centro mazatrol
TRANSCRIPT
MANUAL DE PROGRAMAÇÃO do
MAZATROL MATRIX NEXUS (para Centros de Usinagem)
Programa MAZATROL
MANUAL N° : H740PA0062E N° de Série:
Antes de usar esta máquina e equipamentos, entenda totalmente o conteúdo deste manual para assegurar a operação correta. Se você tiver alguma dúvida, solicite esclarecimento no Centro Técnico ou Centro Tecnológico mais próximo.
1. Certifique-se de observar as precauções de segurança descritas neste manual e o conteúdo das plaquetas
de segurança na máquina e equipamentos. A falha pode causar sérias lesões pessoais ou danos materiais. Substitua qualquer plaqueta de segurança faltante o mais rápido possível.
2. Nenhuma modificação que afete a segurança da operação deve ser executada. Se tais modificações forem necessárias, contate o Centro Técnico ou Centro Tecnológico mais próximo.
3. Com a finalidade de explicar a operação da máquina e dos equipamentos, algumas ilustrações podem não incluir as características de segurança, tais como tampas, portas, etc. Antes de iniciar a operação, certifique-se que todos os itens estejam no lugar.
4. Este manual foi considerado completo e preciso na época da publicação, entretanto, devido ao nosso desejo de melhorar constantemente a qualidade e especificações de todos os nossos produtos, ele está sujeito à alteração ou modificação. Se você tiver alguma dúvida, contate o Centro Técnico ou Centro Tecnológico mais próximo.
5. Sempre conserve este manual próximo ao maquinário, para uso imediato.
6. Se um novo manual for necessário, solicite o mesmo no Centro Técnico ou Centro Tecnológico mais próximo, informando o número do manual ou o nome da máquina, número de série e nome do manual.
Emitido pela Seção de Publicações de Manuais, Yamazaki Mazak Corporation, Japão
02. 2007
AVISO IMPORTANTE

C-1
ÍNDICE Página
1 INTRODUÇÃO........................................................................................1-1
2 PROGRAMA MAZATROL ......................................................................2-1
3 SISTEMA DE COORDENADAS ............................................................3-1
3-1 Sistema de Coordenadas da Máquina............................................................... 3-1
3-2 Sistema de Coordenadas da Peça de Trabalho ................................................ 3-2
3-3 Sistema de Coordenadas da Máquina e da Peça de Trabalho.......................... 3-3
3-4 Coordenadas Básicas........................................................................................ 3-4
3-5 Coordenadas Auxiliares..................................................................................... 3-5
4 CHAMANDO E FINALIZANDO A TELA DE PROGRAMA ....................4-1
4-1 Modo Listagem e Modo Criação ........................................................................ 4-1
4-2 Chamando a Tela de PROGRAMA (Modo Listagem)........................................ 4-1
4-3 Chamando a Tela de PROGRAMA (Modo Criação).......................................... 4-2
4-4 Fim da Criação do Programa............................................................................. 4-3
5 EDIÇÃO DE DADOS ..............................................................................5-1
5-1 Movimento do Cursor......................................................................................... 5-1
5-1-1 Caso de modo listagem ........................................................................................ 5-1
5-1-2 Caso de modo criação .......................................................................................... 5-1
5-2 Edição................................................................................................................ 5-2
5-2-1 Editando funções e menus.................................................................................... 5-2
5-2-2 Procurar ................................................................................................................ 5-2
5-2-3 Inserir.................................................................................................................... 5-7
C-2
5-2-4 Exclusão ............................................................................................................. 5-11
5-2-5 Cópia .................................................................................................................. 5-14
5-2-6 Fim de programa................................................................................................. 5-20
6 FUNÇÕES DE JANELA .........................................................................6-1
6-1 MAZATROL Help............................................................................................... 6-1
6-2 Janela de Registro da Ferramenta .................................................................... 6-1
6-3 Janela de Dados da Ferramenta ....................................................................... 6-1
6-4 Janela do Diâmetro Nominal do Macho............................................................. 6-1
6-5 Funções da Calculadora.................................................................................... 6-2
7 CRIAÇÃO DO PROGRAMA...................................................................7-1
7-1 Tipos de Unidades............................................................................................. 7-1
7-2 Unidade Comum................................................................................................ 7-1
7-3 Unidade do Sistema de Coordenadas Básicas.................................................. 7-5
7-4 Unidade do Sistema de Coordenadas Auxiliares............................................... 7-6
7-5 Tipos de Unidade de Usinagem......................................................................... 7-7
7-6 Unidade de Usinagem de Ponto ........................................................................ 7-8
7-6-1 Tipos de unidades de usinagem de ponto............................................................. 7-8
7-6-2 Procedimento para a seleção da unidade de usinagem de ponto ......................... 7-9
7-6-3 Dados da unidade e desenvolvimento automático de ferramentas da unidade de usinagem de ponto ............................................................................. 7-9
7-6-4 Desenvolvimento automático de brocas de metal duro ....................................... 7-34
7-6-5 Novo esquema de configuração autom. p/ a abertura de rosca com macho ....... 7-35
7-6-6 Dados da seqüência de ferramentas da unidade de usinagem de ponto ............ 7-40
7-6-7 Percurso da ferramenta da unidade de usinagem de ponto ................................ 7-46

C-3
7-6-8 Seqüência de perfis da unidade de usinagem de ponto ...................................... 7-91
7-7 Unidades de Usinagem de Linha................................................................... 7-106
7-7-1 Tipos de unidades de usinagem de linha .......................................................... 7-106
7-7-2 Procedimento para selecionar a unidade de usinagem de linha........................ 7-107
7-7-3 Dados da unidade, desenvolvimento automático da ferramenta e percurso da ferramenta da unidade de usinagem de linha............................................... 7-108
7-7-4 Dados da seqüência de ferramentas da unidade de usinagem de linha............ 7-150
7-7-5 Seqüência de perfis da unidade de usinagem de linha ..................................... 7-152
7-7-6 Precauções na usinagem de linha .................................................................... 7-153
7-7-7 Variação automática de canto........................................................................... 7-157
7-8 Unidades de Usinagem de Face.................................................................... 7-159
7-8-1 Tipos de unidades de usinagem de face........................................................... 7-159
7-8-2 Procedimento para selecionar a unidade de usinagem de face ........................ 7-160
7-8-3 Dados da unidade, desenvolvimento automático da ferramenta e percurso da ferramenta da unidade de faceamento......................................................... 7-161
7-8-4 Dados da seqüência de ferramentas da unidade de usinagem de face............. 7-206
7-8-5 Precauções na usinagem de face ..................................................................... 7-212
7-8-6 Variação no caso do corte de largura total ........................................................ 7-224
7-8-7 Definições de formas nas unidades de usinagem de linha e de face ................ 7-226
7-9 Unidade de Fim ............................................................................................. 7-250
7-10 Unidade de Modo Especial ............................................................................ 7-252
7-10-1 Procedimento para chamar a unidade de modo especial.................................. 7-252
7-10-2 Unidade de código M ........................................................................................ 7-252
7-10-3 Unidade de subprograma.................................................................................. 7-253
7-10-4 Unidade de trocar palete................................................................................... 7-255

C-4
7-10-5 Unidade de indexação ...................................................................................... 7-256
7-10-6 Unidade de fim de processo.............................................................................. 7-257
7-11 Unidade de Modo de Programa Manual ........................................................ 7-259
7-11-1 Procedimento de Input ...................................................................................... 7-259
7-11-2 Estrutura da unidade......................................................................................... 7-259
7-11-3 Composição da seqüência................................................................................ 7-260
7-12 Unidade de MMS ........................................................................................... 7-262
7-12-1 Procedimento para chamar a unidade de MMS ................................................ 7-262
7-12-2 Composição da unidade ................................................................................... 7-262
7-12-3 Composição da seqüência do MMS.................................................................. 7-262
7-12-4 Medição do comprimento do apalpador em modo manual ................................ 7-264
7-12-5 Medição da calibração do apalpador................................................................. 7-266
7-12-6 Tipo de medição ............................................................................................... 7-270
8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA ............8-1
8-1 Ordem da Prioridade de Usinagem.................................................................... 8-1
8-2 Prioridade da Zona de Usinagem ...................................................................... 8-4
8-3 Editando a Função e o Método de Entrada de Números de Prioridade............. 8-5
8-3-1 Entrada de números de prioridade........................................................................ 8-5
8-3-2 Atribuição de números de prioridade..................................................................... 8-6
8-3-3 Alteração dos números de prioridade.................................................................... 8-7
8-3-4 Exclusão de todos os números de prioridade........................................................ 8-8
8-3-5 Como usar a função FIM PROC SUB-PROG........................................................ 8-8
8-4 Relação entre a Unid. de Subprograma e a Função de Prioridade da Usinagem......................................................................................................... 8-10
C-5
8-5 Relaçao entre a Unid. de Index. e a Função de Prioridade da Usinagem ....... 8-11
8-6 Relação entre a Unid. de Cód. M e a Função de Prioridade da Usinagem...... 8-12
8-7 Relação entre a Usinagem Multipeça de Trabalho e a Função de Prioridade da Usinagem .................................................................................. 8-13
9 FUNÇÃO DE MEDIÇÃO DE COORDENADAS.....................................9-1
9-1 Método de Medição de Coordenadas pela Função ENSINAR .......................... 9-1
9-2 Método de Medição de Coordenadas por MDI-MMS......................................... 9-4
10 CRIAÇÃO DE DADOS DE CPF ...........................................................10-1
10-1 Configurando os Dados de CPF (Controle do Percurso da Ferramenta)......... 10-1
10-2 Descrição dos Itens de Dados de CPF............................................................ 10-4
11 PROGRAMANDO BACKGROUND......................................................11-1
12 CASO DE APARECIMENTO DE ALARME .........................................12-1
13 FORMATO G DE TRÊS DÍGITOS .......................................................13-1
13-1 Resumo ........................................................................................................... 13-1
13-2 Descrição Detalhada........................................................................................ 13-1
13-3 Formato G de Três Dígitos do Programa MAZATROL .................................... 13-2
13-4 Usando Várias Descrições de Dados G10..................................................... 13-15
14 APÊNDICE ...........................................................................................14-1
14-1 Exemplo de Programa ..................................................................................... 14-1
14-2 O que fazer em caso de problemas?............................................................... 14-8

C-6
- NOTE -
E E

Erro! Estilo não definido.
S-1
PRECAUÇÕES DE SEGURANÇA
Prefácio
As precauções de segurança relacionadas à unidade CNC (que, no restante deste manual, será chamada simplesmente de unidade NC) fornecidas nesta máquina são explicadas abaixo. Não apenas as pessoas que criam programas, mas também as que operam a máquina devem entender totalmente o conteúdo deste manual para garantir a operação segura da máquina.
Leia todas estas precauções de segurança mesmo se seu modelo NC não possuir as funções correspondentes ou unidades opcionais, e se parte das precauções não se aplicarem.
Regra
1. Esta seção contém as precauções a serem observadas com métodos e condições de trabalho normalmente esperados. Entretanto, operações e/ou condições de trabalho inesperadas podem ocorrer no local do usuário. Portanto, durante a operação diária da máquina, o usuário deve prestar atenção redobrada em sua própria segurança de trabalho, bem como observar as precauções descritas abaixo.
2. Apesar de este manual conter a maior quantidade de informações possível, como não é raro que o usuário execute operações que ultrapassem as presumidas pelo fabricante, nem tudo “o que o usuário não pode executar” ou “o que o usuário não deve executar” pode ser totalmente incluído neste manual, considerando todas as operações antecipadamente. Portanto, deve ser entendido que as funções que não estão escritas claramente como “executáveis” são funções “não executáveis”.
3. Os significados de nossas precauções de segurança para PERIGO, AVISO e CUIDADO são como a seguir:
PERIGO
: A falha em seguir estas instruções pode resultar em perda de vida.
AVISO
: A falha em observar estas instruções pode resultar em sérios danos à vida humana ou ao corpo humano.
CUIDADO
: A falha em observar estas instruções pode resultar em lesões menores ou em sérios danos à máquina.
HGENPA0043E
Erro! Estilo não definido.
S-2
Fundamento
AVISO
? Após ligar a energia, mantenha as mãos longe das teclas, dos botões ou dos interruptores do painel de operação até que uma exibição inicial tenha ocorrido.
? Antes de prosseguir para as próximas operações, cheque totalmente que os dados corretos foram introduzidos e/ou configurados. Se o operador executar operações sem estar consciente sobre erros de dados, operações inesperadas da máquina ocorrerão.
? Antes de usinar peças de trabalho, execute testes operacionais e certifique-se que a máquina opera corretamente. Nenhuma peça de trabalho deve ser usinada sem a confirmação de operação normal. Cheque rigorosamente a precisão dos programas, executando as funções de variação, bloco único e outras, ou operando a máquina sem carga. Além disso, utilize totalmente a função checagem do percurso da ferramenta, a função usinagem virtual e outras funções, se fornecidas.
? Certifique-se que as velocidades de avanço e de rotação apropriadas sejam designadas para os requisitos particulares de usinagem. Sempre compreenda que como as velocidades de avanço e de rotação máximas que podem ser usadas são determinadas pelas especificações da ferramenta a ser empregada, pelas especificações da peça de trabalho a ser usinada e por diversos outros fatores, as capabilidades reais diferem das especificações da máquina listadas neste manual. Se velocidades de avanço ou de rotação inadequadas forem designadas, a peça de trabalho ou a ferramenta poderá escapar abruptamente da máquina.
? Antes de executar funções de correção, cheque totalmente se o sentido e a quantidade de correção estão corretos. Uma operação inesperada da máquina ocorrerá se uma função de correção for executada sem ser totalmente entendida.
? Os parâmetros são configurados, em nossa fábrica, para condições ótimas de usinagem padrão antes da expedição da máquina. Em princípio, estas configurações não devem ser modificadas. Se for absolutamente necessário modificar as configurações, execute modificações apenas após ter entendido totalmente as funções dos parâmetros correspondentes. Normalmente, as modificações afetam qualquer programa. Uma operação inesperada da máquina ocorrerá se as configurações forem modificadas sem serem totalmente entendidas.
Observações sobre as condições de corte recomendadas para o NC
AVISO
? Antes de usar as seguintes condições de corte:
- Condições de corte que resultam da Função Automática MAZATROL de Determinação das Condições de Corte
- Condições de corte sugeridas pela Função de Navegação da Usinagem
- Condições de corte para ferramentas que foram sugeridas para serem usadas pela Função de Navegação da Usinagem
Confirme que todas as precauções necessárias com relação à segurança de preparação da máquina foram tomadas – especialmente quanto à fixação da peça de trabalho e à preparação da ferramenta.
? Confirme que a porta da máquina esteja seguramente fechada antes de começar a usinagem. A falha em confirmar a segurança de preparação da máquina pode resultar em lesões sérias ou em morte.
Erro! Estilo não definido.
S-3
Programação
AVISO
? Cheque totalmente se as configurações dos sistemas de coordenadas estão corretas. Mesmo que os dados do programa designado estejam corretos, erros nas configurações do sistema podem fazer com que a máquina opere em locais inesperados e que a peça de trabalho escape abruptamente da máquina em caso de contacto com a ferramenta.
? Durante o controle de manutenção da velocidade superficial, à medida que as coordenadas atuais da peça de trabalho se aproximam do centro (velocidade de corte constante), a velocidade do spindle aumenta significativamente. No caso de um torno, a peça de trabalho pode até ser projetada para fora se a força de fixação diminuir. Portanto, os limites de velocidade de segurança devem ser observados ao designar as velocidades do spindle.
? Mesmo após a seleção do sistema em polegadas/métrico, as unidades de programas, de informações sobre a ferramenta ou de parâmetros que foram registrados até este momento não são convertidas. Cheque totalmente estas unidades de dados antes de operar a máquina. Se a máquina for operada sem que as checagens tenham sido feitas, mesmo os programas corretos já existentes podem fazer com que a máquina opere diferentemente de como operava anteriormente.
? Se um programa que contém comandos de dados absolutos e comandos de dados incrementais for executado ao contrário do seu significado original, uma operação totalmente inesperada da máquina ocorrerá. Cheque novamente o esquema de comandos antes de executar os programas.
? Se um comando incorreto de seleção de plano for designado para uma ação da máquina, como, por exemplo, usinagem de interpolação circular ou usinagem de ciclo fixo, a ferramenta pode colidir com a peça de trabalho ou com uma peça da máquina, uma vez que os movimentos presumidos dos eixos de controle e os movimentos reais serão sobrepostos. (Esta precaução aplica-se somente às unidades NC que possuem funções EIA (Eletronic Industries Association)).
? A imagem de espelho, se validada, muda significativamente as ações subseqüentes da máquina. Use a função imagem de espelho somente após entender totalmente o descrito acima. (Esta precaução aplica-se somente às unidades NC que possuem funções EIA.)
? Se os comandos do sistema de coordenadas da máquina ou os comandos de retorno à posição de referência forem designados com uma função de correção que permanece válida, a correção pode tornar-se temporariamente inválida. Se isto não for completamente entendido, a máquina pode parecer operar de forma contrária às expectativas do operador. Execute os comandos acima somente após tornar inválida a correspondente função de correção. (Esta precaução aplica-se somente às unidades NC que possuem funções EIA.)
? A função de barreira executa checagens de interferências baseadas nos dados da ferramenta designada. Introduza as informações de ferramentas que se equiparam às ferramentas efetivamente usadas. Caso contrário, a função de barreira não funcionará corretamente.
? Os sistemas de comando de código G e de código M diferem, especialmente para torneamento, entre as máquinas INTEGREX e-Series e as outras máquinas de torneamento. A designação de um comando incorreto de código G ou de código M resulta em uma operação da máquina totalmente não pretendida. Entenda completamente o sistema de comandos de código G e de código M antes de usar este sistema.
Programa de amostra Máquinas INTEGREX e-Series Máquinas de torneamento
S1000M3 O spindle de fresamento gira a 1000 min–1. O spindle de torneamento gira a 1000 min–1.
S1000M203 O spindle de torneamento gira a 1000 min–1. O spindle de fresamento gira a 1000 min–1.
Erro! Estilo não definido.
S-4
? Nas máquinas INTEGREX e-Series, as coordenadas programadas podem ser giradas usando uma
unidade de indexação do programa MAZATROL e um comando G68 (comando de rotação de coordenadas) do programa EIA. Entretanto, por exemplo, quando o eixo B é girado 180 graus ao redor do eixo Y para executar uma usinagem com o spindle de torneamento número 2, o lado positivo do eixo X no sistema de coordenadas programado tem sentido descendente e, se o programa for criado ignorando este fato, o movimento resultante da ferramenta para posições inesperadas pode causar colisões. Para criar o programa com o lado positivo do eixo X orientado no sentido ascendente, use a função espelho na unidade do WPC ou a função imagem de espelho através do código G (G50.1, G51.1).
? Após modificar os dados da ferramenta especificados no programa, certifique-se de executar a função checagem do percurso da ferramenta, a função Usinagem Virtual e outras funções, e confirme que o programa está operando adequadamente. A modificação dos dados da ferramenta pode fazer com que até mesmo um programa de usinagem comprovado na prática mude seu status operacional. Se o usuário operar a máquina sem ter consciência de qualquer alteração no status do programa, podem ocorrer interferências com a peça de trabalho devido a uma operação inesperada. Por exemplo, se durante o início da operação automática a aresta de corte da ferramenta estiver presente dentro do blanque (peça não usinada) incluindo a folga especificada na unidade comum do programa MAZATROL, é necessário ter cuidado, uma vez que a ferramenta se moverá desta posição diretamente para o ponto de aproximação, pois não há obstrução sendo considerada presente neste percurso. Por esta razão, antes de iniciar a operação automática, certifique-se que durante o início da operação automática a aresta de corte da ferramenta está presente fora da peça de trabalho, incluindo a folga especificada na unidade comum do programa MAZATROL.
CUIDADO
? Se o posicionamento independente eixo-a-eixo for selecionado e se, simultaneamente, o avanço rápido for selecionado para cada eixo, os movimentos para o ponto final geralmente não se tornarão lineares. Portanto, antes de usar estas funções, certifique-se que nenhuma obstrução esteja presente no percurso.
? Antes de iniciar a operação de usinagem, certifique-se de confirmar todo o conteúdo do programa obtido por conversão. Imperfeições no programa podem causar danos à máquina e lesões ao operador.
Erro! Estilo não definido.
S-5
Operações
AVISO
? As funções de bloco único, manutenção do avanço e variação podem ser invalidadas usando as variáveis de sistema #3003 e #3004. A execução deste procedimento significa uma importante mudança que invalida as operações correspondentes. Portanto, antes de usar estas variáveis, notifique devidamente as pessoas relacionadas. Além disso, o operador deve checar as configurações das variáveis do sistema antes de começar as operações acima.
? Se intervenção manual durante a operação automática, travamento da máquina, a função imagem de espelho ou outras funções forem executadas, os sistemas de coordenadas da peça de trabalho serão deslocados. Ao reiniciar a máquina após intervenção manual, travamento da máquina, a função imagem de espelho ou outras funções, considere as quantidades resultantes do deslocamento e tome as medidas adequadas. Se a operação for reiniciada sem que as medidas adequadas sejam tomadas, podem ocorrer colisões com a ferramenta ou com a peça de trabalho.
? Use a função de operação a seco para checar a operação normal da máquina sem carga. Uma vez que, neste momento, a velocidade de avanço torna-se uma velocidade de operação a seco diferente da velocidade de avanço designada para o programa, os eixos podem mover-se a uma velocidade de avanço maior que o valor programado.
? Após a operação ter sido temporariamente parada e após comandos de inserção, exclusão, atualização e de outros comandos terem sido executados no programa ativo, uma operação inesperada da máquina pode ocorrer caso aquele programa seja reiniciado. Nenhum destes comandos deve, a princípio, ser designado para o programa ativo.
CUIDADO
? Durante a operação manual, cheque totalmente os sentidos e as velocidades do movimento axial.
? Para uma máquina que requer retorno manual à posição inicial (home), execute as operações de retorno manual à posição inicial após ligar a energia. Como os limites de curso controlados pelo “software” permanecerão inoperantes até que o retorno manual à posição inicial seja completado, a máquina não parará mesmo se ultrapassar a área limite. Conseqüentemente, sérios danos à máquina ocorrerão.
? Não designe um multiplicador de pulso incorreto ao executar operações manuais do pulso de avanço por manivela. Se o multiplicador for configurado para 1000 vezes e a manivela for operada inadvertidamente, o movimento axial se tornará mais rápido do que o esperado.

Erro! Estilo não definido.
S-6
ANTES DE USAR A UNIDADE NC
Garantia limitada
A garantia do fabricante não cobre nenhum problema que ocorrer se a unidade NC for usada para qualquer propósito ao qual não se destina. Tenha consciência disso ao operar a unidade.
Exemplos de problemas que ocorrem se a unidade NC for usada para qualquer propósito ao qual não se destina estão listados abaixo.
1. Problemas associados com o, e causados pelo, uso de qualquer produto de software comercialmente disponível (incluindo aqueles criados pelo usuário)
2. Problemas associados com o, e causados pelo, uso de qualquer sistema operacional Windows
3. Problemas associados com o, e causados pelo, uso de qualquer equipamento de computador comercialmente disponível
Ambiente de operação
1. Temperatura ambiente
Durante a operação da máquina: 0° a 50°C (32° a 122°F)
2. Umidade relativa
Durante a operação da máquina: 10 a 75% (sem formação de orvalho)
Nota: À medida que a umidade aumenta, o isolamento deteriora, fazendo com que peças de componentes elétricos deteriorem rapidamente.
Guardando os dados de cópia de segurança
Nota: Não tente excluir ou modificar os dados armazenados na seguinte pasta. Pasta de Armazenamento de Dados para Recuperação: D:\MazakBackUp
Apesar desta pasta não ser usada quando a unidade NC está operando normalmente, ela contém dados importantes que permitem a rápida recuperação da máquina se ela falhar.
Se estes dados forem excluídos ou modificados, a unidade NC pode requerer um longo tempo de recuperação. Certifique-se de não modificar ou excluir estes dados.
E
INTRODUÇÃO 1
1-1
1 INTRODUÇÃO
Este manual descreve somente a programação baseada na linguagem MAZATROL do sistema MAZATROL MATRIX. A descrição dada neste manual considera que os leitores já tenham lido o Manual de Operação pertinente da máquina e entendido todo o seu conteúdo.
A programação na linguagem MAZATROL usa um método interativo que permite ao sistema ser operado de acordo com as mensagens exibidas no monitor. Desta forma, mesmo um usuário que vai operar o sistema pela primeira vez já poderá criar e editar programas.
Leia cuidadosamente este manual e o Manual de Operação da máquina para operar de forma correta o sistema MAZATROL MATRIX e usar ao máximo as suas capabilidades.
Nota: O MAZATROL MATRIX controla o centro de usinagem por cálculo digital, mas é possível que a usinagem não possa ser executada devido ao processamento de um erro de cálculo. Portanto, antes de proceder com a operação automática, não deixe de inspecionar o percurso da ferramenta na tela, com a finalidade de verificar se a usinagem está sendo feita de forma correta.

1 INTRODUÇÃO
1-2
- NOTA -
E
PROGRAMA MAZATROL 2
2-1
2 PROGRAMA MAZATROL
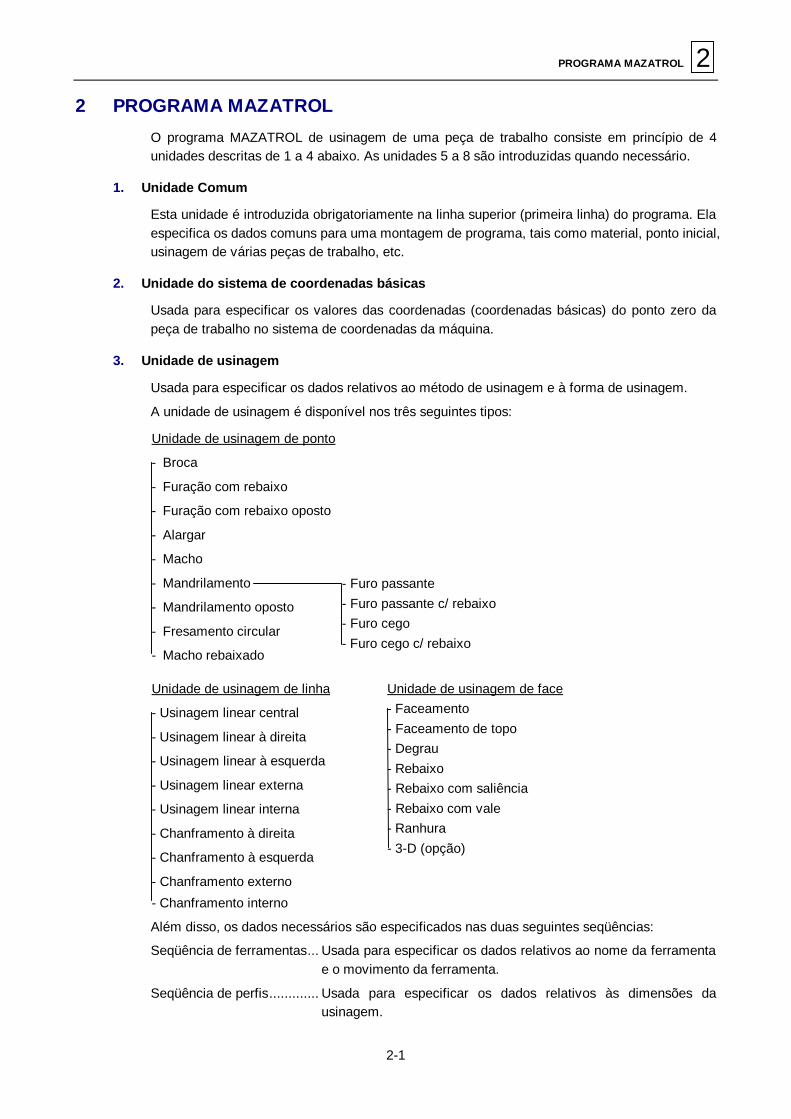
O programa MAZATROL de usinagem de uma peça de trabalho consiste em princípio de 4 unidades descritas de 1 a 4 abaixo. As unidades 5 a 8 são introduzidas quando necessário.
1. Unidade Comum
Esta unidade é introduzida obrigatoriamente na linha superior (primeira linha) do programa. Ela especifica os dados comuns para uma montagem de programa, tais como material, ponto inicial, usinagem de várias peças de trabalho, etc.
2. Unidade do sistema de coordenadas básicas
Usada para especificar os valores das coordenadas (coordenadas básicas) do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
3. Unidade de usinagem
Usada para especificar os dados relativos ao método de usinagem e à forma de usinagem.
A unidade de usinagem é disponível nos três seguintes tipos:
Unidade de usinagem de ponto
- Broca
- Furação com rebaixo
- Furação com rebaixo oposto
- Alargar
- Macho
- Mandrilamento
- Mandrilamento oposto
- Fresamento circular
- Macho rebaixado
Unidade de usinagem de linha
- Usinagem linear central
- Usinagem linear à direita
- Usinagem linear à esquerda
- Usinagem linear externa
- Usinagem linear interna
- Chanframento à direita
- Chanframento à esquerda
- Chanframento externo
- Chanframento interno
Unidade de usinagem de face - Faceamento - Faceamento de topo - Degrau - Rebaixo - Rebaixo com saliência - Rebaixo com vale - Ranhura - 3-D (opção)
- Furo passante - Furo passante c/ rebaixo - Furo cego - Furo cego c/ rebaixo
Além disso, os dados necessários são especificados nas duas seguintes seqüências:
Seqüência de ferramentas... Usada para especificar os dados relativos ao nome da ferramenta e o movimento da ferramenta.
Seqüência de perfis............. Usada para especificar os dados relativos às dimensões da usinagem.
2 PROGRAMA MAZATROL
2-2
4. Unidade de fim
Unidade criada para o fim do programa.
5. Unidade do sistema de coordenadas auxiliares
Usada para especificar o sistema de coordenadas auxiliares (OFFSET).
6. Unidade de modo especial
Há as seguintes unidades de modo especial. É possível que estas unidades marcadas com um asterisco (*) não possam ser usadas ou executadas em certos modelos de máquinas.
Código M........................................... Saída de código M
Subprograma .................................... Chamar um subprograma
Troca de Palete*................................ Troca de palete
Indexação* ........................................ Usada para especificar o ângulo da mesa de indexação.
Fim de processo................................ Delimita o espaço útil da função de prioridade para a mesma ferramenta.
7. Unidade de modo de programa manual
Esta unidade é introduzida para estabelecer um programa correspondente ao programa EIA/ISO usando os códigos G e M que permitem um desempenho de movimento preciso ou um movimento diferente de usinagem.
8. Unidade de MMS
Medição automática de um sistema de coordenadas básicas (CDP). A unidade de MMS não pode ser usada para certas máquinas ou não será executada, ainda que programada.
E

SISTEMA DE COORDENADAS 3
3-1
3 SISTEMA DE COORDENADAS
Na preparação do programa, um sistema de coordenadas é usado para introduzir a posição da usinagem e a forma da usinagem.
O sistema de coordenadas do centro de usinagem consiste em três eixos de coordenadas que se cruzam no ponto zero de referência em ângulos retos.
Um ponto arbitrário neste sistema de coordenadas pode ser definido pelo valor das coordenadas nos 3 eixos (X, Y e Z).
Existem dois tipos de sistemas de coordenadas:
- Sistema de coordenadas da máquina
- Sistema de coordenadas da peça de trabalho
M3P001
Eixo-Z
Ponto zero de referência Eixo-X
Eixo-Y
Fig. 3-1 Sistema de coordenadas
3-1 Sistema de Coordenadas da Máquina
A máquina move-se efetivamente no seu próprio sistema de coordenadas, chamado de sistema de coordenadas da máquina. Um ponto de referência neste sistema de coordenadas é conhecido como ponto zero da máquina.
Geralmente, o sistema de coordenadas da máquina tem uma zona de usinagem no sentido negativo a partir do ponto zero da máquina.
NM210-00510
+Z
+Y +X Zona de usinagem
(Sistema de coordenadas da máquina)
Eixo da coordenada X
Eixo da coordenada Y
–Y
–X
Eixo da coordanada Z –Z
Mesa
Ponto zero da máquina (X0, Y0, Z0)
Fig. 3-2 Sistema de coordenadas da máquina (centro de usinagem vertical)
3 SISTEMA DE COORDENADAS
3-2
3-2 Sistema de Coordenadas da Peça de Trabalho
Se o programa for preparado com base no sistema de coordenadas da máquina, a introdução da posição da usinagem e da forma da usinagem será muito complexa, tediosa e inflexível.
Conseqüentemente, um ponto de referência temporário é adotado no sistema de coodenadas da máquina para preparar o programa.
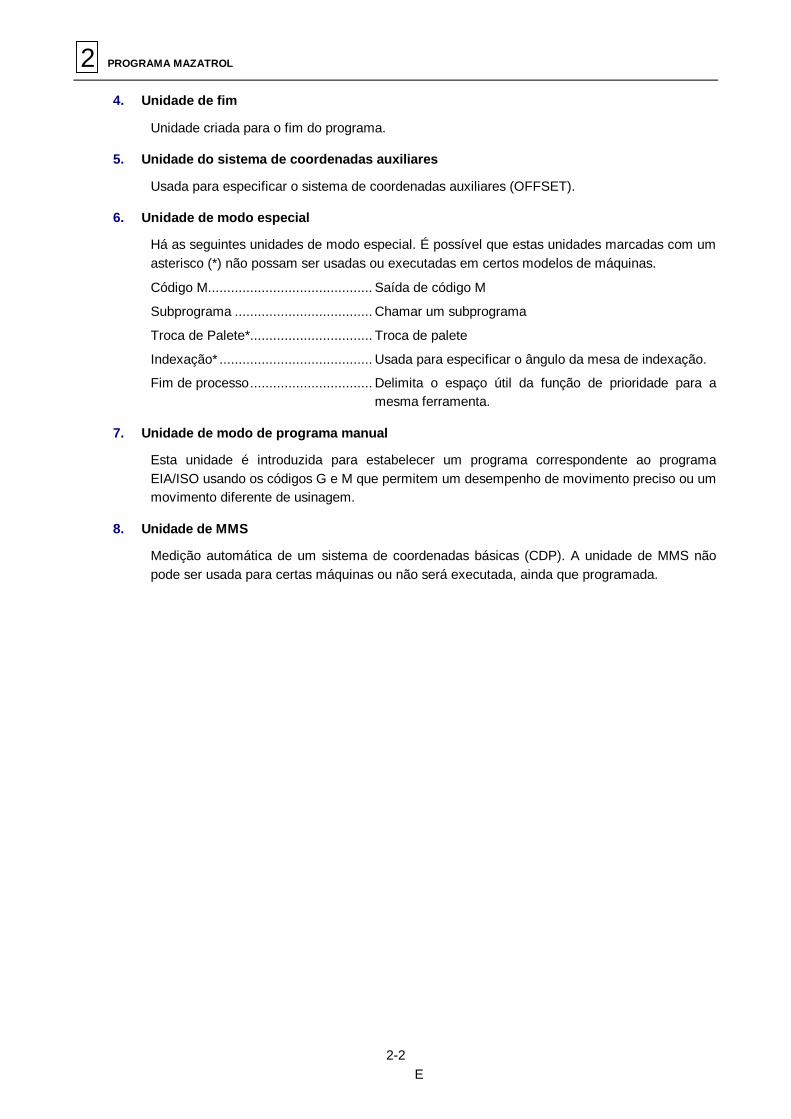
O ponto assim adotado é chamado de ponto zero da peça de trabalho, e o sistema de coordenadas que adota este ponto como referência é chamado de sistema de coordenadas da peça de trabalho. Exemplo: Desenho da peça de trabalho
M3P002
P3 P2
R5
R5
P1
Ponto zero da peça de trabalho a ser adotado
100
20
95
60
5
145 150
100
5
? 50
50
- Quando as dimensões são introduzidas no programa com base no desenho da peça de
trabalho acima, o canto esquerdo inferior é adotado como ponto zero da peça de trabalho.
- Neste caso, o valor das coordenadas é o seguinte:
Ponto zero da peça de trabalho = ( 0, 0, 0) P1 = ( 150, 0, 0) P2 = ( 150, 100, 0) P3 = ( 0, 100, 0)
A adoção do ponto zero da peça de trabalho facilita a introdução das dimensões da usinagem e, portanto, da programação.

SISTEMA DE COORDENADAS 3
3-3
3-3 Sistema de Coordenadas da Máquina e da Peça de Trabalho
A relação entre o sistema de coordenadas da máquina e o sistema de coordenadas da peça de trabalho, quando a peça de trabalho está montada na mesa da máquina, é mostrada abaixo.
NM210-00512
Sistema de coordenadas da máquina
Sistema de coordenadas da peça de trabalho
<Modelo H>
<Modelo V, tipo coluna dupla> <Modelo V>
Sistema de coordenadas da peça de trabalho
Sistema de coordenadas da máquina
Sistema de coordenadas da máquina
NM210-00511
Nota: A relação acima pode ser um pouco diferente de acordo com o tipo de máquina que está sendo usada.
NM210-00513
Fig. 3-3 Sistema de coordenadas da máquina e sistema de coordenadas da peça de trabalho
3 SISTEMA DE COORDENADAS
3-4
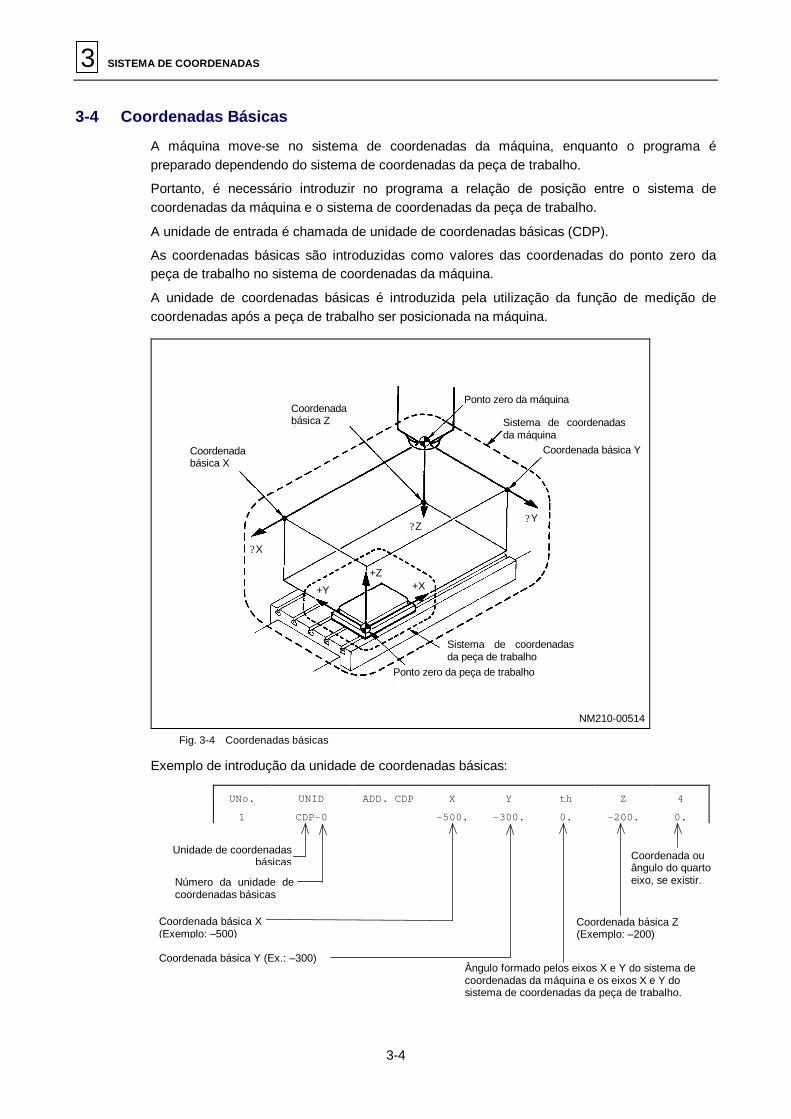
3-4 Coordenadas Básicas
A máquina move-se no sistema de coordenadas da máquina, enquanto o programa é preparado dependendo do sistema de coordenadas da peça de trabalho.
Portanto, é necessário introduzir no programa a relação de posição entre o sistema de coordenadas da máquina e o sistema de coordenadas da peça de trabalho.
A unidade de entrada é chamada de unidade de coordenadas básicas (CDP).
As coordenadas básicas são introduzidas como valores das coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
A unidade de coordenadas básicas é introduzida pela utilização da função de medição de coordenadas após a peça de trabalho ser posicionada na máquina.
NM210-00514
? Z ? X
? Y
+Z +X +Y
Ponto zero da máquina
Sistema de coordenadas da máquina
Coordenada básica Y Coordenada básica X
Coordenada básica Z
Sistema de coordenadas da peça de trabalho
Ponto zero da peça de trabalho
Fig. 3-4 Coordenadas básicas
Exemplo de introdução da unidade de coordenadas básicas:
UNo.
1
UNID
CDP-0
ADD. CDP X
-500.
Y
-300.
th
0.
Z
-200.
4
0.
Número da unidade de coordenadas básicas
Unidade de coordenadas básicas
Coordenada básica X (Exemplo: –500)
Coordenada básica Y (Ex.: –300)
Coordenada ou ângulo do quarto eixo, se existir.
Ângulo formado pelos eixos X e Y do sistema de coordenadas da máquina e os eixos X e Y do sistema de coordenadas da peça de trabalho.
Coordenada básica Z (Exemplo: –200)
SISTEMA DE COORDENADAS 3
3-5
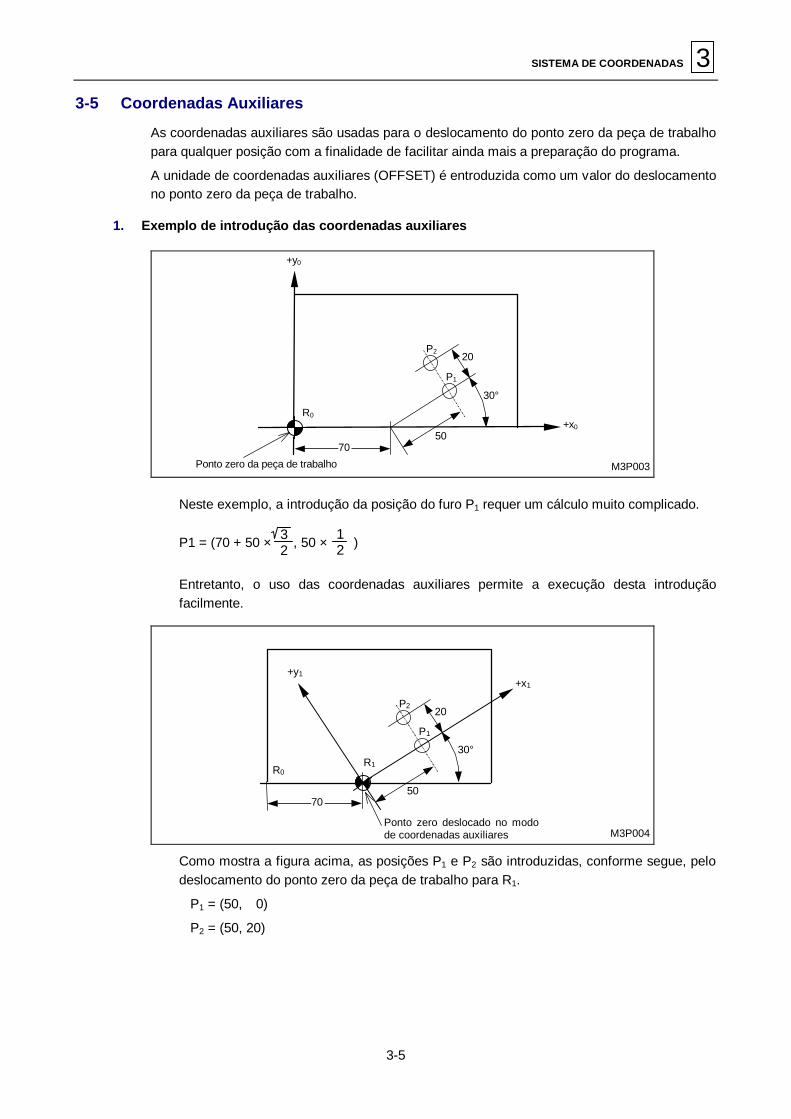
3-5 Coordenadas Auxiliares
As coordenadas auxiliares são usadas para o deslocamento do ponto zero da peça de trabalho para qualquer posição com a finalidade de facilitar ainda mais a preparação do programa.
A unidade de coordenadas auxiliares (OFFSET) é entroduzida como um valor do deslocamento no ponto zero da peça de trabalho.
1. Exemplo de introdução das coordenadas auxiliares
M3P003
P2
P1
20
30°
50 70
R0 +x0
Ponto zero da peça de trabalho
+y0
Neste exemplo, a introdução da posição do furo P1 requer um cálculo muito complicado.
P1 = (70 + 50 × 32 , 50 × 1
2 )
Entretanto, o uso das coordenadas auxiliares permite a execução desta introdução facilmente.
M3P004
P2
P1
20
30°
50 70
R1
+y1 +x1
R0
Ponto zero deslocado no modo de coordenadas auxiliares
Como mostra a figura acima, as posições P1 e P2 são introduzidas, conforme segue, pelo deslocamento do ponto zero da peça de trabalho para R1.
P1 = (50, 0)
P2 = (50, 20)

3 SISTEMA DE COORDENADAS
3-6
Neste caso, a unidade de coordenadas auxiliares devem ser programadas como segue:
UNo.
2
UNID
OFFSET
U (X)
70.
V (Y)
0.
D (th)
30.
W (Z)
0.
Unidade de coordenadas auxiliares
Deslocamentono eixo x
Deslocamento no eixo Z
Ângulo com relação ao sistema de coord. da peça de trabalho
Deslocamento no eixo Y
2. Cancelamento das coordenadas auxiliares
O sistema de coordenadas auxiliares é esvaziado nos seguintes casos:
A. O sistema de coordenadas auxiliares especificado em um subprograma é esvaziado no momento do retorno ao programa principal. Quando o programa principal contém um sistema de coordenadas auxiliares, o retorno é feito para este sistema de coordenadas auxiliares.
B. O sistema de coordenadas auxiliares é esvaziado quando um novo sistema de
coordenadas básicas é introduzido. Neste caso, o estado sem um sistema de coordenadas auxiliares é assumido. (Quando o sistema de coordenadas básicas é especificado no subprograma como mostrado abaixo, o retorno ao programa principal tem o efeito de esvaziar o sistema de coordenadas auxiliares do programa principal.)
M3P005
CDP-1 Usinagem [1]
Subprograma
Usinagem [2]
CDP-2
Subprograma
CPD é um código que significa sistema de coordenadas básicas. Usinagem [2] é executada sob o sistema de coordenadas CDP-2.
Programa principal
Fig. 3-5 Sistema de coordenadas básicas após a execução de subprograma
E
CHAMANDO E FINALIZANDO A TELA DE PROGRAMA 4
4-1
4 CHAMANDO E FINALIZANDO A TELA DE PROGRAMA
4-1 Modo Listagem e Modo Criação
A tela de PROGRAMA (MAZATROL) tem dois seguintes modos:
- Modo listagem Este modo serve para exibir o conteúdo de um programa.
- Modo criação Este modo serve para criar ou editar um programa.
As funções disponíveis em cada modo estão mostradas abaixo.
Tabela 4-1 Funções disponíveis no modo listagem/criação Modo listagem Modo criação
Seleção de programa a ser exibido
Mudança para o modo criação
Mudança para a tela de PERCURSO FERRAMENTA
Mudança para a tela REGISTRO PROGRAMA
Função de medição de coordenadas
Checagem de programa durante a operação automática
Criação de programa
Edição de programa (INSERIR, APAGAR, COPIA)
Função checar perfil
Mudança para o modo listagem
Veja as notas abaixo.
Função ajuda
Função procurar Nota 1: Durante a operação automática, é impossível editar o programa e o subprograma
respectivo.
Nota 2: Durante o processamento de entrada/saída (carregamento, salvamento, comparação, etc.), é impossível editar o programa envolvido.
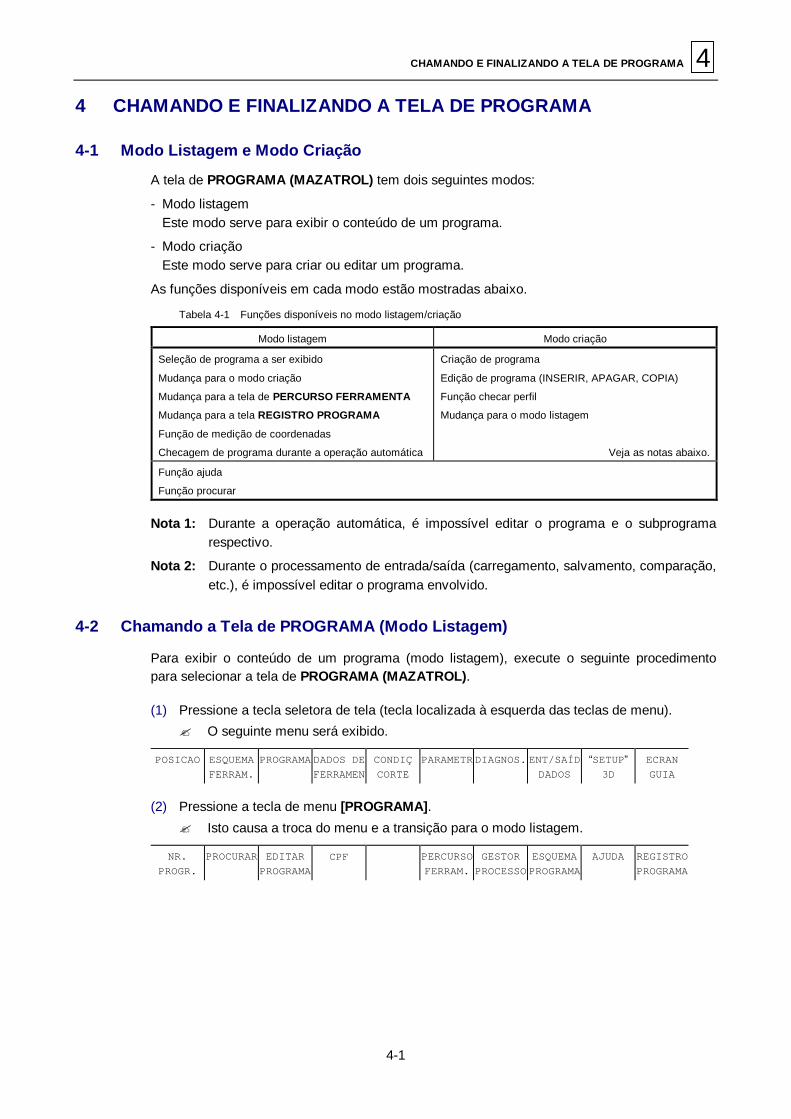
4-2 Chamando a Tela de PROGRAMA (Modo Listagem)
Para exibir o conteúdo de um programa (modo listagem), execute o seguinte procedimento para selecionar a tela de PROGRAMA (MAZATROL). (1) Pressione a tecla seletora de tela (tecla localizada à esquerda das teclas de menu).
? O seguinte menu será exibido. POSICAO ESQUEMA
FERRAM. PROGRAMA DADOS DE
FERRAMEN CONDIÇ CORTE
PARAMETR DIAGNOS. ENT/SAÍD DADOS
“SETUP” 3D
ECRAN GUIA
(2) Pressione a tecla de menu [PROGRAMA].
? Isto causa a troca do menu e a transição para o modo listagem.
NR. PROGR.
PROCURAR EDITAR PROGRAMA
CPF PERCURSO FERRAM.
GESTOR PROCESSO
ESQUEMA PROGRAMA
AJUDA REGISTRO PROGRAMA

4 CHAMANDO E FINALIZANDO A TELA DE PROGRAMA
4-2
4-3 Chamando a Tela de PROGRAMA (Modo Criação)
Para criar ou editar um programa (modo criação), execute o seguinte procedimento.
(1) Pressione a tecla de menu [NR. PROGR.] em modo listagem.
NR. PROGR.
PROCURAR EDITAR PROGRAMA
CPF PERCURSO FERRAM.
GESTOR PROCESSO
ESQUEMA PROGRAMA
AJUDA REGISTRO PROGRAMA
? A exibição de [NR. PROGR.] é revertida e a janela de listagem de números de
programa será exibida. * A janela de listagem de números de programa refere-se à janela que exibe uma lista de
números de programa, dos programas que já estão registrados no equipamento NC.
(2) Introduza o número de programa por meio das teclas de dados alfanuméricos ou selecione o número de programa desejado a partir da janela de listagem dos números de programa.
- Um “número de programa” refere-se a um número designado para cada programa para distinguir um programa do outro. Uma combinação de até 32 caracteres alfanuméricos: de 0 a 9 e de A a Z, incluindo os símbolos “_”, “.”, “+” e “–”, podem ser usados para um número de programa.
Nota 1: Se um número de programa é composto somente de algarismos, ele deve ser um número natural entre 1 e 99999999.
Nota 2: Um nome de programa não deve começar com um ponto (.).
- Se um número de programa já registrado na unidade NC for configurado, este programa será exibido na tela. Para criar um novo programa MAZATROL, portanto, você precisa configurar um número de programa não usado em outros programas. Você pode checar a janela de listagem dos números de programa ou a tela REGISTRO PROGRAMA para ver que número de programa não pode mais ser usado.
Exemplo: Número de programa 1000
Pressione as teclas 1 0 0 0INPUT nesta ordem.
? O programa é exibido na tela. Simultaneamente à criação de um novo programa, nada é exibido na tela.
(3) Coloque a chave de reprogramação na posição l (habilitar).
NM210-00531 (4) Pressione a tecla de menu [EDITAR PROGRAMA].
? Isto causa a transição do modo listagem para o modo criação.
CHAMANDO E FINALIZANDO A TELA DE PROGRAMA 4
4-3
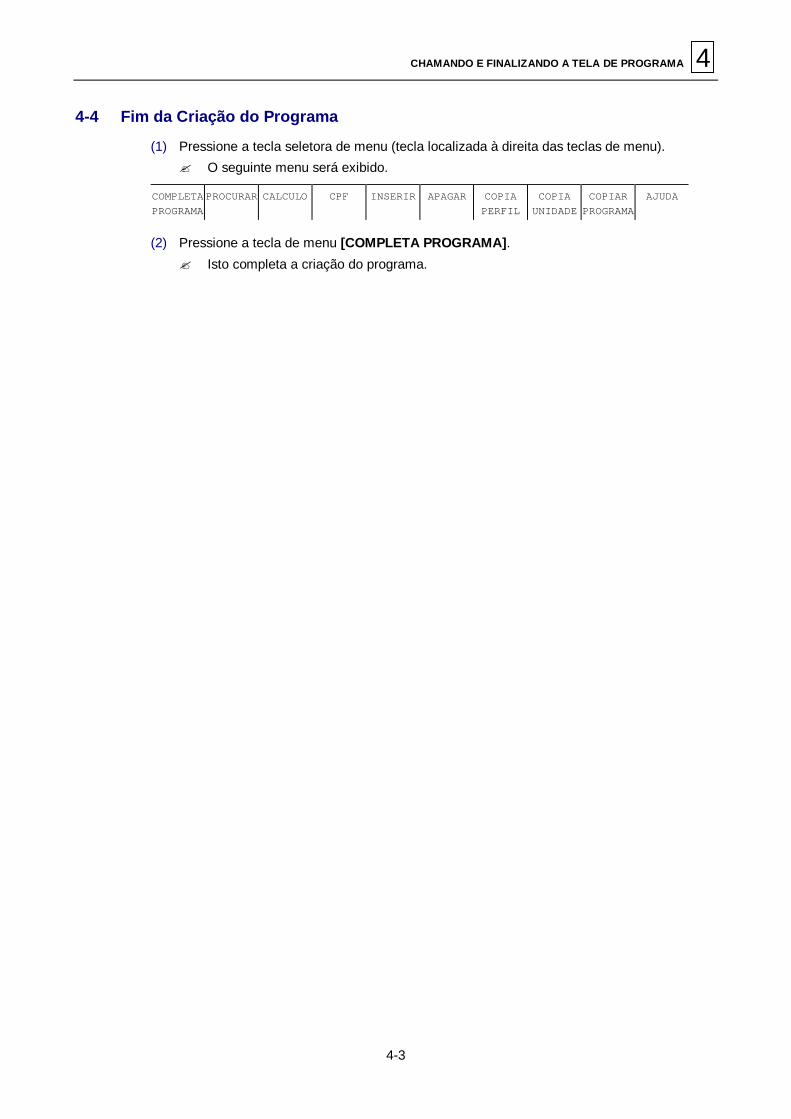
4-4 Fim da Criação do Programa
(1) Pressione a tecla seletora de menu (tecla localizada à direita das teclas de menu). ? O seguinte menu será exibido.
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(2) Pressione a tecla de menu [COMPLETA PROGRAMA].
? Isto completa a criação do programa.

4 CHAMANDO E FINALIZANDO A TELA DE PROGRAMA
4-4
- NOTA -
E

EDIÇÃO DE DADOS 5
5-1
5 EDIÇÃO DE DADOS
5-1 Movimento do Cursor
O modo listagem e o modo criação oferecem métodos diferentes de movimento do cursor. Assim, mova o cursor dependendo do método apropriado para cada modo.
5-1-1 Caso de modo listagem
1. Pressionando a tecla page
Quando a tecla page ( , ) é pressionada, o cursor move-se unidade por unidade no sentido das flechas.
UNo. MAT. 0 UNo. UNID 1 SNo. FERRAM. 1 BR. CENT 2 BROCA FIG PTN 1 PTO UNo. UNID 2 ? ?
NR. PROGR.
PROCURAR EDITAR PROGRAMA
CPF PERCURSO FERRAM.
GESTOR PROCESSO
ESQUEMA PROGRAMA
AJUDA REGISTRO PROGRAMA
2. Pressionando a tecla de cursor
Quando a tecla de cursor ( ) é pressionada, o cursor move-se linha por linha no sentido da flecha.
Nota: No modo listagem, o cursor pode mover-se somente para cima e para baixo. Conseqüentemente, mesmo se a tecla ou é abaixada, o cursor somente move-se verticalmente.
5-1-2 Caso de modo criação
No modo criação, o movimento do cursor é feito somente por pressão da tecla de cursor desejada , , , . O cursor pode mover-se livremente no sentido da flecha.
Neste caso, há uma mudança de menu para exibir o menu do item para o qual o cursor é movido.
UNo. MAT. 0 UNo. UNID 1 SNo. FERRAM. 1 2 FIG PTN 1 UNo. UNID 2
5 EDIÇÃO DE DADOS
5-2
5-2 Edição
5-2-1 Editando funções e menus
1. Editando funções
As seis seguintes funções de edição são disponíveis:
- Procurar ............ Usada p/ exibir a unidade planejada ou a seqüência de ferramentas
- Inserir ................ Usada p/ inserir unidade, seqüência de ferramentas ou seqüência de perfis
- Exclusão............. Usada p/ apagar unidade, seqüência de ferramentas ou seqüência de perfis
- Cópia ................ Usada p/ copiar o programa, unidade ou perfil
- Ajudar................. Dados da unidade são exibidos graficamente.
- Fim de programa. Usada para retornar do modo criação para o modo listagem Nota: Somente as funções [PROCURAR] e [AJUDA] podem ser usadas no modo listagem.
2. Editando menus
Para usar estas funções, primeiro vá para o modo criação. Então, pressione a tecla seletora de menu para exibir o seguinte menu de editar. COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
No modo listagem, introduzindo o número do programa, o seguinte menu é exibido:
NR. PROGR.
PROCURAR EDITAR PROGRAMA
CPF PERCURSO FERRAM.
GESTOR PROCESSO
ESQUEMA PROGRAMA
AJUDA REGISTRO PROGRAMA
Nota: As seguintes subseções descrevem as funções centradas no modo criação. O modo
listagem requer umas poucas operações diferentes daquelas do modo criação. Refira-se à descrição nas seguintes notas.
5-2-2 Procurar
Esta função PROCURAR é usada para exibir na tela uma unidade ou uma seqüência de ferramentas que se quer checar ou modificar no programa.
Há os quatro seguintes tipos de procura:
- Procurar por um número de unidade
- Procurar por um fim de programa
- Procurar por um nome de unidade
- Procurar por um nome de ferramenta

EDIÇÃO DE DADOS 5
5-3
1. Procurar por um número de unidade
Esta função serve para exibir a unidade necessária a partir do número da unidade.
Seleção de menu: [PROCURAR] ? [PROCURAR Nr. UNID.]
(1) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
Nota: Esta operação não é necessária no modo listagem.
(2) Pressione a tecla de menu [PROCURAR].
? Isto causa a exibição do menu procurar.
PROCURAR Nr. UNID.
PROCURAR ULT. UNID.
PROCURARUNIDADE
PROCURARFERRAM.
(3) Pressione a tecla de menu [PROCURAR Nr. UNID.].
? Isto causa a exibição de [PROCURAR Nr. UNID.] reverter e a tela exibe a mensagem No. DA UNIDADE <INPUT>?.
(4) Introduza o número da unidade a ser encontrada por meio das teclas de dados alfanuméricos.
Exemplo: Número da unidade 10
Pressione as seguintes teclas: 1 0INPUT
? O cursor move-se para o número da unidade introduzida, e a unidade é exibida na tela.
UNo. UNID 10
SNo. FERRAM. 1 2 FIG PTN
? O cursor move-se aqui.
Nota 1: Quando o número introduzido da unidade não existe no programa, o alarme 407
DADOS NÂO ENCONTRADOS é exibido.
Nota 2: No modo de função [PROCURAR Nr. UNID.], o número da unidade introduzida será procurado a partir da seleção do programa, em qualquer parte que a posição atual do cursor estiver.
2. Procurar pelo fim
Esta função PROCURAR ULT. UNID. move o cursor para o fim do programa. Esta função é usada para resumir a programação enquanto em progresso.
Seleção de menu: [PROCURAR] ? [PROCURAR ULT. UNID.] (1) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
Nota: Esta operação não é necessária no modo listagem.

5 EDIÇÃO DE DADOS
5-4
(2) Pressione a tecla de menu [PROCURAR].
? O menu procurar é, então, exibido.
PROCURAR Nr. UNID.
PROCURAR ULT. UNID.
PROCURARUNIDADE
PROCURARFERRAM.
(3) Pressione a tecla de menu [PROCURAR ULT. UNID.].
? Isto causa a exibição de [PROCURAR ULT. UNID.] reverter, e a tela exibe a mensagem ULTIMA PROCURA <INPUT>?.
(4) Pressione a tecla input INPUT .
? O cursor vai para o fim do programa, e a última linha é exibida na tela.
FIG
UNo. UNID
? O cursor move-se aqui.
3. Procurar por um nome da unidade
Esta função serve para exibir a linha de uma unidade requerida com base no nome da unidade.
Seleção de menu: [PROCURAR] ? [PROCURAR UNIDADE] ? [MAQUIN.PONTO/MAQUIN. LINHA/MAQUINAR FACE/OUTRAS] ? Nome da unidade
(1) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
Nota: O modo listagem não requer esta operação.
(2) Pressione a tecla de menu [PROCURAR].
? O menu procurar é, então, exibido.
PROCURAR Nr. UNID.
PROCURAR ULT. UNID.
PROCURARUNIDADE
PROCURARFERRAM.;
(3) Pressione a tecla de menu [PROCURAR UNIDADE].
? O menu da unidade é exibido e a mensagem PROC. NOME UNIDADE <INPUT>? é indicada na tela.
PROC. NOME UNIDADE <INPUT>? ( )
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINARFACE
PROGRAMA MANUAL
OUTRAS CDP OFFSET FIM
(a) (b) (c) (d)
EDIÇÃO DE DADOS 5
5-5
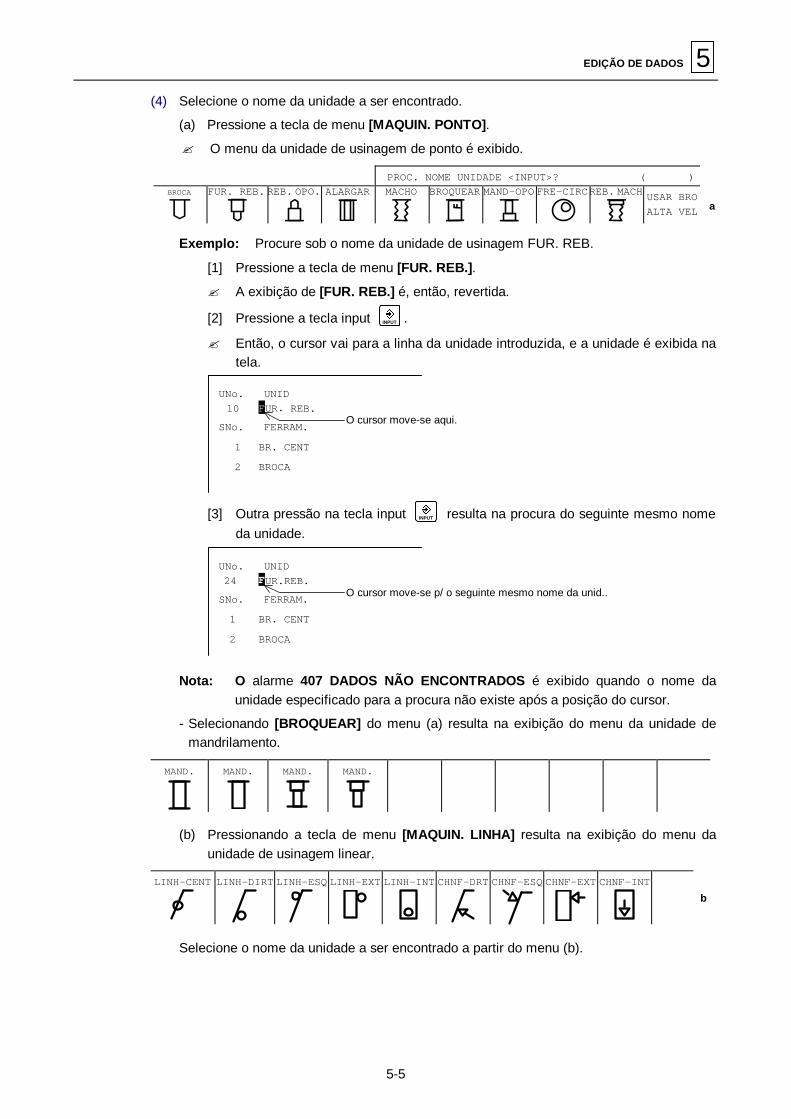
(4) Selecione o nome da unidade a ser encontrado.
(a) Pressione a tecla de menu [MAQUIN. PONTO].
? O menu da unidade de usinagem de ponto é exibido.
PROC. NOME UNIDADE <INPUT>? ( ) BROCA
FUR. REB.
REB. OPO.
ALARGAR
MACHO
BROQUEAR
MAND-OPO
FRE-CIRC
REB. MACH
USAR BRO ALTA VEL a
Exemplo: Procure sob o nome da unidade de usinagem FUR. REB.
[1] Pressione a tecla de menu [FUR. REB.].
? A exibição de [FUR. REB.] é, então, revertida.
[2] Pressione a tecla input INPUT . ? Então, o cursor vai para a linha da unidade introduzida, e a unidade é exibida na
tela.
UNo. UNID 10 FUR. REB.
SNo. FERRAM.
1 BR. CENT
2 BROCA
O cursor move-se aqui.
[3] Outra pressão na tecla input INPUT resulta na procura do seguinte mesmo nome
da unidade.
UNo. UNID 24 FUR.REB.
SNo. FERRAM.
1 BR. CENT
2 BROCA
O cursor move-se p/ o seguinte mesmo nome da unid..
Nota: O alarme 407 DADOS NÃO ENCONTRADOS é exibido quando o nome da unidade especificado para a procura não existe após a posição do cursor.
- Selecionando [BROQUEAR] do menu (a) resulta na exibição do menu da unidade de mandrilamento.
MAND.
MAND.
MAND.
MAND.
(b) Pressionando a tecla de menu [MAQUIN. LINHA] resulta na exibição do menu da
unidade de usinagem linear.
LINH-CENT
LINH-DIRT
LINH-ESQ
LINH-EXT
LINH-INT
CHNF-DRT
CHNF-ESQ
CHNF-EXT
CHNF-INT
b
Selecione o nome da unidade a ser encontrado a partir do menu (b).

5 EDIÇÃO DE DADOS
5-6
(c) Pressionando a tecla de menu [MAQUINAR FACE].
? O menu da unidade de usinagem de face é exibido.
ROCA
FR. TOPO
DEGRAU
REBAIXO
SALIENTE
R-VALE
RANHURA
SUPERF.
3D
c
Selecione o nome da unidade a ser encontrado a partir do menu (c).
- Pressionando a tecla de menu [SUPERF. 3D] resulta na exibição do menu da unidade de usinagem de superfície tri-dimensional (d). Pressionando a tecla de menu [ >>> ] permite exibir o menu da unidade de usinagem de superfície tri-dimensional (e).
ROTAÇÃO 1
ROTAÇÃO 2
ROTAÇÃO 3
ROTAÇÃO 4
PARALELO 1
PARALELO 2
PARALELO 3
PARALELO 4
>>> d
NORMAL 1
NORMAL 2
DIREC.
>>> e
(d) Pressione a tecla de menu [OUTRAS].
? O menu de unidade especial é exibido.
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR PALETE
INDEXAR FIM DE PROCESSO
4. Procurar por um nome de uma ferramenta
Esta função, PROCURAR FERRAM., serve para exibir a linha da seqüência de ferramentas requeridas com base no nome da ferramenta.
Seleção de menu: [PROCURAR] ? [PROCURAR FERRAM.] ? Nome da ferramenta (1) Apresentação do menu. COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
Nota: O modo listagem não requer esta operação.
(2) Pressione a tecla de menu [PROCURAR].
? O menu procurar é, então, exibido. PROCURAR
Nr. UNID. PROCURAR
ULT. UNID. PROCURARUNIDADE
PROCURARFERRAM.
EDIÇÃO DE DADOS 5
5-7
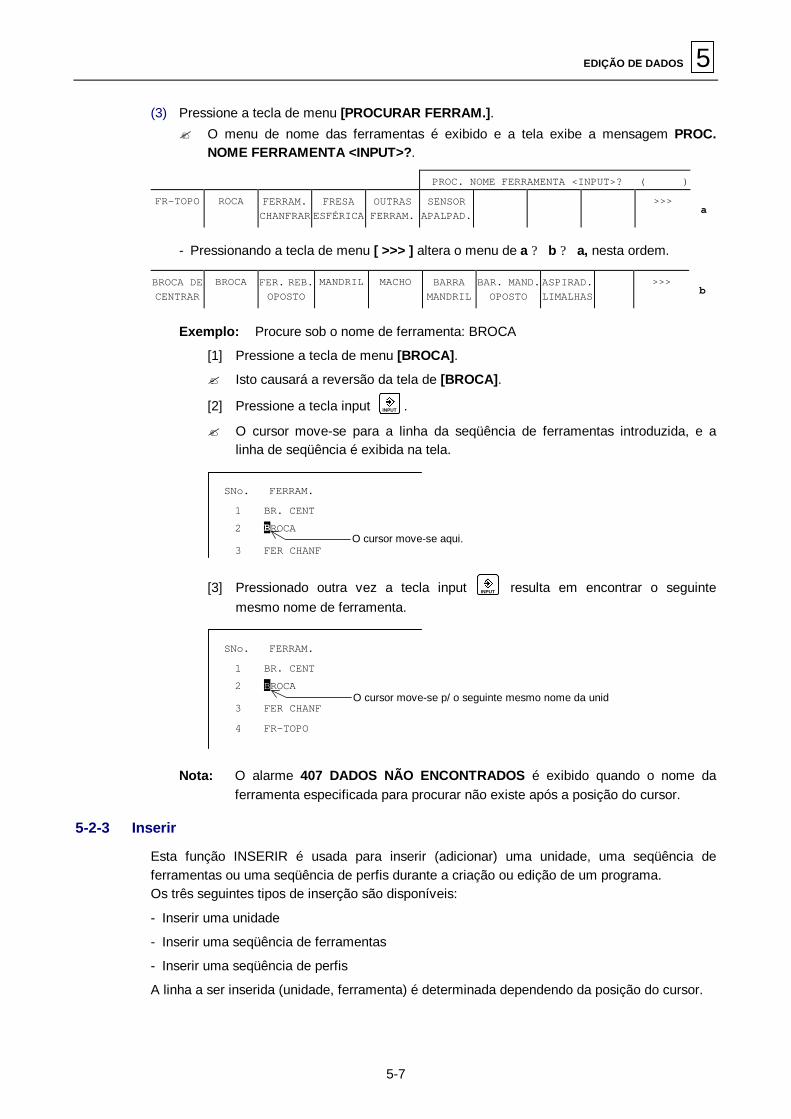
(3) Pressione a tecla de menu [PROCURAR FERRAM.].
? O menu de nome das ferramentas é exibido e a tela exibe a mensagem PROC. NOME FERRAMENTA <INPUT>?.
PROC. NOME FERRAMENTA <INPUT>? ( )
FR-TOPO ROCA FERRAM. CHANFRAR
FRESA ESFÉRICA
OUTRAS FERRAM.
SENSOR APALPAD.
>>> a
- Pressionando a tecla de menu [ >>> ] altera o menu de a ? b ? a, nesta ordem.
BROCA DE CENTRAR
BROCA FER. REB. OPOSTO
MANDRIL MACHO BARRA MANDRIL
BAR. MAND. OPOSTO
ASPIRAD. LIMALHAS
>>> b
Exemplo: Procure sob o nome de ferramenta: BROCA
[1] Pressione a tecla de menu [BROCA].
? Isto causará a reversão da tela de [BROCA].
[2] Pressione a tecla input INPUT . ? O cursor move-se para a linha da seqüência de ferramentas introduzida, e a
linha de seqüência é exibida na tela.
SNo. FERRAM.
1 BR. CENT
2 BROCA
3 FER CHANF O cursor move-se aqui.
[3] Pressionado outra vez a tecla input INPUT resulta em encontrar o seguinte mesmo nome de ferramenta.
SNo. FERRAM.
1 BR. CENT
2 BROCA
3 FER CHANF
4 FR-TOPO
O cursor move-se p/ o seguinte mesmo nome da unid name.
Nota: O alarme 407 DADOS NÃO ENCONTRADOS é exibido quando o nome da ferramenta especificada para procurar não existe após a posição do cursor.
5-2-3 Inserir
Esta função INSERIR é usada para inserir (adicionar) uma unidade, uma seqüência de ferramentas ou uma seqüência de perfis durante a criação ou edição de um programa. Os três seguintes tipos de inserção são disponíveis:
- Inserir uma unidade
- Inserir uma seqüência de ferramentas
- Inserir uma seqüência de perfis
A linha a ser inserida (unidade, ferramenta) é determinada dependendo da posição do cursor.

