chapter 1 introduction and literature reviewstudentsrepo.um.edu.my/4967/2/chapter_1.pdf ·...
TRANSCRIPT

1
CHAPTER 1
INTRODUCTION AND LITERATURE REVIEW
1.1 Fundamentals of adhesives
Adhesives and sealants surround us in nature and in our daily lives. Substantial
businesses exist to develop, manufacture, and market these materials, and they are used
within virtually every business and industry. Applications abound from office to
automotive safety glass and from footwear to aerospace structures. Many products exist
as a result of adhesive bonding or sealing. If the total value added to our economy by the
relatively small amount of adhesives and sealants that are used is to be determined, the
result would be staggering as adhesives and sealants all around us, with applications
extending back to at least biblical times, and with many examples of outstanding
adhesion in nature (e.g., barnacles and ice on roads).
The adhesives and sealants industry is bolstered by thousands of years of trial
and error. This long history can be coupled with significant additions to the fundamental
supporting sciences and with the development of advanced materials and processes. The
study of adhesives and sealants and the sciences surrounding their application has never
been more important. Adhesives and sealants are often made of similar materials, and
they are sometimes used in similar applications. These materials have comparable
processing requirements and failure mechanisms, and the fundamentals of how they
work are similar. However, the different specifications and test methods apply to
adhesives and sealants, and most often they are designed to perform different functions.
Their definitions show their different functions (Petrie, 2000).

2
Adhesive—a substance capable of holding at least two surfaces together in a strong and
permanent manner.
Sealant—a substance capable of attaching to at least two surfaces, thereby, filling the
space between them to provide a barrier or protective coating.
Adhesives and sealants are often considered together because they both adhere
and seal. Both must be resistant to their operating environments; and their properties are
highly dependent on how they are applied and processed. Adhesives and sealants also
share several common characteristics (Elias 2009; Harshorn 2009; Ebnesajjad 2011).
They must behave as a liquid, at some time in the course of bond formation, in
order to flow over and wet (make intimate contact with) the adherends.
They form surface attachment through adhesion (the development of
intermolecular forces).
They must harden to carry sometimes continuous, sometimes variable load
throughout their lives.
They transfer and distribute load among the components in an assembly.
They must fill gaps, cavities, and spaces.
They must work with other components of the assembly to provide a durable
product.
Adhesives are chosen for their holding and bonding power. They are generally
materials having high shear and tensile strength. Structural adhesive is a term generally
used to define an adhesive whose strength is critical to the success of the assembly. This
term is usually reserved to describe adhesives with high shear strength (in excess of
1,000 pounds per square inch or psi) and good environmental resistance. Examples of
structural adhesives are epoxy, thermosetting acrylic, and urethane systems.

3
Structural adhesives are usually expected to last the life of the product to which
they are applied and while, non structural adhesives are adhesives with much lower
strength and permanence. They are generally used for temporary fastening or to bond
weak substrates. Examples of non-structural adhesives are pressure sensitive films,
wood glue, elastomers, and sealants. Sealants are generally chosen for their ability to fill
gaps, resist relative movement of the substrates, and exclude or contain another
material.
They are generally lower in strength than adhesives, but have better flexibility.
Common sealants include urethanes, silicones, and acrylic systems. Both adhesives and
sealants function primarily by the property of adhesion. Adhesion is the attraction of
two different substances resulting from intermolecular forces between the substances.
This is distinctly different from cohesion, which involves only the intermolecular
attractive forces within a single substance. The intermolecular forces acting in both
adhesion and cohesion are primarily van der Waals force. For better understanding on
the difference between adhesion and cohesion, consider the failed joints illustrated in
Figure 1.1. Joints fail either adhesively or cohesively or by some combination of the
two.
Adhesive failure is an interfacial bond failure between the adhesive and the
adherent. Cohesive failure could exist within either the adhesive material or the
adherent. Cohesive failure of the adhesive occurs when stress fracture within the
adhesive material allows a layer of adhesive to remain on both substrates (i.e. the
attachment of the adhesive to the substrate is stronger than the internal strength of the
adhesive itself, and the adhesive fails within its bulk). When the adherent fails before
the adhesive and the joint area remains intact, it is known as a cohesive failure of the
adherent.

4
Figure 1.1: Examples of cohesive and adhesive failure
1.2 Adhesive classifications
Adhesives are classified by many methods, and there can be many hierarchical
levels to these classification schemes. The broadest classification scheme is to
categorize an adhesive as being manufactured from materials that are either synthetic or
naturally occurring. Synthetic adhesives are manufactured from man-made materials
such as polymers. Natural adhesives are manufactured from naturally occurring
materials such as animal or agricultural by-products. Many adhesives are made from
organic polymers. There are also adhesive systems with inorganic origin. The oldest
polymers used for adhesives were of natural origin. Often naturally occurring adhesives
are thought to be inferior to synthetic polymers because of their lower strength and
limited freedom in processing. However, in many applications, such as bonding of paper
and wood where the emphasis may be on the adhesive being biodegradable or
repulpable, naturally occurring adhesives find a strong market (Harshorn 2009). Modern
epoxies, urethanes, acrylics, and other adhesive systems that are used in demanding
structural applications are made from synthetic polymers.

5
The classification of adhesives into synthetic and naturally occurring categories
is usually far too broad for many practical purposes. The industry has settled on several
common methods of classifying adhesives that satisfy most purposes. These
classifications are by:
Function
Chemical composition
Mode of application or reaction
Physical form
Cost
End-use
All of these classifications and distinctions overlap to some degree.
1.2.1 Function
The functional classification defines adhesives as being either structural or
nonstructural. Structural adhesives are materials of high strength and permanence.
Generally, structural adhesives are defined as those having shear strengths in excess of
1000 psi and resistance to most common operating environments. Their primary
function is to hold structures together and be capable of resisting high loads without
deformation. Structural adhesives are generally presumed to survive the life of the
application. Conversely, nonstructural adhesives are not required to support substantial
loads, but they merely hold lightweight materials in place. Nonstructural adhesives
creep under moderate load and are often degraded by long term environmental
exposures. They are often used for temporary or short term fastening. Nonstructural
adhesives are sometimes referred to as holding adhesives. Certain pressure sensitive
adhesives, hot melt, and water emulsion adhesives are examples of nonstructural
adhesives because they have moderately low shear strength, high creep, and poor

