advantage of rot-proofness.
3.2.3.6 Polyvinylidene chloride (PVD)
Polyvinylidene chloride (PVD) was developed in 1939 in the
USA. It was produced by co-polymerizing a mixture of vinylidene
chloride (at least 80%) and a second component, like Vinyl
chloride. In this composition, it is known as "Saran". Another
group of chlorofibres obtained by co-polymerization is covered by
the name 'Vinyon' (USA).
3.2.3.7 Polyvinyl alcohol (PVA)
Polyvinyl alcohol (PVA) fibre was the result of the research
by W.O. Hermann and W. Haehnel (1931). These fibres have been
greatly improved in Japan since 1938. The type of PVA fibre made
and used for fishing nets in Japan is made insoluble in water by
different levels of actalization, and now has the symbol PVA (eg.
Kurlon) 6
PVC, PVD and PVAA are less widely spread in fisheries over
the world than the other groups. They are mainly produced and
used for fishing nets in Japan.
6 lbid,pp. 10-11
89

3.3 BASIC TYPES OF SYNTHETIC FIBRES
Continuous filaments (Multifilaments)
Staple fibres
Monofilaments
Split fibres.7
These are the basic forms of synthetic fibres that are used
for the production of fishnets. To have some basic idea of these
basic forms of synthetic fibres, would be of immense help in
understanding the fishnet industry.
3.3.1 Continuous filaments (Multifilament yarn)
These are fibres of infinite length. They have silk-like
appearance and are produced in various degrees of fitness,
generally much thinner than 0.05 mm diameter. The first type of
this filament of length1000 meters weighed less than 0.2 gram,
and was even thinner than natural silk. Materials of fishing net
are usually made of filaments, 1000 meters of which weigh
between 0.6 grams and 2 grams. A quantity of continuous
filament gathered up with or without twist, is termed filament
yarn. In ISO standards it is frequently described as multifilament.
All filaments run the whole length of the yarn which at a point
contains exactly the same number of filaments in the cross
section. A special type of continuous filaments is the textured
lb Id, p. 16
90

continuous filaments (multifilaments) which are looped and targed
before twisting, and have a good knot stability. This type of fibre
is not generally used in fishing gear.8
3.3.2 Staple fibre
These are discontinuous fibres usually prepared by cutting
filaments into lengths suitable for the yarn spinning process.
Their fineness is similar to that of continuous filaments, and their
length generally ranges from 40 mm to 120 mm or more. Staple
fibres are bound by twisting to form spun yarn. It is only by the
pressure caused and twisting that short fibres are held together
and form a continuous strand, called a single yarn. Netting yarns,
made of staple fibre, have a rough surface, owing to the numerous
loose ends of fibres sticking out from the twine. Spun staple fibre
yarns have a lower tensile strength and higher extensibility than
continuous filament yarns made of the same sort of synthetic fibre
material .9
3.3.3 MonofilamentS
Monofilament means a single filament, which is strong
enough to function alone as a yarn, without having to undergo
further processing. This is the basic difference between the fine
continuous filaments and staple fibres. Especially transparent PA
8 Ibid, p. 169 lbid,pp. 16-17
91

monofilaments are used as single filaments for fine gilinets. In
practice, monofilament is a general term, covering all coarse
filaments with larger diameter and stiffness and a wiry character
(synthetic wires). They mostly have a circular cross-section with
diameter between 0.1mm or more, but monofilaments with oval or
flat cross-section are also manufactured with diameter varying
from 0.17 to 0.35 mm. A number of monofilaments are twisted to
form a yarn. There is no special International Standard term for
this type of yarn. 10
3.3.4 Split fibres
Split fibres originate from oriented plastic tapes (films) which
are stated during manufacture by such a high draw-ratio that the
tapes split technically, when twisted under tension. Yarn made of
these fibrillating tapes contains split fibres of irregular fineness,
which in some respects are similar to natural bast or hard fibres.
Split fibres may also be obtained by mechanically fibrillating film
tapes directly after extrusion.11
3.3.5 Advantages of nylon fishnet over cotton fishnet
i) Water absorption capacity of nylon is far less than of other
fibres: Nylon: 67%, Silk: 18.7 1/o Manila Hemp: 30.4%,
Cotton: 43.9%.
Ibid, pp. 17-18Ibid, p. 18
92
ii) The resistance to knot is the main characteristic of the nylon
nets. This dominating property prevents the loss of strength
while in use.
iii) The durability of nylon nets is greater and longer than
cotton and hemp nets.
iv) Nylon nets do not require drying after use.
V) Nylon nets are lighter than any other fibre nets of the same
size, which makes handling easy.
vi) Nylon nets absorb water far less than any other fibre which
makes handling of nets very easy even in deep water.
vii) Nylon nets can be dyed to give any desired colour. It is also
suitable for tar-dyeing so that the strength of the net may be
increased to at least about 20%. It is to be noted that while
dyeing the nylon nets, it is necessary to see that it is not
boiled, and that the temperature does not exceed 60°C.'2
In view of the comparative advantages of nylon nets over
cotton and hemp nets, there was good demand for nylon fishnets.
So the entrepreneurs of Kanniyakumari district started many
mechanised fishnet industries, with nylon yarn as the main raw
material component of the fishnets.
2 Small Industry Scheme No. 59, Nylon Fishing Nets, Development Commissioner(Small Scale Industry) Ministry of Commerce and Industry, Govt. of India, New Dclhi,Small Scale Industry Scheme No. 159. Nylon Fishing Nets, New Delhi, 1960. pp. 283.
93

3.4 THE REASONS FOR SHIFTING FROM COTTON FISHNETTO NYLON FISHNETS
A most of the fisherfolk are very poor and illiterate and fish
in a very primitive manner using small frail boats, Kattamarams
and vallams. Fighting against wind and tide, they are not able to
go beyond a narrow distance of about 5-10 miles into the sea. If
properly equipped, they could reach down to greater depths and
distance of at least 100 fathom line which lies at 30-50 miles from
the coast. It is estimated that the traditional fishermen were able
to tap only 10% of the entire fishable marine area. So naturally
mechanisation of the craft seems to be the solution for this
problem. The adoption of mechanised boats for fishing and
tapping of an additional 90% of fishable marine area calls for
larger investment in fishing gear and fishing accessories including
nylon fishnets. 13
Fishnet production has been one of the oldest cottage
industries in Kanniyakumari district for many centuries. There
had been many stages in the history of fishnet production. Before
the invention of synthetic fibres, the fishermen of the district were
using number 10 cotton yarn to manufacture fishnets. It was a
thriving cottage industry and it fully met the local demand of the
13 Development Commissioner (Small Scale Industries) Ministry of Commerce andIndustry, Govt. of India, New Delhi, 1960, p. 1.
94

fishermen. 14 But in tune with the changing technological
development, the fishnet industry in the district has completely
changed into a fully mechanised one.
As the making of fishnets by hand could not meet the
demands of the fishermen, it became necessary to manufacture
fishnets in a mechanished way. Fishnet industry switched over
from cotton yarn to nylon yarn and thus the fishing industry
gradually mechanished.
Moreover, the advantages of nylon over cotton led the local
entrepreneurs to start mechanised fishnet factories where nylon is
used as the raw material for production.
3.5 DETAILS OF ACTIVE UNITS IN KANNIYAKUMARIDISTRICT
There are 109 registered active fishnet industrial units in
Kanniyakumari District. In Agasteeswaram taluk, there are 84 units,
Thovalai taluk has 6, Kalkulam taluk 7 and Vilavancode 11.15
4 Lion. S. Kumaresan, Dinanialar, Thozhilrnalar, Thirunelveli dt. 3-8-1998.15 Data collected from the District Industries Centre
95

TABLE 3.1
The Talukwise Details of Fishnet Industry in KanniyakumariDistrict
Ta I u k
No. of units Percentage
Agasteeswaram 84
77.07
Thovalai
7
6.42
Kalkulam 7
6.42
Vilavancode 11
10.09
109
100%
Agasteeswaram taluk is bordered by the seas on three sides,
and it is blessed with a good and conducive climate for the
production of fishnets. Land and labour comparatively cheaper.
As Agasteeswaram taluk is an industrially backward area, the
government gives 15% financial subsidy to start industries in this
area. So a majority of the fishnet units are situated in
Agasteeswaram taluk. Naturally the entrepreneurs have started
many factories in this district.
3.6 A SHORT PROFILE OF THE EARLY ENTREPRENEURS OFTHE FISHNET INDUSTRY
The pioneer entrepreneur who launched nylon fishnet
production in Kanniyakumari district was Mr. Haji Abdul Majeed
of Manavalakurichi. As a shrewd entrepreneur, he imported an
electronic fishnet manufacturing machine from M/s. Amitech
96
Company of Japan, and started nylon fishnet production in the
district in the year 1975. The second mechanised nylon fishnet
unit was started by Mr.M.C. Balan, Ex. M.P. The setting up of the
new mechanised fishnet industry caused a lot of unemployment
among those labourers who were making cotton fishnet manually.
So in the initial stages, there was some stiff protest against the
launching of mechanised fishnet factories in the district. In course
of time, the unrest and protest vanished.
Now Mr.M.C. Balan, Ex. M.P., Mr. Nanchil Vincent, Ex. M.P.,
Mr. Pon Vijayaragavan, Ex. M.L.A., Mr. T. Thanga Raj, Mr. Valli
Nayagam, Mr. Shajahan, Mr. S.M. Abdul Majeed, Mr. S. Sahul
Hameed, Mr. Rajagopalan, Mr. Staneley, Mr. Kumaresan, Mr.
Palavender and Mr. Pon Robertsingh are some of the leading
entrepreneurs of the fishnet industry in the district. 16
3.7. THE MAIN FINANCIAL INSTITUTIONS WHICH PROVIDEMONETARY ASSISTANCE TO FISHNET INDUSTRY
To provide financial assistance to the needy entrepreneurs,
the government has set up a number of financial institutions
besides commercial banks. They can be brought under the
following two main categories.
i) National level financial institutions
ii) State level financial institutions
6 Oral Information collected from Mr. T. Thangaraj, Fishnet Industry Owner.
97