5 EDIÇÃO DE DADOS
5-8
1. Inserir uma unidade
Execute o seguinte procedimento para inserir uma unidade.
Seleção de menu: [INSERIR]
(1) Traga o cursor para a próxima linha da unidade a ser inserida.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
No caso em que uma linha é inserida aqui, o cursor deve ser localizado aqui.
(2) Apresentação do menu.
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [INSERIR]. ? A exibição de [INSERIR] é revertida, e a tela exibe a mensagem INSERIR LINHA
<INPUT>?.
(4) Pressione a tecla input INPUT .
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
UNo. MAT.
0 CBN STL
UNo. UNID
1
UNo. UNID
2 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Unidade inserida
Note 1: Quando o cursor é localizado na linha da unidade que segue a linha da seq. de
perfis no passo (1), a seqüência de perfis vazia é inserida. Então, pressionando a tecla de menu [FIM DO PERFIL] resulta em inserir uma unidade vazia.
? Isto causa inserir uma unidade vazia.
Exemplo:
SNo. FERRAM. 1 BR. CENT 2 BROCA FIG PTN 1 PTO UNo. UNID 2 FACEJAR SNo. FERRAM. 1 ROCA
SNo. FERRAM. 1 BR. CENT 2 BROCA FIG PTN 1 PTO 2 UNo. UNID 2 FACEJAR SNo. FERRAM.
Unidade inserida Seqüência de perfis inserida
SNo. FERRAM. 1 BR. CENT 2 BROCA FIG PTN 1 PTO UNo. UNID 2 UNo. UNID 3 FACEJAR
EDIÇÃO DE DADOS 5
5-9
Nota 2: Quando a operação de inserir é feita na UNo. 0 (Unidade comum), o alarme 409 INSERCAO ILEGAL é exibido.
(5) Introduza os dados. Refira-se ao Capítulo 7, “CRIAÇÃO DE PROGRAMA” para a seleção de cada unidade e configuração de dados.
Nota: Quando a unidade de usinagem é inserida, a seqüência de ferramentas e a seqüência de perfis são sucessivamente inseridas, progressivamente com o desenvolvimento da operação.
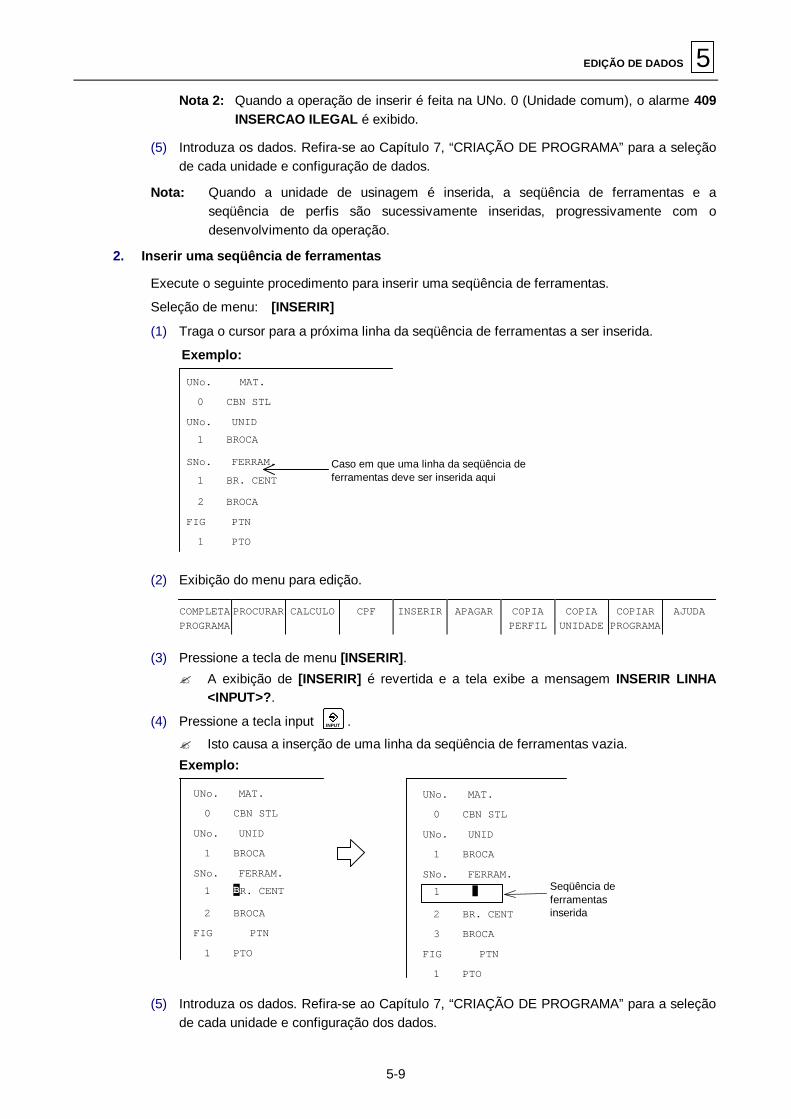
2. Inserir uma seqüência de ferramentas
Execute o seguinte procedimento para inserir uma seqüência de ferramentas.
Seleção de menu: [INSERIR]
(1) Traga o cursor para a próxima linha da seqüência de ferramentas a ser inserida.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
Caso em que uma linha da seqüência de ferramentas deve ser inserida aqui
(2) Exibição do menu para edição.
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [INSERIR].
? A exibição de [INSERIR] é revertida e a tela exibe a mensagem INSERIR LINHA <INPUT>?.
(4) Pressione a tecla input INPUT .
? Isto causa a inserção de uma linha da seqüência de ferramentas vazia. Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM. 1
2 BR. CENT
3 BROCA
FIG PTN
1 PTO
Seqüência de ferramentas inserida
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
(5) Introduza os dados. Refira-se ao Capítulo 7, “CRIAÇÃO DE PROGRAMA” para a seleção
de cada unidade e configuração dos dados.

5 EDIÇÃO DE DADOS
5-10
Nota: Quando a operação de inserir é feita em UNo. 0 (unidade comum), o alarme 409 INSERCAO ILEGAL é exibido.
3. Inserir uma seqüência de perfis
Execute o seguinte procedimento para inserir uma seqüência de perfis.
Seleção de menu: [INSERIR]
(1) Traga o cursor para a próxima linha da seqüência de perfis a ser inserida.
Exemplo:
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
UNo. UNID
2 FACEJAR
Caso em que uma linha da seqüência de perfis deve ser inserida aqui
(2) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [INSERIR].
? A exibição de [INSERIR] é revertida e a tela exibe a mensagem INSERIR LINHA <INPUT>?.
(4) Pressione a tecla input INPUT .
? Isto causa a inserção de uma linha da seqüência de perfis vazia. Exemplo:
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
UNo. UNID
2 FACEJAR
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1
2 PTO
UNo. UNID
2 FACEJAR
Seqüência de perfis inserida

EDIÇÃO DE DADOS 5
5-11
Nota: Quando o cursor está localizado na linha da unidade que segue a linha da seqüência de perfis, uma seqüênciade perfis vazia é inserida como segue.
Exemplo:
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
UNo. UNID 2 FACEJAR
SNo. FERRAM.
1 ROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO 2 .
UNo. UNID
2 FACEJAR
SNo. FERRAM.
1 ROCA
? Seqüência de perfis inserida
(5) Introduza os dados. Refira-se ao Capítulo 7, “CRIAÇÃO DE PROGRAMA” para a seleção
de cada unidade e configuração de dados.
Nota: Quando a operação de inserir é feita em UNo. 0 (Unidade comum), o alarme 409 INSERCAO ILEGAL é exibido.
5-2-4 Exclusão
Esta função APAGAR é usada para apagar a unidade, a seqüência de ferramentas ou a seqüência de perfis que se tornou desnecessária durante a criação ou edição de um programa.
Os três seguintes tipos de exclusão são disponíveis:
- Exclusão da unidade
- Exclusão da seqüência de ferramentas - Exclusão da seqüência de perfis
1. Exclusão da unidade
(1) Coloque o cursor na unidade a ser excluída.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Caso em que esta unidade deve ser excluída
(2) Apresentação do menu. COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [APAGAR]. ? A exibição de [APAGAR] é revertida e a tela exibe a mensagem: SELECIONAR
PROGRAMAS - CURSOR?. ? A unidade em que o cursor está localizado é selecionada (exibição da linha da
unidade é revertida).

5 EDIÇÃO DE DADOS
5-12
(4) Quando unidades múltiplas devem ser excluídas ao mesmo tempo, use as teclas do cursor upward (para cima) e downward (para baixo) para designar a área.
(5) Pressione a tecla input INPUT .
? Então, as unidades selecionadas são excluídas. A seqüência de ferramentas e a seqüência de perfis nesta unidade serão igualmente excluídas.
Exemplo:
UNo. MAT. 0 CBN STL UNo. UNID
1 BROCA
SNo. FERRAM. 1 BR. CENT 2 BROCA FIG PTN 1 PTO UNo. UNID 2 FACEJAR
UNo. MAT. 0 CBN STL UNo. UNID 1 FACEJAR
Unidade a ser excluída
Nota: Quando a operação de exclusão é feita em UNo. 0 (unidade comum), o alarme 410
APAGAR ILEGAL é exibido.
2. Exclusão da seqüência de ferramentas
Seleção de menu: [APAGAR]
(1) Coloque o cursor na seqüência de ferramentas a ser excluída.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 PTO
UNo. UNID
2 FACEJAR
Caso em que esta seqüência deve ser excluída
(2) Exibição do menu para edição.
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [APAGAR].
? A exibição de [APAGAR] é revertida e a tela exibe a mensagem: SELECIONAR PROGRAMAS - CURSOR?.
? A seqüência de ferramentas em que o cursor está localizado é selecionada (a exibição da linha da seqüência é revertida).
EDIÇÃO DE DADOS 5
5-13
(4) Quando múltiplas seqüências de ferramentas devem ser excluídas ao mesmo tempo, use as teclas de cursor upward (para cima) e downward (para baixo) para designar a área.
? Quando a linha da unidade está incluída na área, a exclusão ocorre na mesma maneira como em “1. Exclusão da unidade.”
? Quando a linha da seqüência de ferramentas é incluída na área, a exclusão ocorre na mesma maneira como em “3. Exclusão da seqüência de perfis.”
(5) Pressione a tecla input INPUT .
? A seqüência de ferramentas designada, a unidade e a seqüência de perfis são excluídas.
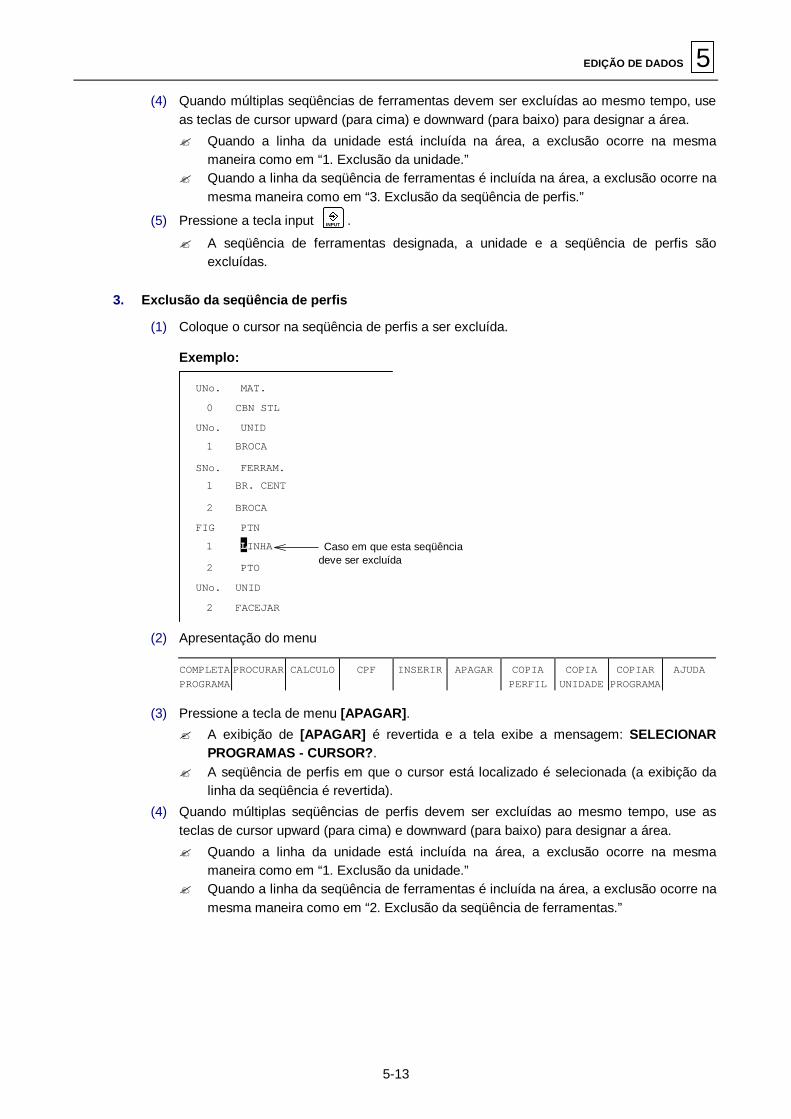
3. Exclusão da seqüência de perfis
(1) Coloque o cursor na seqüência de perfis a ser excluída.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 LINHA
2 PTO
UNo. UNID
2 FACEJAR
Caso em que esta seqüência deve ser excluída
(2) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [APAGAR].
? A exibição de [APAGAR] é revertida e a tela exibe a mensagem: SELECIONAR PROGRAMAS - CURSOR?.
? A seqüência de perfis em que o cursor está localizado é selecionada (a exibição da linha da seqüência é revertida).
(4) Quando múltiplas seqüências de perfis devem ser excluídas ao mesmo tempo, use as teclas de cursor upward (para cima) e downward (para baixo) para designar a área.
? Quando a linha da unidade está incluída na área, a exclusão ocorre na mesma maneira como em “1. Exclusão da unidade.”
? Quando a linha da seqüência de ferramentas é incluída na área, a exclusão ocorre na mesma maneira como em “2. Exclusão da seqüência de ferramentas.”
5 EDIÇÃO DE DADOS
5-14
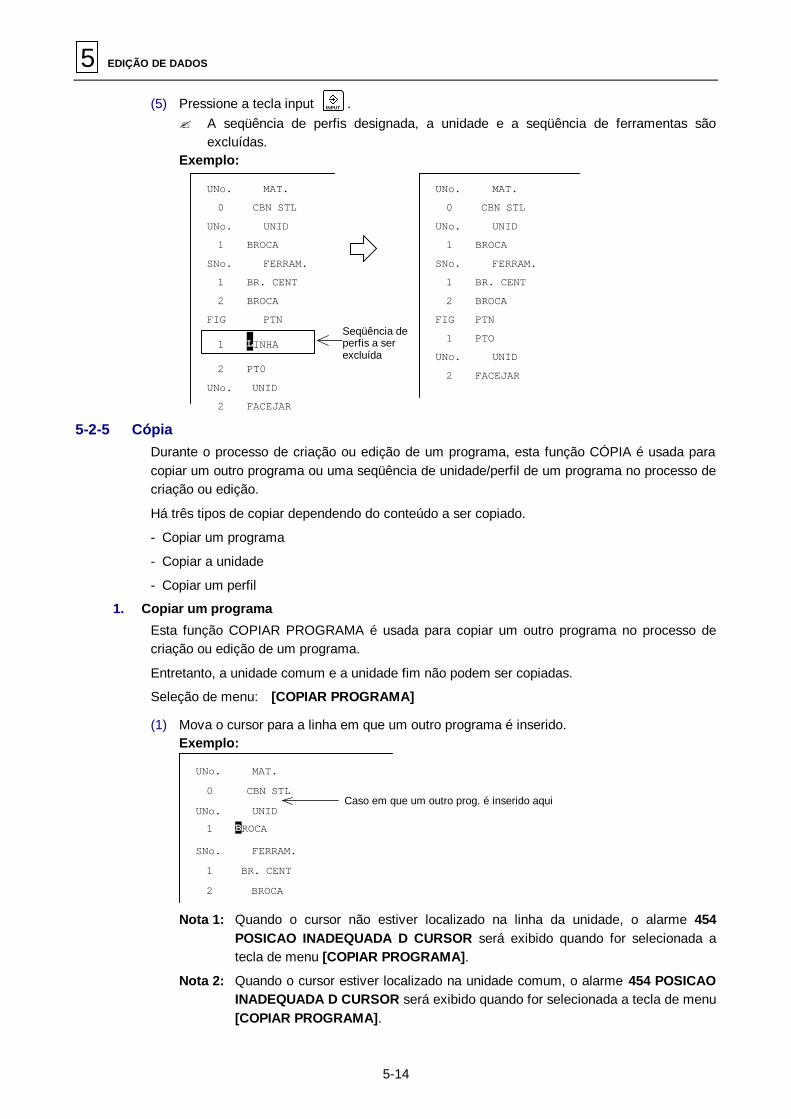
(5) Pressione a tecla input INPUT . ? A seqüência de perfis designada, a unidade e a seqüência de ferramentas são
excluídas. Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 LINHA
2 PT0
UNo. UNID
2 FACEJAR
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
FIG PTN
1 PTO
UNo. UNID
2 FACEJAR
Seqüência de perfis a ser excluída
5-2-5 Cópia
Durante o processo de criação ou edição de um programa, esta função CÓPIA é usada para copiar um outro programa ou uma seqüência de unidade/perfil de um programa no processo de criação ou edição.
Há três tipos de copiar dependendo do conteúdo a ser copiado.
- Copiar um programa
- Copiar a unidade
- Copiar um perfil
1. Copiar um programa
Esta função COPIAR PROGRAMA é usada para copiar um outro programa no processo de criação ou edição de um programa.
Entretanto, a unidade comum e a unidade fim não podem ser copiadas.
Seleção de menu: [COPIAR PROGRAMA] (1) Mova o cursor para a linha em que um outro programa é inserido.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Caso em que um outro prog. é inserido aqui
Nota 1: Quando o cursor não estiver localizado na linha da unidade, o alarme 454
POSICAO INADEQUADA D CURSOR será exibido quando for selecionada a tecla de menu [COPIAR PROGRAMA].
Nota 2: Quando o cursor estiver localizado na unidade comum, o alarme 454 POSICAO INADEQUADA D CURSOR será exibido quando for selecionada a tecla de menu [COPIAR PROGRAMA].
EDIÇÃO DE DADOS 5
5-15
(2) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
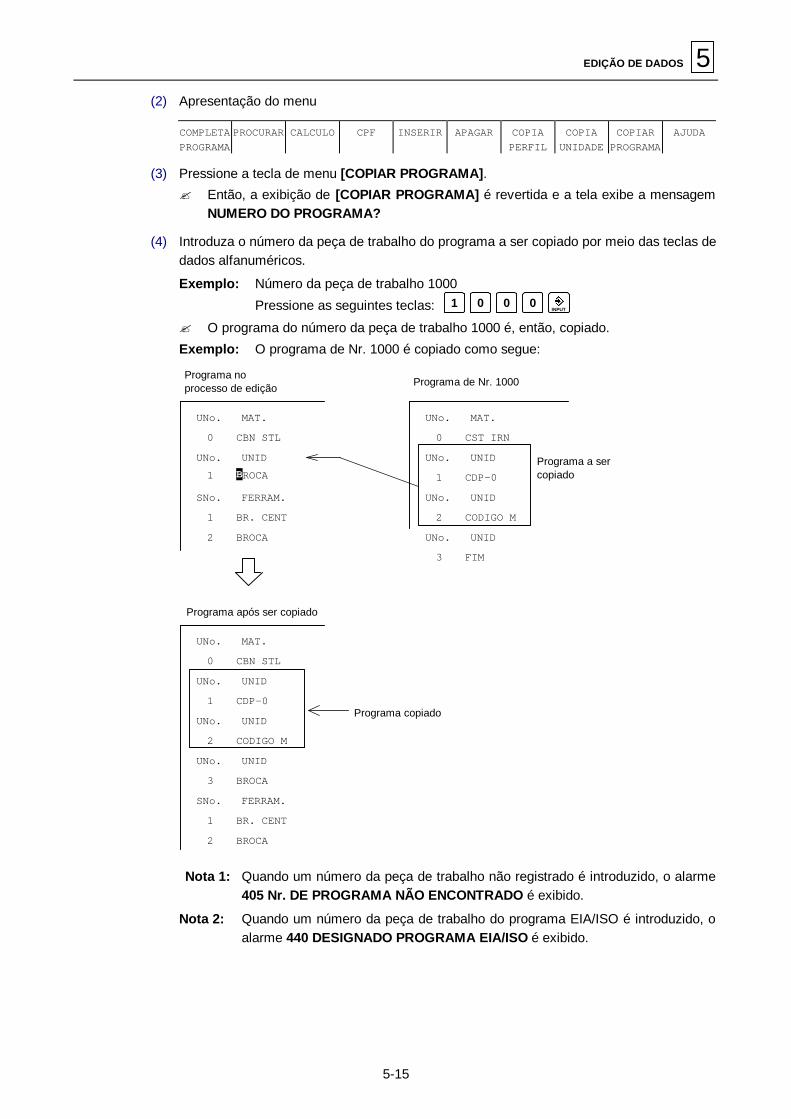
(3) Pressione a tecla de menu [COPIAR PROGRAMA]. ? Então, a exibição de [COPIAR PROGRAMA] é revertida e a tela exibe a mensagem
NUMERO DO PROGRAMA?
(4) Introduza o número da peça de trabalho do programa a ser copiado por meio das teclas de dados alfanuméricos.
Exemplo: Número da peça de trabalho 1000 Pressione as seguintes teclas: 1 0 0 0
INPUT ? O programa do número da peça de trabalho 1000 é, então, copiado.
Exemplo: O programa de Nr. 1000 é copiado como segue:
UNo. MAT.
0 CST IRN
UNo. UNID
1 CDP-0
UNo. UNID
2 CODIGO M
UNo. UNID
3 FIM
Programa a ser copiado
Programa de Nr. 1000
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Programa no processo de edição
Programa após ser copiado
UNo. MAT.
0 CBN STL
UNo. UNID
1 CDP-0
UNo. UNID
2 CODIGO M
UNo. UNID
3 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Programa copiado
Nota 1: Quando um número da peça de trabalho não registrado é introduzido, o alarme 405 Nr. DE PROGRAMA NÃO ENCONTRADO é exibido.
Nota 2: Quando um número da peça de trabalho do programa EIA/ISO é introduzido, o alarme 440 DESIGNADO PROGRAMA EIA/ISO é exibido.
5 EDIÇÃO DE DADOS
5-16
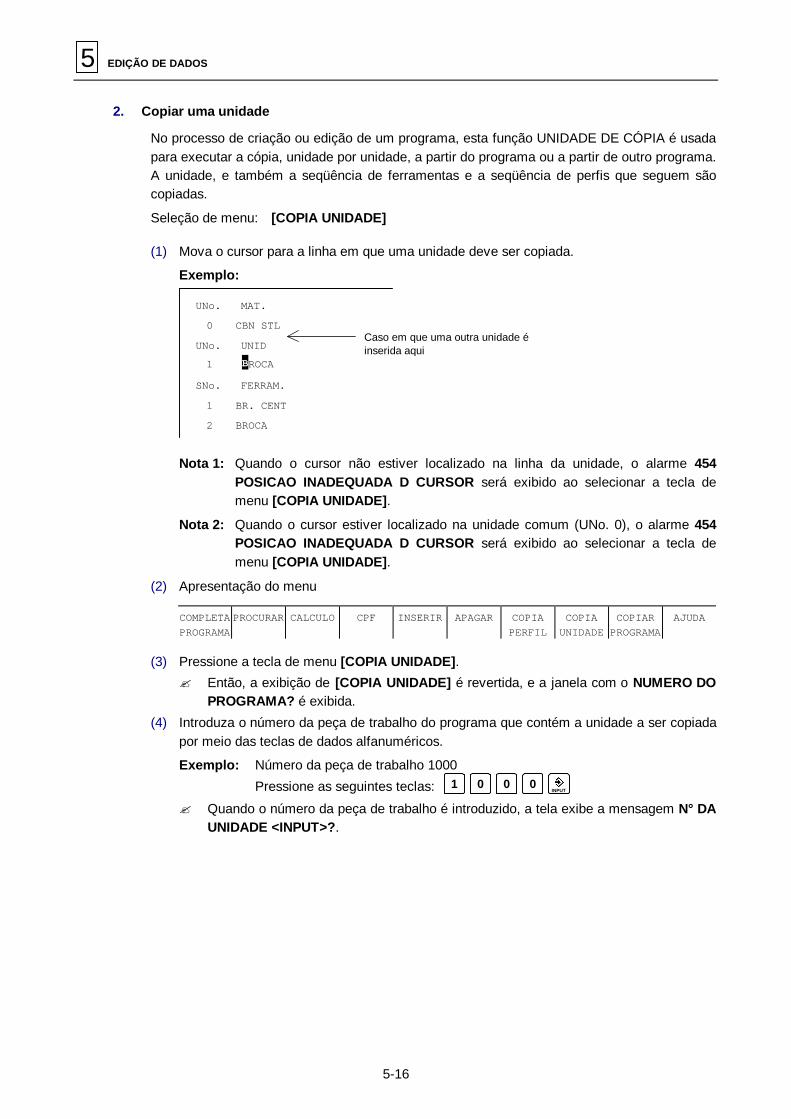
2. Copiar uma unidade
No processo de criação ou edição de um programa, esta função UNIDADE DE CÓPIA é usada para executar a cópia, unidade por unidade, a partir do programa ou a partir de outro programa. A unidade, e também a seqüência de ferramentas e a seqüência de perfis que seguem são copiadas.
Seleção de menu: [COPIA UNIDADE] (1) Mova o cursor para a linha em que uma unidade deve ser copiada.
Exemplo:
UNo. MAT.
0 CBN STL
UNo. UNID
1 BBROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Caso em que uma outra unidade é inserida aqui
Nota 1: Quando o cursor não estiver localizado na linha da unidade, o alarme 454 POSICAO INADEQUADA D CURSOR será exibido ao selecionar a tecla de menu [COPIA UNIDADE].
Nota 2: Quando o cursor estiver localizado na unidade comum (UNo. 0), o alarme 454 POSICAO INADEQUADA D CURSOR será exibido ao selecionar a tecla de menu [COPIA UNIDADE].
(2) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [COPIA UNIDADE].
? Então, a exibição de [COPIA UNIDADE] é revertida, e a janela com o NUMERO DO PROGRAMA? é exibida.
(4) Introduza o número da peça de trabalho do programa que contém a unidade a ser copiada por meio das teclas de dados alfanuméricos.
Exemplo: Número da peça de trabalho 1000 Pressione as seguintes teclas: 1 0 0 0
INPUT ? Quando o número da peça de trabalho é introduzido, a tela exibe a mensagem N° DA
UNIDADE <INPUT>?.
EDIÇÃO DE DADOS 5
5-17
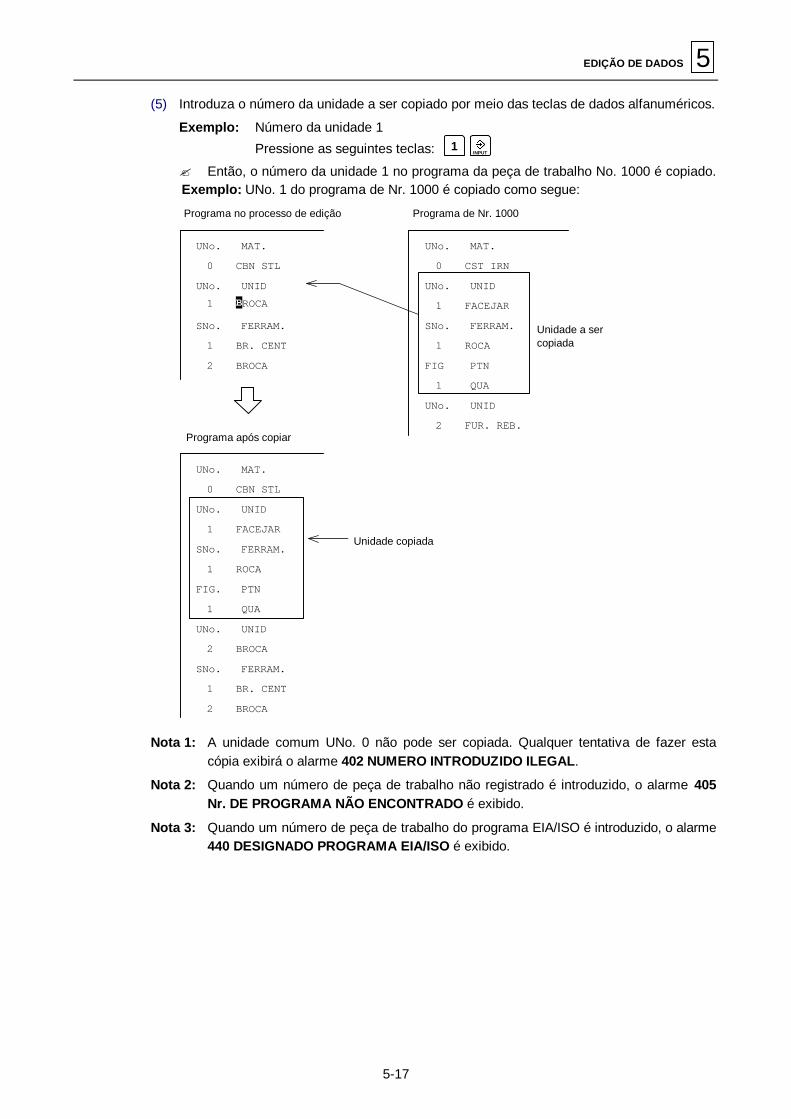
(5) Introduza o número da unidade a ser copiado por meio das teclas de dados alfanuméricos.
Exemplo: Número da unidade 1 Pressione as seguintes teclas: 1
INPUT ? Então, o número da unidade 1 no programa da peça de trabalho No. 1000 é copiado. Exemplo: UNo. 1 do programa de Nr. 1000 é copiado como segue:
UNo. MAT.
0 CST IRN
UNo. UNID
1 FACEJAR
SNo. FERRAM.
1 ROCA
FIG PTN
1 QUA
UNo. UNID
2 FUR. REB.
Unidade a ser copiada
Programa de Nr. 1000
UNo. MAT.
0 CBN STL
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Programa no processo de edição
Programa após copiar
UNo. MAT.
0 CBN STL
UNo. UNID
1 FACEJAR
SNo. FERRAM.
1 ROCA
FIG. PTN
1 QUA
UNo. UNID
2 BROCA
SNo. FERRAM.
1 BR. CENT
2 BROCA
Unidade copiada
Nota 1: A unidade comum UNo. 0 não pode ser copiada. Qualquer tentativa de fazer esta cópia exibirá o alarme 402 NUMERO INTRODUZIDO ILEGAL.
Nota 2: Quando um número de peça de trabalho não registrado é introduzido, o alarme 405 Nr. DE PROGRAMA NÃO ENCONTRADO é exibido.
Nota 3: Quando um número de peça de trabalho do programa EIA/ISO é introduzido, o alarme 440 DESIGNADO PROGRAMA EIA/ISO é exibido.

5 EDIÇÃO DE DADOS
5-18
3. Copiar um perfil
Esta função COPIA PERFIL é usada para copiar a seqüência de perfis no processo de criação ou edição de um programa. Entretanto, é impossível executar a cópia se a linha da seqüência de perfis já foi prenchida com dados.
Seleção de menu: [COPIA FORMA] (1) Mova o cursor para a posição em que a seqüência de perfis deve ser copiada.
Exemplo:
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 PTO
2 CIRC.
3 QUA
UNo. UNID
2 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 Caso em que a seqüência de perfis da unidade No. 1 é copiada nesta linha da seqüência de perfis
Nota: Quando o cursor é localizado em uma posição diferente da seqüência de perfis
ou quando os dados já foram introduzidos na seqüência de perfis, o alarme 454 POSICAO INADEQUADA D CURSOR é exibido.
(2) Apresentação do menu
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [COPIA FORMA].
? Então, a exibição de [COPIA FORMA] é revertida, e a tela exibe a mensagem N° DA UNIDADE <INPUT>?.

EDIÇÃO DE DADOS 5
5-19
(4) Introduza o número da unidade que contém a seqüência de perfis a ser copiada por meio das teclas de dados alfanuméricos.
Exemplo: Número da unidade 1
Pressione as seguintes teclas: 1INPUT
? A seqüência de perfis sob a unidade No. 1 é, então, copiada.
Exemplo: A seqüência de perfis sob a unidade No. 1 é copiada, como segue:
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 PTO
2 CIRC.
3 QUA
UNo. UNID
2 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 PTO
2 CIRC.
3 QUA
UNo. UNID
1 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1 PTO
2 CIRC.
3 QUA
UNo. UNID
2 BROCA
SNo. FERRAM.
1 BROCA
FIG PTN
1
Programa antes da cópia Programa após a cópia
Seqüência de perfis copiada
Seq. de perfis a ser copiada
Nota 1: Quando o número de uma unidade não estabelecida é introduzido, o alarme 407 DADOS NÃO ENCONTRADOS é exibido.
Nota 2: Quando o número da unidade introduzido não contém a seqüência de perfis, o alarme 452 SEM DADOS DE FORMA NA UNIDADE é exibido.
Nota 3: Quando o tipo do perfil da unidade introduzida é diferente daquele da unidade a ser copiada, o alarme 453 FALTA DADOS DE FORMA UNIDADE COPIA é exibido.
5 EDIÇÃO DE DADOS
5-20
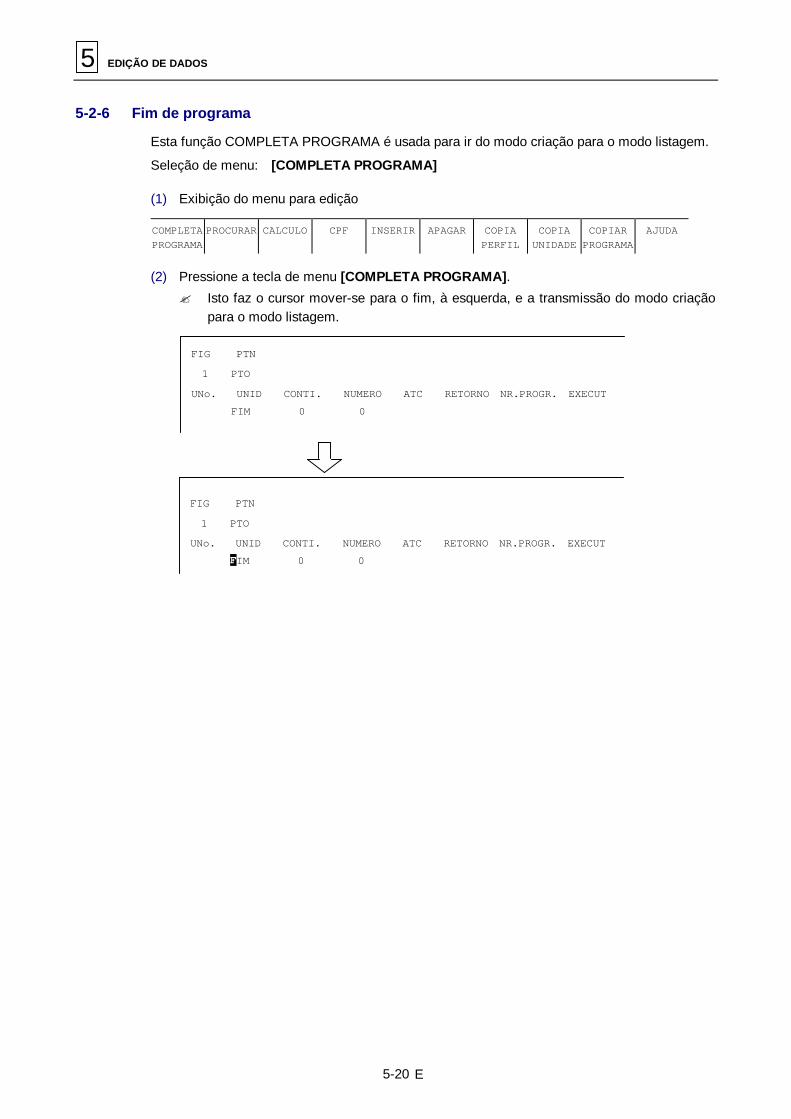
5-2-6 Fim de programa
Esta função COMPLETA PROGRAMA é usada para ir do modo criação para o modo listagem.
Seleção de menu: [COMPLETA PROGRAMA] (1) Exibição do menu para edição COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(2) Pressione a tecla de menu [COMPLETA PROGRAMA].
? Isto faz o cursor mover-se para o fim, à esquerda, e a transmissão do modo criação para o modo listagem.
FIG PTN
1 PTO
UNo. UNID CONTI. NUMERO ATC RETORNO NR.PROGR. EXECUT
FIM 0 0
FIG PTN
1 PTO
UNo. UNID CONTI. NUMERO ATC RETORNO NR.PROGR. EXECUT
FIM 0 0
E

FUNÇÕES DE JANELA 6
6-1
6 FUNÇÕES DE JANELA
As funções de exibição de janela descritas abaixo são estabelecidas para facilitar a configuração de dados durante a criação e edição de programas.
As janelas podem ser exibidas pressionando a tecla de menu correspondente.
6-1 MAZATROL Help
MAZATROL Help pode ser exibido pressionando a tecla de menu [AJUDA] enquanto o cursor permanece configurado em uma unidade.
Quando Ajuda for exibido, a linha da unidade a ser configurada será exibida no topo da tela e o item de dados correspondente ao tipo de dados especificado pelo cursor será exibido na forma invertida.
A Ajuda pode ser exibida para as seguintes unidades:
- Unidade comum
- Unidade de usinagem
- Unidade de sistema de coordenadas básicas (CDP)
- Unidade de sistema de coordenadas auxiliares (OFFSET)
- Seqüência de ferramentas da unidade de MMS (exceto para modelos X-Y-th CNR e CALIBR.)
6-2 Janela de Registro da Ferramenta
A janela de registro da ferramenta pode ser exibida pressionando a tecla de menu [JANELA REG FER.] enquanto o cursor permanece colocado no item de dados da seqüência de ferramentas NOM de uma unidade de usinagem de linha/face, ou no item de dados de uma fresa de topo ou fresa de chanfrar NOM da linha da seqüência de ferramentas de uma unidade de usinagem de ponto.
Os itens de dados de ferramentas correspondente à seqüência serão exibidos na janela neste momento. Pressione a tecla page para exibir a próxima página.
6-3 Janela de Dados da Ferramenta
A janela de dados da ferramenta pode ser exibida pressionando a tecla de menu [JANELA DADO. FER] enquanto o cursor permanece colocado em C-SP ou FR da linha da seqüência de ferramentas.
Os itens de dados da ferramenta correspondente à seqüência serão exibidos na janela neste momento. Pressione a tecla page para exibir a próxima página.
6-4 Janela do Diâmetro Nominal do Macho
A janela do diâmetro nominal do macho pode ser exibida pressionando a tecla de menu [SELECC. NOMIN] enquanto o cursor permanece colocado em ? NOM da unidade de macho ou de macho rebaixado, e a rosca unificada ou rosca de tubo está selecionada.
Selecione o diâmetro de macho apropriado na janela usando a tecla de cursor para fazer a exibição ser invertida. O diâmetro do macho será automaticamente configurado no programa pressionando a tecla input.
Pressione a tecla page para exibir a próxima página.

6 FUNÇÕES DE JANELA
6-2
6-5 Funções da Calculadora
Quando introduzir perfis (dados da seqüência) para um programa MAZATROL, as operações de adicionar/subtrair/multiplicar/dividir e os cálculos usando funções trigonométricas e/ou raízes quadradas podem ser executadas selecinando [Calculator] a partir da barra de menu [JANELA]. Introduza uma expressão de cálculo e pressione a tecla input uma vez. O resultado do cálculo será exibido na área de entrada de dados à direta da parte inferior da tela. Se o resultado está correto, pressione a tecla input outra vez. Os dados particulares serão configurados na posição do cursor. Se o resultado não está correto, introduza a expressão de cálculo correta após pressionar a tecla de cancelar dados (isto exclui a expressão inteira) ou a tecla de limpar (clear) (isto exclui caractere por caractere). No menu, o sinal de asterisco (? ) significa multiplicação e o sinal (/) significa divisão.
E

CRIAÇÃO DO PROGRAMA 7
7-1
7 CRIAÇÃO DO PROGRAMA
Nos procedimentos de criação do programa MAZATROL, a programação usará um método interativo em que você deve introduzir e configurar os dados necessários com as teclas de dados alfanuméricos ou as teclas de menu de acordo com as mensagens exibidas na tela. Para criar um programa MAZATROL, mova o cursor para cada item de dados e configure os dados.
7-1 Tipos de Unidades
Como mostrado previamente no Capítulo 2, “PROCEDIMENTOS PARA A PROGRAMAÇÃO MAZATROL,” um programa MAZATROL precisa consistir basicamente nas quatro unidades listadas abaixo [números entre parênteses ( ) indicam os números da seção neste manual].
Unidade comum ..................................Unidade que precisa ser criada no começo de um programa (7-2)
Unidade de coordenadas básicas ........Unidade usada para configurar as coordenadas básicas (7-3)
Unidade de usinagem..........................Unidade usada para a usinagem da peça de trabalho (7-5 a 7-8)
Unidade de fim ....................................Unidade que precisa ser configurada no fim de um programa (7-9)
Adicionalmente, as quatro unidades listadas abaixo podem ser criadas como requerido.
Unidade de coordenadas auxiliares .....Usada para configurar as coordenadas auxiliares (7-4).
Unidade de modo especial ..................Usada para fazer a máquina executar operações de usinagem diferentes (7-10)
Unidade de modo de progr. manual.....Usada para criar um programa correspondente ao programa da EIA/ISO (7-11)
Unidade MMS .....................................Usada para a medição automática de coordenadas básicas (7-12)
As funções de cada uma das oito unidades listadas acima estão descritas abaixo.
7-2 Unidade Comum
Esta diz respeito à unidade que é sempre configurada na linha superior (primeira linha) do programa no momento da programação. Os dados da unidade comum são configurados na tela de PROGRAMA em modo criação. Ao criar um novo programa, somente a linha da unidade comum mostrada a seguir é exibida na parte superior da tela.
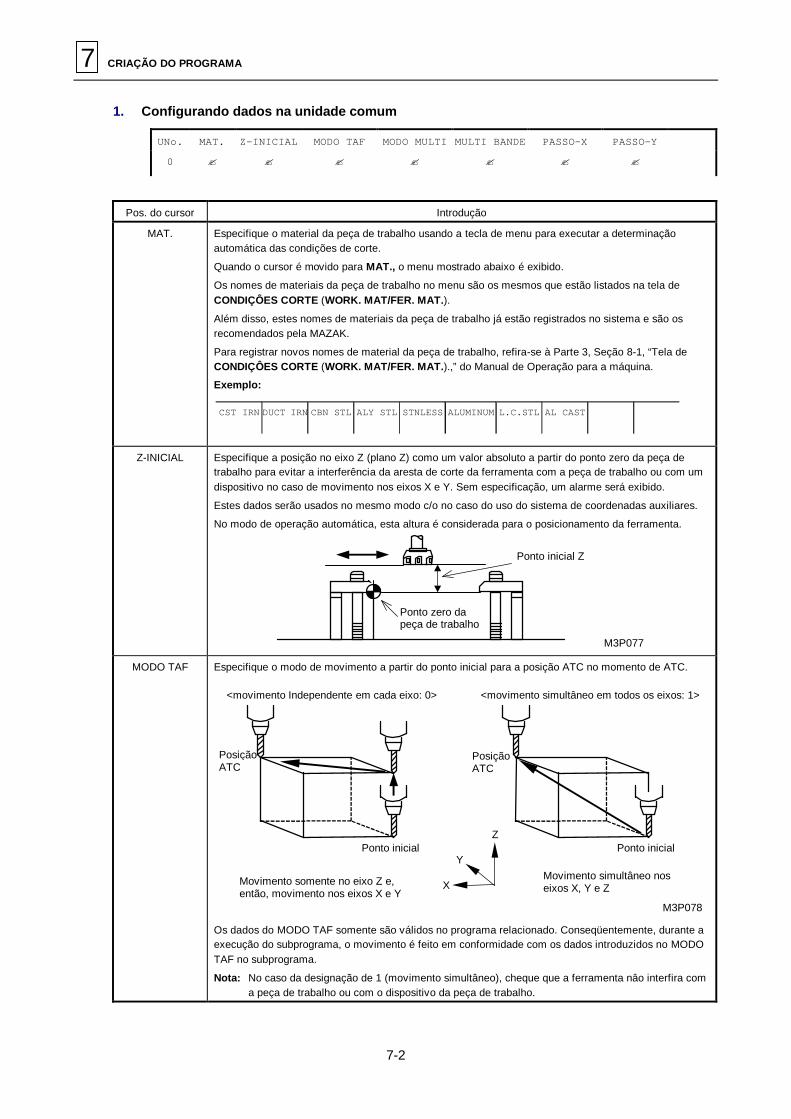
7 CRIAÇÃO DO PROGRAMA
7-2
1. Configurando dados na unidade comum
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 ? ? ? ? ? ? ?
Pos. do cursor Introdução
MAT. Especifique o material da peça de trabalho usando a tecla de menu para executar a determinação automática das condições de corte.
Quando o cursor é movido para MAT., o menu mostrado abaixo é exibido.
Os nomes de materiais da peça de trabalho no menu são os mesmos que estão listados na tela de CONDIÇÔES CORTE (WORK. MAT/FER. MAT.).
Além disso, estes nomes de materiais da peça de trabalho já estão registrados no sistema e são os recomendados pela MAZAK.
Para registrar novos nomes de material da peça de trabalho, refira-se à Parte 3, Seção 8-1, “Tela de CONDIÇÔES CORTE (WORK. MAT/FER. MAT.).,” do Manual de Operação para a máquina.
Exemplo:
CST IRN DUCT IRN CBN STL ALY STL STNLESS ALUMINUM L.C.STL AL CAST
Z-INICIAL Especifique a posição no eixo Z (plano Z) como um valor absoluto a partir do ponto zero da peça de trabalho para evitar a interferência da aresta de corte da ferramenta com a peça de trabalho ou com um dispositivo no caso de movimento nos eixos X e Y. Sem especificação, um alarme será exibido.
Estes dados serão usados no mesmo modo c/o no caso do uso do sistema de coordenadas auxiliares.
No modo de operação automática, esta altura é considerada para o posicionamento da ferramenta.
M3P077
Ponto inicial Z
Ponto zero da peça de trabalho
MODO TAF Especifique o modo de movimento a partir do ponto inicial para a posição ATC no momento de ATC.
<movimento Independente em cada eixo: 0> <movimento simultâneo em todos os eixos: 1>
Ponto inicial
PosiçãoATC
Movimento somente no eixo Z e, então, movimento nos eixos X e Y
Ponto inicial Z
Y
X
M3P078
PosiçãoATC
Movimento simultâneo nos eixos X, Y e Z
Os dados do MODO TAF somente são válidos no programa relacionado. Conseqüentemente, durante a execução do subprograma, o movimento é feito em conformidade com os dados introduzidos no MODO TAF no subprograma.
Nota: No caso da designação de 1 (movimento simultâneo), cheque que a ferramenta nâo interfira com a peça de trabalho ou com o dispositivo da peça de trabalho.

CRIAÇÃO DO PROGRAMA 7
7-3
Pos. do cursor Introdução
MODO MULTI Especifique o modo de usinagem multipeças de trabalho usando a tecla de menu.
- Quando pressionar a tecla de menu [MULTI 5 ? 2], introduza os dados nas colunas MULTI BANDE, PASSO-X e PASSO-Y com as teclas de dados alfanuméricos e pressione a tecla input.
- Quando pressionar a tecla de menu [TIPO DESLOC.], introduza cada coordenada com as teclas de dados alfanuméricos como dados de deslocamento da unidade comum, como uma quantidade deslocada com relação ao ponto zero da peça de trabalho programada.
Itens de menu
- MULTI OFF........ Usinagem usual (usinagem de uma peça de trabalho)
- MULTI 5 ? 2 ....... Usinagem de várias peças de trabalho (p/ a usinagem com referência ao dispositivo)
- TIPO DESLOC. . Usinagem de várias peças de trabalho posicionadas arbitrariamente
TIPO DESLOC.
Fixando a quantidade de X, Y deslocada para cada peça de trabalho, é possível usinar as peças de trabalho arranjadas em posições arbitrárias. Portanto, ao contrário do caso de [MULTI 5 ? 2], não há restrições que as peças de trabalho precisem ser arranjadas de modo equidistante ou em 2 filas/5 filas. Pressione a tecla de menu [TIPO DESLOC.] e introduza cada coordenada como dados de deslocamento da unidade comum, como uma quantidade deslocada com relação ao ponto zero da peça de trabalho programada.
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 CBN STL 50 0 TIPO DESLOC. ? ? ?
OFS X Y th Z
1
2
3
X1
X2
X3
Y1
Y2
Y3
th1
th2
th3
Z1
Z2
Z3
? ? ? ? ?
É possível configurar um máximo de 10 números OFS. A relação entre a posição da peça de trabalho e as coordenadas é como segue:
- Caso de th = 0
2
Ponto zero da peça de trabalho (CDP)
X2
X3
X1
Y1
Y2
Y3
M3P079
Direção Y
Direção X
3
1
- Caso de designação de th
y’
x’
x
1
2
3
X2
X3
X1
Y2
Y3
y
th
M3P080
Y1

7 CRIAÇÃO DO PROGRAMA
7-4
Pos. do cursor Introdução
MULTI BANDE Especifique a execução/não-execução da usinagem p/ cada peça de trabalho no caso de MULTI 5 ? 2.
Não-execução ..................... 0
Execução ............................ 1
Um máximo de 10 peças de trabalho idênticas pode ser usinado com somente um programa.
A relação do valor de 10 algarismos na coluna MULTI BANDE e das posições das peças de trabalho é como segue:
6 7 8 9 10
1 2 3 4 5
Direção X
Direção Y
M3P081
MODO MULTI
5 ? 2 MULTI BANDE PASSO-X PASSO-Y
0 0 0 0 0 0 0 0 0 0
? ? ? ? ? ? ? ? ? ? 10 9 8 7 6 5 4 3 2 1
Configure 1 como segue na coluna MULTI BANDE para o leiaute da peça de trabalho mostrado abaixo. Exemplo de introdução:
1 0 1 0 1 0 1 0 1 0
? ? ? ? ? 10 8 6 4 2
6
8 10
2 4
MULTI BANDE
M3P082
PASSO-X
PASSO-Y
Especifique o passo nas direções X e Y entre as peças de trabalho localizadas no caso de MULTI 5 ? 2.
As peças de trabalho são arranjadas com uma distância igual aos valores de PASSO-X, PASSO-Y a partir da posição da peça de trabalho de referência.
Direção X
8 9 10
3 4 5
Direção YPASSO-Y
M3P083
Peça de trabalho de referência
6 7
1 2
PASSO-X
Ponto zero da peça de trabalho
Nota: Dados negativos não podem ser introduzidos em PASSO-X, PASSO-Y.
Nota 1: A usinagem multipeças de trabalho com a unidade de modo de programa manual requer o comando de posição absoluta dos três eixos na primeira seqüência.
Nota 2: O código M especificado no fim da seqüência de ferramentas é executado no caso da usinagem de cada peça de trabalho que é submetida à usinagem multipeças. O código M introduzido na unidade de código M é executado somente uma vez.
Nota 3: No programa que contém a usinagem multipeças de trabalho, a função prioridade para a mesma ferramenta é válida.

CRIAÇÃO DO PROGRAMA 7
7-5
7-3 Unidade do Sistema de Coordenadas Básicas
Esta unidade serve para especificar a distância a partir do ponto zero da máquina até o ponto zero da peça de trabalho.
Quando a configuração dos dados para a unidade comum termina, o seguinte menu é exibido para a configuração da próxima unidade. Se este menu não é exibido, pressione a tecla seletora de menu (tecla localizada à direta das teclas de menu) no modo criação.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
Pressione a tecla de menu [CDP].
1. Configurando dados na unidade do sistema de coordenadas básicas UNo. UNID ADD. CDP X Y th Z B
1 CDP- ? ? ? ? ? ? ?
Pos. do cursor Introdução
UNIDADE Vários sistemas de coordenadas básicas (CDP) podem ser especificados em um programa. Eles são diferenciados entre si pelos seus números. Introduza o número da unidade com as teclas de dados alfanuméricos. Faixa de entrada permitida: 0 a 99
ADD. CDP
(opção)
Configure os dados neste item somente se você deve usar dados de coordenadas básicas adicionais (coordenates A a J) e dados de deslocamento da peça de trabalho (G54 a G59), no lugar de usar os dados CDP normais.
Se os dados forem configurados, a exibição do status do modo da tela de POSICAO permanecerá configurada ao G54.1 P0 e os deslocamentos externos à peça de trabalho não serão exibidos exatamente.
X Introduza a coordenada X do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
Y Introduza a coordenada Y do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
th Introduza o ângulo formado pelo sistema de coordenadas da máquina e o sistema de coordenadas da peça de trabalho .
Z Introduza a coordenada Z do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
B Introduza a coordenada B do ponto zero da peça de trabalho no sistema de coordenadas da máquina.
Nota: Durante a execução de um programa MAZATROL, a exibição do status do modo na tela de POSICAO permanecerá configurada para G54.1 P0.
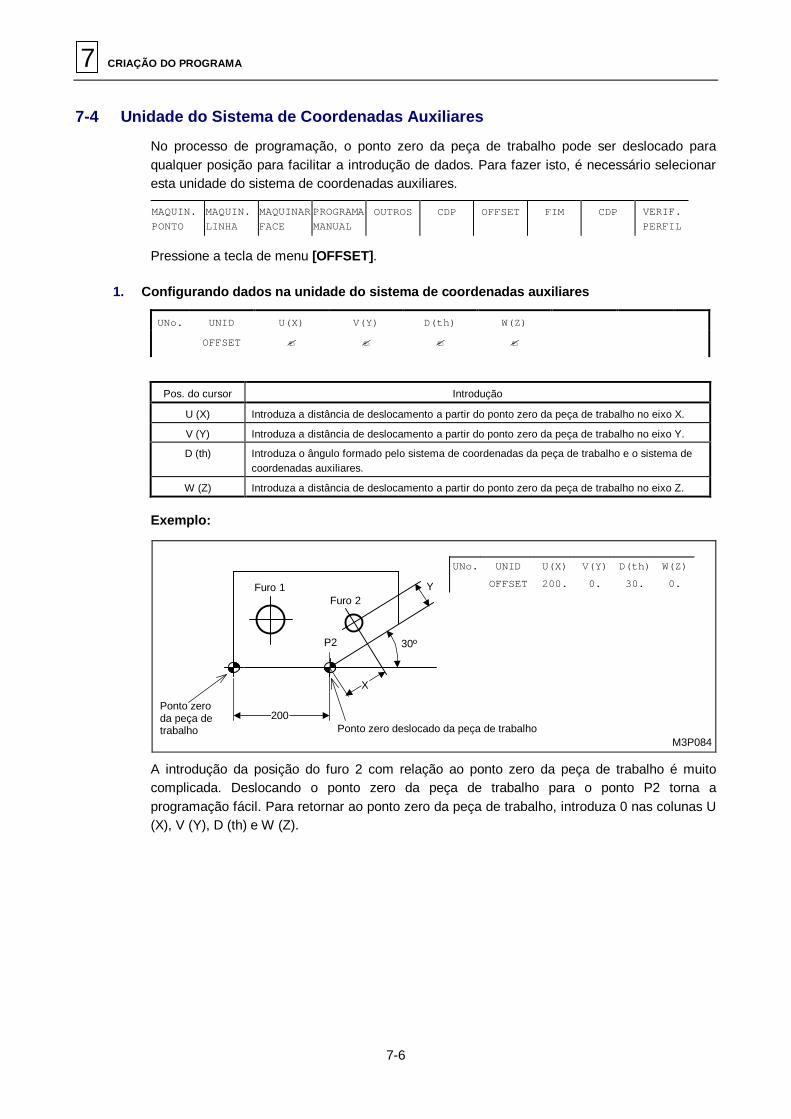
7 CRIAÇÃO DO PROGRAMA
7-6
7-4 Unidade do Sistema de Coordenadas Auxiliares
No processo de programação, o ponto zero da peça de trabalho pode ser deslocado para qualquer posição para facilitar a introdução de dados. Para fazer isto, é necessário selecionar esta unidade do sistema de coordenadas auxiliares.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
Pressione a tecla de menu [OFFSET].
1. Configurando dados na unidade do sistema de coordenadas auxiliares
UNo. UNID U(X) V(Y) D(th) W(Z)
OFFSET ? ? ? ?
Pos. do cursor Introdução
U (X) Introduza a distância de deslocamento a partir do ponto zero da peça de trabalho no eixo X.
V (Y) Introduza a distância de deslocamento a partir do ponto zero da peça de trabalho no eixo Y.
D (th) Introduza o ângulo formado pelo sistema de coordenadas da peça de trabalho e o sistema de coordenadas auxiliares.
W (Z) Introduza a distância de deslocamento a partir do ponto zero da peça de trabalho no eixo Z. Exemplo:
M3P084
Ponto zero da peça de trabalho Ponto zero deslocado da peça de trabalho
30º
200
X
Y
P2
Furo 1
UNo. UNID U(X) V(Y) D(th) W(Z)
OFFSET 200. 0. 30. 0.
Furo 2
A introdução da posição do furo 2 com relação ao ponto zero da peça de trabalho é muito complicada. Deslocando o ponto zero da peça de trabalho para o ponto P2 torna a programação fácil. Para retornar ao ponto zero da peça de trabalho, introduza 0 nas colunas U (X), V (Y), D (th) e W (Z).
CRIAÇÃO DO PROGRAMA 7
7-7
7-5 Tipos de Unidade de Usinagem
A unidade de usinagem é disponível nos seguintes três tipos [números entre parênteses ( ) abaixo indicam os números da seção neste manual].:
- Unidade de usinagem de ponto usada para a abertura de furos (7-6)
- Unidade de usinagem de linha usada para uma usinagem de contorno (7-7)
- Unidade de usinagem de face usada para usinar uma área e usinar uma forma (7-8) Cada unidade de usinagem inclui seqüência de ferramentas e seqüência de perfis.

7 CRIAÇÃO DO PROGRAMA
7-8
7-6 Unidade de Usinagem de Ponto
A unidade de usinagem de ponto serve para determinar os dados que dizem respeito ao método de usinagem e a forma de usinagem para a abertura de furos.
A unidade inclui a seqüência de ferramentas, determinando os dados da ferramenta usada, e a seqüência de perfis, determinando os dados que dizem respeito às dimensões da usinagem no desenho.
7-6-1 Tipos de unidades de usinagem de ponto
Como mostrado abaixo, 12 tipos de unidades de usinagem de ponto são disponíveis:
1. Furação 2. Furação com rebaixo. 3. Furação com rebaixo oposto 4. Alargador
NM210-00532 NM210-00533 NM210-00534 NM210-00535
5. Abertura de rosca c/ macho 6. Mandrilamento passante 7. Mandrilamento cego 8. Mandrilamento passante
c/ rebaixo
NM210-00536 NM210-00537 NM210-00538 NM210-00539
9. Mandrilamento cego com rebaixo 10. Mandrilamento oposto 11. Fresamento circular 12. Macho com rebaixo
NM210-00540 NM210-00541 NM210-00542 NM210-00543 Fig. 7-1 Tipos de unidades de usinagem de ponto

CRIAÇÃO DO PROGRAMA 7
7-9
7-6-2 Procedimento para a seleção da unidade de usinagem de ponto
(1) Pressione a tecla secundária de menu (tecla localizada à direita das teclas de menu) para exibir o seguinte menu.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
(2) Pressione a tecla de menu [MAQUIN. PONTO].
? O seguinte menu será exibido.
BROCA
FUR. REB
REB. OPO.
ALARGAR
MACHO
BROQUEAR
MAND-OPO
FRE-CIRC
REB. MACH
USAR BRO ALTA VEL
(3) Pressione a tecla de menu apropriada da unidade de usinagem desejada.
- Quando a tecla de menu [BROQUEAR] é pressionada, o menu das seguintes quatro subunidades de usinagem é exibido.
BROQUEAR
BROQUEAR
BROQUEAR
BROQUEAR
Observ.: Para o item de menu [USAR BRO ALTA VEL], consulte a Subseção 7-6-4,
“Desenvolvimento automático de brocas de metal duro”.
7-6-3 Dados da unidade e desenvolvimento automático de ferramentas da unidade de usinagem de ponto
1. Unidade de furação (BROCA)
Selecione esta unidade de furação para a usinagem de um furo com broca.
A. Configurando dados
UNo. UNID DIA PROF. CHMF 2 BROCA
SNo. FERRAM. ? NOM No. ? FURO PROF.FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
BR. CENT
BROCA
BROCA
BROCA
FER CHANF
? ? ? ?
? ? ? ? ?
?
? ? ? ?
?
? ? ? ?
?
? ? ? ?
90°
? ? ?
?
CENT
? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
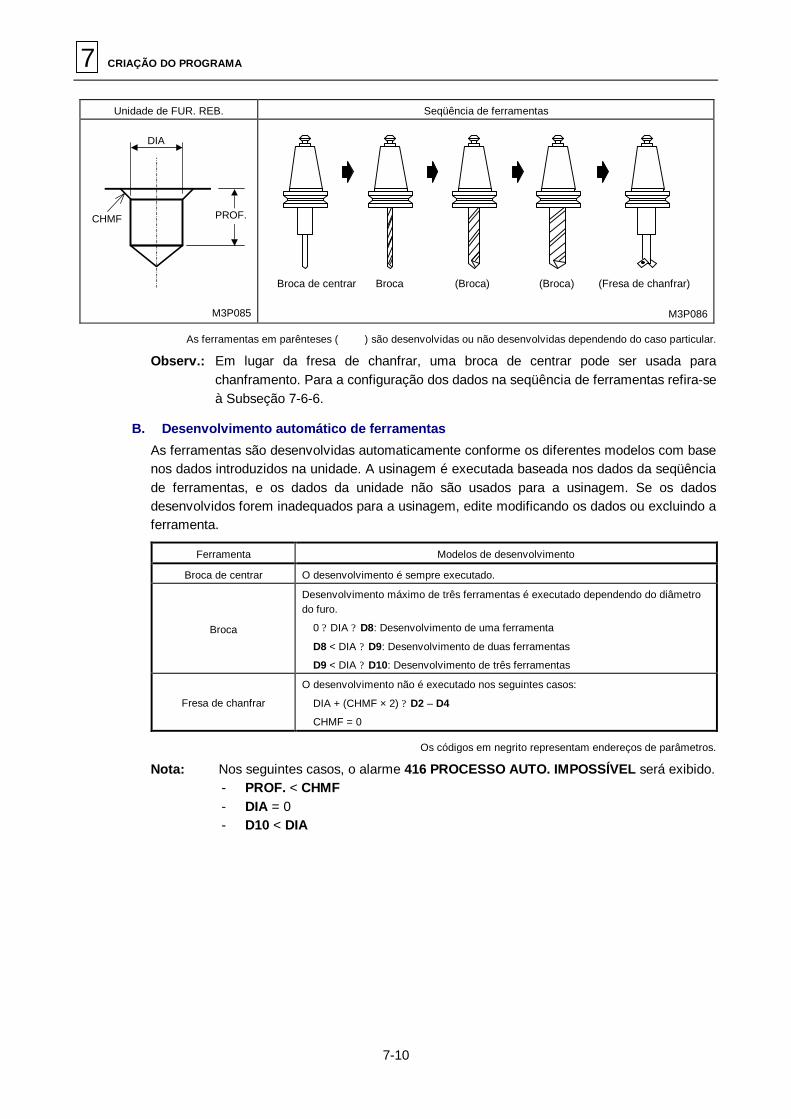
7 CRIAÇÃO DO PROGRAMA
7-10
Unidade de FUR. REB. Seqüência de ferramentas
DIA
CHMF PROF.
M3P085
Broca de centrar (Fresa de chanfrar) Broca (Broca) (Broca)
M3P086
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
B. Desenvolvimento automático de ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0 ? DIA ? D8: Desenvolvimento de uma ferramenta
D8 < DIA ? D9: Desenvolvimento de duas ferramentas
D9 < DIA ? D10: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
DIA + (CHMF × 2) ? D2 – D4
CHMF = 0
Os códigos em negrito representam endereços de parâmetros.
Nota: Nos seguintes casos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido. - PROF. < CHMF - DIA = 0 - D10 < DIA
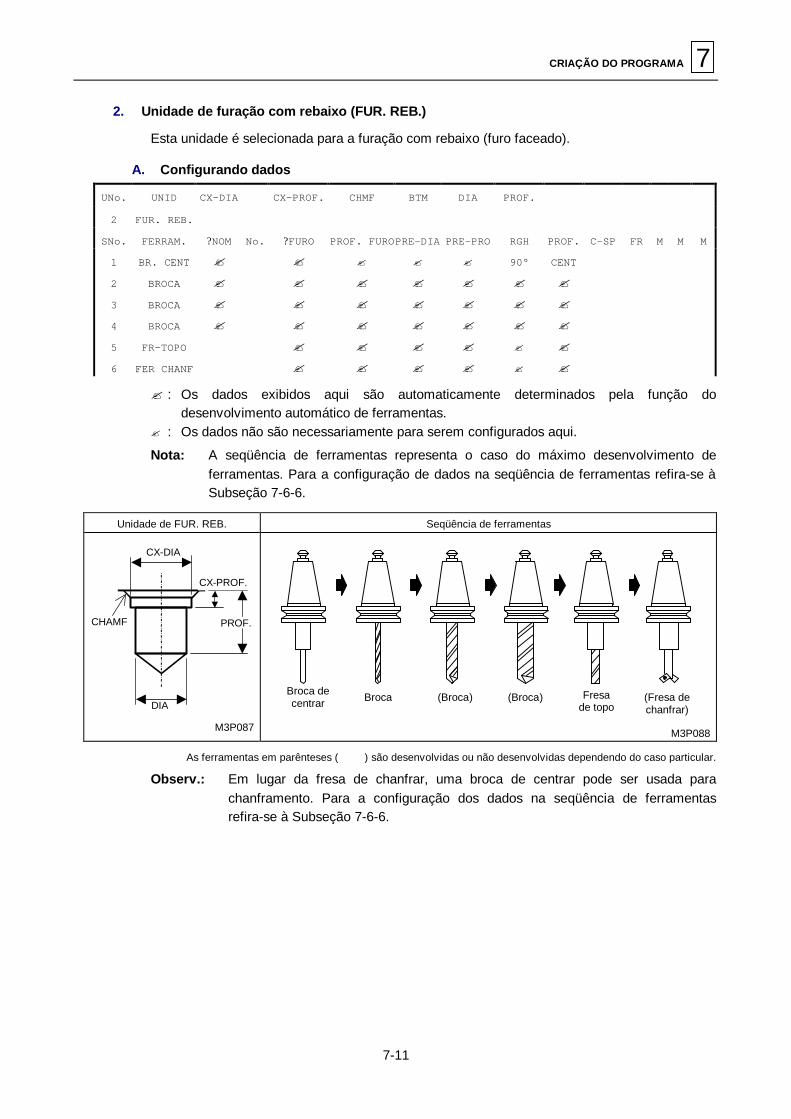
CRIAÇÃO DO PROGRAMA 7
7-11
2. Unidade de furação com rebaixo (FUR. REB.)
Esta unidade é selecionada para a furação com rebaixo (furo faceado).
A. Configurando dados
UNo. UNID CX-DIA CX-PROF. CHMF BTM DIA PROF.
2 FUR. REB.
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
BR. CENT
BROCA
BROCA
BROCA
FR-TOPO
FER CHANF
? ? ? ?
? ? ? ? ? ?
?
? ? ? ? ?
?
? ? ? ? ?
?
? ? ? ?
?
90°
? ? ?
?
?
CENT
? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do
desenvolvimento automático de ferramentas. ? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de FUR. REB. Seqüência de ferramentas
CX-DIA
CHAMF
DIA
CX-PROF.
PROF.
M3P087
Broca de centrar Broca (Broca) (Broca) Fresa
de topo (Fresa de chanfrar)
M3P088
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.