6
resistance to temperature and chemicals. However, at times these materials could
possibly be used in long term applications, depending on the severity of the application.
Nonstructural adhesives are sometimes used with other types of fasteners including
mechanical fasteners. In these applications, the adhesive bond is considered a secondary
fastener. The use of a nonstructural adhesive in concert with mechanical fasteners may
allow one to reduce the number of mechanical fasteners that would normally be used
and also provide additional value in the assembly such as vibration damping, sealing, or
insulation.
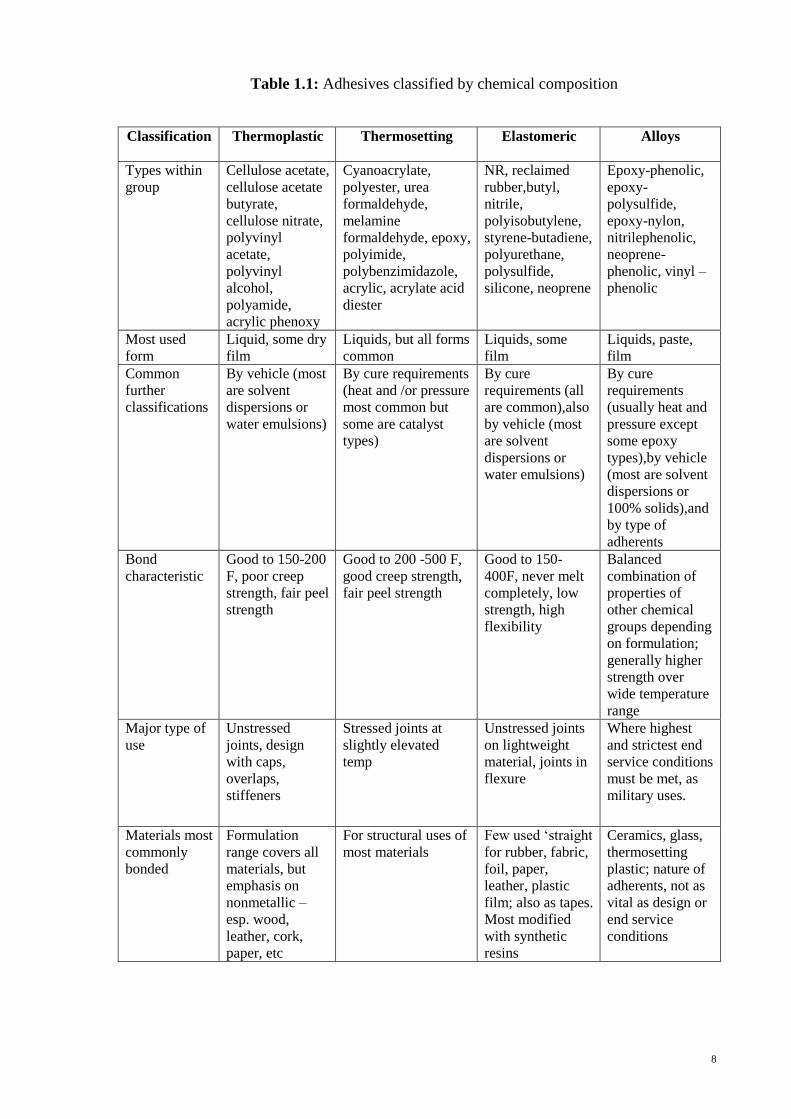
1.2.2 Chemical composition
The classification of adhesives by chemical composition describes adhesives in
the broadest sense as being thermosetting, thermoplastic, elastomeric, or alloys
(hybrids) of these. These classifications are described in Table 1.1. Usually, the
chemical composition is divided further into major chemical types or families within
each group, such as epoxy, urethane, neoprene, and cyanoacrylate.
1.2.2.1 Thermosetting adhesives.
Thermosetting adhesives are materials that cannot be heated and softened
repeatedly after their initial cure. Once cured and crosslinked, the bond can be softened
somewhat by heat, but it cannot be remelted or restored to the flowable state that existed
before curing. Thermoset materials form infusible and insoluble materials. These
adhesives generally degrade and weaken upon heating at high enough temperatures
because of oxidation or molecular chain scission. Thermosetting adhesive systems cure
by an irreversible chemical reaction at room or elevated temperatures, depending on the
type of adhesive. This chemical reaction is often referred to as crosslinking.
7
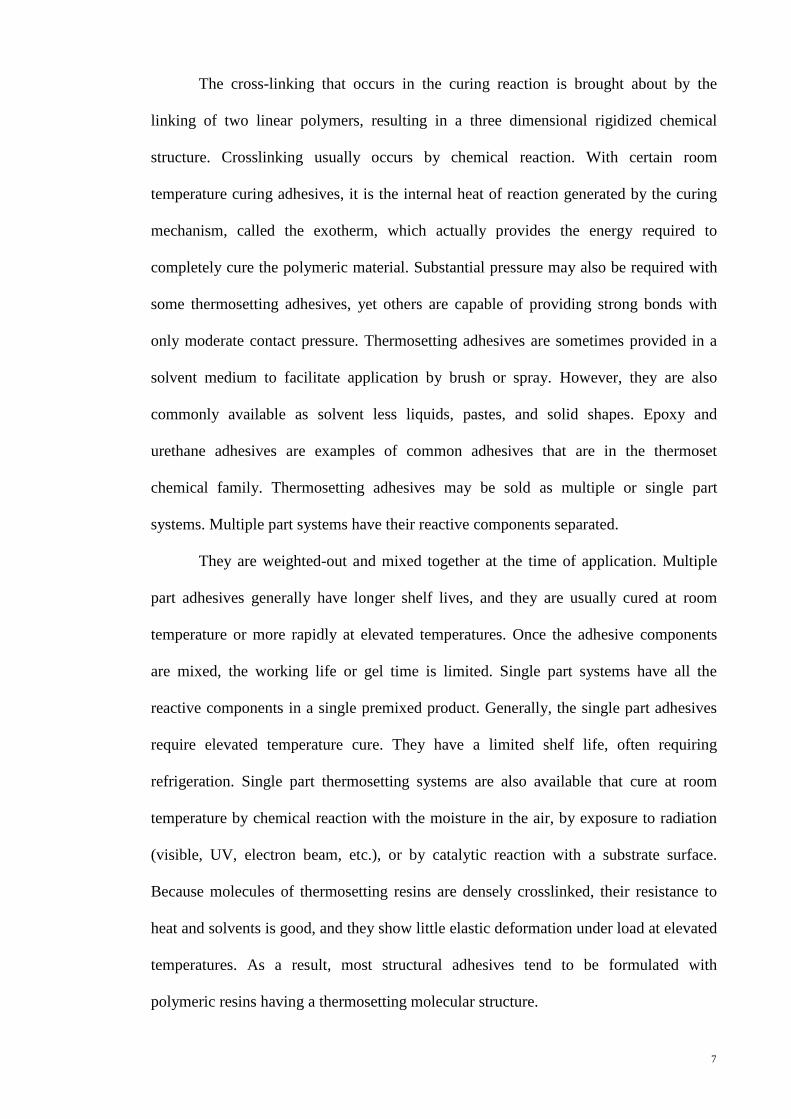
The cross-linking that occurs in the curing reaction is brought about by the
linking of two linear polymers, resulting in a three dimensional rigidized chemical
structure. Crosslinking usually occurs by chemical reaction. With certain room
temperature curing adhesives, it is the internal heat of reaction generated by the curing
mechanism, called the exotherm, which actually provides the energy required to
completely cure the polymeric material. Substantial pressure may also be required with
some thermosetting adhesives, yet others are capable of providing strong bonds with
only moderate contact pressure. Thermosetting adhesives are sometimes provided in a
solvent medium to facilitate application by brush or spray. However, they are also
commonly available as solvent less liquids, pastes, and solid shapes. Epoxy and
urethane adhesives are examples of common adhesives that are in the thermoset
chemical family. Thermosetting adhesives may be sold as multiple or single part
systems. Multiple part systems have their reactive components separated.
They are weighted-out and mixed together at the time of application. Multiple
part adhesives generally have longer shelf lives, and they are usually cured at room
temperature or more rapidly at elevated temperatures. Once the adhesive components
are mixed, the working life or gel time is limited. Single part systems have all the
reactive components in a single premixed product. Generally, the single part adhesives
require elevated temperature cure. They have a limited shelf life, often requiring
refrigeration. Single part thermosetting systems are also available that cure at room
temperature by chemical reaction with the moisture in the air, by exposure to radiation
(visible, UV, electron beam, etc.), or by catalytic reaction with a substrate surface.
Because molecules of thermosetting resins are densely crosslinked, their resistance to
heat and solvents is good, and they show little elastic deformation under load at elevated
temperatures. As a result, most structural adhesives tend to be formulated with
polymeric resins having a thermosetting molecular structure.
8
Table 1.1: Adhesives classified by chemical composition
Classification
Thermoplastic Thermosetting Elastomeric Alloys
Types within
group
Cellulose acetate,
cellulose acetate
butyrate,
cellulose nitrate,
polyvinyl
acetate,
polyvinyl
alcohol,
polyamide,
acrylic phenoxy
Cyanoacrylate,
polyester, urea
formaldehyde,
melamine
formaldehyde, epoxy,
polyimide,
polybenzimidazole,
acrylic, acrylate acid
diester
NR, reclaimed
rubber,butyl,
nitrile,
polyisobutylene,
styrene-butadiene,
polyurethane,
polysulfide,
silicone, neoprene
Epoxy-phenolic,
epoxy-
polysulfide,
epoxy-nylon,
nitrilephenolic,
neoprene-
phenolic, vinyl –
phenolic
Most used
form
Liquid, some dry
film
Liquids, but all forms
common
Liquids, some
film
Liquids, paste,
film
Common
further
classifications
By vehicle (most
are solvent
dispersions or
water emulsions)
By cure requirements
(heat and /or pressure
most common but
some are catalyst
types)
By cure
requirements (all
are common),also
by vehicle (most
are solvent
dispersions or
water emulsions)
By cure
requirements
(usually heat and
pressure except
some epoxy
types),by vehicle
(most are solvent
dispersions or
100% solids),and
by type of
adherents
Bond
characteristic
Good to 150-200
F, poor creep
strength, fair peel
strength
Good to 200 -500 F,
good creep strength,
fair peel strength
Good to 150-
400F, never melt
completely, low
strength, high
flexibility
Balanced
combination of
properties of
other chemical
groups depending
on formulation;
generally higher
strength over
wide temperature
range
Major type of
use
Unstressed
joints, design
with caps,
overlaps,
stiffeners
Stressed joints at
slightly elevated
temp
Unstressed joints
on lightweight
material, joints in
flexure
Where highest
and strictest end
service conditions
must be met, as
military uses.
Materials most
commonly
bonded
Formulation
range covers all
materials, but
emphasis on
nonmetallic –
esp. wood,
leather, cork,
paper, etc
For structural uses of
most materials
Few used ‗straight
for rubber, fabric,
foil, paper,
leather, plastic
film; also as tapes.
Most modified
with synthetic
resins
Ceramics, glass,
thermosetting
plastic; nature of
adherents, not as
vital as design or
end service
conditions

9
1.2.2.2 Thermoplastic adhesives.
Thermoplastic adhesives differ from thermosets in that they do not cure or set
under heat. Thermoplastics are originally solid polymers merely soften or melt when
heated. Their molecular structure is either linear or branched. Since thermoplastic
molecules do not cure into a crosslinked structure, they can be melted with application
of heat and then applied to a substrate. Thermal aging, brought about by repeated
exposure to the high temperatures required for melting, causes eventual degradation of
the material through oxidation, and this limits the number of reheat cycles. Once applied
to the substrate, the parts are joined and the adhesive hardens by cooling.
Hot-melt adhesives, commonly used in packaging, are examples of a solid
thermoplastic material that is applied in a molten state. Adhesion develops as the melt
solidifies during cooling. Thermoplastics can also be dissolved in solvent to produce a
flowable solution and then reharden on evaporation of the solvent. Thermoplastic resins
can also be dispersed in water as latex or emulsions. These products harden on
evaporation of the water. Wood glues, a common household item, are thermoplastic
resins that are dispersed in water as either a latex or emulsion. They harden by
evaporation of the water and coalescence of the resin into a film form.
Thermoplastic adhesives are also preapplied to a substrate so that they can be
activated at an appropriate time. Some thermoplastic adhesives make good use of this
characteristic and are marketed as heat, solvent, or moisture activated adhesives. The
best known example of a moisture activated adhesive is the mailing envelope adhesive
that is activated by moisture to become tacky and somewhat flowable. When the
moisture evaporates, the bond sets. Thermoplastic adhesives have a more limited
operating temperature range than thermosetting types. Although certain thermoplastics
may provide excellent tensile shear strength at relatively moderate temperatures, these
materials are not crosslinked and will tend to creep under load at lower temperatures.
10
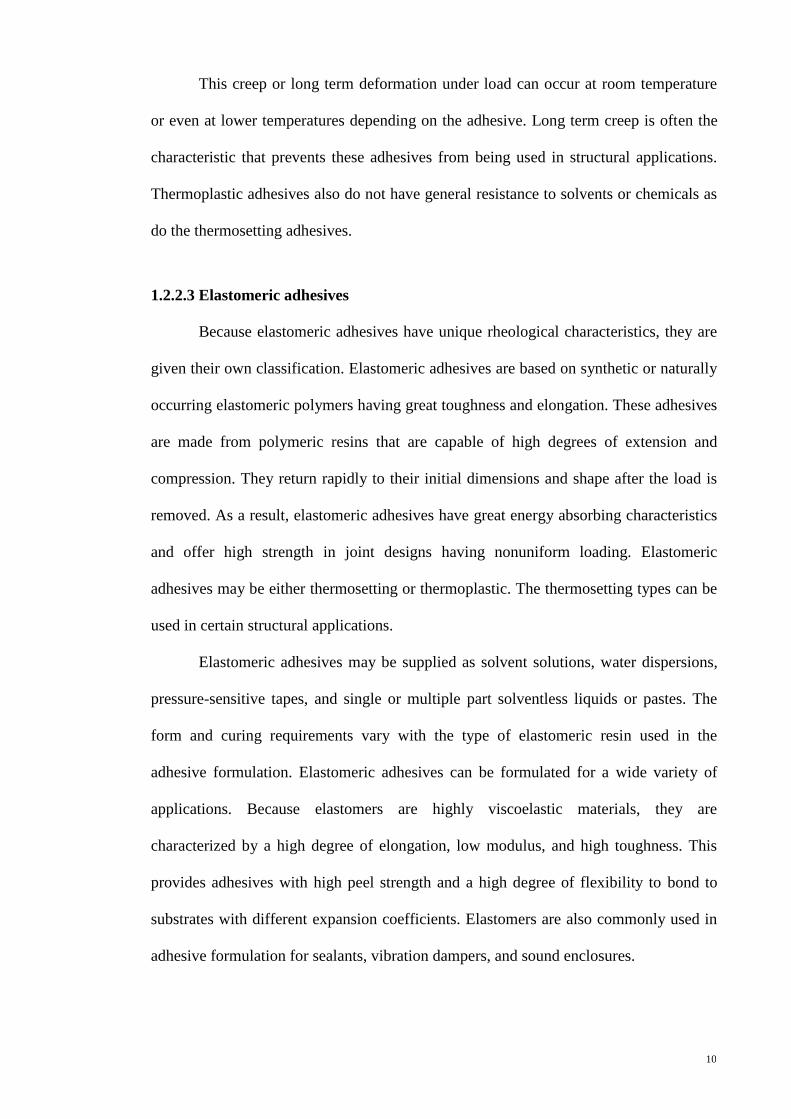
This creep or long term deformation under load can occur at room temperature
or even at lower temperatures depending on the adhesive. Long term creep is often the
characteristic that prevents these adhesives from being used in structural applications.
Thermoplastic adhesives also do not have general resistance to solvents or chemicals as
do the thermosetting adhesives.
1.2.2.3 Elastomeric adhesives
Because elastomeric adhesives have unique rheological characteristics, they are
given their own classification. Elastomeric adhesives are based on synthetic or naturally
occurring elastomeric polymers having great toughness and elongation. These adhesives
are made from polymeric resins that are capable of high degrees of extension and
compression. They return rapidly to their initial dimensions and shape after the load is
removed. As a result, elastomeric adhesives have great energy absorbing characteristics
and offer high strength in joint designs having nonuniform loading. Elastomeric
adhesives may be either thermosetting or thermoplastic. The thermosetting types can be
used in certain structural applications.
Elastomeric adhesives may be supplied as solvent solutions, water dispersions,
pressure-sensitive tapes, and single or multiple part solventless liquids or pastes. The
form and curing requirements vary with the type of elastomeric resin used in the
adhesive formulation. Elastomeric adhesives can be formulated for a wide variety of
applications. Because elastomers are highly viscoelastic materials, they are
characterized by a high degree of elongation, low modulus, and high toughness. This
provides adhesives with high peel strength and a high degree of flexibility to bond to
substrates with different expansion coefficients. Elastomers are also commonly used in
adhesive formulation for sealants, vibration dampers, and sound enclosures.

