chapter 2 literature review -...
TRANSCRIPT

Chapter 2
Literature Review

23
CHAPTER 2
LITERATURE REVIEW
This chapter deals with the various works carried out by different research workers on
quality aspects of filter fabrics for dust control in particular relation to cement industries,
the evaluation of filtration parameters i.e., development of filtration apparatus by various
scientists and the research findings by various researchers on woven and non-woven needle-
punched filter fabrics for dust control.
2.1 Introduction
For controlling air pollutants, typically in the range of 0.1-0.25 µm or higher, they have to
be collected by several techniques [1]. Mechanical types of filters are, in general, effective
for the removal of coarser particulate matter, these can be used to reduce the burden of the
filter unit. For collecting small particulate matter, electrostatic precipitator, wet scrubber and
fabric filters are the only options. Among all the filters, the most efficient and the versatile
is the fabric collector, especially when processing very fine particles, which are very slow to
settle. The overall collection efficiency of the existing devices is high for fabric filters,
followed by electrostatic precipitator, wet scrubber. In selecting air pollution control
equipment, both technical and economical considerations should be made. The selection
should primarily concentrate on technical merits. As the technical selection is over, it is
essential that economic factors, capital and operating costs, should play an important role.
The specific reasons for wider acceptability of fabric filters can be summarized as follows
[2-6].
Fabric filters possess extremely high collection efficiency on both coarse and fine
particulates. Fabric filters can be designed to collect particles to the sub-micrometer
range with 99.9% collection efficiency. Removal of very small particles (PM2.5) at a
very high level of efficiency is becoming increasingly important as more stringent
emission controls are required.
The fabric filter is quite versatile as it handle large varieties of dust differing in
physical and chemical properties. It can capture all particles including those that can
be charged electrically. Performance of fabric filters is effective compared to
electrostatic precipitators when the electrical resistivity of dust particles is very high.

24
Fabric filtration is successful even under very high temperature and under different
chemical condition. A fabric filter system is very effective for the collection of fine
particulates and metals. Collected material is dry for easy subsequent handling and
treatment. Many filter configurations are available to fit wide range of specifications.
Fabric filters are simple in operation. ESP is believed to give less running cost in
terms of power consumption than a fabric filter, but a closer look may give a
different perception.
Needle-punched filter media permits higher filtration efficiency at relatively lower pressure
drop. Although there is some growing interest on spun-bonded and hydro entangled fabrics,
now, in many ways, needle felts would appear to be the ideal alternative for filtration,
combining the possibility of greater flexibility and versatility in construction. The
performance of needle-felted filter fabrics as filter medium has been strongly influenced by
their structural features. Synthetic fibres, particularly polyester fibres, are predominantly
used for filter bags. Proper selection and designing of filters involves the understanding of
the following parameters:
Physical characteristics of the dust: Particle size distribution, particle shape
Chemical composition of the dust: Flammability, alkaline, acidic, corrosive
Chemical composition of the gas: Oxygen content, moisture, corrosive
Operating temperature: Ambient, high temperature, fluctuating temperature
Mode of operation: Process
Conventional needle-punched nonwoven fabrics had a limitation in filtration as these failed
to satisfy the recent strict environmental standards. The fabric is generally acceptable for
collecting large particles (>5µm); however, it is not equally effective for smaller,
submicron-sized particles. The peg holes created in the needling process might allow the
particle penetration. On the other hand, fine particles with a diameter smaller than 2.5 µm
(PM 2.5) are known to have the highest impact on human health because they can penetrate
deeply into the human respiratory system. Problems associated with conventional filters
include higher emissions, higher pressure differential (∆P) across the filter due to clogging
of the felt, and `puffing‟ just after the cleaning cycle. Puffing occurs when particles are
dislodged from the felt during cleaning, resulting in a temporary increase in emissions.
Adequate surface finishing may highly influence filtration, the type of filter cake, cleaning
behavior, and finally the lifetime of the filter. Finishing may be based on thermal (heat
setting, singeing, calendaring, and condensing), chemical (anti-adhesive, hydrophobe/
25
oleophobe, antistatic, antiflammable, chemical resistant, etc.), and physical process as well
as the combination of the above. Use of coated finish and application of membranes, in
particular, have become common in the manufacturing of filter fabric.
A large number of publications in this area highlight the research on characterization of
fabric filters and properties in relation with process variable, machine variables and raw
material parameters. In the present review, in addition to general information regarding
filter fabrics, existing methods of measurement of filtration parameters, the factors affecting
filtration and mechanical properties and a comparative study of cross-sectional shapes, fibre
fineness and machine parameters of needle-punched nonwoven filter fabrics have also been
reviewed.
2.1.1 Concept and mechanisms of filtration
The main objective of the filter medium is to maximize the possibility of collision and
the subsequent retention of the suspended particles in the fluid (air/gas or liquid)
stream with the media‟s fibrous structure while minimizing the energy loss of the
stream of the fluid.
Filtration is a process of separating solid particle from a liquid or gas (air) in which
they are suspended by passing liquid or gas through a barrier, which is filter medium.
Other closely associated techniques are ultrafiltration and reverse osmosis, but these are
distinguished from conventional filtration by the much smaller size of particle
removed, approximately 0.003 to1 micron and 0.0003 to 0.3 micron respectively, while
conventional filtration normally deals only with particles size larger than 1 micron [7].
Conventionally filtration has been divided into two areas, wet filtration, that is the
filtration of liquids, most commonly water, and dry filtration, which is the filtering of
gases, mainly air. The obvious differences between the two areas are the enormous
difference in density between water and air and the fact that in one case the filtered
solids are sludge and in the other case a dry powder. These differences have led to
corresponding differences in the design of filter installations, but in spite of these
differences, it has been realized that the basic concepts of filtration are the same in both
areas. It is possible to imagine a filter medium consisting of a thin membrane perforated
with pores of a uniform size. In theory the fluid, either gas or liquid, would flow through
these pores, together with any particles smaller than the given size, particles greater

26
than the pore size would obviously be stopped by the membrane [8]. Still thinking of the
same model membrane one can imagine that some particles will be almost exactly the
same size as the pores, so that they become firmly wedged in the pores and cannot be
removed, even for instance by a reverse flow of the fluid. This situation is known as
blinding, which must be avoided by correct design of filter medium.
2.1.1.1 Particle collection theory
Much has been written on the various mechanisms by which particles are arrested by
unused filter media. These are normally explained in terms of the effect of a spherical
particle on a single fibre and may be summarized as:
1) Gravitational, 2) Impaction, 3) Interception, 4) Diffusion (Brownian motion),
5) Electrostatic.
Figure 2.1 Particle collection mechanisms
These mechanisms are shown diagrammatically in Fig. 2.1.The theories behind these
mechanisms notwithstanding, it has been argued that although they may be valid for
certain air filtration applications where particle capture total is vital, for the purposes of
industrial dust collection, they are of limited value [8].

27
A sieving mechanism is probably more appropriate wherein the size of the apertures in
the medium assumes a more dominant role, at least until the fibres have
accumulated a layer of dust which then takes over the sieving action.
2.1.1.2 Air microfiltration
Although practically all dry filtration is the filtration of air, has conventionally been split
into two divisions gas filtration and air filtration. Gas filtration using textile filter media,
deals with air with high solid loads and often at very high temperatures, for instance,
collecting fly ash from coal fired boilers, or collecting carbon black as a part of the
production process [9].
Air filtration is always at or near room temperature and deals with air carrying only very
low loads of solids, e.g. less than 5gm/m3. Filter media are used in the air circulation
system of public buildings and to supply dust free air to paint spray booths and computer
rooms. Nonwoven materials, produced for instance by carding and cross lapping, and
bonded either by resin or thermally to produce a thick, open and high relatively light
weight structure [7]. When a high purity of air is required, as in clean rooms and spray
booths, a structured medium can be used, giving better retention but also having
better pressure drop across the filter.
2.1.1.3 Permeability of fibrous filters during filtration
Fluid flow through fibrous filters is a well-established topic. For a fluid moving with a slow
steady velocity, the pressure drop (∆p) through the filter and the velocity (v) are related
through the Darcy law (Eqn. 2.1)
µf z
∆p = -------- v …………(2.1)
K
where K is the filter permeability, µf the dynamic viscosity of the fluid and „z‟ the
thickness of the filter.
2.1.2 Flow porometry
Use of modern technology has made flow porometry a very powerful and versatile tool
for determination of a wide variety of pore structure characteristics of filtration media.
Test results have been presented to demonstrate the use of the technique for