The national level financial institutions which provide
financial assistance to the entrepreneurs are:
a. The Industrial Financial Corporation of India,
h. The Industrial Credit and Investment Corporation of India,
C. The Industrial Development Bank of India,
d. The Industrial Reconstruction Bank of India,
e. The EXIM Bank of India,
f. The LIC and GIC,
g. The Unit Trust of India,
h. The National Small Industries Corporation, and
i. The Small Industries Development Bank of India.
State Level Financial Institutions
The state level financial institutions are divided into two
main categories:
i) State Finance Corporations
ii) State Industrial and Investment Corporations. 17
3.7.1 Commercial Banks
Apart from the government financial institutions,
commercial banks also play a vital role in meeting the financial
requirements of the entrepreneurs for their enterprises. The
commercial banks on receipt of the loan application make a
preliminary scrutiny of the project proposal and analyse whether it
has an acceptable purpose and comes in tune with the
government policy. The bank considers the financial feasibility,
7 Primary Sources
98

technical feasibility, economic feasibility and management
competence of the busines unit and sanctions the loan in
accordance with the lending policy of the bank.
3.7.2 Financial assistance to Fishnet industry
As it is not possible and wise on the part of entrepreneurs of
fishnet units of Kanniyakumari District to come up with all the
fixed capital and the working capital, they have wisely availed of
the loans provided by the government financial institutions and
commercial banks.
The following financial institutions and commercial banks
have advanced loans to the entrepreneurs of fishnet units in
Kanniyakumari district.
i) The State Bank of India,
The State Bank of Travancore,
The Land Development Bank,
iv) The Tamil Nadu Industrial Investment Corporation of
India, and
V) The Tamil Nadu Mercantile Bank. 18
A sample survey of 50 Fishnet Industrial units shows the
following facts.
Information provided by the bank managers
99
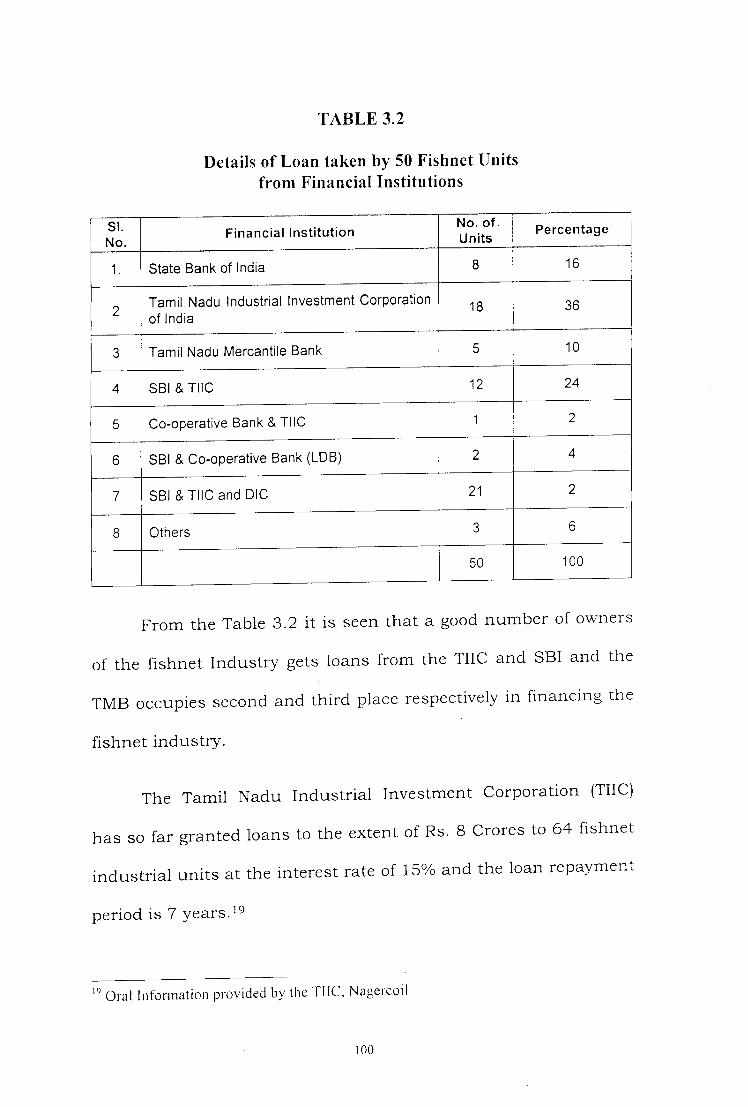
TABLE 3.2
Details of Loan taken by 50 Fishnet Unitsfrom Financial Institutions
SI. . . . No. of.
Financial Institution PercentageNo. Units
1. State Bank of India 8 16
2Tamil Nadu Industrial Investment Corporation 18 36of India
3 Tamil Nadu Mercantile Bank 5 10
4 SBI & TIIC 12 24
5 Co-operative Bank & TIIC 1 2
6 SBI & Co-operative Bank (LOB) 2 4
7 SBI & TIIC and DIG 21 2
8 Others 3 6
50 100
From the Table 3.2 it is seen that a good number of owners
of the fishnet Industry gets loans from the TIIC and SBI and the
TMB occupies second and third place respectively in financing the
fishnet industry.
The Tamil Nadu Industrial Investment Corporation (TIIC)
has so far granted loans to the extent of Rs. 8 Crores to 64 fishnet
industrial units at the interest rate of 15% and the loan repayment
period is 7 years.19
Oral Information provided by the TIIC, Nagercoil

3.8 DISTRICT INDUSTRIES CENTRE AND FISHNET INDUSTRY
As per the new industrial policy, it has been decided to take
away the focal point for development of small scale industries and
cottage industries from big cities and state capitals to the district
headquarters. For this purpose a new organisation for helping the
rural entrepreneurs has been estabilished in the district
headquarters and named as the District Industries Centre.
3.8.1 The Functions of the District Industries Centre
i) To survey the existing, traditional and new industries, the
availability of raw materials and human resources, to
identify schemes and give a market forecast for different
items and to prepare sample techno-economic feasibility
reports and to offer investment advice to entrepreneurs.
To assess the requirement of machinery and equipment
for various types of small scale, tiny and village
industries, to assess sources of availability of machinery
and equipment for different industries and to advise
entrepreneurs to co-ordinate with research
institutions regarding research and development and to
arrange machinery on hire-purchase basis.
ill) To arrange training courses for the entrepreneurs of small
and tiny units in link with the Small Industries Services
Institute (SISI) and other institutes to keep them abreast
of research and development in selected product lines and
quality control methods.

iv) To ascertain raw material requirements of various units,
their sources and prices and to arrange bulk purchases of
raw materials and their distribution to the entrepreneurs.
v) To organise marketing outlets to lease with government
procurement agencies, convey market intelligence to the
entrepreneurs, organise market surveys and market
development programmes.
vi) To give particular attention to the development of Khadi
and Village Industries and other cottage industries, to
have liaison with the State Khadi Board, to organise rural
artisans programme of training.20
The District Industries Centre is a centrally-sponsored
scheme of the Government of India, implemented by the state
government. The main responsibility of implementing the scheme
and making it successful rest upon the state government, as all
the functionaries in the DIC would work under the control and
supervision of the state government.2'
There are two industrial estates in Kanniyakumari district,
one at KappukadU and another at Konam. The industrial estate
was established at Kappukadu in 1959 and that at Konam in
1963. The establishment of the District Industries Centre at
Konam on 1, August 1978 and the launching of the office of the
20 Gazetteer of India pp. 1112-111321 Ibid, p. 1115
102

Tamil Nadu Industrial Investment Corporation Ltd. (TIIC) at.
Nagercoil, have helped the progress and development of the fishnet
industry in the district in a tangible way.
3.8.2 Location of Fishnet Industry
In spite of all its ups and downs, fishnet industry is one of
the thriving and upcoming industries in Kanniyakumari district.
There are about 109 active factories in the district as per the
registration record of the District Industries Centre and a majority
of these units are situated within 7 km. from the sea coast. More
than 50 per cent of the units are located at Konam and
AnanthanadarkUdy. These places are very close to Nagercoil.
3.9 THE GROWTH OF FISHNET FACTORIES IN KANNIYAKUMARIDISTRICT
The first nylon fishnet factory in Kanniyakumari District was
started in the year 1975, by Mr. Abdul Majeed in Manavalakurichi.
For the next few years, no new fishnet factory came into existence
in this district. But all of a sudden from 1990, due to the
liberalised trade policies of the government, many native
entrepreneurs came forward to start fishnet factories. During the
period from 1990 to 2000, there was a phenomenal growth of
fishnet factories. The process of growth is given in Table 3.3.
103
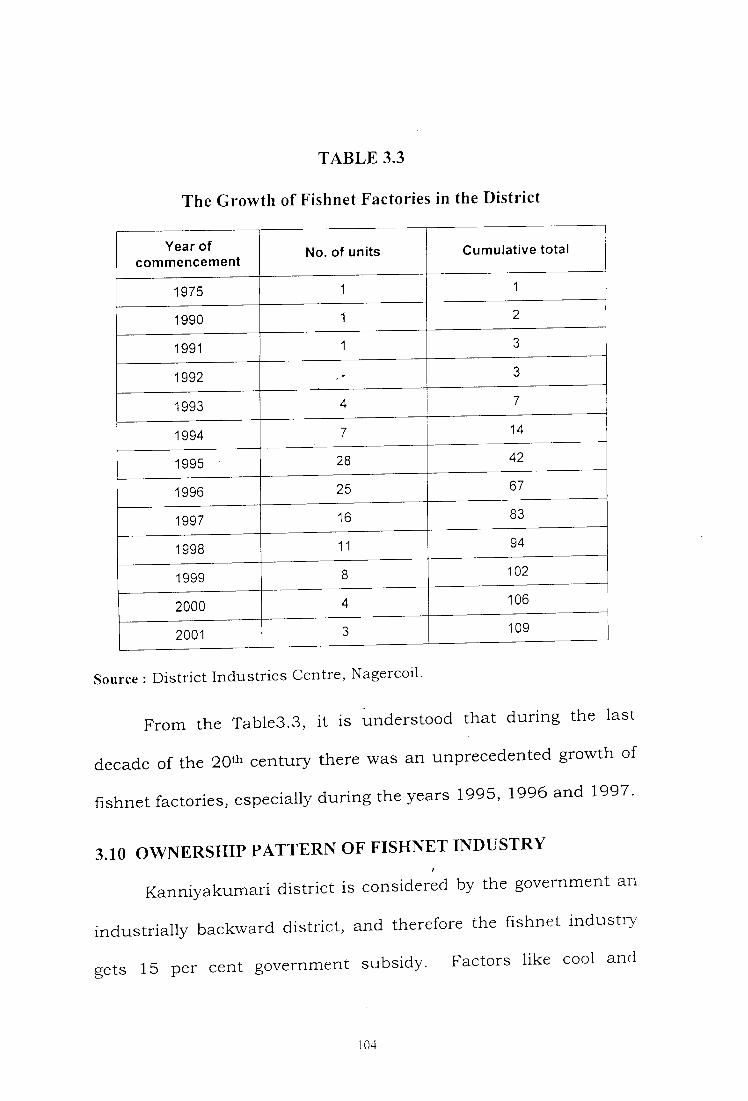
TABLE 3.3
The Growth of Fishnet Factories in the District
Year of No. of units Cumulative totalcommencement
1975 1 1
1990 1 2
1991 1 3
1992 3
1993 4 7
1994 7 14
1995 28 42
1996 25 67
1997 16 83
1998 11 94
1999 8 102
2000 4 106
2001 3 109
Source: District Industries Centre, Nagercoil.
From the Table3.3, it is understood that during the last
decade of the 20th century there was an unprecedented growth of
fishnet factories, especially during the years 1995, 1996 and 1997.
3.10 OWNERSHIP PATTERN OF FISHNET INDUSTRY
Kanniyakumari district is considered by the government an
industrially backward district, and therefore the fishnet industry
gets 15 per cent government subsidy. Factors like cool and
104