7 CRIAÇÃO DO PROGRAMA
7-12
B. Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? DIA ? D8: Desenvolvimento de uma ferramenta
D8 < DIA ? D9: Desenvolvimento de duas ferramentas
D9 < DIA ? D10: Desenvolvimento de três ferramentas
Fresa de topo O desenvolvimento é sempre executado.
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
CHMF = 0
DIA + (CX-PROF. × 2) ? CX-DIA + (CHMF × 2) < D13
Os códigos em negrito representam endereços de parâmetros.
Nota: Nos seguintes casos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido. - CX-DIA < DIA - PROF. < CX-PROF. - PROF. < CHMF - D10 < DIA
3. Unidade de furação com rebaixo oposto (REB. OPO.)
Esta unidade é selecionada para a furação com rebaixo oposto faceado.
A. Configurando dados UNo. UNID CX-DIA CX-PROF. DIA PROF. CHMF 2 REB. OPO.
SNo. FERRAM. ? NOM No. ? FURO PROF.FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
BR. CENT
BROCA
BROCA
BROCA
FER CHANF
REB. OPO
? ? ? ? ?
? ? ? ? ? ?
?
? ? ? ? ?
?
? ? ? ? ?
?
? ? ? ?
?
? ? ?
?
?
CENT
? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
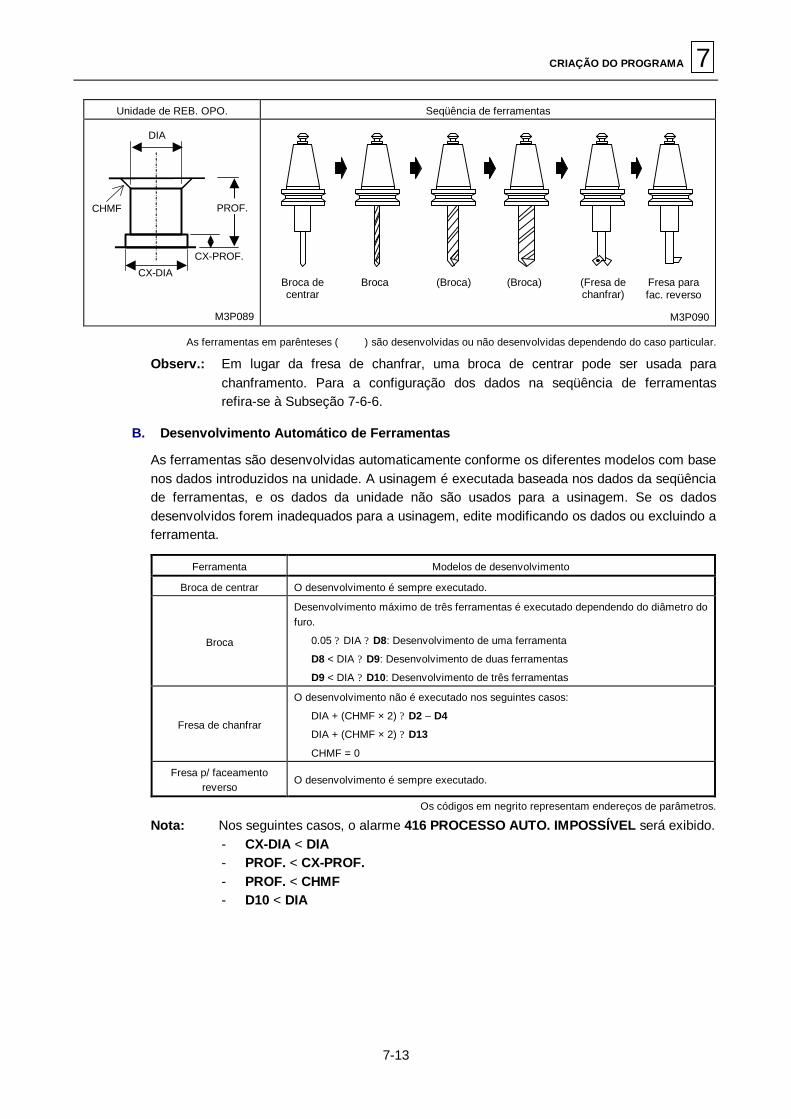
CRIAÇÃO DO PROGRAMA 7
7-13
Unidade de REB. OPO. Seqüência de ferramentas
CHMF
DIA
PROF.
CX-PROF.
CX-DIA
M3P089
Broca de centrar
Broca (Broca) Fresa para fac. reverso
(Broca) (Fresa de chanfrar)
M3P090
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
B. Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? DIA ? D8: Desenvolvimento de uma ferramenta
D8 < DIA ? D9: Desenvolvimento de duas ferramentas
D9 < DIA ? D10: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
DIA + (CHMF × 2) ? D2 – D4
DIA + (CHMF × 2) ? D13
CHMF = 0
Fresa p/ faceamento reverso
O desenvolvimento é sempre executado.
Os códigos em negrito representam endereços de parâmetros.
Nota: Nos seguintes casos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido. - CX-DIA < DIA - PROF. < CX-PROF. - PROF. < CHMF - D10 < DIA
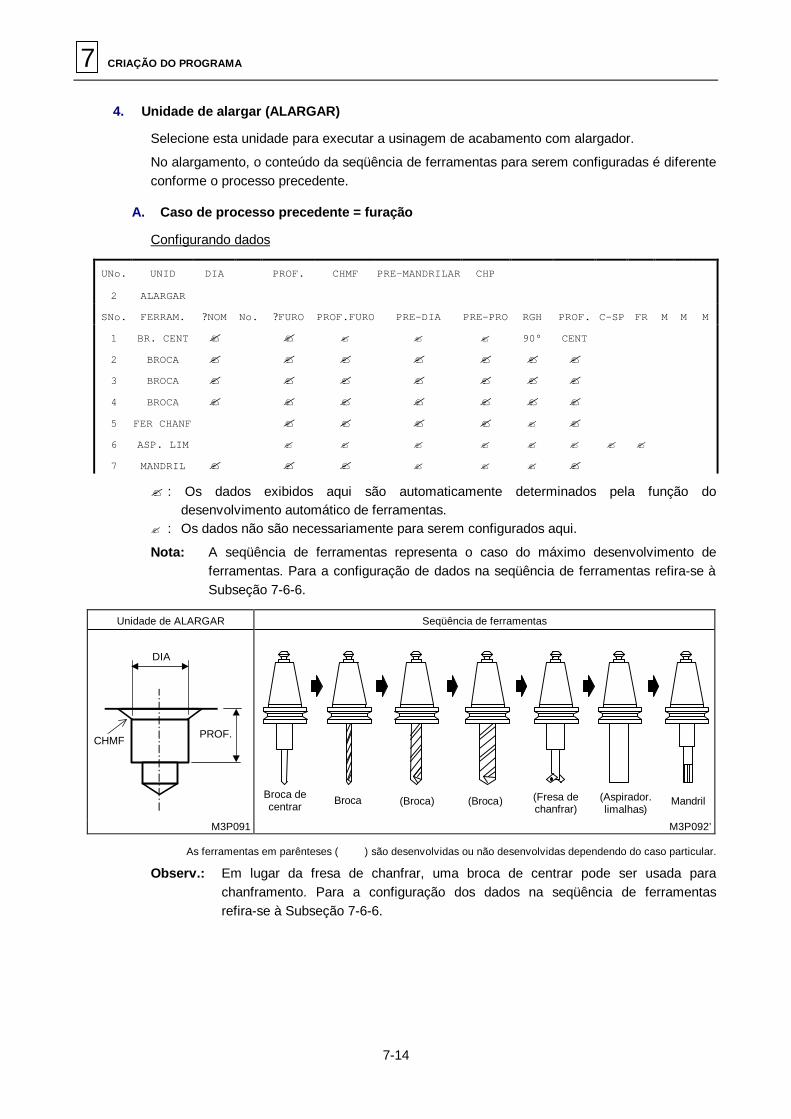
7 CRIAÇÃO DO PROGRAMA
7-14
4. Unidade de alargar (ALARGAR)
Selecione esta unidade para executar a usinagem de acabamento com alargador.
No alargamento, o conteúdo da seqüência de ferramentas para serem configuradas é diferente conforme o processo precedente.
A. Caso de processo precedente = furação
Configurando dados
UNo. UNID DIA PROF. CHMF PRE-MANDRILAR CHP 2 ALARGAR
SNo. FERRAM. ? NOM No. ? FURO PROF.FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
BR. CENT
BROCA
BROCA
BROCA
FER CHANF
ASP. LIM
MANDRIL
? ? ? ? ?
? ? ? ? ? ?
?
?
? ? ? ? ?
?
?
? ? ? ? ?
?
?
? ? ? ?
?
?
90°
? ? ?
?
?
?
CENT
? ? ? ? ? ?
?
?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de ALARGAR Seqüência de ferramentas
DIA
CHMF PROF.
Broca de centrar
(Fresa de chanfrar)
Broca (Broca) (Broca) (Aspirador. limalhas)
Mandril
M3P091 M3P092’ As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.

CRIAÇÃO DO PROGRAMA 7
7-15
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? DIA – D35 ? D8: Desenvolvimento de uma ferramenta
D8 < DIA – D35 ? D9: Desenvolvimento de duas ferramentas
D9 < DIA – D35 ? D10: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
DIA + (CHMF × 2) ? D2 – D4
CHMF = 0
Aspirador limalhas O desenvolvimento não é executado se a remoção dos cavacos não é requerida.
Mandril O desenvolvimento é sempre executado.
Os códigos em negrito representam endereços de parâmetros.
Nota: No seguinte caso, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido. - PROF. < CHMF
B. Caso de processo precedente = mandrilamento
Configurando dados
UNo. UNID DIA PROF. CHMF PRE-MANDRILAR CHP 2 ALARGAR
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
BR. CENT
BROCA
BROCA
BROCA
BR. MAND
FER CHANF
ASP. LIM
MANDRIL
? ? ? ? ? ?
? ? ? ? ? ? ?
?
?
? ? ? ? ? ?
?
?
? ? ? ? ?
?
?
?
? ? ? ?
?
?
?
90°
? ? ?
?
?
?
?
CENT
? ? ? ? ? ? ?
?
?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.

7 CRIAÇÃO DO PROGRAMA
7-16
Unidade de ALARGAR Seqüência de ferramentas
M3P093
DIA
CHMF PROF.
Broca de centrar
(Fresa de chanfrar)
Broca (Broca) (Broca)
(Aspirador limalhas)
Mandril
Barra de mandrilar
M3P094
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? DIA – D36 ? D8: Desenvolvimento de uma ferramenta
D8 < DIA – D36 ? D9: Desenvolvimento de duas ferramentas
D9 < DIA – D36 ? D10: Desenvolvimento de três ferramentas
Barra de mandrilar O desenvolvimento é sempre executado.
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
DIA + (CHMF × 2) ? D2 – D4
CHMF = 0
Aspirador limalhas O desenvolvimento não é executado se a remoção dos cavacos não é requerida.
Mandril O desenvolvimento é sempre executado.
Os códigos em negrito representam endereços de parâmetros.
Nota: No seguinte caso, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido.
- PROF. < CHMF

CRIAÇÃO DO PROGRAMA 7
7-17
C. Caso de processo precedente = fresa de topo
Configurando dados
UNo. UNID DIA PROF. CHMF PRE-MANDRILAR CHP 2 ALARGAR
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
9
BR. CENT
BROCA
BROCA
BROCA
FR-TOPO
FR-TOPO
FER CHANF
ASP. LIM
MANDRIL
? ? ? ? ?
? ? ? ? ? ? ?
? ?
?
? ? ? ? ? ?
?
?
?
? ? ? ? ?
?
?
?
?
? ? ? ?
?
?
?
?
90°
? ? ?
?
?
?
?
?
CENT
? ? ? ? ? ? ? ?
?
?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de ALARGAR Seqüência de ferramentas
M3P095
DIA
CHMF PROF.
(Fresa de chanfrar)
Mandril (Aspirador limalhas)
Broca de centrar
Broca (Broca) (Broca)
Fresa de topo
Fresa de topo
M3P096
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.

7 CRIAÇÃO DO PROGRAMA
7-18
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? DIA – D37 ? D8: Desenvolvimento de uma ferramenta
D8 < DIA – D37 ? D9: Desenvolvimento de duas ferramentas
D9 < DIA – D37 ? D10: Desenvolvimento de três ferramentas
Fresa de topo O desenvolvimento de duas ferramentas é executado.
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
DIA + (CHMF × 2) ? D2 – D4
CHMF = 0
Aspirador limalhas O desenvolvimento não é executado se a remoção dos cavacos não é requerida.
Mandril O desenvolvimento é sempre executado.
Os códigos em negrito representam endereços de parâmetros.
Nota: No seguinte caso, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido. - PROF. < CHMF
5. Unidade de macho (MACHO)
Selecione esta unidade para executar a abertura de rosca com macho.
A. Configurando dados
UNo. UNID NOM- MAIOR-? PASSO MAC-PRO CHMF CHP 2 MACHO
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
BR. CENT
BROCA
BROCA
BROCA
FER CHANF
ASP. LIM
MACHO
? ? ? ? ?
? ? ? ? ? ? ?
?
? ? ? ? ? ?
?
? ? ? ? ?
?
?
? ? ? ?
?
?
90°
? ? ?
?
?
?
CENT
? ? ? ? ? ?
?
?
?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota 1: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Nota 2: Se o item de menu [CICLO DE ROSQUEAMENTO] é selecionado para PRE-DIA, não há necessidade de configurar dados em PRE-PRO.
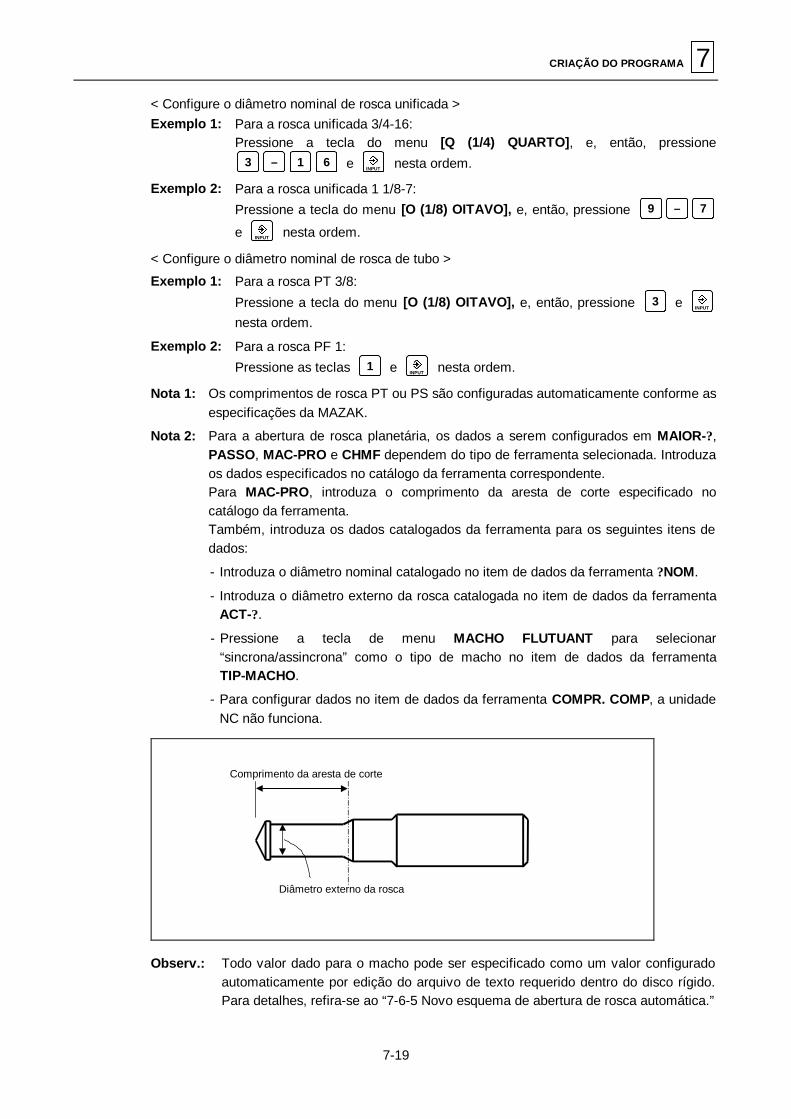
CRIAÇÃO DO PROGRAMA 7
7-19
< Configure o diâmetro nominal de rosca unificada > Exemplo 1: Para a rosca unificada 3/4-16:
Pressione a tecla do menu [Q (1/4) QUARTO], e, então, pressione 3 – 1 6 e INPUT nesta ordem.
Exemplo 2: Para a rosca unificada 1 1/8-7: Pressione a tecla do menu [O (1/8) OITAVO], e, então, pressione 9 – 7
e INPUT nesta ordem.
< Configure o diâmetro nominal de rosca de tubo >
Exemplo 1: Para a rosca PT 3/8: Pressione a tecla do menu [O (1/8) OITAVO], e, então, pressione 3 e INPUT nesta ordem.
Exemplo 2: Para a rosca PF 1: Pressione as teclas 1 e INPUT nesta ordem.
Nota 1: Os comprimentos de rosca PT ou PS são configuradas automaticamente conforme as especificações da MAZAK.
Nota 2: Para a abertura de rosca planetária, os dados a serem configurados em MAIOR-? , PASSO, MAC-PRO e CHMF dependem do tipo de ferramenta selecionada. Introduza os dados especificados no catálogo da ferramenta correspondente. Para MAC-PRO, introduza o comprimento da aresta de corte especificado no catálogo da ferramenta. Também, introduza os dados catalogados da ferramenta para os seguintes itens de dados:
- Introduza o diâmetro nominal catalogado no item de dados da ferramenta ? NOM.
- Introduza o diâmetro externo da rosca catalogada no item de dados da ferramenta ACT-? .
- Pressione a tecla de menu MACHO FLUTUANT para selecionar “sincrona/assincrona” como o tipo de macho no item de dados da ferramenta TIP-MACHO.
- Para configurar dados no item de dados da ferramenta COMPR. COMP, a unidade NC não funciona.
Diâmetro externo da rosca
Comprimento da aresta de corte
Observ.: Todo valor dado para o macho pode ser especificado como um valor configurado automaticamente por edição do arquivo de texto requerido dentro do disco rígido. Para detalhes, refira-se ao “7-6-5 Novo esquema de abertura de rosca automática.”

7 CRIAÇÃO DO PROGRAMA
7-20
Unidade de MACHO Seqüência de ferramentas
MAIOR-?
CHMF
PASSO
MAC- PRO
Broca de centrar (Broca) (Broca) Broca (Fresa de
chanfrar) (Aspirador limalhas)
Macho
M3P097 M3P098’
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
B. Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? Diâmetro de furação do pré-furo ? D8: Desenvolvimento de uma ferramenta
D8 < Diâmetro de furação do pré-furo ? D9: Desenvolvimento de duas ferramentas
D9 < Diâmetro de furação do pré-furo ? D10: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
Diâmetro do furo + (CHMF × 2) ? D2 – D4
CHMF = 0
Aspirador limalhas O desenvolvimento não é executado se a remoção dos cavacos não é requerida.
Macho O desenvolvimento ocorre sempre.
Os códigos em negrito representam endereços de parâmetros.
Nota: Nos seguintes casos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido.
- MAC-PRO < CHMF
- Caso de designação de abertura de roscas diferentes da norma JIS de abertura de roscas (entretanto, isto pode ser usado para inserção forçada).
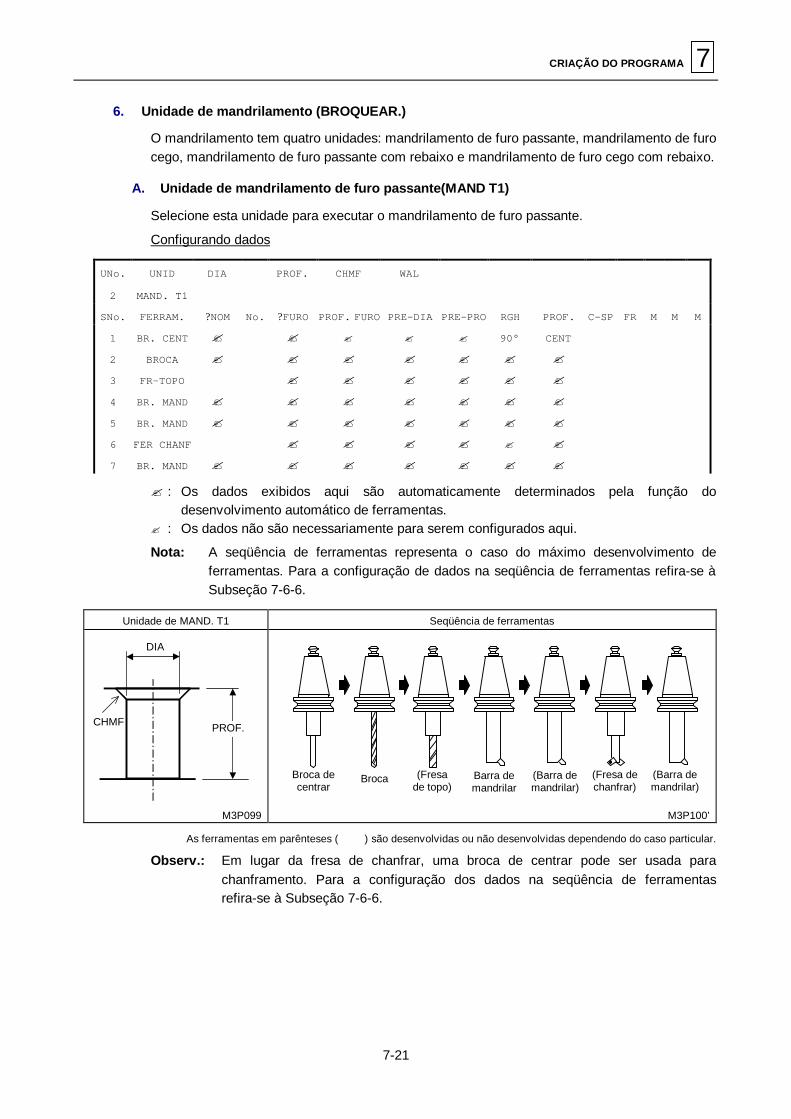
CRIAÇÃO DO PROGRAMA 7
7-21
6. Unidade de mandrilamento (BROQUEAR.)
O mandrilamento tem quatro unidades: mandrilamento de furo passante, mandrilamento de furo cego, mandrilamento de furo passante com rebaixo e mandrilamento de furo cego com rebaixo.
A. Unidade de mandrilamento de furo passante(MAND T1)
Selecione esta unidade para executar o mandrilamento de furo passante.
Configurando dados
UNo. UNID DIA PROF. CHMF WAL 2 MAND. T1
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
BR. CENT
BROCA
FR-TOPO
BR. MAND
BR. MAND
FER CHANF
BR. MAND
? ? ? ? ?
? ? ? ? ? ? ?
?
? ? ? ? ? ?
?
? ? ? ? ?
?
?
? ? ? ?
?
?
90°
? ? ?
?
?
?
CENT
? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de MAND. T1 Seqüência de ferramentas
DIA
PROF. CHMF
(Fresa de topo)
Barra de mandrilar
(Barra de mandrilar)
(Fresa de chanfrar)
Broca de centrar
Broca (Barra de mandrilar)
M3P099 M3P100’
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
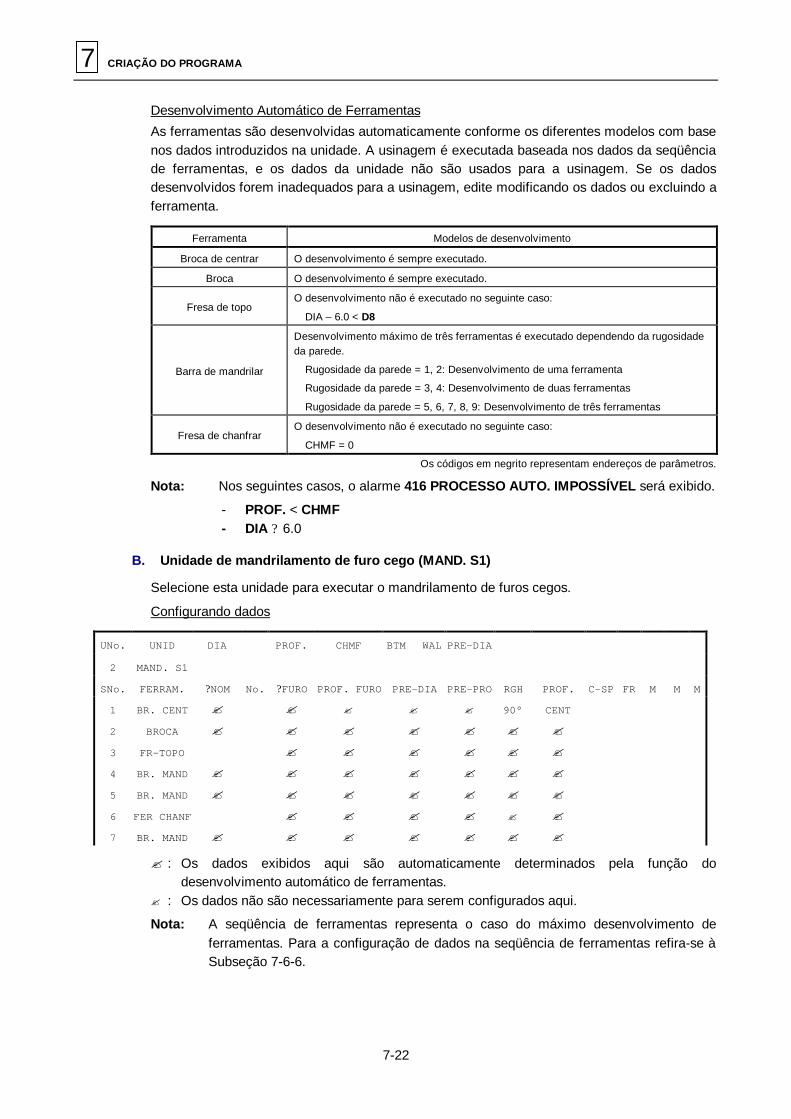
7 CRIAÇÃO DO PROGRAMA
7-22
Desenvolvimento Automático de Ferramentas As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca O desenvolvimento é sempre executado.
Fresa de topo O desenvolvimento não é executado no seguinte caso:
DIA – 6.0 < D8
Barra de mandrilar
Desenvolvimento máximo de três ferramentas é executado dependendo da rugosidade da parede.
Rugosidade da parede = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas
Fresa de chanfrar O desenvolvimento não é executado no seguinte caso:
CHMF = 0
Os códigos em negrito representam endereços de parâmetros.
Nota: Nos seguintes casos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL será exibido.
- PROF. < CHMF - DIA ? 6.0
B. Unidade de mandrilamento de furo cego (MAND. S1)
Selecione esta unidade para executar o mandrilamento de furos cegos.
Configurando dados
UNo. UNID DIA PROF. CHMF BTM WAL PRE-DIA 2 MAND. S1
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
BR. CENT
BROCA
FR-TOPO
BR. MAND
BR. MAND
FER CHANF
BR. MAND
? ? ? ? ?
? ? ? ? ? ? ?
?
? ? ? ? ? ?
?
? ? ? ? ?
?
?
? ? ? ?
?
?
90°
? ? ?
?
?
?
CENT
? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
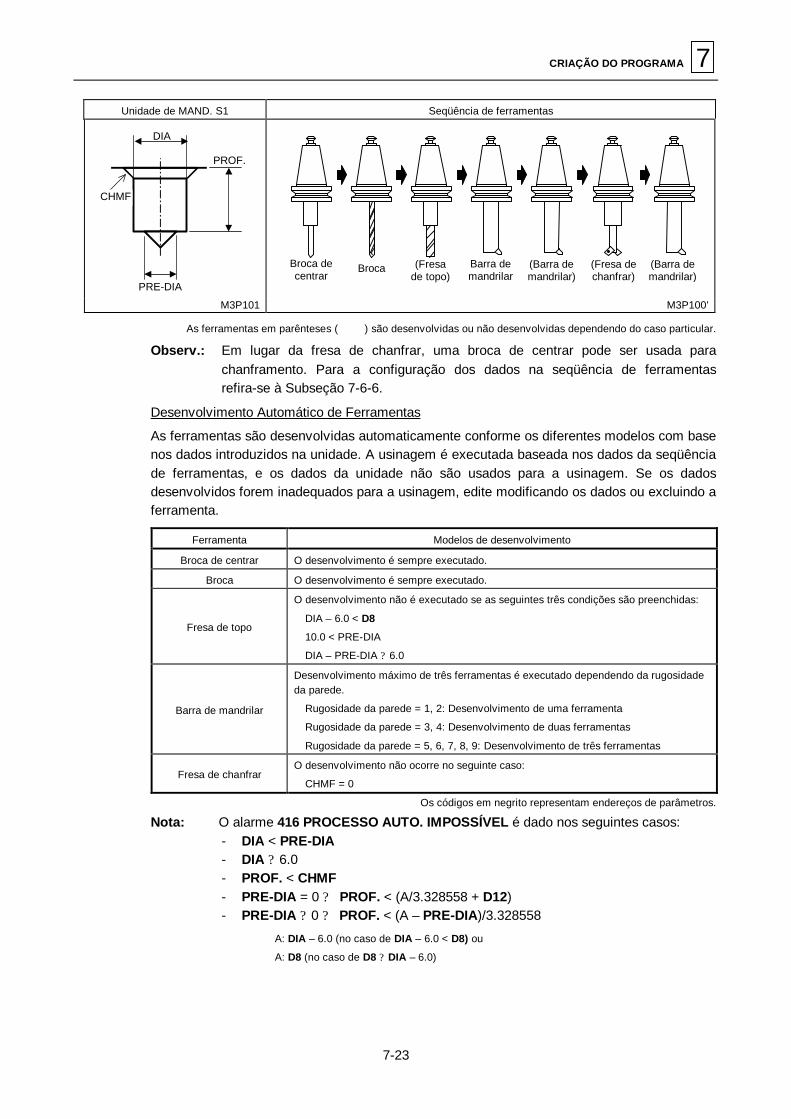
CRIAÇÃO DO PROGRAMA 7
7-23
Unidade de MAND. S1 Seqüência de ferramentas
PRE-DIA
DIA
PROF.
CHMF
(Fresa de topo)
Barra de mandrilar
(Barra de mandrilar)
(Fresa de chanfrar)
Broca de centrar
Broca (Barra de mandrilar)
M3P101 M3P100’
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca O desenvolvimento é sempre executado.
Fresa de topo
O desenvolvimento não é executado se as seguintes três condições são preenchidas:
DIA – 6.0 < D8
10.0 < PRE-DIA
DIA – PRE-DIA ? 6.0
Barra de mandrilar
Desenvolvimento máximo de três ferramentas é executado dependendo da rugosidade da parede.
Rugosidade da parede = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas
Fresa de chanfrar O desenvolvimento não ocorre no seguinte caso:
CHMF = 0
Os códigos em negrito representam endereços de parâmetros.
Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - DIA < PRE-DIA - DIA ? 6.0 - PROF. < CHMF - PRE-DIA = 0 ? PROF. < (A/3.328558 + D12) - PRE-DIA ? 0 ? PROF. < (A – PRE-DIA)/3.328558
A: DIA – 6.0 (no caso de DIA – 6.0 < D8) ou
A: D8 (no caso de D8 ? DIA – 6.0)

7 CRIAÇÃO DO PROGRAMA
7-24
C. Unidade de mandrilamento de furo passante com rebaixo (MAND. T2)
Selecione esta unidade para executar o mandrilamento de furo passante com rebaixo. Configurando dados
UNo. UNID CX-DIA CX-PROF. CHMF BTM WAL DIA PROF. CHMF WAL 2 MAND. T2
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
9
10
11
12
BR. CENT
BROCA
FR-TOPO
FR-TOPO
BR. MAND
BR. MAND
BR. MAND
BR. MAND
FER CHANF
FER CHANF
BR. MAND
BR. MAND
? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ??? ? ? ? ?
?
?
? ? ? ?
?
? ? ? ? ?
?
90°
? ? ?
? ?
?
?
?
? ?
?
CENT
? ? ? ? ? ? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de MAND. T2 Seqüência de ferramentas
CX-DIA
CHMF
DIA
PROF.
M3P102
CHMF
CX-PROF.
M3P103
Broca de centrar
Broca Fresa de topo
Barra de mandrilar
(Barra de mandrilar)
(Barra de mandrilar)
(Fresa de topo)
(Barra de mandrilar)
Barra de mandrilar
(Fresa de chanfrar)
(Barra de mandrilar)
(Fresa de chanfrar)
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.

CRIAÇÃO DO PROGRAMA 7
7-25
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca O desenvolvimento é sempre executado.
Fresa de topo
Desenvolvimento máximo de duas ferramentas é executado dependendo do diâm. do furo.
0 < DIA – 6.0 < D8: Desenvolvimento de uma ferramenta
D8 < DIA – 6.0 ? 999.999: Desenvolvimento de duas ferramentas
Desenvolvimento máximo de três ferram. é executado dependendo da rugosid. da parede do furo menor e dependendo da rugosidade da parede do furo maior, respectivamente.
Rugosidade da parede do furo menor = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede do furo menor = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede do furo menor = 5, 6, 7, 8, 9: Desenvolvimento de três ferram. Barra de mandrilar
Rugosidade da parede do furo maior = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede do furo maior = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede do furo maior = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas
Fresa de chanfrar O desenvolvimento não é executado no seguinte caso:
CHMF = 0
Os códigos em negrito representam endereços de parâmetros.
Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - CX-PROF. < CHMF (CX) - CX-DIA < DIA - (CX-DIA – DIA)/2 < CHMF - PROF. – CX-PROF. < CHMF - DIA ? 6.0
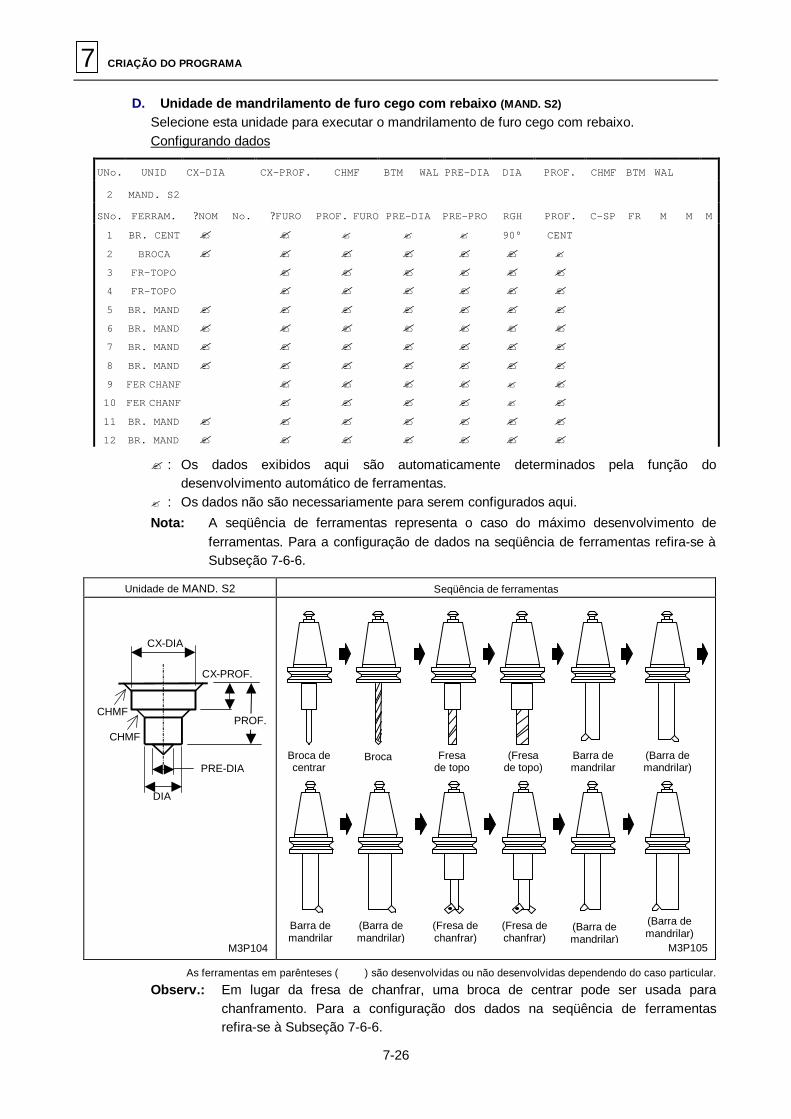
7 CRIAÇÃO DO PROGRAMA
7-26
D. Unidade de mandrilamento de furo cego com rebaixo (MAND. S2) Selecione esta unidade para executar o mandrilamento de furo cego com rebaixo. Configurando dados
UNo. UNID CX-DIA CX-PROF. CHMF BTM WAL PRE-DIA DIA PROF. CHMF BTM WAL 2 MAND. S2
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
9
10
11
12
BR. CENT
BROCA
FR-TOPO
FR-TOPO
BR. MAND
BR. MAND
BR. MAND
BR. MAND
FER CHANF
FER CHANF
BR. MAND
BR. MAND
? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ?
? ? ? ? ?
?
?
? ?
? ?
?
? ? ? ? ?
?
90°
? ? ?
? ?
?
?
?
? ?
?
CENT
? ? ? ? ? ? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui. Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de
ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de MAND. S2 Seqüência de ferramentas
M3P104
CX-DIA
CHMF
DIA
PROF.
CX-PROF.
PRE-DIA
CHMF
M3P105
Broca de centrar
Broca Fresa de topo
(Fresa de topo)
Barra de mandrilar
(Barra de mandrilar)
Barra de mandrilar
(Barra de mandrilar)
(Barra de mandrilar)
(Barra de mandrilar)
(Fresa de chanfrar)
(Fresa de chanfrar)
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
CRIAÇÃO DO PROGRAMA 7
7-27
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca O desenvolvimento é sempre executado.
Fresa de topo
Desenvolvimento máximo de duas ferramentas é executado dependendo do diâmetro do furo.
0 < DIA – 6.0 < D8, 10.0<PRE-DIA e (DIA–PRE-DIA) ? 6.0: Desenvolvimento de uma ferramenta
D8 < DIA – 6.0 ? 999.999: Desenvolvimento de duas ferramentas
Desenvolvimento máximo de três ferramentas é executado dependendo da rugosidade da parede do furo menor e dependendo da rugosidade da parede do furo maior, respectivamente.
Rugosidade da parede do furo menor = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede do furo menor = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede do furo menor = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas Barra de mandrilar
Rugosidade da parede do furo maior = 1, 2: Desenvolvimento de uma ferramenta
Rugosidade da parede do furo maior = 3, 4: Desenvolvimento de duas ferramentas
Rugosidade da parede do furo maior = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado quando as seguintes duas condições são preenchidas:
CHMF = 0
CHMF (CB) = 0 Os códigos em negrito representam endereços de parâmetros.
Nota : O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - CX-DIA < DIA - DIA < PRE-DIA - PROF. < CX-PROF. - CX-PROF. < CHMF (CX) - (CX-DIA – DIA)/2 < CHMF - (PROF. – CX-PROF.) < CHMF (CX) - DIA ? 6.0 - PROF. < CHMF - B ? 0
B: DIA – 6.0 (no caso de DIA – 6.0 < D8),
B: D8 (no caso de D8 ? DIA – 6.0),
B: PROF.– A/3.328558 – D12 (no caso de CX-PROF. = 0) ou
B: PROF. – (A – PRE-DIA)/3.328558 (no caso de PRE-DIA ? 0)
A: DIA – 6.0 (no caso de DIA – 6.0 < D8) ou
A: D8 (no caso de D8 ? DIA – 6.0)
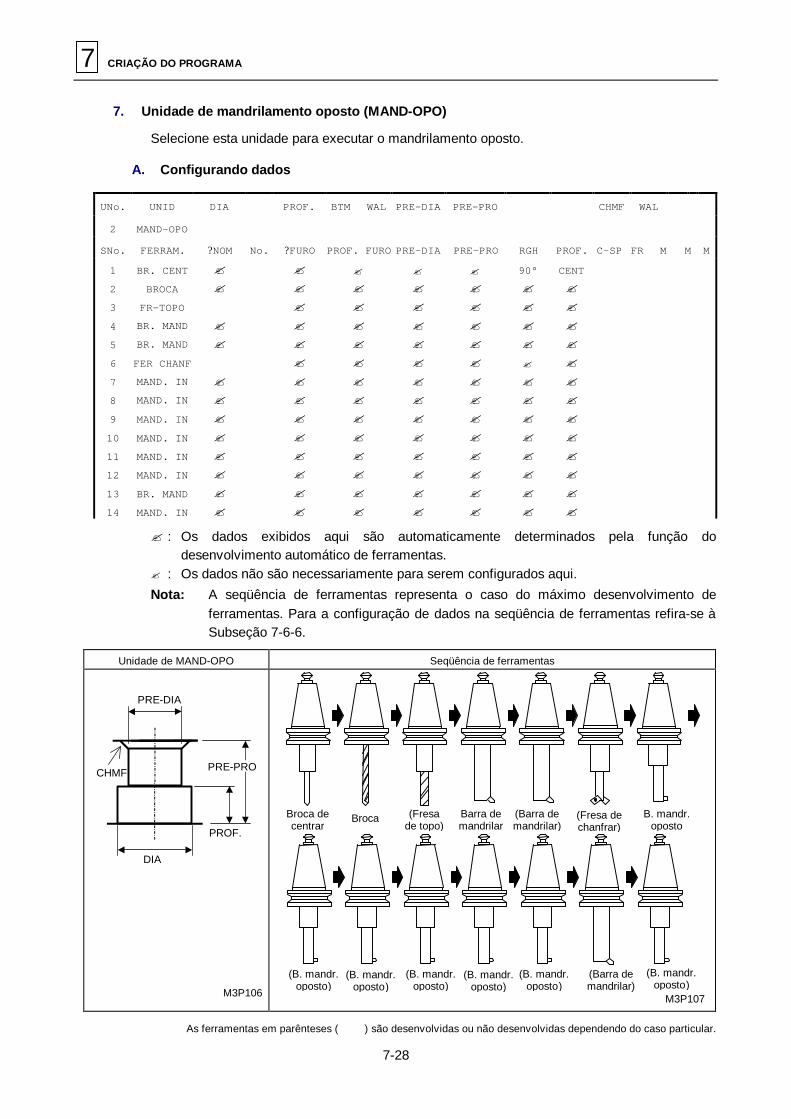
7 CRIAÇÃO DO PROGRAMA
7-28
7. Unidade de mandrilamento oposto (MAND-OPO)
Selecione esta unidade para executar o mandrilamento oposto.
A. Configurando dados
UNo. UNID DIA PROF. BTM WAL PRE-DIA PRE-PRO CHMF WAL 2 MAND-OPO
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
9
10
11
12
13
14
BR. CENT
BROCA
FR-TOPO
BR. MAND
BR. MAND
FER CHANF
MAND. IN
MAND. IN
MAND. IN
MAND. IN
MAND. IN
MAND. IN
BR. MAND
MAND. IN
? ? ? ? ? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ? ? ? ? ? ? ? ? ?
?
? ? ? ? ?
? ? ? ? ?
? ? ?
?
? ?
? ?
?
? ? ? ? ?
? ?
?
90°
? ? ?
? ?
? ?
?
? ?
? ? ?
CENT
? ? ? ? ? ? ? ? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui. Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de
ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de MAND-OPO Seqüência de ferramentas
PRE-DIA
DIA
CHMF
PROF.
PRE-PRO
M3P106
M3P107
Broca (Fresa de topo)
Barra de mandrilar
B. mandr. oposto
(Barra de mandrilar)
Broca de centrar
(Fresa de chanfrar)
(B. mandr. oposto)
(B. mandr. oposto)
(B. mandr. oposto)
(B. mandr. oposto)
(B. mandr. oposto)
(B. mandr. oposto)
(Barra de mandrilar)
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.

CRIAÇÃO DO PROGRAMA 7
7-29
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
B. Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seq. de ferram., e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca O desenvolvimento é sempre executado.
Fresa de topo O desenvolvimento não é executado no seguinte caso:
PRE-DIA – 6.0 < D8
Barra de mandrilar
Desenvolvimento máx. de três ferram. é executado dependendo da rugosidade da parede.
Rug. da parede do pré-furo = 1, 2: Desenvolvimento de uma ferramenta (Desbaste)
Rug. da parede do pré-furo = 3, 4: Desenvolvimento de duas ferramentas (Desbaste e semi-acabamento)
Rugosidade da parede do pré-furo = 5, 6, 7, 8, 9: Desenvolvimento de três ferramentas (Desbaste, semi-acabamento e acabamento)
Fresa de chanfrar O desenvolvimento não é executado no seguinte caso:
CHMF = 0
Barra de mandrilar oposto
Desenvolv. máx. de 5 ferram. é executado dependendo do valor de N (Veja nota abaixo.).
N = 2: Desenvolvimento de duas ferramentas
N = 3: Desenvolvimento de três ferramentas
N = 4: Desenvolvimento de quatro ferramentas
N = 5: Desenvolvimento de cinco ferramentas
Barra de mandrilar oposto
(Semi-acabamento, acabamento)
Desenvolvimento máx. de 2 ferram. é executado dependendo da rugosidade da parede.
Rug. da parede do furo = 1, 2: Não há desenvolvimento
Rug. da parede do furo = 3, 4: Desenvolvimento de 1 ferram. (Semi-acabamento)
Rug. da parede do furo = 5, 6, 7, 8, 9: Desenvolvimento de duas ferramentas (Semi-acabamento, acabamento)
Os códigos em negrito representam endereços de parâmetros.
Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - DIA < PRE-DIA - PRE-PRO < PROF. - PRE-PRO < CHMF - PRE-DIA ? DIA/2 - 5 < N
O valor de N é determinado pela rugosidade e o número de vezes do mandrilamento oposto.
(DBBL – DP)
N = 6
(As frações decimais são arredondadas)
Rugosidade da parede do furo
DBBL Rugosidade da parede do pré-furo
DP
1, 2 DIA 1, 2, 3, 4 PRE-DIA
3, 4 DIA – 1.0 5, 6, 7, 8, 9 PRE-DIA – 1.5
5, 6, 7, 8, 9 DIA – 1.5
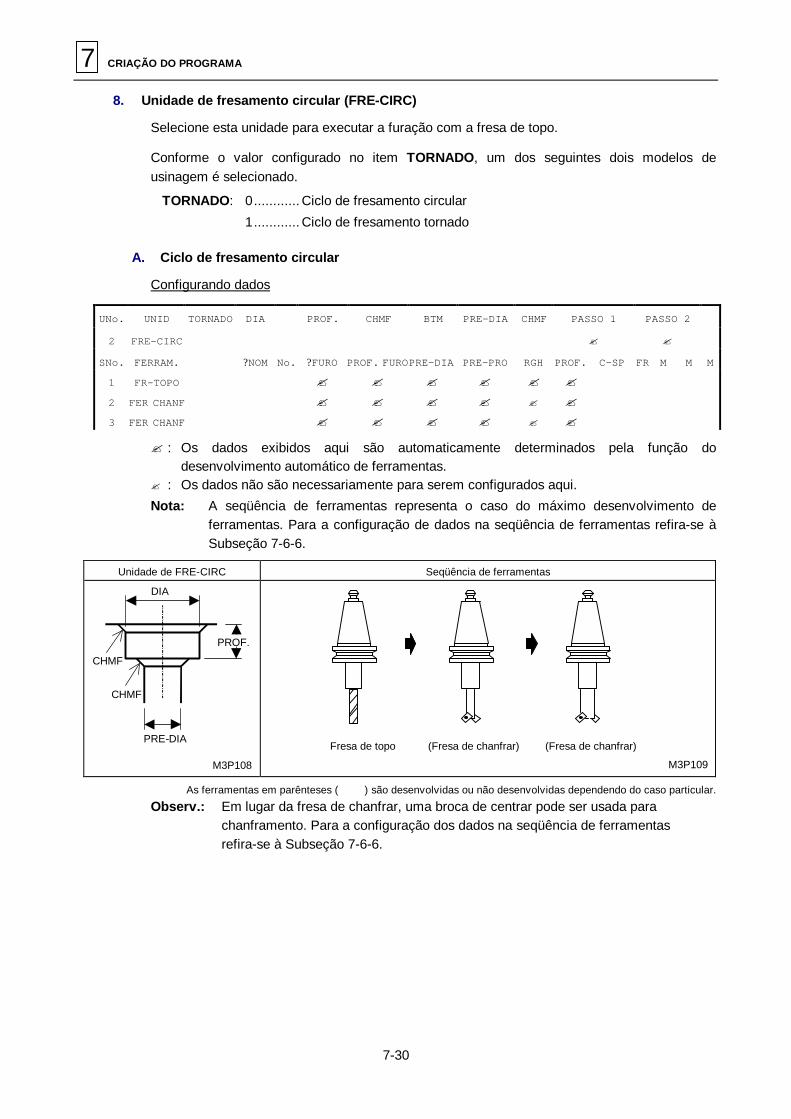
7 CRIAÇÃO DO PROGRAMA
7-30
8. Unidade de fresamento circular (FRE-CIRC)
Selecione esta unidade para executar a furação com a fresa de topo.
Conforme o valor configurado no item TORNADO, um dos seguintes dois modelos de usinagem é selecionado.
TORNADO: 0............ Ciclo de fresamento circular
1............ Ciclo de fresamento tornado
A. Ciclo de fresamento circular
Configurando dados
UNo. UNID TORNADO DIA PROF. CHMF BTM PRE-DIA CHMF PASSO 1 PASSO 2 2 FRE-CIRC ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
FR-TOPO
FER CHANF
FER CHANF
? ? ?
?
? ?
?
? ?
?
? ?
?
? ?
?
? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui. Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de
ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de FRE-CIRC Seqüência de ferramentas
DIA
CHMF
CHMF
PRE-DIA
M3P108
PROF.
Fresa de topo (Fresa de chanfrar) (Fresa de chanfrar)
M3P109
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
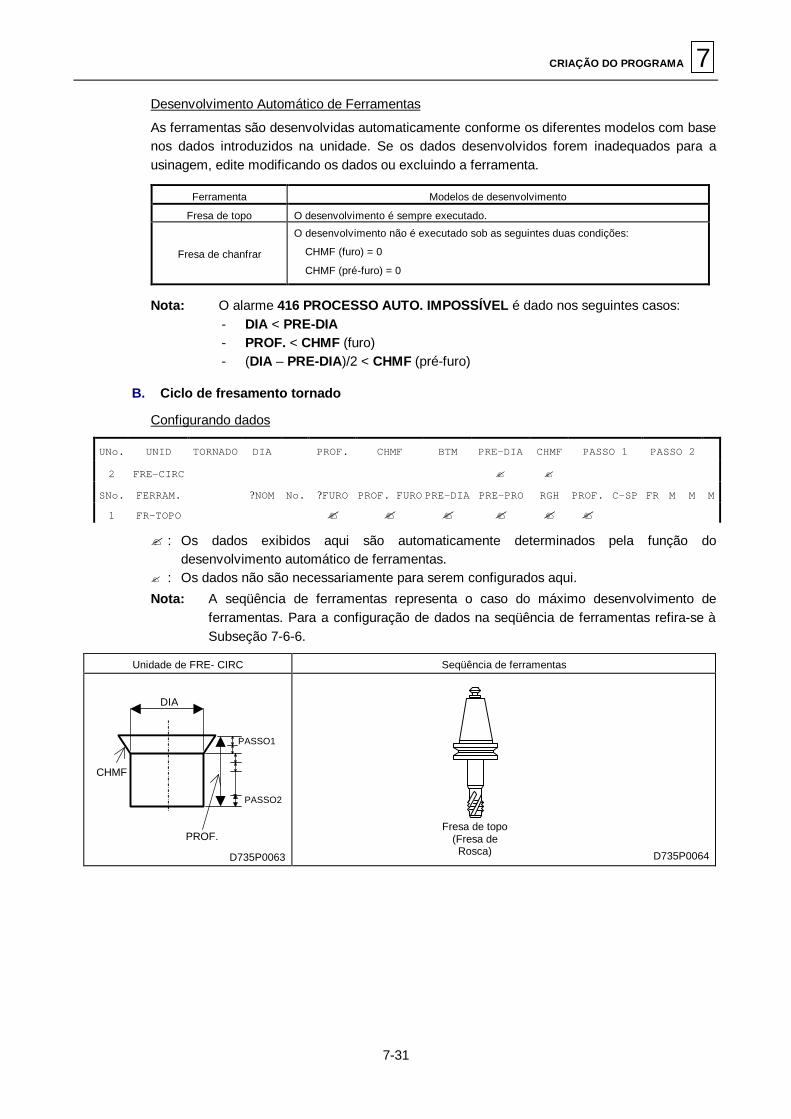
CRIAÇÃO DO PROGRAMA 7
7-31
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Fresa de topo O desenvolvimento é sempre executado.
Fresa de chanfrar
O desenvolvimento não é executado sob as seguintes duas condições:
CHMF (furo) = 0
CHMF (pré-furo) = 0
Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - DIA < PRE-DIA - PROF. < CHMF (furo) - (DIA – PRE-DIA)/2 < CHMF (pré-furo)
B. Ciclo de fresamento tornado
Configurando dados
UNo. UNID TORNADO DIA PROF. CHMF BTM PRE-DIA CHMF PASSO 1 PASSO 2 2 FRE-CIRC ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1 FR-TOPO ? ? ? ? ? ?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui. Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de
ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Unidade de FRE- CIRC Seqüência de ferramentas
CHMF
PASSO2
PASSO1
PROF.
DIA
D735P0063
Fresa de topo(Fresa de Rosca)
D735P0064
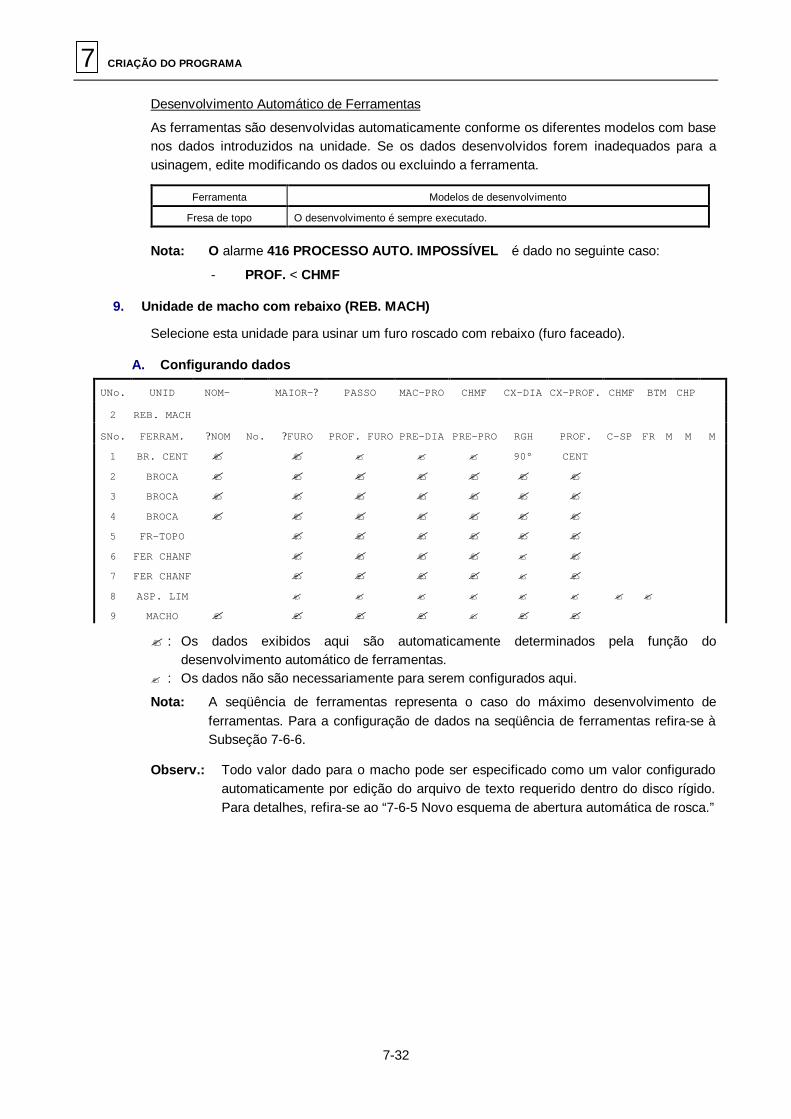
7 CRIAÇÃO DO PROGRAMA
7-32
Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Fresa de topo O desenvolvimento é sempre executado. Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado no seguinte caso:
- PROF. < CHMF
9. Unidade de macho com rebaixo (REB. MACH)
Selecione esta unidade para usinar um furo roscado com rebaixo (furo faceado).
A. Configurando dados
UNo. UNID NOM- MAIOR-? PASSO MAC-PRO CHMF CX-DIA CX-PROF. CHMF BTM CHP 2 REB. MACH
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
6
7
8
9
BR. CENT
BROCA
BROCA
BROCA
FR-TOPO
FER CHANF
FER CHANF
ASP. LIM
MACHO
? ? ? ? ?
? ? ? ? ? ? ? ? ?
?
? ? ? ? ? ? ? ?
?
? ? ? ? ?
? ?
?
?
? ? ? ?
?
? ?
?
90°
? ? ?
? ?
?
?
?
CENT
? ? ? ? ? ? ? ?
?
?
? : Os dados exibidos aqui são automaticamente determinados pela função do desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
Observ.: Todo valor dado para o macho pode ser especificado como um valor configurado automaticamente por edição do arquivo de texto requerido dentro do disco rígido. Para detalhes, refira-se ao “7-6-5 Novo esquema de abertura automática de rosca.”

CRIAÇÃO DO PROGRAMA 7
7-33
Unidade de REB. MACH Seqüência de ferramentas
M3P110
CX-DIA
CHMF
CX-PROF.
MAIOR-?
MAC-PRO
PASSO
CHMF
Macho
M3P111
Broca de centrar
Broca (Broca) (Broca) Fresa de topo
(Fresa de chanfrar)
(Fresa de chanfrar)
(Aspirador limalhas)
As ferramentas em parênteses ( ) são desenvolvidas ou não desenvolvidas dependendo do caso particular.
Observ.: Em lugar da fresa de chanfrar, uma broca de centrar pode ser usada para chanframento. Para a configuração dos dados na seqüência de ferramentas refira-se à Subseção 7-6-6.
B. Desenvolvimento Automático de Ferramentas
As ferramentas são desenvolvidas automaticamente conforme os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada baseada nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos forem inadequados para a usinagem, edite modificando os dados ou excluindo a ferramenta.
Ferramenta Modelos de desenvolvimento
Broca de centrar O desenvolvimento é sempre executado.
Broca
Desenvolvimento máximo de três ferramentas é executado dependendo do diâmetro do furo.
0.05 ? MAIOR-? ? D8: Desenvolvimento de uma ferramenta
D8 < MAIOR-? ? D9: Desenvolvimento de duas ferramentas
D9 < MAIOR-? ? D10: Desenvolvimento de três ferramentas
Fresa de chanfrar
O desenvolvimento não é executado nos seguintes casos:
CHMF (furo faceado) = 0
CHMF (furo rosqueado) = 0
Aspirador limalhas O desenvolvimento não é executado se a remoção dos cavacos não é requerida.
Fresa de topo O desenvolvimento ocorre sempre.
Os códigos em negrito representam endereços de parâmetros.
Nota: O alarme 416 PROCESSO AUTO. IMPOSSÍVEL é dado nos seguintes casos: - CX-DIA < MAIOR-? - (CX-DIA – MAIOR-? )/2 < CHMF (furo rosqueado) - CX-PROF. < CHMF (furo faceado) - MAC-PRO < CHMF (furo rosqueado)
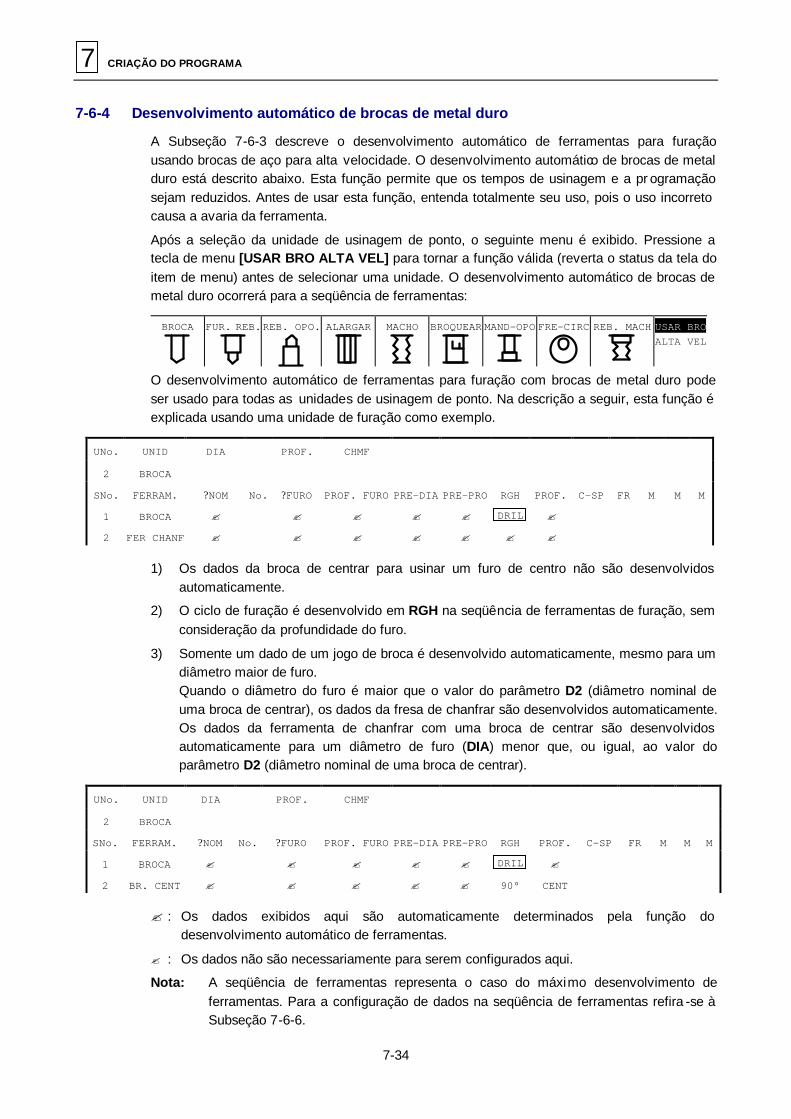
7 CRIAÇÃO DO PROGRAMA
7-34
7-6-4 Desenvolvimento automático de brocas de metal duro
A Subseção 7-6-3 descreve o desenvolvimento automático de ferramentas para furação usando brocas de aço para alta velocidade. O desenvolvimento automático de brocas de metal duro está descrito abaixo. Esta função permite que os tempos de usinagem e a pr ogramação sejam reduzidos. Antes de usar esta função, entenda totalmente seu uso, pois o uso incorreto causa a avaria da ferramenta.
Após a seleção da unidade de usinagem de ponto, o seguinte menu é exibido. Pressione a tecla de menu [USAR BRO ALTA VEL] para tornar a função válida (reverta o status da tela do item de menu) antes de selecionar uma unidade. O desenvolvimento automático de brocas de metal duro ocorrerá para a seqüência de ferramentas: BROCA
FUR. REB.
REB. OPO.
ALARGAR
MACHO
BROQUEAR
MAND-OPO
FRE-CIRC
REB. MACH
USAR BRO ALTA VEL
O desenvolvimento automático de ferramentas para furação com brocas de metal duro pode ser usado para todas as unidades de usinagem de ponto. Na descrição a seguir, esta função é explicada usando uma unidade de furação como exemplo.
UNo. UNID DIA PROF. CHMF 2 BROCA
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
BROCA
FER CHANF
?
?
?
?
?
?
?
?
?
?
DRIL
?
?
?
1) Os dados da broca de centrar para usinar um furo de centro não são desenvolvidos
automaticamente.
2) O ciclo de furação é desenvolvido em RGH na seqüência de ferramentas de furação, sem consideração da profundidade do furo.
3) Somente um dado de um jogo de broca é desenvolvido automaticamente, mesmo para um diâmetro maior de furo. Quando o diâmetro do furo é maior que o valor do parâmetro D2 (diâmetro nominal de uma broca de centrar), os dados da fresa de chanfrar são desenvolvidos automaticamente. Os dados da ferramenta de chanfrar com uma broca de centrar são desenvolvidos automaticamente para um diâmetro de furo (DIA) menor que, ou igual, ao valor do parâmetro D2 (diâmetro nominal de uma broca de centrar).
UNo. UNID DIA PROF. CHMF 2 BROCA
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
BROCA
BR. CENT
?
?
?
?
?
?
?
?
?
?
DRIL
90°
?
CENT
? : Os dados exibidos aqui são automaticamente determinados pela função do
desenvolvimento automático de ferramentas.
? : Os dados não são necessariamente para serem configurados aqui.
Nota: A seqüência de ferramentas representa o caso do máximo desenvolvimento de ferramentas. Para a configuração de dados na seqüência de ferramentas refira -se à Subseção 7-6-6.

CRIAÇÃO DO PROGRAMA 7
7-35
7-6-5 Novo esquema de configuração autom. p/ a abertura de rosca com macho
Todo o valor dado para a abertura de rosca com a unidade de macho/unidade de macho com rebaixo pode ser especificado como um valor de configuração automática por edição do arquivo de texto requerido dentro do disco rígido. (Novo esquema de configuração automática para a abertura de rosca com macho)
Os itens correspondentes ao novo esquema de configuração automática para a abertura de rosca com macho estão listados abaixo.
? : Novo esquema de configuração automática para a abertura de rosca aplicável — : Novo esquema de configuração automática para a abertura de rosca não aplicável
Unidade de macho/unidade de macho com rebaixo Tipo de rosca a ser aberta ? NOM PASSO MAC-PRO. PRE-DIA PRE-PRO
Rosca métrica — — — ? —
Rosca unificada — — — ? —
Rosca de tubo (PT) ? ? ? ? ?
Rosca de tubo (PF) ? ? — ? —
Rosca de tubo (PS) ? ? ? ? ?
1. Abertura de rosca métrica/rosca unificada
No caso de rosca métrica/rosca unificada, o novo esquema de configuração automática de abertura de rosca é válido somente quando o parâmetro D95 é configurado como segue:
D95 bit 2 = 0: O arquivo de texto é inválido, e a abertura de rosca métrica está sujeita ao esquema de configuração automática convencional.
= 1: O arquivo de texto é válido, e a abertura de rosca métrica está sujeita à configuração automática baseada em edição.
D95 bit 1 = 0: O arquivo de texto é inválido, e a abertura de rosca unificada está sujeita ao esquema de configuração automática convencional.
= 1: O arquivo de texto é válido, e a abertura de rosca unificada está sujeita à configuração automática baseada em edição.
O formato do arquivo de texto, os itens de dados de texto e o procedimento de edição estão mostrados abaixo.
A. Formato do arquivo de texto
[M] PRE-DIA-1=8000 ;<M1> Diâmetro do pré-furo (1/10000mm) ? ? ? Diâmetro do pré-furo PRE-DIA-2=9000 ;<M1.1> Diâmetro do pré-furo (1/10000mm) ? ? ? Diâmetro do pré-furo [UN] PRE-DIA-1=15000;<No.1-64UN> Diâmetro do pré-furo (1/10000mm) ? ? ? Diâmetro do pré-furo PRE-DIA-2=18000;<No.2-56UN> Diâmetro do pré-furo (1/10000mm) ? ? ? Diâmetro do pré-furo
B. Itens de dados de texto
- Diâmetro do pré-furo (Unidade de configuração: 1/10000 mm) Este item indica os valores de configuração automática em ? NOM e ? FURO na última seqüência de ferramentas para furação cujo desenvolvimento automático de ferramentas será conduzido pela unidade de macho/unidade de macho com rebaixo.
7 CRIAÇÃO DO PROGRAMA
7-36
C. Procedimento de edição
(1) Clique o botão de início e selecione “Programas” a partir da opção de menu Start. Então clique “Explorer”.
(2) Após copiar “TapPrDia.org” (um arquivo de modelo de configuração automática de abertura de rosca métrica/rosca unificada) na pasta “C:\nm64mdata”; altere o nome do arquivo para “TapPrDia.txt”.
(3) Abra “TapPrDia.txt”, usando um editor disponível no mercado.
(4) Edite o arquivo observando a descrição acima de “Text file format” (“Formato do arquivo de texto”) e “Text data items” (“itens dos dados de texto”) e preste atenção em cada unidade de dados. Um exemplo de edição está mostrado abaixo.
Nota 1: Se os dados não forem introduzidos corretamente, o alarme 419 PROCESSO ROSC. AUTO IMPOSSIVEL será exibido quando a configuração automática for executada. Introduza os dados dentro da seguinte faixa:
Item Palavra chave Unid. de entrada Valor mínimo Valor máximo
Diâmetro do pré-furo PRE-DIA 1/10000 mm 1000 9999000
Introduza os números decimais integrais. Para este item introduza sempre “0” como o mínimo de dois dígitos significativos (isto é, os dois últimos dígitos).
Nota 2: Mesmo dentro da faixa de dados acima, a combinação particular de dados configurados em cada item pode exibir um asterisco (? ) para indicar que o valor do chanfro não pode ser calculado. Neste caso, para assegurar que o valor do chanfro será calculado apropriadamente, introduza os dados em cada item de modo que o cálculo resulte na seguinte expressão de cálculo na faixa de “0” a “99.9”: [Se o parâmetro D44 é configurado em “0”] (Chanfro) = {(Diâmetro externo do macho) + (Passo da rosca) × 2 – (Diâmetro do pré-furo)}/2 [Se o parâmetro D44 é configurado em “1” (esquema M32)] (Chanfro) = {(Diâmetro externo do macho) – (Diâmetro do pré-furo)}/2
Nota 3: Mesmo quando dados dentro da faixa de dados acima são introduzidos, configurações de dados particulares nos parâmetros D8 a D10 exibem o alarme 416 PROCESSO AUTO. IMPOSSÍVEL durante o desenvolvimento automático. (Para os parâmetros D8 a D10, refira-se à separata Lista de Parâmetros / Lista de Alarmes / Lista de Códigos M.)
Nota 4: O valor introduzido do diâm. do pré-furo tem seus dois últimos dígitos cortados.
(5) Após editar o arquivo, execute “Substituir arquivo existente”
(6) Feche “Explorer”.
D. Exemplo de edição
Para “a abertura de rosca M1”, proceda como segue para configurar automaticamente 0.7 mm como diâmetro do pré-furo.
(1) Abra o arquivo de texto “TapPrDia.txt”.
(2) Mova o cursor para o item marcado mostrado abaixo e, então, edite os dados nas unidades requeridas. Não edite outros itens.

CRIAÇÃO DO PROGRAMA 7
7-37
[M]
PRE-DIA=7000 ;<M1> Diâmetro do pré-furo (1/10000mm)
PRE-DIA=9000 ;<M1.1> Diâmetro do pré-furo (1/10000mm)
Nota 1: Como as configurações de default dos dados do arquivo de texto obedecem ao esquema convencional, os dados configurados automaticamente não podem ser modificados por simples mudança do valor do bit 1 ou bit 2 no parâmetro D95.
Nota 2: Ao modificar os dados configurados automaticamente da abertura de rosca métrica/rosca unificada, o próprio usuário necessita editar e gerenciar o arq. de texto.
Nota 3: Após a edição do arquivo de texto, os novos dados são incorporados imediatamente aos dados configurados automaticamente.
Nota 4: Mesmo para as especificações em polegadas , designe os dados em unidades de 1/10000 mm para o arquivo de texto.
Nota 5: Como os dados config. automaticamente que têm um ponto decimal designado e que excedem o número de dígitos mínimo permitido não podem ser exibidos, as modificações do arq. de texto não podem ser exibidas como config. autom. intacta. Exemplo: Mesmo se o valor de PRE-DIA for alterado p/ 8600, um diâm. de broca
nominal de 0.9 pode ser exibido como seu valor config. automaticamente.
2. Abertura de rosca de tubo
No caso de abertura de rosca de tubo, o novo esquema de configuração automática de abertura de rosca é válido somente quando o parâmetro D95 é configurado como segue: D95 bit 0 = 0: O arquivo de texto é inválido, e a abertura de rosca de tubo está sujeita ao
esquema de configuração automática convencional.
= 1: O arquivo de texto é válido, e a abertura de rosca de tubo está sujeita à configuração automática baseada em edição.
O formato do arquivo de texto, os itens de dados de texto e o procedimento de edição estão mostrados abaixo.
A. Formato do arquivo de texto
[PT]
;PT 1/16
DIAMETRO=77230 ; Diâmetro (1/10000mm) ? ? ? ? ? Diâm. externo do macho
FILETE=280 ; Número de filetes (1/10 filetes) ? ? ? ? ? Total de filetes
MAC-PRO=156000 ; Comprimento (1/10000mm) ? ? ? ? ? Comprimento da rosca
PRE-DIA=70000 ; Diâmetro do pré-furo (1/10000mm) ? ? ? ? ? Diâmetro do pré-furo
PRE-PRO=184100 ; Prof. do pré-furo (1/10000mm) ? ? ? ? ? Prof. do pré-furo
[PF]
;PF 1/8
DIAMETRO=97280 ; Diâmetro (1/10000mm) ? ? ? ? ? Diâm. externo do macho
FILETE=280 ; Número de filetes (1/10 filetes) ? ? ? ? ? Total de filetes
PRE-DIA=88600 ; Diâmetro do pré-furo (1/10000mm) ? ? ? ? ? Diâmetro do pré-furo
[PS]
;PS1/8
DIAMETRO=97280 ; Diâmetro (1/10000mm) ? ? ? ? ? Diâm. externo do macho
FILETE=280 ; Número de filetes (1/10 filetes)? ? ? ? ? Total de filetes

7 CRIAÇÃO DO PROGRAMA
7-38
MAC-PRO=155000 ; Comprimento (1/10000mm) ? ? ? ? ? Comprimento da rosca
PRE-DIA=85000 ; Diâmetro do pré-furo (1/10000mm) ? ? ? ? ? Diâm. do pré-furo
PRE_PRO=183100 ; Prof. do pré-furo (1/10000mm) ? ? ? ? ? Prof. do pré-furo
B. Itens de dados de texto
- Diâmetro externo do macho (Unidade de configuração: 1/10000 mm) Este item indica os valores de configuração automática em MAIOR? da unidade de macho/unidade de macho com rebaixo e em ? FURO na seqüência de ferramentas de machos (roscas de tubo PT, PF, e PS) Este item também indica o valor da configuração automática para ACT-? do macho exibido na tela de DADOS DE FERRAMEN.
- Total de filetes (Unidade de configuração: 1/10 filetes) Este item refere-se ao número total de filetes por polegada de um macho, e este valor é usado para configuração automática do PASSO da unidade de macho/unidade de macho com rebaixo. (Roscas de tubo PT, PF e PS)
- Comprimento da rosca (Unidade de configuração: 1/10000 mm) Este item indica o valor de configuração automática em MAC-PRO da unidade de macho/unidade de macho com rebaixo. (Roscas de tubo PT e PS)
- Diâmetro do pré-furo (Unidade de configuração: 1/10000 mm) Este item indica o valor de configuração automática em ? NOM e ? FURO na última seqüência de ferramentas para furação cujo desenvolvimento automático de ferramentas será conduzido pela unidade de macho/unidade de macho com rebaixo. (Roscas de tubo PT, PF e PS)
- Profundidade do pré-furo (Unidade de configuração: 1/10000 mm) Este item indica o valor de configuração automática em PROF. FURO na última seqüência de ferramentas para furação para o qual o desenvolvimento automático de ferramentas será conduzido pela unidade de macho/unidade de macho com rebaixo. (Roscas de tubo PT e PS)
C. Procedimento de edição
(1) Clique o botão de início e selecione “Programas” a partir da opção de menu Start. Então, clique “Explorer”.
(2) Após copiar “Pipescdt.org” (um arquivo de configuração automática da abertura de rosca de tubo) na pasta “C:\nm64mdata”, altere o nome do arquivo para “Pipescdt.txt”.
(3) Abra “Pipescdt.txt”, usando um editor disponível no mercado.
(4) Edite o arquivo observando a descrição acima de “Text file format” (“Formato do arquivo de texto”) e “Text data items” (“itens dos dados de texto”) e preste atenção em cada unidade de dados. Um exemplo de edição está mostrado abaixo.
Nota 1: Se os dados não forem introduzidos corretamente, o alarme 419 PROCESSO ROSC. AUTO IMPOSSIVEL será exibido quando a configuração automática for executada. Introduza os dados dentro da seguinte faixa:
Item Palavra chave Unid. de entrada Valor mínimo Valor máximo
Diâm. externo macho * DIAMETRO 1/10000 mm 10 999990
Total de filetes FILETE 1/10 filetes 26 2147483647
Comprimento da rosca * MAC-PRO 1/10000 mm 10 9999990
Diâmetro do pré-furo* PRE_DIA 1/10000 mm 100 9999000
Prof. do pré-furo* PRE_PRO 1/10000 mm 100 9900000
Introduza números decimais integrais.