28
measurement of pore structure characteristics [10]. Measurable characteristics include the
constricted pore diameter, the largest pore diameter, the mean flow pore diameter, pore
distribution, gas permeability, liquid permeability, envelope surface area and effects of
operational variables such as temperature, pressure, chemical environment and stress.
Applications of the technique including pore characteristics in the thickness
direction, pore characteristics in the x-y plane, properties of individual layers of multi-
layered products determined in-situ without separating the layers and evaluation of
properties without cutting samples and damaging the products. 2.1.2.1 Types of pores Textile filtration media contains three kinds of pores
1) Closed pores, 2) Blind pores and 3) Through pores (Fig.2a)
Closed pores are not accessible. Blind pores do not permit flow. Through pores permit
flow.
Figure 2.2 a) Three possible kinds of pores. b) Constricted pore diameter
The diameter of the through pore at its most constricted part determines (fig.2b) flow and
is equal to size of the smallest particle that would be prevented from passing through
the filtration media [10]. The largest through pore constricted diameter, the mean flow
pore diameter and the pore distribution determine the efficiency of separation by the
filtration media. Similarly, liquid permeability determines the rate of the filtration
process. For separation of small solids from gases, external surface area (surface area of
through pores) is important because small particles tend to stick to the surface. The
rates of such filtration processes are determined by gas permeability. All these
important characteristics and the effects of operational variables can be determined by
a single instrument based on flow porometry. No other instrument is capable of such
29
versatility.
2.1.3 Textile filter medium
Since early year of 1950, the textiles used in filtration were uniquely based on woven
fabrics of wool, cotton and glass fibres. After development of synthetic fibres and
nonwoven fabric technology substantially modified the use of textiles in filtration.
Therefore, textile filter media can be divided broadly into two groups woven textile
filter media and nonwoven textile filter media [11].
2.1.3.1 Woven textile filter media The woven filter media dominates in certain cases due to easy estimation of pore size
distribution, easy to construct to obtain desire filtration efficiency and easy cleaning of
chocked filter medium. The woven textile filter medium can be constructed
according to a particular size and desirable filtration efficiency by simply changing
weave parameters and yarn characteristics which provide an indication of saving of cost
and best results suitable for different industries as their requirements. Woven textile
filter media can be divided into three groups woven monofilaments, woven
multifilament and woven staple fibre fabrics [7].
2.1.3.2 Nonwoven textile filter media Types of Nonwovens Used In Filtration:
The processes for manufacturing nonwoven fabric can be grouped into four general
technology bases: textile, paper, extrusion, and hybrid/composite. The textile
technology base forms textile fibers into selectively oriented webs in the dry state, and
fabrics produced by this method are commonly referred to as "Dry laid nonwovens". The
paper technology base includes dry laid pulp and wet laid systems, each
manufactured using synthetic fibers and wood pulp, and then suspended in either air (dry
laid pulp) or water (wet laid). The extrusion technology base forms a sheet structure by
extruding molten polymer through a die or spinneret and laying filaments onto a moving
belt. The hybrid technology base marries two or more fabric substrates using at least one
nonwoven web formation technology. A good example of a hybrid sheet is "SMS" which
represents a composite of spunbond/melt blown/spunbond web structures.

30
2.1.3.2.1 Spunbonded (or Meltspun) nonwovens Spunbonded is relatively strong with modest dust holding capacity, but lacks the
consistent pore size distribution of wet-laid and melt-blown webs [12]. The fibers are
relatively coarse (15-20 µm), resulting in media that, although strong, can present
difficulties in cake release and “residual media weight gain.”
2.1.3.2.2 Needle felts Needle felt fabrics are common when strength and durability are necessary such as in bag-
house applications. Manufacturing of needled non-woven fabrics using a mixture of
fibres without antistatic spin finish results in obtaining the filtering material, whose
properties depend strongly on the proper settings of technological parameters. The
most important parameters significantly influencing the particle capture efficiency are
linear density of constituent fibres, gauge of needle, depth of needle punching and mass
per unit area of a nonwoven sample [13].
Air-laid are popular because of its high-loft, bulk and large dirt holding capability in air
filtration, including pre-filters capable of capturing larger particles. These fabrics
typically have high void volumes. Wet-laid synthetics are especially used when a
thinner web and consistent pore size is important.
2.1.3.2.3 Meltblown nonwovens
For meltblown nonwoven, fiber diameters have been determined by analyzing fabric
images obtained through scanning electron microscopy (SEM). Under the specific
conditions, the fraction of fibers of diameter smaller than 10 microns (µm) can
increase by 72% with a 7.9 x 10-2
g/min/hole (82%) reduction in throughput. A 54%
increase of the same can be observed with a 2.8 bar (400%) increase in attenuating air
pressure. A change of 45ºC (16 %) in air temperature is shown not to significantly
affect fiber diameters produced, while an increase of 67ºC (26%) in die temperatures can
result in an increase of 17% in the fraction of fibers of diameter smaller than 10µm.
All fiber diameter distributions are shown to be unique to the condition evaluated
as no overlap across distributions for changes in a given parameter is observed.
Further fiber fraction smaller than 10 µm data is also shown to be unique to each
parameter evaluated [12].
Meltblown nonwovens produced by extruding molten polymer especially polypropylene
through spinneret orifices. The resultant discontinuous fibers are finer (2-7µm) than
31
those that are spun bonded and bulkiness for excellent dirt holding capacity. They
also have significantly less strength and often must be used in combination with
other strong fiber webs. Melt blown nonwoven fabric continues to be the rising star with
rapid penetration into many liquid and air filtration applications [14].
2.1.3.2.4 Advantages of nonwoven fabric filtration
Advantages of nonwoven fabrics over woven fabric in filtration are high permeability,
higher filtration efficiency, less blinding tendency, no yarn slippage, good gasketing
characteristics and good cake discharge. There are many other advantages of
nonwoven fabrics, including their versatility, low cost and diverse functionality. The
price-performance ratio is outstanding. Nonwoven fabrics are made from standard and
many specialty inorganic and organic fibers including common wood pulp, cotton or
rayon. Fine glass fibers are traditional in air filtration from HVAC to HEPA filters.
Resin bonded glass fiber liquid filter cartridges also provide many excellent
properties. Another advantage of nonwovens is the wide number of diverse processes
fibers can be incorporated including needlefelt, air and wet laid, resin bonded. The direct
web manufacturing method offers a cost advantage and very popular [13]. These direct web
processes produce fine and sometimes continuous filaments and in case of spun bond, a
strong and non-shedding web which cannot be achieved by any other means for a
comparable cost. 2.1.3.2.5 Disadvantages of nonwoven fabric filtration
Nonwoven fabrics like most filtration media have disadvantages compared to other
media choices, such as polymeric membranes, woven fabrics, metal media etc. No
single media can or will ever satisfy every filtration requirement. In the case of
nonwoven fabrics, the disadvantages are not so much the shortcomings of nonwovens, but
the advantages other media. For example, membranes provide narrow pore size
distribution, particularly below 1 micron mean flow pore [13]. Monofilament fabrics and
wire cloth offer strength and straight through holes for use in sifting and excellent sieving
capabilities. All three of these are surface filters, a feature not easily achieved for
nonwoven fabrics, because of the nature of the manufacturing processes and resultant
constructions; at least, not yet. Many filtration and separation applications require
stiffness, minimal flex, and rigidity or even low stretch as is the case of dewatering
belts, which by their nature are less favorable to the use of nonwovens.

32
2.1.3.3 Importance of textile filter media
Main importance of textile filter media in air filtration is to control air pollution. Air
filtration plays an important factor in improving air quality and hygiene at work. The
demands on air quality and hygiene at workplaces have increased greatly due to new
regulations, new scientific knowledge and a change in health consciousness. Apart from
temperature and relative humidity, primarily the concentration of gaseous and solid
contaminants is an important parameter to evaluate the air at workplaces. There exists a
multitude of possibilities to improve the air quality[15-16] . Filters made of nonwovens are
suitable to effectively collect particles (dust) from intake or exhaust air and have therefore
been used for this purpose.
2.1.3.4 Applications of textile filter media Fabric filters find intensive industrial application in metallurgical industries foundries,
cement industries chalk & lime plants, brick works, ceramic industries flour mills,
medical, pharmaceutical, acoustics and screen printing. The multitude of different
workplaces ranging from workshops, manufacturing halls, control stands to offices,
schools etc. Main application areas for textile filter media are aerospace, automotives,
bioclean, disk drives, flat panels, food, hospitals, medical devices, pharmaceuticals and
other electronics [16].
2.1.3.5 Filter configurations and function Filters, made from nonwoven fabrics, are extremely wide in their configuration and
applications. Perhaps, the simplest application of nonwoven media is found in coolant
filtration. One popular method is to unroll and index nonwoven media over a tank and flow
coolant containing metal chip and grindings through the media. Other common filtration
configurations for nonwovens include cut & sewn bags which are attached to pipe outlets
used as strainers for milk, paint and chemical products. Needle felted sewn bags are fitted
with metal or plastic rings at the open end, which seal into housings for liquid filtration and
long bags that hang in baghouses, which are flexed, or back pulsed to remove large
volumes of particulate in air filtration. Other times pleated filter cartridge manufacturing
processes use nonwoven fabrics involving spun or point bonded and wetlaid fabrics
that serve as drain layers and media separators in cartridges or as a membrane
supports. Melt blown and wet-laid media are frequently used in these cartridges as the
main filter media. Overall spun bonded fabrics are common as the main medium in