suitable climate, moderate sea breeze, proximity to the District
Industries Centre, good transportation facility, availability of cheap
labour and power supply and availability of land at low cost,
attracted many entrepreneurs to set up fishnet industry in and
around Nagercoil.
TABLE 3.4
The Ownership of Land and Building of Sample Fishnet Industry
Ownership status No. of Respondents Percentage
Own 45 90
Lease 3 6
Rent 2 4
50 100
Source: Primary data
As per the information provided by the 50 respondents,
almost 90% of the entrepreneurs own land and building, and the
rest 10% of the entrepreneurs have rented and leased land and
building for their fishnet industry.
105

o No. of ResporidesFerceritcie
100go
80
70
E0
50
40
30
20
10
0
DIAGRAM 3.1
Percentage of Ownership Statusof Fishnet Industry
Own Lease Rent
3.11 MANUFACTURING PROCESS OF NYLON MONOFILAMENT
The raw material which is used in the manufacturing of
nylon fibres is called caproladam (chips). These caprolactam
chips are purchased by the entrepreneurs from Gujarat and the
relevant liquid is imported from Japan.
The manufacturing process of PA 6.6 fibre (Nylon Fibre) from
the stage of forming the polymer to the final product is explained
in the diagram overleaf.
06

MANUFACTURING PROGRESS OF NYLON YARN
PA 6.6 salt
Policon dens ation
Finished Polymer
Cut into chips
Meg Spinning r
Netting yarn
ISpinneret
1/1
TiCooling air
°H Single yarn
107

Blending, melting, spinning, cooling, stretching, annealing,
oiling, winding and packing are the important stages in the
manufacturing process of Nylon Monofilament. These stages are
explained below.
Blending
Nylon chips (Phenol, made of coal tar) and additive
chemicals or dyestuff are mixed together with the help of the
mixing unit.
Melting
The mixed raw materials are put into the hopper of the
extruder unit and melted in the cylinder section of the extruder.
Spinning
A certain diameter of the monofilament in the extruder is
passed through dyes and nozzle plate.
Cooling
The monofilament is then cooled down at quenching bath
where chilled water is provided by the chilling unit.
Stretching
The monofilament is stretched at 4 units, so as to achieve
the required strength and diameter. Stretching bath is also
required for easy stretching process.
108

Annealing
In one of the stretching baths the stretched monofilament is
dried up.
Oiling
Any one of the fishing oils is used in this process on the
surface of the monofilament, if necessary.
Winding
The monofilament thread is wound on the bobbin prepared
at each spindle of the take-up winder.
Packing
Once the monofilament fibre is wound around the bobbins,
the bobbins are packed inside a cotton box for delivery and
marketing.
109

The size of Monofilament yarn
0.15mm
0.16mm
0. 18mm
0.20mm
0.23mm
0.28mm
0.32mm
0.35mm
0.40mm
0.45mm
0.50mm
Monofilament yarn of the above mentioned sizes are
manufactured in Kanniyakumari district.22
3.12 NYLON YARN MAKING FACTORIES
Both Monofilament and Multifilament Nylon yarns are
manufactured from chips by various yarn making factories
situated in various places in India.
In Kanniyakumari district only Monofilament yarn is
manufactured by the yarn making factories. As the local demand
is met only to some extent from Kanniyakumari district, it is made
available from other districts and states.
22 Data collected from Derik monofilament, Konam, Nagercoil.
sue

TABLE 3.5
The Yarn (Monofilament) Makers in Kanniyakumari District 23
ProductionSI Name of the unit Owner Location Capacity perNo day inky
1 Derik Monofilament Stalin AnanthanadarkUdy 3507
2 Vasantham Monofil M.C. Balan Konam 800
3 Ponjesly Monofilament Pon Robert Singh Vellamadam 900
4 Vin Monofil P. Ltd Nanjil Vincent Mela Peruvilai 750
5 Mercury Filament P. Ltd----[Palavander Manikattipottal 320
As the local production yarn, as seen from the above Table
3.5 is insufficient to meet the local demand fully, the
entrepreneurs of fishnet factories also purchase nylon yarn both
Mono and Multifilament from other places.
TABLE 3.6
Yarn Producers Outside Kanniyakumari District24
23 Information provided by Mr. Stalin, Derik Fishnets24 Information provided by All India Fishnet 0wners Association
Ul

3.12.1 Fishnet production from Synthetic Fibre (Nylon Yarn)
The following are the important nylon yarns used as raw
materials in the fishnet manufacturing industry in Kanniyakumari
district.
i) Polymine twine
ii) Polyethylene (Monofilament twisted twines)
ill) Polypropylene (Monofilament twisted twines)
iv) Synthetic fibre called Teviron
V) Krehalon fibre.
In Kanniyakumari district, both monofilament nylon yarn
and multifilament yarn are used in the manufacture of nylon
fishnets. The nylon yarns of both monofilament and multifilament
are purchased by the fishnet factories both from the district
manufacturers and from outside manufacturers.
3.12.1.1 The Monofilament Nylon yarn
The monofilament nylon yarn of the following sizes is used
for the manufacturing nylon fishnets in the district.
Size (Monofilament nylon yarn)
0.16mm
0.20 mm
0.23 mm
0.28 mm
0.32 mm
0.38 mm
0.40 mm25
25 Ibid
112

3.12.1.2 Multifilament Nylon Yarn
The multifilament nylon yarn of the following sizes and
description are used in the manufacture of nylon fishnets in
Kanniyakumari District.
TABLE 3.7
The Size and Description of the Multifilament Nylon Yarn
Code No ConstructionApproximate breaking
strength
/2 2.2-2.6V21
1 1/3 3.2-3.5
1%1/ 4.2-5.3
2 2/3 5.9-6.8
3 3/3 8.9-10.3
4 4/3 12.8-13.7
5 5/3 14.7-17.1
6 6/3 17.9-20.6
8 8/3 23.6-27.2
3.12.2 Machines used for production of fishnet
Nylon fishnets are manufactured with the help of the
following machines: Baliga, Goa, Nirmala, Amitha and Korea.
113
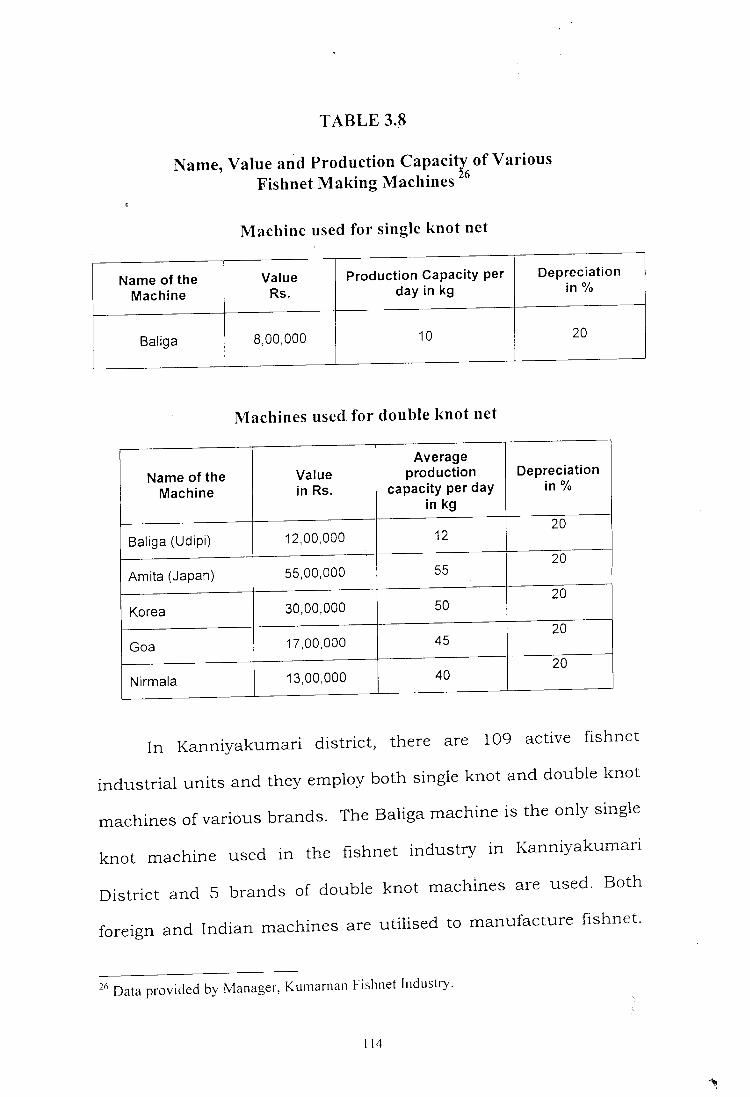
TABLE 3.8
Name, Value and Production Capacity of VariousFishnet Making Machines
26
Machine used for single knot net
Name of the Value Production Capacity per Depreciation
Machine Rs. day in kg in %
Baliga 18,00,000 10 20
Machines used for double knot net
Average
Name of the Value production Depreciation
Machine in Rs. capacity per day in %in kg
20Baliga (Udipi) 12,00,000 12
20Amita (Japan) 55,00,000 55
0Korea 30,00,000 50
Goa 17,00,000 45
Nirmala 13,00,000 40
In KanniyakUmari district, there are 109 active fishnet
industrial units and they employ both single knot and double knot
machines of various brands. The Baliga machine is the only single
knot machine used in the fishnet industry in KanniyakUmari
District and 5 brands of double knot machines are used. Both
foreign and Indian machines are utilised to manufacture fishnet.
26 Data provided by Manager, Kumarnan Fishnet Industry.
114