11
1.2.2.4 Hybrid adhesives.
Adhesive hybrids are made by combining thermosetting, thermoplastic, or
elastomeric resins into a single adhesive formulation. Hybrids have been developed to
capitalize on the most useful properties of each component. Generally high temperature,
rigid resins are combined with flexible, tough elastomers or thermoplastics to provide
improved peel strength and energy absorption. However, early attempts at these
combinations usually resulted in an adhesive that was never better than its weakest
constituent. The good high temperature properties of the base resin were always
sacrificed by the addition of the flexibilizing additive. The earliest approach to combat
brittle failure was to develop adhesive formulations by blending a flexibilizing resin into
the body of another resin. Thus, nitrile-phenolic, epoxy-polysulfide, and other resin
blends provide resilience and toughness due to the elastomeric ingredients in the
formulation.
A limitation to these systems was that the elastomeric component usually
lowered the glass transition temperature and degraded at the elevated temperature and
lowered or raised chemical resistance that was characteristic of the more rigid resin.
These alloy blends are still in wide use today especially in the aerospace and
transportation adhesive markets. They are commonly available in solvent solutions and
as supported or unsupported film. Some single and two part liquid systems are also
available. More recently, advanced hybrid adhesive systems have been developed in an
attempt to improve peel strength and toughness of thermosetting resins without reducing
high temperature properties.

12
1.2.3 Mode of reaction
Another distinction that can be made between adhesives is the manner in which
they react or solidify. There are several methods by which adhesives can solidify:
1.2.3.1 Chemical reaction
Most thermosetting adhesives crosslink and cure by two primary chemical
reactions. It also includes reaction with a hardener or reaction with an outside energy
source such as heat, radiation, surface catalyst, etc. There are many adhesives that cure
by chemical reaction and can be further subdivided into groups:
a. Two part systems
b. Single part, cured via catalyst or hardener
c. Moisture curing adhesives
d. Radiation (light, UV, electron beam, etc.) curing adhesives
e. Adhesives catalyzed by the substrate
f. Adhesives in solid form (tape, film, powder, etc.)
1.2.3.2 Solvent / Water loss
Solvent solutions and water based latexes and dispersions harden via evaporation
of their carrier material either solvent or water. The function of the carrier material is
simply to lower the viscosity of the adhesive so that it can be easily applied to the
substrate. Once applied, the water or solvent must be removed either by evaporation into
the air or by diffusion into a porous substrate. Thus, solvent and water based systems
often find use in applications with porous substrates such as wood, paper, leather, and
fabric. Once applied and dried, the adhesive can then provide a bond in a number of
ways. It could simply harden into cohesive resin mass, such as polyvinyl acetate or
wood glues.

13
It could form a film that is then reactivated by solvent or water or by heat as in
the case of a laminating adhesive. It could also form a film that when dry has a high
degree of tack so as to be a pressure sensitive adhesive. There are primarily four types
of adhesives that harden by loss of solvent or water:
Contact adhesives:- The adhesive is applied to both substrates, solvent is
removed, and the substrates are mated under pressure so that the adhesive
coatings knit together.
Pressure sensitive adhesives:- The adhesive is applied to one or both substrates
or to a carrier (film, cloth, etc.). Once the solvent is removed, the adhesive has
aggressive and permanent tackiness. The substrates can be mated with very little
pressure.
Reactivatable adhesives:- The adhesive is applied to the substrate and the solvent
is evaporated. At this stage the substrate may be stored or transported with a dry
adhesive coating. At the time of joining, the coating is moistened with the
solvent and the adhesive becomes tacky with pressure sensitive characteristics.
Resinous solvent adhesives:- The adhesive is a resinous material dissolved in the
solvent. It is applied to porous substrates that are then joined. The solvent
evaporates leaving the resin to mechanically lock the substrates together.
1.2.3.3 Cooling from a melt
Adhesives can also harden by cooling from a melt condition. Hot melt adhesives
are the most common example of this type of adhesive. These are generally
thermoplastic adhesives that soften and melt when heated, and they harden on
subsequent cooling. The hot melt system must achieve a relatively low viscosity when
in the molten state to achieve wetting, and it must not cool too rapidly or it will not have
time to completely wet the roughness of the substrate surface.
14
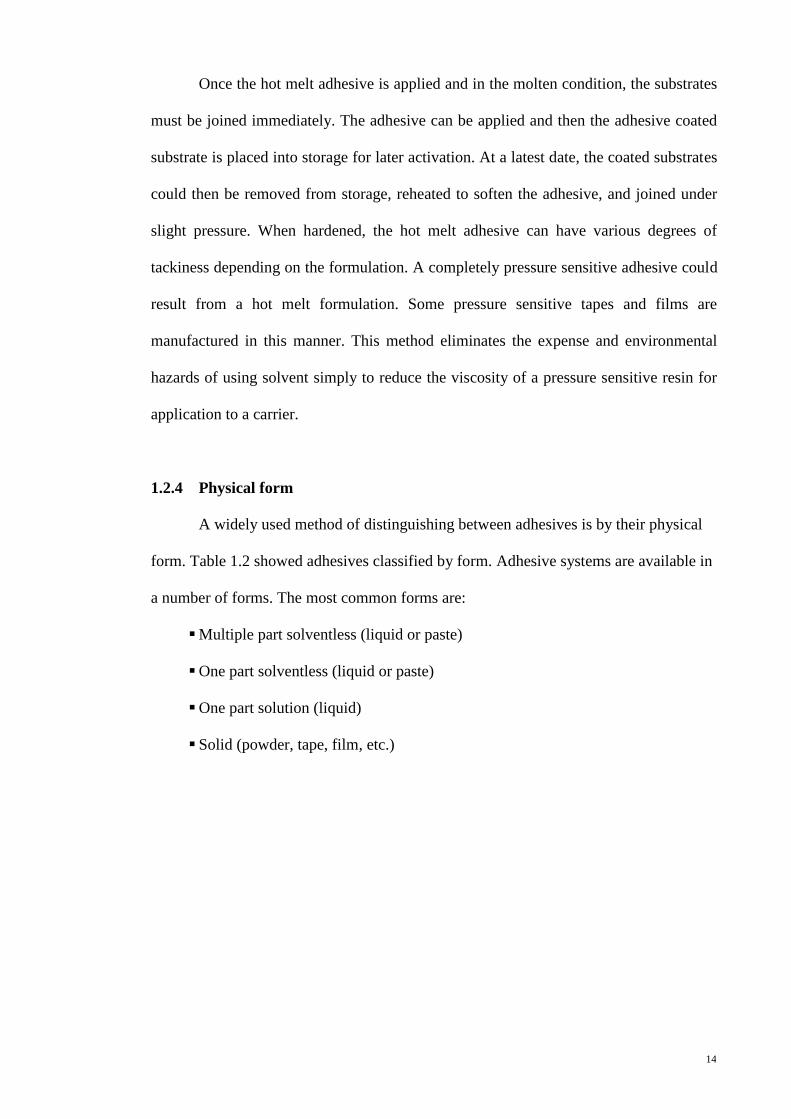
Once the hot melt adhesive is applied and in the molten condition, the substrates
must be joined immediately. The adhesive can be applied and then the adhesive coated
substrate is placed into storage for later activation. At a latest date, the coated substrates
could then be removed from storage, reheated to soften the adhesive, and joined under
slight pressure. When hardened, the hot melt adhesive can have various degrees of
tackiness depending on the formulation. A completely pressure sensitive adhesive could
result from a hot melt formulation. Some pressure sensitive tapes and films are
manufactured in this manner. This method eliminates the expense and environmental
hazards of using solvent simply to reduce the viscosity of a pressure sensitive resin for
application to a carrier.
1.2.4 Physical form
A widely used method of distinguishing between adhesives is by their physical
form. Table 1.2 showed adhesives classified by form. Adhesive systems are available in
a number of forms. The most common forms are:
Multiple part solventless (liquid or paste)
One part solventless (liquid or paste)
One part solution (liquid)
Solid (powder, tape, film, etc.)

15
Table 1.2: Adhesive classified by form
T Type Remarks Advantages
Liquid
Most common form; practically
every formulation available.
Principally solvent-dispersed
Easy to apply. Viscosity often under
control of user. Major form for hand
application.
Paste Wide range of consistencies.
Limited formulations. Principally
100% solid modified epoxies
Lends itself to high-production
setups
because of less waiting time. High
shear and creep strength.
Powder Requires mixing or heating to
activate curing
Longer shelf life; mixed in quantities
needed
Mastic Applied with trowel
Void-filling, nonflowing
Film,
tape
Limited to flat surfaces, wide
range of curing ease
Quick and easy application. No waste
or run over, uniform thickness
Other Rods, supported tapes, precoated
copper for printed circuits, etc
Ease of application and cure for
particular use.
1.2.5 Cost
Cost is usually not used as a method of classifying adhesives; however, it is an
important factor in the selection of a specific adhesive and a factor in determining
whether adhesives should be used at all. Thus, cost becomes a means of classification
and selection, if not directly, at least indirectly. The raw materials cost or ‗‗first cost‘‘ of
an adhesive can vary significantly. Adhesive price is dependent on development costs
and volume requirements. Adhesives that have been specifically developed to be
resistant to adverse environments are usually more expensive than general purpose
adhesives. Adhesive prices range from penies a pound for inorganic and animal-based
systems to several hundred dollars per pound for some heat-resistant synthetic types.

16
Adhesives in film or powder form require more processing than liquid or paste
types and are usually more expensive. When estimating the cost of using adhesives, one
must not only consider the price of the adhesive but also the cost of everything required
to obtain a reliable, complete joint. Therefore, the cost of fastening with adhesives must
also include the cost of labor, the cost of equipment, the time required to cure the
adhesive, and the economical loss due to rejects of defective joints. The following
parameters may be important in analyzing the real cost of an adhesive system:
Efficiency of coverage in relation to bonding area or number of components.
Ease of application and processing equipment needed (jigs, ovens, presses,
applicators, etc.)
Total processing time (for assembly, for preparation of adherents, for drying, for
curing, etc.)
Cost of labor for assembly and inspection of the bonded parts.
Waste of adhesive contributes to material costs and environmental costs for disposal.
Amount of rejected material as compared with other methods of joining.
1.2.6 End use
Adhesives may also be classified according to their end-use. Thus, metal
adhesives, wood adhesives, and vinyl adhesives refer to the substrates to which they will
bond. Similarly, acid-resistant adhesives, heat-resistant adhesives, and weatherable
adhesives indicate the environments for which each is best suited. Adhesives are also
often classified by the method in which they are applied. Depending on viscosity, liquid
adhesives can be considered to be sprayable, brushable, or trowelable. Heavily bodied
adhesive pastes and mastics are considered to be extricable; they are applied by syringe,
caulking gun, or pneumatic pumping equipment (Midgley 1990).