33
pool and spa filters providing a septum for diatomaceous earth. High-loft media has
bulk and traditional for air filtration [17]. These structures rely on and are effective,
largely because their thickness and an open structure. Thicker media allows for longer
residence time for the capture of particulate across a wide size range within the random
size voids. Special fabric post-treatments, such as corona-discharge and the co-mingling
of select fibers can yield constructions having electric properties or triboelectric potential
which will improve air filtration efficiencies and/or permit greater air flow at lower
differential pressure depending upon the construction.
In filtration, nonwoven fabrics can be generally described as a random fibrous web,
formed by either mechanical, wet or air laid means and having interconnecting open area
throughout the cross-section and able to remove a percentage of particulate from liquid or
gaseous fluids streams flowing through it [18]. Typically, nonwoven fabric filtration
media have 1 to 500 micron mean flow pore (MFP) ratings. Below 10-15 micron, the
fabrics must be calendared in order to achieve the finer micron ratings. Nonwoven
fabrics have been manufactured, in multiple forms, from many grades of cellulose and
most natural and synthetic fibers. The most popular fibers used being polyester,
polypropylene and glass. Following are acrylics, rayon, nylon, cotton, fluoropolymers
and a host of others that fill niche applications because of their special material
compatibility for particular applications. Melt blown technology allows for fibers in the
1-10 micron diameter size range and bulkiness for excellent dirt holding capacity.
2.1.4 Pneumatic conveying of particles Pneumatic conveying, in which solids are transported in a pipe or channel by gas flow
through blowing or suction [19].
2.1.4.1 Vertical pneumatic transport
In vertical pneumatic transport, particles are always suspended in gas stream mainly
because the direction of gravity is in line with that of the gas flow. Hence to transport the
same solid mass flow rate in a suspended flow, it takes lower gas velocity for upward
vertical conveying than for horizontal conveying. For most cases in vertical pneumatic
conveying, the radial particle concentration distributions near uniform and thus, gas and
solids can be reasonable treated as being in one dimensional flow. The drag force, wall
friction, and gravity combine to produce a pressure drop in upward vertical conveying
for given gas and solids flow rates [19].
34
2.1.5 Cake formation In accordance with classical filtration theory, porosity determines the residual
moisture and the flow resistance of a filter cake. A reliable estimation of porosity is
possible only on the basis of filtration experiments. It is well known that the influence of
particle-particle interactions increases with particle sizes of less than approximately 100
µm. In that case the particle-particle interactions become decisive and lead to
agglomeration and loosening up of the filter cake [20].
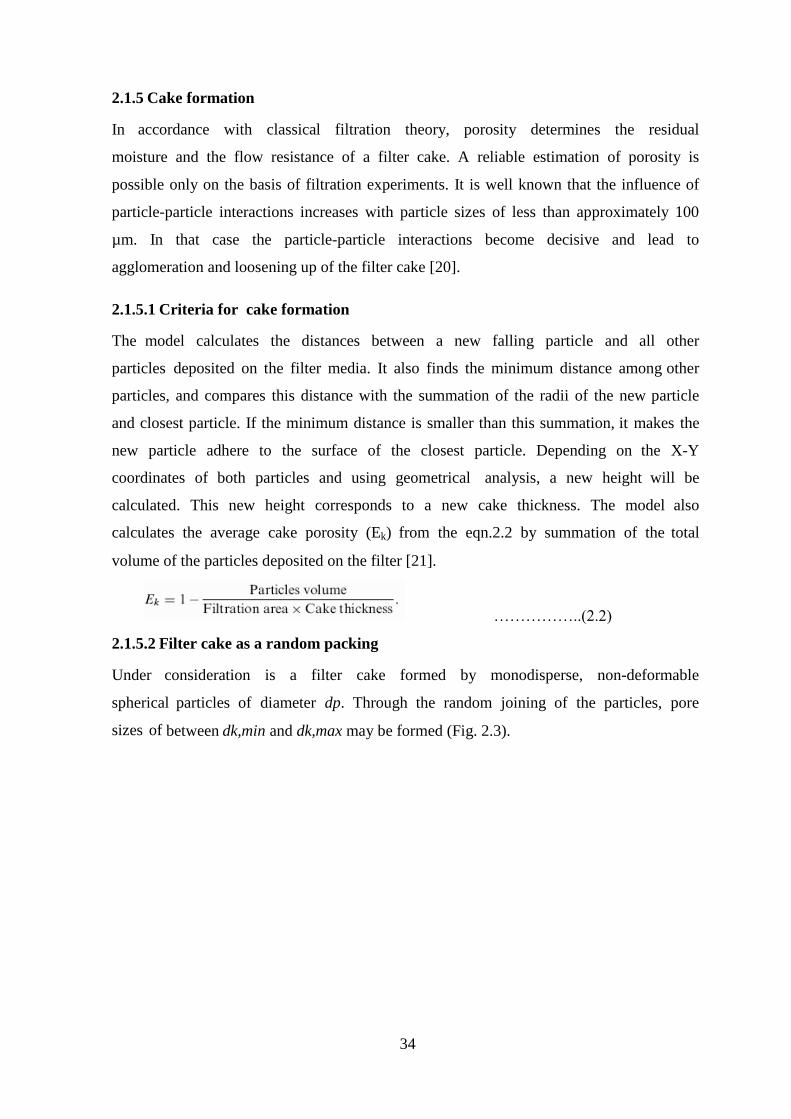
2.1.5.1 Criteria for cake formation The model calculates the distances between a new falling particle and all other
particles deposited on the filter media. It also finds the minimum distance among other
particles, and compares this distance with the summation of the radii of the new particle
and closest particle. If the minimum distance is smaller than this summation, it makes the
new particle adhere to the surface of the closest particle. Depending on the X-Y
coordinates of both particles and using geometrical analysis, a new height will be
calculated. This new height corresponds to a new cake thickness. The model also
calculates the average cake porosity (Ek) from the eqn.2.2 by summation of the total
volume of the particles deposited on the filter [21].
……………..(2.2)
2.1.5.2 Filter cake as a random packing Under consideration is a filter cake formed by monodisperse, non-deformable
spherical particles of diameter dp. Through the random joining of the particles, pore
sizes of between dk,min and dk,max may be formed (Fig. 2.3).

35
a) highest density packing b) lowest density packing
Figure 2.3 Minimum and maximum pore size of a random packing without
particle-particle interactions
A simulation of the pore size distribution results in a normal distribution within the
limits
d k ,min
= 0.223 d k, d
d
k ,min
p
,………………(2.3)
= 1.1 d k
d

36
p
The porosity of a random packing of monodisperse spheres (eqn. 2.3) is predicted to be ε0
=0.43. Porosity under this value is only possible if orderly packed particles are present
and porosity above 0.43 is possible if significant interactions exist [20].
2.1.6 Air filtration parameters
2.1.6.1 Air permeability
Permeability is rate of flow of fluid under a given pressure differential through an open
area of fabric while the porosity „h‟ of a fabric is defined as the ratio of open space to
the total volume of porous material calculated from the measured fabric thickness and
weight per unit area of fabric [22].
2.1.6.2 Face velocity
The face velocity can be expressed by the ratio of the volumetric flow through the filter
(Q) to the area of filter medium [23] The expression is given by the eqn.2.4.
V = Volumetric flow rate through the filter (Q)
= Q
(2.4)
Area of filter ( A) A
2.1.6.3 Pressure drop
Drop in pressure through a filter is defined by following expression,
∆P = P1 − P2 …………………… …(2.5)
where
P1 =Pressure on the face side of fabric i.e. the side facing the air stream.
P2 = Pressure on the reverse side of fabric.
Initially the difference depends uniquely on the fluid properties of the pours medium as
the filtration progresses, this loss also depends on the properties of particles retained
by the filter.
2.1.6.4 Filtration efficiency
The filtration efficiency is defined as the ratio of the number of particles arrested by the
filter fabric to the particles number of contaminated gas fed. It expressed as
percentage. (eqn.2.6)

37
Filtration efficiency (%) = Number of particles arrested by the filter fabric(N) X 100
Inlet particles number (n1)
= Inlet particles number (n1) – Outlet particles number (n2) X 100
Inlet particles number (n1) ………………………………(2.6)
2.1.6.5 Outlet concentration
From the eqn.2.7, the outlet concentration C0 can be expressed by the ratio of the mass of
particles passed through the filter to the volume of air passed during a given filtration
time
m p
C0 =
Q t f (2.7)