CRIAÇÃO DO PROGRAMA 7
7-39
*Para este item introduza sempre “0” como o mínimo dígito significativo (isto é, o último dígito).
Nota 2: Mesmo dentro da faixa de dados acima, a combinação particular de configuração de dados em cada item pode exibir um asterisco (? ) para indicar que o valor do chanfro não pode ser calculado. Neste caso, p/ assegurar que o valor do chanfro será calculado adequadamente, introduza os dados em cada item de modo que o cálculo resulte na seguinte expressão de cálculo na faixa de “0” a “99.9”: [Se o parâmetro D44 é configurado em “0”] (Chanfro) = {(Diâm. ext. do macho) + (Passo da rosca) × 2 – (Diâm. do pré-furo)}/2 [Se o parâmetro D44 é configurado em “1” (Esquema M32)] (Chanfro) = {(Diâmetro externo do macho) – (Diâmetro do pré-furo)}/2
Nota 3: Mesmo quando dados dentro da faixa de dados acima são introduzidos, o alarme 416 PROCESSO AUTO. IMPOSSÍVEL pode ser exibido durante o desenvolvimento automático dos dados da ferramenta.
Nota 4: Os valores introduzidos do diâmetro e da profundidade do pré-furo têm seus respectivos dois últimos dígitos cortados.
(5) Após editar o arquivo, execute “Substituir arquivo existente”
(6) Feche “Explorer”.
D. Exemplo de edição
Para “PT1/16”, proceda como segue para configurar automaticamente 7.77 mm como diâmetro externo do macho, 27 como número de filetes, 11 mm como o comprimento da rosca, 6.25 mm como diâmetro do pré-furo e 17 mm como a profundidade do pré-furo:
(1) Abra o arquivo de texto “Pipescdt.txt” e mova o cursor para “PT1/16”.
(2) Mova o cursor para cada item marcado mostrado abaixo e, então, edite os dados nas unidades requeridas. Não edite outros itens.
[PT] ;PT 1/16 DIAMETRO=77700 ; Diâmetro (1/10000mm) FILETE=270 ; Número de filetes (1/10 filetes) MAC-PRO=110000 ; Comprimento da rosca (1/10000mm) PRE-DIA=62500 ; Diâmetro do pré-furo (1/10000mm) PRE-PRO=170000 ; Profundidade do pré-furo (1/10000mm)
Nota 1: Como as configurações de default dos dados do arquivo de texto obedecem ao esquema
convencional, os dados configurados automaticamente não podem ser modificados por simples mudança do valor de bit 0 no parâmetro D95.
Nota 2: Ao modificar os dados configurados automaticamente da abertura de rosca, o próprio usuário necessita editar e gerenciar o arquivo de texto.
Nota 3: Após a edição do arquivo de texto, os novos dados são incorporados imediatamente aos dados configurados automaticamente.
Nota 4: Não edite o arquivo de texto durante o processamento desde a criação do programa de furação (MACHO)/de macho com rebaixo (REB. MACH) até o registro (ACT-? ) do “Diâmetro da Ferramenta” no modo tela de DADOS DE FERRAMEN. Caso contrário, o valor de MAIOR-? configurado automaticamente da unidade de furação (MACHO)/de macho com rebaixo (REB. MACH), no programa, e o valor de
7 CRIAÇÃO DO PROGRAMA
7-40
ACT-? configurado automaticamente deste macho no modo tela de DADOS DE FERRAMEN não combinarão.
Nota 5: Como os dados configurados automaticamente que têm um ponto decimal designado e que excedem o número de dígitos mínimo permitido não podem ser exibidos, as modificações do arquivo de texto não podem ser exibidas como configuração automática intacta.
Exemplo: Mesmo se o valor de PRE-DIA for alterado para 62500, um diâmetro de broca nominal de 6.3 pode ser exibido como seu valor configurado automaticamente.
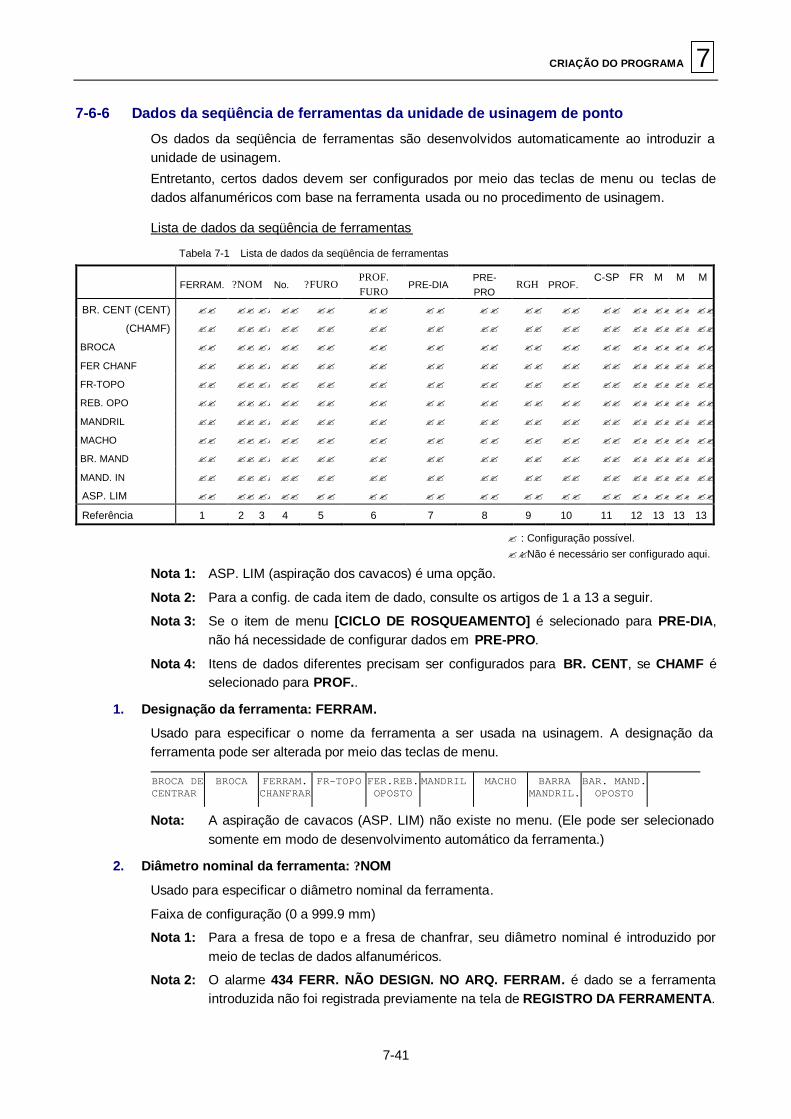
CRIAÇÃO DO PROGRAMA 7
7-41
7-6-6 Dados da seqüência de ferramentas da unidade de usinagem de ponto
Os dados da seqüência de ferramentas são desenvolvidos automaticamente ao introduzir a unidade de usinagem. Entretanto, certos dados devem ser configurados por meio das teclas de menu ou teclas de dados alfanuméricos com base na ferramenta usada ou no procedimento de usinagem.
Lista de dados da seqüência de ferramentas
Tabela 7-1 Lista de dados da seqüência de ferramentas
FERRAM. ? NOM No. ? FURO
PROF. FURO
PRE-DIA PRE- PRO
RGH PROF. C-SP FR M M M
BR. CENT (CENT) ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
(CHAMF) ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
BROCA ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
FER CHANF ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
FR-TOPO ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
REB. OPO ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
MANDRIL ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
MACHO ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
BR. MAND ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
MAND. IN ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
ASP. LIM ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ?? ??
Referência 1 2 3 4 5 6 7 8 9 10 11 12 13 13 13
? : Configuração possível. ??: Não é necessário ser configurado aqui.
Nota 1: ASP. LIM (aspiração dos cavacos) é uma opção.
Nota 2: Para a config. de cada item de dado, consulte os artigos de 1 a 13 a seguir.
Nota 3: Se o item de menu [CICLO DE ROSQUEAMENTO] é selecionado para PRE-DIA, não há necessidade de configurar dados em PRE-PRO.
Nota 4: Itens de dados diferentes precisam ser configurados para BR. CENT, se CHAMF é selecionado para PROF..
1. Designação da ferramenta: FERRAM.
Usado para especificar o nome da ferramenta a ser usada na usinagem. A designação da ferramenta pode ser alterada por meio das teclas de menu. BROCA DE CENTRAR
BROCA FERRAM. CHANFRAR
FR-TOPO FER.REB.OPOSTO
MANDRIL MACHO BARRA MANDRIL.
BAR. MAND. OPOSTO
Nota: A aspiração de cavacos (ASP. LIM) não existe no menu. (Ele pode ser selecionado somente em modo de desenvolvimento automático da ferramenta.)
2. Diâmetro nominal da ferramenta: ? NOM
Usado para especificar o diâmetro nominal da ferramenta.
Faixa de configuração (0 a 999.9 mm)
Nota 1: Para a fresa de topo e a fresa de chanfrar, seu diâmetro nominal é introduzido por meio de teclas de dados alfanuméricos.
Nota 2: O alarme 434 FERR. NÃO DESIGN. NO ARQ. FERRAM. é dado se a ferramenta introduzida não foi registrada previamente na tela de REGISTRO DA FERRAMENTA.

7 CRIAÇÃO DO PROGRAMA
7-42
3. Identificação da ferramenta
Selecione o símbolo de identificação das ferramentas com o mesmo diâmetro nominal a partir do menu.
A B C D E F G H PESADA A >>>
Para designar uma ferramenta pesada, primeiro pressione a tecla de menu [PESADA A] para reverter a exibição do menu e, então, selecione a tecla de menu desejada no menu exibido.
4. Número da prioridade: No.
Designe os níveis de prioridade na ordem de usinagem. O seguinte menu é exibido. Pressionando a tecla de menu é exibido o item de menu em modo inverso, permitindo que um número de prioridade seja designado.
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNARPRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
(a) (b) (c) (d) (e)
A função de item do menu de (a) a (e) está descrita abaixo:
Item do menu Função
(a) Selecione para conduzir a usinagem subseqüente .
(b) Selecione para alterar o número da prioridade para a ferramenta dentro de um processo particular. Se o cursor está presente no espaço em branco, designe um novo número na maneira usual. A introdução de um número de prioridade existente exibe o alarme 420 INVALID. DADOS FERRAM.
(c) Selecione para designar um número de prioridade para a ferramenta a ser usada repetidamente em um processo particular. O alarme 420 INVALID. DADOS FERRAM. será exibido se o número de prioridade designado já tiver sido configurado em qualquer outra linha de unidade.
(d) A seleção deste item exibe a mensagem ANULAR PRIORIDADE (PROC.:0, PROG.:1). Configurando 0, serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no processo. Configurando 1 serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no programa.
(e) Selecione para terminar o processo com a unidade de subprograma. Para detalhes, consulte o Cap. 8, “FUNÇÃO DE PRIORIDADE P/ A MESMA FERRAMENTA”.
5. Diâmetro do furo de usinagem: ? FURO Usado para especificar o diâmetro do furo a ser usinado. Os dados para este artigo podem se r modificados por meio das teclas de dados alfanuméricos. Nota: Para a fresa de chanfrar ou a fresa de centrar, isto refere-se a um valor igual a duas
vezes a distância da linha de centro do furo até uma interferência. Introduza 99.9 se não há interferência. Veja a figura abaixo.
M3P112
? Furo = 40
Chanframento se houver interferência Chanframento se não houver interferência
20
? Furo = 99.9
Fig. 7-2 Especificação do diâmetro do furo de usinagem
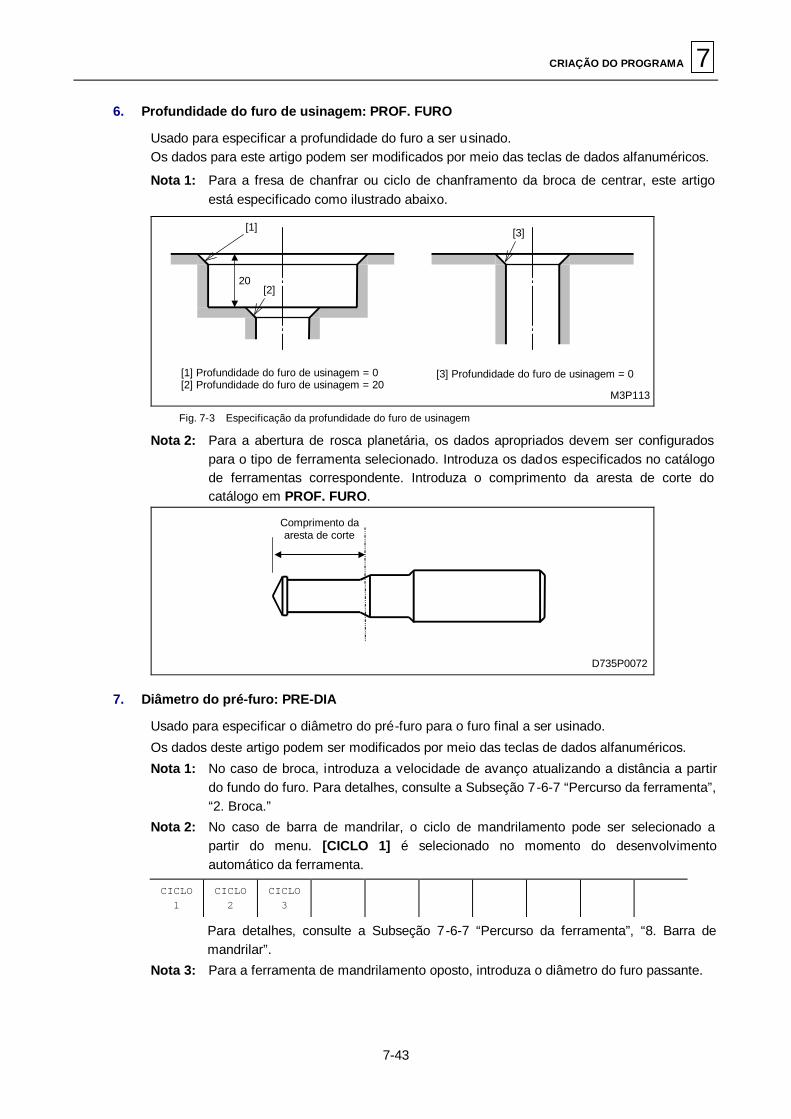
CRIAÇÃO DO PROGRAMA 7
7-43
6. Profundidade do furo de usinagem: PROF. FURO
Usado para especificar a profundidade do furo a ser usinado. Os dados para este artigo podem ser modificados por meio das teclas de dados alfanuméricos.
Nota 1: Para a fresa de chanfrar ou ciclo de chanframento da broca de centrar, este artigo está especificado como ilustrado abaixo.
M3P113
[1] Profundidade do furo de usinagem = 0 [2] Profundidade do furo de usinagem = 20
[3] Profundidade do furo de usinagem = 0
20
[1] [3]
[2]
Fig. 7-3 Especificação da profundidade do furo de usinagem
Nota 2: Para a abertura de rosca planetária, os dados apropriados devem ser configurados para o tipo de ferramenta selecionado. Introduza os dados especificados no catálogo de ferramentas correspondente. Introduza o comprimento da aresta de corte do catálogo em PROF. FURO.
D735P0072
Comprimento da aresta de corte
7. Diâmetro do pré-furo: PRE-DIA
Usado para especificar o diâmetro do pré-furo para o furo final a ser usinado.
Os dados deste artigo podem ser modificados por meio das teclas de dados alfanuméricos. Nota 1: No caso de broca, introduza a velocidade de avanço atualizando a distância a partir
do fundo do furo. Para detalhes, consulte a Subseção 7-6-7 “Percurso da ferramenta”, “2. Broca.”
Nota 2: No caso de barra de mandrilar, o ciclo de mandrilamento pode ser selecionado a partir do menu. [CICLO 1] é selecionado no momento do desenvolvimento automático da ferramenta.
CICLO 1
CICLO 2
CICLO 3
Para detalhes, consulte a Subseção 7-6-7 “Percurso da ferramenta”, “8. Barra de mandrilar”.
Nota 3: Para a ferramenta de mandrilamento oposto, introduza o diâmetro do furo passante.

7 CRIAÇÃO DO PROGRAMA
7-44
Nota 4: No caso de abertura de rosca (macho), o ciclo de rosqueamento pode ser se lecionado a partir do menu. [CICLO DE ROSQUEAMENTO] é selecionado no momento do desenvolvimento automático da ferramenta.
CICLO DE ROSQUEAMENTO
CICLO FURPIC 2
CICLO PLANET
Para detalhes, refira-se à subseção 7-6-7 “Percurso da ferramenta”, “7. Macho.”
8. Profundidade do pré-furo: PRE-PRO
Usado para especificar a profundidade do pré-furo para o furo final a ser usinado. Os dados para este artigo podem ser modificados por meio das teclas de dados alfanuméricos. Nota 1: Introduza a velocidade de avanço, atualizando-a no caso de broca por este artigo.
Para detalhes, refira-se à Subseção 7-6-7 “Percurso da ferramenta”, “2. Broca.” Nota 2: Introduza a profundidade do furo passante no caso de ferramenta de faceamento
reverso (REB. OPO) ou de mandrilamento oposto (MAND. IN) por este artigo. Nota 3: Introduza a profundidade do furo faceado no caso de barra de mandrilar por este
artigo. Conseqüentemente, os dados pré-configurados introduzidos como “0” são exibidos para o mandrilamento de furo passante e mandrilamento de furo cego.
Nota 4: Introduza a profundidade de interferência no caso de fresa de chanfrar (FER CHANF) por este artigo.
Nota 5: Para a fresa de topo, o sentido do corte pode ser selecionado a partir do menu. [ANTI-HOR] é selecionado no momento do desenvolvimento automático da ferramenta.
HORARIO
ANTI-HOR
Para o ciclo tornado circular da unidade de fresamento circular, o sentido de corte pode ser selecionado a partir do seguinte menu:
HORARIO
ANTI-HOR
Para detalhes, refira-se à Subseção 7-6-7 “Percurso da ferramenta”, “4. Fresa de topo”.
Nota 6: A config. de dados não é requerida para [CICLO DE ROSQUEAMENTO]. Configure “Profundidade de corte por entrada” para [CICLO FURPIC 2]. Entretanto, o ciclo pica-pau não ocorrerá se o item deixado em branco ou zero for configurado. O valor do parâmetro D50 “Avanço de usinagem do pré-furo” é configurado automaticamente para [CICLO PLANET].
9. Rugosidade da superfície de corte: RGH
Introduza a rugosidade superficial de corte por meio das teclas de dados alfanuméricos ou das teclas de menu.
1
2
3
4
5
6
7
8
9
Nota 1: Para a broca de centrar, o ângulo de ponta da ferramenta pode ser selecionado a partir do menu. No modo de desenvolvimento automático da ferramenta, 90° é selecionado.
90o
118o 60o

CRIAÇÃO DO PROGRAMA 7
7-45
Nota 2: Para a broca, o ciclo de furação pode ser selecionado a partir do menu. No modo de desenvolvimento automático da ferramenta, o CICLO DEFURAC. e o CICLO FURPIC 1 ou CICLO FURPIC 2 são determinados automaticamente com base na profundidade de usinagem, diâmetro da broca dependendo da configuração do parâmetro. Este ciclos também podem ser selecionados a partir do menu a seguir.
CICLO DEFURAC.
CICLO FURPIC 1
CICL0 FURPIC 2
CICLO FURPIC 3
CICLO FURPIC 4
CICL0 FURPIC 5
FUR.PIC.4 >>> Press.
REDUZIR
PROFUNDIDADE DO CICL0 1
REDUZIR PROFUNDIDADE DO CICL0 2
REDUZIR PROFUNDIDADE DO CICL0 3
REDUZIR PROFUNDIDADE DO CICL0 4
REDUZIR PROFUNDIDADE DO CICL0 5
>>> Press.
Para detalhes, refira-se à Subseção 7-6-7 “Percurso da ferramenta”, “2. Broca”.
Nota 3: Introduza a duração do tempo de parada do rosqueamento. No modo de desenvolvimento automático da ferramenta, FIXO é selecionado.
Nota 4: Para a fresa de topo (Ciclo tornado) Durante o desenvolvimento automático da ferramenta, o sistema configura o mesmo valor como para o item BTM da unidade de fresamento circular. Se o valor do item BTM da unidade de fresamento circular for 0, o acabamento do fundo não ocorrerá. A não ser que o valor do item BTM seja 0, o acabamento do fundo ocorrerá.
10. Profundidade de corte: PROF.
Usado para especificar a profundidade de corte ou o valor do chanfro no momento da usinagem de acordo com o tipo de ferramenta:
- Profundidade de corte por passe no eixo Z no caso de broca. - Profundidade do primeiro corte axial Z no caso de furação (REDUZIR PROFUNDIDADE DO
CICLO). - Configuração de dados não é requerida no caso de furação ( FUR.PIC.4).
- Valor do chanfro no caso de fresa de chanfrar.
- Profundidade de corte na direção radial por passe no caso de fresa de topo. - No caso de mandrilamento com alargador, especifique a velocidade de retorno do alargador
(como avanços por minuto) por meio das teclas de menu ou das teclas de dados alfanuméricos. Em modo de desenvolvimento automático da ferramenta, [AV. CORTE G01] (avanço do corte) é selecionado. A velocidade de avanço do corte é selecionada pelo parâmetro D18.
AV. CORTE G01
AV.RAPID G00
- Passo da rosca no caso de macho.
- Prof. de corte na direção radial no caso de barra de mandrilar e barra de mandrilar oposto. - No caso de broca de centrar, o ciclo de usinagem pode ser selecionado a partir do menu. No
modo de desenvolvimento automático da ferramenta BR. CENT (ciclo da broca de centrar) é selecionado. Para detalhes refira-se à Subseção 7-6-7 “Percurso da ferramenta”, “1. Broca de centrar.”
BR. CENT FE.CHANF.
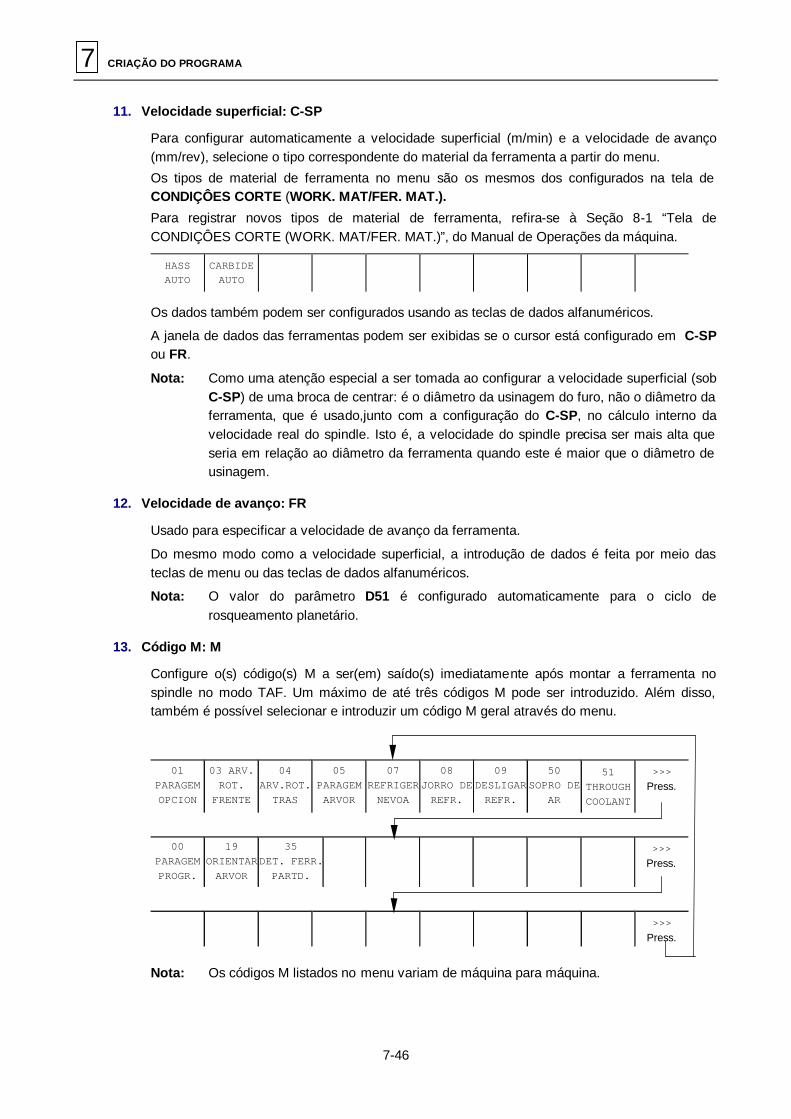
7 CRIAÇÃO DO PROGRAMA
7-46
11. Velocidade superficial: C-SP
Para configurar automaticamente a velocidade superficial (m/min) e a velocidade de avanço (mm/rev), selecione o tipo correspondente do material da ferramenta a partir do menu. Os tipos de material de ferramenta no menu são os mesmos dos configurados na tela de CONDIÇÔES CORTE (WORK. MAT/FER. MAT.).
Para registrar novos tipos de material de ferramenta, refira-se à Seção 8-1 “Tela de CONDIÇÔES CORTE (WORK. MAT/FER. MAT.)”, do Manual de Operações da máquina.
HASS AUTO
CARBIDE AUTO
Os dados também podem ser configurados usando as teclas de dados alfanuméricos.
A janela de dados das ferramentas podem ser exibidas se o cursor está configurado em C-SP ou FR.
Nota: Como uma atenção especial a ser tomada ao configurar a velocidade superficial (sob C-SP) de uma broca de centrar: é o diâmetro da usinagem do furo, não o diâmetro da ferramenta, que é usado,junto com a configuração do C-SP, no cálculo interno da velocidade real do spindle. Isto é, a velocidade do spindle precisa ser mais alta que seria em relação ao diâmetro da ferramenta quando este é maior que o diâmetro de usinagem.
12. Velocidade de avanço: FR
Usado para especificar a velocidade de avanço da ferramenta.
Do mesmo modo como a velocidade superficial, a introdução de dados é feita por meio das teclas de menu ou das teclas de dados alfanuméricos.
Nota: O valor do parâmetro D51 é configurado automaticamente para o ciclo de rosqueamento planetário.
13. Código M: M
Configure o(s) código(s) M a ser(em) saído(s) imediatamente após montar a ferramenta no spindle no modo TAF. Um máximo de até três códigos M pode ser introduzido. Além disso, também é possível selecionar e introduzir um código M geral através do menu.
01 PARAGEM OPCION
03 ARV. ROT. FRENTE
04 ARV.ROT. TRAS
05 PARAGEM ARVOR
07 REFRIGER NEVOA
08 JORRO DE REFR.
09 DESLIGAR REFR.
50 SOPRO DE
AR
51 THROUGH COOLANT
>>> Press.
00
PARAGEM PROGR.
19 ORIENTAR ARVOR
35 DET. FERR. PARTD.
>>>
Press.
>>>
Press.
Nota: Os códigos M listados no menu variam de máquina para máquina.
CRIAÇÃO DO PROGRAMA 7
7-45
7 CRIAÇÃO DO PROGRAMA
7-6
P. 7-45 (blank page)
Fig. 7-1
Fig. 7-2
Fig. 7-3
Table 7-1
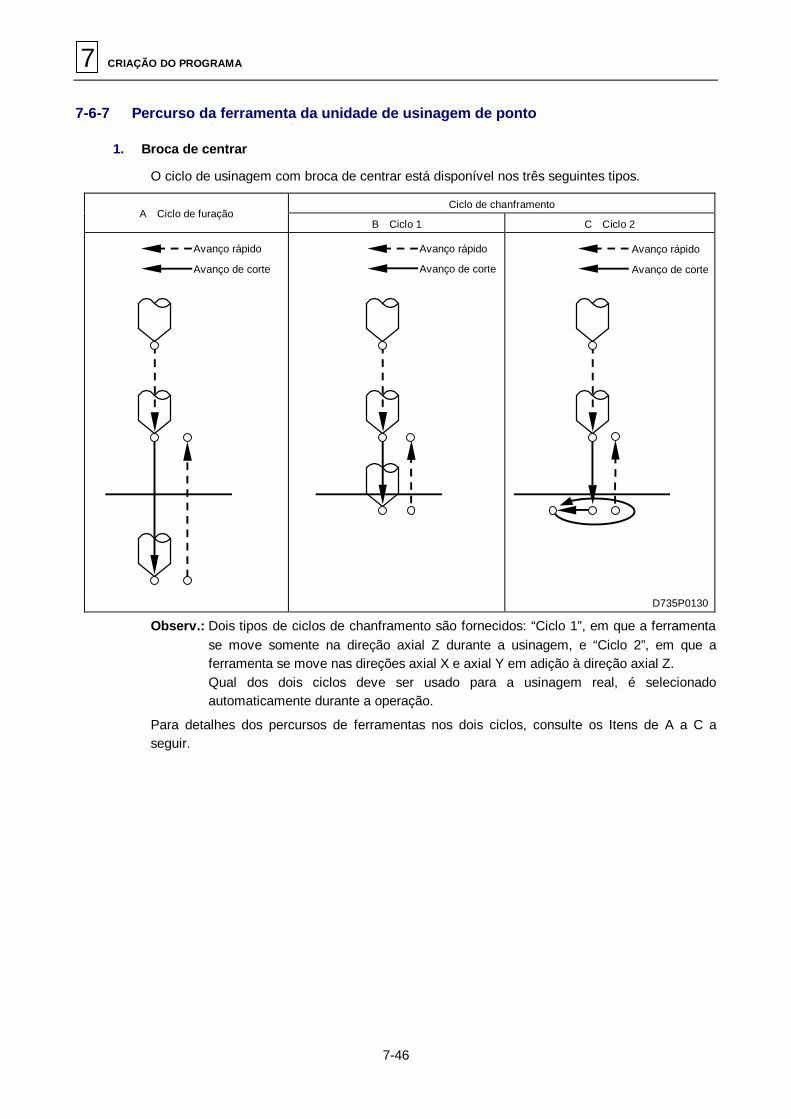
7 CRIAÇÃO DO PROGRAMA
7-46
7-6-7 Percurso da ferramenta da unidade de usinagem de ponto
1. Broca de centrar
O ciclo de usinagem com broca de centrar está disponível nos três seguintes tipos.
Ciclo de chanframento A Ciclo de furação
B Ciclo 1 C Ciclo 2
Avanço rápido
Avanço de corte
Avanço rápido
Avanço de corte
Avanço rápido
Avanço de corte
D735P0130
Observ.: Dois tipos de ciclos de chanframento são fornecidos: “Ciclo 1”, em que a ferramenta se move somente na direção axial Z durante a usinagem, e “Ciclo 2”, em que a ferramenta se move nas direções axial X e axial Y em adição à direção axial Z. Qual dos dois ciclos deve ser usado para a usinagem real, é selecionado automaticamente durante a operação.
Para detalhes dos percursos de ferramentas nos dois ciclos, consulte os Itens de A a C a seguir.

CRIAÇÃO DO PROGRAMA 7
7-47
A. Ciclo de centragem da furação
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo a ser usinado
[2] Movimento para o ponto R
[3] Usinagem por avanço de corte
[4] Parada no fundo do furo
Pz
h
R
Pi
D41
Avanço rápido Avanço de corte
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Avanço rápido
Pi
R
Pz
h
Movimento p/ o ponto R ou p/ o ponto inicial
[5]
[5] D41
M3P114
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzidos na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Profundidade do furo a ser calculada pelos dados de ? FURO e RGH (ângulo de ponta da ferramenta) introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN.
Nota: O tempo de parada do avanço do eixo Z no fundo do furo é configurado pelo parâmetro D3.
Diâmetro de usinagem do furo 2
Ângulo da broca h =
tang ( 2
)
+ Correção da ferramenta
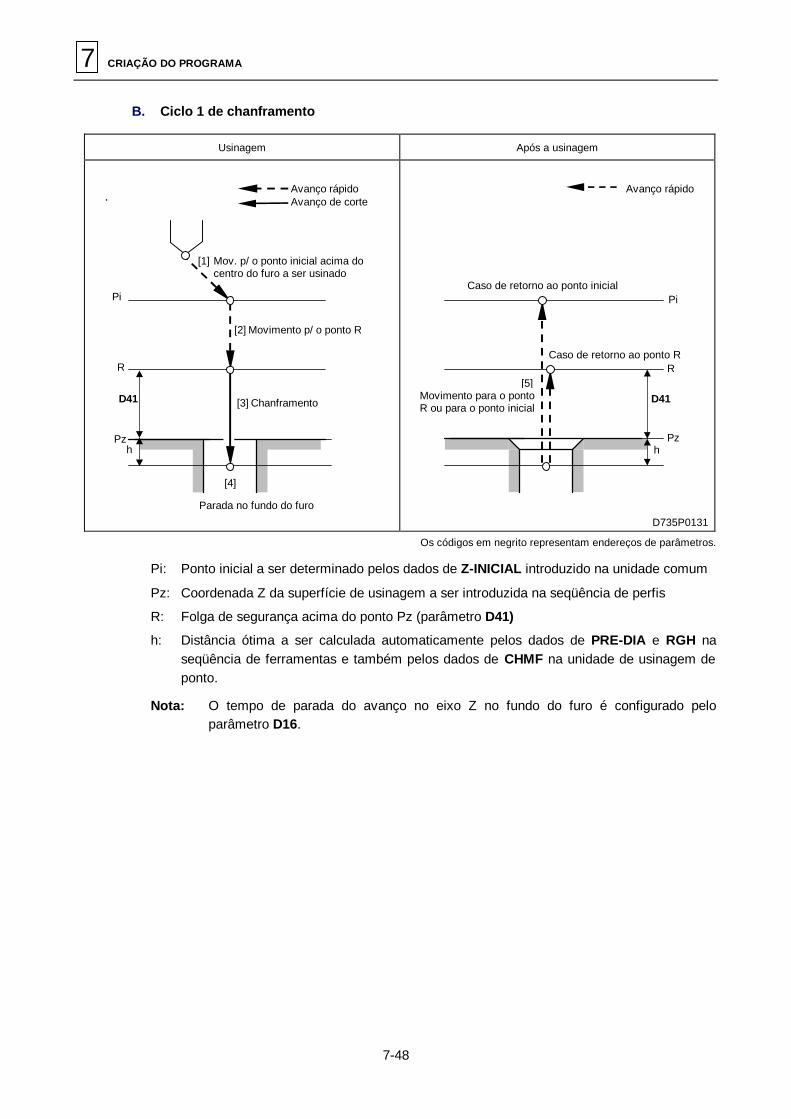
7 CRIAÇÃO DO PROGRAMA
7-48
B. Ciclo 1 de chanframento
Usinagem Após a usinagem
.
[1] Mov. p/ o ponto inicial acima do centro do furo a ser usinado
[2] Movimento p/ o ponto R
[3] Chanframento
Parada no fundo do furo
R
Pi
Pz
[4]
h
Avanço rápido Avanço de corte
D41
Avanço rápido
Movimento para o ponto R ou para o ponto inicial
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
h Pz
R
Pi
[5]D41
D735P0131 Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Distância ótima a ser calculada automaticamente pelos dados de PRE-DIA e RGH na seqüência de ferramentas e também pelos dados de CHMF na unidade de usinagem de ponto.
Nota: O tempo de parada do avanço no eixo Z no fundo do furo é configurado pelo parâmetro D16.

CRIAÇÃO DO PROGRAMA 7
7-49
C. Ciclo 2 de chanframento
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo a
ser usinado
[2] Movimento p/ o ponto R
[3]Chanframento
Fresam. circular ao longo do furo
Avanço rápido Avanço de corte
R
Pi
Pz
[4]
h
Caso de retorno ao ponto R
Movimento para o ponto R ou para o
ponto inicial
Caso de retorno ao ponto inicial
Avanço rápido
h
[5]
Pz
R
Pi
D41
D735P0132
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando a seguinte condição for preenchida, a folga R antes da usinagem será igualada ao parâmetro D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 7 do parâmetro D91 é 1. h: A distância ótima é calculada automaticamente pelos dados de PRE-DIA e RGH da
seqüência de ferramentas e também pelos dados de CHMF na unidade de usinagem de ponto.
Nota: Para o fresamento circular, refira-se ao parágrafo 4. Fresa de topo, C. Ciclo 3.

7 CRIAÇÃO DO PROGRAMA
7-50
2. Broca
O ciclo de usinagem com broca é disponível nos oito seguintes tipos.
A. CICLO DE FURAÇÃO B. Ciclo de furação profunda (CICLO FURPIC 2)
C. Ciclo de furação profunda de alta velocidade (CICLO FURPIC 1)
D. Ciclo de furação muito profunda (CICLO FURPIC 3) E. Ciclo de descarga automática do tipo de detecção da carga de corte (FURPIC.4)
O torque da carga de corte da broca é monitorado continuamente durante o ciclo de descarga automática do tipo de detecção da carga de corte. Este ciclo pica-pau será executado somente quando requerido, o que previne a quebra de ferramentas e reduz o tempo de usinagem.
F. Ciclo de furação profunda para a redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 2)
Neste ciclo de usinagem, a profundidade de corte é diminuída com relação ao ciclo normal de furação profunda em cada passada.
G. Ciclo de furação profunda de alta velocidade para redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 1)
Neste ciclo de usinagem, a profundidade de corte é diminuída com relação ao ciclo de furação profunda de alta velocidade em cada passada.
H. Ciclo de furação muito profunda para redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 3)
Neste ciclo de usinagem, a profundidade de corte é diminuída com relação ao ciclo de furação muito profunda em cada passada.
A vanço ráp ido A vanço de co r te
D734P0012
Observ. 1: Veja itens de A a H para percursos da ferramenta em cada ciclo.
Observ. 2: Especifique a profundidade de corte decremental no parâmetro D45, e a profundidade de corte mínima no parâmetro D46.
Observ. 3: Para ambos os ciclos de furação: muito profunda e muito profunda de redução gradual da profundidade, três tipos de ciclos de usinagem são disponíveis: Ciclo de furação muito profunda, ciclo de furação profunda com parada e ciclo de furação passante muito profunda.
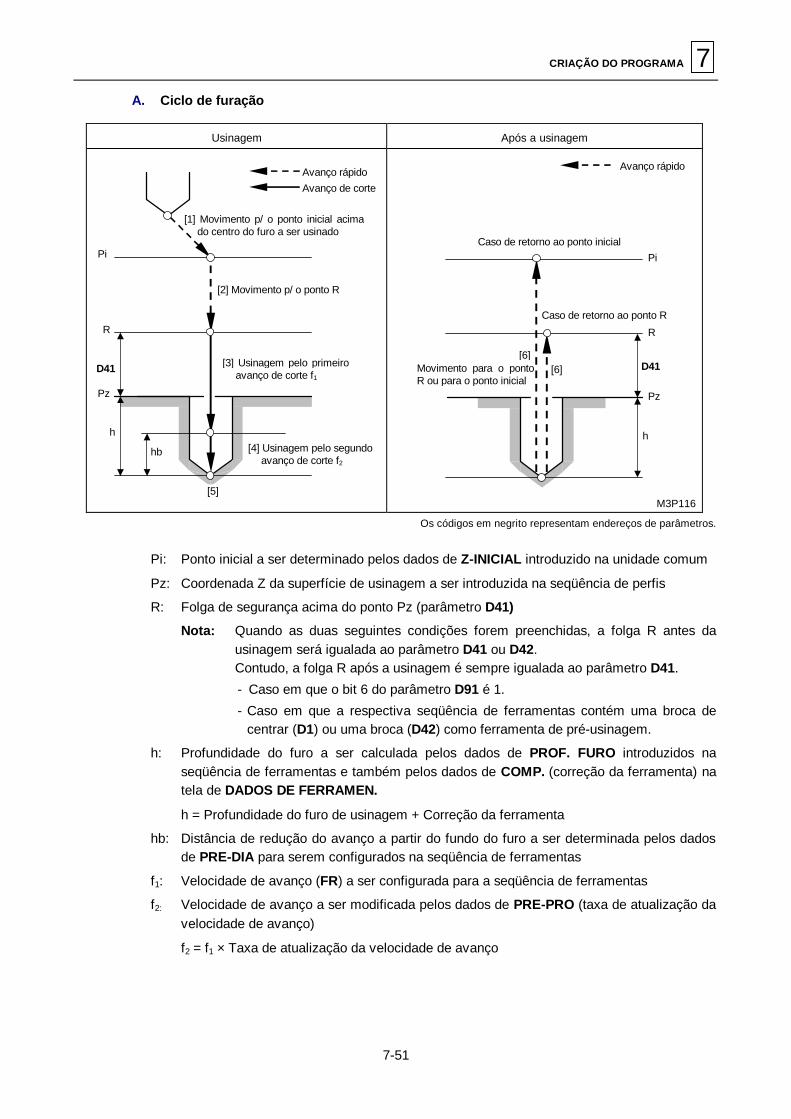
CRIAÇÃO DO PROGRAMA 7
7-51
A. Ciclo de furação
Usinagem Após a usinagem
Pz
h
R
Pi
hb
[1] Movimento p/ o ponto inicial acima do centro do furo a ser usinado
[2] Movimento p/ o ponto R
[3] Usinagem pelo primeiro avanço de corte f1
[4] Usinagem pelo segundo avanço de corte f2
[5]
D41
Avanço rápido Avanço de corte
Avanço rápido
Pi
R
Pz
h
Caso de retorno ao ponto inicial
Movimento para o ponto R ou para o ponto inicial
Caso de retorno ao ponto R
[6] [6]
D41
M3P116
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D41 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN.
h = Profundidade do furo de usinagem + Correção da ferramenta
hb: Distância de redução do avanço a partir do fundo do furo a ser determinada pelos dados de PRE-DIA para serem configurados na seqüência de ferramentas
f1: Velocidade de avanço (FR) a ser configurada para a seqüência de ferramentas
f2: Velocidade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da velocidade de avanço)
f2 = f1 × Taxa de atualização da velocidade de avanço

7 CRIAÇÃO DO PROGRAMA
7-52
B. Ciclo de furação profunda (CICLO FURPIC 2)
Usinagem Após a usinagem
Pi
R
q
q
Pz
[1]
[3]
F13
[6]
[1] Movimento para o ponto inicial acima do centro do furo a ser usinado
[2] Movimento p/ o ponto R [3] Usinagem pelo primeiro
avanço de corte f1 [4] Movimento p/ o ponto R
[2]
[4]
[5] Movimento p/ a posição determinada por F13
[6] Usinagem pelo primeiro avanço de corte f1
[7] Movimento p/ o ponto R
[7]
[5]
[8] Movimento p/ a posição determinada por F13
[9] Repetição de [5] a [7] para o fundo do furo
[10] Usinagem pelo segundo avanço de corte f2
F13
hb
[8]
[9] [10]
D41
Avanço rápido Avanço de corte
Pi
R
Pz
h
[11]Movimento para o ponto R ou para o ponto inicial
Caso de retorno ao ponto inicial
[11]
Caso de retorno ao ponto R
Avanço rápido
[11]
D41
M3P117 Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta
q: Profundidade de corte (PROF.) a ser configurada para a seqüência de ferramentas
hb: Distância de redução de avanço a partir do fundo do furo a ser determinada pelos dados de PRE-DIA para serem configurados na seqüência de ferramentas
f1: Velocidade de avanço (FR) a ser configurada para a seqüência de ferramentas
f2: Velocidade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da velocidade de avanço)
f2 = f1 × Taxa de atualização da velocidade de avanço

CRIAÇÃO DO PROGRAMA 7
7-53
C. Ciclo de furação de alta velocidade (CICLO FURPIC 1)
Usinagem Após a usinagem
Pi
R
q
q
Pz
[1]
[3]
[5]
[2]
[4]
hb
[7]
[8][6]
F12
F12
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento para o ponto R [3] Usinagem pelo primeiro
avanço de corte f1 [4] Movimento p/ o ponto F12
[5] Usinagem para a posição determinada por q
[6] Movimento para a posição de F12 [7] Repetição de [5] e [6] até
o fundo do furo [8] Usinagem pelo segundo
avanço de corte f2
D41
Avanço rápido Avanço de corte
Pi
R
Pz
h [9]
M3P118
[9] Movimento para o ponto R ou para o ponto inicial
Caso de retorno ao ponto nicial
Caso de retorno ao ponto R
Avanço rápido
[9]
D41
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta
q: Profundidade de corte (PROF.) a ser configurada para a seqüência de ferramentas
hb: Distância de redução de avanço a partir do fundo do furo a ser determinada pelos dados de PRE-DIA para serem configurados na seqüência de ferramentas
f1: Velocidade de avanço (FR) a ser configurada na seqüência de ferramentas
f2: Veloc.idade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da velocidade de avanço)
f2 = f1 × Taxa de atualização da velocidade de avanço Nota: A veloc. de avanço nos percursos [4] e [6] é de 9999 mm/min ou 999.9 polegadas/min
para a especificação em milímetros ou em polegadas respectivamente.

7 CRIAÇÃO DO PROGRAMA
7-54
D. Ciclo de furação muito profundo (CICLO FURPIC 3)
Usinagem Após a usinagem
Pi
R
Pz
h
[14]
[14] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Avanço rápido
D41
Caso de retorno ao ponto R
Tempo (Perm.) D56
Pi
R
q
q
q
q
a Pz
[1]
[10]
[9]
[3]
[2]
L
[4]
[5]
[6]
D55
D55
[12]
[7]
D55
[11]
D55
[13] Tempo(Perm.) D56
q f1
f2 f3 f2
f3 f2
f2
f3
f2
[8]
[1] Movimento para o ponto inicial
[2] Movimento p/ o ponto R [3] Usinagem de “a” na vel.
de avanço f1 e mov. por q na vel. de avanço f2
[4] Movimento por D55 p/ a posição de retração na vel. de avanço f3
[5] Movimento por q na velocidade de avanço f2
[6] Movimento por D55 p/ a posição de retração na vel. de avanço f3
[7] Movimento por q na velocidade de avanço f2
[8] Após D53 número de passadas, movimento p/ a posição de ejeção dos cavacos e espera para D56 rotações
[12] Repetição de [7] e [9] até o fundo do furo
[13] Após o movimento p/ o fundo do furo, espera para D56 rotações
[9] Movimento por D55 p/ a posição avançada a partir da posição anterior
[10] Movimento por q na vel. de avanço f2
[11] Movimento por D55 p/ a posição de retração na vel. de avanço f3
Avanço rápido Avanço de corte
D41
D734P0013' Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41) Nota: Quando as duas seguintes condições forem preenchidas, R antes da usinagem
será igualado ao parâmetro D1 ou D42. Contudo, R após a usinagem é sempre igualado à folga (segurança).
- Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta
a: Área de corte (Nota 3)
q: Profundidade de corte (PROF.) a ser configurada na seqüência de ferramentas
f1: Velocidade de avanço (velocidade de entrada para o corte) obtida pela multiplicação de “f2” pela “razão de redução da velocidade de corte inicial” especificada no parâmetro D54 em que, se D54 = 0 ou se D54 > 100, então, D54 = 100. f1 = f2 × Erro!
f2: Velocidade de avanço (FR) a ser configurada na seqüência de ferramentas f3: Velocidade de retração do pica-pau (= configuração do parâmetro D57)
em que, se D57 = 0, então, D57 = 1000.
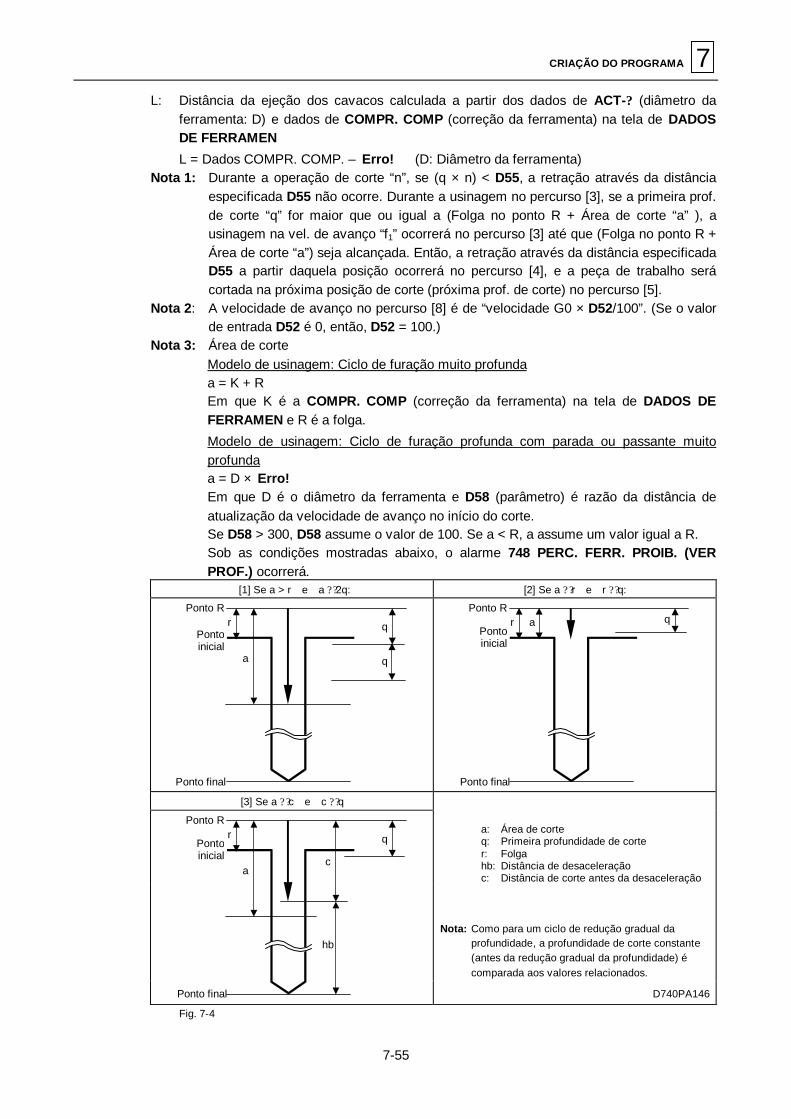
CRIAÇÃO DO PROGRAMA 7
7-55
L: Distância da ejeção dos cavacos calculada a partir dos dados de ACT-? (diâmetro da ferramenta: D) e dados de COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN
L = Dados COMPR. COMP. – Erro! (D: Diâmetro da ferramenta) Nota 1: Durante a operação de corte “n”, se (q × n) < D55, a retração através da distância
especificada D55 não ocorre. Durante a usinagem no percurso [3], se a primeira prof. de corte “q” for maior que ou igual a (Folga no ponto R + Área de corte “a” ), a usinagem na vel. de avanço “f1” ocorrerá no percurso [3] até que (Folga no ponto R + Área de corte “a”) seja alcançada. Então, a retração através da distância especificada D55 a partir daquela posição ocorrerá no percurso [4], e a peça de trabalho será cortada na próxima posição de corte (próxima prof. de corte) no percurso [5].
Nota 2: A velocidade de avanço no percurso [8] é de “velocidade G0 × D52/100”. (Se o valor de entrada D52 é 0, então, D52 = 100.)
Nota 3: Área de corte Modelo de usinagem: Ciclo de furação muito profunda a = K + R Em que K é a COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN e R é a folga.
Modelo de usinagem: Ciclo de furação profunda com parada ou passante muito profunda a = D × Erro! Em que D é o diâmetro da ferramenta e D58 (parâmetro) é razão da distância de atualização da velocidade de avanço no início do corte. Se D58 > 300, D58 assume o valor de 100. Se a < R, a assume um valor igual a R. Sob as condições mostradas abaixo, o alarme 748 PERC. FERR. PROIB. (VER PROF.) ocorrerá.
[1] Se a > r e a ? ?2q: [2] Se a ? ?r e r ? ?q:
Ponto R
a
q r
q
Ponto inicial
Ponto final
q r a
Ponto R
Ponto inicial
Ponto final [3] Se a ? ?c e c ? ?q
a: Área de corte q: Primeira profundidade de corte r: Folga hb: Distância de desaceleração c: Distância de corte antes da desaceleração
Nota: Como para um ciclo de redução gradual da profundidade, a profundidade de corte constante (antes da redução gradual da profundidade) é comparada aos valores relacionados.
a
q r
c
hb
Ponto R
Ponto inicial
Ponto final D740PA146
Fig. 7-4
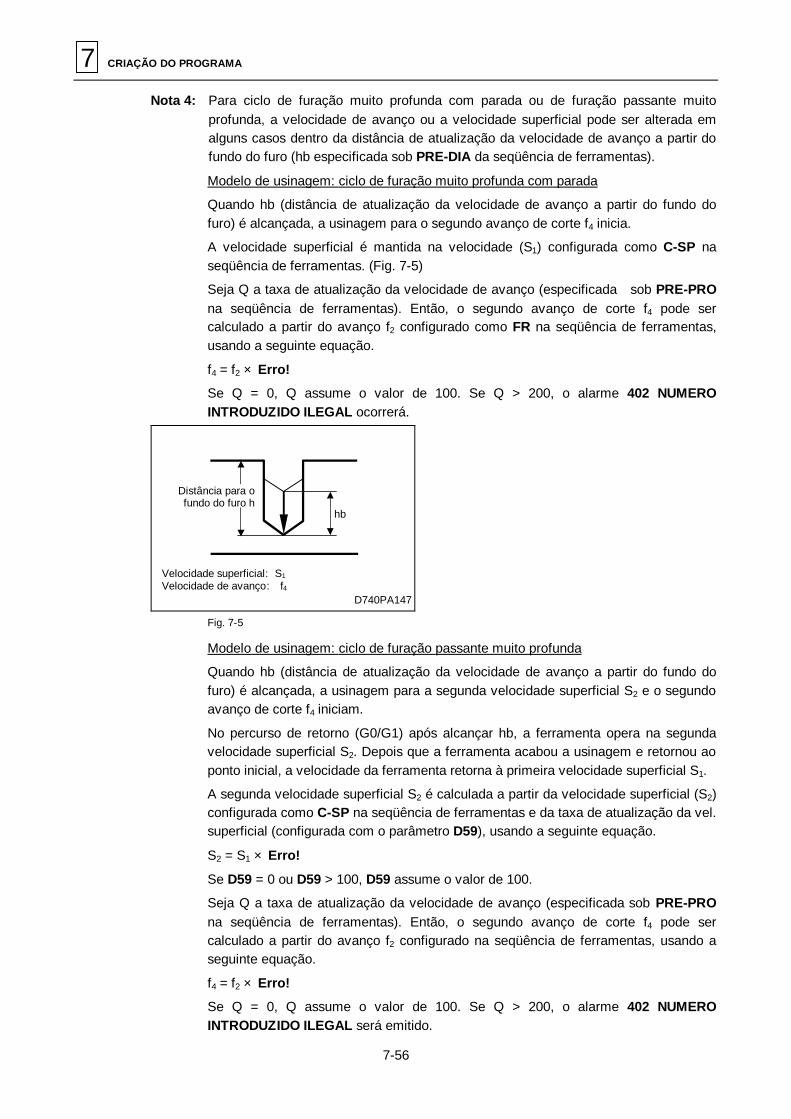
7 CRIAÇÃO DO PROGRAMA
7-56
Nota 4: Para ciclo de furação muito profunda com parada ou de furação passante muito profunda, a velocidade de avanço ou a velocidade superficial pode ser alterada em alguns casos dentro da distância de atualização da velocidade de avanço a partir do fundo do furo (hb especificada sob PRE-DIA da seqüência de ferramentas).
Modelo de usinagem: ciclo de furação muito profunda com parada
Quando hb (distância de atualização da velocidade de avanço a partir do fundo do furo) é alcançada, a usinagem para o segundo avanço de corte f4 inicia.
A velocidade superficial é mantida na velocidade (S1) configurada como C-SP na seqüência de ferramentas. (Fig. 7-5)
Seja Q a taxa de atualização da velocidade de avanço (especificada sob PRE-PRO na seqüência de ferramentas). Então, o segundo avanço de corte f4 pode ser calculado a partir do avanço f2 configurado como FR na seqüência de ferramentas, usando a seguinte equação.
f4 = f2 × Erro!
Se Q = 0, Q assume o valor de 100. Se Q > 200, o alarme 402 NUMERO INTRODUZIDO ILEGAL ocorrerá.
D740PA147
Velocidade superficial: S1 Velocidade de avanço: f4
hb
Distância para ofundo do furo h
Fig. 7-5
Modelo de usinagem: ciclo de furação passante muito profunda
Quando hb (distância de atualização da velocidade de avanço a partir do fundo do furo) é alcançada, a usinagem para a segunda velocidade superficial S2 e o segundo avanço de corte f4 iniciam.
No percurso de retorno (G0/G1) após alcançar hb, a ferramenta opera na segunda velocidade superficial S2. Depois que a ferramenta acabou a usinagem e retornou ao ponto inicial, a velocidade da ferramenta retorna à primeira velocidade superficial S1.
A segunda velocidade superficial S2 é calculada a partir da velocidade superficial (S2) configurada como C-SP na seqüência de ferramentas e da taxa de atualização da vel. superficial (configurada com o parâmetro D59), usando a seguinte equação.
S2 = S1 × Erro!
Se D59 = 0 ou D59 > 100, D59 assume o valor de 100.
Seja Q a taxa de atualização da velocidade de avanço (especificada sob PRE-PRO na seqüência de ferramentas). Então, o segundo avanço de corte f4 pode ser calculado a partir do avanço f2 configurado na seqüência de ferramentas, usando a seguinte equação.
f4 = f2 × Erro!
Se Q = 0, Q assume o valor de 100. Se Q > 200, o alarme 402 NUMERO INTRODUZIDO ILEGAL será emitido.

CRIAÇÃO DO PROGRAMA 7
7-57
D740PA148
hb
Velocidade superficial: S2 Velocidade do avanço: f4
Distância p/ o fundo do furo
Fig. 7-6
Se hb > h (PRE-PRO na seqüência de ferramentas), hb assume valor igual a h.
Se a área de corte (a) e a distância de atualização da velocidade de avanço a partir do fundo do furo (hb) estão sobrepostas:
1) Se a e hp estão sobrepostos entre o ponto R e o ponto inicial: Entre o ponto R e o ponto inicial, a velocidade de avanço f1 para a área de corte (a) é válida, e a velocidade superficial S1 configurada como C-SP na seqüência de ferramentas é usada. Contudo, entre o ponto inicial e o ponto final, a velocidade de avanço f4 especificada para a distância de atualização da velocidade de avanço (hb) é válida. (Fig. 7-7)
D740PA149
Ponto R
a Ponto inicial
hb
Ponto final
f1
f4
Fig. 7-7
2) Se a e hb estão sobrepostos entre o ponto inicial e o ponto final: A velocidade de avanço f4 para a distância de atualização da velocidade de avanço (hb) é válida, e a segunda velocidade superficial S2 é usada. (Fig. 7-8)
D740PA150
a
hb f4
f1Ponto R
Ponto inicial
Ponto final
Fig. 7-8
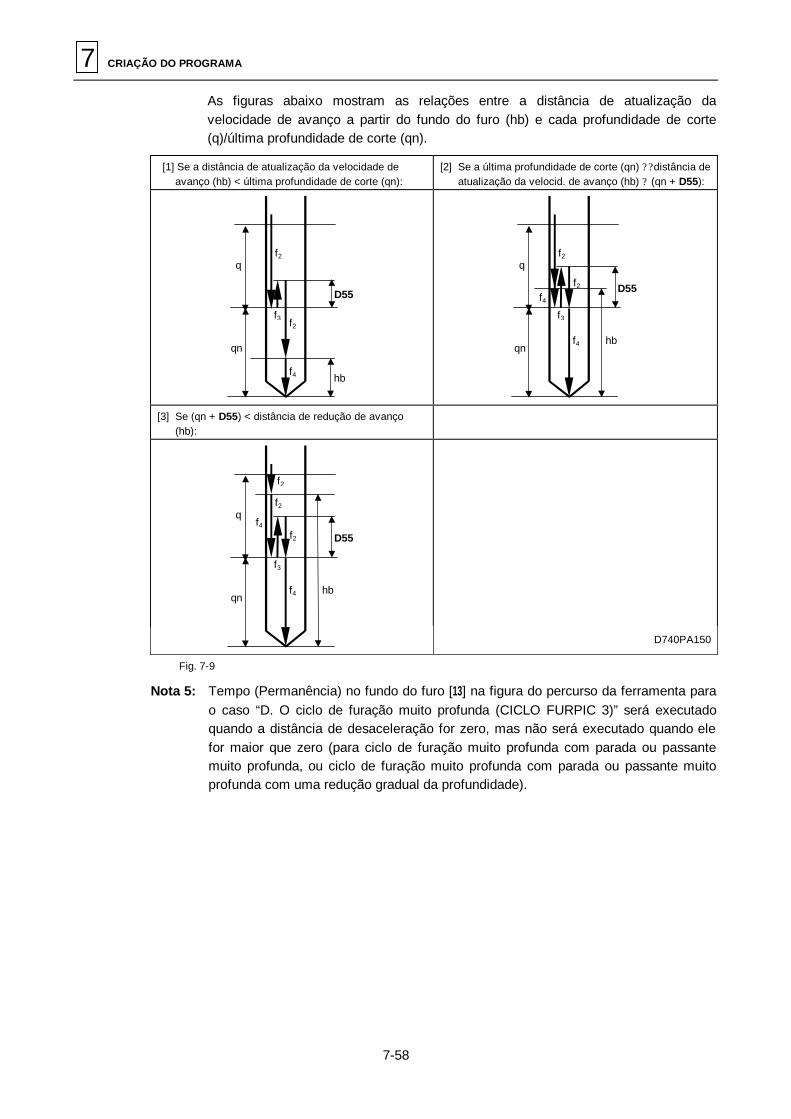
7 CRIAÇÃO DO PROGRAMA
7-58
As figuras abaixo mostram as relações entre a distância de atualização da velocidade de avanço a partir do fundo do furo (hb) e cada profundidade de corte (q)/última profundidade de corte (qn).
[1] Se a distância de atualização da velocidade de avanço (hb) < última profundidade de corte (qn):
[2] Se a última profundidade de corte (qn) ? ? distância de atualização da velocid. de avanço (hb) ? (qn + D55):
hb
q
D55
f2
qn
f4
f3 f2
hb
q
D55
f2
qn
f3
f4
f4
f2
[3] Se (qn + D55) < distância de redução de avanço (hb):
hb
q
D55
f2
qn
f3
f4
f4
f2
f2
D740PA150
Fig. 7-9
Nota 5: Tempo (Permanência) no fundo do furo [13] na figura do percurso da ferramenta para o caso “D. O ciclo de furação muito profunda (CICLO FURPIC 3)” será executado quando a distância de desaceleração for zero, mas não será executado quando ele for maior que zero (para ciclo de furação muito profunda com parada ou passante muito profunda, ou ciclo de furação muito profunda com parada ou passante muito profunda com uma redução gradual da profundidade).

CRIAÇÃO DO PROGRAMA 7
7-59
E. Ciclo de descarga autom. do tipo de detecção da carga de corte (Opção) (FUR. PIC.4)
O torque da carga de corte da broca é continuamente monitorado durante o ciclo de descarga automática do tipo de detecção da carga de corte. Este ciclo pica-pau será executado somente se a carga de corte exceder seu valor de referência.
Usinagem Após a usinagem
Pi
F13
F13
R
Pz
P1
P2
hb
[1]
[2]
[3] [4]
[5]
[6]
[7]
[8]
[9]
[10]
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R [3] Usinagem pelo primeiro
avanço de corte f1 [4] Mov. p/ o ponto R ocorre se
a carga de corte excede seu valor de referência
[5] Movimento p/ a posição de F13
[6] Usinagem pelo primeiro avanço de corte f1
[7] Movimento p/ o ponto R ocorre se a carga de corte excede seu valor de referência
[8] Movimento p/ a posição de F13
[9] Repetição de [5] a [7] para o fundo do furo
[10] Usinagem pelo segundo avanço de corte f2
D41
D41 Pz
R
Pi
h [11]
[11] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Avanço rápido
D735P0073
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis P1, P2: As posições em que o pica-pau automático ocorrerá se a carga do corte exceder seu
valor de referência R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41. - Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta hb: Distância de redução de avanço a partir do fundo do furo a ser determinada pelos dados
de PRE-DIA para serem configurados na seqüência de ferramentas
f1: Velocidade de avanço (FR) a ser configurada para a seqüência de ferramentas f2: Velocidade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da
velocidade de avanço) f2 = f1 × Taxa de atualização da velocidade de avanço
Nota: O valor de referência da carga de corte (valor limite do pica-pau) precisa ser configurado usando a função MONITOR BROCA do modo da tela de MONITOR USINAG.

7 CRIAÇÃO DO PROGRAMA
7-60
F. Ciclo de redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 2)
Usinagem Após a usinagem
[1]
Pi
q1
[2]
[3] [4] Pz
R
qi
[5] [7]
[9] F13
[8]
hb [10]
F13
[6]
[8] Movimento p/ a posição determinada por F13
[9] Repetição de [5] e [7] para o fundo do furo
[10] Usinagem pelo segundo avanço de corte f2
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R [3] Usinagem pelo primeiro
avanço de corte f1 [4] Movimento p/ o ponto R
[5] Movimento p/ a posição determinada por F13
[6] Usinagem pelo primeiro avanço de corte f1
[7] Movimento p/ o ponto R
D41
Pi
R
Pz
h [11]
Avanço rápido
[11] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
D41
D735P0074
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41. - Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta
hb: Distância de redução de avanço a partir do fundo do furo a ser determinada pelos dados de PRE-DIA para serem configurados na seqüência de ferramentas
q1: Profundidade de corte (PROF.) a ser configurada para a seqüência de ferramentas (primeira profundidade de corte)
qi: Profundidade de corte “i” (igésima)
A profundidade de corte qi é calculada pelo valor do parâmetro D45 para a profundidade de redução gradual da furação e do parâmetro D46 para a profundidade mínima de furação, como segue.