17
1.3 Solvent and water -based adhesives
Solvent - based pressure sensitive adhesives have a broad material basis. They
can be formulated as tackified elastomers, acrylics, polyurethanes and other materials.
Their formulation can be either the manufacture of an adhesive (e.g. rubber resin PSA)
or the modification of an adhesive. Solvent based acrylics are recommended for durable
mounting tapes, outdoor pressure sensitive products, medical tapes and protective tapes.
They offer possibility of various cross linking with or without previous destruction of
base polymer. Thus, their adhesive and end use properties especially tack and shears are
easy controlled (Petrie, 2000).
In the first stage of development NR-resin-based formulations were used as
solvent based adhesives for tapes and label. Later, synthetic rubbers were introduced.
Cross-linking of solvent-based formulations has been used since the beginning of PSA
technology. Solvent – based cross linked formulations were developed for each product
class due to their relatively broad raw material basis and easy regulation of their cross
linking degree by the aid of raw materials and manufacturing condition. At first NR was
used and later synthetic elastomers were processed. Each requires special technology.
Formulation of NR includes different procedures to improve the adhesive,
cohesive, and aging characteristics. Tackification of NR is the classic way to obtain
PSAs. NR can be used together with polar elastomers and reactive resin to achieve
temperature and solvent resistance. The reaction is carried out by mastication of the
components. Synthetic rubber-based PSA formulations were developed as solvent –
based, water-based, and 100% solids. The best known synthetics elastomers used for
solvent-based PSAs are the styrene-diene copolymer, polyisobutene, acrylnitryl-diene
copolymers, silicones, polyurethane and etc (Robinson, 1979).

18
Water–based adhesives are considered as replacements for solvent based
adhesives for the purpose of reducing volatile organic emissions in a manufacturing
operation. Water–based adhesives are usually emulsions of thermoplastic resins. The
properties of the emulsion are derived from the polymer employed as well as the system
used to emulsify the polymer in water. There are several additives necessary to stabilize
and protect the emulsion. Other additives are used to adjust tack, drying time, viscosity,
storage stability, etc. Like the solvent-based adhesives, the water carrier is evaporated
through the air or diffused into the porous substrate. When dry the resulting adhesive
can be either a brittle, hard resin or a flexible, tacky film depending on the adhesive
formulation.
Water–based adhesives are like solvent–based adhesives in that they are
formulated as contact, pressure sensitive, reactivatable, and resinous adhesive systems.
They are used much the same way as their solvent based counterparts. The most widely
used emulsion-based adhesive is the polyvinyl acetate-polyvinyl alcohol copolymer,
known as ‗‗white‘‘ glue or wood glue. This adhesive hardens to a relatively rigid solid
when the water diffuses through the substrate. Although there are several water–based
contact and pressure sensitive adhesives on the market, they are slower drying than
solvent-based adhesives, requiring about three times more heat to dry. Forced drying of
water-based adhesives costs energy and causes corrosion problems in the ovens that are
used. Water–based contact adhesives also have a lack of immediate bonding capability.
When cured, the water–based adhesives do not have the moisture resistance that solvent-
based contact adhesives have. For water–based PSAs, formulation is mostly a
modification of the base adhesive, but it is also focused on the adhesive and converting
properties.

19
In this case, the modification of the base adhesive is more complex because of
its built-in chemical composition and its dispersed system–related chemical composition
(particles with composite structure).Therefore, formulation affects the dispersion
stability as well. For the dispersed system, formulation also depends on the storage time.
Dispersing quality affects the static shelf–life of the dispersion and its shear stability. In
some cases dispersing affects the adhesive properties of the PSA. For instance, when
water–based viscoelastic and viscous components are mixed (e.g. acrylic with
tackifiers), peel resistance increases with storage time of the mixture (up to limit).
Generally, in the formulation of water based adhesives, special additives are included
during synthesis and formulation (Elliott and Glass, 2000).
1.4 Pressure sensitive adhesives (PSAs)
Pressure sensitive adhesives (PSAs) are polymeric materials that exhibit
viscoelastic properties, maintain aggressive and permanent tack, and have enough
cohesive strength to be adhesively removed from a surface without leaving a noticeable
residue. PSAs require no more than finger pressure for adhesion and the adhesion force
is relatively insensitive to applied pressure. In addition, no chemical reaction or physical
change occurs in the PSA on bonding which primarily occurs through van der Waals
forces. The debonding mechanism involves cavitations at the interface and fibril
formation within the PSA. Pressure-sensitive adhesives tapes was first developed in
1845 by Dr. Horace Day, a surgeon, who devised a method of applying a natural rubber
adhesive to strips of cloth, thus producing a kind of surgical tape which he used in his
practice. PSAs are coated on a film like backing as a carrier and once the solvent
evaporates, the tape can be used. Usually, they are found in all types of packaging and
masking tapes. Numerous industrial and consumer applications utilize PSA technology.

20
Self-adhesive labels, masking tape, sealing tape, duct tape, removable adhesive
notes, postage stamps, transdermal patches and wound dressings are some common
household products that use PSAs. The market watch for PSA industry shows that world
demand for PSA tape is expected to grow five percent annually through 2012. A total
output of 36 billion sq meters of PSA tape is estimated globally in 2012, and 3.2 million
metric tons of raw materials (adhesives, substrates and release liners) will be needed to
convert the finished product. The PSA base resin can consist of a variety of chemistries
including polyacrylate, polyvinylether, silicone, polyisoprene, and polyisobutylene.
Tackifiers and plasticizers are often added to fine tune the physical properties of the
adhesive. PSAs are generally coated onto a backing material to form a PSA tape. Cloth,
paper, cellophane, polypropylene and polyester are some of the more common backing
materials that support the thin adhesive layer.
PSAs can be formulated to conduct heat and electricity, insulate, resist microbial
and environmental attack, and minimize specific reactions to the adherent such as
corrosion or sensitivity to skin. PSAs operate in humid and dry air, vacuum and
atmospheric conditions, and a wide array of temperatures. Because of the widespread
use of PSAs, understanding the mechanical behavior of the PSA throughout the range of
operating temperatures and conditions is extremely important. The function of PSAs is
to ensure instantaneous adhesion upon application of a light pressure. Most applications
further require that they can be easily removed from the surface to which they were
applied through a light pulling force. Thus PSAs are characterized by a built-in capacity
to achieve this instantaneous adhesion to a surface without activation, such as a
treatment with solvents or heat, and also by having sufficient internal strength so that
the adhesive material will not break up before the bond between the adhesive material
and the surface ruptures (Wool, 2005 a ).

21
The bonding and the debonding of PSAs are energy-driven phenomena.
Pressure-sensitive adhesives must possess viscous properties in order to flow and to be
able to dissipate energy during the adhesive bonding process. However, the adhesive
must also be elastic (i.e., it must resist the tendency to flow) and, in addition, store bond
rupture energy in order to provide good peel and tack performance. Pressure-sensitive
adhesives should possess typical viscoelastic properties that allow them to respond
properly to both a bonding and a debonding step. For satisfactory performance in each
of these steps the material must respond to a deforming force in a prescribed manner.
Polymers employed as PSAs have to fulfill partially contradictory requirements; they
need to adhere to substrates, to display high shear strength and peel adhesion, and not
leave any residue on the substrate upon debonding. In order to meet all these
requirements, a compromise is needed.
When using PSAs there appears another difference from wet adhesives, namely
the adhesive does not change its physical state because film forming is inherent to
PSAs. Thus, PSAs used in self-adhesive laminates are adhesives which, through their
viscoelastic fluid state, can build up the joint without the need to change this flow state
during or after application. On the other hand, their fluid state allows controlled
debonding giving a temporary character to the bond. Because of the fluid character of
the bonded adhesive, the amount of adhesive (i.e., the dimensions of the adhesive layer)
is limited; the joint works as a thin-layer laminate or composite. Because of this special,
thin-layer structure of the composite, the solid state components of the laminate exert a
strong influence on the properties of the adhesive. Therefore, there exists a difference
between the measured properties of the pristine adhesive and of the adhesive enclosed
within the laminate. Adhesives, in general, and PSAs, in particular, have to build up a
continuous, soft (fluid), and tacky (rubbery) layer. The latter will adhere to the substrate.

22
On the other hand, the liquid adhesive layer of the PSAs working in the bond has
to offer a controlled bond resistance. This special behavior requires materials exhibiting
a viscoelastic character. The properties which are essential in characterizing the nature
of PSAs comprise of tack, peel adhesion, and shear. The first measures the adhesive‘s
ability to adhere quickly, the second its ability to resist removal through peeling, and the
third its ability to hold in position when shear forces are applied. PSAs are applied much
like contact adhesives and instantly provide a degree of tackiness. Unlike contact
adhesives, their tackiness is permanent and there is no optimal time range when the
substrates must be joined. PSAs are usually based on elastomer or thermoplastic solvent
solutions. They are coated on the substrate or on a film backing that is used as a carrier.
Pressure sensitive tape (e.g., office tape) is made in this manner. Once the solvent
evaporates, the tape is ready to be applied. So that it can be dispensed at the point of
assembly (Wool, 2013).
Most PSAs are made from formulations based on elastomer (natural, butyl,
nitrile and styrene butadiene thermoplastic), acrylate, or silicone resins. Table 1.3 shows
advantages and limitations of PSAs based on elastomer. PSAs are specifically
formulated for good flexibility, tack, and peel strength and can be applied from solvent
solutions, water dispersions, or hot melts. Thermoplastic elastomers are usually
employed in hot melt PSAs. Most PSAs are applied to plastic, paper, foil or fibrous
material as suitable backings. Pressure sensitive tapes are made with adhesive on one
side or on both sides (double faced tape). Double faced foam tapes are available to suit
applications where substrates have surface irregularities, contours, and significant gaps
in the joint area. Several very high bond strength adhesive tapes have been developed
for semi-structural applications. Use of foam carrier provides not only gap filler but also
helps to distribute the stress within the joint area, thus, improving the ultimate strength
of the joint.

23
These tapes offer bond strengths up to 10 times those of conventional PSA while
maintaining enough cohesive strength to support modest loads for long periods of time.
PSAs provide a relatively low strength bond upon the brief application of slight pressure
(usually by hand). They may be applied to any clean, dry surface. Since they are capable
of sustaining only light loads because of creep, they are not considered structural
adhesives. PSAs build a stronger bond over time. One should not test PSA immediately
after they are applied and the joint is made. Full strength may take several days to
develop and pressure sensitive tapes require relatively close mating substrates. The PSA
film thickness may be only several mils thick. If there are gaps larger than that between
the substrates, the adhesive will not bond because there is no applied pressure in the area
of greatest gap. Pressure sensitive tapes using foam (polyethylene or vinyl) carriers are
used where gap tolerances may be great. These adhesives are easily recognized in
automobile protective side strips, mounting tape for wall dispensers, etc (Benedek,
2004).
1.4.1 Rubber – based pressure sensitive adhesives (PSAs)
Rubber is composed of very large molecules with high molecular weight. As the
molecular weight increases, the density, melting point, and boiling point increase, with
the last property increasing to the point where the material decompose before it
evaporates. High molecular weight is necessary for strong, load-bearing rubbers.
Viscosity is roughly proportional to the molecular weight of the rubbers. To make a
rubbery polymer, it is necessary to minimize crystallization by breaking up the
structural regularity of the repeating –CH2- segments. There are two ways to prevent
regular alignment in rubbers (Martín-Martínez, 2002).