38
where
mp = mass of particles in given filtration time
tf = filtration time
Q = volumetric flow rate through the filter [23].
2.1.6.6 Filter drag
Filter drag is the filter resistance across the fabric-dust layer. The equation for filter drag
essentially gives the pressure drop occurring per unit velocity. It is a function of the
quantity of dust accumulated on the fabric and is given in eqn. 2.8 as:
S = ∆p V f
.
……………………….(2.8)
Where: S = filter drag, in. H2O/(ft/min) [cm H2O/(cm/sec)]
∆p = pressure drop across the fabric and dust cake, in.H2O (cmH2O)
vf = filtration velocity, ft/min (cm/sec)
The true filtering surface of a woven filter is not the bag itself, but the dust layer. Dust
bridges the pores or openings in the weave, plugging the openings with particles,
increasing the drag rapidly [24].
2.2 Filter media for dust control
Emerging technologies of nonwoven formation give opportunities to obtain novel filters
leading to improved effectiveness of dust filtration. The market for filter media is growing
together with new filter applications [25]. The use of nonwoven filter fabrics is growing
steadily in applications like separating industrial dust in cement, coal mines, purifying air.
Regardless of the final applications, non-woven filters possess the following features [26]:
High air permeability
High filtration efficiency
Low airflow resistance
It is rather difficult to combine all of these features in practice. Generally there are two main
groups of tests used for the characterization of nonwoven filter fabric. The first group takes
into account the structural measurements of filters like the mean porosity of filtration layers

39
and air permeability. The second one comprises of measurements of the dynamic changes in
filtration efficiency and airflow resistance during filter loading as well as the determination
of retained capacity [27].
Overall filtration performance of filter media is influenced by void volume within
nonwoven filter materials . In most applications both the void volume and its accessibility to
the passage of air are important. [28].
The effect of process parameters on filtration efficiency has been discussed in detail in
many papers. Numerous studies have been conducted on needle-punched nonwoven as well
as melt-blown, spun-laced and composite structures [29-30]. Kothari and Newton assigned
the effect of the concentration of the binding agent used for padding and the surface weight
of nonwoven to the air permeability of structures obtained [31].
2.2.1 Material type
The selection of proper fabric is one of the primary factors for the proper functioning of the
fabric filters [32]. A variety of common fibres like natural cotton, wool, etc. or man-made
fibres like polyester, acrylic, polypropylene, polyamides, glass, aramide,
polytetrafluoroethylene (PTFE), etc., are being used for the manufacturing filter bags. In the
market, many manufacturers offer various types of fibre materials, either named after used
chemicals or in their own trade name. Properties of various common fibres and their uses in
the industry are given in Table 2.1:
Table 2.1: Properties of fibre material used in filter bags
Fiber Continuous
Operating
Temperature
(0F)
Acid
Resistance
Alkali
Resistance
Abrasion
Resistance
Tensile
Strength
Cotton 180 Poor Good Very good Good
Wool 200 Very good Poor Fair to Good Poor
Nylon 200 Poor-fair Excellent Excellent Excellent
Polyester 275 Good Good Very Good Excellent
Polypropylene 190 Excellent Excellent Excellent Excellent
Glass 500 Fair-Good Fair-Good Fair Excellent
Nomex 400 Fair Very good Very good Very good
Teflon 450 Excellent Excellent Below
Average
Average
Selection of a particular fibre material in a specific application depends on various
properties of fibre like heat resistance, chemical resistance, resistance to moisture, physical
properties, relative price, etc. If the fibre material is not properly selected, there could be
many consequences, such as severe shrinkage of material, fibre degradation following

40
embrittlement structure, accelerated pulse-flex fatigue, etc. However, the worst affected
bags do show severe flex fatigue at the top of the bag with apparent but less significant flex
fatigue at the bottom of the bag. High- temperature filtration is one of the most promising
developments in particle-collection technology as only on the basis of the selection of types
of materials as filter media.
2.2.2 Fibre fineness and cross-sectional shape
Fibre fineness in a filter element varies widely. The fibres are normally in the range of 1.66-
3.33 decitex, though trends of considerably finer `microfibres‟ (e.g. less than 1 decitex) have
gained some prominence. Using microdenier fibre can bring down the pore size from 35-66
µm to 12-25 µm. Higher filtration efficiency can be obtained due to larger surface area and
smaller size of pores. In a study, use of coarser fibre (7 denier) instead of 2.7 denier/3 denier
fibre in PPS/felt has been found to improve the performance of a hybrid fibre unit (Compact
Hybrid Particulate Collector-COHPAC) as permeability increases substantially without
compromising particulate collection efficiency. The general trend is to use finer fibre for
achieving higher filtration efficiency and through the selection of the fineness of fibre of
filter media, one can optimize the pressure drop during filtration.
Different fibre shapes are available now-a-days for filtration purposes like Hollow, Trilobal,
etc.
2.2.3 Filter media types and specifications
Media types and specifications mainly depend on equipment requirement, application, and
filtration specific operations. Most of the cases, fabrics with distinct surface characteristics
are used in both scrim-supported and self-supported and with both sewn seams and fused
seams. Fabric specifications could vary depending on the intensity of pulse-jet pressure, its
frequency, and duration in the equipment.
Various requirements of fabric filter can be enlisted as follows:
Filtration requirement, which encompasses smallest particle retained, overall
filtration efficiency, resistance to flow, tendency to blind and cake discharge
characteristics
Physical properties, such as dimensional stability, elongation at break, bursting
strength, resistance to creep/stretch, resistance to wear, absorption of moisture,
electrostatic charge, flexing strength
Heat resistance
Chemical resistance, such as alkali, acid, reducing agent, organic solvent, etc.
Ability to be fabricated, sealing, and gasketing function are also important

41
A needle punched fabric with weight (GSM) of 350-500 g/sq.m is very commonly used,
which provides adequate strength and life to filter element. Material of higher weight
usually leads to greater thickness. A thick material with small equivalent pore size gives
better efficiency. On the other hand, material with higher thickness decreases the flex,
making the cleaning difficult. Higher fabric thickness also leads to higher pressure drop
across the fabric. Therefore, fabric weight should be judiciously selected depending on the
filtration requirement.
In designing the nonwoven fabric, material consolidation and hence the pore size and
porosity can be regulated through:
Needle design, Needle fineness, and Needle orientation
Needle board pattern, Needling program (punch rate and penetration)
With the increase in material consolidation, filtration efficiency can also be increased but at
the cost of higher pressure drop.
2.2.4 Filter fabric finish
Through the application of finish, basic fabric characteristics can be improved for efficient
filtration. These are designed essentially to improve the following characteristics:
Fabric stability
Surface characteristics
Permeability of the fabric
Filtration collection efficiency
Cake release characteristics
Resistance to damage from moisture and chemical agents
To restrict the dust particles to the surface of the fabric so as to reduce the
blinding tendency
A number of finishing processes are employed to achieve these goals, e.g., heat setting,
singeing, raising, calendaring, special surface treatments (membrane lamination and
coating), and chemical treatments (hydrophobic finishing, flame retardant finish, and
antistatic treatment). Most of the finishing processes are very common for many textile
applications except the special surface treatment through incorporation of a more efficient
membrane in a lamination operation or by coating of filter media. Apart from enhancing
filtration efficiency, membrane and coated fabric offer the following advantages:
Reduced emission of finer particles

42
Better cake release property through imbibing smooth surface and moisture-
repellent property of the fabric
Enhances the life of filter due to reduced pore blocking by the dust particles
2.3 Evaluation of filtration parameters
Filtration parameters are being generally evaluated by different research workers in terms of
Air permeability, Pressure drop, Filtration efficiency, Cleaning efficiency, etc. In order to
evaluate the above filtration parameters, different scientists had developed various kinds of
filtration apparatus according to their requirement and uses. The details of such
developments are discussed in Chapter-III.
2.4 Early investigations on dust filtration
Lamb et al [33] have reported that in a non-woven, single fibre characteristics assume
dominant role, since the effect of weave pattern, yarn twist, weave density etc. are absent.
When single fibre, rather than the yarn is filtering element of the structure, single fibre may
affect and control filtration performance through their geometrical properties, surface finish,
electrical properties, hardness and mechanical properties. They concluded in their study on
the influence of fibre properties of model non-woven fabrics as follows:
i) the use of trilobal instead of round cross-section fibres increased the
efficiency
considerably, the beneficial effects of trilobal cross-sections being found
more in less efficient fabrics: the performance was better with fibres having
three or four lobes but the performance improved with the lobe depth.
ii) the use of 3 den (3.3 dtex) instead of 6 den (6.6 dtex) fibres improved the
efficiency but at the cost of increased drag.
iii) the use of crimped fibres rather than uncrimped ones reduced drag, with an
improvement in filtration efficiency for the particles.
According to Igwe [34], if the pore size is large, a higher dust mass is expected to pass
through the filter fabrics, while there will be higher dust retention and a low mass of dust
will pass through if the pore is small. He also stated that the filtration efficiency depends on
the needle dimensions and the needling density.
Sayers and Barlow [35] have reported that when dust bearing gas is passed uni-directionally
through a permeable textile medium, the dust particles are arrested on the dirty side of the