The foreign Amita and Korea machines cost higher than the India
made machines. The cost factor is compensated by their high
production capacity and durability. Among the Indian machines,
the Goa machines have the highest production capacity.
TABLE 3.9
The Machine Used in the Sample Fishnet Units 27
SI.No. Name of the machine No. of Machines Percentage
1. Nirmala 87 27.10
2. Baliga (Udipi) 61 19.00
3. Goa 93 28.98
4. Amitech (Japan) 41 12.77
5. Korea 39 12.15
321 100
Source: Primary data
In the sample fishnet units, 321 machines of various brands
are utilised to manufacture fishnet. As the Indian machines cost
less compared to imported machinery, they are used in large
numbers. Among the Indian machines, the Goa stands first and it
accounts for 29 per cent of the total utilisation.
27 Ibid
115
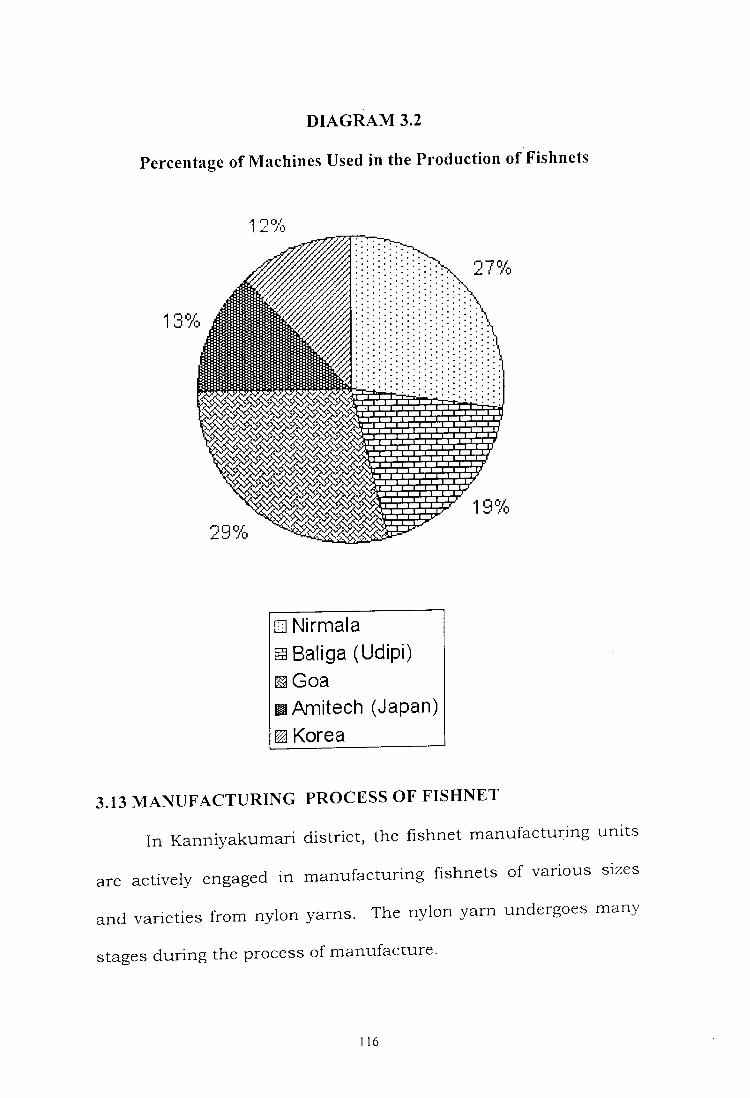
DIAGRAM 3.2
Percentage of Machines Used in the Production of Fishnets
1 2 %
27%
13%
19%
Ej NirmalaEfl Batiga (Udipi)Eu Goa
Amitech (Japan)El Korea
3.13 MANUFACTURING PROCESS OF FISHNET
In Kanniyakumari district, the fishnet manufacturing units
are actively engaged in manufacturing fishnets of various sizes
and varieties from nylon yarns. The nylon yarn undergoes many
stages during the process of manufacture.
116

Dyeing the nets todesired colour Centrifugal Separator - I se
PROCESS OF MANUFACTURE OF FISHNETS
Process
Twine Nylon orCotton or hemp
Winding of steel BobbinsWooden spools
Knitting of nets(Nylon or cotton hemp)
Necessary Machines
Raw Material Nylon yarn orcotton yarn or hemp yarn
Combined winderType 16-16-iset
Net knitting M./CsType: 6.45-iset
Type : 7.40-4setsType Iset
Type 11.25-iset
Mending the net Hand Operation
Depth stretching(cold only) lengthand heat, stretchingrequired in case ofcotton or hemp ofother fibre nets
In case of Nylonnets heat stretchingFirst: Depthstretching SecondLength Stretching
Heat stretching M/CI. For depth stretching - 1 set2. For length stretching 1-set
117

The process of production of fishnets threading
Feeding of twines into the fishnet manufacturing machine is
called threading. The first bobbin is wound with nylon twines of
required dimensions and the other bobbins are hung on the pegs
of the stand of the machine and placed in such a way as to draw
out the twines from the spools. The twines pass through the warp
holes on the two pieces of narrow panel, which serve as a monitor
to the twines, for regulating them to run parallel to each other
when it is drawn into the machine. The twines should be kept
very tightly without any loosening. The twines are guided by two
coupled uniform supply rolls. The purpose of the arrangement is
to adjust the supply of twines from the stand.
Knot making
The knot making operation is the most vital aspect in the
whole process of net making. The various mechanical parts of the
knot making process are:-
Set of geared upper hooks
The upper hook of the knot making part is made up of steel
and has the following parts:
I. General head, II. Hook and shank, III. Hook, IV. Knot.
118

Lower hook set
A number of lower hooks are fixed in a row and are fixed on
one side of a piece of steel plate and 4 or 5 such pieces of a row of
hooks are adhered into one long row of hooks. A single lower hook
is made up of two parts namely Hooks and Shank. It is attached
to the iron angle by force, but it moves forward and backward by
levers attached to both ends of the angle.
Reed Plates
The reed plate is a steel plate with holes through which the
twine passes. The reed plate's leading twine performs complicated
movements in various directions, during knot making.
Plate of Guide Hooks
The guide hook's main function is guiding the warp twine to
come straight to the upper hooks.
Set of shuttles in roller frame
During the knitting operation shutters supply the weft
twines. They are, so designed that the warp twines smoothly run
over them when lifted off from a lower hook. The steel bobbin is
loaded with weft twines placed in the machine or body of the
shuttle. A copper weight is hung on the weft twine in a hole of the
119

shuttle. Always one shuttle more than the number of weft twines
has to be placed in hidth of webbing.
Knot forming angle
This is a steel angle fixed to the frame of the machine
underneath the row of guide hooks. Knots are formed along the
top edge of this knot-forming angle. Knots are formed in this steel
angle and it determines the angle and unformity of knots.
Net Knitting
There are two main processes involved in the knitting
operation for making the webbing.
a) Loop Making Action
A reel and an upper hook perform the most vital function of
loop making. The warp twine is involved in the loop making
process. The reel, when in operation, moves left and right, up and
down, and backward and forward. While the warp twine is
running through a hole, the reel is accordingly moved. When the
upper hook makes a revolution a loop is formed. It rides two
revolutions when the loop is formed. The lower hooks go into the
forming of this loop to draw out the warp twine by its crooked
point through the loop. The moving lower hooks then draw out
the warp twines, till the end of the twines come to the end of the
120

shuttle and let go when the twines are brought just beyond and
then under the shuttle. The twines that are placed under the
shuttle and left free are pulled by the weight roll falling backward
through the loops. The shape of the loop finally disappears and
the secured loop also comes off the upper hook. This is a little
complicated technique which can be understood by operating the
machine very slowly.
b) Mesh forming action
The mesh forming and mesh forwarding device is composed
of a roller, gauge, cain wire for rotating the mesh, forwarding rolls,
and weight. The twine knotted on the knot-forming angle forms
meshes of the net. The ganger determines the size of the meshes.
The roller and the wire help to forward the knitting net of the
desired meshing size while the machine keeps on operating.
After one operation, the knitted net is shifted by half a
mesh. A warp twine is moved left and right. It is tied with a weft
twine, first at a position where the warp twine has been moved to
left. The distance corresponds to one pitch between the two guide
hooks. In this way, by the technique of alternate feeding webbing
is formed.
121
Depth Stretching Machine
The depth stretching machine is used to perform the depth
stretching operation for all types of nets. As soon as the webbing
is formed, it needs to be stretched uniformly to get its proper mesh
size and knot strength. This stretching machine consists of a
series of steel hooks on one end. When the end meshes of the
webbing are hooked, they are stretched with the help of a mesh
provided with warp.
Heat Stretching Machine
This machine has a heating chamber whose temperature is
around 100°C and the heating is done by electric coils. The nylon
webbing is allowed to pass through this chamber in the stretched
form so that the meshes will get proper shape and the knots are
tightened and the netting will be dry and ready for salt condition.
The advantages of the heat treatment are
a. Meshes get proper shape;
b. Knots do not project out; and
c. Netting gets dry.
Mending of Fishing Nets
Net mending is done by hand operation. Net mending is the
repairing of fishing nets that have been damaged and this may be
122

done either on board or in the workshops ashore and it is done
manually.
The mending outlet of a workshop consists of the braiding
on the trestle, hooks for the attachment of netting sheets, twine
bobbins, spools, net braided needles, a pair of scissors and a
sharp knife. There is a braiding rod consisting of a cylindrical iron
bar which is firmly fitted so that it will not move on screw hooks.
A set of round iron are inserted in the upper portion for twine
bobbins and there is a rack for keeping the needles and knife in
the open space between the legs of the trestle.
McshStiCkis indispensable to do the hand braiding. It
The meshstick a piece of hard smooth wood,
is about 10 cm long and made of
either flat or rounded. Its cross section, which varies with the size
of the mesh of the net, is equal to the length of the two sides of the
mesh laced on it.
The needle is the instrument that holds the twine necessary
for doing repairing work in the nets. it may be made of wood,
bone, plastic or metal and has various shapes.
With the help of the apparatus and tools, mending is done
by hand operation.
123