24
Table 1.3: Show the advantages and limitations of PSAs based on elastomer
Chemical
family
Rubbers Acrylates Silicones
Advantages
1) Good flexibility
2) High initial
adhesion(better than
acrylic)
3) Ease of
tackification (with
additives)
4) Lower cost
5) Good shear
strength
6) Good adherence
to low and high
energy surfaces
7) Suitable for
temporary or
permanent holding
1) Good UV resistance
2) Good hydrolysis
resistance(better than
rubber)
3) Excellent adhesion
buildup
4) Good solvent
resistance
5) Good temperature use
range (-45 to 121oC)
6) Easier to apply than
rubber
7) Good shear strength
and service life
1) Excellent
chemical and
solvent
resistance
2) Wide
temperature used
range(-73 to
260oC)
3) Good
oxidation
resistance
4) Good
adherence to low
and high energy
surfaces
Disadvantages
1 )Low tack and
adhesion (without
additives)
2) Poor aging,
subject to yellowing
3) Limited upper
service temperature
used and moderate
service life
1) Poor creep
resistance(compared to
rubber)
2) Fair initial adhesion
3) Moderate
cost(compare to rubber
and silicone)
1) Higher cost
compared than
rubbers and
acrylates
2) Lack of
aggressive
behavior

25
1) Add side groups such as methyl or chlorine. The methyl group (for instance in
ethylene-propylene rubber) prevents neighboring chains segments from aligning
perfectly.
2) Include unsaturation or carbon-carbon double bonds in the polymer chain. Diene
monomers have two carbon-carbon double bonds and polymerize in such a way that the
repeating segments are joined at extreme carbon atoms with the other double bond
remaining in each segment. These remaining carbon-carbon double bonds prevent
rotation, hindering the alignment of the molecular segments and disturbing
crystallization. Styrene-butadiene rubbers are noncrystallizing polymers containing
unsaturation
Both side groups and carbon-carbon double bonds can be incorporated into the
polymer structure to produce highly resilient rubbers. One typical example is
polyisoprene (PI) rubber. When temperature is lowered, rubber becomes stiff and brittle.
All rubbers eventually stiffen to a rigid, amorphous glass at the glass transition
temperature (Tg). This temperature also indicates the low temperature service limit of
the rubber. Tg values are dependent on the structure, degree of cross-linking
(vulcanization), and isomer composition of the rubber. The physical properties of the
rubbers are mainly determined by the molecular weight and the structure of the
repeating units.
By making branched chains rather than linear ones, low-viscosity polymers for
solution applications are obtained. By lightly cross – linking to form an insoluble or gel
polymer, better extruding polymer can be obtained. By broadening the molecular weight
distribution, polymer that mixes more easily can be obtained. Several elastomers can be
used in rubber–based PSAs, mainly NR, butyl rubber (BR), polyisobutylenes (PIB), and
styrene-butadiene rubber. Typical properties of these rubbers are given in Table 1.4.

26
The elastomers provide the backbone of the adhesive, so the main performance
of the adhesive is provided by the rubber properties. However, several specific
properties for application are imparted by adding other ingredients to the formulations.
Table 1.4: Some properties of elastomers used in rubber - based PSAs
Rubber-based adhesives, also called elastomeric adhesives are widely used in
industrial and household applications. In fact, about one-third of the adhesives used in
the world are made from natural or synthetic rubbers. Some of the elastomeric adhesive
systems demonstrating industrial importance in recent years are pressure-sensitive tapes
and labels, construction adhesives, contact adhesives, hot-melt packaging and
bookbinding adhesives, and high strength structural applications for aircraft,
automotive, and construction.
Some rubber – based adhesives need vulcanization to produce adequate ultimate
strength and the adhesion is mainly due to chemical interaction at the interface. Other
rubber based adhesives (contact adhesives) do not necessarily need vulcanization, but
require adequate compounding to produce the adhesives joints, mainly with porous
substrate. One of the most common classes of rubber-based adhesives is the contact
adhesives. In broad sense, it can be considered as PSAs, because tackiness is a key
properties and pressure must be applied before joining.
Elastomer Density(g/cm3) Tg(
oC) Max. Service T(
oC)
Natural rubber 0.91 -75 70
Butyl rubber 0.92 -65 100
Styrene-butadiene rubber 0.93 -55 70

27
These adhesives are bound to themselves by a diffusion process in which the
adhesive is applied to both surfaces to be joined. To achieve the optimum diffusion of
the polymer chains, two requirements are necessary: (i) high wettability of the adhesive
by the smooth or rough substrate surfaces and (ii) adequate viscosity of the adhesive to
penetrate into voids and roughness of the substrate surfaces. Both requirements can be
easily achieved by liquids adhesives. The dry adhesive films on the two substrates to be
joined must be placed in contact to develop adequate auto adhesion. For example,
diffusion of polymer rubber chains must be achieved across the interface between the
two films to produce intimate adhesion at the molecular level. The application of
pressure or temperature for a given time allows the desired level of intimate contact
between the two adhesives film surface. The rheological and mechanical properties of
rubber-based adhesives will determine the degree of intimacy at the interface. Those
properties can be optimized by selecting the adequate rubber grade, the nature and
amount of tackifier, and the amount of filler, among other factors (Benedek, 2004).
1.4.2 Specific features of rubber–based PSAs
The chemical nature and molecular weight of the rubber will greatly determined
the properties of the PSAs. However, some common characteristic can be found in most
rubber-based PSAs as shown below:
1) Broad range of substrates for assembly. Rubber PSAs can be join to several
substrates in a temporary or permanent way. Although for many applications curing is
not necessary, to provide high strength and mainly heat and chemical resistance,
vulcanization is mandatory.
2.) Flexibility. The resilience of rubber helps to absorb the stress applied to the joints.
Therefore, these adhesives properly resist impact, shear, elongation, vibration, and peel
stresses.

28
3) High peel strength. The intrinsic properties of rubber (high ability to produce high
elongation under stress) impart adequate strength to the joint under peeling forces.
However, rubber-like polymers demonstrate poor resistance to shear stresses.
4) Versatility of formulation. Several types of elastomers can be used in elastomeric
adhesives. For each family of rubber, several grades and chemical modifications can be
achieved to impart specific properties to the joints. Furthermore, specific rubber-based
PSAs formulation for particular end uses can be easily achieved by adding several
ingredients. However, the basic properties of the formulations are provided by the
rubber nature.
5) High green strength. This is one of the most important properties of rubber-based
PSAs. The green (immediate) strength can be defined as the ability to hold two surfaces
together upon first contact and before the adhesive develops its ultimate bonding
properties when fully cured. Also, the green strength is the intrinsic capacity of
adhesives to strongly adhere to the substrate immediately after application.
The green strength can be modified by changing the solvent composition (for
solvent-borne adhesives) or by incorporating ingredients into the formulations
(tackifier). Green strength is essential in PSAs and in some polychloroprene rubber-
phenolic resin blends. Rubber-based adhesives develop strength faster than most other
polymeric types. Figure 1.2 illustrates the differences in the development of peel
resistance for several rubber polymers (without additional additives, except an
antioxidant). NR and styrene-butadiene rubber provide higher initial peel strength
values. As time after joint formation progresses, polychloroprene and nitrile rubber
develop much higher peel resistance, particularly after a few hours (Benedek, 2004).

29
Figure 1.2: Bond strength development for different rubbers (Benedek, 2009)
1.5 Natural rubber (NR)
Natural Rubber (NR) can be obtained from the sap of a number of plants and
trees. The most common source is the Hevea Brasiliensis tree. It‘s first used as adhesive
was established in a patent dated 1891. As rubber became an important part of the
industrial revolution, the rubber adhesives market grew in importance. To comply with
the increasing demand for NR materials, plantation of H. brasiliensis trees were
established in Southeast Asia in the early 20th
century, mainly to meet the demand of the
automobile industry. NR is harvested as latex by tapping the trees in a similar manner as
for maple syrup. Trees latex contains about 35wt% rubber solid, as well as small
quantities of carbohydrates, resins, mineral salts, and fatty acids. Ammonia should be
immediately added to the latex to avoid coagulation by these other ingredients and to
prevent bacterial degradation. After collection, the latex can be concentrated to 60-70%
solid if the latex product is required for end use. Otherwise, latex is coagulated, washed,
dried and pressed into bales for use as dry rubber (Autenrieth, 1990).
30
NR latex grades are described by the method of concentration used. Evaporation,
creaming and centrifuging are the most common methods used in the industry.
(a) Evaporated latex is produced by heating at a reduced pressure, and the ammonia is
replaced by potassium hydroxide containing a small amount of soap to assist
stabilization. It has a solid content of about 73%. This NR latex grade shows improved
resistance to ageing and is adequate when high level of fillers have to be added during
formulation.
(b) Creamed latex is obtained by adding fatty acid soap and a creaming agent (e.g. an
alginate) in a tank; separation of the creamed layer from the serum must be completed.
The solids content in the creamed rubber is 66-69%. This grade of NR is bought after by
adhesive manufacturers.
(c) Centrifuged latex is the most important and common type of NR (about 95% of latex
production). Water-soluble non-rubber components are removed by centrifuging. The
solids content ranges from 50 to 67%. This NR latex grade is preserved by adding 0.7%
ammonia.
In solid form, the natural rubber is graded according to the content of dirt
remaining from the precipitation of latex at the plantation. Eight basic NR types have
been traditionally recognized internationally. Only the so-called fibbed smoked sheets
and the pale crepes are normally used for adhesives. The predominant grade system, the
Standard Malaysian Rubber system, has been used since 1965. There are some aspects
in the raw dry NR grades for adhesive manufacturing to be considered. NR tends to
suffer oxidative degradation catalyzed by metals (mainly copper). The susceptibility of
NR to oxidation can be measured using the plasticity retention index. The better grade
rubbers have a higher plasticity retention index .On the other hand, an increase in
viscosity and gel content of NR latex can be produced during storage (storage
hardening).

31
The presence of aldehyde groups on the rubber chain may produce cross-linking
reactions, which are responsible for the formation of gel. Addition of small amounts of
hydroxylamine to the latex before coagulation helps to prevent storage hardening. For
use in solution adhesives, NR must be masticated sufficiently to break down gel and
reduce viscosity for dissolution in suitable solvents. When low gel content is achieved,
viscosity-stabilized rubbers dissolve without the need for mastication. It is usual to form
the rubber into a thin layer to present a large surface to the solvent for rapid swelling.
This can be easily achieved by using particulate NR forms which are produced by
mechanical grinding of dry rubber. To avoid agglomeration of dry rubber particles
during storage and manipulation, an anti-tack agent (calcium stearate for example) was
added.
The chemical composition of NR mainly corresponds to cis-1, 4 polyisoprene
(Figure 1.3). Natural latex is polydisperse (size of individual particles may vary from
0.01 to 5 μm). However, synthetic latex has a relatively narrow particle size, and
therefore the viscosity at a given rubber content is higher in synthetic rubber
(polyisoprene) solutions. The average molecular weight is typically about 1 million
g/mol, although it depends on the gel content. The main characteristics of NR latex are
as follows: high gel content, high molecular weight, high cohesive strength, high self
adhesion and high solid content. The increasing demand on NR for several applications
and the increased production cost (labor, transportation, relatively low added value of
NR in the market) allows the manufacture of synthetic polyisoprene (PI) as an
alternative to NR.
Although PI should replace NR in adhesive formulations, there are some
differences in molecular weight and gel content and in the content in the trans isomer.
Therefore, the gel free nature of PI gives solubility in organic solvent without
mastication, but relatively poorer tack and green strength are obtained compared to NR.