43
fabric, while the cleaned gas passed through the cloth and out of the collectors to be either
vented to atmosphere or returned to some part of the processing operations. As the dust
accumulates on the cloth, a “cake” is formed which aids filtration by improving particle
capture. This results in a gradual improvement in capture of fine particles, which in turn
raise the fabric filtration efficiency. If the cloth, following a cleaning cycle, does not return
on each occasion to the same acceptable pressure drop level, the particulate residues are
building up within the fabric structures and ultimately blinding will occur. The dust particles
are of different sizes and shapes. The particles, which are larger in size than the pore size of
the filter media, are easily prevented from penetrating the fabric and are arrested on the
surface of the filter fabric. This type of filtration is known as the “surface filtration”. The
cakes produced in this process are easily removed by simple “Shaking” type of cleaning
processes.
On the other hand, as reported by Rodman [36], the fibrous filter media under consideration
can be either water laid or air laid and usually comprises a blend of coarse and fine fibres
with an increasing gradient density of fibre packing from the dirty side to the cleaner filter
side. The filtration mechanism is one of sorption of fine particulate on the fibre surface by
impaction-impingement followed by depth mechanical sieving of coarse particulates, which
pass through the initial open fibrous network. This type of filtration is commonly known as
“depth filtration”.
Filtration performance criteria can be well illustrated by the filtration theory presented by
Rothwell [37] which covers both cake filtration and depth filtration. Essentially for general
filtration, the relationship between flow rate, dv/dt, pressure drop ( ∆P ) and the parameters
of a packed bed, may be expressed using Darcy‟s law [38] as given in equation (2.1)
1/A x dv/dt = K ( ∆P/ µL ) …………………………….. (2.1)
Kozeny and Carman expanded the above expression to include beds of uniform spherical
particles, thus
1/A x dv/dt = E³/K1(1-E)²Sp² x ( ∆P/ µL ) ………………….... (2.2)
Where, E is the porosity of the bed of particles, K1 is the Kozeny‟s constant and Sp is the
specific surface of the particle comprising of bed, i.e., total surface area of a unit volume.
The above equation basically applies only to spherical particles and does not take changes in
filter permeability due to cake filtration into account and assumes Newtonian flow. Some
basic filtration equations have been derived from the Kozney‟s equation for various

44
filtration operations like constant pressure filtration, constant rate filtration, constant rate
followed by constant pressure operation and variable pressure variable rate operation.
Experiment carried out by Sievert and Loeffler [39] with different cleaning methods for
non-woven filter fabrics have shown that effective cleaning of the surface of a filter medium
is possible not only by acceleration, but also with the aid of reverse flow. In order to remove
a dust cake from a flexible polyester needle felt, typical reverse flow rates of minimum 550
cubic meter/sq. meter/hour (15.3 cc/sq. cm/sec) were used. It was found that the dust cake
release from a nonwoven fabric is improved when thicker dust layer are deposited. Thus for
bag filter installations, it is advantageous to reduce the cleaning efficiency, i.e., to clean
after longer filtration intervals. In addition to this the outlet dust concentration is also
reduced.
Dietrich [40] has suggested the following probable or combination of mechanisms
responsible for filtration :
(a) Sieve effect, where the particles bigger than the pores are separated
(b) Trapping effect, where if the shape of the pore is different from that of a particle
the latter will be separated even if it is smaller than the pore. The mechanisms of
sieving and trapping can be classified together since in both cases the same result
is achieved, i.e., the particles remain on the surface.
(c) Inertia effect, where a particle due to own inertia travels towards a fibre although
the air stream bend around it. The mechanism operates better for heavy particle
and at higher speeds so that one would expect from this theory higher filtration
efficiency at higher gas speeds. However, it is well known that it does not
happen and the filtration efficiency actually goes down. It is always assumed that
the reason for this is that while at low gas speeds a particle striking a fibre will
be captured, at higher gas speeds the particles will have sufficient energy to
bounce off the fibre increasing its chance of completely penetrating the filter.
(d) Diffusion effect: This mechanism can be neglected as it is very small with needle
felts. This is based on Brownian motion of the gas particle. In needled
nonwoven, face velocities are so high that diffusion effect rarely takes place.
Particle size would be below 0.2-0.5 microns.
(e) Electrostatic Effect, where depending on the electrostatic charge the particles are
either attracted or repelled by the filter media. As far as the needled felts are
concerned, the particles and fibres used are heavily charged.

45
The experiment of Rothwell [41] also relate the mechanism of filtration for needled fabrics
to sieving through the developing filter cake after the initial pore blocking period and
“fibrous filtration period” i.e., inertia, diffusion, electrostatics. It is necessary to mention
that with needled fabrics, the mechanism of sieving and trapping which takes place before
cake formation, does not necessarily takes place on the surface alone, could also include
some “depth filtration”.
In another study, Igwe and Smith [42] stated that, like most filters, needled fabrics do not
operate purely by a mechanism, and the general mechanism which would predominate will
very frequently dictated by various factors such as the size of the particles being filtered out,
fabric density, air permeability, fineness of fibre, type and size of felting needles, depth of
needle penetration and needle density.
According to Smith et al [43], the fibre properties are crucial in filtration. They concluded
that finer fibres give higher filtration efficiency owing to the larger surface area of the fibres
available to absorb the dust in depth filtration. They found that the finer fibres produce a
lower permeability than the coarse fibres, owing to the greater surface area of the fibres but
it is probably significant that in the heavy needled fabric, the difference is less due to the
higher density of this fabric.
Atwal [44] stated that air resistance is a result of friction (drag) occurring between the fibres
of the fabric, the magnitude of the air resistance would be expected to increase with the
increase of number of fibres i.e., the increase in the total exposed surface area of the fibres.
Due to this reason air permeability of fabric will be higher, which is composed of coarser
fibre than of finer fibre. Atwal in his paper on needle-punched nonwoven also stated that the
air permeability or air resistance depends on fabric weight per unit area and thickness. The
result of step-wise multiplication analysis based on his data is as follows:
r = 15.73 + 141.1 x m – 0.012 x h³/(1-h)² x d + 29034 t/d ………….(2.3)
Where m = weight per unit area of fabric (kg/sq.m.)
h = porosity of fabric
d = fibre fineness (dtex)
t = thickness of fabric (mm)
r = air resistance
The filtration properties and the resistance to the flow of air is greatly influenced by fibre
fineness. As reported by Lamb and Costanza [45] if fabric weight and density are kept
constant, air permeability varies linearly with fibre fineness. When filtering a very dilute

46
aerosol of submicron particles they observed that the capturing efficiency varies linearly
with the d/s, when “d” is the effective particle diameter and “s” is the inter fibre space.
The three variables investigated by Kothari and Newton were web weight, needle
penetration and needling density. They stated that needling process cause a fibre web to
increase in density and decrease in thickness. These changes in web tend to be greater with
increase in either the needle penetration or needling density but they are affected by the
spreading action of needling, which lessens the weight per unit area of the web being
processed. Air permeability was found to be proportional to the reciprocal of the fabric
weight per unit area. They established a relationship between air permeability(Pa) and
weight per unit area (w) as follows:
Pa = K1 /w + K2 ……………….(2.4)
Where K1 and K2 are constants and for needle punched fabrics :
K1 = 1.75 x 10 , K2= -0.66
Dent [46], however, did not agree that fabric weight alone controlled the air permeability of
needled fabrics, but that fabric density and thickness affect air permeability just as such as
fabric weight.
Hearle and Sultan [47] also investigated the effect of web weight on the properties of
needle-punched fabrics. They reported that the fabric weight as expected, increases with an
increase in web weight. There is, however, a reduction of weight during the needling action
gives an increase in length, as the web is dragged through the gap between the bed and
stripper plate. It is, also, partly caused by recovery of fibres pulled down by the needles into
the holes in bed plate. When the needles are withdrawn, they will tend to pull up the fibres
again, and the recovery force will lead to spreading of web. Fabric thickness increases
linearly, though not proportionately with the weight of fabric. Fabric density also increases
with the increase of fabric weight. These can be attributed to two causes: firstly the
increased web weight and hence, the thickness, increases with both the effective distance of
barb penetration and the effective number of barbs penetrating through the web, and tends to
lead greater fibre entanglement. Secondly, the heavy weight web provides a higher
frictional resistance to the movement of punched fibres and thus increases the forces
compacting the fibres. Air permeability is lower in the heavier and denser fabric while their
abrasion resistance is higher.
Clayton [48] suggested the use of “Sectional Permeability” Ps, is given by:

47
Ps = Pa x t …………………..(2.5)
Where t is the fabric thickness
The parameter Ps was defined so as to enable the effect of fabric density to be studied
independently of that of fabric thickness.
From the previous equation,
Ps = Pa x t = K1 x t/w + K2 x t,
Or Ps = K1 /D + K2 x t ,
Where, D = Fabric density and given by D = w/t
If, K2 is small then Ps is linearly related with the reciprocal of the density.
Gardmark and Martensoon [49] found that the thickness decreases with more needle
penetration per square inch, the density, however, increases for the first phase, and then
decreases. This is both due to fibre damage and to a weight decreases per square inch of
about 5% for each pass through the needle machine, as there is some loss of fibres and an
extension of the felt when being needled. Air permeability also decreases with the increase
of needling density. They also stated that with the increase of depth of needle penetration,
the consolidation of fibre in the web increases.
There are two aspects of needle penetration :
(a) It can consolidate the fibre mass (which also depends on the fibre
elasticity) which restricts the air flow,
(b) It can make peg holes, which allow relatively easy flow of air and dust
particles through the fabric and hence, this leads to reduced value of
pressure differential and filtration efficiency.
Types of needle barbs has also an effect on the filtration characteristics.
Hearle et al [50] in their study concluded that increase in the amount of needling decreases
the fabric weight produced from a particular web weight. This is due to drafting and
spreading of fibres during punching.
In doing research on 2.2 dtex polypropylene needle-punched filter fabric, Igwe and Smith
[51] found that the existence of needling density as another parameter affecting both
collection capacity and filtration efficiency. An increase in needling density leads to a
reduced collection capacity as might be expected, but it was unusual to find that it also
cause reduced filtration efficiency.
In another study, Igwe [52] concluded that the fibrous „pegs‟ produced by needling form
easy paths for dust to pass through the filter. Consequently, increased levels of needling and

48
increased needle penetration reduce the efficiency of the filter even though the density of
the filter is increased.
In another book, Igwe [53] stated that at low level of needling, e.g., 100 P/sq.cm for both
Nylon and Nomex fibre, the pressure differential increases with the depth of penetration. At
the second and third level, i.e., 200 P/sq.cm and 300 P/sq.cm, the rise in pressure differential
for both types of fibre at increasing depth of needle penetration tend to decrease when
compared with previous result, indicating large flow channels. The effect of depth of needle
penetration on pressure differential at 400 P/sq.cm shows a complete change for Nomex
fabrics with the resistance steadily decreasing with depth of penetration from15 mm
onwards. This phenomenon became more prominent at a needling density of 500 P/sq.cm
for Nomex and Nylon fabrics. Two explanations can be advanced for this reduction in
pressure differential at increased needling intensity and depth of penetration: (a) that due to
the pegs (b) the reduction of fabric weight. It is thought that the pegs made by the felting
needles tended to be more open ended with larger penetrations, allowing relatively easy
flow of air and dust particles through the fabric and hence this leads to reduced value of
pressure differential and filtration efficiency.
Hearle and Purdy [54] found that at constant needling density an increase in depth of
penetration increases the reduction of the mean fibre length from that of the web. It is due to
the breakage of fibres due to extensive needling action.
Subramaniam et al [55] studied the individual and interactive effects of web weight, needle
density and needle penetration by using Box and Hunter central compound rotatable design
of three variables. They concluded that at lower web weight, an increase in depth of needle
penetration or needle density causes an increase in tenacity, but with higher webs, at any
needle density, an increase in depth of needle penetration first increases and then decreases
the tenacity. The web weight at which the maximum tenacity occurs reduces, as the depth of
needle penetration increases. With the increase in web weight, needle density or depth of
needle penetration, the fabric breaking elongation decreases while the initial modulus
increases, the Poisson‟s ratio first increases and then decreases. At higher levels of needle
density, at lower web weight, an increase in needle penetration depth does not cause much
change in air permeability value, but at higher web weight, an increase in depth of needle
penetration causes n increase in air permeability value. At lower levels of needle density, at

49
any level of web weight, an increase in needle penetration depth lowers the air permeability
of the fabric. The increase in web weight at all levels of depth of needle penetration and
needle density results in a decrease in air permeability.
Hearle and Sultan [56] found that by using a woven backing material the anisotropic with
regard to strength and extension can be reduced compared to needled fabrics without a
backing.
Gupta stated in a book [57] that Needled fabrics that have not been reinforced are of low
dimensional stability i.e., have a low elasticity and suffer from a high degree of permanent
distortion after being subjected to strain. The initial modulus of the reinforced needled
nonwovens is also considerable higher if a backing is needed.
Debnath [58] in his series of paper on “Needle-punching of jute webs” concluded that the
fabric weight and thickness gradually decrease with an increase in the needling density and
depth of needle penetration. The fabric density increased with an increase in the fabric
weight, needling density and depth of needle penetration. But the fabric tenacity decreases
beyond the optimum weight of the web irrespective needling density and depth of needle
penetration. Elongation of the fabric increases with a reduction in the fabric weight,
needling density and depth of needle penetration.
According to Sengupta et al [59], Needle-punched jute web has poor strength and stability
but inclusion of a suitable reinforcing material improves the strength and dimensional
stability of the nonwovens remarkably. In continuation of their study on the abrasion
resistance of nonwovens, they observed that an increase in the ratio of the reinforcing to
web weight increases the abrasion resistance of the fabric. The structural rigidity and
openness of the structure of reinforcing material play an important role in increasing the
abrasion resistance.
It has been reported by Midha and Mukhopadhyay [60] that Hollow fibres have tubular
cross-section which results in increased bulk followed by trilobal and normal round fibres.
Greater surface area is also responsible for lower effective density, thus providing a higher
cover power. The fabric thickness is minimum for hollow fibre fabrics and maximum for
trilobal fibre fabrics, which is due to low crimp frequency of hollow fibres. It was also
observed that the hollow fibre fabrics have higher air resistance owing to their closer
packing, effectively reducing the air gap in the fabric. But in case of trilobal fibre fabric, the
higher bulk and protrusion of lobes in the fibre prevent closer packing of fibres in the fabric,
resulting in higher air space and reduced pressure drop. Hollow fibre fabrics show higher

50
tenacity at each level of fabric weight followed by trilobal and normal round fibre fabrics
respectively. This is due to the higher bulk of hollow and trilobal fibres which provides
higher surface area, which in turn, increases the fibre cohesion, and the higher tenacity of
hollow and trilobal fibres compared to round fibres which gives less breakage of fibres
during needling, resulting in corresponding increase in strength. Apart from that, the
stronger fibre is expected to produce stronger fabric.
According to Midha et al [61], bulk and physical properties of needle-punched nonwoven
fabrics depend on the nature of component fibre, the manner in which the fibres are
arranged in the structure and the degree of consolidation. A proper understanding of the role
of different parameters on fabric parameters on fabric properties is important in designing
the fabric suitable for its use. Normally, the longer and finer fibre in the web leads to greater
fabric strength, provided the fibre breakage is controlled. The increase in needle density and
needle penetration improves the fibre consolidation, but a beyond a certain limit the fibre
damage becomes greater, leading to deterioration in fabric characteristics. Higher fabric
weight and introduction of seam generally improve the functional properties of fabric.
Finishing operation is opted in the cases where some special requirements are to be fulfilled.
The filtration behavior of two types of spun-laid nonwoven fabrics, namely thermobonded
and needle-punched, with wide range of physical properties has been studied [62]. A
computerized air filtration apparatus has been designed and developed for measuring the air
filtration characteristics of different types of filter fabrics. The developed apparatus
measures the filtration parameters following the principles of dry filtration mechanisms.
Needle-punched nonwovens show good filtration efficiency with lower pressure drop than
the corresponding thermobonded nonwovens. Overall, the needle-punched filter fabrics
perform better as a filter fabric in comparison to thermobonded nonwovens.
According to Balasubramanian et al [63], a good filter should have high compactness, low
air permeability, reasonable strength and low elongation.
Debnath etal [64] in their study used normal round, circular hollow and trilobal cross-
sectional shaped polyester fibres used to prepare needle-punched nonwoven fabrics for
technical textile application. Effects of fabric weight and fibre cross-sectional shapes on
fabric thickness, density, percentage compression, air permeability and sectional air
permeability (SAP) have been studied. The thickness, density, air permeability and SAP
51
fall under different sub-cluster but all these parameters are dependent on fabric weight.
Trilobal fabric sample showed highest thickness followed by regular and hollow polyester
needle-punched fabrics. Thickness and density of the fabric increase but air permeability
and SAP decrease with the increase in fabric weight. The fabric thickness is significantly
correlated with fabric weight. Fabric weight versus air permeability and fabric density
versus SAP are negatively correlated with significant correlation coefficient.
2.5 Mechanism and factors governing filtration
2.5.1 Mechanism of particle capture
In terms of the way in which a particle is retained by a filtrate, and so removed from the
air/gas, a number of mechanisms can be distinguished. As a particle-laden gas stream
approaches a fibre, particles suspended in the stream move towards the fibre surface by a
number of forces. Capture of particles by a filter can be explained on the basis of different
theories, and final effect depends on a combination of several mechanisms/factors classified
as follows:
Single fibre theory
Capture by fibrous assembly
Capture based on the mode of filtration
Capture influenced by design of filter unit
Capture governed by operating parameters
The mechanism behind particle puffs emitted during the stages of pulse cleaning as the
combination of the following mechanisms [65]:
Partial disappearance of the cake of particles
Migration of particles in the medium
Re-suspension of the upstream particles due to the rupture of cake
Re-suspension of the deposited particles on the walls of the duct
The contributions of these different mechanisms strongly depend on the association of the
medium/aerosol and to a lesser unit, on the operating conditions of filtration and
unclogging.
The nature and size of the particles remain important, the effectiveness of the medium
remaining decisive at the beginning of the operation of an installation and after many cycles.
However, difficulties persist, including the inability to assess the actual contribution of the
mechanisms, such as the migration of the particles (phenomena of seepage), or re-
suspension of the cake particles when unclogging. It was observed that the mechanism