CRIAÇÃO DO PROGRAMA 7
7-61
Primeiro corte
D735P0075
Corte “i” (igésimo)
q1
qi
D
D: Profundidade de furação q1: Profundidade do primeiro corte qi: Profundidade de corte “i” (igésima) qi = q1 – D45 × (i – 1) (qi ? D46) qi = D46 (qi ? D46)
f1: Velocidade de avanço (FR) a ser configurada na seqüência de ferramentas
f2: Velocidade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da velocidade de avanço)
f2 = f1 × Taxa de atualização da velocidade de avanço
G. Ciclo de usinagem rápida de furo profundo para a redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 1)
Usinagem Após a usinagem
R [3]
[4]
Pz
qi
F12
q1
[7] [5]
[8]
hb
[2]
[1] Pi
[6]
[7] Repetição de [5] e [6] para o fundo do furo
[8] Usinagem pelo segundo avanço de corte f2
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R [3] Usinagem pelo primeiro avanço de
corte f1 [4] Movimento p/ a posição
determinada por F12
[5] Usinagem até a posição determinada por qi
[6] Movimento p/ a posição determinada por F12
F12
D41
[9] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Pi
R
Pz
h
[9]
Caso de retorno ao ponto R
Avanço rápido
D41
D735P0076
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis

7 CRIAÇÃO DO PROGRAMA
7-62
R: Folga de segurança acima do ponto Pz (parâmetro D41) Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da
usinagem será igualada ao parâmetro D1 ou D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41. - Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta q1: Profundidade de corte (PROF.) a ser configurada para a seqüência de ferramentas
(primeira profundidade de corte)
qi: Profundidade de corte “i” (igésima)
A profundidade de corte qi é calculada pelo valor do parâmetro D45 para a profundidade de redução gradual da furação e do parâmetro D46 para a profundidade mínima de furação, como segue.
Primeiro corte cut
D735P0075
corte “i”
q1
qi
D
D: Profundidade de furação q1: Profundidade do primeiro corte qi: Profundidade de corte “i” (igésima) qi = q1 – D45 × (i – 1) (qi ? D46) qi = D46 (qi < D46)
hb: Distância de redução de avanço a partir do fundo do furo a ser determinada pelos dados
de PRE-DIA para serem configurados na seqüência de ferramentas
f1: Velocidade de avanço (FR) a ser configurada na seqüência de ferramentas
f2: Velocidade de avanço a ser modificada pelos dados de PRE-PRO (taxa de atualização da velocidade de avanço)
f2 = f1 × Taxa de atualização da velocidade de avanço
Nota: A velocidade de avanço nos percursos [4] e [6] é de 9999 mm/min ou 999.9 polegadas/min, para especificação em milímetros ou polegadas, respectivamente.
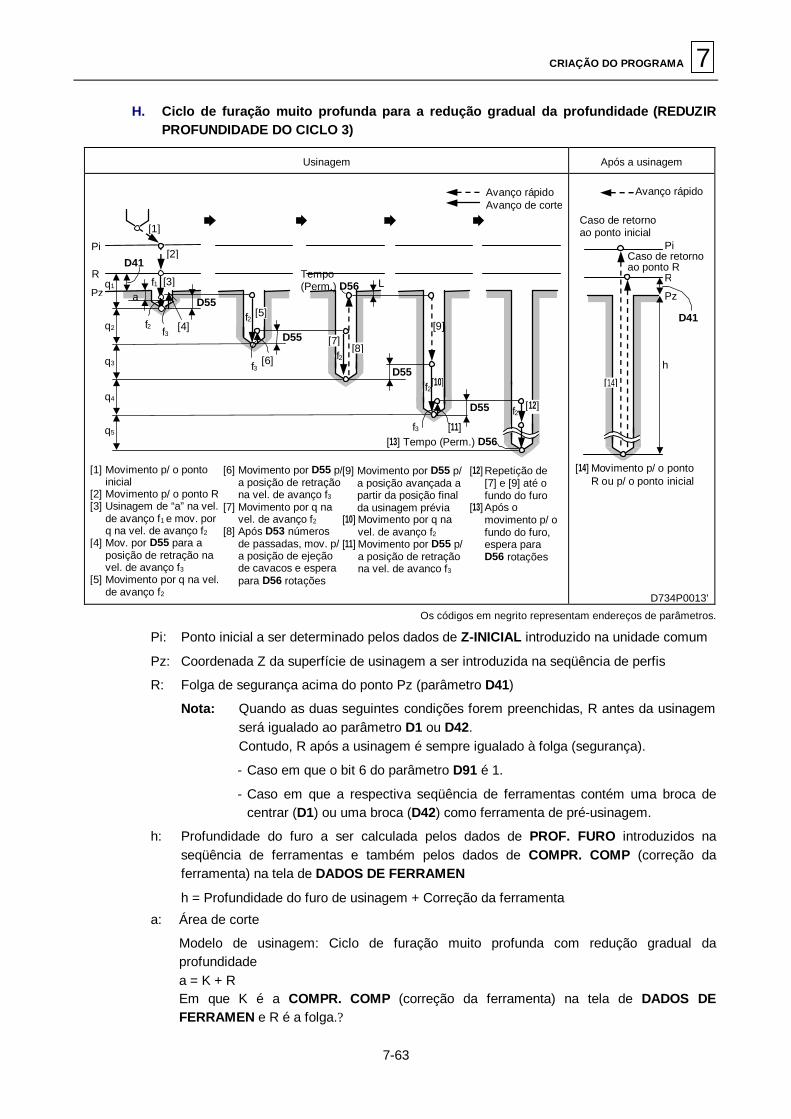
CRIAÇÃO DO PROGRAMA 7
7-63
H. Ciclo de furação muito profunda para a redução gradual da profundidade (REDUZIR PROFUNDIDADE DO CICLO 3)
Usinagem Após a usinagem
Pi
R
Pz
h
[14]
[14] Movimento p/ o ponto
R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Avanço rápido
D41
Caso de retorno ao ponto R
Pi
R
a Pz
[10]
[9]
[3]
[2]
L
[4]
[5]
[6]
D55
D55
[12]
[7]
D55
[11]
D55
q1 f1
f2 f3 f2
f3 f2
f2
f3 f2
[8]
q2
q3
q4
q5
[1]
Tempo (Perm.) D56
[13] Tempo (Perm.) D56
[1] Movimento p/ o ponto inicial
[2] Movimento p/ o ponto R [3] Usinagem de “a” na vel.
de avanço f1 e mov. por q na vel. de avanço f2
[4] Mov. por D55 para a posição de retração na vel. de avanço f3
[5] Movimento por q na vel. de avanço f2
[6] Movimento por D55 p/ a posição de retração na vel. de avanço f3
[7] Movimento por q na vel. de avanço f2
[8] Após D53 números de passadas, mov. p/ a posição de ejeção de cavacos e espera para D56 rotações
[12] Repetição de [7] e [9] até o fundo do furo
[13] Após o movimento p/ o fundo do furo, espera para D56 rotações
[9] Movimento por D55 p/ a posição avançada a partir da posição final da usinagem prévia
[10] Movimento por q na vel. de avanço f2
[11] Movimento por D55 p/ a posição de retração na vel. de avanço f3
Avanço rápido Avanço de corte
D41
D734P0013' Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, R antes da usinagem será igualado ao parâmetro D1 ou D42. Contudo, R após a usinagem é sempre igualado à folga (segurança).
- Caso em que o bit 6 do parâmetro D91 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma broca de centrar (D1) ou uma broca (D42) como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN
h = Profundidade do furo de usinagem + Correção da ferramenta
a: Área de corte
Modelo de usinagem: Ciclo de furação muito profunda com redução gradual da profundidade a = K + R Em que K é a COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN e R é a folga.?
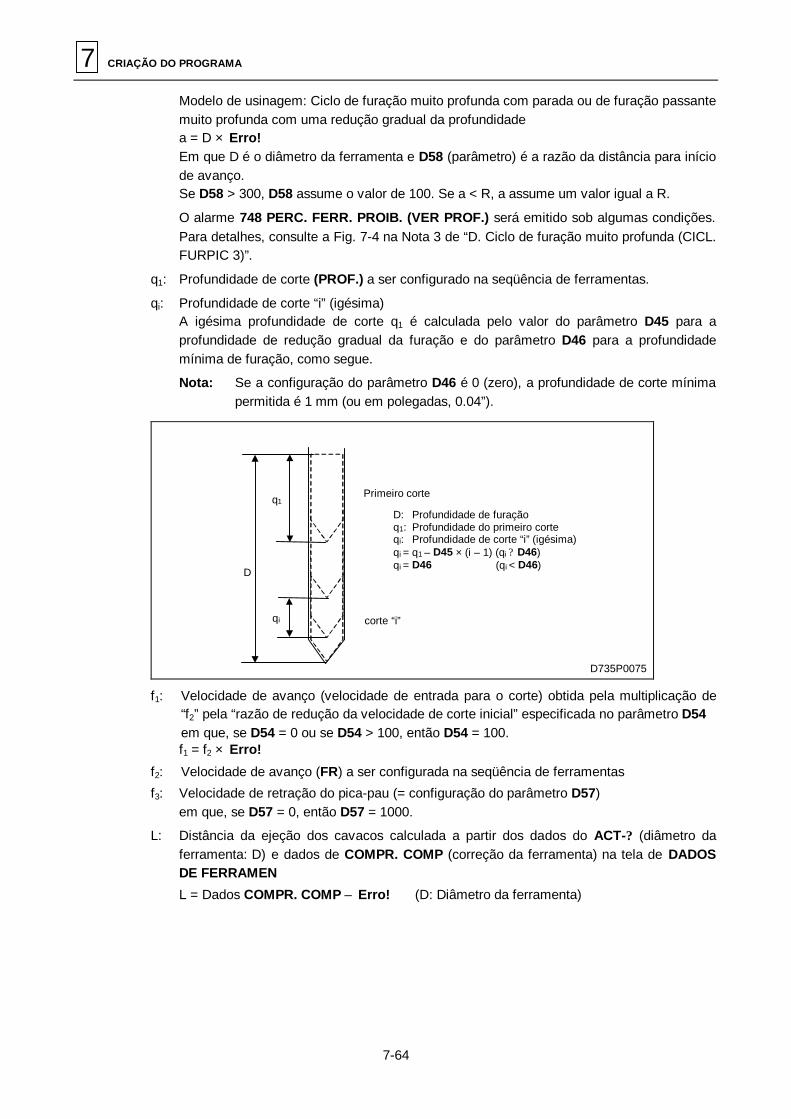
7 CRIAÇÃO DO PROGRAMA
7-64
Modelo de usinagem: Ciclo de furação muito profunda com parada ou de furação passante muito profunda com uma redução gradual da profundidade a = D × Erro! Em que D é o diâmetro da ferramenta e D58 (parâmetro) é a razão da distância para início de avanço. Se D58 > 300, D58 assume o valor de 100. Se a < R, a assume um valor igual a R.
O alarme 748 PERC. FERR. PROIB. (VER PROF.) será emitido sob algumas condições. Para detalhes, consulte a Fig. 7-4 na Nota 3 de “D. Ciclo de furação muito profunda (CICL. FURPIC 3)”.
q1: Profundidade de corte (PROF.) a ser configurado na seqüência de ferramentas.
qi: Profundidade de corte “i” (igésima)
A igésima profundidade de corte q1 é calculada pelo valor do parâmetro D45 para a profundidade de redução gradual da furação e do parâmetro D46 para a profundidade mínima de furação, como segue.
Nota: Se a configuração do parâmetro D46 é 0 (zero), a profundidade de corte mínima permitida é 1 mm (ou em polegadas, 0.04”).
Primeiro corte
D735P0075
corte “i”
q1
qi
D
D: Profundidade de furação q1: Profundidade do primeiro corte qi: Profundidade de corte “i” (igésima) qi = q1 – D45 × (i – 1) (qi ? D46) qi = D46 (qi < D46)
f1: Velocidade de avanço (velocidade de entrada para o corte) obtida pela multiplicação de
“f2” pela “razão de redução da velocidade de corte inicial” especificada no parâmetro D54 em que, se D54 = 0 ou se D54 > 100, então D54 = 100. f1 = f2 × Erro!
f2: Velocidade de avanço (FR) a ser configurada na seqüência de ferramentas
f3: Velocidade de retração do pica-pau (= configuração do parâmetro D57) em que, se D57 = 0, então D57 = 1000.
L: Distância da ejeção dos cavacos calculada a partir dos dados do ACT-? (diâmetro da ferramenta: D) e dados de COMPR. COMP (correção da ferramenta) na tela de DADOS DE FERRAMEN
L = Dados COMPR. COMP – Erro! (D: Diâmetro da ferramenta)

CRIAÇÃO DO PROGRAMA 7
7-65
Nota 1: Durante a operação de corte “n”, se (q × n) < D55, a retração através da distância especificada D55 não ocorre. Durante a usinagem no percurso [3], se a primeira profundidade de corte “q” for maior que ou igual a (Folga no ponto R + Área de corte “a” ), a usinagem na velocidade de avanço “f1” ocorrerá no percurso [3] até que (Folga no ponto R + Área de corte “a”) seja alcançada, então, a retração através da distância especificada D55 a partir daquela posição ocorrerá no percurso [4], e a peça de trabalho continuará a ser cortada na próxima posição de corte (próxima profundidade de corte) no percurso [5].
Nota 2: A velocidade de avanço no percurso [8] é de “velocidade G0 × D52/100”. (Se o valor de entrada de D52 é 0, então D52 = 100.)
Nota 3: Para ciclos de furação muito profunda com parada e de furo passante muito profundo, com uma redução gradual da profundidade, a velocidade de avanço ou a velocidade superficial pode ser alterada em alguns casos dentro da distância de atualização da velocidade de avanço a partir do fundo do furo (hb especificada sob PRE-DIA na seqüência de ferramentas). Para detalhes, consulte a Nota 4 “D. Ciclo de furação muito profunda (CICLO FURPIC 3)”.
3. Fresa de chanfrar
O chanframento é classificado em dois tipos: Chanframento executado por ferramenta que se move somente sobre o eixo Z (Ciclo 1) e chanframento executado por ferramenta que se move sobre os eixos X, Y e Z (Ciclo 2).
O ciclo usado é selecionado automaticamente.
NM210-00544
A. Ciclo 1 B. Ciclo 2
Fig. 7-10 Ciclo 1 e ciclo 2
As velocidades de avanço que são determinadas automaticamente variam de acordo com o ciclo de usinagem selecionado. A velocidade de avanço no ciclo 1 é o avanço calculado multiplicando a velocidade de avanço determinada automaticamente para o ciclo 2 pelo valor configurado do parâmetro D60 (%). A velocidade de avanço no ciclo 1 é exibida em amarelo.
Parâmetro D60: Taxa do valor configurado automaticamente da velocidade axial do avanço de corte durante o chanframento na usinagem de ponto
A seguir é mostrado o percurso da fresa de chanfrar em cada ciclo.
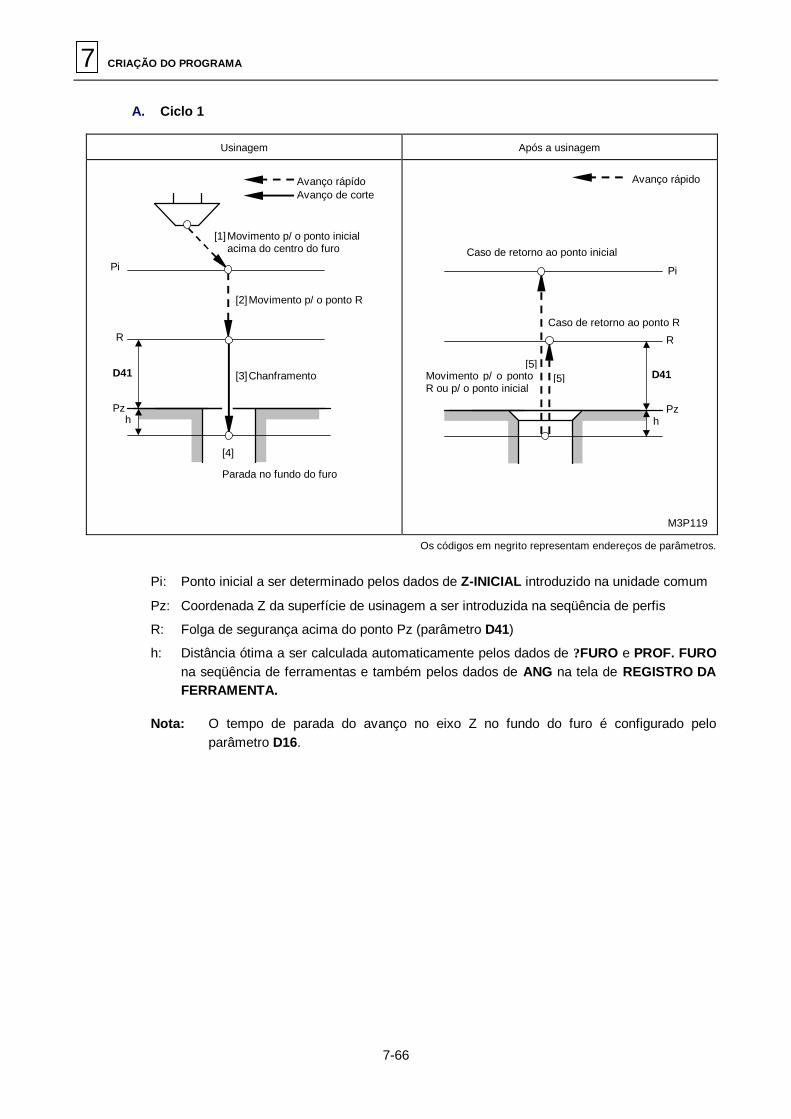
7 CRIAÇÃO DO PROGRAMA
7-66
A. Ciclo 1
Usinagem Após a usinagem
D41
R
Pi
Pz
[4]
h
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R
[3] Chanframento
Parada no fundo do furo
Avanço rápído Avanço de corte
h
D41
Pz
R
Pi
Avanço rápido
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Movimento p/ o ponto R ou p/ o ponto inicial
[5][5]
M3P119 Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Distância ótima a ser calculada automaticamente pelos dados de ? FURO e PROF. FURO na seqüência de ferramentas e também pelos dados de ANG na tela de REGISTRO DA FERRAMENTA.
Nota: O tempo de parada do avanço no eixo Z no fundo do furo é configurado pelo
parâmetro D16.
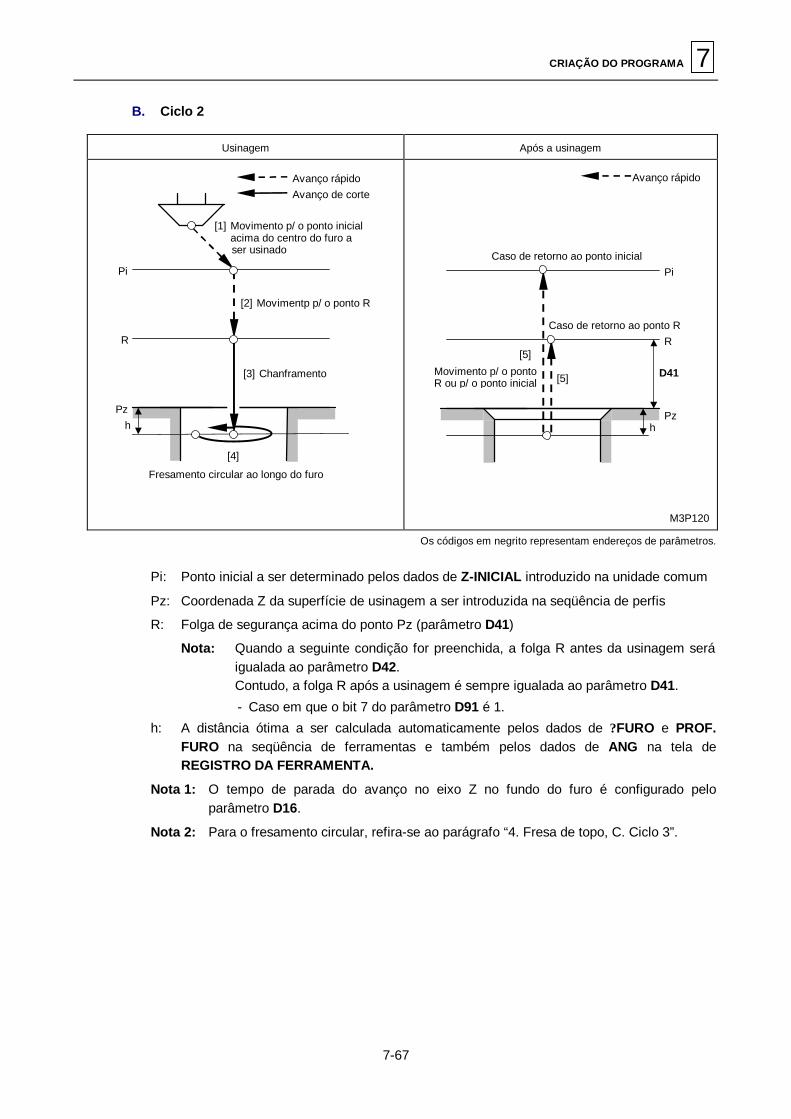
CRIAÇÃO DO PROGRAMA 7
7-67
B. Ciclo 2
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo a
ser usinado
R
Pi
Pz
[4]
h
[2] Movimentp p/ o ponto R
[3] Chanframento
Fresamento circular ao longo do furo
Avanço rápido Avanço de corte
h
D41
Pz
R
Pi
M3P120
Avanço rápido
Movimento p/ o ponto R ou p/ o ponto inicial
[5]
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
[5]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando a seguinte condição for preenchida, a folga R antes da usinagem será igualada ao parâmetro D42. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 7 do parâmetro D91 é 1. h: A distância ótima a ser calculada automaticamente pelos dados de ? FURO e PROF.
FURO na seqüência de ferramentas e também pelos dados de ANG na tela de REGISTRO DA FERRAMENTA.
Nota 1: O tempo de parada do avanço no eixo Z no fundo do furo é configurado pelo parâmetro D16.
Nota 2: Para o fresamento circular, refira-se ao parágrafo “4. Fresa de topo, C. Ciclo 3”.

7 CRIAÇÃO DO PROGRAMA
7-68
4. Fresa de topo
De acordo com o valor configurado no item TORNADO, um dos dois seguintes modelos de usinagem é selecionado.
TORNADO: ................. 0 ciclo de fresamento circular
................... 1 ciclo de fresamento circular tornado
Para o percurso da ferramenta de cada modelo de usinagem refira-se à descrição relevante abaixo.
<No caso de ciclo de fresamento circular>
O fresamento de topo é dividido nos três seguintes tipos de acordo com o diâmetro do furo de usinagem, o diâmetro do pré-furo e o diâmetro nominal introduzidos na seqüência de ferramentas.
No momento da operação, o ciclo apropriado é selecionado automaticamente.
1. Para as unidades FUR. REB. e REB. MACH
- Diâmetro do furo de usinagem = Diâmetro nominal (Ciclo 1)
- “Diâmetro do furo de usinagem > Diâmetro nominal” e “Diâmetro do pré-furo > (Diâmetro da ferramenta + folga de segurança)” (Ciclo 2)
- “Diâmetro do furo de usinagem > Diâmetro nominal” e “Diâmetro do pré-furo ? (Diâmetro da ferramenta + folga de segurança)” (Ciclo 3)
2. Para unidades diferentes das mencionadas acima
- Diâmetro do furo de usinagem = Diâmetro da ferramenta (Ciclo 1)
- “Diâmetro do furo de usinagem > Diâmetro da ferramenta” e “Diâmetro do pré-furo > (Diâmetro da ferramenta + folga de segurança)” (Cycle 2)
- “Diâmetro do furo de usinagem > Diâmetro da ferramenta” e “Diâmetro do pré-furo ? (Diâmetro da ferramenta + folga de segurança)” (Cycle 3)
Nota: A folga de segurança é determinada pelo parâmetro D23.
A. Ciclo 1 B. Ciclo 2 C. Ciclo 3
NM210-00545
Fig. 7-11 Ciclos de fresamento circular 1, 2 e 3
A seguir mostra-se o percurso da fresa de topo em cada ciclo.

CRIAÇÃO DO PROGRAMA 7
7-69
A. Ciclo 1
Usinagem Após a usinagem
D41
R
Pi
Pz
h
[1] Movimento p/ o ponto inicial acima do centro do furo de usinagem
[2] Movimento p/ o ponto R
[3] Usinagem para o fundo do furo
[4] Parada no fundo do furo
Avanço rapido Avanço de corte
R
Pi
h
Pz
M3P121
D41
Avanço rápido
Movimento p/ o ponto R ou p/ o ponto inicial
[5]
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
[5]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Profundidade do furo de usinagem (PROF. FURO) a ser introduzido na seqüência de ferramentas
Nota: O tempo de parada do avanço no eixo Z no fundo do furo é configurado pelo parâmetro D19.
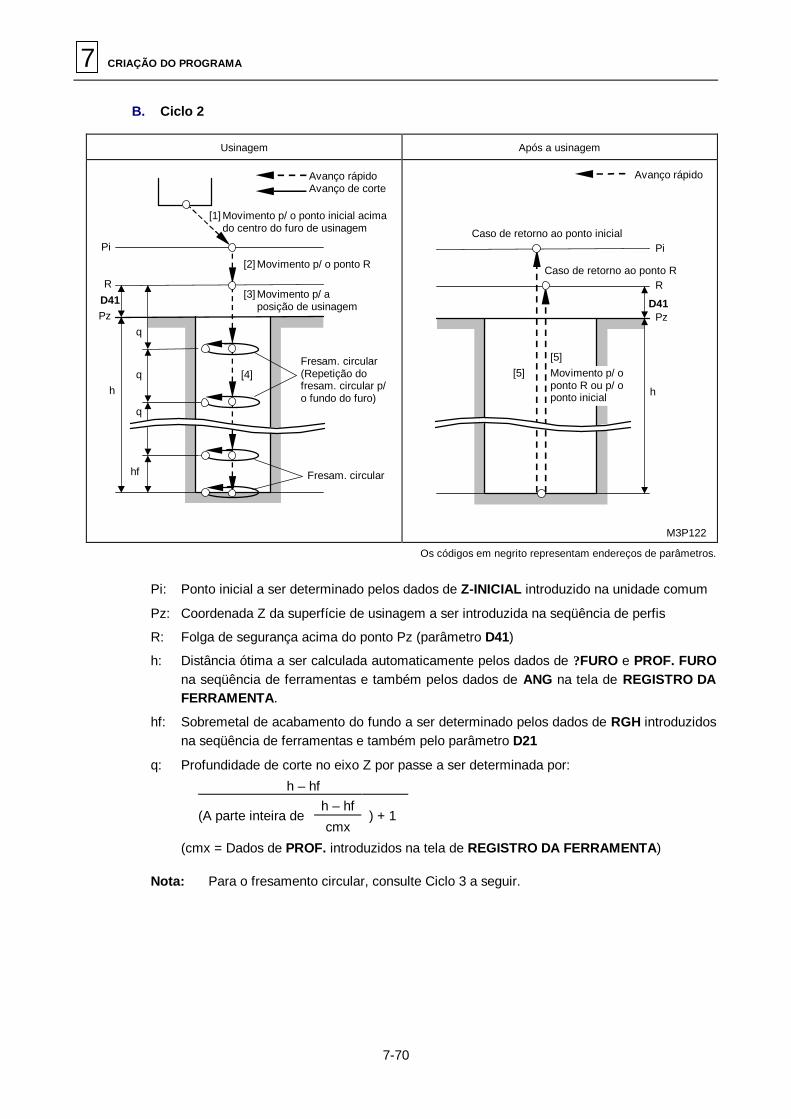
7 CRIAÇÃO DO PROGRAMA
7-70
B. Ciclo 2
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo de usinagem
[2] Movimento p/ o ponto R
[3] Movimento p/ a posição de usinagem
Fresam. circular
Fresam. circular (Repetição do fresam. circular p/ o fundo do furo)
Pi
R
Pz
h [4]
q
q
hf
q
D41
Avanço rápido Avanço de corte
Pi
R
Pz
h
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Movimento p/ o ponto R ou p/ o ponto inicial
[5]
M3P122
Avanço rápido
[5]
D41
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Distância ótima a ser calculada automaticamente pelos dados de ? FURO e PROF. FURO na seqüência de ferramentas e também pelos dados de ANG na tela de REGISTRO DA FERRAMENTA.
hf: Sobremetal de acabamento do fundo a ser determinado pelos dados de RGH introduzidos na seqüência de ferramentas e também pelo parâmetro D21
q: Profundidade de corte no eixo Z por passe a ser determinada por: h – hf
h – hf (A parte inteira de
cmx ) + 1
(cmx = Dados de PROF. introduzidos na tela de REGISTRO DA FERRAMENTA) Nota: Para o fresamento circular, consulte Ciclo 3 a seguir.
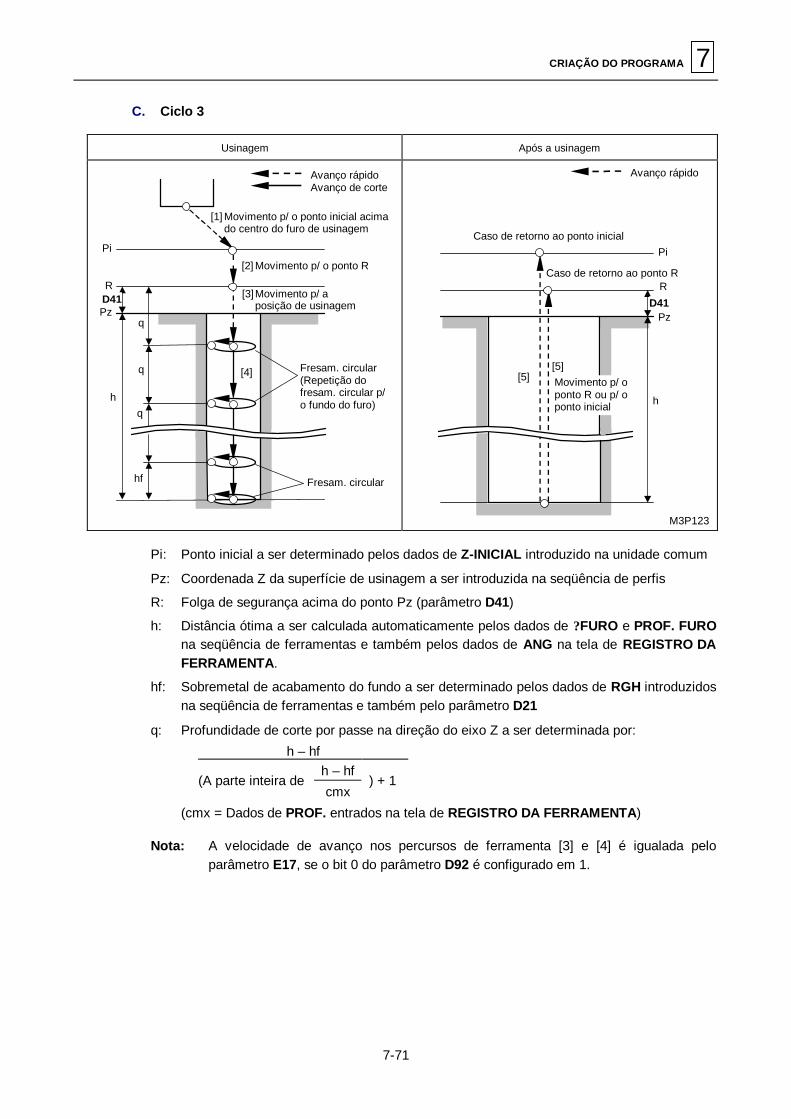
CRIAÇÃO DO PROGRAMA 7
7-71
C. Ciclo 3
Usinagem Após a usinagem
[2] Movimento p/ o ponto R
[3] Movimento p/ a posição de usinagem
Pi
R
Pz
h
[4]
q
q
hf
q
Fresam. circular
Fresam. circular (Repetição do fresam. circular p/ o fundo do furo)
[1] Movimento p/ o ponto inicial acima do centro do furo de usinagem
D41
Avanço rápido Avanço de corte
Pi
Pz
h
[5]
M3P123
Avanço rápido
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
[5]
R
Movimento p/ o ponto R ou p/ o ponto inicial
D41
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Distância ótima a ser calculada automaticamente pelos dados de ? FURO e PROF. FURO na seqüência de ferramentas e também pelos dados de ANG na tela de REGISTRO DA FERRAMENTA.
hf: Sobremetal de acabamento do fundo a ser determinado pelos dados de RGH introduzidos na seqüência de ferramentas e também pelo parâmetro D21
q: Profundidade de corte por passe na direção do eixo Z a ser determinada por: h – hf
h – hf (A parte inteira de
cmx ) + 1
(cmx = Dados de PROF. entrados na tela de REGISTRO DA FERRAMENTA) Nota: A velocidade de avanço nos percursos de ferramenta [3] e [4] é igualada pelo
parâmetro E17, se o bit 0 do parâmetro D92 é configurado em 1.

7 CRIAÇÃO DO PROGRAMA
7-72
Fresamento circular
O fresamento circular é automaticamente selecionado de acordo com o diâmetro do furo de usinagem, o diâmetro do pré-furo e a profundidade de corte introduzidos na seqüência de ferramentas do programa.
M3P124
Não
Fresam. circular - A Fresam. circular - B
Início
Sim
< (? furo – ? pré-furo) 2
Prof de corte
Diâmetro do pré-furo após a usinagem = Diâmetro do pré-furo + (2 × valor da profundidade de corte)
Fim
Fig. 7-12 Fresamento circular
Nota: No Ciclo 3, o diâmetro do pré-furo (dados introduzidos na seqüência de ferramentas) é igual ao diâmetro da ferramenta (dados introduzidos na tela de DADOS DE FERRAMEN).
1. Fresamento circular A
O movimento do fresamento circular A está mostrado abaixo.
M3P125
[1] [2]
[3]
Fr topo
Profundidade de corte
Avanço de corte
Diâmetro do pré-furo
Diâmetro do furo de usinagem
Fig. 7-13 Fresamento circular A
- O sentido do corte horário (HORAR) ou anti-horário (ANTI-HORAR) pode ser designado no programa.
- O movimento é feito na ordem [1]? [2]? [3].
- O movimento de [1] inicia com o ponto final do fresamento circular A precedente.
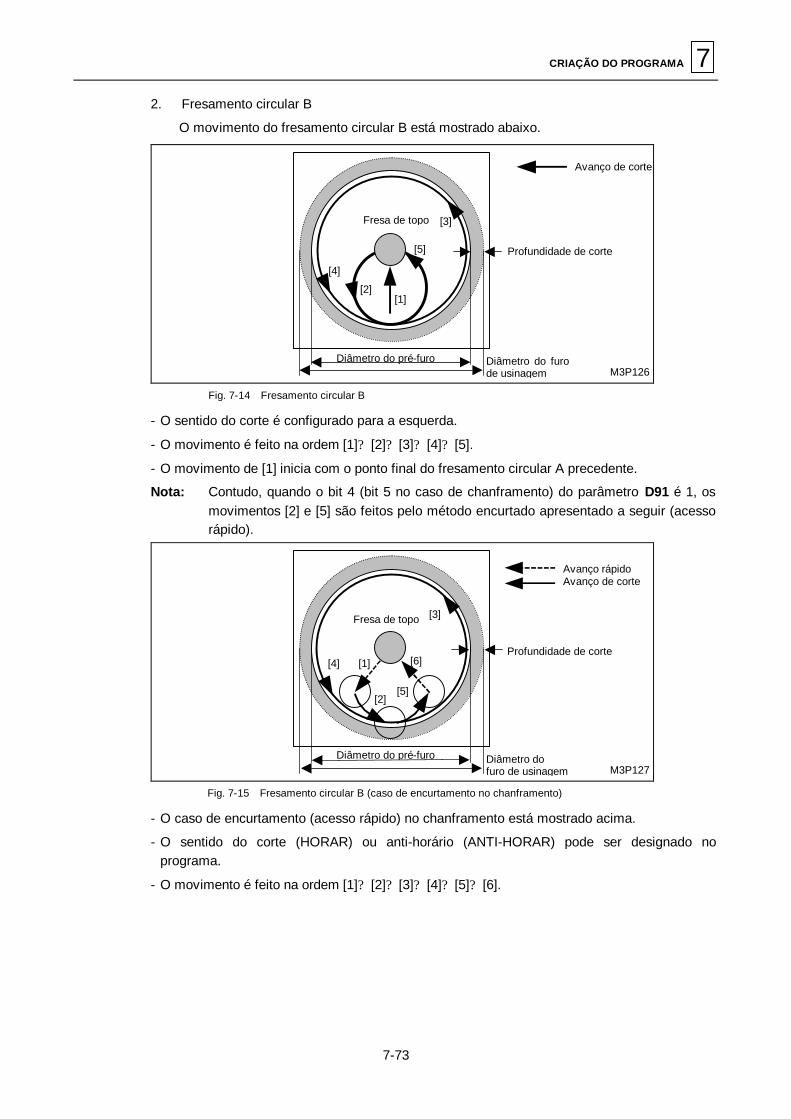
CRIAÇÃO DO PROGRAMA 7
7-73
2. Fresamento circular B
O movimento do fresamento circular B está mostrado abaixo.
M3P126
Avanço de corte
Fresa de topo
Profundidade de corte
Diâmetro do pré-furo Diâmetro do furo de usinagem
[1] [2]
[4]
[5]
[3]
Fig. 7-14 Fresamento circular B
- O sentido do corte é configurado para a esquerda.
- O movimento é feito na ordem [1]? [2]? [3]? [4]? [5].
- O movimento de [1] inicia com o ponto final do fresamento circular A precedente.
Nota: Contudo, quando o bit 4 (bit 5 no caso de chanframento) do parâmetro D91 é 1, os movimentos [2] e [5] são feitos pelo método encurtado apresentado a seguir (acesso rápido).
M3P127
[3]
[1] [4] [6]
[2] [5]
Avanço rápido Avanço de corte
Fresa de topo
Profundidade de corte
Diâmetro do pré-furo Diâmetro do furo de usinagem
Fig. 7-15 Fresamento circular B (caso de encurtamento no chanframento)
- O caso de encurtamento (acesso rápido) no chanframento está mostrado acima.
- O sentido do corte (HORAR) ou anti-horário (ANTI-HORAR) pode ser designado no programa.
- O movimento é feito na ordem [1]? [2]? [3]? [4]? [5]? [6].

7 CRIAÇÃO DO PROGRAMA
7-74
<Em caso de ciclo de fresamento circular tornado>
D735P0065
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo de usinagem
[2] Movimento p/ o ponto R
Fres. helicoidal
[3]
Pi
R
Pz
h [4]
s
s
q
q
q
Após o mov. p/ a posição de usinagem do fres. helicoidal ser executado.
Fres. helicoidal (repetição do fres. helicoidal p/ o fundo do furo)
D41
Avanço Rápido Avanço de corte
R
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R Pi
Pz
h
[5] Movimento p/ o ponto R ou p/ o ponto inicial
Avanço rápido
D41
D735P0066
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Distância ótima a ser calculada automaticamente pelos dados de ? FURO e PROF. FURO na seqüência de ferramentas e também pelos dados de ANG na tela de REGISTRO DA FERRAMENTA.
q: PASSO 2 a ser introduzido na unidade FRE-CIRC.
s: PASSO 1 a ser introduzido na unidade FRE-CIRC.
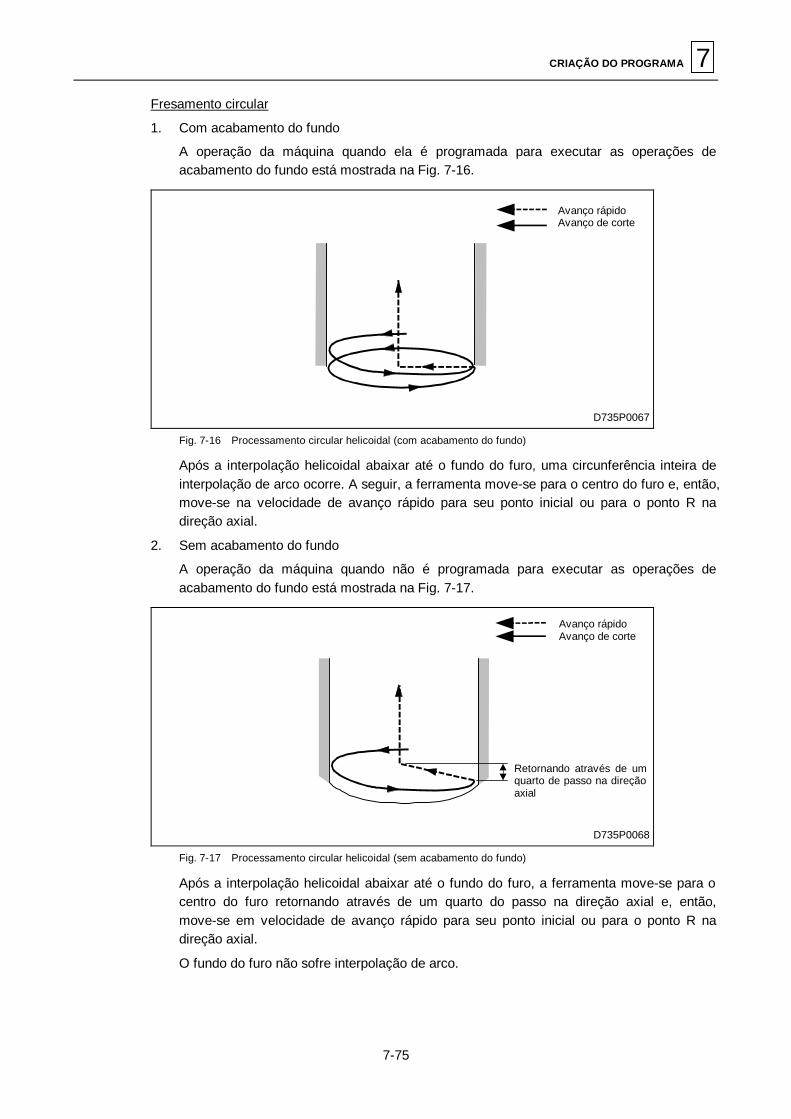
CRIAÇÃO DO PROGRAMA 7
7-75
Fresamento circular
1. Com acabamento do fundo
A operação da máquina quando ela é programada para executar as operações de acabamento do fundo está mostrada na Fig. 7-16.
D735P0067
Avanço rápido Avanço de corte
Fig. 7-16 Processamento circular helicoidal (com acabamento do fundo)
Após a interpolação helicoidal abaixar até o fundo do furo, uma circunferência inteira de interpolação de arco ocorre. A seguir, a ferramenta move-se para o centro do furo e, então, move-se na velocidade de avanço rápido para seu ponto inicial ou para o ponto R na direção axial.
2. Sem acabamento do fundo
A operação da máquina quando não é programada para executar as operações de acabamento do fundo está mostrada na Fig. 7-17.
D735P0068
Avanço rápido Avanço de corte
Retornando através de um quarto de passo na direção axial
Fig. 7-17 Processamento circular helicoidal (sem acabamento do fundo)
Após a interpolação helicoidal abaixar até o fundo do furo, a ferramenta move-se para o centro do furo retornando através de um quarto do passo na direção axial e, então, move-se em velocidade de avanço rápido para seu ponto inicial ou para o ponto R na direção axial.
O fundo do furo não sofre interpolação de arco.

7 CRIAÇÃO DO PROGRAMA
7-76
5. Ferramenta de faceamento reverso
Antes da usinagem Usinagem Após a usinagem
hs
h
[3]
[1] Movimento p/ o ponto inicial acima do centro do furo
Ponto inicial [2] Movimento p/ o
ponto R1
A aresta de corte está no estado de retraída
Movimento p/ o ponto R2
[4] Rotação do spindle p/ a direita por M03
Ponto R1
Superfície Z de usinagem
Ponto R2
D41
Folga
Avanço de corteAvanço rápido
Avanço de corte
[5] Usinagem
para h
[7] Movimento p/ o ponto R2
[6] Parada no fundo do furo
Avanço de corte
[8]
Pi
R1
Pz1
Pz2
R2
[9] Movimento p/ o ponto inicial
Rotação do spindle p/ a esquerda por M04
M3P128
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz1: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
Pz2: Posição na distância de hs a partir de Pz1
R1, R2: Folga de segurança acima dos pontos Pz1, Pz2 respectivamente (parâmetro D41)
Nota: Como para R1 (no Passo [2]), a configuração do parâmetro D1 torna-se válida quando o Bit 1 do parâmetro D92 é configurado para “1.”
Entretanto, a posição R1 após a usinagem é sempre determinada por D41.
h: Profundidade do furo (PROF. FURO) a ser introduzida na seqüência de ferramentas
hs: Distância igual à soma da profundidade do pré-furo introduzida na seqüência de ferramentas e nos dados de ferramenta COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
Nota 1: O tempo de parada do avanço no fundo do furo, na direção do eixo Z, é configurado pelo parâmetro D40.
Nota 2: A velocidade de avanço nos percursos da ferramenta [3] e [9] é configurada pelo parâmetro D5.
Nota 3: A rotação do spindle para a direita é executada por M03 introduzido na seqüência de ferramentas, enquanto a rotação para a esquerda é executada por M04.
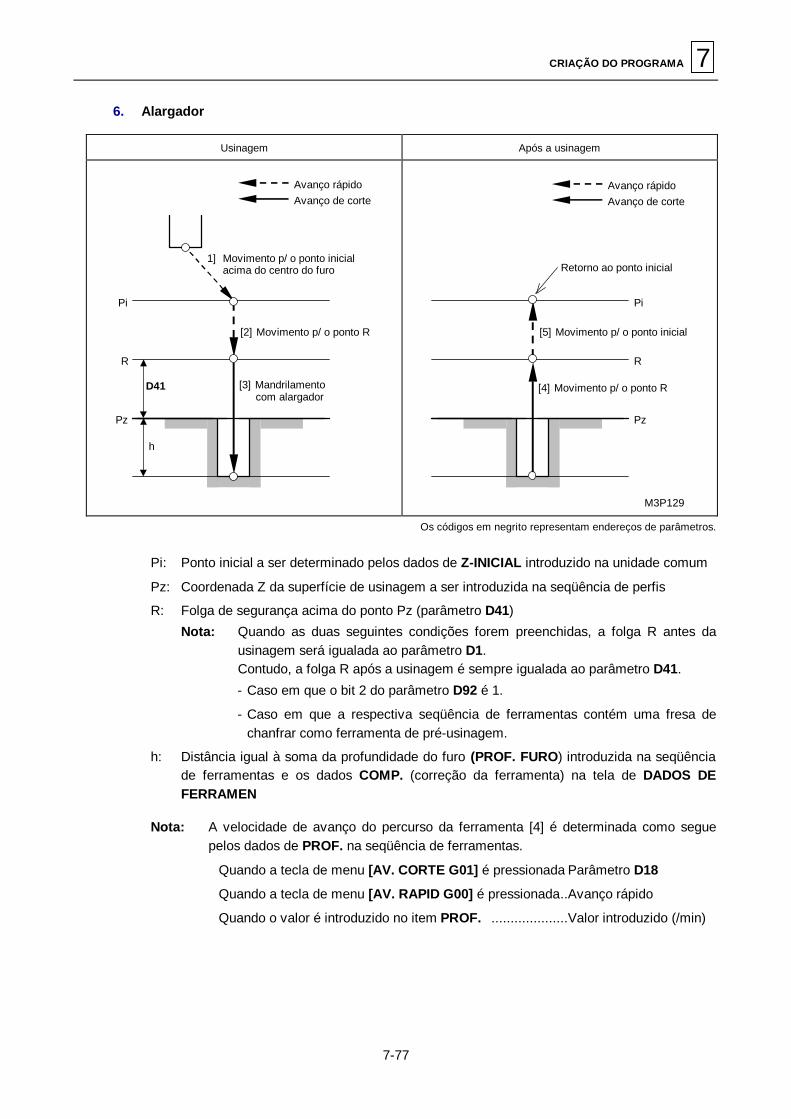
CRIAÇÃO DO PROGRAMA 7
7-77
6. Alargador
Usinagem Após a usinagem
1] Movimento p/ o ponto inicial acima do centro do furo
Pi
[2] Movimento p/ o ponto R
[3] Mandrilamento com alargador
h
R
Pz
D41
Avanço rápido Avanço de corte
Pi
[5] Movimento p/ o ponto inicial
[4] Movimento p/ o ponto R
R
Pz
Retorno ao ponto inicial
M3P129
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41) Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da
usinagem será igualada ao parâmetro D1. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 2 do parâmetro D92 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma fresa de chanfrar como ferramenta de pré-usinagem.
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
Nota: A velocidade de avanço do percurso da ferramenta [4] é determinada como segue
pelos dados de PROF. na seqüência de ferramentas.
Quando a tecla de menu [AV. CORTE G01] é pressionada Parâmetro D18
Quando a tecla de menu [AV. RAPID G00] é pressionada..Avanço rápido
Quando o valor é introduzido no item PROF. ....................Valor introduzido (/min)
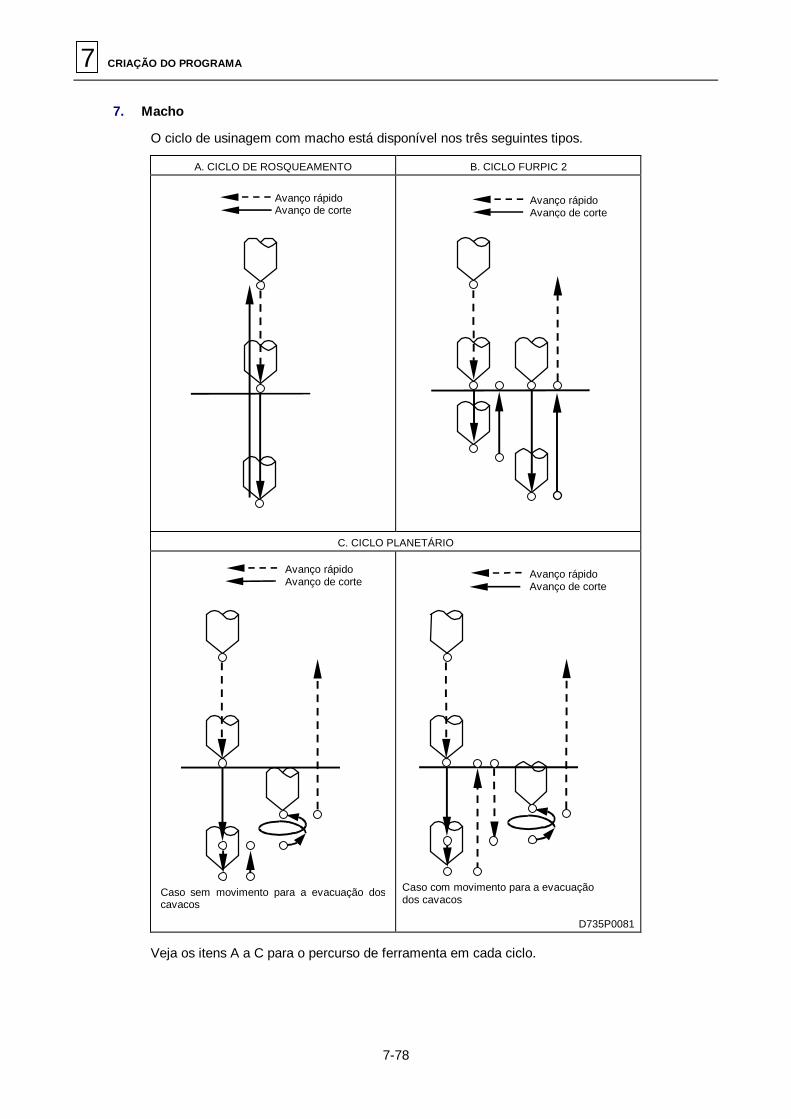
7 CRIAÇÃO DO PROGRAMA
7-78
7. Macho
O ciclo de usinagem com macho está disponível nos três seguintes tipos.
A. CICLO DE ROSQUEAMENTO B. CICLO FURPIC 2
Avanço rápido Avanço de corte
Avanço rápido Avanço de corte
C. CICLO PLANETÁRIO
Caso sem movimento para a evacuação dos cavacos
Avanço rápido Avanço de corte
Avanço rápido Avanço de corte
Caso com movimento para a evacuação dos cavacos
D735P0081
Veja os itens A a C para o percurso de ferramenta em cada ciclo.

CRIAÇÃO DO PROGRAMA 7
7-79
A. Ciclo de rosqueamento (MACHO)
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo
Pi
[2] Movimento p/ o ponto R
[3] Movimento p/ a posição ha
h
R
Pz
ha
[4] Execução de M04 após a parada
D41
Avanço rápido Avanço de corte
h
Pi
[6] Mov. p/ posição D31 com rotação do spindle p/ a esquerda por M04
Pz
[5]
D31 R
[7] [8] Movimento p/ o ponto inicial
[8] Movimento p/ o ponto R
Avanço rápido Avanço de corte
Execução de M03 após a parada
D41
M3P130
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 3 do parâmetro D92 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma fresa de chanfrar como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN h = Profundidade do furo de usinagem + Correção da ferramenta
ha: Distância a ser determinada por (A – D32) × Pt A .........D30 ao usar roscas métricas e unificadas, D43 ao usar roscas de tubo Pt .........Passo introduzido na unidade de usinagem
Nota 1: A introdução de 1 nos bites 0 a 2 do parâmetro D91 causa as seguintes paradas. Bit 0 ............... Parada antes da execução de M04 no fundo do furo [4] Bit 1 ............... Parada após a execução de M04 no fundo do furo [5] Bit 2 ............... Parada antes da execução de M03 após o retorno [7] Além disso, a parada é introduzida no item RGH na seqüência de ferramentas. Se FIXO for selecionado, ele será determinado pelo parâmetro D22.
Nota 2: Quando M04 for introduzido na seqüência de ferramentas, rosqueamento reverso será executado.
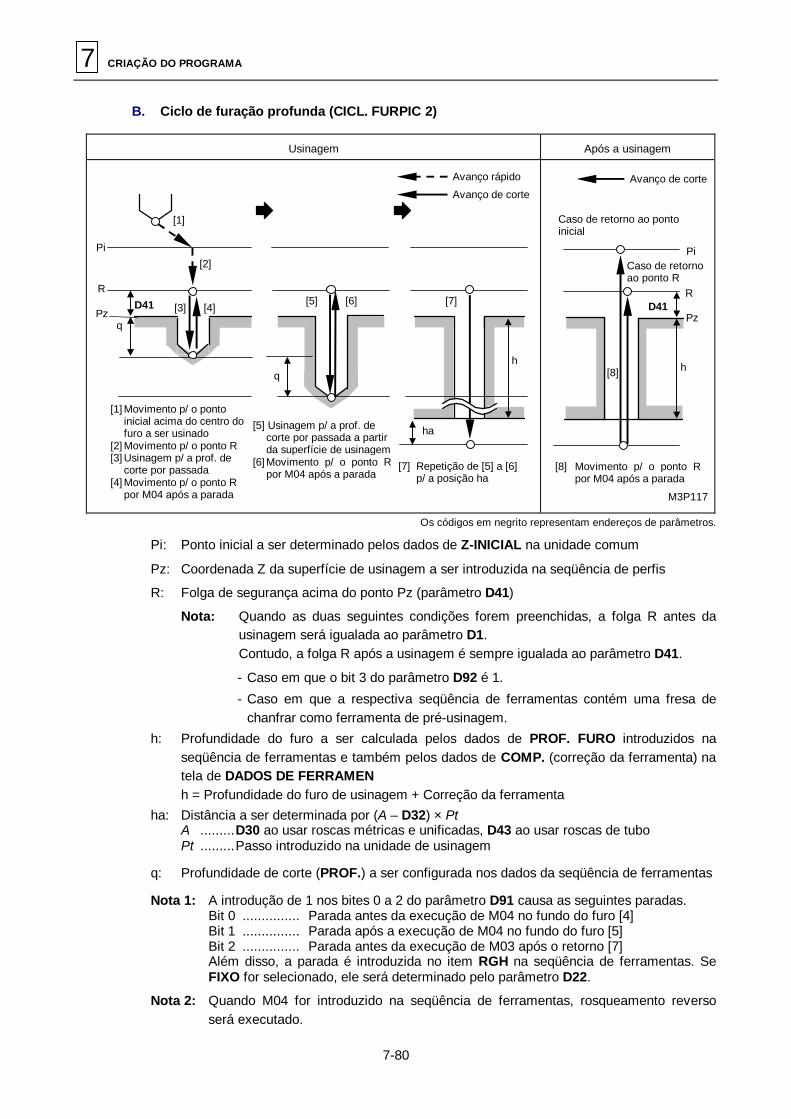
7 CRIAÇÃO DO PROGRAMA
7-80
B. Ciclo de furação profunda (CICL. FURPIC 2)
Usinagem Após a usinagem
[7] Repetição de [5] a [6] p/ a posição ha
Pi
D41 R
q
q
Pz
[1]
[3] [6]
[2]
[4] [7] [5]
ha
h
Avanço rápido
Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo a ser usinado
[2] Movimento p/ o ponto R [3] Usinagem p/ a prof. de
corte por passada [4] Movimento p/ o ponto R
por M04 após a parada
[5] Usinagem p/ a prof. de corte por passada a partir da superfície de usinagem
[6] Movimento p/ o ponto R por M04 após a parada
[8] Movimento p/ o ponto R por M04 após a parada
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Avanço de corte
Pi
R
Pz
h [8]
D41
M3P117
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
Nota: Quando as duas seguintes condições forem preenchidas, a folga R antes da usinagem será igualada ao parâmetro D1. Contudo, a folga R após a usinagem é sempre igualada ao parâmetro D41.
- Caso em que o bit 3 do parâmetro D92 é 1.
- Caso em que a respectiva seqüência de ferramentas contém uma fresa de chanfrar como ferramenta de pré-usinagem.
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas e também pelos dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN h = Profundidade do furo de usinagem + Correção da ferramenta
ha: Distância a ser determinada por (A – D32) × Pt A .........D30 ao usar roscas métricas e unificadas, D43 ao usar roscas de tubo Pt .........Passo introduzido na unidade de usinagem
q: Profundidade de corte (PROF.) a ser configurada nos dados da seqüência de ferramentas
Nota 1: A introdução de 1 nos bites 0 a 2 do parâmetro D91 causa as seguintes paradas. Bit 0 ............... Parada antes da execução de M04 no fundo do furo [4] Bit 1 ............... Parada após a execução de M04 no fundo do furo [5] Bit 2 ............... Parada antes da execução de M03 após o retorno [7] Além disso, a parada é introduzida no item RGH na seqüência de ferramentas. Se FIXO for selecionado, ele será determinado pelo parâmetro D22.
Nota 2: Quando M04 for introduzido na seqüência de ferramentas, rosqueamento reverso será executado.
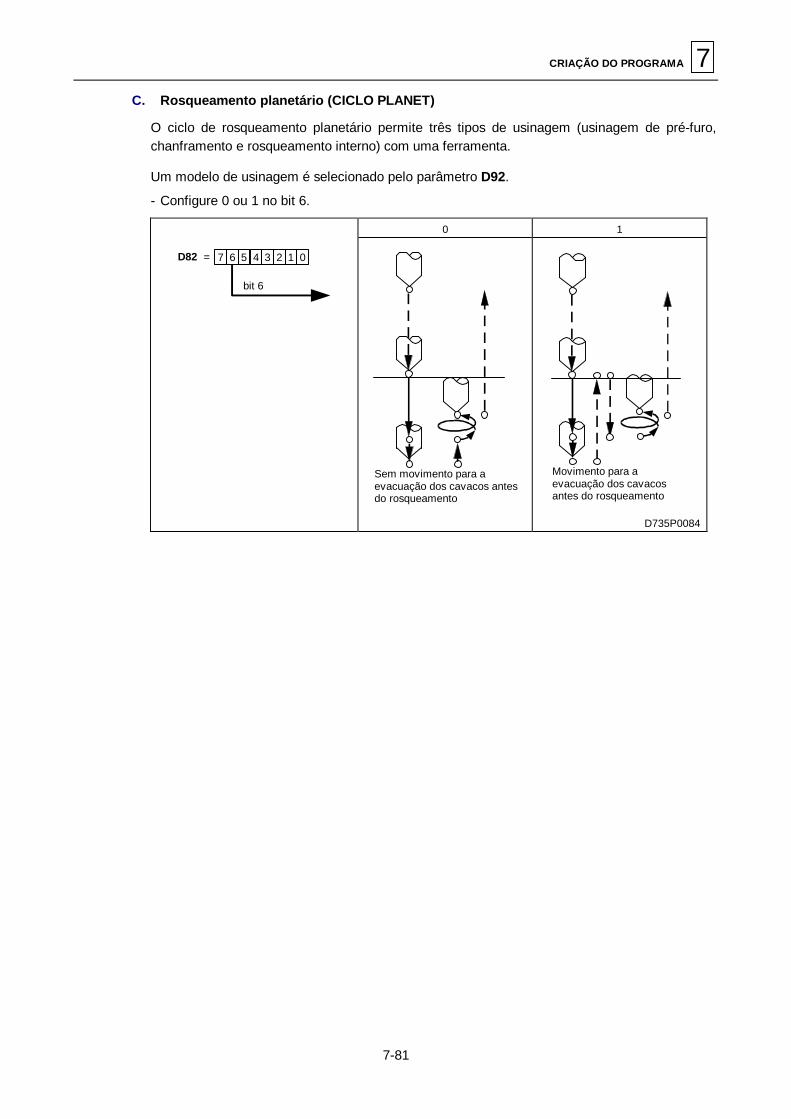
CRIAÇÃO DO PROGRAMA 7
7-81
C. Rosqueamento planetário (CICLO PLANET)
O ciclo de rosqueamento planetário permite três tipos de usinagem (usinagem de pré-furo, chanframento e rosqueamento interno) com uma ferramenta.
Um modelo de usinagem é selecionado pelo parâmetro D92.
- Configure 0 ou 1 no bit 6.
0 1
bit 6
67D82 45 2= 3 01
Sem movimento para a evacuação dos cavacos antes do rosqueamento
Movimento para a evacuação dos cavacos antes do rosqueamento
D735P0084
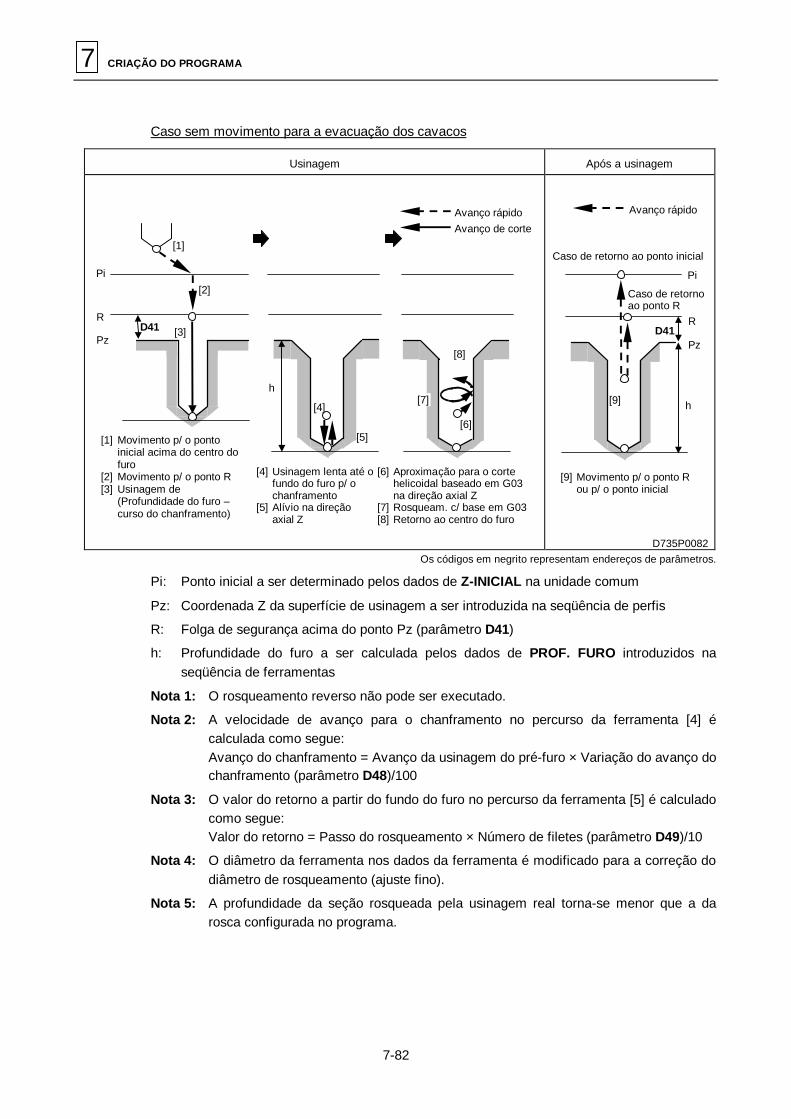
7 CRIAÇÃO DO PROGRAMA
7-82
Caso sem movimento para a evacuação dos cavacos
Usinagem Após a usinagem
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R [3] Usinagem de
(Profundidade do furo – curso do chanframento)
[4] Usinagem lenta até o fundo do furo p/ o chanframento
[5] Alívio na direção axial Z
[6] Aproximação para o corte helicoidal baseado em G03 na direção axial Z
[7] Rosqueam. c/ base em G03 [8] Retorno ao centro do furo
Pi
D41 R
Pz
[1]
[3]
[2]
[4]
h
[5] [6]
[7]
[8]
R
Pi
h
Pz
[9]
[9] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Avanço rápido
D41
D735P0082
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas
Nota 1: O rosqueamento reverso não pode ser executado.
Nota 2: A velocidade de avanço para o chanframento no percurso da ferramenta [4] é calculada como segue: Avanço do chanframento = Avanço da usinagem do pré-furo × Variação do avanço do chanframento (parâmetro D48)/100
Nota 3: O valor do retorno a partir do fundo do furo no percurso da ferramenta [5] é calculado como segue: Valor do retorno = Passo do rosqueamento × Número de filetes (parâmetro D49)/10
Nota 4: O diâmetro da ferramenta nos dados da ferramenta é modificado para a correção do diâmetro de rosqueamento (ajuste fino).
Nota 5: A profundidade da seção rosqueada pela usinagem real torna-se menor que a da rosca configurada no programa.
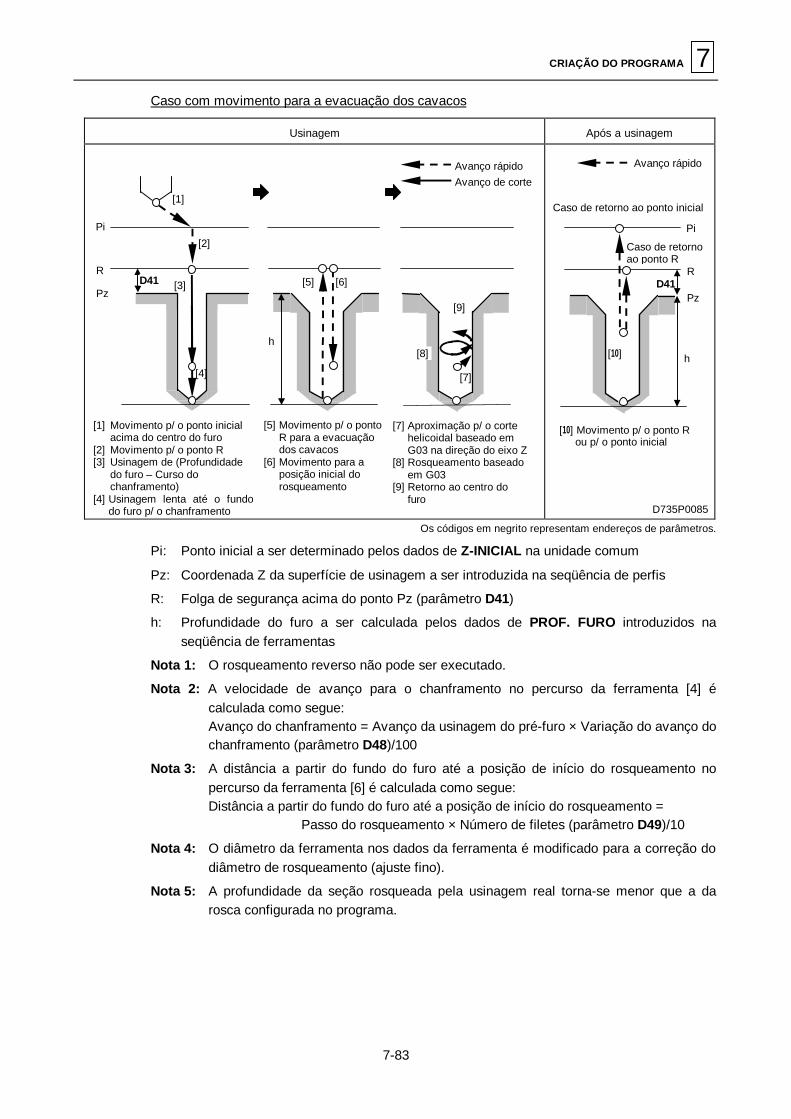
CRIAÇÃO DO PROGRAMA 7
7-83
Caso com movimento para a evacuação dos cavacos
Usinagem Após a usinagem
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial acima do centro do furo
[2] Movimento p/ o ponto R [3] Usinagem de (Profundidade
do furo – Curso do chanframento)
[4] Usinagem lenta até o fundo do furo p/ o chanframento
[5] Movimento p/ o ponto R para a evacuação dos cavacos
[6] Movimento para a posição inicial do rosqueamento
[7] Aproximação p/ o corte helicoidal baseado em G03 na direção do eixo Z
[8] Rosqueamento baseado em G03
[9] Retorno ao centro do furo
Pi
R
Pz
[1]
[4]
[3]
[2]
[6]
h
[5]
[7]
[8]
[9]
D41
R
Pi
h
Pz
[10]
[10] Movimento p/ o ponto R ou p/ o ponto inicial
Caso de retorno ao ponto inicial
Caso de retorno ao ponto R
Avanço rápido
D41
D735P0085 Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41)
h: Profundidade do furo a ser calculada pelos dados de PROF. FURO introduzidos na seqüência de ferramentas
Nota 1: O rosqueamento reverso não pode ser executado.
Nota 2: A velocidade de avanço para o chanframento no percurso da ferramenta [4] é calculada como segue: Avanço do chanframento = Avanço da usinagem do pré-furo × Variação do avanço do chanframento (parâmetro D48)/100
Nota 3: A distância a partir do fundo do furo até a posição de início do rosqueamento no percurso da ferramenta [6] é calculada como segue: Distância a partir do fundo do furo até a posição de início do rosqueamento = Passo do rosqueamento × Número de filetes (parâmetro D49)/10
Nota 4: O diâmetro da ferramenta nos dados da ferramenta é modificado para a correção do diâmetro de rosqueamento (ajuste fino).
Nota 5: A profundidade da seção rosqueada pela usinagem real torna-se menor que a da rosca configurada no programa.

7 CRIAÇÃO DO PROGRAMA
7-84
8. Barra de mandrilar
O percurso da barra de mandrilar é classificado em 9 tipos com base no conteúdo do programa, como mostrado na figura abaixo.
Para simplificar a descrição, três modelos de ciclos são descritos: Ciclo 1— Rugosidade 0, Ciclo 2— Rugosidade 1, e Ciclo 3— Rugosidade 2 a 9.
Tabela 7-2 Percurso da barra de mandrilar Ciclo
Desloc.
do eixo Z
Sim/Não
Parada
Sim/Não 1 2 3
Rugosidade
0 Não Não
A
Dist. do desloc.
D25 M19
Rugosidade
1 Não Sim
D25 M19
D24
Dist. do desloc.
D24
B
D24
Rugosidade
2 – 9 Sim Sim
D25 D28
M19D24
D26
Dist. do desloc.
D28
D24 D26
D28
D24 D26
C
Avanço rápido Avanço de corte M3P131
Os códigos em negrito representam endereços de parâmetros.
M19, D24, D25, D26 e D28 mostrados na figura acima são explicados a seguir
M19: Código M para parar o spindle na posição pré-determinada (Orientação do spindle)
D24: Parâmetro para determinar o tempo de parada. A usinagem é feita em excesso do tempo de parada que serve para melhorar a precisão da usinagem do furo.

CRIAÇÃO DO PROGRAMA 7
7-85
D25: Parâmetro para determinar a distância de deslocamento no plano X-Y. O spindle é orientado para o fundo do furo. A ferramenta move-se para o ponto inicial ou para o ponto R após a folga da superfície de usinagem. Isto é usado para a usinagem de acabamento porque qualquer avaria na superfície de usinagem pode ser evitada no momento do retorno da ferramenta.
M3P132
Peça de trabalho a ser usinada
Ferramenta Posição orientada Distância de deslocamento do plano XY
Fig. 7-18 Distância de deslocamento no plano X-Y
D26: Parâmetro para determinar a distância de deslocamento no eixo Z. A velocidade de avanço é reduzida para 70% do valor programado, o que permite melhorar a precisão da usinagem.
D28: Parâmetro para determinar o sobremetal de acabamento no fundo do furo. A velocidade de avanço é reduzida para 70% do valor programado, o que permite melhorar a precisão da usinagem.
Para simplificar a descrição, três ciclos de modelo são descritos: Ciclo 1— Rugosidade 0, Ciclo 2— Rugosidade 1 e Ciclo 3— Rugosidade de 2 a 9. Precauções gerais com respeito ao percurso da barra de mandrilar também são dadas no fim da descrição dos ciclos.
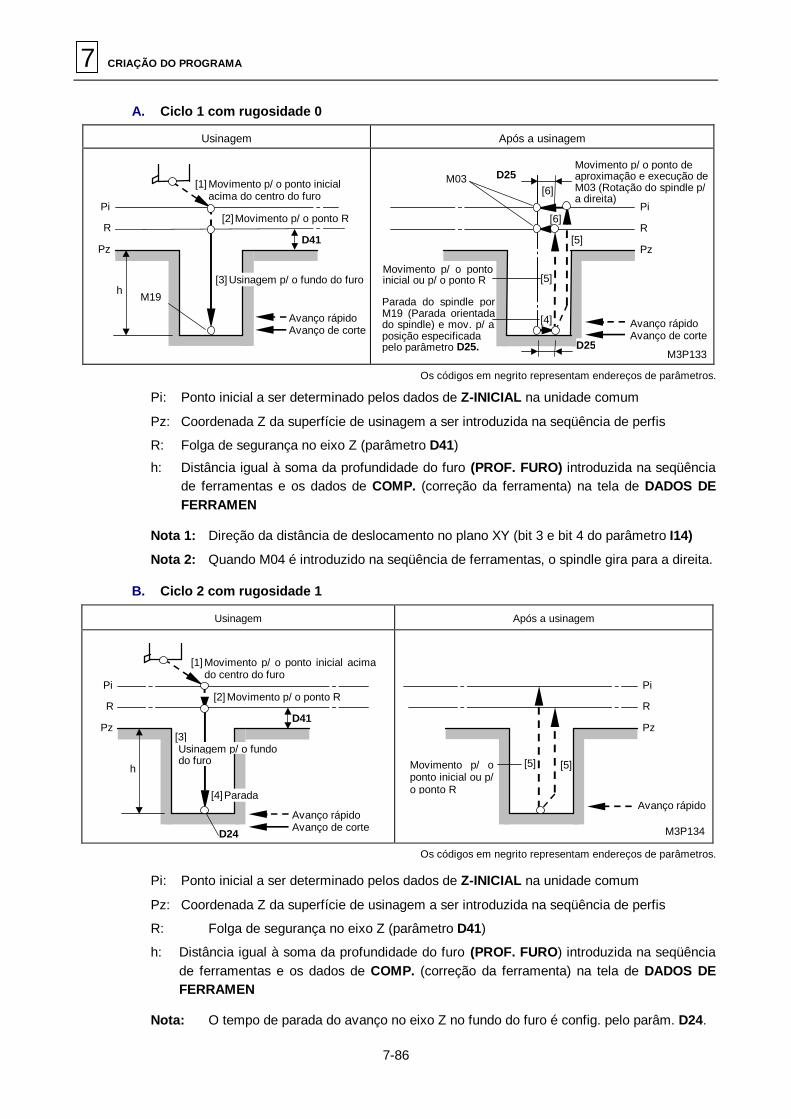
7 CRIAÇÃO DO PROGRAMA
7-86
A. Ciclo 1 com rugosidade 0
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial
acima do centro do furo
[2] Movimento p/ o ponto R
[3] Usinagem p/ o fundo do furo
D41
Pi
R
Pz
h M19
Avanço rápido Avanço de corte
Movimento p/ o ponto de aproximação e execução de M03 (Rotação do spindle p/ a direita)
[6] D25 M03
Pi
R
Pz
Movimento p/ o ponto inicial ou p/ o ponto R [5]
Parada do spindle por M19 (Parada orientada do spindle) e mov. p/ a posição especificada pelo parâmetro D25. D25
[4]
M3P133
[5]
[6]
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança no eixo Z (parâmetro D41)
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
Nota 1: Direção da distância de deslocamento no plano XY (bit 3 e bit 4 do parâmetro I14)
Nota 2: Quando M04 é introduzido na seqüência de ferramentas, o spindle gira para a direita.
B. Ciclo 2 com rugosidade 1 Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima
do centro do furo
[2] Movimento p/ o ponto R
[3]
Pi
R
Pz
h
D24
do furo Usinagem p/ o fundo
[4] Parada
D41
Avanço rápido Avanço de corte
Pi
R
Pz
Movimento p/ o ponto inicial ou p/ o ponto R
M3P134
Avanço rápido
[5] [5]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança no eixo Z (parâmetro D41)
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
Nota: O tempo de parada do avanço no eixo Z no fundo do furo é config. pelo parâm. D24.