32
With respect to the vulcanization adhesives, formulations containing PI tend to
cure more slowly and need the addition of higher amounts of tackifier than in NR
formulations. Due to that, NR still remains the major elastomer in the manufacturing of
PSAs. Therefore, in this study, NR was chosen in the formulation of PSA (Vaysse et al.
2012).
Figure 1.3: Chemical structure of the cis 1,4-polyisoprene
1.5.1 NR – based PSAs
NR–based PSAs were the first self –adhesive products used for the manufacture
of pressure sensitive products. Although NR is self adhesive, most elastomers must be
transformed into viscoelastomers to display usable pressure sensitivity (i.e., they must
be tackified). Most often, NR adhesives can be precoated onto fabric, paper, or film to
provide pressure sensitive tapes. NR based adhesives can be divided into two types, wet
bonding and dry bonding.
Wet bonding adhesives are applied on substrates in a fluid state, and the bond is
formed by drying. The dry bonding NR adhesives are pressure sensitive, and their
bonding does not need a supplemental liquid medium because it is allowed by their
special viscoelasticity. Adhesives made from the various forms of NR exhibit similar
characteristics, although some properties are altered by the addition of curatives. These
characteristic include the following:
---(CH2 CH2)n ---
C =C
H3C H

33
1. Excellent tack
2. Very good water and moisture resistance
3. High flexibility
4. Brittleness with age. Degradative oxidation can be produced, even after
vulcanization, due to oxygen and ozone attack to the double carbon-carbon bonds.
Adequate antioxidants must be added if aging is a key factor in performance.
5. Poor resistance to organic solvent and oils. It can be partially reduced in
vulcanized systems.
6. Low to moderate cost
7. A wide range of substrates can be bonded. The inherent tackiness of NR
enables it to coat most nonpolar substrates (mainly plastics and rubbers).
8. Good electrical and thermal insulators.
NR adhesives perform adequately under peeling stresses. The peel strength can
vary from a few N/m in PSA formulations to substrate tear in vulcanized compounds.
NR- PSAs with high tackifier content can be used as commercial tapes and surgical
plasters. These PSAs require the elimination of the gel fraction and a reduction in
molecular weight to facilitate solution. Rubber based solution PSAs are recommended
for label, protective films and tapes. Latex compounds have been typically used in
paper, textiles and construction. One of the popular applications is self sealing
envelopes. This application is based on the fact that when NR dries, some soluble non
rubber compounds migrates to the surfaces by water transport, leaving a thin film when
drying is completed. This film reduces the surface tack on the rubber and when presses
against a similar film, the non rubber layer is displaced, allowing the two rubber
surfaces to create bond.
34
It should be stressed that NR has excellent formulability in which it can be
depolymerized, detackified, re-polymerized by cross linking, and tackified with higher
polymers, tackifiers or plasticizers (Benedek and Feldstein, 2009).
1.6 Alkyd resin
Alkyd resins are polyfunctional oil-modified polyesters, synthesized by the
reaction of a polybasic acid together with a mono-functional acid. Kienle was the first
person to introduce the term ‗Alkyd‘ in 1927, and is derived from ‗al‘ of alcohol and
‗cid‘ of acid, where later ‗Kyd‘ was employed to give the desired phonics. Since alkyd
resins were first introduced some thirty-five years ago, they have enjoyed a consistent
annual growth, with current production now running well over one-half billion pounds.
Today alkyds outrank all other synthetic coating resins in importance, accounting for
approximately half of all resins used by the paint industry, which approaches a size of
two billion dollars annually in the United States. The alkyd reaction is concerned to be
the most versatile resin-forming reaction known. No other resin lends itself to greater
internal variation or to more useful modification by physical or chemical blending with
other polymers (Hofland, 2012).
Polymeric ester compounds were first synthesized in 1847 by Berzelius. During
1912-1915, the first alkyd resin sold commercially was marketed as ―Glyptals‖ by
General Electric Co. Alkyds resins are tough resinous products formed by reacting
polybasic organic acids with polyhydric alcohols. Broadly speaking, this type of
esterification reaction produces compounds of the general class of polyesters. The key
feature that distinguishes alkyds from other polyesters is the presence of monoacid
(commonly fatty acid) as a major part of its composition. Theoretically, any polyacid or
polyol should lend itself to the manufacture of alkyds.

35
However, from the standpoints of processing, paint performance, and pricing,
only a relatively few raw materials have found commercial acceptance for trade sales
and industrial applications. An alkyd is classed as a polymer (a huge molecule) formed
by chemical synthesis from many smaller molecules (Mańczyk, 2002).The process
whereby small unattached molecules are joined together by chemical reaction to form a
tight network of interconnected molecules is called polymerization. Since the alkyd
reaction usually releases a simple by-products molecule (commonly water) during the
molecular tie-up, the process can be thought of as a condensing action. For this reason,
the preparation of an alkyd is referred to as a condensation reaction and the end alkyd
product as a condensation polymer. To affect a chemical junction between two
molecules, it is necessary that they be mutually chemically reactive.
The reaction between a carboxyl group (—COOH) and a hydroxyl group (—
OH) is termed esterification. This reaction is basic to alkyd preparation. If there is only
one reactive site on each molecular species, i.e. if they are both monofunctional, it is
apparent that polymerization cannot occur, for even at 100 per cent reaction, no more
than double molecules can ever be formed. Let A and B be reactive sites on two
monofunctional molecular species (Patton, 1962). In fact, if either species of molecule
has but one reaction site (the other may have two or more sites), true polymerization
again fails to occur, for the most that can be expected is a saturation of the
polyfunctional molecule with attachments of the monofunctional molecule and this is
the maximum size of built-up molecule that can ever form under these conditions. It is
true that the resulting polyfunctional molecule may be quite large, but it can never
progress to the stage of infinite interconnections which is the hallmark of true polymeric
structures.

36
However, if neither of the two reacting molecular species is mono-functional
(they may be di–, tri–, tetra–, or of still higher polyfunctionalities), then infinite
networks of tied-together molecules become possible, giving polymers of huge
dimensions. This concept of functionality underlies the design of alkyd polymers
suitable for vehicles paint. At the very outset, it must be pointed out that the alkyd
chemist is constantly faced with a dilemma in formulating alkyd resins (Silvestre and
Gandini, 2008).
For an alkyd to be outstanding in performance, it must be processed to as high a
molecular weight as possible. At the same time, the molecular weight must not be
allowed to become excessive, or the alkyd will get out of control during processing
(convert to an intractable gel) or exhibit instability on shelf storage. Hence the alkyd
formulator must at all times avoid the design of either unduly small or unduly large
polymers. In general, an alkyd is formulated to a point just short of gelation at 100 per
cent reaction (Boruah et al. 2012).
1.6.1 Alkyd raw materials
1.6.1.1 Vegetable oils and resins
During the past one hundred years, the industry has employed large quantities of
fats and oils. The decline in fats and oils has largely been a result of the substitution of
petroleum products for the vegetable oils. Alkyd resin contains a large percentage of
fatty acids and has been the predominate binder used in the trade-sales and industry for
over thirty-five years (Güner et al. 2006). Petroleum based product usage increased
dramatically over the past decade, but it is noted that alkyd resins are still employed in
large quantities. A large percentage of the trade sales market has switched to water-
borne latex coatings based on petroleum derived materials.
37
The major reason for this is consumer convenience in clean-up, short dry times,
and low odor (Belgacem and Gandini, 2008). As coatings based on these products
further penetrate the existing market, the usage of vegetable oil-based coatings will
continue to decline. Vegetables oils are the modifier in an alkyd formulation. Examples
are palm oil, palm kernel oil, soybean oil, olive oil, colza oil, sesame oil, wood oil,
castor oil, linseed oil. Meanwhile, examples for animal oils are fish oil, whale oil, beef
oil, mutton oil and hoof oil (Silvestre and Gandini, 2008).
Natural resins such as rosin, amber, shellac and the synthetic ones such as
phenol resin, carbon resin and melamine resin also have been used in the alkyd
formulation. In addition, the naturally occurring oils consist of triglycerides, tri-esters of
glycerol and fatty acids (Abraham and Höfer 2012). The demand for fatty acids in paints
and coatings is expected to rise 2.5 percent per annum to 390 million pounds in 2002,
according to Fatty Acids Market Watch. Fatty acids, either in free form or in the form of
derivatives, are suited to a wide range of applications due to their versatility,
functionality, biodegradability and derivation from renewable resources. Some authors
classify oil as drying, semidrying and non-drying. This classification is based on the on
their iodine value which corresponds to degree of unsaturation in the oils (Wool, 2005).
1.6.1.2 Polyhydric alcohol
A polyhydric alcohol is an alcohol with more than one hydroxyl group (-OH).
Table 1.6 lists examples of common polyhydric alcohols used to synthesized alkyds.
Among these, glycerol is the most widely used polyol because it is present in naturally
occurring oils from which alkyds are generally prepared. Besides that, glycerol is
preferable due to its trifunctionality. This characteristic enables glycerol to add more
branching in the alkyd macromolecule. Therefore, would provide three dimensional
polymeric networks. Hence, results in a high molecular weight polymer produced.

38
Glycerol had two primary (-CH2OH) and one secondary (-CHOH) hydroxyl
groups. All the three hydroxyl groups react with fatty acids at 180-280oC. However, the
primary group is about ten times more reactive than a secondary one with dibasic acid
such as phthalic. Meanwhile, difunctional compounds, such as ethylene glycol, are
considered as chain extenders. They are mainly used to formulate unmodified resins
which are thermoplastic that are linear and cannot be crosslinked except in the case of
unsaturated polyesters.
Ethylene glycol is frequently used in the preparation of medium and short oil
alkyds to reduce hydroxyl number. However, the volatility of ethylene glycol posts a
problem in the production of polyester polyol. Generally, polyols are selected on the
basic of cost, rate of esterification, stability during high temperature processing, ease of
separation from water during processing, effect on Tg and others. Pentaerythritol is
polyvalent alcohol which is made by condensing formaldehyde and acetaldehyde in the
presence of alkali and water. It has four primary reactive hydroxyl groups. Because the
four hydroxyl groups are equivalent in reactivity, it would behave more uniformly than
glycerol when esterifies.
1.6.1.3 Polybasic acid
A polybasic acid is an acid containing at least two hydrogen bonding atoms
capable of substituting metal in a molecule, which means an acid having at least two
basicity. Examples of saturated dibasic acids are succinic acid, adipic acid, azelaic acid
and sebacic acid and for unsaturated dibasic acids, are terephthalic acid, maleic acid,
fumaric acid and isothalic acid. Meanwhile, anhydrides of saturated dibasic acids are
phthalic anhydride, maleic anhydride, glutaric anhydride and succinic anhydride.
Usually aromatic dibasic acids such as phthalic anhydride (PA) are used to prepare
polyester polyols/alkyds.

39
PA has the advantages that the first esterification reactions occur rapidly by
opening the anhydride ring and the amount of water evolved is lower. Thus, it will
reduce the reaction time. The shorter the time at lower reaction temperature would
reduce the side reactions. Besides that, PA is obtainable at low cost and could form
hydrogen bonding among molecules (Patton, 1962).Table 1.7list of common polybasic
acids used for preparation of alkyds.

40
Table 1.5: Some of the common polyhydric alcohols used for alkyd preparation

41
Table 1.6: List of common polybasic acids used for preparation of alkyd

42
1.6.2 Classification of alkyds
There are many ways of classifying alkyds. Generally, alkyd resins are classified
into different oil lengths (OL) based on the amount of oil (or fatty acid) in its
formulation and can be expressed in equations [1.1] and [1.2], respectively.
Oil length = Weight of oil × 100 [1.1]
Weight of alkyd – Water evolved
Oil length = 1.04 × weight of fatty acid × 100 [1.2]
Weight of alkyd – Water evolved
The 1.04 factor in the equation [1.2] converts the weight of fatty acids to the
corresponding weight of triglyceride oil.
In theory, alkyd resins are usually classified into different oil lengths (OL) or
phthalic content of the product. Percentage oil length refers to the oil portion of an
alkyd. It is equals to the weight of fatty acid in the alkyd and also weight of the polyols
needed to esterifies the fatty acid completely. The weight taken is a minus weight of
water evolved of esterification (Patton, 1962). Table 1.8 shows an approximate
classification of the alkyd resins while, Figure 1.4 shows the properties of alkyd of
different oil lengths and iodine numbers. Besides that, alkyds can be classified into
oxidizing and non-oxidizing types. An Oxidizing refers to alkyd containing drying or
semidrying oil or fatty acid. Normally, it would have 45% oil length in excess. In
contrary, non oxidizing types refer to nondrying oil or fatty acids. Hence, this type of
alkyd is used as polymeric plasticizer. Another classification is by distinguishing
between modified and unmodified alkyds. Generally, modified one contains other
monomer as an addition to polyhydric alcohol, polybasic and fatty acids as well
(Ikhuoria, Maliki et al. 2007).