52
mainly responsible for particle puff for alumina particles (<5 µm) is different from wood
dust (<10 µm). Regarding the nature of the medium, tests have shown that the addition of
poly tetra fluoro ethylene (PTFE) membrane on the filter surface could significantly reduce
these puffs [66].
2.5.1.1 Particle capturing based on single fibre theory
Fabric filter often captures particles much smaller than the fabric pore size, which shows
that the mechanism of capture goes beyond simple sieving. Capture of particles on a fibre
element follows one or combinations of the following mechanisms: diffusion, inertial
impaction, direct interception, gravitational settling, and electrostatic attraction [67]. In
general, the theory considers that the separation of particulate matter from the gas flow by
fibrous filters happens by the combination of a number of collection mechanisms and the
effect of Brownian diffusion is predominant at the sub-micrometric size range [68]. The
effectiveness of the collection mechanism will finally depend on particle size and its mass,
velocity, density and viscosity of the gas, electrostatic forces, and the filter unit. Moreover,
the different mechanisms are not independent but operate simultaneously.
Wang [69] reviewed both theoretical and experimental studies on the application of
electrostatic forces in filtration. In the absence of electrostatic forces, movement of a small
particle in gas is governed by thermal forces and particle inertia, and a fibrous filter
efficiently captures particles by inertial impaction, interception, and corrective, and
convective Brownian diffusion. The relative contributions of thermal forces and particle
inertia to deposition are mainly the functions of particle diameter, gas velocity, and fibre
diameter. In general, particle inertia makes a greater contribution for particles larger than 1
µm, while Brownian motion caused by thermal forces plays a greater role for particles
smaller than 0.1 µm. For particles in the size range of 0.05-0.5 µm, both particle inertia and
thermal forces are relatively weak. As a consequence, the collection efficiency of a fibrous
filter has a minimum effect in this size range. Application of electrostatic forces can
significantly augment the collection efficiency of a fibrous filter. The process of aerosol
filtration in the presence of electrostatic forces is complicated and is particularly useful for
improving the collection of particles in the size range of 0.15-0.5 µm, which are difficult to
capture by other mechanisms. The variables that influence the collection efficiency of a
filter in the presence of electrostatic forces include chemical composition of particles and

53
fibres, charges on particles, surface charge density of fibres, and the intensity of the
externally applied electric field.
Most of this theory, however, was developed and validated for micron-size particles, and
their extension to the nano-size range needs attention, both experimental and theoretical.
The filtration of nano particles in a polyester filter had shown that particle capture efficiency
decreases with increasing particle diameter and increasing gas velocity. The results were
compared to well-known theoretical predictions based on the classical collection
mechanisms: diffusion and direct interception. The comparison of the calculated collector
efficiency with the experimental results showed that the predictions underestimate the
results. A correction was proposed to the existing correlation for direct interception where
an `effective‟ diameter accounting for the Brownian motion of the particle in the vicinity of
the collector surface was accounted for. The results showed a considerable improvement in
the prediction correlation [70].
.
2.5.1.2 Mechanism governed by structure of filter material
In the case of the fibrous assembly, in addition to single fibre theory, size and shape of pores
defined by the fibrous assembly play a vital role in particle filtration. The orientation of
fibre can also influence the particle filtration. Surface type media are not perfectly smooth
on their surfaces nor are their pores perfectly uniform in shape and direction. Broadly,
particles capturing by filter media can be distinguished as surface and depth filtration. The
small particles, which are unable to retain over the surface of filter media, penetrate inside
the fibrous assembly and are likely to get trapped due to the tortuosity and confined region
in the pore structure. The phenomena can be distinguished as depth filtration. However, in
surface filtration, even the particles which are smaller than pores can be retained over the
surface through the bridges over the pores.
Most of the cake formation occurs by a combination of blocking and bridging
In surface filtration, two different mechanisms – sieving and bridging filtration exist .
Sieving: When the pores of the fabric are smaller than the incoming dust, then
the particle is completely captured through screening process. Sieving is usually
predominant for particles above 10 µm for felt fabric. Through the enhancement
of surface filtration by using membrane at the upstream side of the fabric,
filtration of particle size even below 2.5 µm is possible without the formation of
dust/cake layer.

54
Bridging filtration: This mechanism is prominent if the particle concentration is
relatively high for the particles smaller than the pores (down even to about 1/8th
of the pore diameter). The bridging of the particles across the entrance to a pore
forms a base upon which a stable and permeable cake will grow. In reverse-jet
system, filtration occurs through cake formation. On the other hand, in pulse-jet
system, both cake and non-cake filtration can be distinguished; the latter being
more common in industrial practice
In the depth filtration, the mechanism of filtration may result in the trapping of far smaller
particles that might be expected from the size of the pores in the medium. In aerosol
filtration, both depth straining and depth retaining are common .
Depth straining : For a filter media, particles will travel along the pore until they
reach a point when the pore is confined to a size too small for the particle to go
any further so that it becomes trapped. Particles are also trapped while passing
through blind pores.
Depth retaining : A particle can also be retained in the depth of the medium,
even though it is smaller in diameter than the pore at that point. Such behavior
involves a complex mixture of physical mechanisms. In a tortuous pore, the
particle loses its velocity and becomes attached to the pore wall, or to another
particle already held, by means of Van Der Waals and other surface forces.
In industrial filtration, as particle concentration is much above 5 mg/cu.m., surface filtration
is the only option where the fabric filter is needed to be regenerated to regain the
effectiveness of the filtration process [71]. In case of depth filtration, the dust particles are
retained at the certain depth of filter medium, which are difficult to clean. All the industrial
filter fabrics are therefore, predominantly surface filters, although some amount of depth
filtration is inevitable, which results in the blinding of pores. Depth filtration can have a
profound influence on the filtration performance and life of the filter fabric.
2.5.1.3 Mechanism governed by mode of filtration
2.5.1.3.1 Dust penetration and seepage theory
Through a series of experiment [72], it is established `seepage‟ as a dominant mechanism of
particle penetration in conventional fabric filtration. Dust can penetrate through the fabric
filter in two ways:
It can fail to be collected and penetrated straight through the fabric, or
It can be collected at first but `seep‟ through later [73]