Dyeing the fishnets
With the help of a centrifugal separator, the nets are dyed to
the desired colours like blue, green, golden, yellow and the like.
Heat stretching
After dyeing the fishnets, the dyed fishnets undergo the heat
stretching process.
The heat stretching process consists of two stages namely
depth stretching and length stretching
Then the fishnets are neatly packed in suitable carton boxes
for sale.
3.14 TYPES OF NETS
Some of the important nets used in Tamil Nadu are broadly
divided under the following heads28
i) Fixed or Stationary
Bag nets
Boat seines
iv) Beach seines
V) Trawl nets or drag nets
vi) Drift nets
vii) Gill nets
viii) Cast nets
Gerhard Must - Netting materialsforjishiiig gear. London, 1982, p. 53
124

3.14.1 Fixed or Stationary nets
This type of net is fixed permanently or temporarily in the
tidal zone of the inshore waters during low tide. The net is fixed at
a suitable place by tying it down to wooden poles or stakes which
are posted at regular intervals. Sinkers and floats are also used to
expand the net for increasing the maximum effective catching
area.
The net may be laid in a single straight line, or in a zig-zag
manner or in the form of an enclosure. With the high tide, fish
swim to the net and as the tide recedes during low tide they get
trapped in the net. In Tamil, this type of net is called "Kalavalai"
or Kalamkuttivalai (Mannar).
Dip net
These are stationary nets operated from a platform of
wooden posts. The net is always in a stretched-out position and
by using pulleys and ropes the net is made to immerse in water.
This net is usually operated during night. Attractive lights are
attached to the net which shine just above the water level. The
fish are attracted by these lights, enter the net and suddenly the
net is lifted up. These nets are commonly operated in still
backwaters. It is originally designed by the Chinese and hence
known as the "Chinese dip net".
125

3.14.2 Bag nets
These nets are generally conical in shape with a wide mouth
and tapering end. In Tamil it is called "thurivalai". In fresh waters
this is operated by fixing it to a position against a running water
stream, or sometimes dragged by two catamarans in sea. The
"Chalay valai" of Kanniyakumari is a different version of the bag
net for catching oil sardines.
3.14.3 Boat seines
Usually the term seine is applied to very large nets. Boat
seines are large nets measuring tens of metres, lengthwise
operated by boats. Four boats are required to handle this net. It
is rectangular in shape with different mesh sizes. Each end of the
net is tied to a boat and the boats are gently moved in unison, so
that the net is dragged for a while. Then all the boats meet,
making the net assume the shape of a purse, and then hauled out.
This method of operation is generally referred to as "purse
seining", and the net is known as "purse seine", in Tamil
'Madavalai'.
3.14.4 Beach seines
These are the largest nets known to be used in Indian seas.
This net is usually operated along the Kanniyakumari coast during
the cold months from October to January, when mackerals and
126

white fish (Big Jawed jumper) schools swarm about the shore
waters. Typically this is a conical bag-like net measuring several
hundred feet with two wings. One end of the net is tied to a fixed
post on the shore, while a boat takes the other end into the sea
and making a semicircular sweep, brings it back to the shore.
Then both the ends are simultaneously dragged to the shore by a
group of men. The fish that are entangled in the semicircle are
hauled out. Live and fresh fish are brought to the shore by this
net. In Kanniyakumari it is known as "Karamadee" or "Periavalai"
and around the Coramandel coast, it is called "Madavalai".
3.14.5 Trawl nets
These nets are also conical in shape, and usually towed on
the surface or mid-waters by powered boats. Trawl nets are
primarily used for catching prawns and shrimps and rarely for
fish. When it is towed on the surface, it is called surface trawl and
when it is operated in the mid-water and bottom, it is said to be
mid-water and bottom trawl respectively. In recent times powerful
trawlers are employed to exploit the shrimp fishery resources.
3.14.6 Drift nets
These are barrier nets which are usually suspended
vertically from surface waters with the help of floaters and sinkers.
Some drift nets are of considerable length and breadth. The nets
127

are carried to suitable places by boats and allowed to hang in the
water for a considerable period and then catch particular varieties
of fish. Fish shoals, attempting to cross the net, are entangled.
When it is hanging this net is referred to as "thonguvalai" and
when it is operated at the bottom by using heavy sinkers, it is
called "thaathuvalai" in Kanniya'kumari.
3.14.7 Gill nets
This is also a variety of drift net, but selectively operated to
catch sardines or anchovy. It is also hung vertically from the
surface waters, but for a shorter duration than the drift net. The
mesh size exactly corresponds to the gill girth of the particular
variety of fish, for which it is operated. It is made of cotton, nylon
or hemp yarn and the colour usually merges with the sea water.
3.14.8 Cast nets
These are very small nets usually round in outline. They are
simply thrown in to the water by the arm's sweep by a single man.
A rope is usually attached to it. When the net spreads in the
water, fish are entrapped and then it is slowly hauled out by
pulling the rope. In Kanniyakumari it is called "veechuvalai."
128

3.14.9 Line and hook
This is an age-old device used for catching larger fishes.
This is usually made of coir or cotton rope. If there is a single
hook at the extremity of the rope with makers, then it is called a
simple line. But when many hooks are used in the same rope it is
known as a multiple line.
3.14.10 Long line
In this type of line and hook from a single horizontal long
rope, many hooks are suspended vertically from short ropes. Each
vertical rope known as basket is attached to the main horizontal
rope by self-rotating screws. Thus a long line may contain
hundreds of baskets and the total length of the line may measure
hundreds of metres. The special advantage achieved here is that if
a fish is hooked at a particular basket the line need not be hauled
out immediately. The long line can be operated for hours together.
When the line is winded up many fish, hooked at different baskets
can be taken out, enabling the fishermen to catch many fish by a
single operation. Long lines are often used in offshore tuna and
shark fishing. Live or artificial baits are attached to the hooks.
3.14.11 Trawl lines
When a long line is dragged with uniform speed by a
powered craft, it is known as trawl line. This is more effective in
catching tuna and other larger fish than the stationary long line.
129

The craft puts the bait in motion apparently, as a moving object.
Fish are found to take more freely a moving bait than a fixed one.
3.14.11.1 Annual production of fishnets
Approximately there are 134 single knot machines and 376
double knot machines used in the fishnet factories of the district29
One single knot machine manufactures 8-12 kg of fishnets per
day. One double knot machine manufactures 32-45 kg of fishnets per
day. About 10000 kg of fishnets are manufactured in the fishnet
factories in Kanniyakumari district per day. The district stands first
in the production of fishnet in the whole of India.
These fishnets are neatly packed with a brand name and
made ready for marketing. The marketing of fishnets is extensively
dealt with in the following pages.
29 Information provided by The Manager District Industries Centre, Nagercoil.
130

IL MARKETING OF FISHNETS
3.15 INTRODUCTION
Marketing is vital for all business. The success of any
business depends upon the marketing of its products in a
profitable way. The concept of marketing has been changing from
time to time with the revolutions taking place in the field of
technology, science and global economy.
3.16 MARKETING OF THE FISHNETS
Marketing the products in a profitable way is the be all and
end all of all manufacturers, entrepreneurs and businessmen.
Fishnet industry is no exception to this fact.
Marketing of fishnets covers all those economic and
business activities involved in the production and sale of any other
product moving the fishnets for marketing from the producer to
the consumer, through various stages of marketing process like
grading the product, branding, packing and packaging, pricing,
storing or warehousing and finally transportation.
3.16.1 Grading and Branding the Fishnets
Fishnets are graded according to their size, webs and
structure and are given brand names. Generally the company's
131

name is given as the brand name of the fishnets, 30 (Pon Jeya
Fishnets, Vasatham networks, Derik Filament, etc.). Some leading
fishnet brands have captured both local and outside markets.
3.16.2 Packing, packaging and Warehousing
Fishnets are well packed in plastic bags, carton boxes and
wooden boxes, so as to avoid any damage to the fishnets while
handling or transporting. Thus neatly packed fishnets are kept,
safely in the warehouses till they are transported to other places.3'
3.17 PRICE SETTING OF FISHNET
The producers of nylon fishnet in Kanniyakumari district
generally do not follow a uniform pricing method to fix the price of
the fishnets. However, while fixing or setting the prices, the cost of
production of fishnet, transportation and warehousing charges are
taken into consideration. As any other industry, the fishnet
industry in Kanniyakumari district is also dominated by a few
leaders, who fix the selling price of the fishnet. The other
producers of fishnet adopt the prices fixed by the leaders.
While fixing the prices the leaders of the industry generally
give weightage to the market demand of the product. They slightly
increase or reduce the price of the fishnets in such a way as to be
30 Information provided by Pon Jeya fishnets31 Ibid
132

competitive in the market. Generally the producers in
w the cost plus profit pricing method.KanniYakUm' district follo
The maximum care is taken to keep the price of the fishnets at
r, the demand dominates in fixing thecompetitive rates. Howeve
price of fishnets.
Table 3.10 shows the price details of monofilament and
multifilament nylon fishnets produced in Kanniyakurnari
district. 32
32 Data provided by Atlantic Marine Products
133

TABLE 3.10
Price List of Monofihiment Fishnets Produced inKanniyakumari District
Rate per KgSI.No. Mesh Size
0.16 0.20 0.23 0.32
1 18mm 425 320 - -
2. 20mm-21mm 405 320 - -
3. 22mm-23mm 390 320 - -
4. 24mm-25mm 365 320 - -
5. 26mm-27mm 355 305 - -
6. 28mm-29mm 345 305 - -
7. 30mm-31mm 335 305 - -
8. 32mm-33mm 330 275 210 -
9 34mm-35mm 320 275 210 -
10. 36mm-37mm 315 265 200 -
11. 38mm-39mm 310 265 200 -
12. 40mm-42mm 300 265 200 -
13. 43mm-45mm 290 255 190 -
14. 46mm-48mm 280 245 190 -
15. 49mm-52mm 280 235 185 -
16. 53mm-56mm 270 235 185 -
17. 57mm-60mm 265 230 185 -
18. 61mm-65mrfl 260 220 170 -
19. 66mm-75mm 250 220 170 -
20 76mm and above 250 220 170 165
134