43
Table 1.7: Classification of alkyd resins
Alkyd Resins Fatty Acid or Oil (%) Phthalic anhydride (%)
Short Oil Length 30-40 40-50
Medium Oil Length 40-50 30-40
Long Oil Length Over 50 20-30
Figure 1.4: Properties of alkyds of different oil lengths and iodine numbers.
44
1.6.3 Alkyd preparation process
Alkyds that are formulated from an identical chemical composition will exhibit
different properties and performance depending on the preparation process. There are
various procedures in preparing alkyds resins. In general, alkyds can be prepared from
two processes, i.e. alcoholysis (or monoglyceride) and fatty acid (Akintayo and
Adebowale, 2004).
1.6.3.1 Alkyd synthesis from alcoholysis
The alcoholysis or known as monoglyceride process is typically used when
glycerol is the choice of polyols. Oils are natural triglycerides of fatty acids. This
process involved two stage procedures. The first stage, transesterification process of oils
and glycerol must be carried out first in the presence of catalyst at temperatures 225-
250oC, before the PA is added. This process is carried as a distinct and separate step to
overcome incompatibility. In this part, polyol and glyceride oil will convert into single
homogeneous phase. At the second stage, this monoglyceride in turn provides a solvent
for polyacid which is added next to react under esterification to complete the alkyd
reaction at 180-250 o
C. This alcoholysis process is usually applied when PA is used as
polybasic acid. This is due to the fact that PA is soluble in glycerol but is not in oil.
Hence, glyceryl phthalate gel particles would be created at the early stage of the process.
Transesterification reaction resulted in a mixture of unconverted drying oil,
monoglyceride, unreacted glycerol and diglycerides. Generally, the composition
depends on the ratio of glycerol to oil, amount of catalyst and temperature. Also, the
viscosity and properties of alkyd can be affected due to extent of reaction before PA
addition.

45
1.6.3.2 Alkyd synthesis from fatty acid
Fatty acid process is chosen in this study as the preparation process of oleic acid
alkyd resin. This process involves a step-by-step addition of material to complete the
esterification at temperature 180-250°C and the method can be simplified into three
steps. Firstly, the polyhydric alcohol (glycerol) and fatty acid (oleic acid) are reacted
together simultaneously at 180 - 200°C until soft clear yellowish color resin is obtained.
In this fatty acid preparation method, there is a free-for-all competition among the -
COOH groups (all added at the beginning). However, the fatty acid -COOH groups lag
behind in joining primary -OH groups and hence must settle for connections with
secondary -OH groups. This gives rise to an alkyd with more branching being
synthesized. During the reaction, foaming occurs due to water evolved. Thereafter, the
reaction is allowed to cool at 100 °C.
In the second step, (PA) is added and heated with the resin at a moderate
temperature (120-140 °C) before increasing to higher temperature in the range 180-220
°C. Precaution should be taken to minimize the sublimation effect of PA material to the
wall of reactor, which might affect the alkyd properties. At this stage, the PA tend to
deliberately react with another primary –OH. This is significantly due to the fact that
primary hydroxyl is more reactive than a secondary hydroxyl. Anhydrides are preferred
here as a source of carboxylic functionality because the ring opening could occur at a
lower temperature. The anhydride ring opening proceeded without evolving any water
and thereafter the following esterification reaction involved releasing of water
molecules (Aydin, et al. 2004). In fact, the esterification reaction is accelerated by
efficiently removing the water evolved. Since, the esterification reaction is reversible;
the water evolved must be removed once it is formed to prevent the occurrence of
hydrolysis reaction. The third process is carried out with fumaric acid (FA). The acid is
forced to esterify with the leftover –OH group.

46
Hence, the alkyd backbone is predominantly more branched. This type of acid is
very reactive and needed to avoid heat induced cross-linking or gelation during the
alkyd synthesis. The chosen heating rate must be sufficiently high to permit the reaction
to be carried out within a reasonable time period. This is important to avoid
decomposition, discoloration, gelation and also excessive loss of volatile material. The
reaction is carried out at the required temperature until the required degree of
polymerization is reached (Velayutham et al. 2009).
The advantage of this process is the ease of operation which is much simpler
particularly when employing reactive oil and situation where oil is needed in a small
amount. In fact, the fatty acids from natural whole oils have been separated and refined.
As such, the undesired acid can be eliminated. Besides that, lower viscosity of alkyd
would be produced by this method. However, the disadvantage of this process is the cost
of fatty acids which is more expensive. The alkyd formed is more sensitive to
discolouration whereby it easily darkens under storage life. Furthermore, the fatty acids
also easily form bodying and gelation at lower acid value. There are four methods being
used to produce alkyds in which each type has some advantages over the other. The
characteristics between each process are tabulated as in Table 1.9 (Manczyk, 2002).

47
Table 1.8: Comparison of various preparation processes of alkyd
Preparation
Process
Characteristics
Acidolysis 1) Involves high temperature heating process.
2) Catalyst is used to accelerate reaction.
3) Limited to polybasic acid (e.g terepthalic/ isopthalic acid).
4) Insoluble in monoglyceride until considerable esterification.
5) Do not sublime.
Alcoholysis 1) Insoluble polyols and glyceride are converted into single
monoglycerides phase.
2) Later, reaction products act as solvent for PA which is added
to complete esterification of alkyd at T=180 - 250oC.
3) Rate of esterification is slow as high acid value is achieved.
4) Alkyd rends to be tackier and softer.
5) Alkyd tolerates more aliphatic hydrocarbon.
6) Bodying and gelation occur at high acid value.
Fatty acid/oil 1) Reaction between fatty acid and vegetable oil with polyol
and mixture dibasic acid.
2) Result a homogeneous reaction mixture due to ratio of fatty
acid to oil.
3) Overall fatty acid content in mixture is above 60-65%.
4) Alkyd produced has higher viscosity.
Fatty acid 1) Process involved a step-by-step addition of fatty acid (40-
90%) to complete esterification (T= 180 -250 oC).
2) Bodying and gelation tend to occur at lower acid value.
3) Alkyd tolerates less aliphatic hydrocarbon thinner.
4) Low acid value is more rapidly reached.

48
1.6.3.3 Process variation
Esterification process is reversible reaction; therefore, the rate of removal of
water from the reactor is an important factor affecting the rate of esterification. Alkyds
can be formed by esterification, where the reaction occurs between the –COOH and the
-OH groups of either from the same molecule or from two different compounds
according to the reaction as belows:
R-COOH + R,-OH RCOOR
, + H2O
Generally, esterification reaction involves two distinct steps as shown in Figure
1.5(i). In the first step, esterification proceeds rapidly by opening the anhydride ring in
the initial stage, which happens at lower temperature and results in the formation of
half-esters. There is no water of reaction evolved at this step. The second step shown in
Figure 1.5(ii) involving further heating by increment of the temperature produces long
chain molecules. In this step, water of reaction is evolved at a slower rate.
(i) First step
(ii) Second step
Figure 1.5: Synthesis of alkyd by the esterification process (i) first step, where
esterification proceeds rapidly by opening the anhydride ring and (ii) the second step,
where long chain molecules are produced

49
Esterification process can be conducted through two methods either in the
absence of solvent (fusion cook) or with presence of solvent (solvent cook). In the
solvent cook, the presence of solvent facilitate the removal of water of reaction,
allowing a shorter processing time being achieved without heating to excessively high
temperature. The solvent vapour serves as inert atmosphere, which prevent the ingress
of air, thus enabling light color products to be polymerized with minimum usage of inert
gas. Besides that, it dissolves the PA which can sublime on the cool portions of the
reactor, mainly in the reflux condenser and lead to its loss from the system.
The amount of solvent used in the solvent cook must necessarily be held to a
relatively small percentage of the total charge by volume (5 to 10 per cent). Also, it
should preferably be selected to have a boiling point in a range of 75 to 100 F more than
the temperature at which the alkyd is to be refluxed. Use of higher percentages of
solvent prevents the attainment of an esterification temperature. Moreover, owing to its
slow evaporation rate (only a high boiling solvent is applicable to a solvent cook), a
high percentage of the solvent in the final alkyd extends the alkyd dry time to an
intolerable degree. Most suitable solvent for this process is xylene as it has suitable
boiling point and low water solubility.
In contrary, the fusion cook technique has a flow of inert gas into reactor to
facilitate the removal of the water of reaction and avoid air ingress. During synthesis,
there is a considerable loss of volatile reactants and PA sublimation (in the reflux
condenser) during a fusion cook, particularly at higher temperature. Thus, this technique
normally had been applied in the formulation of long oil length alkyds in order to reduce
the effect on unanticipated losses on the predicted functionality (Ezeh et al. 2012).

50
1.6.3.4 Progress of reaction
The progress of reaction is monitored by periodically checking of acid number
and viscosity. Both are affected by the reaction temperature and reaction time. Figure
1.6 and 1.7 shows the relationship of the reaction temperature, time, viscosity and acid
number during the preparation of a typical medium oil linseed alkyd. Hence, the choice
of a reaction temperature is important in an alkyd synthesis. The temperature must allow
the reaction to be carried out within reasonable time period. This is so important to
reduce the operation cost, to avoid destructive decomposition, discolorations and an
excessive loss of volatile material during the reaction (Ataei et al. 2011).
Other variable that might affect acid number and viscosity of alkyds is the ratio
of reactants. The greater the ratio of hydroxyl group to carboxylic groups, the faster the
acid is reduced to low level acid number. In fact, the disappearance of carboxylic acid is
followed by titration and increase in molecular weight is followed by viscosity.
However it is critical to decide when the reaction is completed, and determination of
acid number and viscosity takes some time in sampling as the reaction is progressing in
the reactor. While the time limit is required for viscosity determination in which it
depends strongly on solution concentration and temperature, thus acid number titration
is always chosen as more appropriate method to monitor the progress of reaction.