CRIAÇÃO DO PROGRAMA 7
7-87
C. Ciclo 3 com rugosidade 2 a 9
Usinagem Após a usinagem
[1] Movimento p/ o ponto inicial acima do centro do furo
Pi [2] Movimento p/ o ponto R
R
[3] Usinagem p/ a posição especificada pelo parâmetro D28
Pz
h
Parada D24
D28
D41
[4]
Usinagem p/ o fundo do furo
Avanço rápido Avanço de corte
Pi
R
Pz
D26 [5]
[6]Movimento parao ponto R
[7]Movimento para o
ponto inicial
M3P135
Avanço rápido Avanço de corte
Movimento para a posição especificada pelo parâmetro D26
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança no eixo Z (parâmetro D41)
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
Nota 1: As velocidades de avanço [4] e [5] são de 70% sobre os valores programados.
Nota 2: A velocidade de avanço [6] é configurada pelo parâmetro D18.
Nota 3: O tempo de parada do avanço no eixo Z no fundo do furo é configurado pelo parâmetro D24.
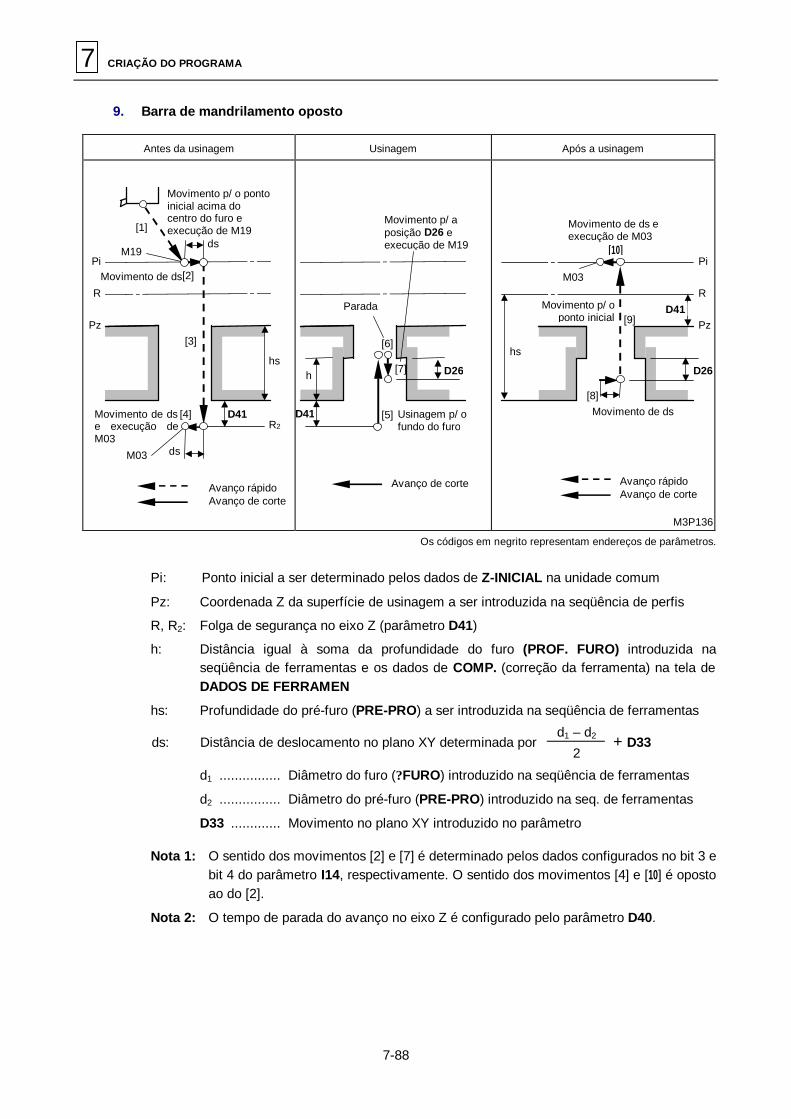
7 CRIAÇÃO DO PROGRAMA
7-88
9. Barra de mandrilamento oposto
Antes da usinagem Usinagem Após a usinagem
[1]
Pi
R
Pz
ds M03
hs
ds M19
Movimento de ds
[4] R2
[3]
[2]
Movimento p/ o ponto inicial acima do centro do furo e execução de M19
Movimento de ds e execução de M03
D41
Avanço rápido Avanço de corte
D26 [7]
[6]
Parada
h
Movimento p/ a posição D26 e execução de M19
[5] Usinagem p/ o fundo do furo
D41
Avanço de corte
Movimento de ds e execução de M03
[10]
M03
Movimento p/ o ponto inicial [9]
Pi
R
Pz
D26
hs
Movimento de ds
M3P136
[8]
Avanço rápido Avanço de corte
D41
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R, R2: Folga de segurança no eixo Z (parâmetro D41)
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
hs: Profundidade do pré-furo (PRE-PRO) a ser introduzida na seqüência de ferramentas
d1 – d2 ds: Distância de deslocamento no plano XY determinada por 2
+ D33
d1 ................ Diâmetro do furo (? FURO) introduzido na seqüência de ferramentas
d2 ................ Diâmetro do pré-furo (PRE-PRO) introduzido na seq. de ferramentas
D33 ............. Movimento no plano XY introduzido no parâmetro Nota 1: O sentido dos movimentos [2] e [7] é determinado pelos dados configurados no bit 3 e
bit 4 do parâmetro I14, respectivamente. O sentido dos movimentos [4] e [10] é oposto ao do [2].
Nota 2: O tempo de parada do avanço no eixo Z é configurado pelo parâmetro D40.
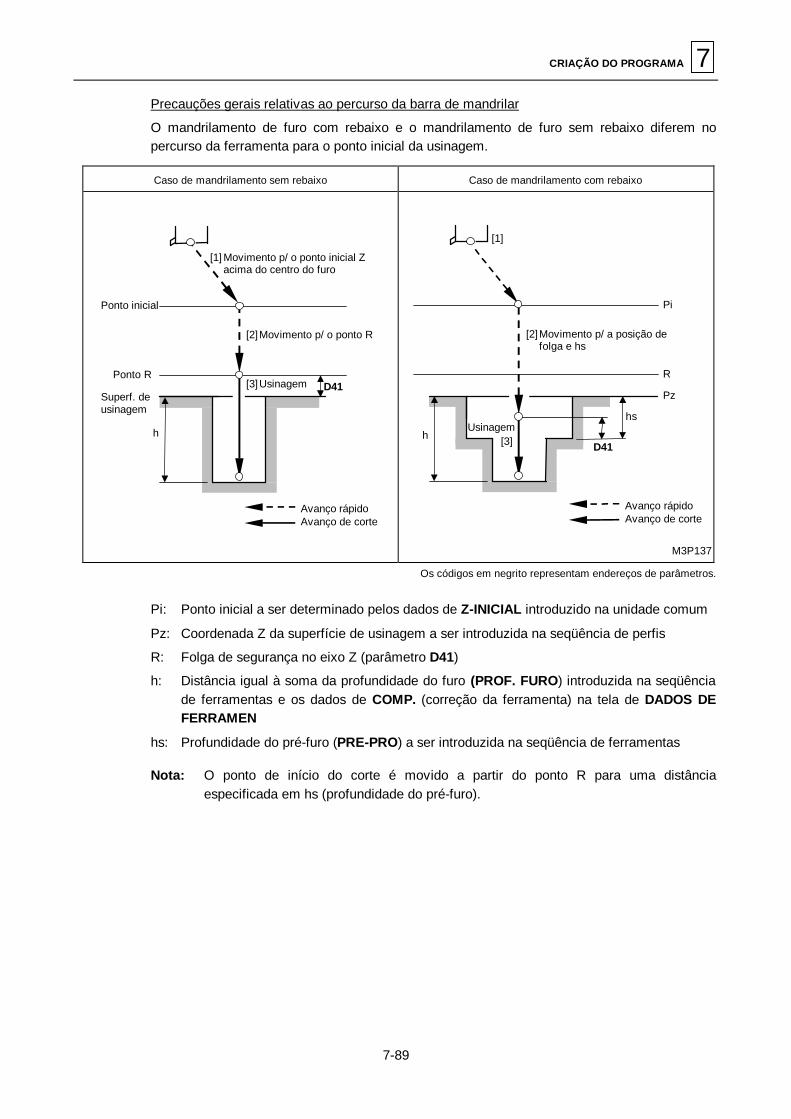
CRIAÇÃO DO PROGRAMA 7
7-89
Precauções gerais relativas ao percurso da barra de mandrilar
O mandrilamento de furo com rebaixo e o mandrilamento de furo sem rebaixo diferem no percurso da ferramenta para o ponto inicial da usinagem. Caso de mandrilamento sem rebaixo Caso de mandrilamento com rebaixo
[1] Movimento p/ o ponto inicial Z
acima do centro do furo
Ponto R
Ponto inicial
h
[2] Movimento p/ o ponto R
[3] Usinagem Superf. de usinagem
D41
Avanço rápido Avanço de corte
D41
Usinagem
[1]
h
[2] Movimento p/ a posição de folga e hs
Pi
R
Pz
hs
M3P137
Avanço rápido Avanço de corte
[3]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL introduzido na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança no eixo Z (parâmetro D41)
h: Distância igual à soma da profundidade do furo (PROF. FURO) introduzida na seqüência de ferramentas e os dados de COMP. (correção da ferramenta) na tela de DADOS DE FERRAMEN
hs: Profundidade do pré-furo (PRE-PRO) a ser introduzida na seqüência de ferramentas Nota: O ponto de início do corte é movido a partir do ponto R para uma distância
especificada em hs (profundidade do pré-furo).
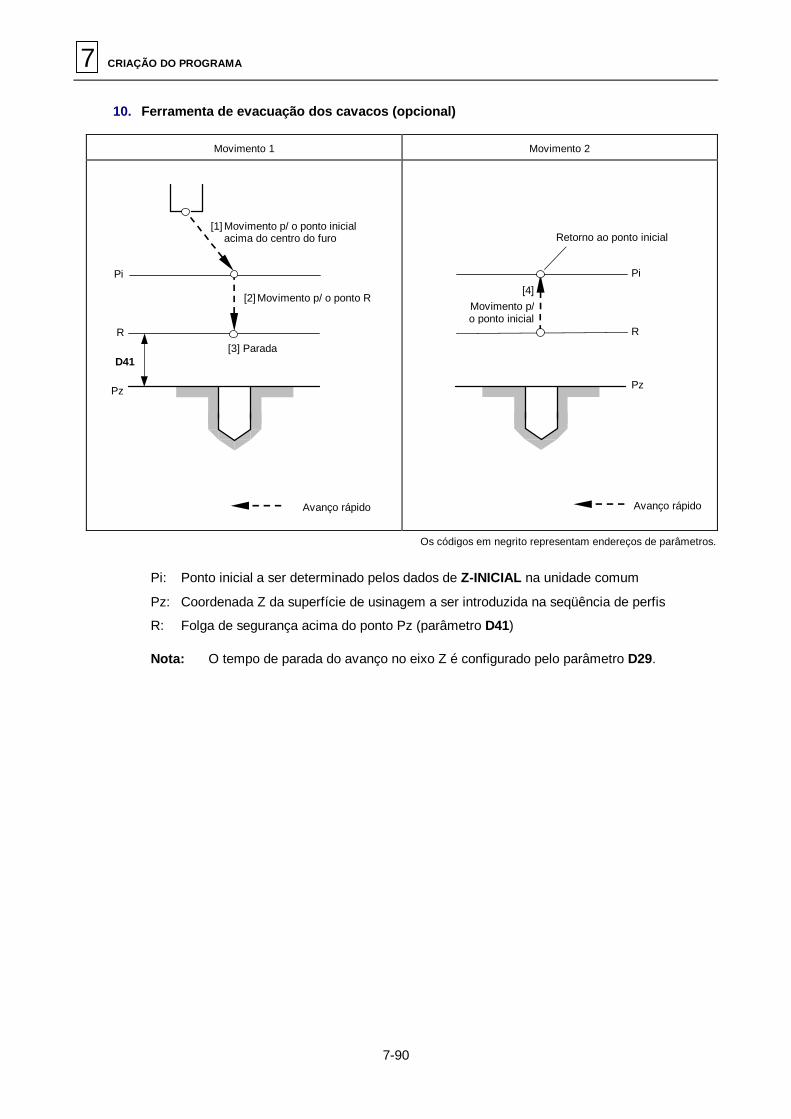
7 CRIAÇÃO DO PROGRAMA
7-90
10. Ferramenta de evacuação dos cavacos (opcional)
Movimento 1 Movimento 2
[1] Movimento p/ o ponto inicial acima do centro do furo
Pi
R
Pz
D41 [3] Parada
[2] Movimento p/ o ponto R
Avanço rápido
Retorno ao ponto inicial
Movimento p/ o ponto inicial
Pi
R
Pz
Avanço rápido
[4]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pz: Coordenada Z da superfície de usinagem a ser introduzida na seqüência de perfis
R: Folga de segurança acima do ponto Pz (parâmetro D41) Nota: O tempo de parada do avanço no eixo Z é configurado pelo parâmetro D29.
7 CRIAÇÃO DO PROGRAMA
7-90
7 CRIAÇÃO DO PROGRAMA
7-6
P. 7-90 (página em branco) Fig. 7-1
Fig. 7-2
Fig. 7-3
Fig. 7-4
Fig. 7-5
Fig. 7-6
Fig. 7-7
Fig. 7-8
Fig. 7-9
Fig. 7-10
Fig. 7-11
Fig. 7-12
Fig. 7-13
Fig. 7-14
Fig. 7-15
Fig. 7-16
Fig. 7-17
Fig. 7-18
Table 7-1
Table 7-2
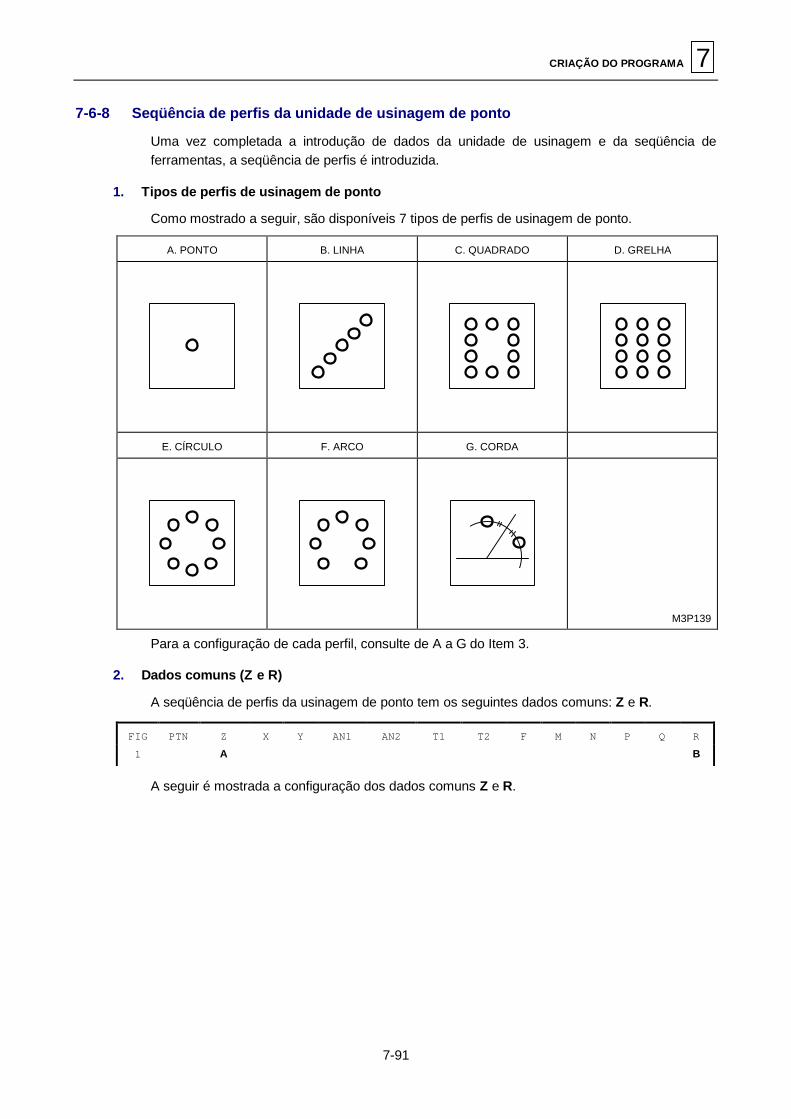
CRIAÇÃO DO PROGRAMA 7
7-91
7-6-8 Seqüência de perfis da unidade de usinagem de ponto
Uma vez completada a introdução de dados da unidade de usinagem e da seqüência de ferramentas, a seqüência de perfis é introduzida.
1. Tipos de perfis de usinagem de ponto
Como mostrado a seguir, são disponíveis 7 tipos de perfis de usinagem de ponto.
A. PONTO B. LINHA C. QUADRADO D. GRELHA
E. CÍRCULO F. ARCO G. CORDA
M3P139
Para a configuração de cada perfil, consulte de A a G do Item 3.
2. Dados comuns (Z e R)
A seqüência de perfis da usinagem de ponto tem os seguintes dados comuns: Z e R.
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
1 A B
A seguir é mostrada a configuração dos dados comuns Z e R.

7 CRIAÇÃO DO PROGRAMA
7-92
A. Z (coordenada Z da superfície de usinagem)
A coordenada Z da superfície de usinagem é entendida como a distância no eixo Z a partir do ponto zero da peça de trabalho até a superfície de usinagem. A relação entre a superfície de usinagem e o item Z está mostrada a seguir.
M3P140
Superfície de usinagem
Z = 0
Ponto zero da peça de trabalho
Superfície de usinagem
Superfície de usinagem
Z = –10
(-)10
Z = 10
(+)10
Fig. 7-19 Coordenada Z da superfície de usinagem
B. R (nível de retorno)
Após a usinagem, dois tipos de retorno são possíveis.
Retorno ao ponto inicial e, então, movimento para a posição do próximo furo a ser usinado.
Retorno ao ponto R e, então, movimento para a posição do próximo furo a ser usinado.
Ponto inicial
Furo a ser usinado (1)
Furo a ser usinado (2)
[1]
[6]
[2]
[3] [4]
[5]
Dispositivo de fixação da peça
Avanço rápido Avanço de corte
[1]
Ponto R
[2]
[4] [3] [5]
Pontoinicial
Avanço rápido Avanço de corte
Furo a ser usinado (1)
Furo a ser usinado (2)
Dispositivo de fixação da peça
M3P141

CRIAÇÃO DO PROGRAMA 7
7-93
3. Entrada de dados da seqüência de perfis
A seguir, é explicado o método de entrada de dados da seqüência de perfis de usinagem de ponto para cada tipo de perfil, tomando o desenho abaixo como exemplo.
2 –? 8 4 –? 8 4 –? 8
12 –? 8 10 –? 8 ?8
300
100
50
50
100
300
200
400
Coordenada Z da superfície de usinagem = 0
5 –? 9
30
120
60°
60°
100 50
120
40
100 50
60°
120
40
15° 15°
R50 R50
45° 30° 45°
45° 20
20
CORDA ARCO CÍRCULO
PONTO
LINHA
QUADRADO GRELHA
R50
M3P142 Fig. 7-20 Desenho para a entrada de dados da seqüência de perfis
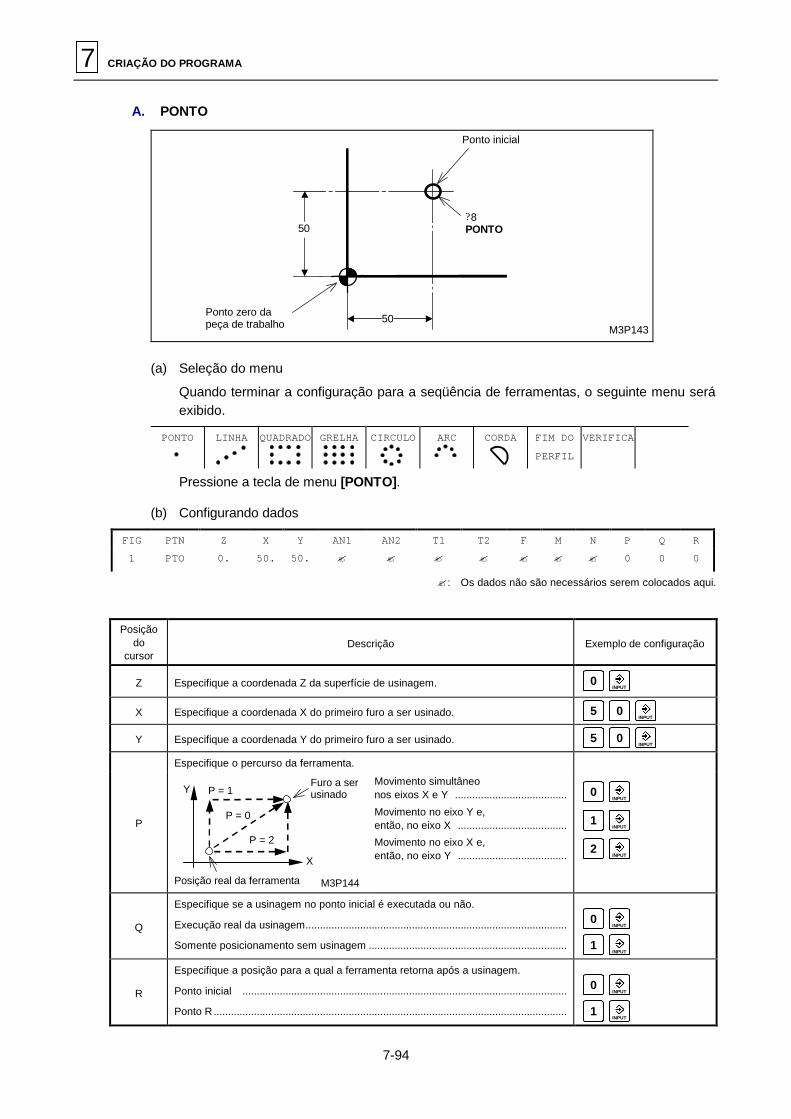
7 CRIAÇÃO DO PROGRAMA
7-94
A. PONTO
50
50
M3P143
Ponto zero da peça de trabalho
Ponto inicial
? 8 PONTO
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [PONTO].
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
1 PTO 0. 50. 50. ? ? ? ? ? ? ? 0 0 0
? : Os dados não são necessários serem colocados aqui.
Posição do
cursor Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do primeiro furo a ser usinado. 5 0INPUT
Y Especifique a coordenada Y do primeiro furo a ser usinado. 5 0INPUT
Especifique o percurso da ferramenta.
P
Furo a ser usinado
P = 2
P = 0
P = 1 Y
X
Posição real da ferramenta M3P144
Movimento simultâneo nos eixos X e Y .......................................
Movimento no eixo Y e, então, no eixo X ......................................
Movimento no eixo X e, então, no eixo Y ......................................
0INPUT
1INPUT
2INPUT
Q
Especifique se a usinagem no ponto inicial é executada ou não.
Execução real da usinagem...........................................................................................
Somente posicionamento sem usinagem .....................................................................
0INPUT
1INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial .................................................................................................................
Ponto R ...........................................................................................................................
0INPUT
1INPUT

CRIAÇÃO DO PROGRAMA 7
7-95
B. LINHA
M3P145
5? ? 9 LINHA
50
100
30
Ponto zero da peça de trabalho
Ponto inicial
60°
120 Linha de furos a ser usinado
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [LINHA].
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
2 LIN 0. 50. 100. 60 ? 30. ? 0 5 ? ? 0 0
? : Os dados não são necessários serem colocados aqui.
Posição do
cursor Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do primeiro furo a ser usinado. 5 0INPUT
Y Especifique a coordenada Y do primeiro furo a ser usinado. 1 0 0INPUT
Especifique o ângulo ? 1 formado pela linha de furos a serem usinados e o eixo X.
AN1
Eixo X
Linha reta de furos a serem usinados
?’1 (HORAR)
? 1 (ANTI- HORAR)
M3P146
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 60° (para a esquerda) (+) .........................
Sentido HORAR: ? ’1 = –300° (para a direita) (–) ..............................
6 0INPUT
– 3 0 0INPUT
T1
Especifique o espaçamento entre os furos a serem usinados ou a distância total entre o primeiro furo a ser usinado e o último furo.
1 : Espaçamento entre furos ............................................................................
2 : Distância total entre o primeiro furo a ser usinado e o último furo ...........
3 0INPUT
1 2 0INPUT

7 CRIAÇÃO DO PROGRAMA
7-96
Posição do
cursor Descrição Exemplo de configuração
F
Especifique se os dados introduzidos em T1 dizem respeito ao espaçamento ou à distância total.
Espaçamento .....................................................................................................
Distância total ....................................................................................................
0INPUT
1INPUT
M Especifique o número de furos a serem usinados . 5INPUT
Especifique se a usinagem no ponto inicial é executada ou não.
Q
? Ponto inicial
M3P147 ? Ponto inicial
Execução real da usinagem ..................................
Somente posicionamento sem usinagem .........
0INPUT
1INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial .........................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT
C. QUADRADO
M3P148
10-? 8 QUADRADO
Ponto zero da peça de trabalho
Ponto inicial
100
15°
60°
120
50
40
100
50
Ordem da usinagem
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [QUADRADO].

CRIAÇÃO DO PROGRAMA 7
7-97
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
3 QUA 0. 100. 50. 15. 60. 50. 40. 0 3 4 0 0 0
Posição
do cursor
Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do primeiro furo a ser usinado. 1 0 0INPUT
Y Especifique a coordenada Y do primeiro furo a ser usinado. 5 0INPUT
Especifique o ângulo ? 1 formado pela linha de furos a serem usinados em primeiro lugar e o eixo X.
AN1
Linha de furos a serem usinados em primeiro lugar AN1
? 1 (ANTI-HORAR)
?’1 (HORAR)
Eixo X
M3P149
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 15° (para a esquerda) (+)........................
Sentido HORAR: ? ’1 = –345° (para a direita) (–) ...........................
1 5INPUT
– 3 4 5INPUT
Especifique o ângulo ? 2 formado pelas duas linhas de furos a serem usinados.
AN2
Linha de furos a serem usinados por último AN2
? 2 (ANTI-HORAR)
Linha de furos a serem usinados em 1º lugar
?’2 (HORAR)
M3P150
Há dois tipos de ? 2
Sentido ANTI-HORAR: ? 2 = 60° (para a esquerda) (+) ......................
Sentido HORAR: ? ’2 = –300° (para a direita) (–) ............................
6 0INPUT
– 3 0 0INPUT
T1
Especifique o espaçamento entre os furos ou o comprimento total das linhas de furos a serem usinados em primeiro lugar.
1 : Espaçamento entre furos da linha de furos a serem usinados em 1º lugar. ....
2 : Comprimento total da linha de furos a serem usinados em 1° lugar..................
(Designe 1 ou 2.)
5 0INPUT
1 0 0INPUT
T2
Especifique o espaçamento entre os furos ou o comprimento total das linhas de furos a serem usinados por último.
t1 : Espaçamento entre furos da linha de furos a serem usinados por último. .........
t2 : Comprimento total da linha de furos a serem usinados por último. ....................
(Designe o espaçamento, se ele é especificado em T1, ou o comprimento total especificado em T1)..
4 0INPUT
1 2 0INPUT
F
Especifique se os dados introduzidos em T1 e T2 dizem respeito ao espaçamento ou ao comprimento total.
Espaçamento..............................................................................................................
Comprimento total ......................................................................................................
0INPUT
1INPUT
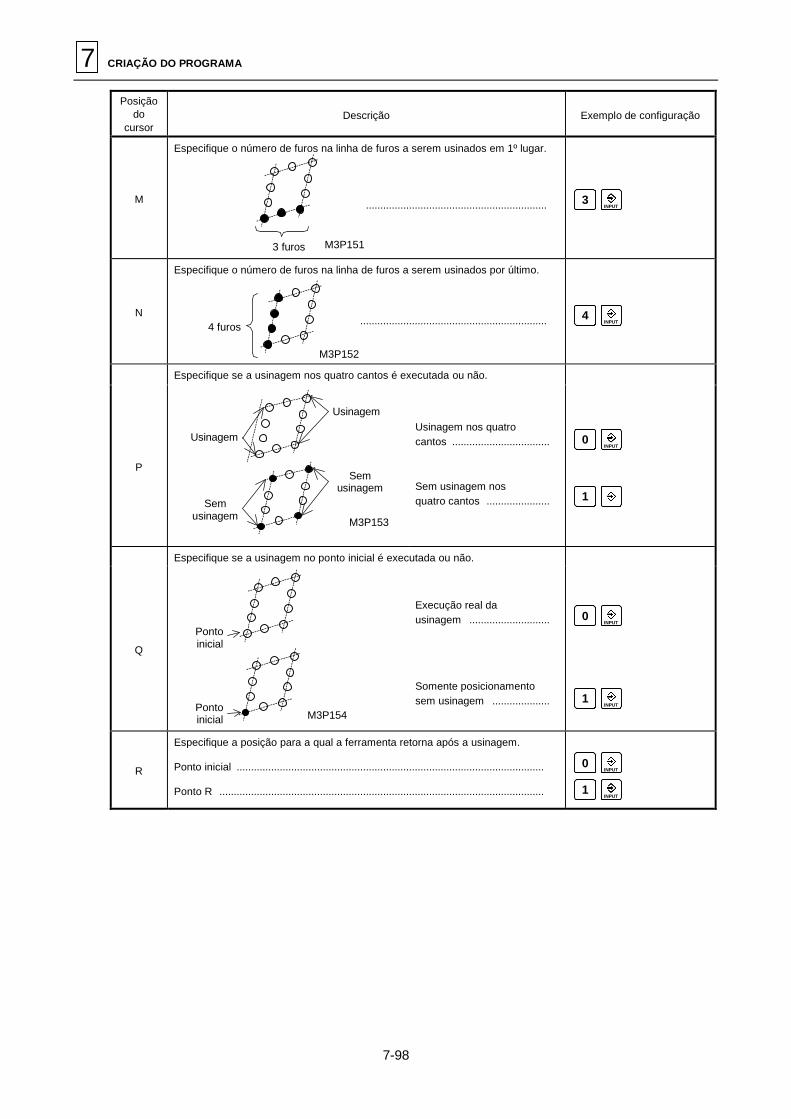
7 CRIAÇÃO DO PROGRAMA
7-98
Posição do
cursor Descrição Exemplo de configuração
M
Especifique o número de furos na linha de furos a serem usinados em 1º lugar.
3 furos M3P151
...............................................................
3INPUT
N
Especifique o número de furos na linha de furos a serem usinados por último.
M3P152
4 furos .................................................................
4INPUT
Especifique se a usinagem nos quatro cantos é executada ou não.
P
Usinagem
Usinagem
Sem usinagem
Sem usinagem
M3P153
Usinagem nos quatro cantos ..................................
Sem usinagem nos quatro cantos ......................
0INPUT
1
Especifique se a usinagem no ponto inicial é executada ou não.
Q
Ponto inicial
M3P154 Ponto inicial
Execução real da usinagem ............................
Somente posicionamento sem usinagem ....................
0INPUT
1INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial ...........................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT
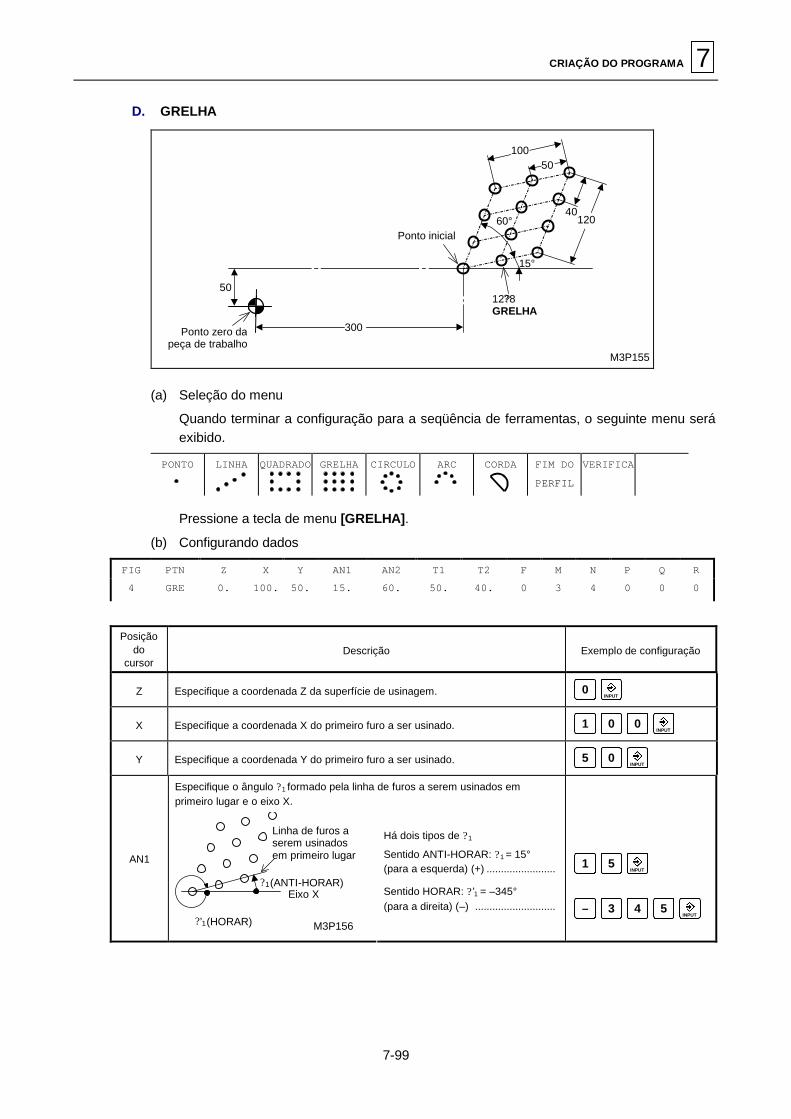
CRIAÇÃO DO PROGRAMA 7
7-99
D. GRELHA
M3P155
12?? 8 GRELHA
Ponto zero da peça de trabalho
Ponto inicial
50 100
50
300
15°
60° 120 40
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [GRELHA].
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
4 GRE 0. 100. 50. 15. 60. 50. 40. 0 3 4 0 0 0
Posição
do cursor
Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do primeiro furo a ser usinado. 1 0 0INPUT
Y Especifique a coordenada Y do primeiro furo a ser usinado. 5 0INPUT
Especifique o ângulo ? 1 formado pela linha de furos a serem usinados em primeiro lugar e o eixo X.
AN1
Linha de furos a serem usinados em primeiro lugar
Eixo X ? 1 (ANTI-HORAR)
?’1 (HORAR) M3P156
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 15° (para a esquerda) (+) ........................
Sentido HORAR: ? ’1 = –345° (para a direita) (–) ............................
1 5INPUT
– 3 4 5INPUT

7 CRIAÇÃO DO PROGRAMA
7-100
Posição do
cursor Descrição Exemplo de configuração
Especifique o ângulo ? 2 formado pelas duas linhas de furos a serem usinados.
AN2
? 2 (ANTI-HORAR)
?’2 (HORAR)
M3P157
Linha de furos a serem usinados 1º AN1
Linha de furos a serem usinados por último AN2
Há dois tipos de ? 2
Sentido ANTI-HORAR: ? 2 = 60° (para a esquerda) (+) ......................
Sentido HORAR: ? ’2 = –300° (para a direita) (–) ............................
6 0INPUT
– 3 0 0INPUT
T1
Especifique o espaçamento entre os furos ou o comprimento total das linhas de furos a serem usinados em primeiro lugar.
1 : Espaçamento entre furos da linha de furos a serem usinados em 1º lugar. .
2 : Comprimento total da linha de furos a serem usinados em 1° lugar. ............
(Designe 1 ou 2.)
5 0INPUT
1 0 0INPUT
T2
Especifique o espaçamento entre os furos ou o comprimento total da linha de furos a serem usinados por último.
t1: Espaçamento entre furos da linha de furos a serem usinados por último. .....
t2: Comprimento total da linha de furos a serem usinados por último. ................
(Designe o espaçamento, se ele é especificado em T1, ou o comprimento total, especificado em T1.)
4 0INPUT
1 2 0INPUT
F
Especifique o número de furos na linha de furos a serem usinados em 1º lugar.
Espaçamento .........................................................................................................
Comprimento total .................................................................................................
0INPUT
1INPUT
M
Especifique o número de furos na linha de furos a serem usinados em 1º lugar.
3 furos M3P158
................................................................
3INPUT
N
Especifique o número de furos na linha de furos a serem usinados por último.
4 furos
M3P159
.....................................................................
4INPUT
Especifique se a usinagem nos quatro cantos é executada ou não.
P
Usinagem
Usinagem
Sem usinagem
Sem usinagem
M3P160
Usinagem nos quatro cantos ................................
Sem usinagem nos quatro cantos ....................
0INPUT
1INPUT
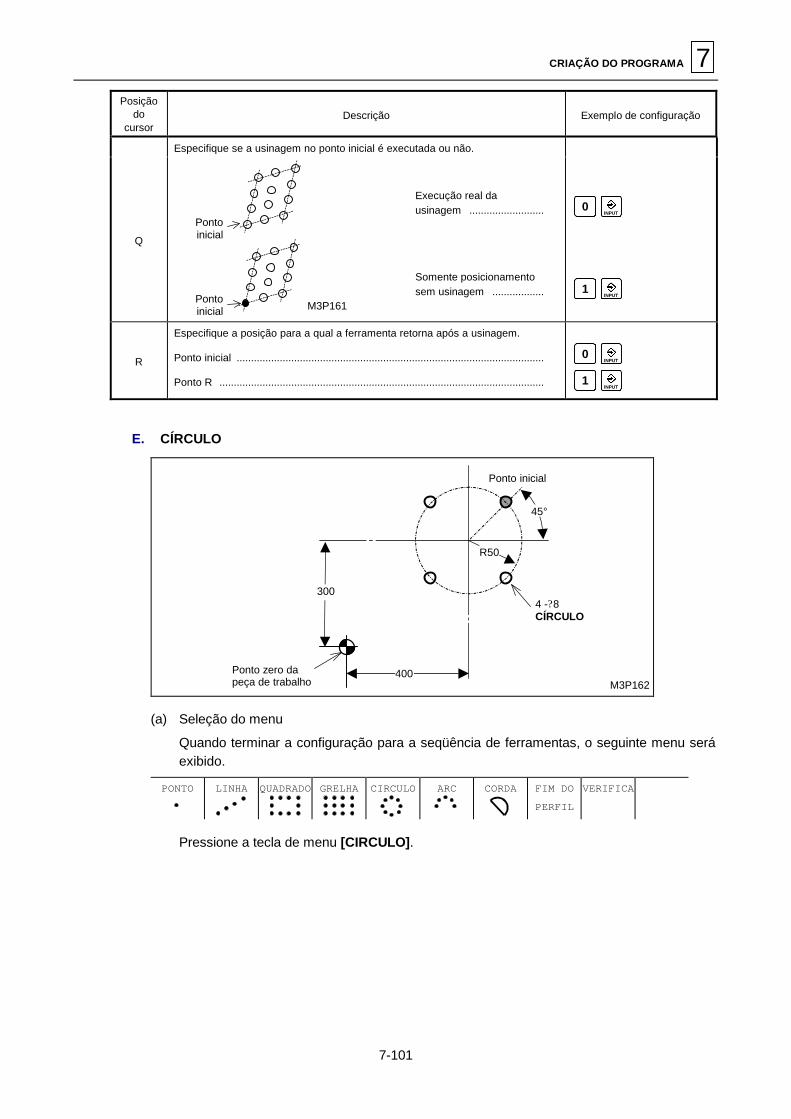
CRIAÇÃO DO PROGRAMA 7
7-101
Posição do
cursor Descrição Exemplo de configuração
Especifique se a usinagem no ponto inicial é executada ou não.
Q
Pontoinicial
M3P161 Pontoinicial
Execução real da usinagem ..........................
Somente posicionamento sem usinagem ..................
0INPUT
1INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial ...........................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT
E. CÍRCULO
M3P162
R50
45°
Ponto inicial
400
300
Ponto zero da peça de trabalho
4 -? 8 CÍRCULO
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [CIRCULO].

7 CRIAÇÃO DO PROGRAMA
7-102
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
5 CIRC. 0. 400. 300. 45. ? 50. ? ? 4 ? ? ? 0
? : Os dados não são necessários serem colocados aqui.
Posição do
cursor Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do centro do círculo. 4 0 0INPUT
Y Especifique a coordenada Y do centro do círculo. 3 0 0INPUT
Especifique o ângulo ? 1 formado pelo ponto inicial e o eixo X.
AN1
Primeiro furo a ser usinado (Ponto inicial)
? ’1 (HORAR)
? 1 (ANTI-HORAR) Eixo X
M3P162
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 45° (para a esquerda) (+) ........................
Sentido HORAR: ? ’1 = –315° (para a direita) (–) ..........................
4 5INPUT
– 3 1 5INPUT
T1 Especifique o raio do círculo. 5 0INPUT
M Especifique o número de furos a serem usinados. 4INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial ............................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT
F. ARCO
M3P164
Ponto inicial
200
300
Ponto zero da peça de trabalho
45°
30° R50
4 -??? 8 ARCO
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [ARCO].
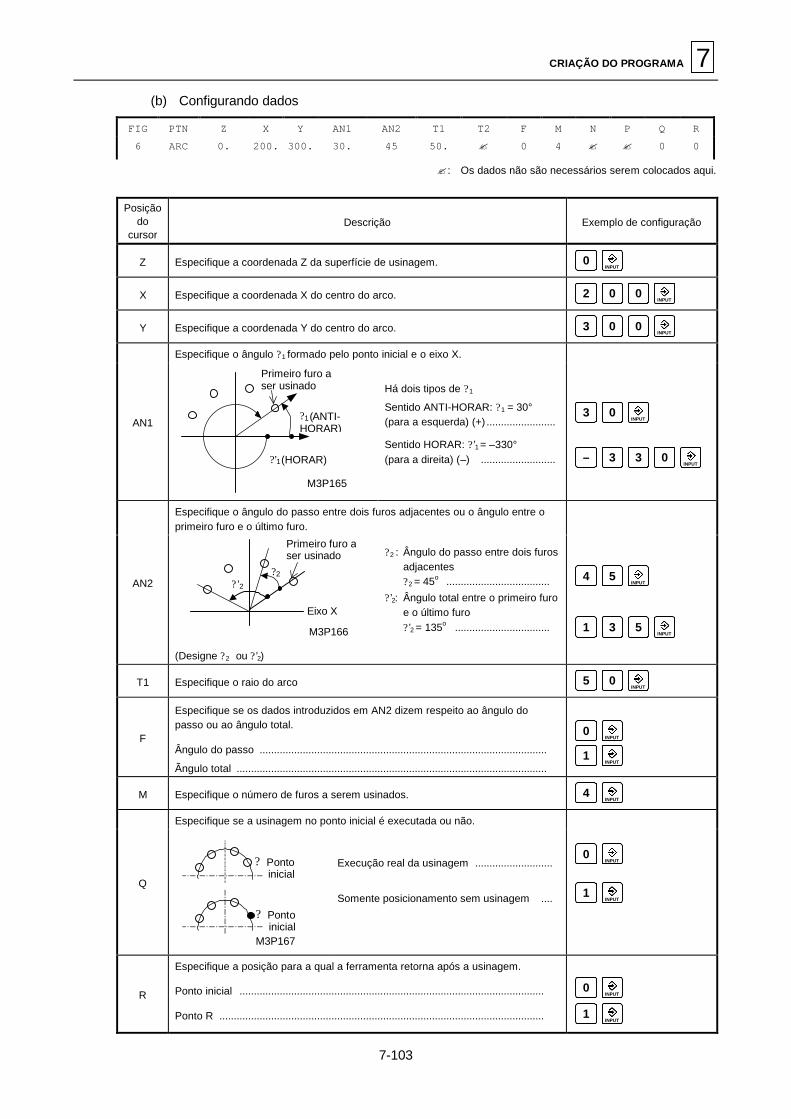
CRIAÇÃO DO PROGRAMA 7
7-103
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
6 ARC 0. 200. 300. 30. 45 50. ? 0 4 ? ? 0 0
? : Os dados não são necessários serem colocados aqui.
Posição do
cursor Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do centro do arco. 2 0 0INPUT
Y Especifique a coordenada Y do centro do arco. 3 0 0INPUT
Especifique o ângulo ? 1 formado pelo ponto inicial e o eixo X.
AN1
Primeiro furo a ser usinado
?’1 (HORAR)
? 1 (ANTI- HORAR)
M3P165
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 30° (para a esquerda) (+) ........................
Sentido HORAR: ? ’1 = –330° (para a direita) (–) ..........................
3 0INPUT
– 3 3 0INPUT
Especifique o ângulo do passo entre dois furos adjacentes ou o ângulo entre o primeiro furo e o último furo.
Primeiro furo a ser usinado
? 2 ? ’2
Eixo X
M3P166
? 2 : Ângulo do passo entre dois furos adjacentes ? 2 = 45o ....................................
? ’2: Ângulo total entre o primeiro furo e o último furo ? ’2 = 135o .................................
AN2
(Designe ? 2 ou ? ’2)
4 5INPUT
1 3 5INPUT
T1 Especifique o raio do arco 5 0INPUT
F
Especifique se os dados introduzidos em AN2 dizem respeito ao ângulo do passo ou ao ângulo total.
Ângulo do passo ....................................................................................................
Ãngulo total ............................................................................................................
0INPUT
1INPUT
M Especifique o número de furos a serem usinados. 4INPUT
Especifique se a usinagem no ponto inicial é executada ou não.
Q
? Ponto inicial
M3P167
? Ponto inicial
Execução real da usinagem ...........................
Somente posicionamento sem usinagem ....
0INPUT
1INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial ..........................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT
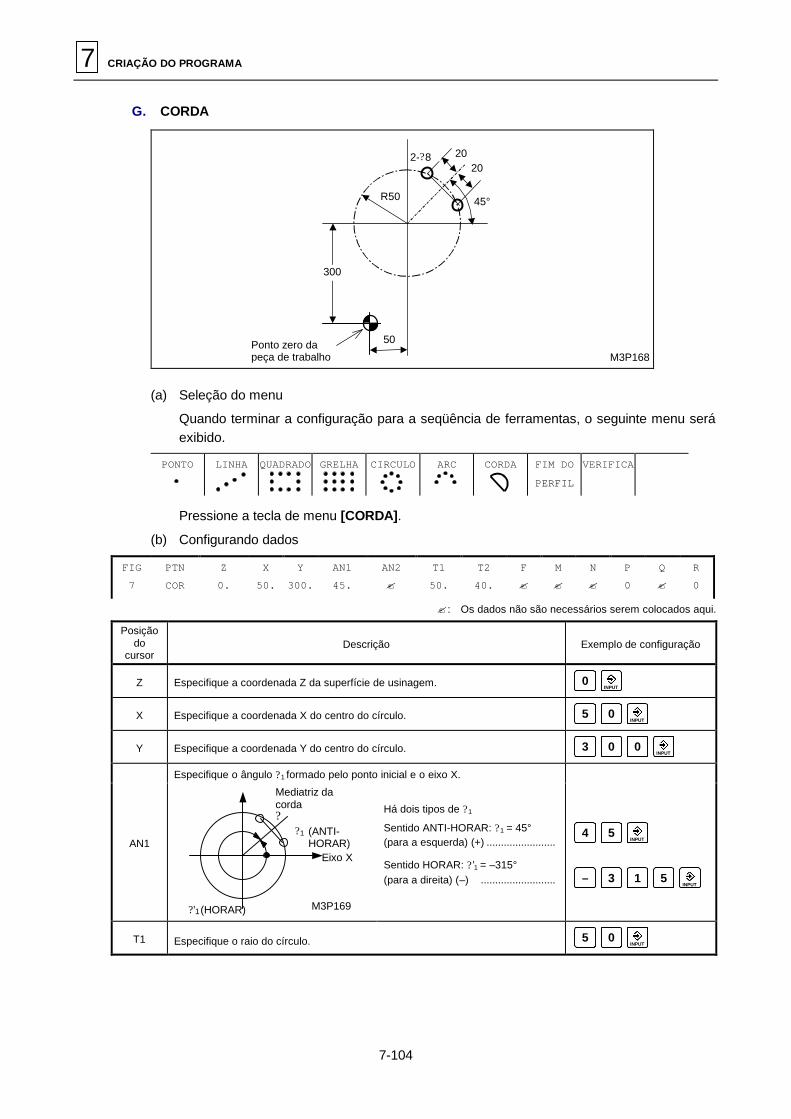
7 CRIAÇÃO DO PROGRAMA
7-104
G. CORDA
M3P168
R50
300
Ponto zero da peça de trabalho
50
2-? 8 20 20
45°
(a) Seleção do menu
Quando terminar a configuração para a seqüência de ferramentas, o seguinte menu será exibido.
PONTO
LINHA
QUADRADO
GRELHA
CIRCULO
ARC
CORDA
FIM DO
PERFIL
VERIFICA
Pressione a tecla de menu [CORDA].
(b) Configurando dados
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
7 COR 0. 50. 300. 45. ? 50. 40. ? ? ? 0 ? 0
? : Os dados não são necessários serem colocados aqui.
Posição do
cursor Descrição Exemplo de configuração
Z Especifique a coordenada Z da superfície de usinagem. 0INPUT
X Especifique a coordenada X do centro do círculo. 5 0INPUT
Y Especifique a coordenada Y do centro do círculo. 3 0 0INPUT
Especifique o ângulo ? 1 formado pelo ponto inicial e o eixo X.
AN1
Mediatriz da corda ?
?’1 (HORAR)
? 1 (ANTI- HORAR)
Eixo X
M3P169
Há dois tipos de ? 1
Sentido ANTI-HORAR: ? 1 = 45° (para a esquerda) (+) ........................
Sentido HORAR: ? ’1 = –315° (para a direita) (–) ..........................
4 5INPUT
– 3 1 5INPUT
T1 Especifique o raio do círculo. 5 0INPUT
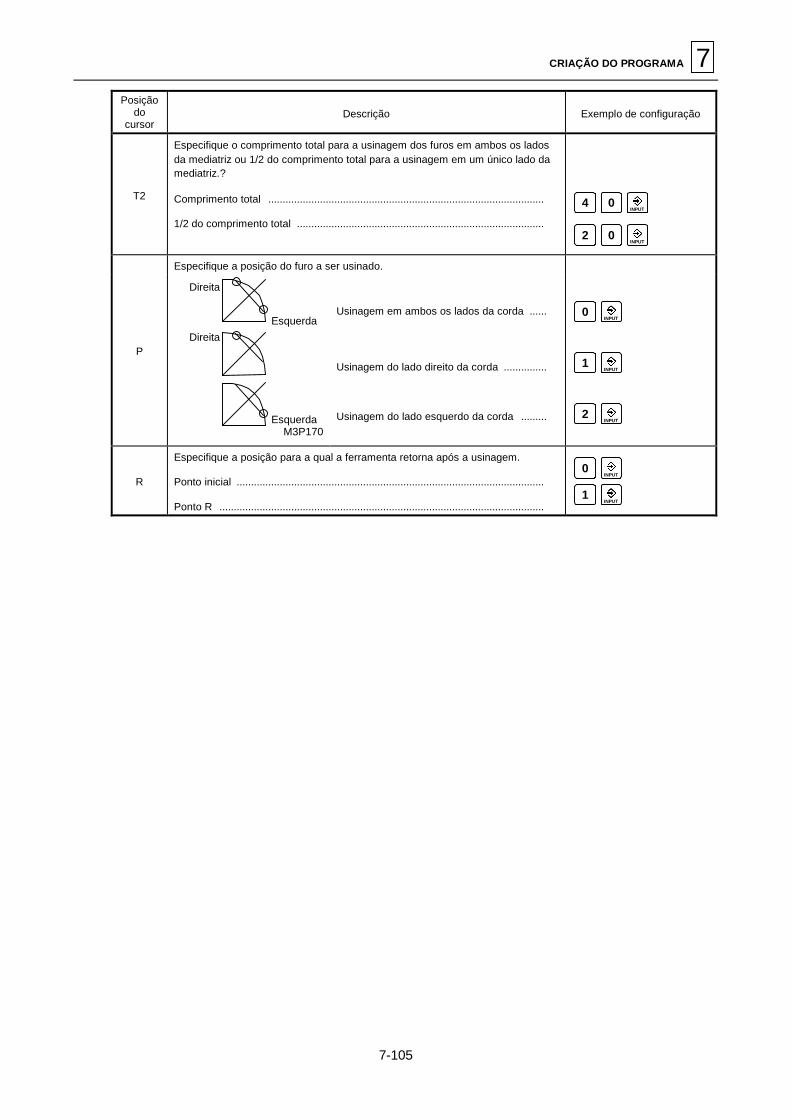
CRIAÇÃO DO PROGRAMA 7
7-105
Posição do
cursor Descrição Exemplo de configuração
T2
Especifique o comprimento total para a usinagem dos furos em ambos os lados da mediatriz ou 1/2 do comprimento total para a usinagem em um único lado da mediatriz.?
Comprimento total ................................................................................................
1/2 do comprimento total ......................................................................................
4 0INPUT
2 0INPUT
Especifique a posição do furo a ser usinado.
P
M3P170
Direita
Direita Esquerda
Esquerda
Usinagem em ambos os lados da corda ......
Usinagem do lado direito da corda ...............
Usinagem do lado esquerdo da corda .........
0INPUT
1INPUT
2INPUT
R
Especifique a posição para a qual a ferramenta retorna após a usinagem.
Ponto inicial ...........................................................................................................
Ponto R .................................................................................................................
0INPUT
1INPUT

CRIAÇÃO DO PROGRAMA 7
7-105
7 CRIAÇÃO DO PROGRAMA
P105 (blank page) Fig. 7-1
Fig. 7-2
Fig. 7-3
Fig. 7-4
Fig. 7-5
Fig. 7-6
Fig. 7-7
Fig. 7-8
Fig. 7-9
Fig. 7-10
Fig. 7-11
Fig. 7-12
Fig. 7-13
Fig. 7-14
Fig. 7-15
Fig. 7-16
Fig. 7-17
Fig. 7-18
Fig. 7-19
Fig. 7-20
Table 7-1
Table 7-2

7 CRIAÇÃO DO PROGRAMA
7-106
7-7 Unidades de Usinagem de Linha
As unidades de usinagem de linha são usadas para introduzir um método de usinagem de contorno e os dados relacionados à forma a ser usinada. A unidade inclui duas seqüências: Uma é a seqüência de ferramentas, que trata dos dados a serem introduzidos relacionados aos detalhes operacionais da ferramenta, e a outra, a seqüência de perfis, que trata dos dados a serem introduzidos relacionados às dimensões de usinagem especificadas no desenho.
7-7-1 Tipos de unidades de usinagem de linha
Como mostrado abaixo, 9 tipos de unidades de usinagem de linha são disponíveis:
1. Usinagem linear central 2. Usinagem linear à direita 3. Usinagem linear à esquerda
4. Usinagem linear externa 5. Usinagem linear interna 6. Chanframento à direita
7. Chanframento à esquerda 8. Chanframento externo 9. Chanframento interno
M3P171 Fig. 7-21 Tipos de unidades de usinagem de linha
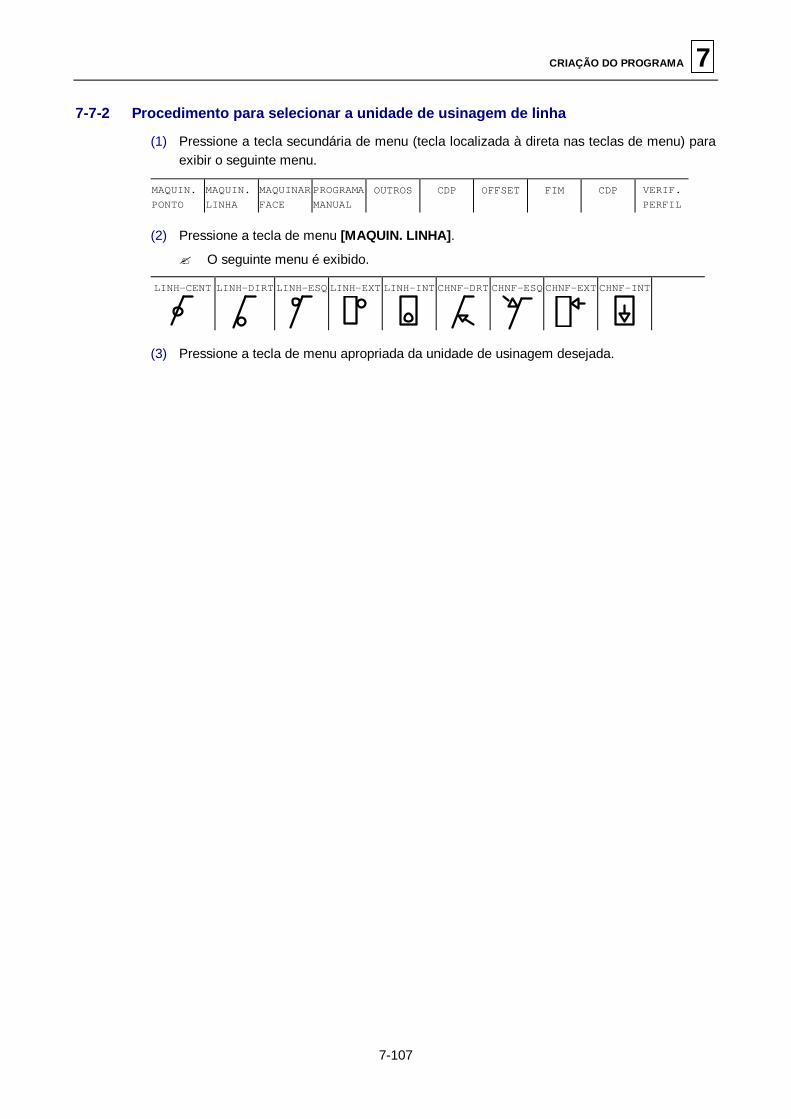
CRIAÇÃO DO PROGRAMA 7
7-107
7-7-2 Procedimento para selecionar a unidade de usinagem de linha
(1) Pressione a tecla secundária de menu (tecla localizada à direta nas teclas de menu) para exibir o seguinte menu.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
(2) Pressione a tecla de menu [MAQUIN. LINHA].
? O seguinte menu é exibido.
LINH-CENT
LINH-DIRT
LINH-ESQ
LINH-EXT
LINH-INT
CHNF-DRT
CHNF-ESQ
CHNF-EXT
CHNF-INT
(3) Pressione a tecla de menu apropriada da unidade de usinagem desejada.
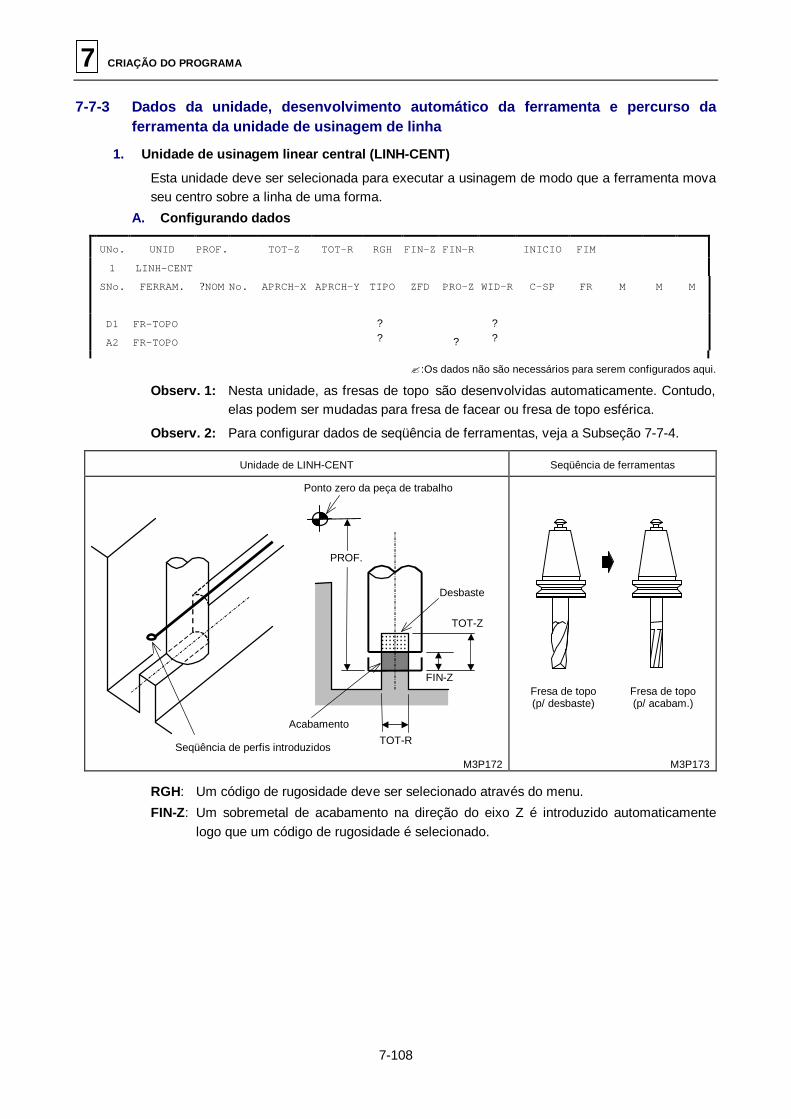
7 CRIAÇÃO DO PROGRAMA
7-108
7-7-3 Dados da unidade, desenvolvimento automático da ferramenta e percurso da ferramenta da unidade de usinagem de linha
1. Unidade de usinagem linear central (LINH-CENT)
Esta unidade deve ser selecionada para executar a usinagem de modo que a ferramenta mova seu centro sobre a linha de uma forma.
A. Configurando dados
? :Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente. Contudo, elas podem ser mudadas para fresa de facear ou fresa de topo esférica.
Observ. 2: Para configurar dados de seqüência de ferramentas, veja a Subseção 7-7-4.
Unidade de LINH-CENT Seqüência de ferramentas
Ponto zero da peça de trabalho
Desbaste
Acabamento
TOT-Z
FIN-Z
TOT-R Seqüência de perfis introduzidos
PROF.
.....................................
Fresa de topo (p/ desbaste)
Fresa de topo (p/ acabam.)
M3P172 M3P173 RGH: Um código de rugosidade deve ser selecionado através do menu. FIN-Z: Um sobremetal de acabamento na direção do eixo Z é introduzido automaticamente
logo que um código de rugosidade é selecionado.
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM
1 LINH-CENT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M
M M
D1
A2
FR-TOPO
FR-TOPO
? ?
?
? ?