55
According to straight-through theory, particles should be captured with greater efficiency as
dust collects upon the fabric. However, it was reported [74] that gradual seepage of
collected dust through the fabric into the cleaned gas stream is more important than straight-
through penetration. Seepage is a failure of the fabric to retain collected dust rather than a
failure to collect that dust in the first place. Seepage implies a mechanism in which particles
already captured by the fabric are subsequently released and eventually re-entrained in the
exit gas. Furthermore, the primary driving force for this release and re-entrainment
mechanism comes from the rapid deceleration of the particle-laden fabric as it collapses
back on the cage at the end of the cleaning pulse.
In addition to straight-through and seepage mechanisms, the dust penetration through a filter
medium can also be accomplished by pinhole bypass. Pinholes are small holes, which may
be formed during cleaning or filtration [75]. During filtration of hot particles or particles of
abrasive nature, pinholes can be produced. Also, during the needling punchingprocess on a
synthetic felt, small ruptures caused by mechanical stress might lead to pinholes.The
pinhole bypass mechanism is of particular importance when straight-through is not possible
any more due to filter cake. Pin holed surface filters show a clear impact on the separation
efficiencies of the test filters in experiments, such as different particle-size distributions and
much higher integral clean gas side concentrations than for faultless filters. The observed
pinholes in surface filters are required to be rated critically concerning actual emission limit
values. Bigger pinholes decrease the collection efficiency, and higher filter face velocities
increase the collection efficiency of pinholed filter media [76].
Considering `seepage‟ as a dominant mechanism for emission, a model is presented for
seepage penetration that uses impulse and momentum principles and based on the
assumption that all seepage occurs as the bag strikes its cage [77].
The proposed equation is as follows:
N = kw² v/t,
Where,
N = mass outlet flux from the fabric in kg/m² /s,
w = the areal density of dust on the fabric in kg/m²,
v = superficial filtration velocity in m/s,
t = the time between cleaning pulses in s,
k = a proportionately constant that was reported to depend on the dust and fabric used
The above equation shows that outlet flux should be zero with a clean fabric, but should
increase as the fabric becomes conditioned and dust areal density increases. If most of the

56
dust that penetrates passes straight through the filter, outlet flux from the filter should
decrease over time, whereas if most of the dust passes through by seepage, outlet flux from
the filter increase over time [78]. Immediately after installing new bags, this flux was nearly
zero. Initially, outlet flux increased rapidly with time, but later the increase was much more
gradual. This may occur because, over time, more dust works its way below the fabric
surface and is thereby able to penetrate by seepage. These results support earlier supposition
that seepage accounts for virtually all the dust that penetrates a filter. A series of tests were
performed to determine outlet flux for a filter operated at three filtration velocities, equipped
with three types of bags and dusts. The amount of dust carried by the bags, and the outlet
flux from the bags, varied greatly in these tests. However, all outlet flux values, regardless
of velocity, fabric, or dust type, correlate well with a single parameter, i.e., w² v/t. Fabric
type and dust type affect the amount of dust (w) carried by a bag, which in turn largely
determines outlet mass flux [78].
It has been established by the early works cited above that emissions from a pulse-cleaned
filter peak immediately after each regeneration pulse [79] then decrease rapidly, while the
filter cake builds up and takes over as a more efficient filtration layer. Such data have been
obtained repeatedly for different types of filter media ranging from rigid ceramics to needle
felts [80]. The emissions spike filter immediately after each cleaning pulse and are
consistent with the hypothesis that seepage accounts for virtually all the dust that passes
through these filters, as under this hypothesis, emissions occur as each bag strikes its
supporting cage. However, decrease in filtration efficiency with time is contradictory to the
earlier findings backed by theoretical proposition. These facts create some suspicion that the
`re-entrainment hypothesis‟ may not apply universally as often presumed, or perhaps only to
the kind of very open and porous media used widely during the 1970s and early 1980s. With
time, there is a significant improvement in filter media through enhancing surface filtration
amidst many other functional requirements. It has been pointed out that the emission
processes in surface filter media are difficult for assessment due to their rather transient
nature and the experimental facilities required [81].
Bining et al. [81] re-examined the contribution of each of the above-mentioned factors to the
emissions from pulse-cleaned needle felt media. The theory applies to two types of media
(singular and layered fabric) using two different types of dust (agglomerating and free-
flowing) and under all aging conditions used during the experiments. Considering the effect
of different dust types and filter aging, experiments were performed on flat circular samples
of calendared needle felts made out of polyphenylenesulphidefibres. At different stages of

57
aging, it was found that 96-99% of recorded emissions were caused by direct particle
penetration, which is by far the dominant emission mechanism as compared to re-
entrainment. With increasing filter service life, simulated by accelerated aging up to 20,000
cycles, the emission level decreases by factors of about 10 to 20 due to the progression of
clogging and a corresponding increase in filter efficiency. The observed behavior is in
support of direct penetration of dust particles and is assumed to be valid for the entire
operating life of a surface filter, except when mechanical failure occurs and disregarding the
effect of holes caused by stitches.
As and when dust loading is stopped, penetration is likely due to re-entrainment wherein
emitted dust mass per cycle was of the order of 10 of the mass stored inside the medium. Its
impact on overall emission is much lower than the combined impact of direct penetration
and re-entrainment. The prevalence of direct penetration is further confirmed by the size
distribution of the emitted particles, which is centered narrowly around the most penetrating
particle size between roughly 0.5 µm and 1 µm. Contrary to expectations, a significant
fraction of re-entrained dust should have led to a noticeable coarse size distribution with
aging; instead, the emitted particle size tended toward finer particles with aging due to an
increase in filter efficiency. Cross- sectional analysis of a few media by electron microprobe
indicates that the support scrim may act as an effective barrier to particle seepage more than
to direct penetration [81].
Re-deposition of parts of a filter cake immediately after the cleaning pulse is shown to have
a very significant effect on emissions. In addition, the well-known increase in emission level
with cleaning pulse intensity can be attributed to a slowing down or prevention of the
clogging process rather than enhanced re-entrainment of stored dust. Earlier reports of
increased emissions at higher filter face velocities are probably due to the re-deposition of
dust from the filter cake immediately after a cleaning pulse. Seams in the filter medium can
have an increasingly strong effect on emissions and filter service life [81]. It may be noted
that the above hypothesis is based on flat circular samples, and therefore the influence of
dust cake re-deposition of seams or the rebounding of the filter on the supporting cage may
mismatch the prediction in a filter test uniy (VDI 3926, Type-1) with small coupons.
2.5.1.3.2 Cake vs non-dust cake filtration
Most pulse-jet operations eliminate the need of primary dust cake [82] but not all. Failure to
make the distinction between these two pulse-jet operating modes causes confusion, as one
group working on the dust-cake pulse filters reports results in conflict with those of the

58
other group dealing with non-dust cake pulse filters. In non-dust cake filtration, the layer of
dust is cleaned before the cake is formed. In the said mode, the fabric plays a more active
filtration role and the properties of porous filter media depend on both the dust and the
fabric throughout the filtration period. Non-dust cake filtration also implies that the cleaning
action itself is adequate to remove sufficient dust before reaching the dust cake threshold
and that a steady state will be reached without the formation of homogeneous dust cake.
However, if filtration is allowed for a longer time without cleaning, a surface dust cake
forms on the fabrics. In case of cake filtration, once the primary dust cake is formed over the
fabric, the role of fabric is secondary in the outgoing emission of dust particles.
The performance characteristics of these two operating modes differ, as in ideal dust cake
filtration the drag characteristics depend only on the dust itself and the dust cake it forms; in
non-dust cake filtration, the drag characteristics depend mainly on the interaction of the dust
with the fabric substrate. Drag is often linear with areal mass density in dust cake filtration,
it is seldom linear in non-dust cake filtration. [83]. In the process of dust deposition over
filter material, the phenomenon of filter clogging and/or particle dendrite growth has been
observed in number of studies [ 84-85]. The operational characteristics during filtration are
strongly influenced by the structure of the dust cake.
2.6 Conclusion
It can be summarized from the literature survey made that in the conventional types of
needled filter materials, separation does not only take place on the surface, but also on the
porous inside as a result of the three-dimensional structure. This, however, results in the
filter medium clogging sooner and causes problems in cleaning. More recent types of
needled filter materials have been so modified (reinforced) that filtration takes place
predominantly in the upper layer on the side exposed to the dusty air/gas. This method,
known as surface filtration, results in less loss of power, higher specific surface loads, and
significantly longer service life. Because of the high pressure to which they are subjected
during the separation process and the shearing stress experienced when the filter cake is
removed, the filter media have to be very strong, extensible, and have a suitable surface.
Close structured needle-punched fabrics with a smooth surface and reinforced with woven
fabrics provide a preferable alternative to heavy textile fabrics. The random arrangement of
the fibres of such needle punched fabrics nearly always ensures shorter turbidity times and

59
more rapid build up of the filter cake. The GSMs of suitable needle punched fabrics is
between 300 and 800 gms/sq.m, including the woven fabric worked in to strengthen it.
While designing the filter elements, a thorough understanding of environmental regulations,
nature of particulates and state of aerosol conditions is needed. Four factors related to the
design of filter elements are:
Material of the fabric
Fabric type and specification
Fabric finish and structural modification, and
Filter element dimension and fabrication
Other key design parameters are the choice of filter medium, operating differential pressure
and baghouse footprint.
Therefore, a systematic study could entail a proper designing of the system and filter media.
There is limited information available on cement dust collection by nonwoven fabrics.
Hence, in the present study, an effort has been made to develop an instrument for measuring
filtration properties of filter fabrics and to study the quality aspects of woven and needle-
punched nonwoven filter fabrics using cement dust.

60