51
Figure 1.6: Effect of esterification temperature and reaction time on viscosity
of a typical medium oil linseed alkyd
(Adapted from the Chemistry and Processing of Alkyd Resins)
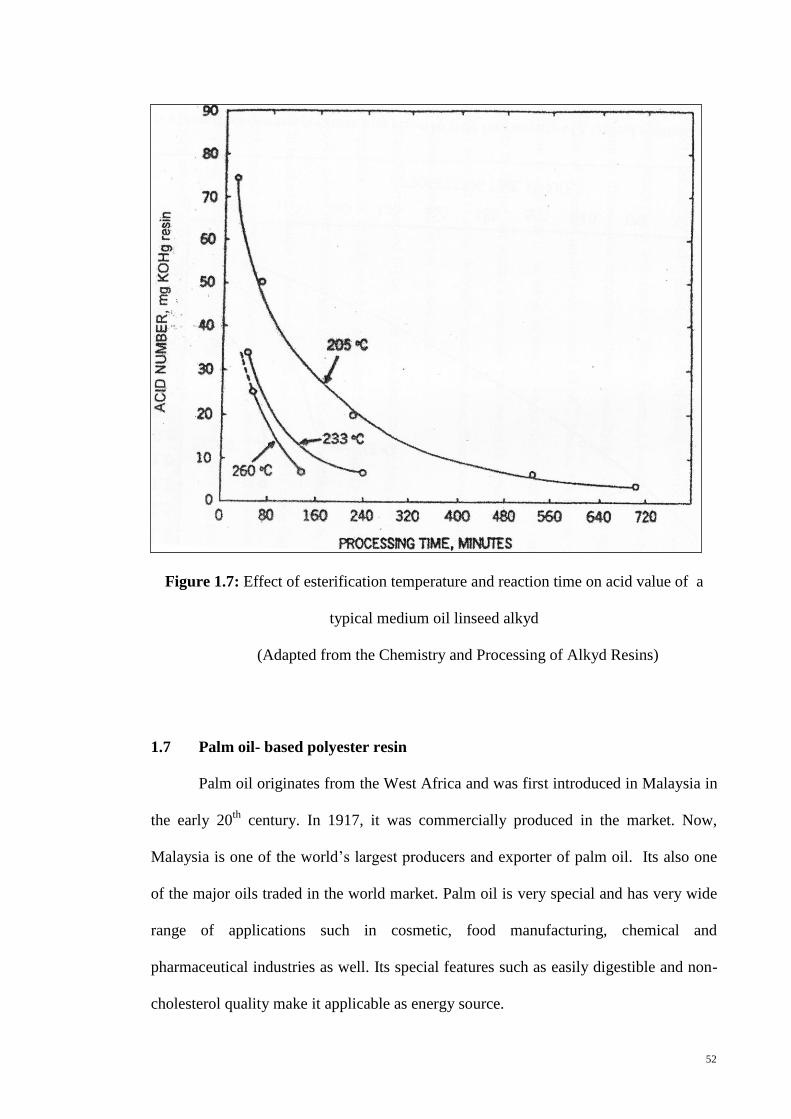
52
Figure 1.7: Effect of esterification temperature and reaction time on acid value of a
typical medium oil linseed alkyd
(Adapted from the Chemistry and Processing of Alkyd Resins)
1.7 Palm oil- based polyester resin
Palm oil originates from the West Africa and was first introduced in Malaysia in
the early 20th
century. In 1917, it was commercially produced in the market. Now,
Malaysia is one of the world‘s largest producers and exporter of palm oil. Its also one
of the major oils traded in the world market. Palm oil is very special and has very wide
range of applications such in cosmetic, food manufacturing, chemical and
pharmaceutical industries as well. Its special features such as easily digestible and non-
cholesterol quality make it applicable as energy source.

53
In fact, in the non - edible products, it is also favorable to be used as base material
due to its economic superiority characteristics (Lam and Lee, 2011). In addition, the
most important non-food uses for palm products are oleochemicals. The basic
oleochemicals produced from palm oil are fatty acids, ester, alcohols, glycerin, and
sodium soap. In Malaysia, research study by Palm Oil Research Institute Malaysia
(PORIM) has led to the greatest achievement with the production of the world‘s first
palm oil-based products for the applications in industries such as automotive, furniture,
packaging and construction. The production of palm oil based polyester has led to many
advantages such as lower capital on raw material and also processing costs (Henderson
and Osborne, 2000). Table 1.9 list some fatty acids in natural oils.
The Malaysia Palm Oil Board (MPOB) was the first to produce polyols from
epoxided palm oil. Besides that, Malaysia, has successfully patented a process to
produce polyols from palm oil which was commissioned by Malaysia Palm Oil Board
(MPOB) through pilot plant. The palm-based polyols were used to produce many
applications such as insulator in the refrigerator, roof insulator, wall panels, ceiling
panels, cornices and others. Furthermore, PORIM is also looking for other applications
of palm oil based foams either rigid or flexible foams.
Continuous research, innovation and development have strategically been
conducted in order to enhance the production and create a variety of applications of
palm oil commodity (Sumathi et al. 2008).

54
Table 1.9: Some fatty acids in natural oils
Name
Formula Structure
Myristic acid
C14H28O2
CH3(CH2)12COOH
Palmitic acid
C16H32O2 CH3(CH2)14COOH
Palmitoleic acid
C16H30O2 CH3(CH2)5 CH=CH(CH2)7COOH
Stearic acid
C18H36O2 CH3(CH2)16COOH
Oleic acid
C18H34O2 CH3(CH2)7 CH=CH(CH2)7COOH
Linoleic acid
C18H32O2 CH3(CH2)4 CH=CH-CH2-CH =CH(CH2)7COOH
Linolenic acid
C18H30O2 CH3-CH2-CH=CH-CH2-CH=CH-CH2-CH =CH(CH2)7COOH
α-Eleostearic
acid
C18H30O2 CH3-(CH2)3CH=CH-CH=CH-CH=CH(CH2)7COOH
Ricinoleic acid
C18H33O3 CH3-(CH2)4CH-CH(OH)-CH2-CH=CH(CH2)7COOH
Vernolic acid
C18H32O3 CH3-(CH2)4CH-CH-CH2-CH=CH(CH2)7COOH
O
Licanic acid
C18H28O3 CH3-(CH2)3CH=CH-CH=CH-CH=CH(CH2)4(CO)-(CH2)2COOH

55
1.7.1 Alkyd resin as tackifier
Traditional tackifiers were based on naturally occurring resins such as pine tar.
There are about hundreds of tackifier grades commercially available in the market.
However, in order to select the appropriate one, an understanding of the key
characteristics of tackifiers is required. Among these, the foremost importance is their
compatibility to a specific polymer phase. Tackifiers used in modern adhesive
formulations include aliphatic and aromatic hydrocarbons, terpenes, and rosin esters.
Tackifiers are useful in PSAs or adhesives which require aggressive tack or
‗‗green strength‘‘ to assist in assembly of the product. In addition to increasing tack,
increased peel strength and decreased shear strength also result from the addition of
tackifiers in the adhesive formulation. Tackifying resins enhance the adhesion of
nonpolar elastomer by improving wettability, increasing polarity and altering the
viscoelastic properties. Dahlquist (1966) established the first evidence of modification
of the viscoelastic properties of an elastomer by adding resins and demonstrated that the
performance of PSA was related to creep compliance.
Later, Aubrey and Sheriff (1978) demonstrated that a relationship between peel
strength and viscoelasticity in natural rubber –low molecular weight resin blend existed.
In this research, palm oil based polyester resin (alkyds) were made to act as the
tackifying resin in the formulation of water based PSAs. This is because NR alone has a
very low level of attachment and adhesion to many surface types and thus requires
adding the alkyd resin. In fact, the addition would lead or encourage the required
balance of peel adhesion properties in the PSAs application. Besides that, alkyd is most
widely used as synthetic resin in coating, due to its properties such as fast dryness, good
corrosion protection, ease of application and high gloss (Leong et al. 2003).

56
Moreover, it has special characteristic of the chemical structures of ester groups
which is formed through esterification between fatty acid with polyols. Therefore, it
would allow alkyd to have versatility and diversity (Singh et al. 2012).
1.8 Environmental friendly formulation of PSAs
In general, reduction or elimination of solvents from a technology constitutes the
main possibilities for environmentally friendly products. Replacement of toxic solvents,
reduction of the solvent content, and the recycling of the solvents (and other product
components) offer other possibilities. Such changes in the manufacturing technology of
pressure sensitive adhesives (PSAs) and pressure sensitive products (PSPs) have been
developed. The development of water-based PSAs is major contribution to
environmentally friendly products and product technology (Benedek, 2009). The use of
solvent based acrylic PSAs has declined steadily for the past 10 years due to volatile
organic compound (VOC) emission control regulation, such as the Environmental
Protection Agency Clean Air Act, Title 5.
For instance, stemming from environmental concerns, developers and users of
silicone PSAs have been seeking delivery systems that eliminate or minimize VOC
content. Delivery system that is under consideration generally falls into one of the four
categories; (i) liquid solvent-less and (ii) high-solids PSAs applicable by traditional
coating techniques, (iii) aqueous PSA emulsion, (iv) hot melt PSA compositions. Each
of these delivery system choices has range of composition materials that can be used,
the final adhesive property profile obtained, and the processing equipment required
(Elliott and Glass, 2000). However, the benefits potentially reaped by the new delivery
system can be greater than solvent emission control alone. It is to be noted that due to
the composite structure of water based formulation, the narrow range of thermoplastics,
and their limited aging resistance.
57
This technological transfer leads to products with a lower environmental
resistance. Differences in recyclability also arise through formulation of water-based
dispersions. Formulation for recycling includes the use of recyclable raw material and
their recycling technology. Recyclable raw materials comprise common materials and
biodegradable products (Czech et al. 2013). Recycling of pressure sensitive products
depends on the recyclability of product components of PSA and solid state components
(carrier and release liner) of pressure sensitive product. In this study, environmental
friendly formulation was designed for making PSAs in such a way that is solvent free by
using water-based formulation. This green environmental approach is very important in
the industry for reasons of air quality, safety, and economics concern. After considering
the above factors, the idea of combining the two major primary commodities of our
country, NR and palm oil in the application of adhesive was carried on.
As we know, based on economic aspect, Malaysia was ranked as one of the
largest producer of natural rubber, largest consumer of NR and among the world‗s
largest exporters of NR products (Vaysse et al. 2012). Meanwhile, from scientific
aspect, the NR latex derived from Hevea Brasiliensis rubber tree is free of known or
suspected carcinogens, non-toxic substance and no emissions of VOCs. Besides that, it
is biodegradable, natural and renewable resources (Martín-Martínez 2002). Compared to
NR, the palm oil industry of Malaysia is also expanding significantly throughout the
past few years. As one of the major primary commodities to our country, palm oil and
natural rubber could be easily obtained and these resources are abundance in Malaysia.

58
1.9 Aims and objectives of study
The aim of this project is to develop environmental friendly pressure sensitive
adhesives (PSAs) tapes from natural rubber latex and palm oil-based alkyds. This aim
will be achieved through the following objectives.
(I) To synthesize alkyds resin derived from palm oil based polyester at three different oil
lengths by using fatty acid process and employing fusion cook technique.
(II) To characterize the properties of alkyds resin obtained by FTIR, NMR, DSC, TGA
and GPC. Other physical tests such as acid number, hydroxyl number, and moisture
content were also carried out.
(III) To prepare alkyd emulsion by employing emulsion inversion point (EIP) method
and rheological experiments were carried out to study the stability of the emulsions
obtained.
(IV) To produce a blend of stable alkyd emulsions with NR latex at a different ratios.
(V) To prepare the PSA plastic tapes by coating the blends onto corona treated
polypropylene films.
(VI) To evaluate the adhesive properties of the tapes such as peel and shear strengths by
using ASTM testing methods.
This thesis layout consists of four chapters. Chapter 1 presents an introduction
and literature review of adhesives, PSAs, alkyds resins and natural rubber. The aim and
objectives of the study were outlined. Chapter 2 provides a comprehensive description
of the experimental techniques and raw materials used throughout the study. The
procedures used to synthesize alkyd resins are described together with methods used to
characterize the properties of alkyd resin obtained. Besides that, it also describes the
procedure to prepare alkyds emulsion until the preparation of PSAs tape steps, including
ASTM method to evaluate the PSAs tape properties.

59
Chapter 3 reports the results and discussion on the results in more details such as
the influence of oil length and blending ratio towards the properties of PSAs tape
produced. Finally, Chapter 4 presents a summary and conclusions of the studies together
with some suggestions for future study.