CRIAÇÃO DO PROGRAMA 7
7-109
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até duas ferramentas é desenvolvido automaticamente com base em TOT-Z e em FIN-Z.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0: Desenvolvimento de uma ferramenta.
A1 (Acabamento) TOT-Z ? FIN-Z: Desenvolvimento de uma ferramenta.
D1, A1 (Desbaste/Acabamento)
Outros diferentes dos especificados acima. Desenvolvimento de duas ferramentas.
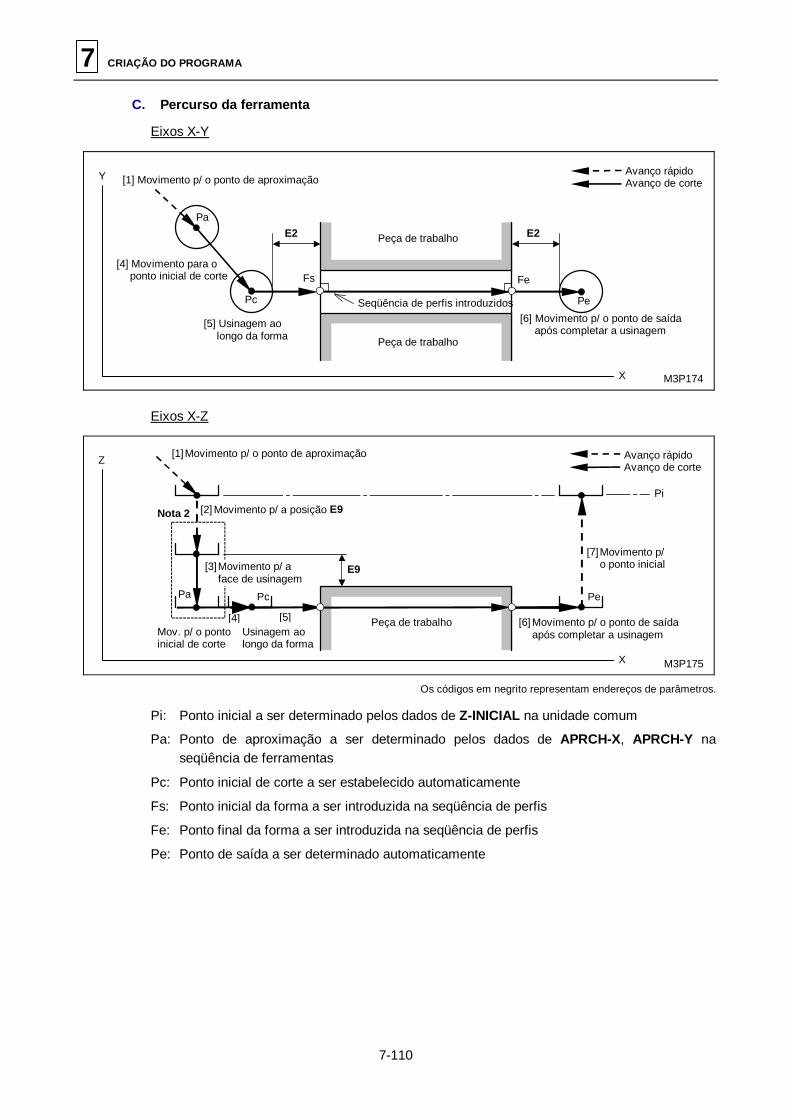
7 CRIAÇÃO DO PROGRAMA
7-110
C. Percurso da ferramenta
Eixos X-Y
M3P174
[1] Movimento p/ o ponto de aproximação
E2 E2 Peça de trabalho
Seqüência de perfis introduzidos
Fs Fe
Pe Pc
Pa
[5] Usinagem ao longo da forma
[4] Movimento para o ponto inicial de corte
Peça de trabalho
X
Y
[6] Movimento p/ o ponto de saída após completar a usinagem
Avanço rápido Avanço de corte
Eixos X-Z
M3P175 X
Z
Pi
Pe
E9
[7] Movimento p/ o ponto inicial
[6] Movimento p/ o ponto de saída após completar a usinagem Mov. p/ o ponto
inicial de corte
[5]
Pa
Nota 2 [2] Movimento p/ a posição E9
Usinagem ao longo da forma
Pc
[4]
Avanço rápido Avanço de corte
[3] Movimento p/ a face de usinagem
Peça de trabalho
[1] Movimento p/ o ponto de aproximação
Pc
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, APRCH-Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser determinado automaticamente
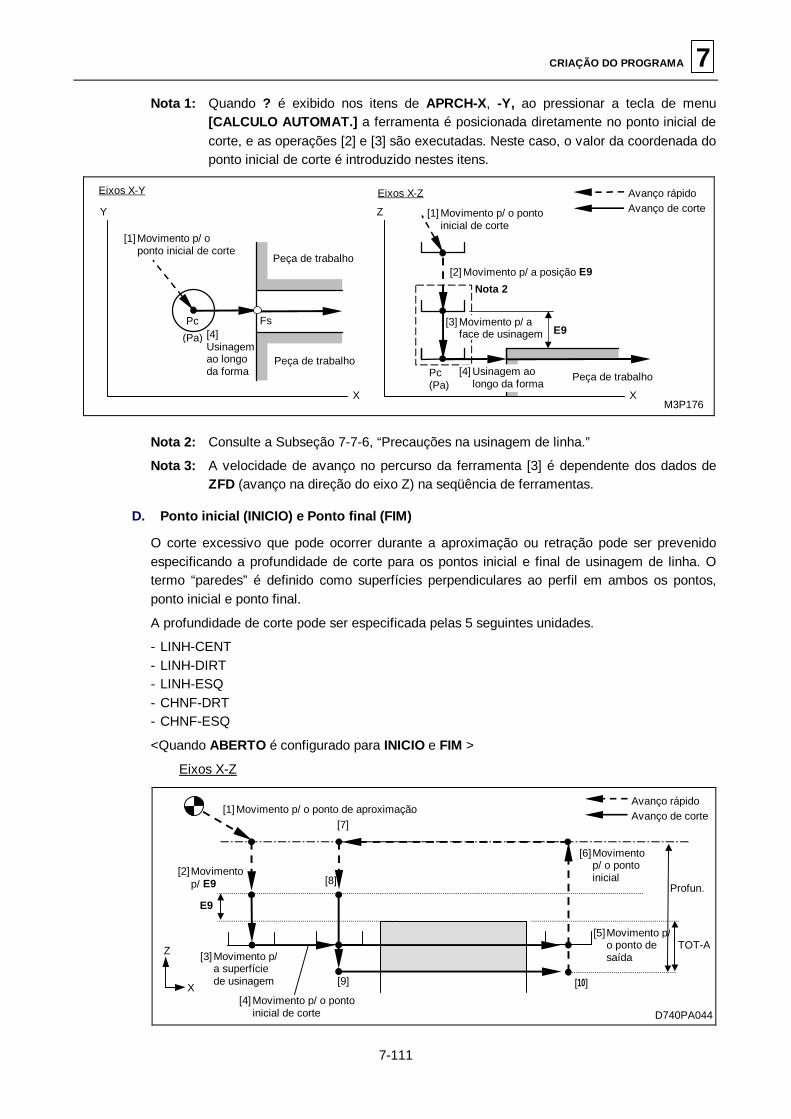
CRIAÇÃO DO PROGRAMA 7
7-111
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.] a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, o valor da coordenada do ponto inicial de corte é introduzido nestes itens.
M3P176
Pc
(Pa) [4] Usinagem ao longo da forma
[1] Movimento p/ o ponto inicial de corte
Fs
Y
X
Z
X
Pc (Pa)
[2] Movimento p/ a posição E9
E9
[4] Usinagem ao longo da forma
Eixos X-Y Eixos X-Z
Peça de trabalho
Peça de trabalho
Avanço rápido Avanço de corte
Peça de trabalho
[1] Movimento p/ o ponto inicial de corte
Nota 2
[3] Movimento p/ a face de usinagem
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.
D. Ponto inicial (INICIO) e Ponto final (FIM)
O corte excessivo que pode ocorrer durante a aproximação ou retração pode ser prevenido especificando a profundidade de corte para os pontos inicial e final de usinagem de linha. O termo “paredes” é definido como superfícies perpendiculares ao perfil em ambos os pontos, ponto inicial e ponto final.
A profundidade de corte pode ser especificada pelas 5 seguintes unidades.
- LINH-CENT - LINH-DIRT - LINH-ESQ - CHNF-DRT - CHNF-ESQ
<Quando ABERTO é configurado para INICIO e FIM >
Eixos X-Z
D740PA044
X
Z
E9
TOT-A
Profun.
[7]
[8]
[9] [10]
[1] Movimento p/ o ponto de aproximação Avanço rápido Avanço de corte
[2] Movimento p/ E9
[3] Movimento p/ a superfície de usinagem
[4] Movimento p/ o ponto inicial de corte
[5] Movimento p/ o ponto de saída
[6] Movimento p/ o ponto inicial
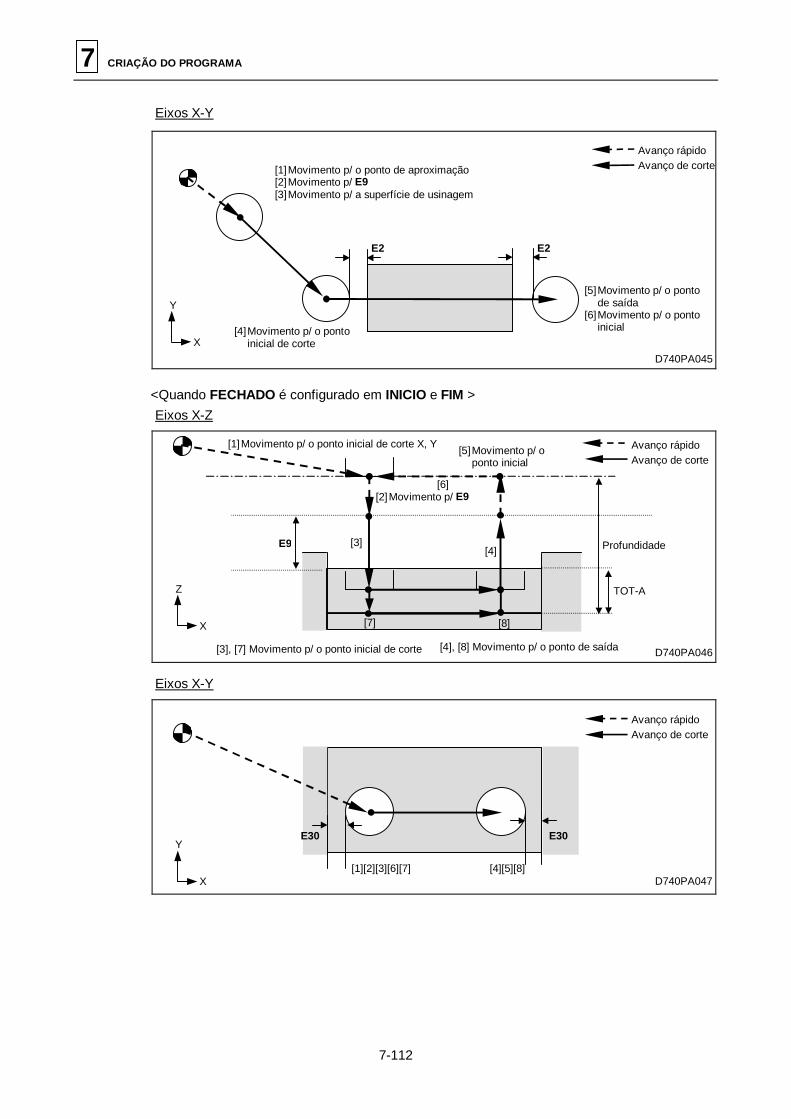
7 CRIAÇÃO DO PROGRAMA
7-112
Eixos X-Y
E2 E2
D740PA045X
Y
[1] Movimento p/ o ponto de aproximação [2] Movimento p/ E9 [3] Movimento p/ a superfície de usinagem
Avanço rápido Avanço de corte
[4] Movimento p/ o ponto inicial de corte
[5] Movimento p/ o ponto de saída
[6] Movimento p/ o ponto inicial
<Quando FECHADO é configurado em INICIO e FIM > Eixos X-Z
D740PA046
X
Z
[4]E9
[6]
[7] [8]
TOT-A
Profundidade
[1] Movimento p/ o ponto inicial de corte X, Y Avanço rápido Avanço de corte
[2] Movimento p/ E9
[3], [7] Movimento p/ o ponto inicial de corte [4], [8] Movimento p/ o ponto de saída
[5] Movimento p/ o ponto inicial
[3]
Eixos X-Y
D740PA047X
Y
[1][2][3][6][7] [4][5][8]
E30 E30
Avanço rápido Avanço de corte
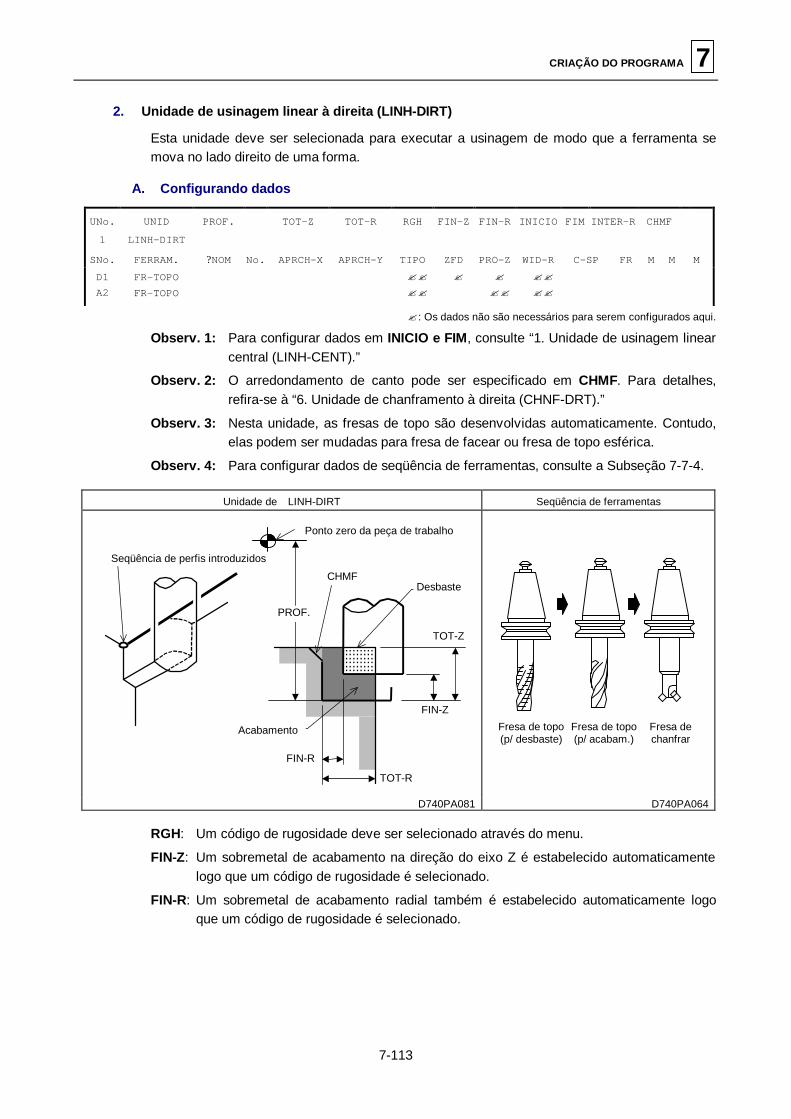
CRIAÇÃO DO PROGRAMA 7
7-113
2. Unidade de usinagem linear à direita (LINH-DIRT)
Esta unidade deve ser selecionada para executar a usinagem de modo que a ferramenta se mova no lado direito de uma forma.
A. Configurando dados
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R CHMF 1 LINH-DIRT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
????
? ???
????
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Para configurar dados em INICIO e FIM, consulte “1. Unidade de usinagem linear central (LINH-CENT).”
Observ. 2: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 3: Nesta unidade, as fresas de topo são desenvolvidas automaticamente. Contudo, elas podem ser mudadas para fresa de facear ou fresa de topo esférica.
Observ. 4: Para configurar dados de seqüência de ferramentas, consulte a Subseção 7-7-4.
Unidade de LINH-DIRT Seqüência de ferramentas
........................................................................
CHMF
Ponto zero da peça de trabalho
Desbaste
Acabamento
TOT-R
Seqüência de perfis introduzidos
TOT-Z
FIN-Z
FIN-R
PROF.
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
Fresa de chanfrar
D740PA081 D740PA064 RGH: Um código de rugosidade deve ser selecionado através do menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade é selecionado.
FIN-R: Um sobremetal de acabamento radial também é estabelecido automaticamente logo que um código de rugosidade é selecionado.

7 CRIAÇÃO DO PROGRAMA
7-114
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até três ferramentas é desenvolvido automaticamente com base em dados de TOT-Z, TOT-R, FIN-Z, FIN-R e CHMF. Não troque uma fresa de chanfrar desenvolvida automaticamente por uma broca de centro. Se esta troca for conduzida, o alarme 653 DESIGNAÇÃO ILEGAL DA FERRAMENTA ocorrerá durante a checagem do percurso da ferramenta na tela de VERIFICAÇÃO PERCURSO FERRAMENTA.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1(Acabamento) TOT-Z ? FIN-Z ou TOT-R ? FIN-R: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
Chanframento CHMF ? 0: Desenvolvimento de fresa de chanfrar

CRIAÇÃO DO PROGRAMA 7
7-115
C. Percurso da ferramenta
Eixos X-Y
M3P178
Pc [5] Usinagem ao
longo da forma
Movimento p/ o ponto inicial de corte
X
Y
[1] Movimento p/ o ponto de aproximação
Pe
[4]
[6] Movimento p/ o ponto de saída
E2 E2
Fe sr tr
Seqüência de perfis introduzidos
Pa
Fs
Avanço rápido Avanço de corte
Eixos X-Z
M3P179
Pe Pa
Peça de trabalho
Z
Pi
E9
[7] Movimento p/ o ponto inicial
[6] Movimento p/ o ponto de saída
Nota 2 [2] Movimento p/ a posição E9
X
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto de aproximação
[3] Movimento p/ a face de usinagem
[5]
Pc
[4] Movimento p/ o ponto
inicial de corteUsinagem ao longo da forma
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem
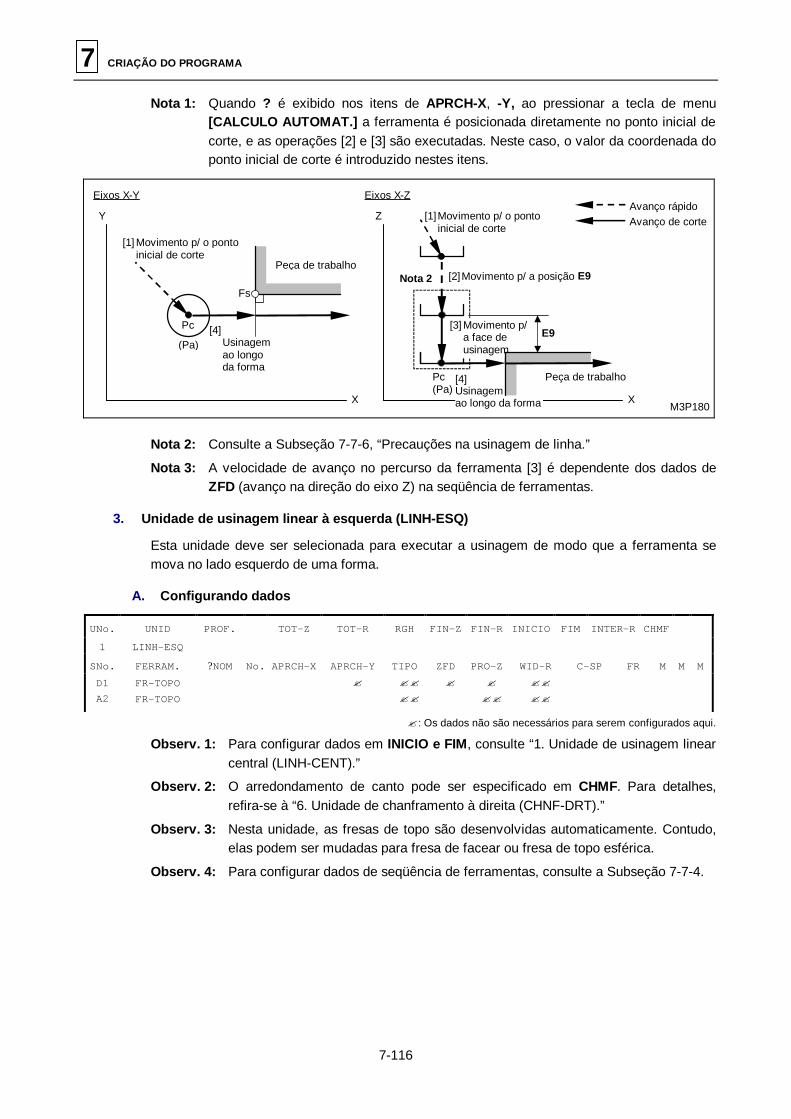
7 CRIAÇÃO DO PROGRAMA
7-116
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.] a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, o valor da coordenada do ponto inicial de corte é introduzido nestes itens.
M3P180
Eixos X-Y Eixos X-Z
Pc
(Pa)
[4] Usinagem ao longo da forma
[1] Movimento p/ o ponto inicial de corte
Fs
Y
X
Z
X
Pc (Pa)
[2] Movimento p/ a posição E9
E9
Peça de trabalho
Avanço rápido Avanço de corte [1] Movimento p/ o ponto
inicial de corte start point
Peça de trabalho [4] Usinagem ao longo da forma
Nota 2
[3] Movimento p/ a face de usinagem
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.
3. Unidade de usinagem linear à esquerda (LINH-ESQ)
Esta unidade deve ser selecionada para executar a usinagem de modo que a ferramenta se mova no lado esquerdo de uma forma.
A. Configurando dados
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R CHMF 1 LINH-ESQ
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 A2
FR-TOPO FR-TOPO
? ????
? ???
????
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Para configurar dados em INICIO e FIM, consulte “1. Unidade de usinagem linear central (LINH-CENT).”
Observ. 2: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 3: Nesta unidade, as fresas de topo são desenvolvidas automaticamente. Contudo, elas podem ser mudadas para fresa de facear ou fresa de topo esférica.
Observ. 4: Para configurar dados de seqüência de ferramentas, consulte a Subseção 7-7-4.
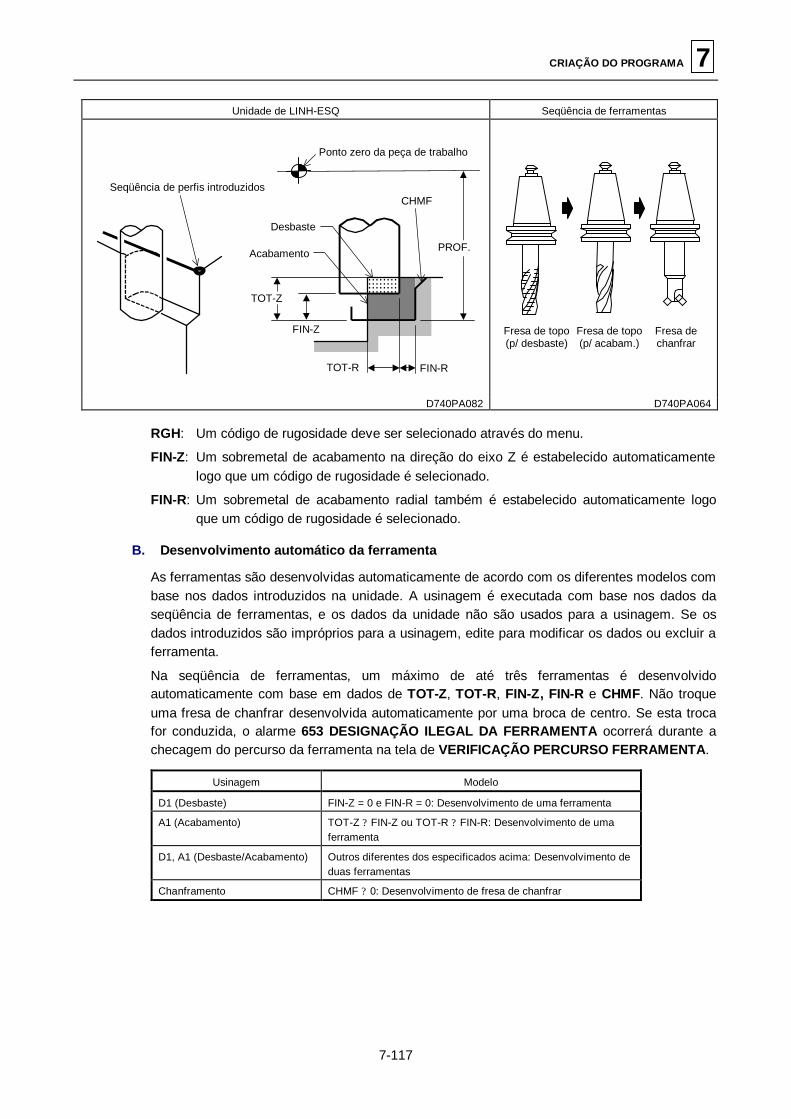
CRIAÇÃO DO PROGRAMA 7
7-117
Unidade de LINH-ESQ Seqüência de ferramentas
........................................................
CHMF
Ponto zero da peça de trabalho
Acabamento
TOT-R
Seqüência de perfis introduzidos
FIN-Z
FIN-R
Desbaste
PROF.
TOT-Z
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
Fresa de chanfrar
D740PA082 D740PA064 RGH: Um código de rugosidade deve ser selecionado através do menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade é selecionado.
FIN-R: Um sobremetal de acabamento radial também é estabelecido automaticamente logo que um código de rugosidade é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até três ferramentas é desenvolvido automaticamente com base em dados de TOT-Z, TOT-R, FIN-Z, FIN-R e CHMF. Não troque uma fresa de chanfrar desenvolvida automaticamente por uma broca de centro. Se esta troca for conduzida, o alarme 653 DESIGNAÇÃO ILEGAL DA FERRAMENTA ocorrerá durante a checagem do percurso da ferramenta na tela de VERIFICAÇÃO PERCURSO FERRAMENTA.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z ou TOT-R ? FIN-R: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
Chanframento CHMF ? 0: Desenvolvimento de fresa de chanfrar
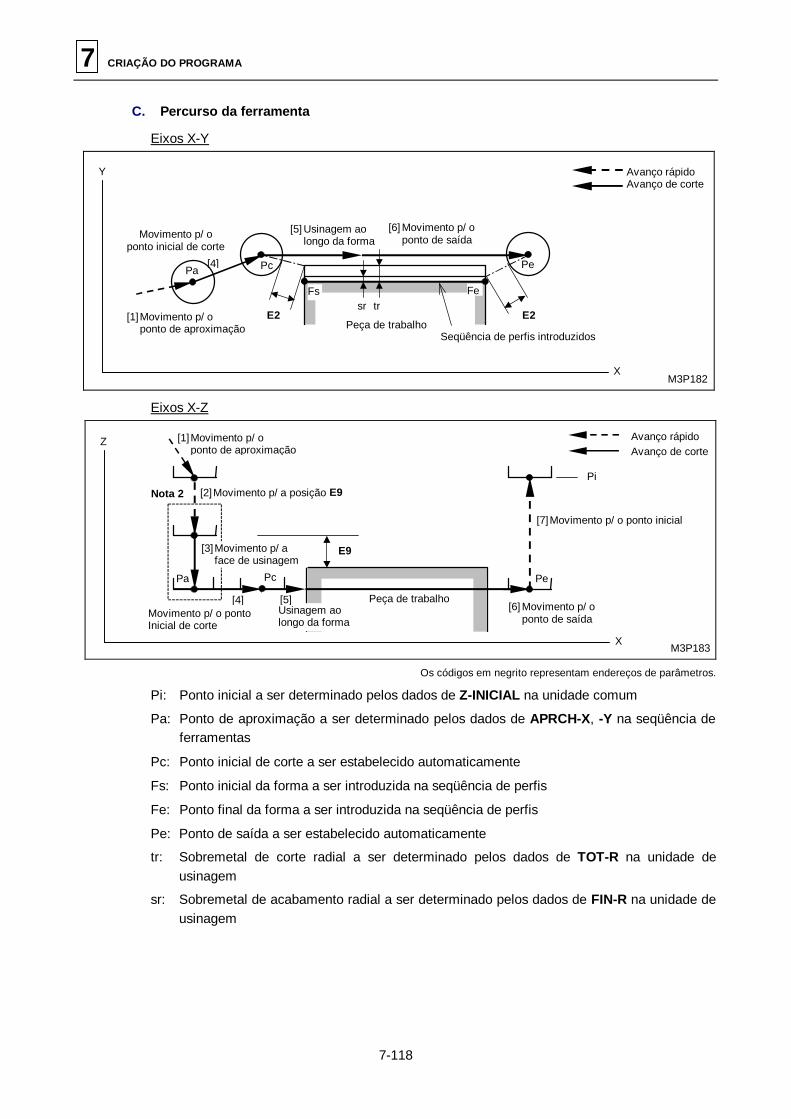
7 CRIAÇÃO DO PROGRAMA
7-118
C. Percurso da ferramenta
Eixos X-Y
M3P182
Y
Pa Pc
E2
Fs
Pe
tr sr
[4]
E2
Fe
Avanço rápido Avanço de corte
Movimento p/ o ponto inicial de corte
[5] Usinagem ao longo da forma
[6] Movimento p/ o ponto de saída
[1] Movimento p/ o ponto de aproximação
X
Seqüência de perfis introduzidos Peça de trabalho
Eixos X-Z
M3P183
Peça de trabalho
Z [1] Movimento p/ o ponto de aproximação
[3] Movimento p/ a face de usinagem
Pa Pe
Pi
E9
[7] Movimento p/ o ponto inicial
[6] Movimento p/ o ponto de saída
Nota 2
Pc
[4] Movimento p/ o ponto Inicial de corte
X
Avanço rápido Avanço de corte
[2] Movimento p/ a posição E9
Usinagem ao longo da forma
[5]
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem
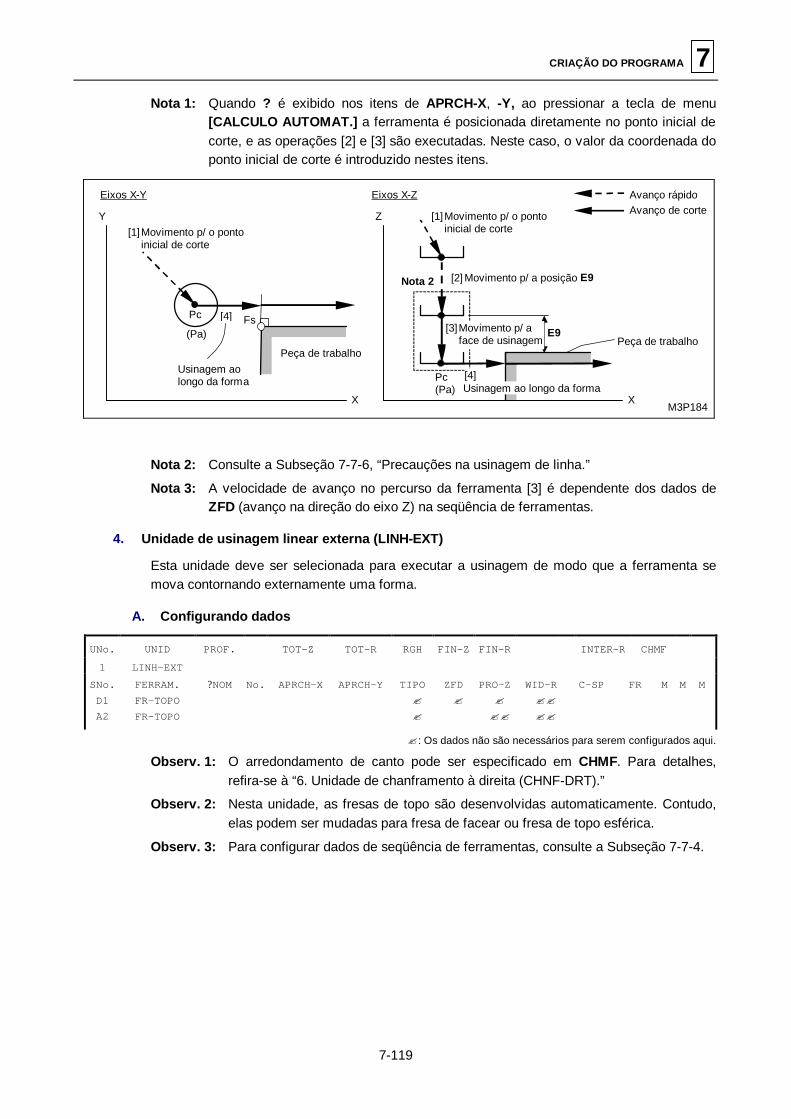
CRIAÇÃO DO PROGRAMA 7
7-119
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.] a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, o valor da coordenada do ponto inicial de corte é introduzido nestes itens.
M3P184
Eixos X-Y Eixos X-Z
Pc
(Pa)
[1] Movimento p/ o ponto inicial de corte
Fs
Y
X
Z
X
Pc (Pa)
[1] Movimento p/ o ponto inicial de corte
E9
[4] Usinagem ao longo da forma
Peça de trabalho Peça de trabalho
Avanço rápido Avanço de corte
[4]
Usinagem ao longo da forma
[2] Movimento p/ a posição E9 Nota 2
[3] Movimento p/ a face de usinagem
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.
4. Unidade de usinagem linear externa (LINH-EXT)
Esta unidade deve ser selecionada para executar a usinagem de modo que a ferramenta se mova contornando externamente uma forma.
A. Configurando dados
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF 1 LINH-EXT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 A2
FR-TOPO FR-TOPO
??
? ???
????
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 2: Nesta unidade, as fresas de topo são desenvolvidas automaticamente. Contudo, elas podem ser mudadas para fresa de facear ou fresa de topo esférica.
Observ. 3: Para configurar dados de seqüência de ferramentas, consulte a Subseção 7-7-4.

7 CRIAÇÃO DO PROGRAMA
7-120
Unidade de LINH-EXT Seqüência de ferramentas
........................................................................
CHMF
TOT-R
TOT-Z
FIN-Z
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos
PROF. Desbaste
Acabamento
FIN-R
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
Fresa de Chanfrar
D740PA083 D740PA064 RGH: Um código de rugosidade deve ser selecionado através do menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo z é estabelecido automaticamente logo que um código de rugosidade é selecionado.
FIN-R: Um sobremetal de acabamento radial também é estabelecido automaticamente logo que um código de rugosidade é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até três ferramentas é desenvolvido automaticamente com base em dados de TOT-Z, TOT-R, FIN-Z, FIN-R e CHMF. Não troque uma fresa de chanfrar desenvolvida automaticamente por uma broca de centro. Se esta troca for conduzida, o alarme 653 DESIGNAÇÃO ILEGAL DA FERRAMENTA ocorrerá durante a checagem do percurso da ferramenta na tela de VERIFICAÇÃO PERCURSO FERRAMENTA.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z ou TOT-R ? FIN-R: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
Chanframento CHMF ? 0: Desenvolvimento de fresa de chanfrar
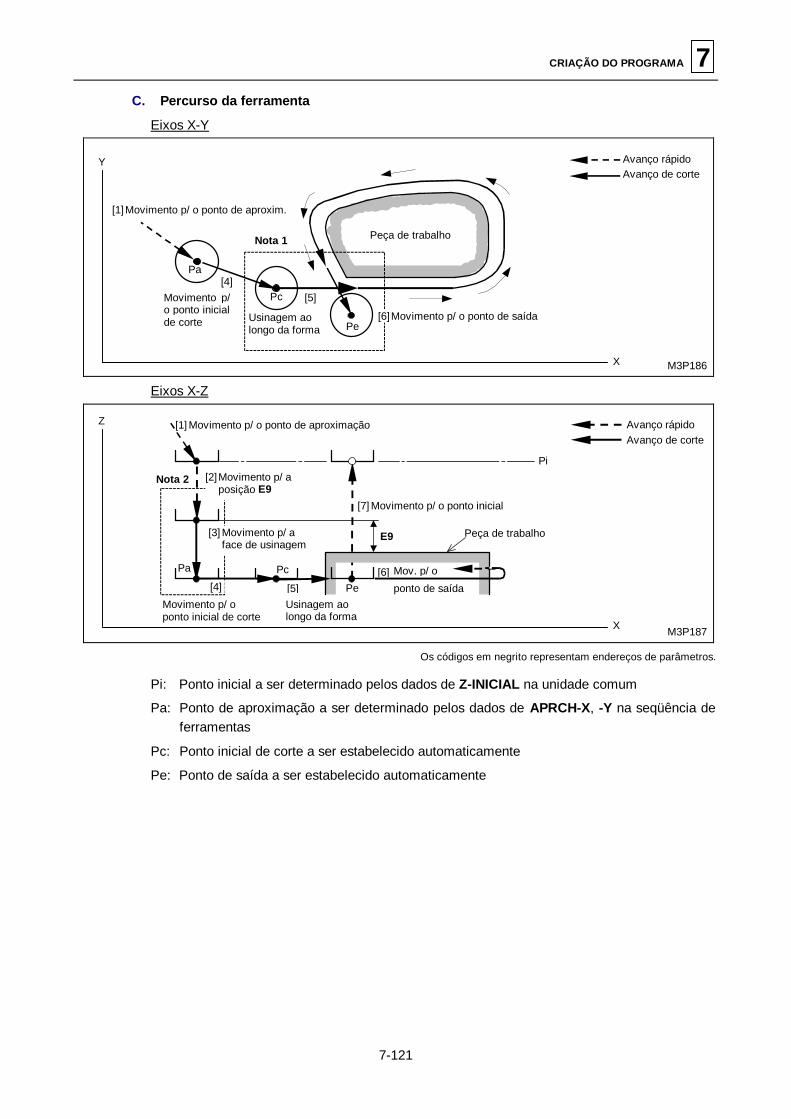
CRIAÇÃO DO PROGRAMA 7
7-121
C. Percurso da ferramenta
Eixos X-Y
M3P186
Pe
X
Avanço rápido Avanço de corte
Y
[1] Movimento p/ o ponto de aproxim.
Pa [4] [5]
Nota 1 Peça de trabalho
Pc
Usinagem ao longo da forma
Movimento p/ o ponto inicial de corte [6] Movimento p/ o ponto de saída
Eixos X-Z
M3P187
Z [1] Movimento p/ o ponto de aproximação
[3] Movimento p/ a face de usinagem
Pa
Nota 2
Movimento p/ o ponto inicial de corte
[4]
Pc
[5] Usinagem ao longo da forma
Pi
[7] Movimento p/ o ponto inicial
E9
X
Avanço rápido Avanço de corte
[2] Movimento p/ a posição E9
Peça de trabalho
[6] ponto de saída
Mov. p/ o
Pe
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
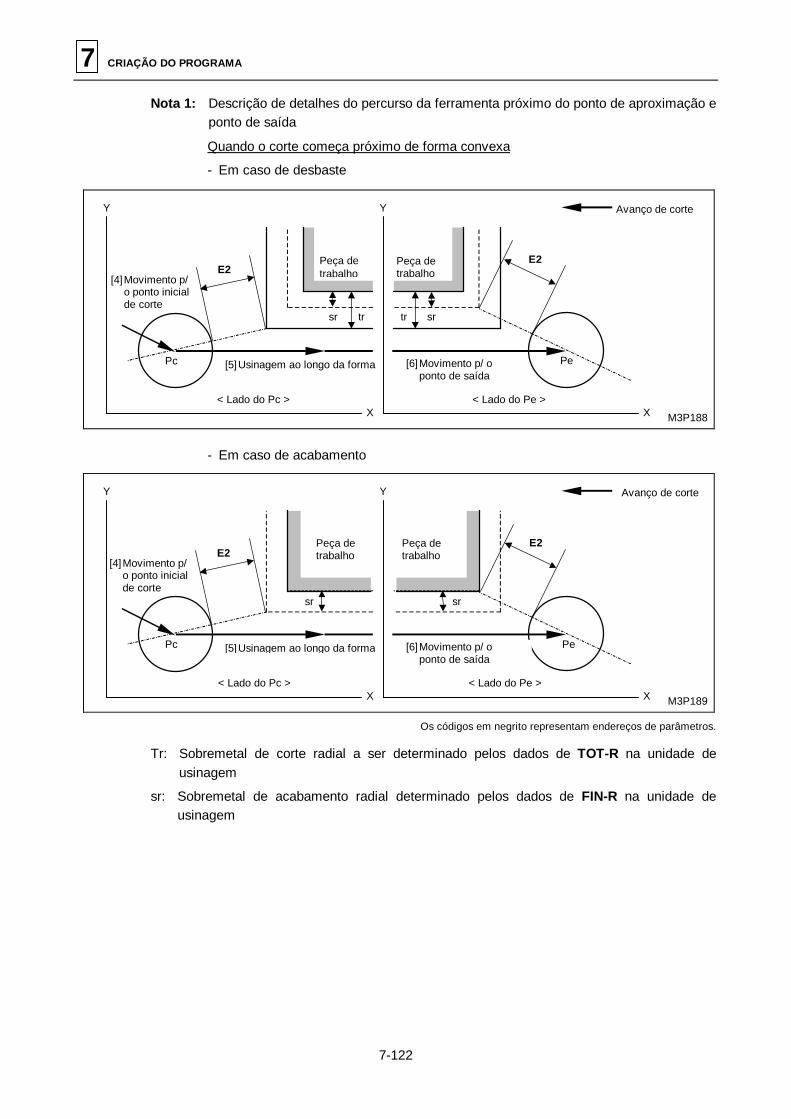
7 CRIAÇÃO DO PROGRAMA
7-122
Nota 1: Descrição de detalhes do percurso da ferramenta próximo do ponto de aproximação e ponto de saída
Quando o corte começa próximo de forma convexa
- Em caso de desbaste
M3P188
< Lado do Pc >
Y
X < Lado do Pe >
Y
X
Pc Pe
Peça de trabalho
Peça de trabalho
tr tr sr sr
[4] Movimento p/ o ponto inicial de corte
[6] Movimento p/ o ponto de saída
[5] Usinagem ao longo da forma
E2 E2
Avanço de corte
- Em caso de acabamento
M3P189
sr sr
< Lado do Pc >
Y
X < Lado do Pe >
Y
X
Pc Pe
Peça de trabalho
Peça de trabalho
[4] Movimento p/ o ponto inicial de corte
[6] Movimento p/ o ponto de saída
[5] Usinagem ao longo da forma
E2 E2
Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial determinado pelos dados de FIN-R na unidade de usinagem

CRIAÇÃO DO PROGRAMA 7
7-123
Quando o corte começa próximo de forma não-convexa
- Em caso de desbaste
M3P190X
Y
E1 E21 E1
E2 E2
Pc Pe Usinagem ao longo da forma
[6] [5]
Peça de trabalho
tr sr
Movimento p/ o ponto de saída
[4] Movimento p/ o ponto inicial de corte
Avanço de corte
- Em caso de acabamento
M3P191
Y
[6] [5]
tr
Peça de trabalho sr
E2
Pc Pe
E2
Usinagem ao longo da forma
Movimento p/ o ponto de saída
E1 E21 E1
X
[4] Movimento p/ o ponto inicial de corte
Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (na direção do eixo Z) na seqüência de ferramentas.
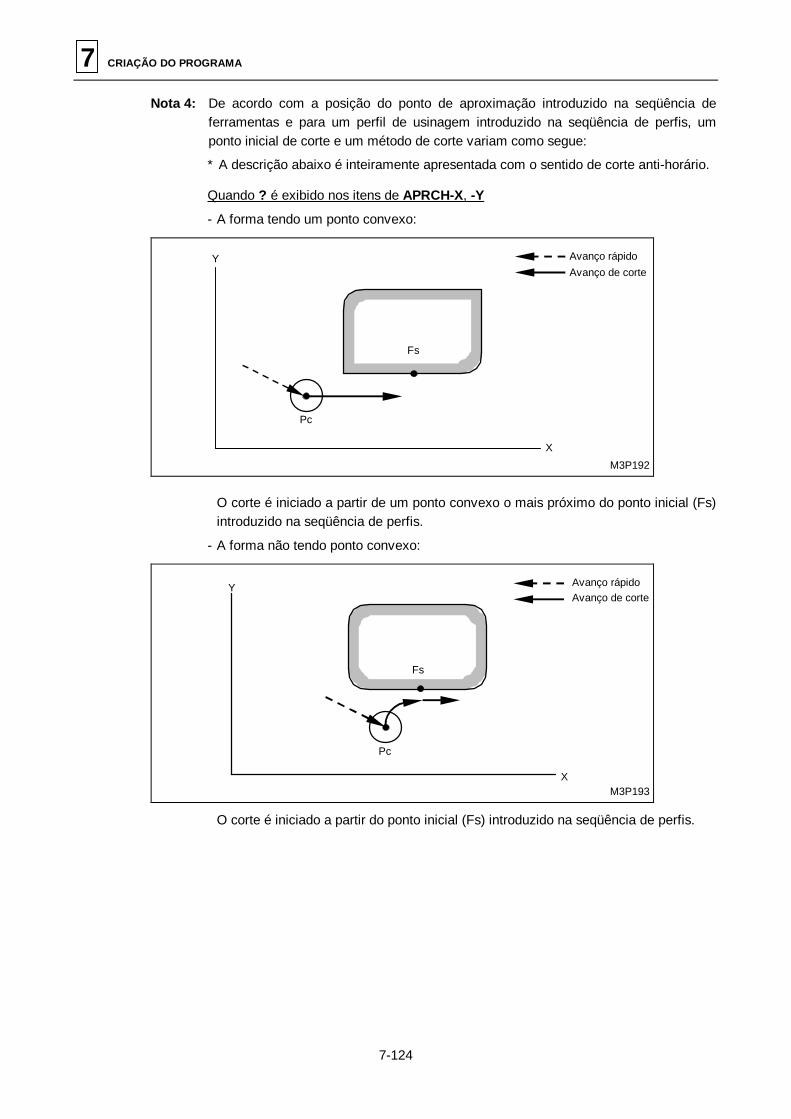
7 CRIAÇÃO DO PROGRAMA
7-124
Nota 4: De acordo com a posição do ponto de aproximação introduzido na seqüência de ferramentas e para um perfil de usinagem introduzido na seqüência de perfis, um ponto inicial de corte e um método de corte variam como segue:
* A descrição abaixo é inteiramente apresentada com o sentido de corte anti-horário.
Quando ? é exibido nos itens de APRCH-X, -Y
- A forma tendo um ponto convexo:
M3P192
Y
X
Pc
Fs
Avanço rápido Avanço de corte
O corte é iniciado a partir de um ponto convexo o mais próximo do ponto inicial (Fs) introduzido na seqüência de perfis.
- A forma não tendo ponto convexo:
M3P193
Y
X
Fs
Pc
Avanço rápido Avanço de corte
O corte é iniciado a partir do ponto inicial (Fs) introduzido na seqüência de perfis.

CRIAÇÃO DO PROGRAMA 7
7-125
Quando os dados são introduzidos nos itens de APRCH-X, -Y
- Se não há nenhum ponto convexo próximo do ponto de aproximação:
M3P194
Y
X
Pa Pc
Avanço rápido Avanço de corte
- Se há um ponto convexo próximo do ponto de aproximação:
M3P195
Y
X
Pa Pc
Avanço rápido Avanço de corte
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Pa: Ponto de aproximação a ser determinado usando as teclas de dados alfanuméricos Quando ? for exibido ao pressionar a tecla de menu [CALCULO AUTOMAT.], as coordenadas do ponto inicial de corte serão introduzidas automaticamente.
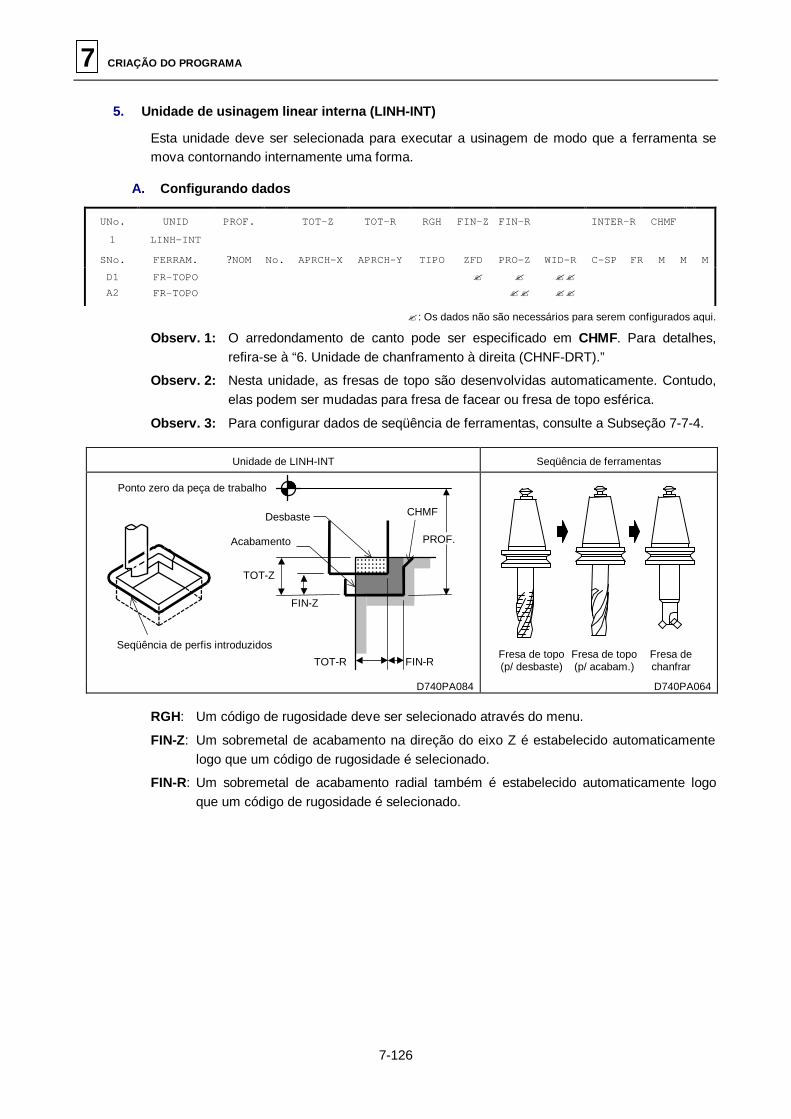
7 CRIAÇÃO DO PROGRAMA
7-126
5. Unidade de usinagem linear interna (LINH-INT)
Esta unidade deve ser selecionada para executar a usinagem de modo que a ferramenta se mova contornando internamente uma forma.
A. Configurando dados
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF 1 LINH-INT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
? ???
????
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 2: Nesta unidade, as fresas de topo são desenvolvidas automaticamente. Contudo, elas podem ser mudadas para fresa de facear ou fresa de topo esférica.
Observ. 3: Para configurar dados de seqüência de ferramentas, consulte a Subseção 7-7-4.
Unidade de LINH-INT Seqüência de ferramentas
........................................................
CHMF
TOT-Z
FIN-Z
FIN-R TOT-R
PROF.
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos
Desbaste
Acabamento
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
Fresa de chanfrar
D740PA084 D740PA064 RGH: Um código de rugosidade deve ser selecionado através do menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade é selecionado.
FIN-R: Um sobremetal de acabamento radial também é estabelecido automaticamente logo que um código de rugosidade é selecionado.
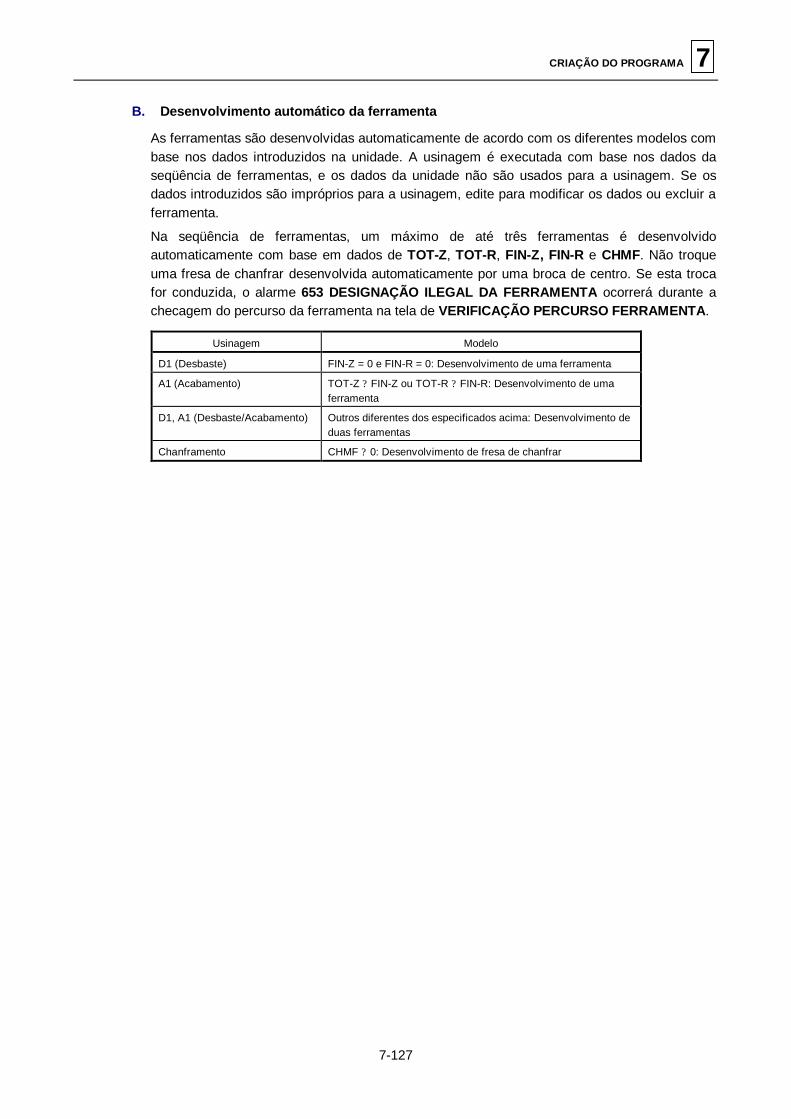
CRIAÇÃO DO PROGRAMA 7
7-127
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até três ferramentas é desenvolvido automaticamente com base em dados de TOT-Z, TOT-R, FIN-Z, FIN-R e CHMF. Não troque uma fresa de chanfrar desenvolvida automaticamente por uma broca de centro. Se esta troca for conduzida, o alarme 653 DESIGNAÇÃO ILEGAL DA FERRAMENTA ocorrerá durante a checagem do percurso da ferramenta na tela de VERIFICAÇÃO PERCURSO FERRAMENTA.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z ou TOT-R ? FIN-R: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
Chanframento CHMF ? 0: Desenvolvimento de fresa de chanfrar

7 CRIAÇÃO DO PROGRAMA
7-128
C. Percurso da ferramenta
Eixos X-Y
M3P197X
Y Peça de trabalho
Pc
[1] Movimento p/ o ponto de aproximação
[4]
Movimento p/ o ponto inicial de corte
Nota 2
Pa
Pe
Avanço rápido Avanço de corte
Usinagem ao longo da forma [5]
[6] Movimento p/ o ponto de saída
Eixos X-Z
[1] Movimento p/ o ponto de aproximação
[2] Movimento p/ a posição E9
Z
Pc Pe Pa
Pi
[7] Movimento p/ o ponto inicial
[3] Movimento p/ a face de usinagem
[4] Movimento p/ o ponto inicial de corte
[5] Usinagem ao longo da forma
E9
X
Avanço rápido Avanço de corte
Nota 3
Peça de trabalho Peça de trabalho
[6] Movimento p/ o ponto de saída
M3P198 Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
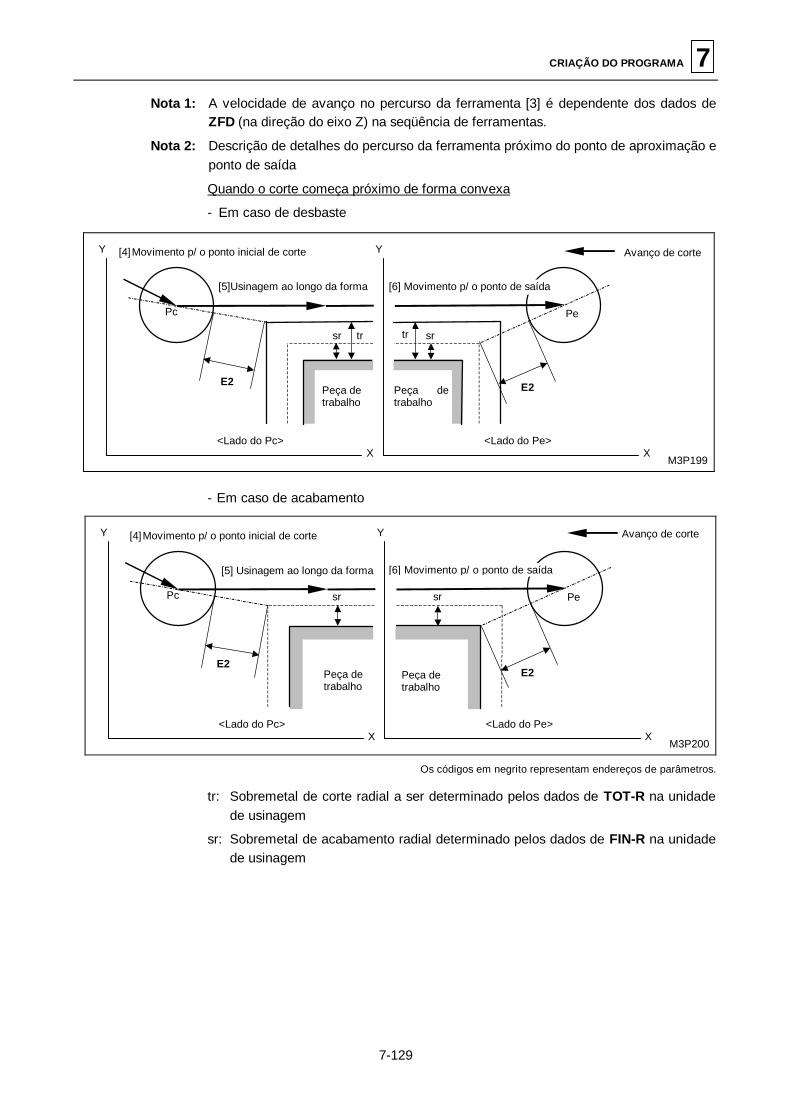
CRIAÇÃO DO PROGRAMA 7
7-129
Nota 1: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (na direção do eixo Z) na seqüência de ferramentas.
Nota 2: Descrição de detalhes do percurso da ferramenta próximo do ponto de aproximação e ponto de saída
Quando o corte começa próximo de forma convexa
- Em caso de desbaste
M3P199
<Lado do Pc> X
<Lado do Pe> X
Y Y
Pc Pe
Peça de trabalho
Peça de trabalho
E2 E2
tr tr sr sr
[5]Usinagem ao longo da forma [6] Movimento p/ o ponto de saída
[4] Movimento p/ o ponto inicial de corte Avanço de corte
- Em caso de acabamento
M3P200
sr sr
<Lado do Pc> X
<Lado do Pe> X
Y Y
Pc Pe
E2 E2
[5] Usinagem ao longo da forma [6] Movimento p/ o ponto de saída point
[4] Movimento p/ o ponto inicial de corte
Peça de trabalho
Peça de trabalho
Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial determinado pelos dados de FIN-R na unidade de usinagem

7 CRIAÇÃO DO PROGRAMA
7-130
Quando o corte começa próximo de forma não-convexa
- Em caso de desbaste
M3P201X
Y E1 E21 E1
Pe Pc
E2 E2
[6]
Movimento p/ o ponto de saída
[5]
Usinagem ao longo da forma
[4] Movimento p/ o ponto inicial de corte
tr sr
Avanço de corte
Peça de trabalho
- Em caso de acabamento
M3P202
Y E1 E21 E1
Pe Pc
E2 E2
[6] [5]
sr
X
tr
Movimento p/ o ponto de saída
Usinagem ao longo da forma
Peça de trabalho
[4] Movimento p/ o ponto inicial de corte
Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
tr: Sobremetal de corte radial a ser determinado pelos dados de TOT-R na unidade de usinagem
sr: Sobremetal de acabamento radial determinado pelos dados de FIN-R na unidade de usinagem
Nota 3: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”

CRIAÇÃO DO PROGRAMA 7
7-131
Nota 4: De acordo com a posição do ponto de aproximação introduzido na seqüência de ferramentas e para um perfil de usinagem introduzido na seqüência de perfis, um ponto inicial de corte e um método de corte variam como segue:
* A descrição abaixo é inteiramente apresentada com o sentido de corte anti-horário.
Quando ? é exibido nos itens de APRCH-X, -Y
- A forma tendo um ponto convexo:
M3P203
Y
X
Fs Pc
Avanço rápido Avanço de corte
O corte é iniciado a partir de um ponto convexo o mais próximo do ponto inicial (Fs) introduzido na seqüência de perfis.
- A forma não tendo ponto convexo:
M3P204
Y
X
Pc
Fs
Avanço rápido Avanço de corte
O corte é iniciado a partir do ponto inicial (Fs) introduzido na seqüência de perfis.

7 CRIAÇÃO DO PROGRAMA
7-132
Quando os dados são introduzidos nos itens de APRCH-X, -Y
- Se há um ponto convexo próximo do ponto de aproximação:
M3P205
Y
X
Pc
Pa
Avanço rápido Avanço de corte
- Se não há nenhum ponto convexo próximo do ponto de aproximação:
M3P206
Y
X
Fs
Pc Pa
Avanço rápido Avanço de corte
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Pa: Ponto de aproximação a ser determinado usando as teclas de dados alfanuméricos. Quando ? for exibido ao pressionar a tecla de menu [CALCULO AUTOMAT.], as coordenadas do ponto inicial de corte serão introduzidas automaticamente.
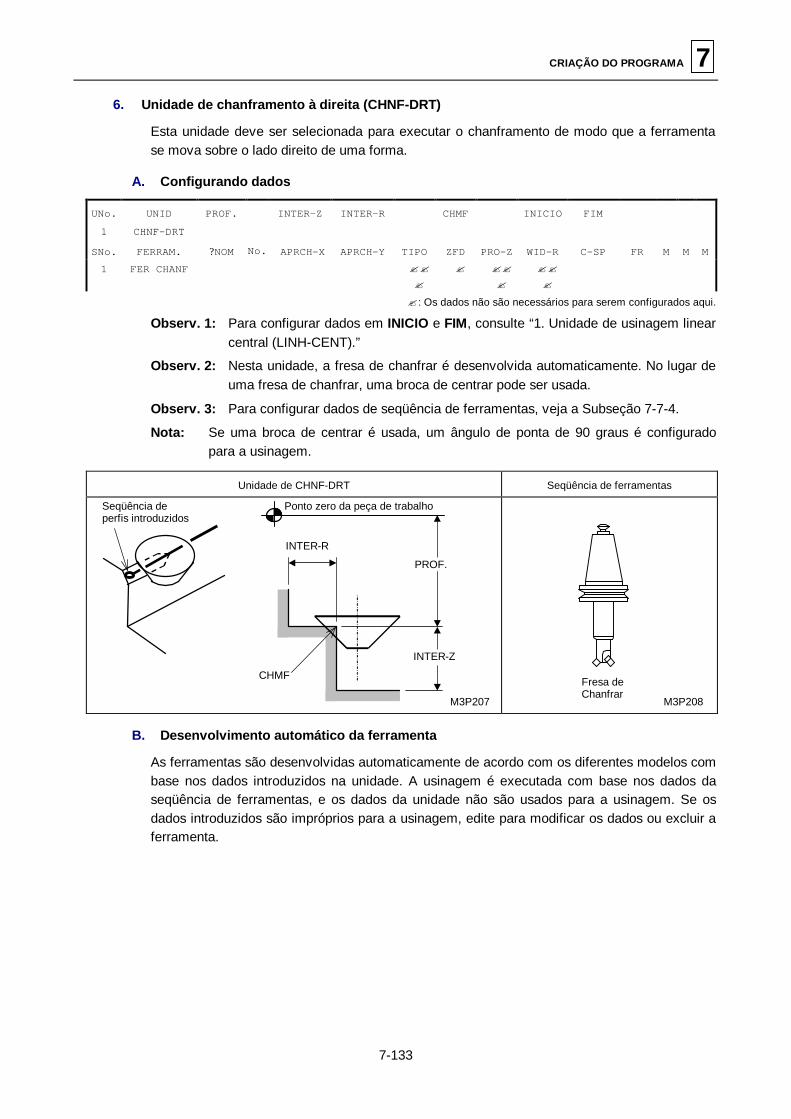
CRIAÇÃO DO PROGRAMA 7
7-133
6. Unidade de chanframento à direita (CHNF-DRT)
Esta unidade deve ser selecionada para executar o chanframento de modo que a ferramenta se mova sobre o lado direito de uma forma.
A. Configurando dados
UNo. UNID PROF. INTER-Z INTER-R CHMF INICIO FIM 1 CHNF-DRT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
1
FER CHANF
???
? ???
???
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Para configurar dados em INICIO e FIM, consulte “1. Unidade de usinagem linear central (LINH-CENT).”
Observ. 2: Nesta unidade, a fresa de chanfrar é desenvolvida automaticamente. No lugar de uma fresa de chanfrar, uma broca de centrar pode ser usada.
Observ. 3: Para configurar dados de seqüência de ferramentas, veja a Subseção 7-7-4.
Nota: Se uma broca de centrar é usada, um ângulo de ponta de 90 graus é configurado para a usinagem.
Unidade de CHNF-DRT Seqüência de ferramentas
Seqüência de perfis introduzidos
PROF.
INTER-Z
INTER-R
CHMF
Ponto zero da peça de trabalho
M3P207
Fresa de Chanfrar
M3P208
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
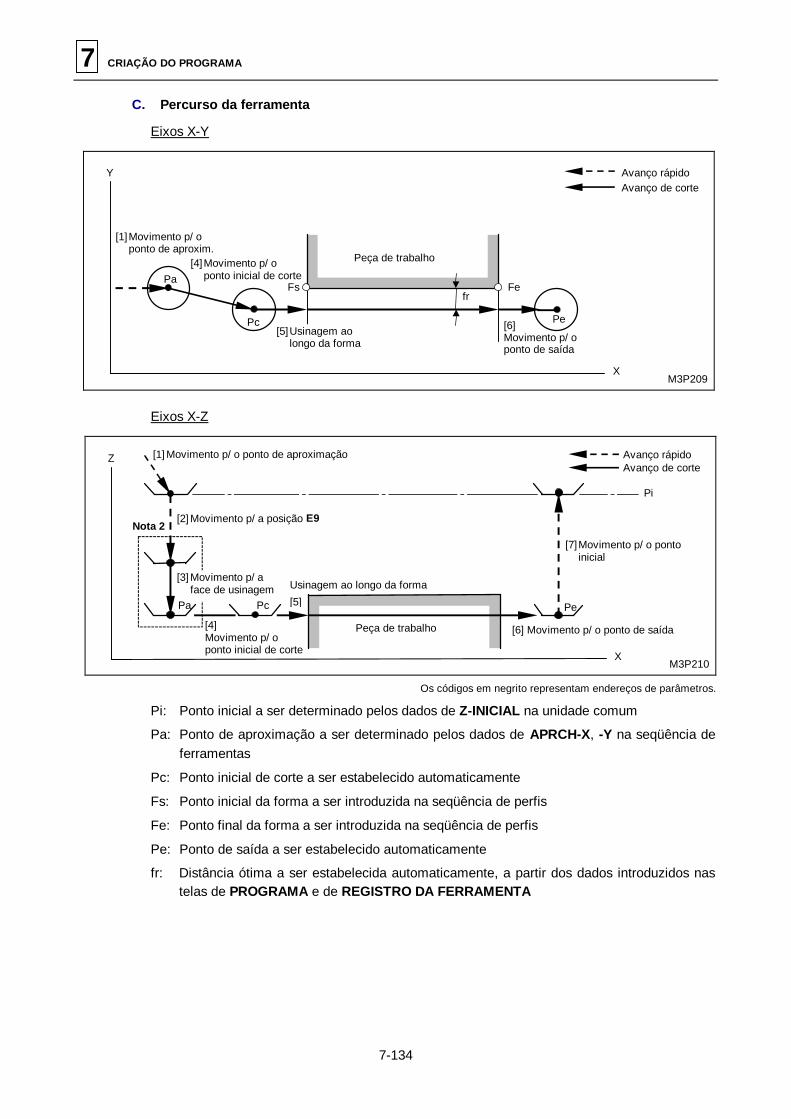
7 CRIAÇÃO DO PROGRAMA
7-134
C. Percurso da ferramenta
Eixos X-Y
M3P209
[6] Movimento p/ o ponto de saída
Pe Pc
Pa
X
Y
[1] Movimento p/ o ponto de aproxim.
Fs
Peça de trabalho
fr Fe
[4] Movimento p/ o ponto inicial de corte
[5] Usinagem ao longo da forma
Avanço rápido Avanço de corte
Eixos X-Z
M3P210
Z [1] Movimento p/ o ponto de aproximação
[3] Movimento p/ a face de usinagem
Pi
[7] Movimento p/ o ponto inicial
[4] Movimento p/ o ponto inicial de corte
[5] Usinagem ao longo da forma
Pa Pc
[6] Movimento p/ o ponto de saída
Pe
X
Avanço rápido Avanço de corte
[2] Movimento p/ a posição E9 Nota 2
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
fr: Distância ótima a ser estabelecida automaticamente, a partir dos dados introduzidos nas telas de PROGRAMA e de REGISTRO DA FERRAMENTA

CRIAÇÃO DO PROGRAMA 7
7-135
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.] a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, a coordenada do ponto inicial de corte é introduzida automaticamente nestes itens.
M3P211
Z
X
Pc
[3] Movimento p/ a face de usinagem
[4] Usinagem ao
longo da forma
Eixos X-Y Eixos X-Z
Y
X
Pc [4] Usinagem ao
longo da forma
Fs
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial de corte
[1] Movimento p/ o ponto inicial de corte
[2] Movimento p/ a posição E9 Peça de trabalho
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.
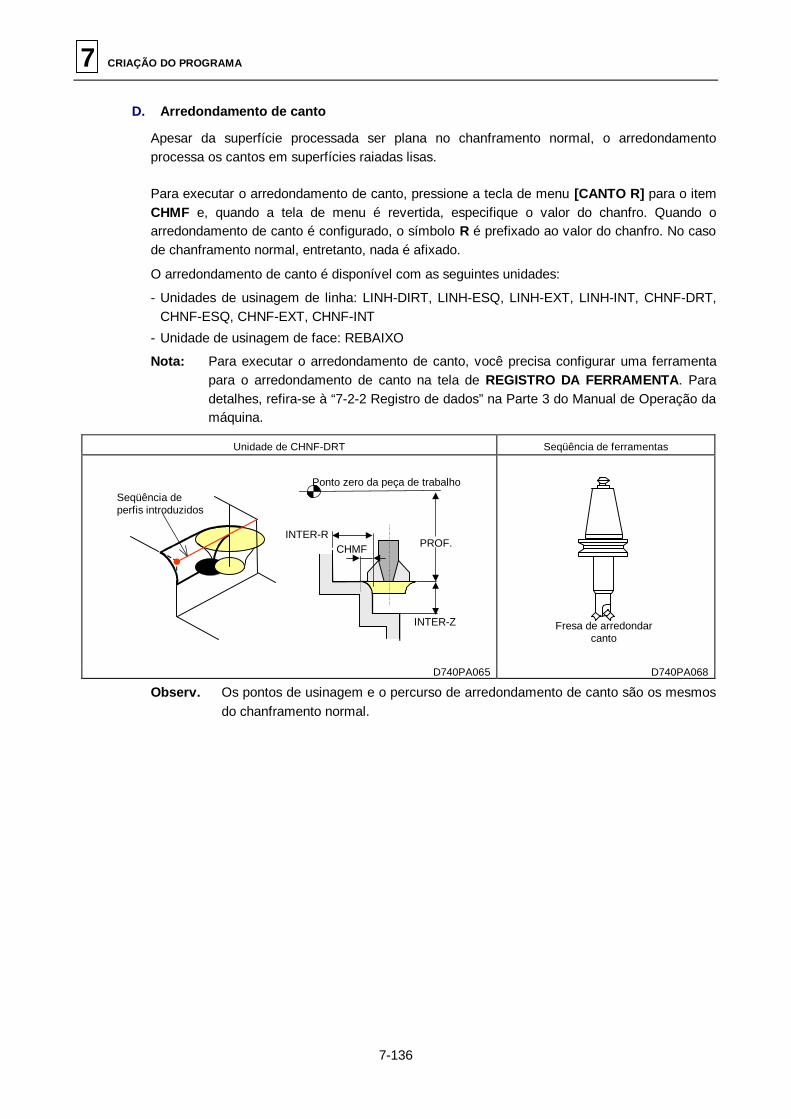
7 CRIAÇÃO DO PROGRAMA
7-136
D. Arredondamento de canto
Apesar da superfície processada ser plana no chanframento normal, o arredondamento processa os cantos em superfícies raiadas lisas.
Para executar o arredondamento de canto, pressione a tecla de menu [CANTO R] para o item CHMF e, quando a tela de menu é revertida, especifique o valor do chanfro. Quando o arredondamento de canto é configurado, o símbolo R é prefixado ao valor do chanfro. No caso de chanframento normal, entretanto, nada é afixado.
O arredondamento de canto é disponível com as seguintes unidades:
- Unidades de usinagem de linha: LINH-DIRT, LINH-ESQ, LINH-EXT, LINH-INT, CHNF-DRT, CHNF-ESQ, CHNF-EXT, CHNF-INT
- Unidade de usinagem de face: REBAIXO
Nota: Para executar o arredondamento de canto, você precisa configurar uma ferramenta para o arredondamento de canto na tela de REGISTRO DA FERRAMENTA. Para detalhes, refira-se à “7-2-2 Registro de dados” na Parte 3 do Manual de Operação da máquina.
Unidade de CHNF-DRT Seqüência de ferramentas
Seqüência de perfis introduzidos
PROF.
INTER-Z
INTER-R CHMF
Ponto zero da peça de trabalho
Fresa de arredondar canto
D740PA065 D740PA068
Observ. Os pontos de usinagem e o percurso de arredondamento de canto são os mesmos do chanframento normal.

CRIAÇÃO DO PROGRAMA 7
7-137
7. Unidade de chanframento à esquerda (CHNF-ESQ)
Esta unidade deve ser selecionada para executar o chanframento de modo que a ferramenta se mova sobre o lado esquerdo de uma forma.
A. Configurando dados
UNo. UNID PROF. INTER-Z INTER-R CHMF INICIO FIM 1 CHNF-ESQ
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M 1 FER CHANF ?? ? ?? ??
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Para configurar dados em INICIO e FIM, consulte “1. Unidade de usinagem linear central (LINH-CENT).”
Observ. 2: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 3: Nesta unidade, a fresa de chanfrar é desenvolvida automaticamente. No lugar de uma fresa de chanfrar, uma broca de centrar pode ser usada.
Observ. 4: Para configurar dados de seqüência de ferramentas, refira-se à Subseção 7-7-4.
Nota: Se uma broca de centrar é usada, um ângulo de ponta de 90 graus é configurado para a usinagem.
Unidade de CHNF-ESQ Seqüência de ferramentas
Ponto zero da peça de trabalho
INTER-Z
PROF.
CHMF
INTER-R
M3P212
Seqüência de perfis introduzidos
Fresa de chanfrar
M3P208
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
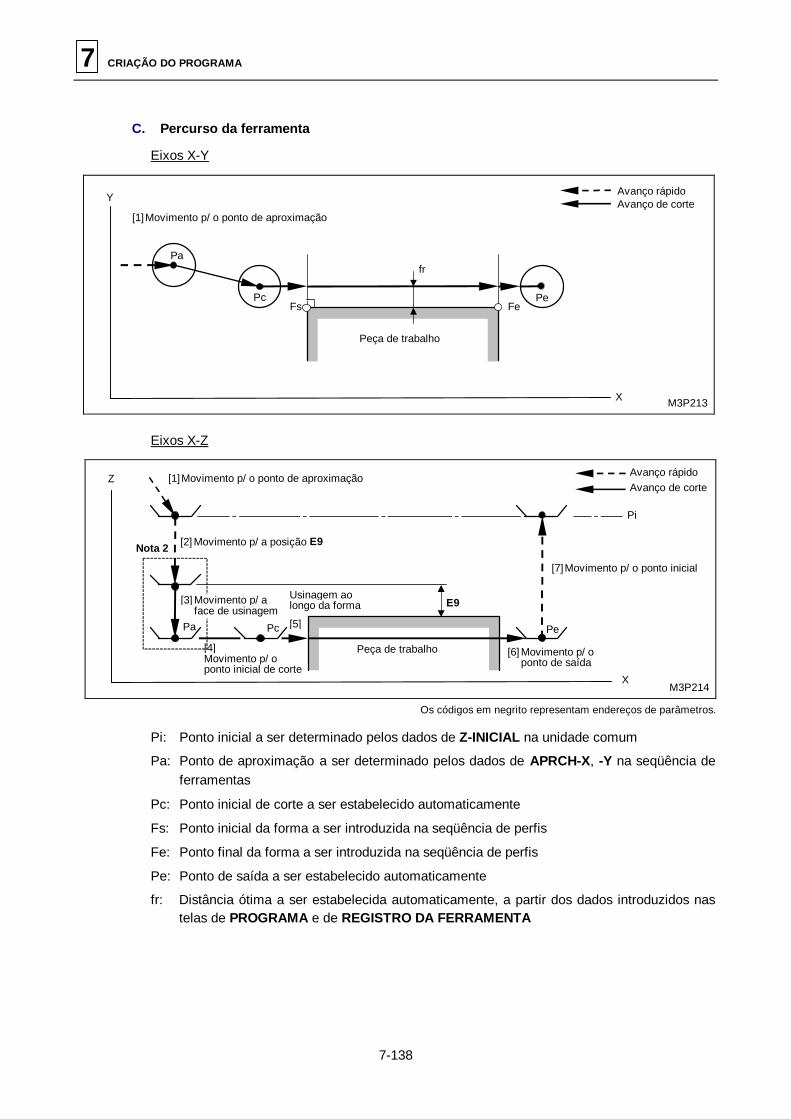
7 CRIAÇÃO DO PROGRAMA
7-138
C. Percurso da ferramenta
Eixos X-Y
M3P213
Pe Pc
Pa
Y
[1] Movimento p/ o ponto de aproximação
Fs
fr
Fe
X
Avanço rápido Avanço de corte
Peça de trabalho
Eixos X-Z
M3P214
Z
[3] Movimento p/ a face de usinagem
Pi
[7] Movimento p/ o ponto inicial
[4] Movimento p/ o ponto inicial de corte
[5]
Usinagem ao longo da forma
Pa Pc
[6] Movimento p/ o ponto de saída
E9
X
Pe
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto de aproximação
[2] Movimento p/ a posição E9 Nota 2
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
fr: Distância ótima a ser estabelecida automaticamente, a partir dos dados introduzidos nas telas de PROGRAMA e de REGISTRO DA FERRAMENTA

CRIAÇÃO DO PROGRAMA 7
7-139
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.] a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, a coordenada do ponto inicial de corte é introduzida automaticamente nestes itens.
M3P215
Z
X
Pc
[3] Movimento p/ a face de usinagem
[4] Usinagem ao
longo da forma along the form
Eixos X-Y Eixos X-Z
Y
X
Pc [4]
[1] Movimento p/ o ponto inicial de corte
Fs
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto inicial de corte
Usinagem ao longo da forma
Peça de trabalho Peça de
trabalho
[2] Movimento p/ a posição E9
Nota 2: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
Nota 3: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.