TABLE 3. 11
The Price Details of Multifilament Fishnets Produced inKanniyakumari District
SI.No. Code No. Mesh Size Price per kg. in Rs.
1. 10mm 370
2. 12mm 340
3. 13mm 320
4. 14mm 300
5. 15mm 290
6. 18mm-20mm 275
7. 22mm-24mm 270
8. 25mm-29mm 265
9. 30mm-35mm 260
10. 36mm-38mm 255
11. 38mm-40mm 250
12. 41mm-44mm 245
13. 45mm-49mm 240
14. 50mm-62mm 235
15. 63mm-74mm 230
16. 75mm and above 225
17. 2/3 10mm 290
18. 12mm 285
19. 14mm-16mm 280
20. 18mm-22mm 275
21 24mmtO40mm 270
22. 41mmto60mm 265
135

3.18 EXTENT OF MARKETING
The fishnets produced in Kanniyakumari district are
marketed at four levels namely, district level, state level, national
level and global level.
3.18.1 District Level
A large section of the coastal population of Kanniyakumari
district engages fishing in their main occupation. Hence there is
good demand for nylon fishnets. Out of the total production of the
fishnet, only 16% is marketed within the district. The buyers
directly approach the manufacturing centres to buy the fishnets
according to their needs. Fishnets are also sold to the consumers
through local sales depots, opened at various places. Both
wholesale and retail sales are done in these shops. 'Star Nylon',
situated opposite to the Anna Bus Stand, Nagercoil, is a local sales
depot.
3.18.2 State Level
As Tamil Nadu has a long coastal line, there is good demand
for fishnets. The fishnets produced in Kanniyakumari district are
sent to other districts of Tamil Nadu for sale. Almost 24% of
fishnets produced in this district are marketed in other districts of
Tamil Nadu.
136
3.18.3 National Level
Almost 56% of the total production of fishnets is sent for
sale to far off places where there is good demand. Fishnets are
sold in markets in Mumbai, Goa, Calcutta, Cochin and Tuticorin.
3.18.4 Global Level
The fishnet manufacturers of Kanniyakumari district use
machinery of good quality imported from Japan. Their fishnets
maintain the world standard. The availability of efficient manpower
at a cheap price helps the entrepreneurs to keep the cost of
production at a competitive level in the international markets. The
communication revolution that is taking place through the wide
use of computers has helped the entrepreneurs to widen their
international market area in a spectacular way. The liberal
economic policy of the government and the globalisation of trade
boost the business. Out of the total production in the district, only
4% is marketed to foreign countries. These exporters maintain
secrecy regarding their international markets.
137

TABLE 3.12
Extent of Marketing by the Sample Fishnet Units
Marketing Area No. of Industry Percentage
District Level 8 16
State Level 12 24
National Level 28 56
Global Level 2 4
Total 50 100
Source: Primary data
3.19 SALES METHOD OF FISHNETS
The fishnets are sold directly, or through agents, and
through the combination of both.
TABLE 3.13
Method of Marketing Adopted by theSample Fishnet Units
Method of Marketing
Direct
Through Agents
Direct and through Agents
Total
No. of Units
17
22
11
50
Percentage
34
44
22
100
Source: Primary data
138
The Table 3.14 shows the method of sales adopted by the
sample fishnet units in Kanniyakumari district. Out of the 50
sample units, 17 (34%) adopt the direct method and 22 (44%) sell
through agents. The remaining 11 (22%) sample units sell the
fishnets both directly and through agents.
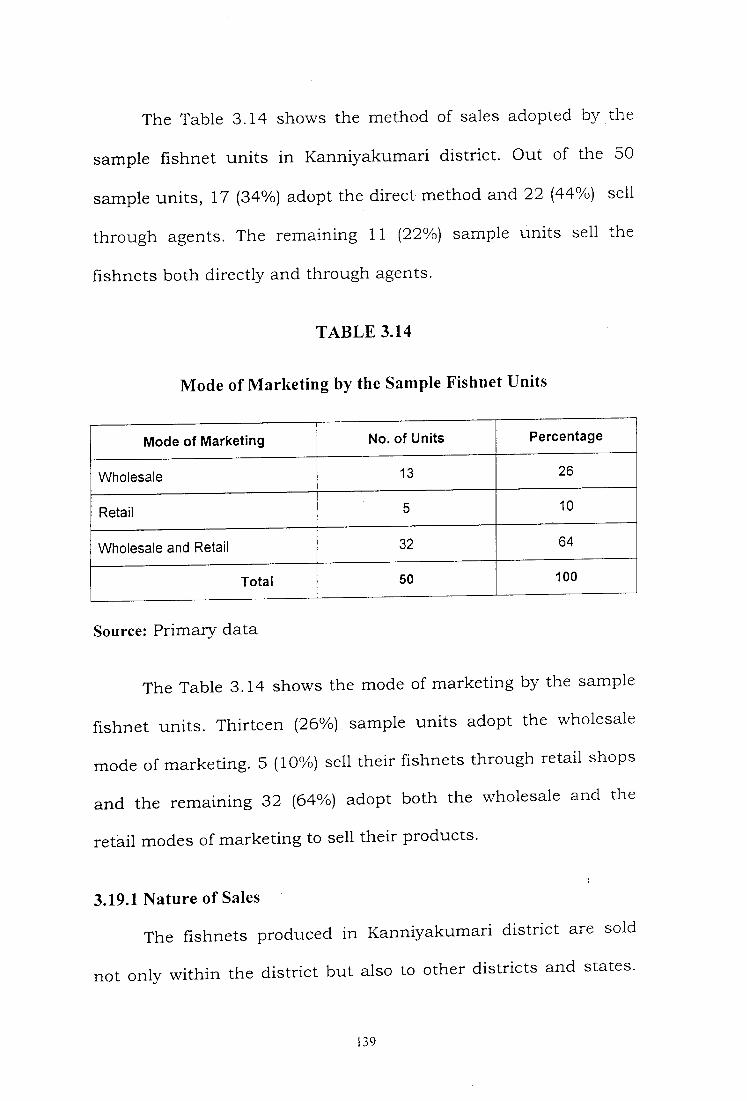
TABLE 3.14
Mode of Marketing by the Sample Fishnet Units
Mode of Marketing No. of Units Percentage
Wholesale 13 26
Retail 5 10
Wholesale and Retail 32 64
Total 50 100
Source: Primary data
The Table 3.14 shows the mode of marketing by the sample
fishnet units. Thirteen (26%) sample units adopt the wholesale
mode of marketing. 5 (10%) sell their fishnets through retail shops
and the remaining 32 (64%) adopt both the wholesale and the
retail modes of marketing to sell their products.
I
3.19.1 Nature of Sales
The fishnets produced in Kanniyakumari district are sold
not only within the district but also to other districts and states.
139

The producers sell their fishnets both for cash and credit. A major
portion of the fishnets produced in the district are sold on credit
basis.
TABLE 3.15
Nature of Sales Made by Sample Fishnet Units
Nature of sales No. of Units Percentage
Cash sales only 2 4
Both cash and credit sales 48 96
Total 50 100
Source: Primary Data
The Table 3.15 shows that only two sample fishnet units
(4%) sell their products for ready cash and the other 48 sample
units (96%) sell their products both for cash and on credit.
140
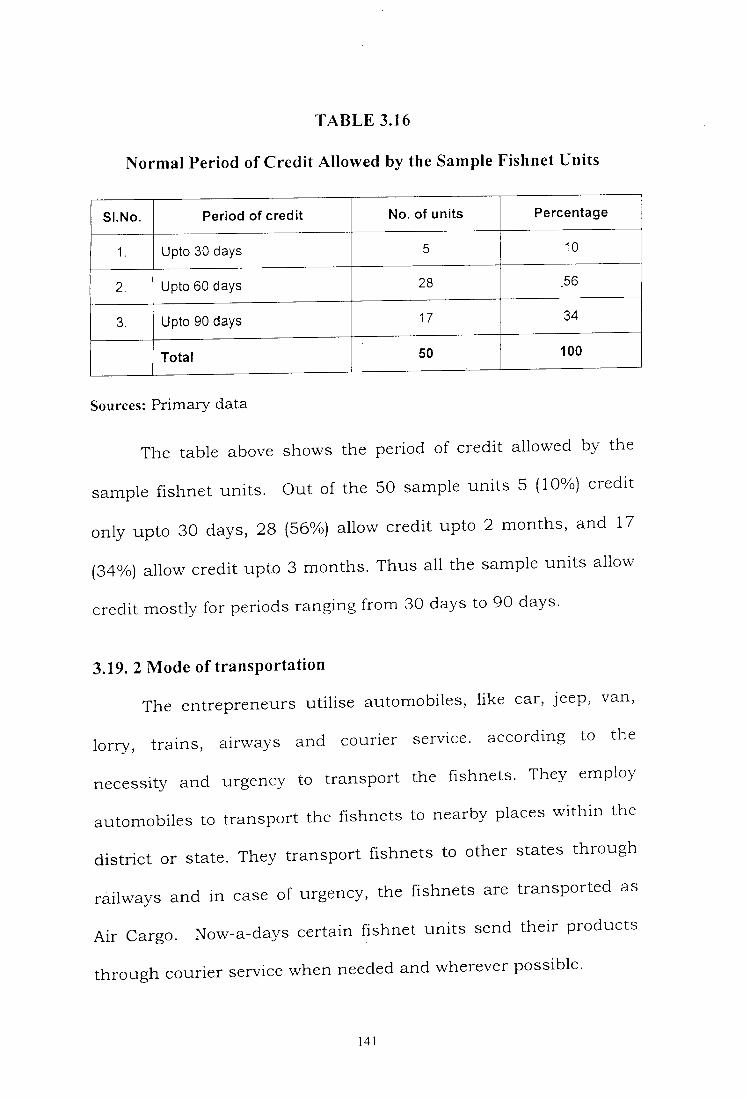
TABLE 3.16
Normal Period of Credit Allowed by the Sample Fishnet Units
Sl.No. Period of credit No. of units Percentage
1. Upto3odays 5 10
2. Upto 60 days 28 .56
3. Upto 90 days 17 34
Total 50 100
Sources: Primary data
The table above shows the period of credit allowed by the
sample fishnet units. Out of the 50 sample units 5 (10%) credit
only upto 30 days, 28 (56%) allow credit upto 2 months, and 17
(34%) allow credit upto 3 months. Thus all the sample units allow
credit mostly for periods ranging from 30 days to 90 days.
3.19. 2 Mode of transportation
The entrepreneurs utilise automobiles, like car, jeep, van,
lorry, trains, airways and courier service, according to the
necessity and urgency to transport the fishnets. They employ
automobiles to transport the fishnets to nearby places within the
district or state. They transport fishnets to other states through
railways and in case of urgency, the fishnets are transported as
Air Cargo. Now-a-days certain fishnet units send their products
through courier service when needed and wherever possible.
141

Chart
Mode of Transportation
Automobiles Train Airways Courier
1
Car
Jeep
Tempo Van
Lorry
About 3,65,000 kgs of fishnets are produced annually by the
sample fishnet factories. As the quality of these fishnets conforms
to world standard, they have good demand throughout the world.
However, the marketing side is very weak, when compared to the
production side. If the manufacturers take necessary steps to find
the real demand for fishnets, they can easily sell their products
and also for attractive prices. The growth rate of production and
marketing is analysed by applying statistical tools.
3.20 ANALYSIS OF GROWTH RATE OF PRODUCTION ANDMARKETING OF FISHNETS
To analyse the growth of production and marketing of
fishnets, the compound growth rate analysis and techniques have
been used.
142

Compound Growth Rate = (Antilong of b- 1) x 100
The compound growth rate analysis has been applied to the
following eight variables: the average use of raw materials (Nylon
yarn), the average quantity of fishnets production, the average
value of sale, the average comsumption of electricity, the average
fixed capital utilised, the average working capital, average number
of employees and the average profit during the study period.
TABLE 3.17
Average Use of Raw Materials (Nylon Yarn) in the Sample UnitsDuring the Study Period
YearAverage use of raw Index Numbers
materials in Rs.
1990-91 29,04,000 100.00
1991-92 43,92,100 151.23
1992-93 47,50,000 163.55
1993-94 49,55,750 170.63
1994-95 56,37,875 194.17
1995-96 61,72,478 215.58
1996-97 67,45,628 235.60
1997-98 71,65,790 250.27
1998-99 73,46,770 256.59
1999-00 76,36,859 266.72
Source: Records of fishnet industries
143

From the Table 3.17 it can be understood that the average
use of raw materials reached Rs. 76 36,859 in the year 1999-2000
from Rs. 29,04,000 during 1990-1991. The average use of raw
material increased almost 2.5 times. It can also be seen that the
average use of raw materials is increasing year after year.
Analysing the same data with the help of index number, it is
been that the use of raw materials is seen to have increased by
266.72 per cent.
TABLE 3.18
Trend and Growth Rate of Usage of Raw Materials
Trend Co-efficientParticulars
Average usage of raw 15.01 0.093
materials(7.96)
0.873 9.76
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
From Table 3.18 it is seen that the trend value of raw
materials used in the sample units is statistically positive and
significant. The compound growth rate is 9.76 per cent. The R2
value indicates that 87 per cent of variation is explained by the
variable on the use of raw materials during the study period. The
average growth rate of raw materials is 15.01 per cent but the
compound growth rate is 9.76 per cent.
144

TABLE 3.19
Average Production of Fishnets in the Sample UnitsDuring the Study Period
YearAverage production Index Numbers
in Kg
1999-91 21400 100
1991-92 33350 155.84
1992-93 37500 273.08
1993-94 40200 292.74
1994-95 39800 289.83
1995-96 44680 325.37
1996-97 52700 383.77
1997-98 48950 356.46
1998-99 47460 345.61
1999-00 56440 411.00
From the Table 3.19 it is seen that the average production of
fishnets increase from 1990-91 to 1993-94 steadily. From the
year 1993-1994, the production showed fluctuations. During
1999-2000, the production reached 56,440 Kgs. It can be inferred
that the production increased 2.5 times during the study period.
A careful analysis of the data with the help of the index
numbers shows that the production of fishnets increased by 411
per cent during the study period.
145

TABLE 3.20
Trend and Growth Rate of Average Production ofSample Fishnets Units
Trend Co-efficient
R2III10.17.0815 0.757
(5.39)
Particulars
Average fishnetproduction
CGR
8.49
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statisticallY significant at
the 1% level
From the Table 3.20, it is understood that the trend value of
production of fishnets in the sample fishnet units is statistically
significant. The average growth rate of production is 10.17
per cent and the compound growth rate is 8.49 per cent only. The
R2 value indicates 76 per cent variation, which is explained by the
variable on the production of fishnet during the study period.
146

TABLE 3.21
Average Sale of the Sample Fishnet Units During the Study Period
Year Average Sales Index Numbers
1990-91 62,76,000 100
1991-92 99,33,900 158.28
1992-93 1,22,45,000 195.10
1993-94 1,27,65,000 203.39
1994-95 1,30,26,000 207.69
1995-96 1,37,31,000 218.93
1996-97 1,51,91,200 242.21
1997-98 1,56,64,000 249.75
1998-99 1,47,20,000 234.70
1999-00 1,48,80,000 237.25
It can be seen from the Table 3.21 that the average sales of
fishnets increased from 1990-91 to 1997-98, and during the years
following there was a slight decline and during 1999-2000 there
was a slight increase in the sale. During the study period, sale
increased almost 2 times.
The analysis of the sales data with the help of the related
index numbers shows that the sale of fishnets increased by 237.25
per cent during the study period.
147

TABLE 3.22
Trend and Growth Rate of Average Sate of Fishnets
Trend Co-efficient
Particulars
Average fishnet Sales 1593074 0632776
(4.053)
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
From the Table 3.22 it is seen that the trend value of the
sale of fishnets during the study period is positive and impressive.
The average growth rate of the sale is 15.93 per cent, but it has
registered only, 7.76 per cent of compound growth rate. The R2
value reveals that 15.93 per cent variation is explained by the
variable in the growth of sales during the study period.
148

TABLE 3.23
Average Consumption of Electricity by the Sample UnitsDuring the Study Period
YearElectricity Index Numbers
consumption in Rs.
1990-91 25,250 100
1991-92 36,425 144.26
1992-93 38,225 151.39
1993-94 42,362 167.77
1994-95 46,306 183.39
1995-96 50,280 199.13
1996-97 56,256 222.80
1997-98 61,312 242.82
1998-99 66,377 262.88
-
1999-00 71,561 283.41
From the Table 3.23 it is seen that the consumption of
electricity increased consistently during the study period. In
monetary terms it increased almost three times during the period.
From the analysis of the data with the help of index
numbers, it is found that the consumption of electricity increased
by 283.41 per cent during the study period.
149
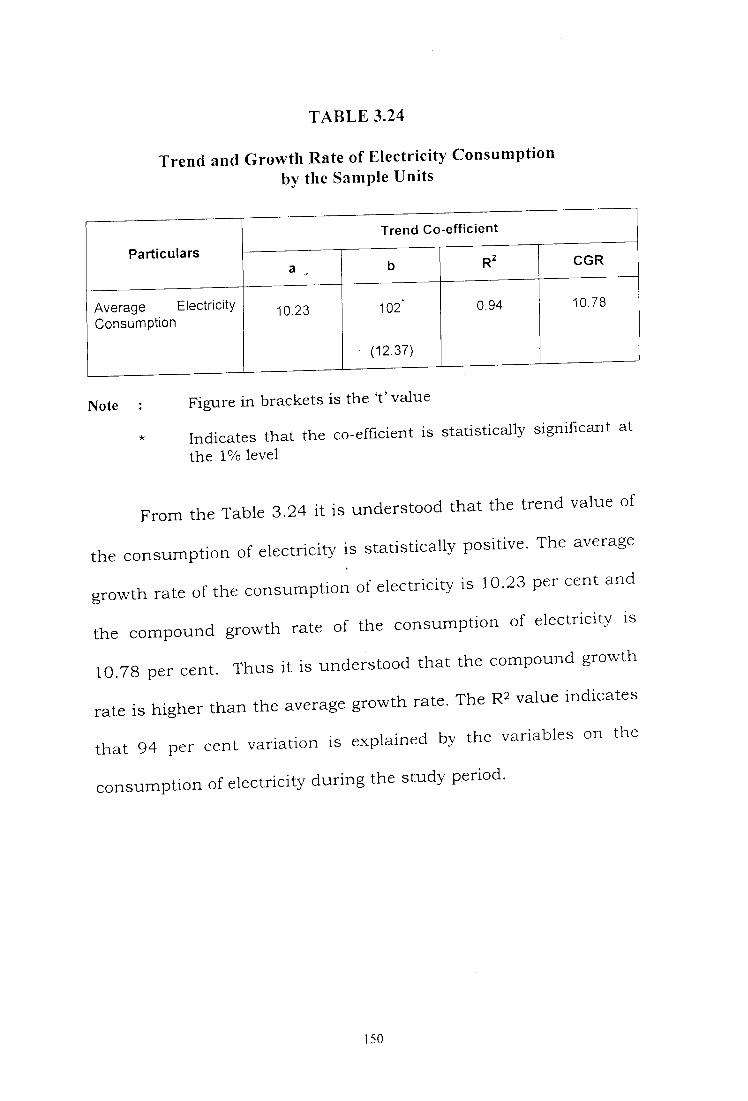
TABLE 3.24
Trend and Growth Rate of Electricity Consumptionby the Sample Units
Trend Co -efficient
Pa rticu l ars ^2^ ^CGR
Average Electricitylectricity 10.23 0.94 10.78
Consumption
(12.37)
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
From the Table 3.24 it is understood that the trend value of
the consumption of electricity is statistically positive. The average
growth rate of the consumption of electricity is 10.23 per cent and
the compound growth rate of the consumption of electricity is
10.78 per cent. Thus it is understood that the compound growth
rate is higher than the average growth rate. The R 2 value indicates
that 94 per cent variation is explained by the variables on the
consumption of electricity during the study period.
150

TABLE 3.25
Average Amount of Fixed Capital Utilised in the SampleFishnet Units During the Study Period
Fixed capitalYear R
Index Number
1990-91 96,00,000 100.00
1991-92 1,11,20,000 115.83
1992-93 2,22,50,000 231.76
1993-94 2,10,00,000 218.74
1994-95 1,70,00,000 177.08
1995-96 1,97,60,869 205.83
1996-97 2,17,31,428 226.36
1997-98 2,33,53,488 242.21
1998-99 2,88,20,833 298.91
1999-00 3,15,18,000 326.88
Table 3.25 shows that the average amount of fixed capital
used in the sample fishnet factories increased from Rs. 96,00,000
during 1990-1991 to Rs. 3,15,18,000 during 1999-2000. In other
words, the fixed capital registered a growth rate of three times.
A careful analysis of the above data with the help of the
corresponding index numbers shows that the use of fixed capital
increased by 326.88 per cent.
151

TABLE 3.26
Trend and Growth Rate of Average Amount of Fixed Capital in theSample Fishnet Units
Trend Co-efficient
a b R2
16.19 0.108 0.72
(4.914)
Particulars
Average amount ofFixed capital
CGR
11.43
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
From the Table 3.26 it is seen, that the trend value of the
fixed capital used is positively increasing. The average growth rate
of fixed capital is 16.19 per cent and the compound growth rate is
11.43 per cent. So, there is a slight decline in the compound
growth rate when compared to the average growth rate. The R2
value of this analysis indicates 0.72 percentage variation which is
explained by the variable on the growth of fixed capital during the
study period.
152
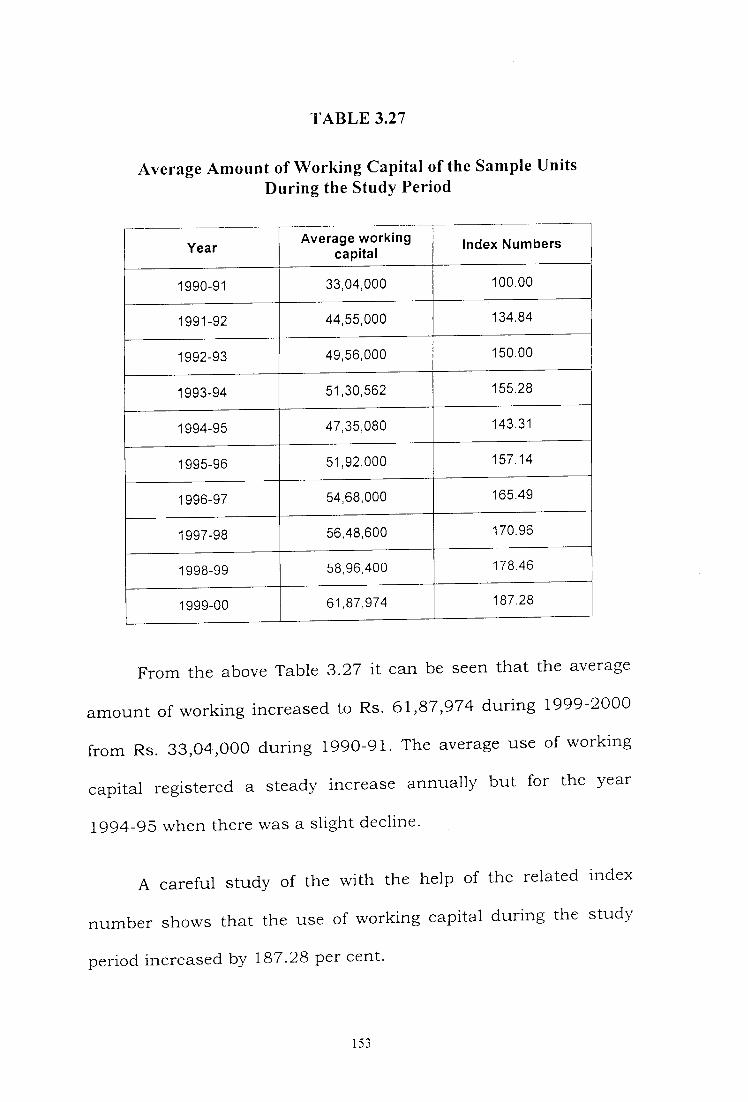
TABLE 3.27
Average Amount of Working Capital of the Sample UnitsDuring the Study Period
YearAverage working Index Numbers
capital
1990-91 33,04,000 10000
1991-92 4455,000 134.84
1992-93 49,56,000 150.00
1993-94 51,30,562 155.28
1994-95 47,35,080 143.31
1995-96 51,92,000 157.14
1996-97 54,68,000 165.49
1997-98 56,48,600 170.96
1998-99 58,96,400 178.46
1999-00 61,87,974 187.28
From the above Table 3.27 it can be seen that the average
amount of working increased to Rs. 6 1,87,974 during 1999-2000
from Rs. 33,04,000 during 1990-91. The average use of working
capital registered a steady increase annually but for the year
1994-95 when there was a slight decline.
A careful study of the with the help of the related index
number shows that the use of working capital during the study
period increased by 187.28 per cent.
153

Table 3.28
Trend and Growth Rate of the Average Amount ofWorking Capital in the Sample Units
Trend Co-efficient
a b R2
15.15 0.05 0.748
(5.27)
Particulars
Average amount ofworking capital
CGR
5.3
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
It is understood from the Table 3.28 that the trend value of
working capital used in the sample fishnet units is statistically
positive.
The average growth rate of the working capital during the
study period is 15.15 per cent, but the compound growth rate is
only 5.3 per cent. The R2 value indicates 75 per cent variation,
which is explained by the variable on the growth of working capital
during the study period.
154

TABLE 3.29
Average Number of Employees in theFishnet Industry During the Study Period
Year
1990-91
1991-92
1992-93
1993-94
1994-95
1995-96
1996-97
1997-98
1998-99
1999-00
No. ofemployees
12
15
31
29
34
37
38
39
39
40
Index Numbers
100.00
125.00
258.33
241.66
251.67
273.88
383.98
394.08
394.08
404.18
It is understood from the Table 3.29 that the average
number of employees in the sample fishnet units during the study
period was 40 in 1999-2000 against 12 in 1990-9 1. Thus during
the study period, the average number of employees engaged in the
sample fishnet units increased by 3.5 times.
While critically analysing the data with the help of the index
numbers it is found that the average number of employees
increased by 404.18 per cent.
155

TABLE 3.30
Trend and Growth Rate of Average Number ofEmployees of the Sample Units
Trend Co-efficientParticulars
a b R2 CGR
Average number of 273 .1185* 0.66 12.59employees
(4.34)
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
It is understood by the scrutiny of the Table 3.30 that the
trend value of the average number of employees engaged in the
sample fishnet units is positive and significant. The average
growth rate of employees is 2.8 per cent but the compound growth
rate is 12.59 per cent. This is a good employment trend. The R2
value indicates 66 per cent variation which is explained by the
variable on the engagement of employees during the study period.
156

TABLE 3.31
Average Percentage of Profit Earned by the SampleFishnet Units During the Study Period
Average inYear
Index NumbersPercentage
1990-91 20.00 100.00
1991-92 18.25 91.25
1992-93 18.08 90.40
1993-94 16.35 81.75
1994-95 14.65 73.25
1995-96 12.84 64.10
1996-97 12.00 59.91
1997-98 11.5 57.41
1998-99 1125 56.16
1999-00 10.2 50.92
It can be understood from the Table 3.31 that the average
profit earned by the sample fishnet units during the study period
declined to 10.2 per cent in 1999-2000 from 20 per cent in
1990-1991. It can be clearly understood from the table that the
average profit earned by the sample fishnet units was declining
year after year.
57
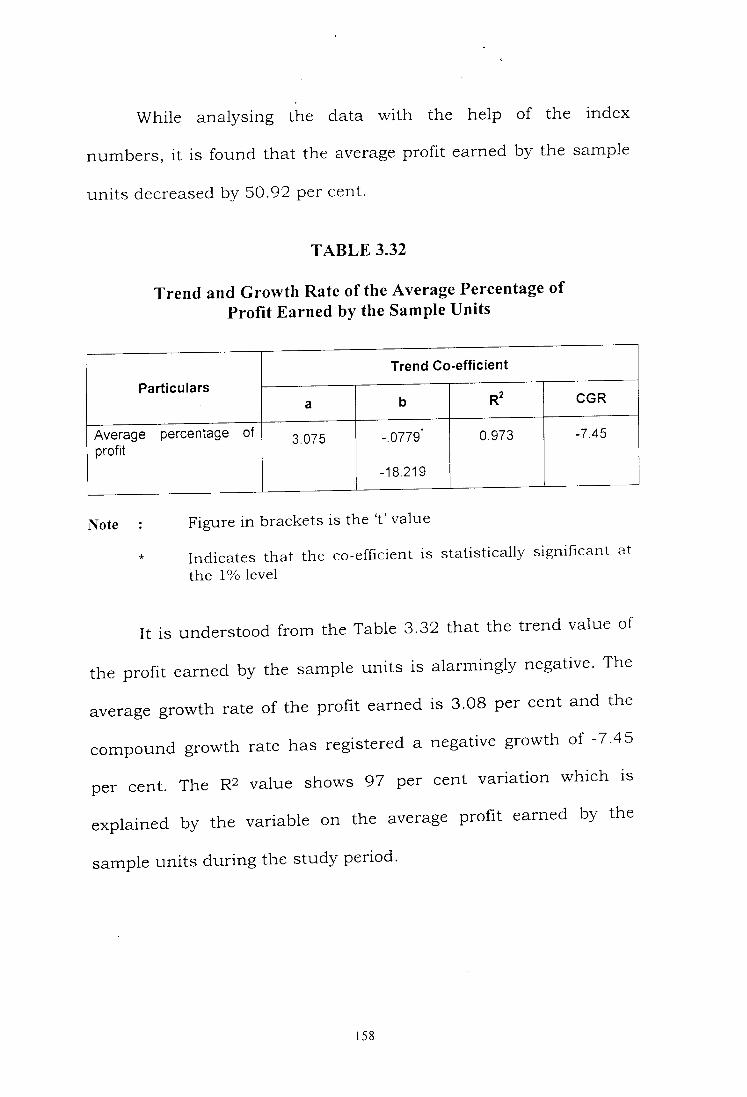
While analysing the data with the help of the index
numbers, it is found that the average profit earned by the sample
units decreased by 50.92 per cent.
TABLE 3.32
Trend and Growth Rate of the Average Percentage ofProfit Earned by the Sample Units
Trend Co-efficient
Particulars I I
a b R2 CGR
Average
percentage of 3.075 -.0779 0.973 -7.45profit
-18.219
Note : Figure in brackets is the 't' value
* Indicates that the co-efficient is statistically significant atthe 1% level
It is understood from the Table 3.32 that the trend value of
the profit earned by the sample units is alarmingly negative. The
average growth rate of the profit earned is 3.08 per cent and the
compound growth rate has registered a negative growth of -7.45
per cent. The R2 value shows 97 per cent variation which is
explained by the variable on the average profit earned by the
sample units during the study period.
158
3.21 SUMMARY
From the analysis it is inferred that the average use of raw
materials, the average quantity of production of fishnets, the
average sales of fishnets, the consumption of electricity, the
average amount of fixed capital, the average amount of working
ber of employees in the sample fishnetcapital and the average num
units, have recorded an increase in average growth rate and
compound growth rate but the profit earned by the fishnet
industryhas been declining year by year during the study period.
159