7 CRIAÇÃO DO PROGRAMA
7-140
8. Unidade de chanframento externo (CHNF-EXT)
Esta unidade deve ser selecionada para executar o chanframento de modo que a ferramenta se mova sobre o externo de uma forma.
A. Configurando dados
UNo. UNID PROF. INTER-Z INTER-R CHMF 1 CHNF-EXT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M 1 FER CHANF ? ?? ??
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 2: Nesta unidade, a fresa de chanfrar é desenvolvida automaticamente. No lugar de uma fresa de chanfrar, uma broca de centrar pode ser usada.
Observ. 3: Para configurar dados de seqüência de ferramentas, veja a Subseção 7-7-4.
Nota: Se uma broca de centrar é usada, um ângulo de ponta de 90 graus é configurado para a usinagem.
Unidade de CHNF-EXT Seqüência de ferramentas
Seqüência de perfis introduzidos INTER-R
CHMF
M3P216
Ponto zero da peça de trabalho
PROF.
INTER-Z
Fresa de chanfrar
M3P208
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
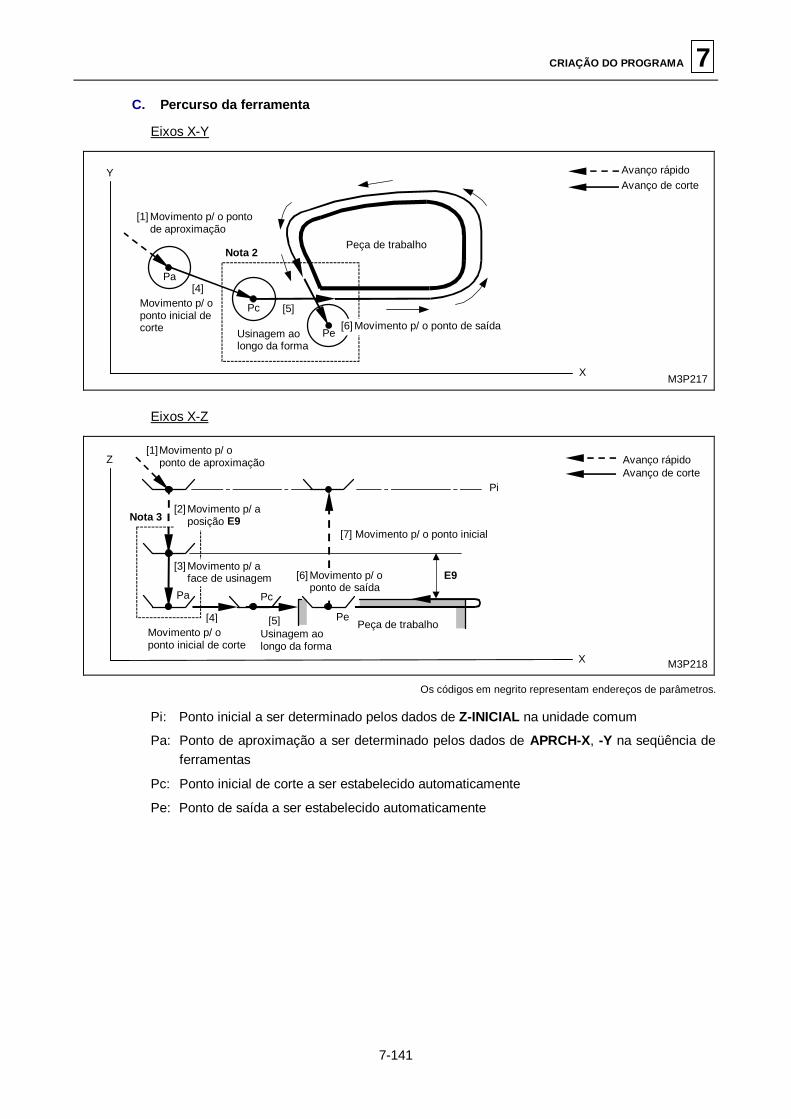
CRIAÇÃO DO PROGRAMA 7
7-141
C. Percurso da ferramenta
Eixos X-Y
M3P217X
Y
Pe
[1] Movimento p/ o ponto de aproximação
Pa
Movimento p/ o ponto inicial de corte
[4]
Usinagem ao longo da forma
[6] Movimento p/ o ponto de saída
[5]
Pc
Avanço rápido Avanço de corte
Nota 2Peça de trabalho
Eixos X-Z
M3P218
Pe
Z
[3] Movimento p/ a face de usinagem
Pi
[7] Movimento p/ o ponto inicial
[4] Usinagem ao longo da forma
Pa Pc
[6] Movimento p/ o ponto de saída
E9
Movimento p/ o ponto inicial de corte
[5]
X
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto de aproximação
Nota 3[2] Movimento p/ a
posição E9
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
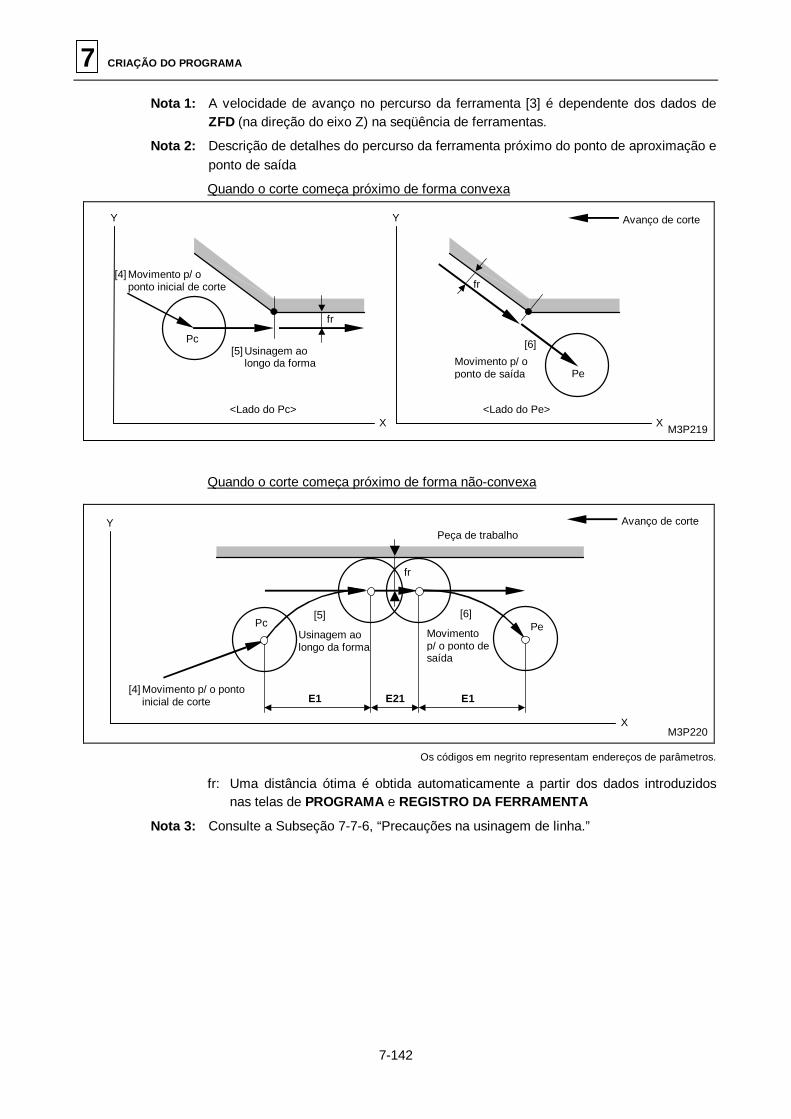
7 CRIAÇÃO DO PROGRAMA
7-142
Nota 1: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (na direção do eixo Z) na seqüência de ferramentas.
Nota 2: Descrição de detalhes do percurso da ferramenta próximo do ponto de aproximação e ponto de saída
Quando o corte começa próximo de forma convexa
M3P219
<Lado do Pc>
Y
X <Lado do Pe>
Y
X
Pc
fr
[5] Usinagem ao longo da forma
[4] Movimento p/ o ponto inicial de corte
Pe
fr
[6] Movimento p/ o
ponto de saída
Avanço de corte
Quando o corte começa próximo de forma não-convexa
M3P220X
Y
E1 E21 E1
Pc Pe Usinagem ao longo da forma
Movimento p/ o ponto de saída
[6] [5]
fr
[4] Movimento p/ o ponto inicial de corte
Peça de trabalho Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
fr: Uma distância ótima é obtida automaticamente a partir dos dados introduzidos nas telas de PROGRAMA e REGISTRO DA FERRAMENTA
Nota 3: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”
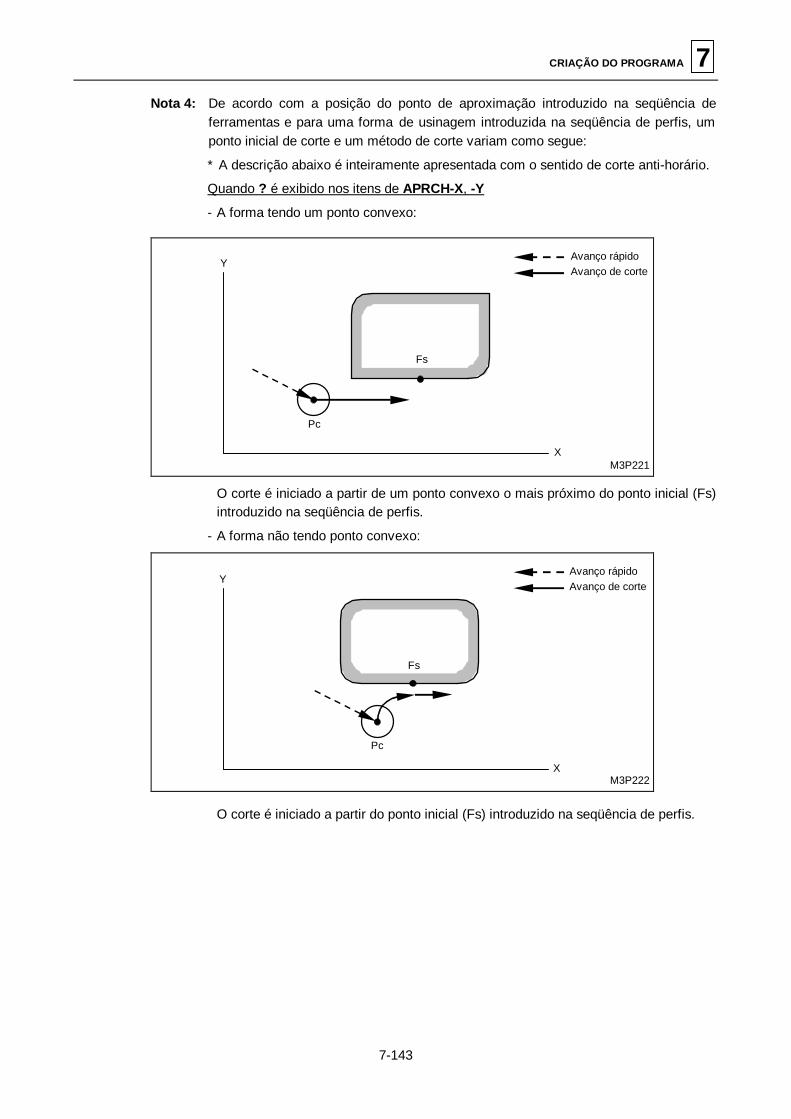
CRIAÇÃO DO PROGRAMA 7
7-143
Nota 4: De acordo com a posição do ponto de aproximação introduzido na seqüência de ferramentas e para uma forma de usinagem introduzida na seqüência de perfis, um ponto inicial de corte e um método de corte variam como segue:
* A descrição abaixo é inteiramente apresentada com o sentido de corte anti-horário.
Quando ? é exibido nos itens de APRCH-X, -Y
- A forma tendo um ponto convexo:
M3P221
Y
X
Pc
Fs
Avanço rápido Avanço de corte
O corte é iniciado a partir de um ponto convexo o mais próximo do ponto inicial (Fs) introduzido na seqüência de perfis.
- A forma não tendo ponto convexo:
M3P222
Y
X
Fs
Pc
Avanço rápido Avanço de corte
O corte é iniciado a partir do ponto inicial (Fs) introduzido na seqüência de perfis.
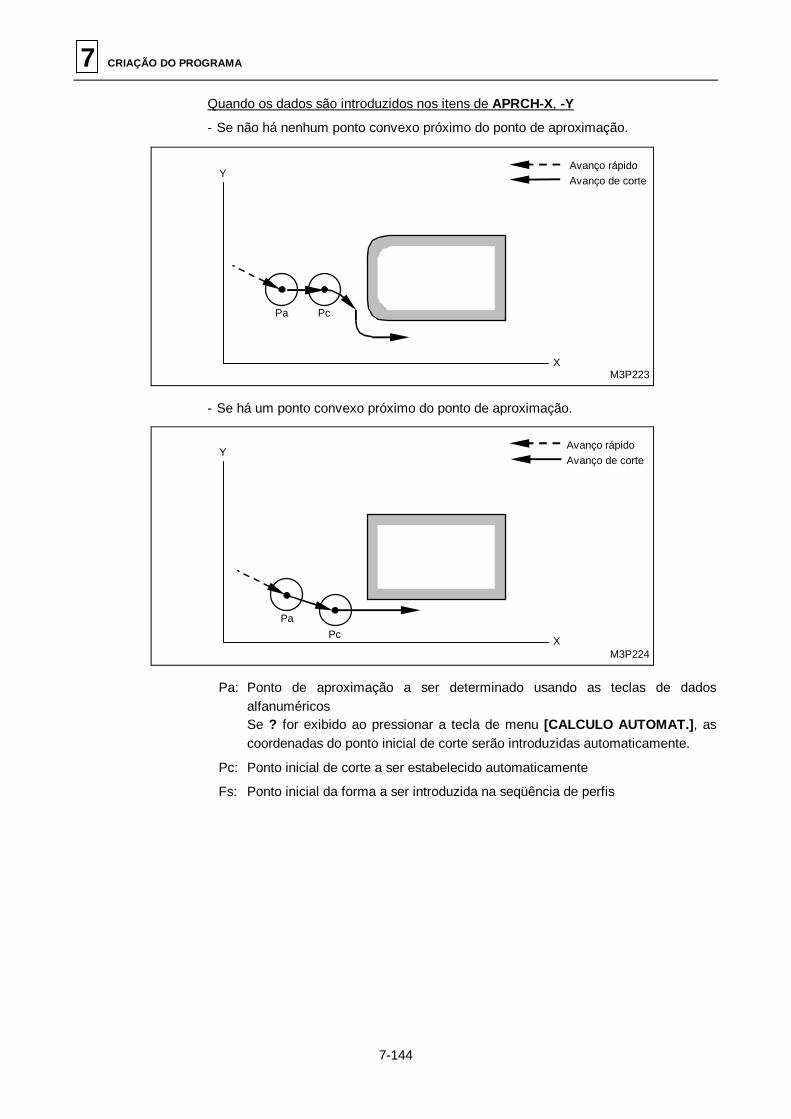
7 CRIAÇÃO DO PROGRAMA
7-144
Quando os dados são introduzidos nos itens de APRCH-X, -Y
- Se não há nenhum ponto convexo próximo do ponto de aproximação.
M3P223
Y
X
Pa Pc
Avanço rápido Avanço de corte
- Se há um ponto convexo próximo do ponto de aproximação.
M3P224
Y
X
Pa Pc
Avanço rápido Avanço de corte
Pa: Ponto de aproximação a ser determinado usando as teclas de dados alfanuméricos Se ? for exibido ao pressionar a tecla de menu [CALCULO AUTOMAT.], as coordenadas do ponto inicial de corte serão introduzidas automaticamente.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis

CRIAÇÃO DO PROGRAMA 7
7-145
9. Unidade de chanframento interno (CHNF-INT)
Esta unidade deve ser selecionada para executar o chanframento de modo que a ferramenta se mova contornando internamente uma forma.
A. Configurando dados
UNo. UNID PROF. INTER-Z INTER-R CHMF 1 CHNF-INT
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M 1 FER CHANF ? ?? ??
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: O arredondamento de canto pode ser especificado em CHMF. Para detalhes, refira-se à “6. Unidade de chanframento à direita (CHNF-DRT).”
Observ. 2: Nesta unidade, a fresa de chanfrar é desenvolvida automaticamente. No lugar de uma fresa de chanfrar, uma broca de centrar pode ser usada.
Observ. 3: Para configurar os dados de seqüência, veja a Subseção 7-7-4.
Nota: Se uma broca de centrar é usada, um ângulo de ponta de 90 graus é configurado para a usinagem.
Unidade de CHNF-INT Seqüência de ferramentas
PROF.
CHMF
INTER-R
M3P225
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos INTER-Z
Fresa de chanfrar
M3P208
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados introduzidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.

7 CRIAÇÃO DO PROGRAMA
7-146
C. Percurso da ferramenta
Eixos X-Y
M3P226X
Y Avanço rápido Avanço de corte
Pc
[1] Movimento p/ o ponto de aproxim.
[4]
[5]
Movimento p/ o ponto inicial de corte
Pa Pe
Peça de trabalho
Nota 2
Usinagem ao longo da forma
[6] Movimento p/ o ponto de saída
Eixos X-Z
M3P227
Z
Pc
Pi
[7] Movimento p/ o ponto inicial
[3] Movimento p/ a face de usinagem
[4] Movimento p/ o ponto inicial de corte
[5] Usinagem ao longo da forma
[6] Movimento p/ o ponto de saída
E9
X
Pe Pa
Avanço rápido Avanço de corte
[1] Movimento p/ o ponto de aproxim.
Nota 3[2] Movimento p/ a
posição E9
Peça de trabalho Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
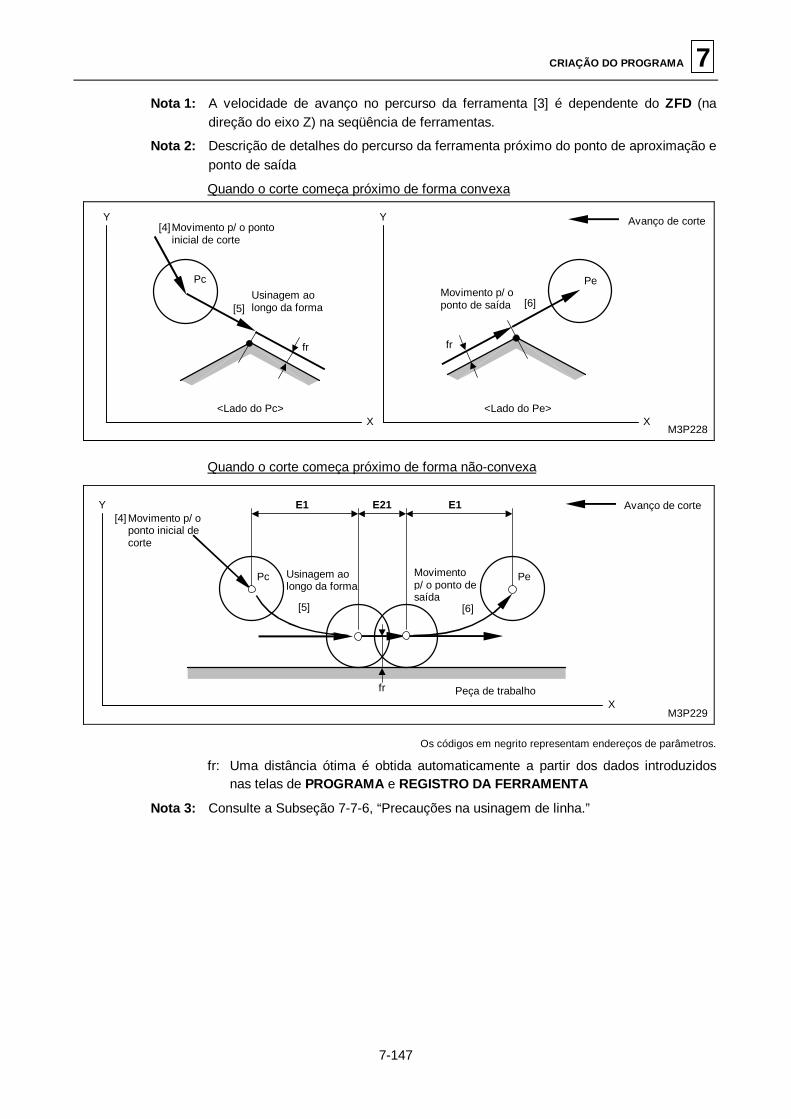
CRIAÇÃO DO PROGRAMA 7
7-147
Nota 1: A velocidade de avanço no percurso da ferramenta [3] é dependente do ZFD (na direção do eixo Z) na seqüência de ferramentas.
Nota 2: Descrição de detalhes do percurso da ferramenta próximo do ponto de aproximação e ponto de saída
Quando o corte começa próximo de forma convexa
M3P228
<Lado do Pc>
Y
X <Lado do Pe>
Y
X
Usinagem ao longo da forma [5]
[4] Movimento p/ o ponto inicial de corte
fr
Pe Pc
fr
Movimento p/ o ponto de saída [6]
Avanço de corte
Quando o corte começa próximo de forma não-convexa
M3P229X
Y E1 E21 E1
Pe Pc
[6]
Movimento p/ o ponto de saída
[5]
Usinagem ao longo da forma
fr
[4] Movimento p/ o ponto inicial de corte
Peça de trabalho
Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
fr: Uma distância ótima é obtida automaticamente a partir dos dados introduzidos nas telas de PROGRAMA e REGISTRO DA FERRAMENTA
Nota 3: Consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”

7 CRIAÇÃO DO PROGRAMA
7-148
Nota 4: De acordo com a posição do ponto de aproximação introduzido na seqüência de ferramentas e para a forma de usinagem introduzida na seqüência de perfis, um ponto inicial de corte e um método de corte variam como segue:
* A descrição abaixo é inteiramente apresentada com o sentido de corte anti-horário.
Quando ? é exibido nos itens de APRCH-X, -Y
- A forma tendo um ponto convexo:
M3P230
Y
X
Fs Pc
Avanço rápido Avanço de corte
O corte é iniciado a partir de um ponto convexo o mais próximo do ponto inicial (Fs) introduzido na seqüência de perfis.
- A forma não tendo ponto convexo:
M3P231
Y
X
Fs
Avanço rápido Avanço de corte
O corte é iniciado a partir do ponto inicial (Fs) introduzido na seqüência de perfis.
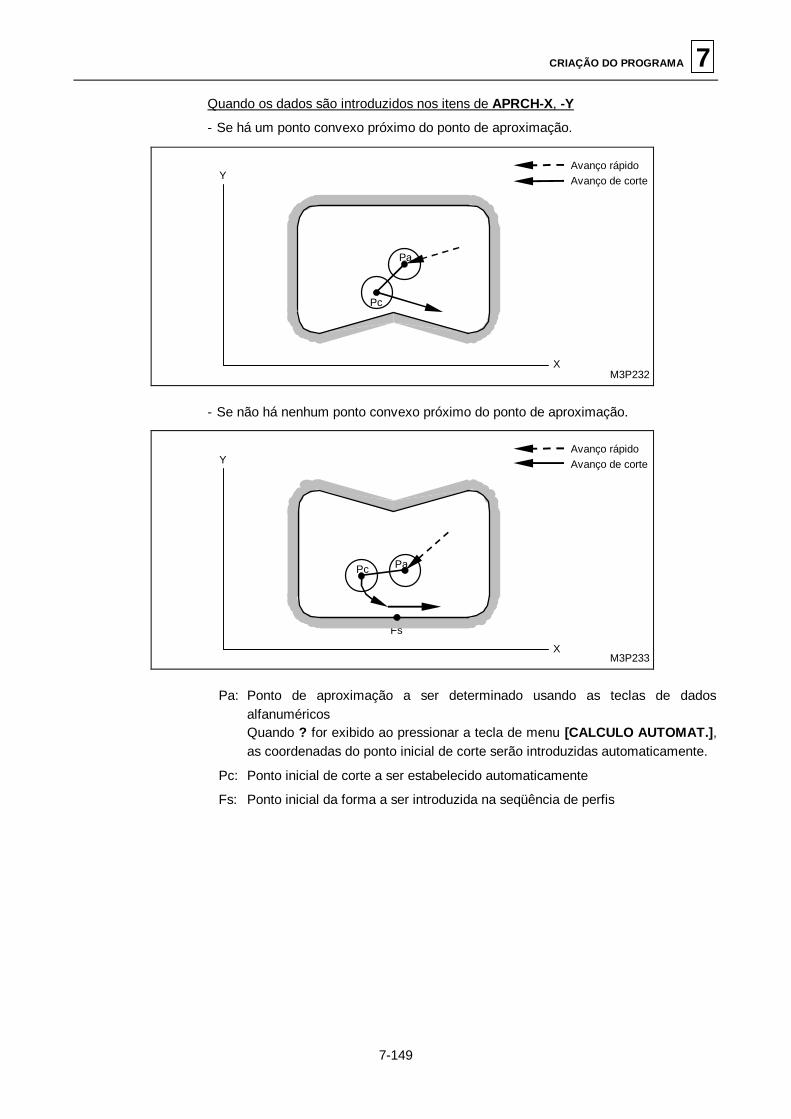
CRIAÇÃO DO PROGRAMA 7
7-149
Quando os dados são introduzidos nos itens de APRCH-X, -Y
- Se há um ponto convexo próximo do ponto de aproximação.
M3P232
Y
X
Pc
Pa
Avanço rápido Avanço de corte
- Se não há nenhum ponto convexo próximo do ponto de aproximação.
M3P233
Y
X
Fs
Pc Pa
Avanço rápido Avanço de corte
Pa: Ponto de aproximação a ser determinado usando as teclas de dados alfanuméricos Quando ? for exibido ao pressionar a tecla de menu [CALCULO AUTOMAT.], as coordenadas do ponto inicial de corte serão introduzidas automaticamente.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
7 CRIAÇÃO DO PROGRAMA
7-150
7-7-4 Dados da seqüência de ferramentas da unidade de usinagem de linha
Para os dados da seqüência de ferramentas para a usinagem de linha, somente um nome de ferramenta será selecionado automaticamente logo que a unidade de usinagem for introduzida. Outros dados devem ser introduzidos através das teclas de menu ou das teclas de dados alfanuméricos de acordo com a forma da peça de trabalho a ser usinada ou com o procedimento de usinagem.
Dados da seqüência de ferramentas
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
???
????
? 1
? 2
? 3
? 4
? 5
? 5
? 6
? 7
? 8
? 9
? 9
? 10
? 10
? 10
? : Não é necessário ser configurado aqui.
Para configurar cada item de dado, consulte de 1 a 10 a seguir.
1. Designação da ferramenta: FERRAM.
O nome de uma ferramenta pode ser alterado usando as teclas de menu. FR-TOPO ROCA FERRAM.
CHANFRAR FRESA
ESFÉRICA BROCA DE CENTRAR
Nas unidades de usinagem linear central, linear à direita, linear à esquerda, linear externa e linear interna, a fresa de topo, uma fresa de facear ou uma fresa de topo esférica pode ser selecionada. Nas unidades de chanframento à direita, à esquerda, externa e interna, uma fresa de chanfrar ou uma broca de centrar pode ser selecionada.
2. Diâmetro nominal da ferramenta: ? NOM
Introduza o diâmetro aproximado de uma ferramenta usando as teclas de dados alfanuméricos. Um diâmetro nominal é o dado para identificar pelo diâmetro as ferramentas que são de tipo idêntico (tendo um nome idêntico).
3. Código de identificação da ferramenta
Um código deve ser selecionado através do menu para identificar as ferramentas que são de tipo idêntico (tendo um nome idêntico) e tendo um diâmetro nominal idêntico.
A B C D E F G H PESADA A >>>
Para trocar lentamente uma ferramenta pesada no modo TAF, selecione um código de identificação de ferramenta pesada.
Com a tecla de menu [PESADA A] pressionada, a tela mudará para o menu de código de identificação de ferramenta pesada. Então, selecione um código a partir do menu para identificar as ferramentas que têm um diâmetro nominal idêntico.

CRIAÇÃO DO PROGRAMA 7
7-151
4. Número da prioridade: No.
Designe os níveis de prioridade na ordem de usinagem. O menu a seguir é exibido. Um aperto em uma tecla de menu exibe o item do menu em modo reverso, permitindo que um número de prioridade seja designado.
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNAR PRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
(a) (b) (c) (d) (e)
A função de item do menu de (a) a (e) está descrita abaixo:
Item do menu
Função
(a) Selecione para conduzir a usinagem subseqüente.
(b) Selecione para alterar o número de prioridade para a ferramenta dentro de um processo particular. Se o cursor está presente no espaço em branco, designe um novo número na maneira usual. A introdução de um número de prioridade existente exibe o alarme 420 INVALID. DADOS FERRAM.
(c) Selecione para designar um número de prioridade para a ferramenta a ser usada repetidamente em um processo particular. O alarme 420 INVALID. DADOS FERRAM. será exibido se o número de prioridade designado já tiver sido configurado em qualquer outra linha de unidade.
(d) A seleção deste item exibe a mensagem ANULAR PRIORIDADE (PROC.:0, PROG.:1). Configurando 0, serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no processo. Configurando 1 serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no programa.
(e) Selecione para terminar o processo com a unidade de subprograma.
5. Coordenadas X e Y do ponto de aproximação: APRCH-X, APRCH-Y
Introduza as coordenadas X e Y da posição em que uma ferramenta deve cortar axialmente.
Com a tecla de menu [CALCULO AUTOMAT.] selecionada, ? é exibido. Após a checagem do percurso da ferramenta ter sido executada, ? alterará automaticamente para as coordenadas de um ponto inicial de corte. (Refira-se ao percurso da ferramenta para cada unidade.)
6. Método de usinagem: TIPO Use as teclas de menu para selecionar o sentido em que a usinagem (tornear) é executada nas unidades de usinagem linear externa e interna, e de chanframento externo e interno. HORARIO
ANTI-HOR
M3P234
ANTI- HORAR HORAR
[HORARIO] [ANTI-HOR]
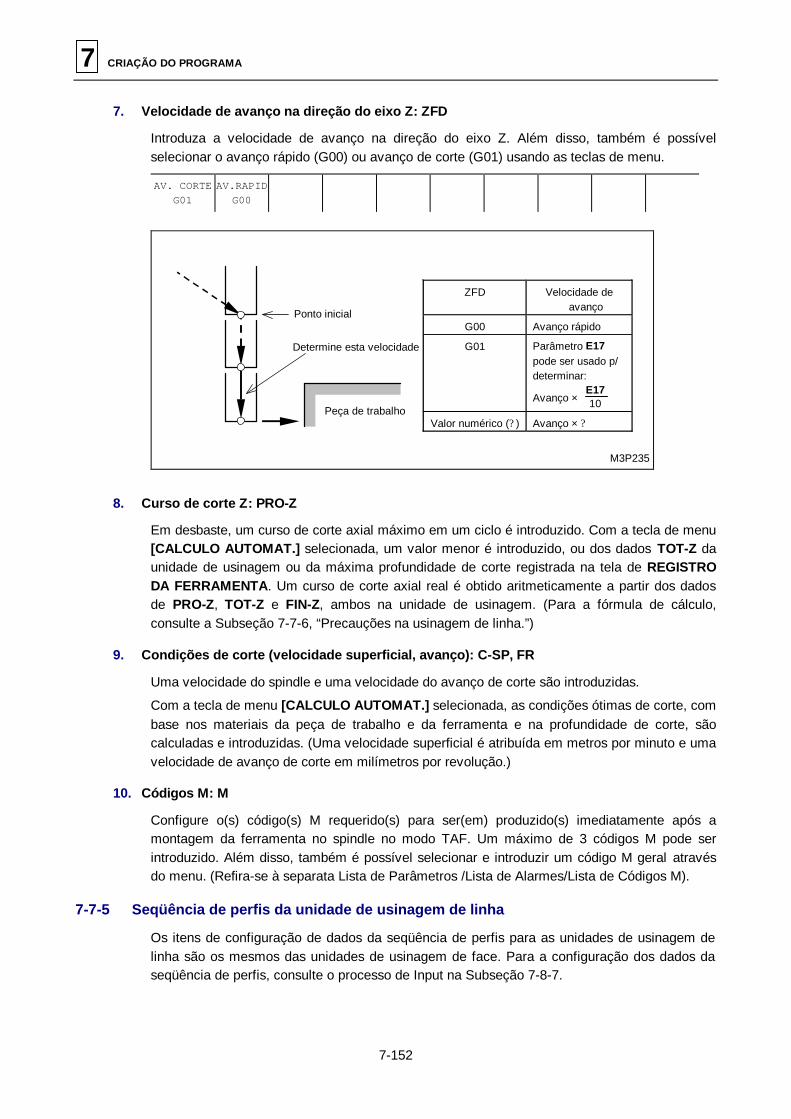
7 CRIAÇÃO DO PROGRAMA
7-152
7. Velocidade de avanço na direção do eixo Z: ZFD
Introduza a velocidade de avanço na direção do eixo Z. Além disso, também é possível selecionar o avanço rápido (G00) ou avanço de corte (G01) usando as teclas de menu.
AV. CORTE G01
AV.RAPID G00
ZFD Velocidade de avanço
G00 Avanço rápido
G01 Parâmetro E17 pode ser usado p/ determinar:
Avanço ×
Valor numérico (? ) Avanço × ?
M3P235
Ponto inicial
Determine esta velocidade
Peça de trabalho
E17 10
8. Curso de corte Z: PRO-Z
Em desbaste, um curso de corte axial máximo em um ciclo é introduzido. Com a tecla de menu [CALCULO AUTOMAT.] selecionada, um valor menor é introduzido, ou dos dados TOT-Z da unidade de usinagem ou da máxima profundidade de corte registrada na tela de REGISTRO DA FERRAMENTA. Um curso de corte axial real é obtido aritmeticamente a partir dos dados de PRO-Z, TOT-Z e FIN-Z, ambos na unidade de usinagem. (Para a fórmula de cálculo, consulte a Subseção 7-7-6, “Precauções na usinagem de linha.”)
9. Condições de corte (velocidade superficial, avanço): C-SP, FR
Uma velocidade do spindle e uma velocidade do avanço de corte são introduzidas.
Com a tecla de menu [CALCULO AUTOMAT.] selecionada, as condições ótimas de corte, com base nos materiais da peça de trabalho e da ferramenta e na profundidade de corte, são calculadas e introduzidas. (Uma velocidade superficial é atribuída em metros por minuto e uma velocidade de avanço de corte em milímetros por revolução.)
10. Códigos M: M
Configure o(s) código(s) M requerido(s) para ser(em) produzido(s) imediatamente após a montagem da ferramenta no spindle no modo TAF. Um máximo de 3 códigos M pode ser introduzido. Além disso, também é possível selecionar e introduzir um código M geral através do menu. (Refira-se à separata Lista de Parâmetros /Lista de Alarmes/Lista de Códigos M).
7-7-5 Seqüência de perfis da unidade de usinagem de linha
Os itens de configuração de dados da seqüência de perfis para as unidades de usinagem de linha são os mesmos das unidades de usinagem de face. Para a configuração dos dados da seqüência de perfis, consulte o processo de Input na Subseção 7-8-7.

CRIAÇÃO DO PROGRAMA 7
7-153
7-7-6 Precauções na usinagem de linha
1. O percurso da ferramenta durante a usinagem de desbaste com sobremetal de remoção na direção do eixo Z (TOT-Z) > profundidade de corte Z (PRO-Z)
O corte é executado em vários passes. O percurso da ferramenta é determinado pelo parâmetro E95 que se relaciona com três fatores, mas não todos estes fatores podem estar disponíveis para certa unidade de usinagem:
- Posição inicial de corte na direção do eixo Z
- Tipo de rota através dos pontos de aproximação
- Tipo de saída na direção do eixo Z após a usinagem
Para cada fator, refira-se à A, B e C, a seguir.
[Percurso básico da ferramenta]
M3P236
cuz
cuz
cuz
sz
Parâmetro E9
tz
Ponto inicial Z
[1]
[3]
[5]
[2]
[4]
[6]
Superf. de acabam.
Avanço rápido Avanço de corte
Fig. 7-22 Percurso básico da ferramenta
cuz: Profundidade de corte na direção do eixo Z por passe (profundidade de corte na direção do eixo Z, PRO-Z, a ser introduzida na seqüência de ferramentas)
Cálculo de cuz:
tz – sz cuz = n
tz: Sobremetal de corte axial, TOT-Z, a ser introduzido na unidade de usinagem
sz: Sobremetal de acabamento na direção do eixo Z, FIN-Z, a ser introduzido na unidade de usinagem
n: Número de passes na direção do eixo Z (Número inteiro obtido arredondando para cima a fração decimal)
tz – sz n = cuz

7 CRIAÇÃO DO PROGRAMA
7-154
A. Posição inicial de corte na direção do eixo Z
Selecione um dos dois seguintes tipos:
M3P237
E9
E9
cuz
cuz
E9
cuz
cuz
(1) Avanço rápido para a posição E9 acima da superfície de usinagem
(2) Posição inicial de corte fixada
Primeiro corte Segundo corte Primeiro corte Segundo corte
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
B. Tipo de rota via ponto de aproximação
Selecione um dos dois seguintes tipos:
M3P238
Ponto de saída
Ponto inicial de corte
Ponto de aproximação
[3]
[6]
[4]
[2]
[5]
[1]
[2]
[1]
Ponto de saída
Ponto inicial de corte
Ponto de aproximação
[4]
[5]
[6]
[3]
(1) Rota via ponto de aproxim. em todos os casos (2) Rota via ponto de aprox. somente no 1º passe
Avanço rápido Avanço de corte
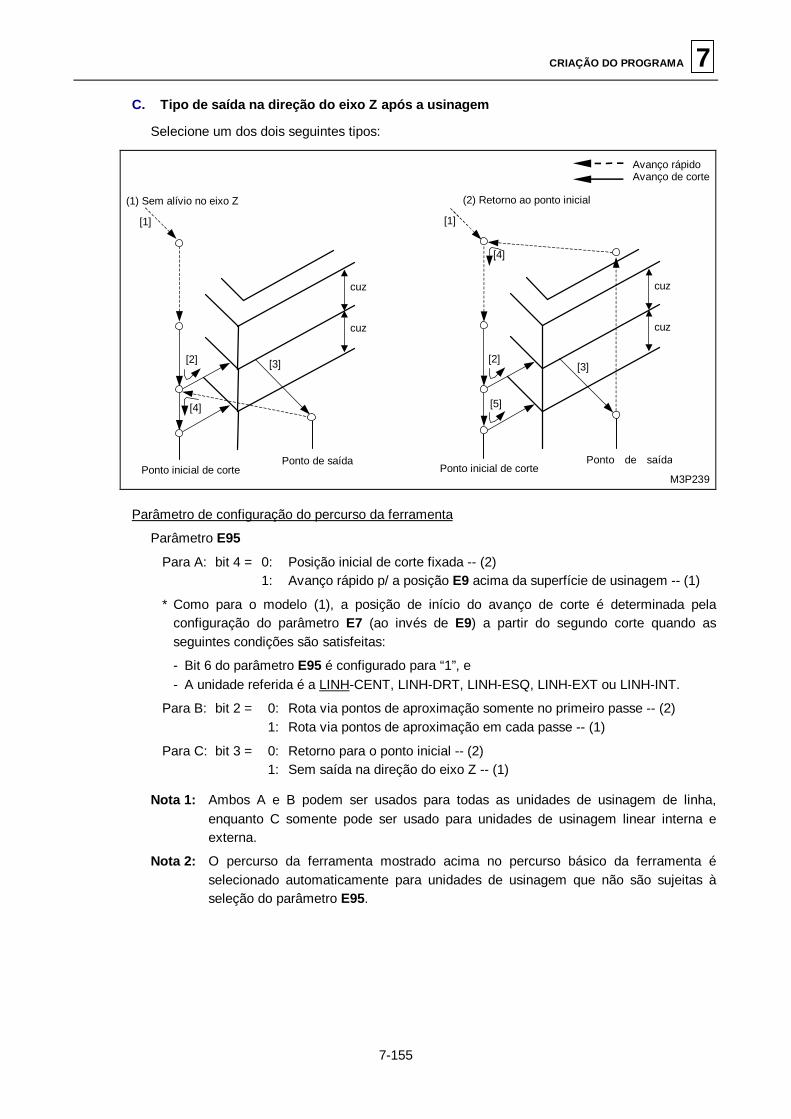
CRIAÇÃO DO PROGRAMA 7
7-155
C. Tipo de saída na direção do eixo Z após a usinagem
Selecione um dos dois seguintes tipos:
M3P239
(1) Sem alívio no eixo Z
cuz
cuz
Ponto de saída
[1]
[4]
[3] [2]
Ponto inicial de corte
(2) Retorno ao ponto inicial
cuz
cuz
Ponto inicial de corte
[1]
[4]
[3]
[5]
[2]
Ponto de saída
Avanço rápido Avanço de corte
Parâmetro de configuração do percurso da ferramenta
Parâmetro E95
Para A: bit 4 = 0: Posição inicial de corte fixada -- (2) 1: Avanço rápido p/ a posição E9 acima da superfície de usinagem -- (1)
* Como para o modelo (1), a posição de início do avanço de corte é determinada pela configuração do parâmetro E7 (ao invés de E9) a partir do segundo corte quando as seguintes condições são satisfeitas:
- Bit 6 do parâmetro E95 é configurado para “1”, e - A unidade referida é a LINH-CENT, LINH-DRT, LINH-ESQ, LINH-EXT ou LINH-INT.
Para B: bit 2 = 0: Rota via pontos de aproximação somente no primeiro passe -- (2) 1: Rota via pontos de aproximação em cada passe -- (1)
Para C: bit 3 = 0: Retorno para o ponto inicial -- (2) 1: Sem saída na direção do eixo Z -- (1)
Nota 1: Ambos A e B podem ser usados para todas as unidades de usinagem de linha, enquanto C somente pode ser usado para unidades de usinagem linear interna e externa.
Nota 2: O percurso da ferramenta mostrado acima no percurso básico da ferramenta é selecionado automaticamente para unidades de usinagem que não são sujeitas à seleção do parâmetro E95.

7 CRIAÇÃO DO PROGRAMA
7-156
2. Detalhes do percurso da ferramenta de uma entrada de corte na direção do eixo Z
- Desbaste
M3P240
sz
E9
X
Z
ct
Peça de trabalho
Pi
Superfície de acabamento
tz
Avanço rápido Avanço de corte
- Acabamento
M3P241X
Z
Peça de trabalho
Superfície de acabamento
Pi
E9
Avanço rápido Avanço de corte
sz
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
ct: Profundidade de corte na direção do eixo Z, PRO-Z, a ser introduzida na seqüência de ferramentas
tz: Sobremetal de corte na direção do eixo Z, TOT-Z, a ser introduzido na unid. de usinagem sz: Sobremetal de acabam. na direção do eixo Z, FIN-Z, a ser introduzido na unid. de
usinagem
Nota 1: O sobremetal inicial do corte axial, especificado pelo parâmetro E9, será igual ao parâmetro E7 se os seguintes três estados ocorrerem ao mesmo tempo: - Bit 6 do parâmetro E95 for configurado em 1. - Uma ferramenta para pré-usinagem for incluída na seqüência de ferramentas. - A unidade de usinagem for qualquer um dos tipos de usinagem linear: central, à
direita, à esquerda, externa ou interna. Nota 2: O sobremetal inicial do corte na direção radial, especificado para o parâmetro E2,
será igual ao parâmetro E5 se os 3 seguintes estados ocorrerem ao mesmo tempo: - Bit 7 do parâmetro E95 for configurado em 1. - Uma ferramenta para pré-usinagem for incluída na seqüência de ferramentas.
- A unidade de usinagem for tanto de usinagem linear interna como de externa.

CRIAÇÃO DO PROGRAMA 7
7-157
3. Outras precauções no percurso da ferramenta
Se os dados do perfil, os dados da ferramenta ou parâmetros forem modificados após a determinação automática das coordenadas X e Y do ponto de aproximação (exibidos em amarelo), o ponto de aproximação não será localizado sobre o mesmo ponto inicial de corte e o percurso da ferramenta também será modificado.
7-7-7 Variação automática de canto
Na usinagem de linha e de face, a usinagem de um canto interno requererá um sobremetal maior a ser removido, resultando em uma carga de corte aumentada. A variação automática de canto é feita para variar automaticamente uma velocidade de avanço nas porções com sobremetal aumentado para reduzir a carga de corte.
1. Condições de operação
M3P242
Variada automaticamente overridden
?
P1
P2
a TOT-R
A usinagem de um canto interno aumenta o sobremetal a ser removido pela área “a” durante o movimento da ferramenta a partir de P1 até P2 (ver ilustração). Neste intervalo, a velocidade de avanço é variada automaticamente.
Esta variação, entretanto, somente será válida quando todos os seguintes requisitos (A, B, C) forem satisfeitos:
A. O ângulo interno do canto ? for igual ou menor que o valor introduzido em E25 (com ? ? E25).
M3P243
? ? ?
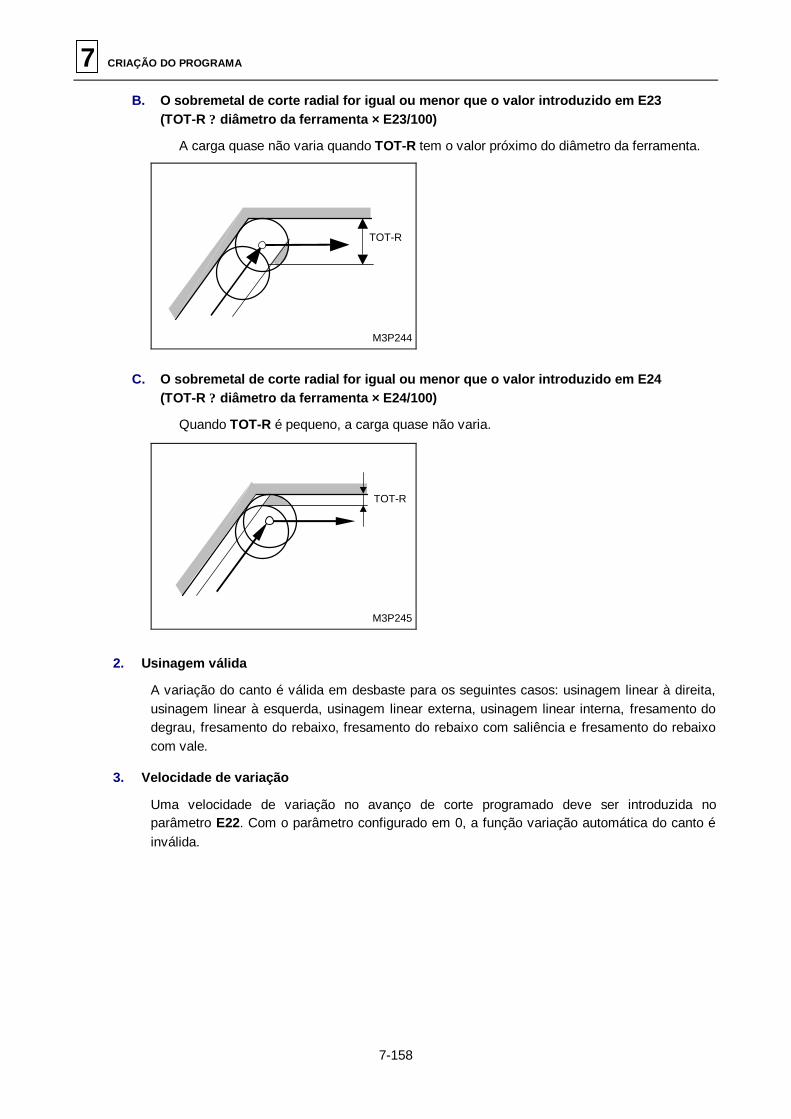
7 CRIAÇÃO DO PROGRAMA
7-158
B. O sobremetal de corte radial for igual ou menor que o valor introduzido em E23 (TOT-R ? diâmetro da ferramenta × E23/100)
A carga quase não varia quando TOT-R tem o valor próximo do diâmetro da ferramenta.
M3P244
TOT-R
C. O sobremetal de corte radial for igual ou menor que o valor introduzido em E24 (TOT-R ? diâmetro da ferramenta × E24/100)
Quando TOT-R é pequeno, a carga quase não varia.
M3P245
TOT-R
2. Usinagem válida
A variação do canto é válida em desbaste para os seguintes casos: usinagem linear à direita, usinagem linear à esquerda, usinagem linear externa, usinagem linear interna, fresamento do degrau, fresamento do rebaixo, fresamento do rebaixo com saliência e fresamento do rebaixo com vale.
3. Velocidade de variação
Uma velocidade de variação no avanço de corte programado deve ser introduzida no parâmetro E22. Com o parâmetro configurado em 0, a função variação automática do canto é inválida.
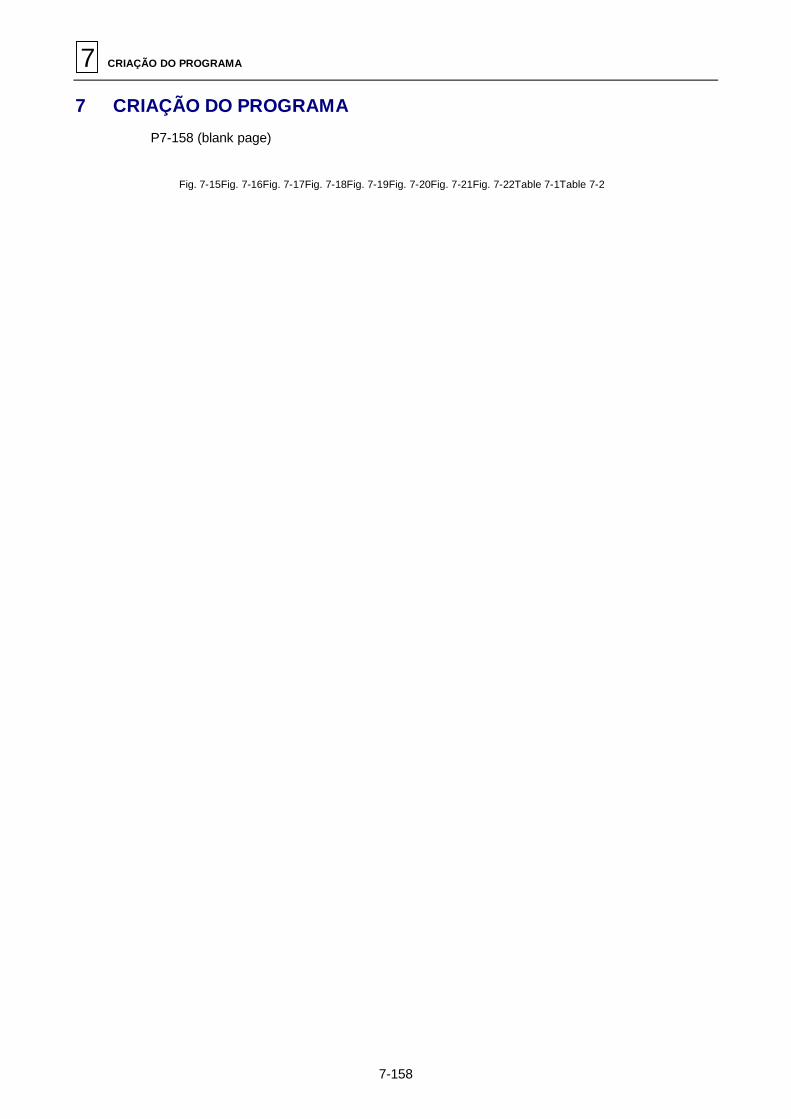
7 CRIAÇÃO DO PROGRAMA
7-158
7 CRIAÇÃO DO PROGRAMA
P7-158 (blank page)
Fig. 7-15Fig. 7-16Fig. 7-17Fig. 7-18Fig. 7-19Fig. 7-20Fig. 7-21Fig. 7-22Table 7-1Table 7-2

CRIAÇÃO DO PROGRAMA 7
7-159
7-8 Unidades de Usinagem de Face
As unidades de usinagem de face são usadas para introduzir os dados relacionados aos procedimentos para usinar uma área e uma forma a ser usinada. Em cada unidade estão disponíveis duas seqüências; uma é a seqüência de ferramentas em que são introduzidos os dados associados à operação das ferramentas e a outra é a seqüência de perfis em que são introduzidos os dados relacionados às dimensões de usinagem especificadas no desenho.
7-8-1 Tipos de unidades de usinagem de face
Como mostrado abaixo, 7 tipos de unidades de usinagem de face são disponíveis:
1. Faceamento 2. Faceamento de topo 3. Degrau
4. Rebaixo 5. Saliente 6. R-VALE
7. RANHURA
M3P246
Fig. 7-23 Tipos de unidades de usinagem de face

7 CRIAÇÃO DO PROGRAMA
7-160
7-8-2 Procedimento para selecionar a unidade de usinagem de face
(1) Pressione a tecla secundária de menu (tecla localizada à direta nas teclas de menu) para exibir o seguinte menu.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMAMANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
(2) Pressione a tecla de menu [MAQUINAR FACE].
? O seguinte menu é exibido.
ROCA
FR. TOPO
DEGRAU
REBAIXO
SALIENTE
R-VALE
RANHURA
(3) Pressione a tecla de menu apropriada da unidade de usinagem desejada.

CRIAÇÃO DO PROGRAMA 7
7-161
7-8-3 Dados da unidade, desenvolvimento automático da ferramenta e percurso da ferramenta da unidade de faceamento
1. Unidade de faceamento (FACEJAR)
Esta unidade é selecionada para usinar uma superfície plana da peça de trabalho, usando uma fresa de facear.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM FIN-Z 1 FACEJAR
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y ZFD PRO-Z WID-R C-SP FR M M M
D1
A2
ROCA
ROCA
????
???
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, as fresas de facear são desenvolvidas automaticamente.
Observ. 2: Para configurar dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de FACEAMENTO Seqüência de ferramentas
TOT-Z
FIN-Z
Acabamento Desbaste
PROF.
Ponto zero da peça de trabalho Seqüência de perfis introduzidos
..............................................................................................................................
Fresa de facear (p/ acabam.)
Fresa de facear (p/ desbaste)
M3P247 M3P248 BTM: Um código de rugosidade do fundo é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta. Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z e em FIN-Z.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 : Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z : Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas

7 CRIAÇÃO DO PROGRAMA
7-162
C. Percurso da ferramenta
Quando [X BI-DIR] é selecionado para o item TIPO na seqüência de ferramentas
M3P249
Z
X
Pi
[1]
[2]
[3] Pa
Pe Pc
E9 [5]
Peça de trabalho
Nota 2
Y
X
cur
cur
Pe
Pa
Pc
[1]
[4]
E12
E12
E12
Avanço rápido Avanço de corte Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação.
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se em velocidade de avanço rápido para a face a ser usinada.
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e executa a usinagem.
[5] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
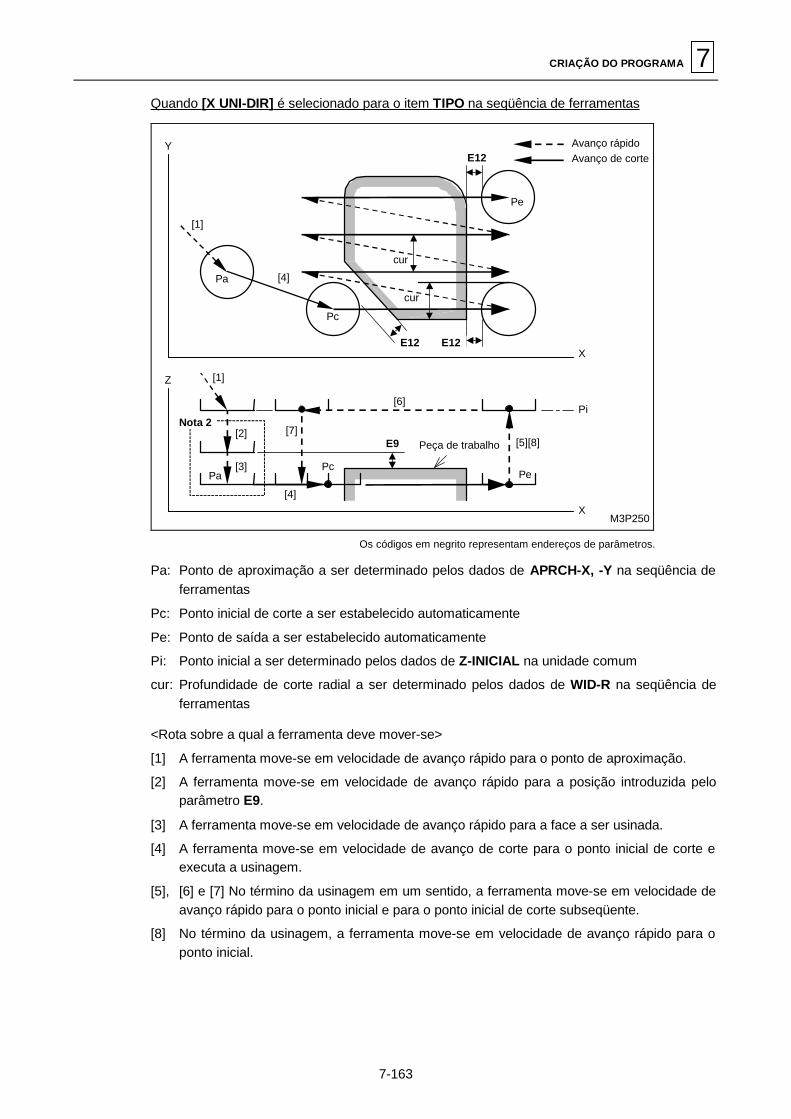
CRIAÇÃO DO PROGRAMA 7
7-163
Quando [X UNI-DIR] é selecionado para o item TIPO na seqüência de ferramentas
M3P250
Y
X
cur
cur
Pa
Pc
[1]
[4]
E12
E12
E12
Pe
Avanço rápido Avanço de corte
Z
X
[1]
[2]
[3] Pa
Pc
E9 [7]
[4]
[6]
[5][8]
Pi
Pe
Nota 2
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinado pelos dados de WID-R na seqüência de ferramentas
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação.
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se em velocidade de avanço rápido para a face a ser usinada.
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e executa a usinagem.
[5], [6] e [7] No término da usinagem em um sentido, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial e para o ponto inicial de corte subseqüente.
[8] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
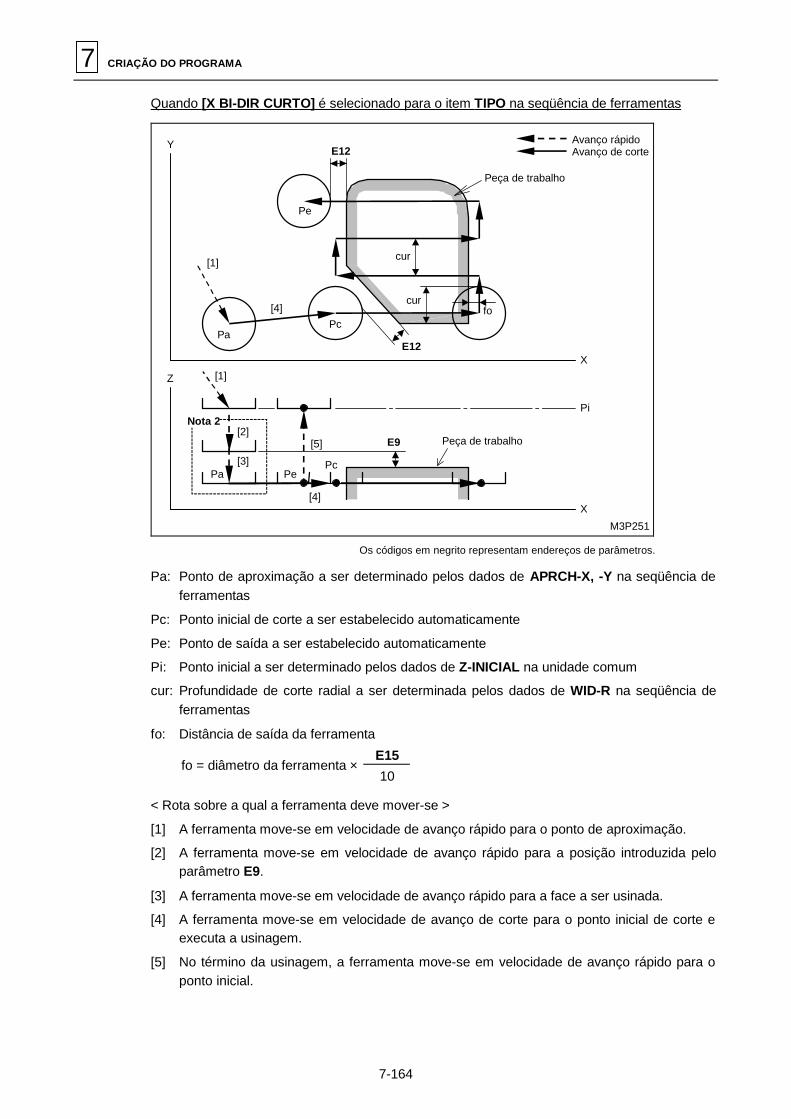
7 CRIAÇÃO DO PROGRAMA
7-164
Quando [X BI-DIR CURTO] é selecionado para o item TIPO na seqüência de ferramentas
M3P251
Y
Z
X
X
cur
cur
Pe
Pa Pc
[1]
[4]
E12
Pi
[1]
[2]
[3] Pa Pe
Pc
E9 [5]
E12
fo
[4]
Avanço rápido Avanço de corte
Peça de trabalho
Nota 2
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
fo: Distância de saída da ferramenta
E15 fo = diâmetro da ferramenta ×
10
< Rota sobre a qual a ferramenta deve mover-se >
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação.
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se em velocidade de avanço rápido para a face a ser usinada.
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e executa a usinagem.
[5] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
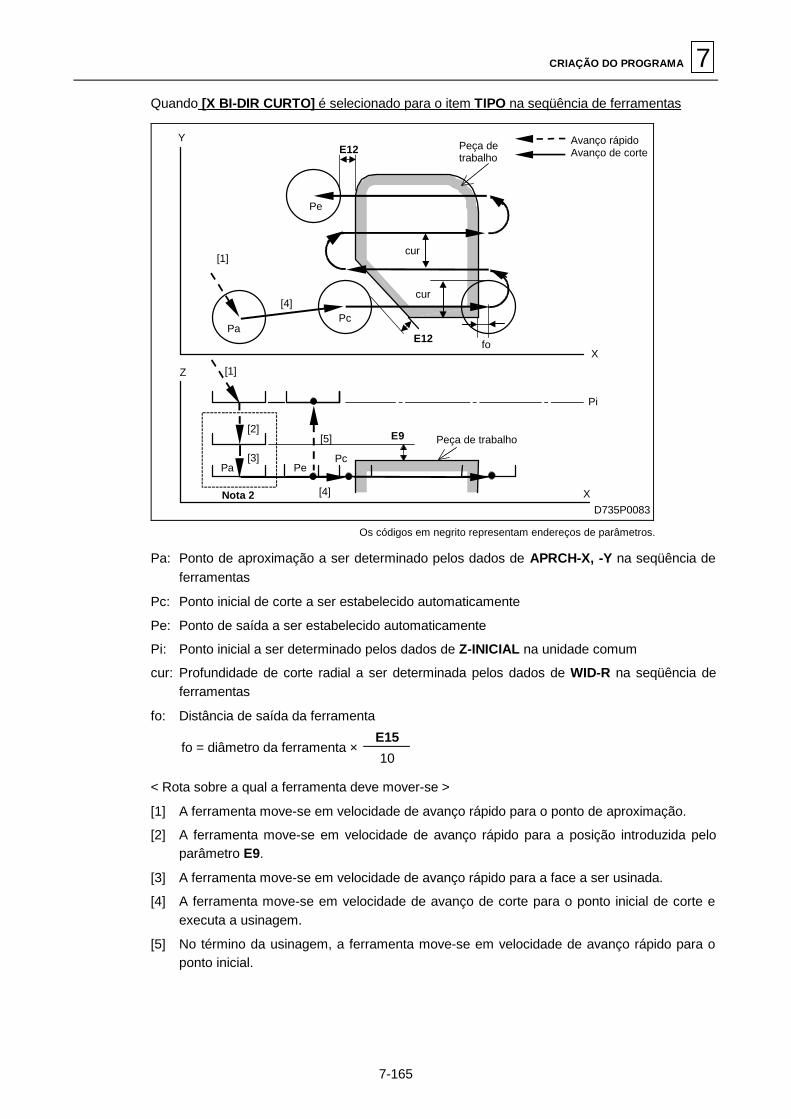
CRIAÇÃO DO PROGRAMA 7
7-165
Quando [X BI-DIR CURTO] é selecionado para o item TIPO na seqüência de ferramentas
D735P0083
Z
X
X
cur
cur
E9
Pe
Pa Pc
[1]
[4]
Pi
[1]
[2]
[3] Pa Pe
Pc
[5]
[4]
fo E12
E12 Avanço rápido Avanço de corte
Nota 2
Peça de trabalho
Peça de trabalho
Y
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
fo: Distância de saída da ferramenta
E15 fo = diâmetro da ferramenta ×
10
< Rota sobre a qual a ferramenta deve mover-se >
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação.
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se em velocidade de avanço rápido para a face a ser usinada.
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e executa a usinagem.
[5] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
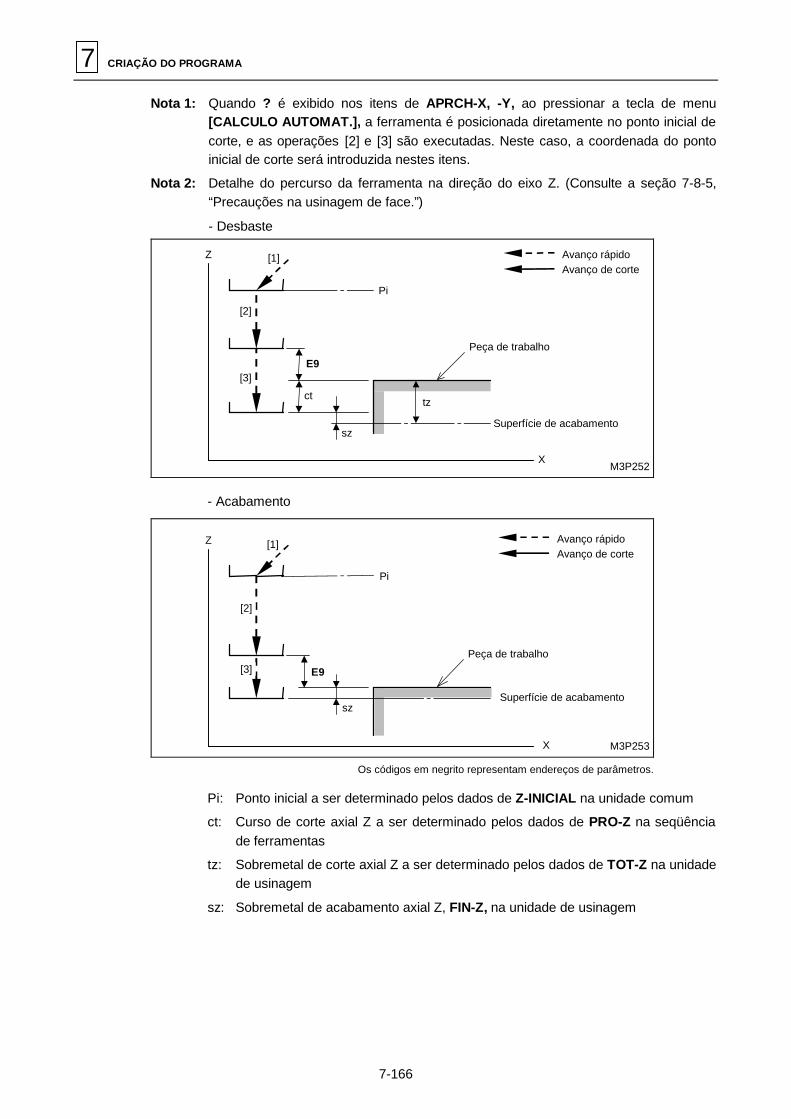
7 CRIAÇÃO DO PROGRAMA
7-166
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, a coordenada do ponto inicial de corte será introduzida nestes itens.
Nota 2: Detalhe do percurso da ferramenta na direção do eixo Z. (Consulte a seção 7-8-5, “Precauções na usinagem de face.”)
- Desbaste
M3P252
E9
X
Z
Pi
Superfície de acabamento sz
tz ct
[2]
[1]
[3]
Avanço rápido Avanço de corte
Peça de trabalho
- Acabamento
M3P253X
Z
Pi
[2]
[1]
[3]
Superfície de acabamento
E9
sz
Avanço rápido Avanço de corte
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
ct: Curso de corte axial Z a ser determinado pelos dados de PRO-Z na seqüência de ferramentas
tz: Sobremetal de corte axial Z a ser determinado pelos dados de TOT-Z na unidade de usinagem
sz: Sobremetal de acabamento axial Z, FIN-Z, na unidade de usinagem

CRIAÇÃO DO PROGRAMA 7
7-167
2. Unidade de faceamento de topo (FR. TOPO)
Esta unidade é selecionada para usinar uma superfície plana da peça de trabalho, usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM FIN-Z 1 FR. TOPO
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 A2
FR-TOPO FR-TOPO
???
? : Os dados não são necessários para serem configurados aqui. Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente.
Observ. 2: Para configurar dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de FR. TOPO Seqüência de ferramentas
..............................................................................................................................TOT-Z
FIN-Z
Acabamento Desbaste
PROF.
Ponto zero da peça de trabalho Seqüência de perfis introduzidos
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
BTM: Um código de rugosidade do fundo é selecionado no menu.
FIN-Z: Um sobremetal de acabamento no sentido do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta. Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z e em FIN-Z.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 : Desenvolvimento de uma ferramenta
A2 (Acabamento) TOT-Z ? FIN-Z : Desenvolvimento de uma ferramenta
D1, A2 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
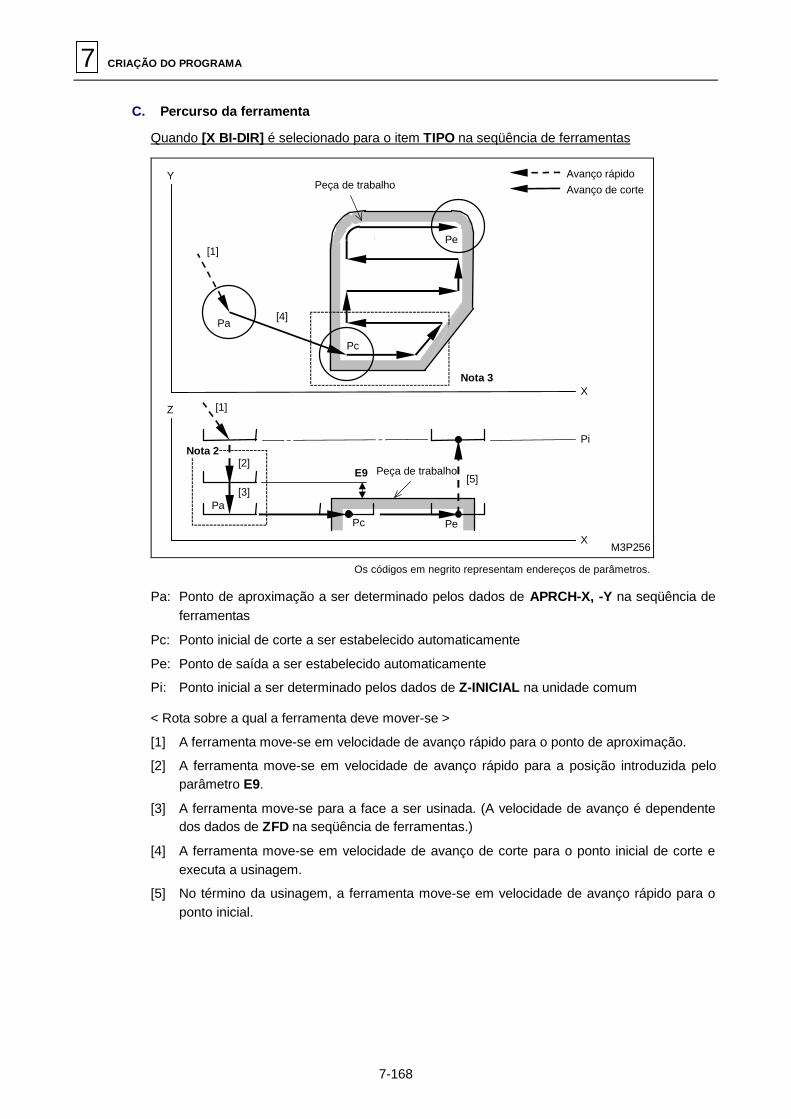
7 CRIAÇÃO DO PROGRAMA
7-168
C. Percurso da ferramenta
Quando [X BI-DIR] é selecionado para o item TIPO na seqüência de ferramentas
M3P256
Y
Z
X
X
Pa
[1]
[4]
Pi
[1]
[2] [3] Pa
Pc
[5]
Pe
Pc
Pe
E9
Avanço rápido Avanço de corte Peça de trabalho
Nota 3
Nota 2
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
< Rota sobre a qual a ferramenta deve mover-se >
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação.
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e executa a usinagem.
[5] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
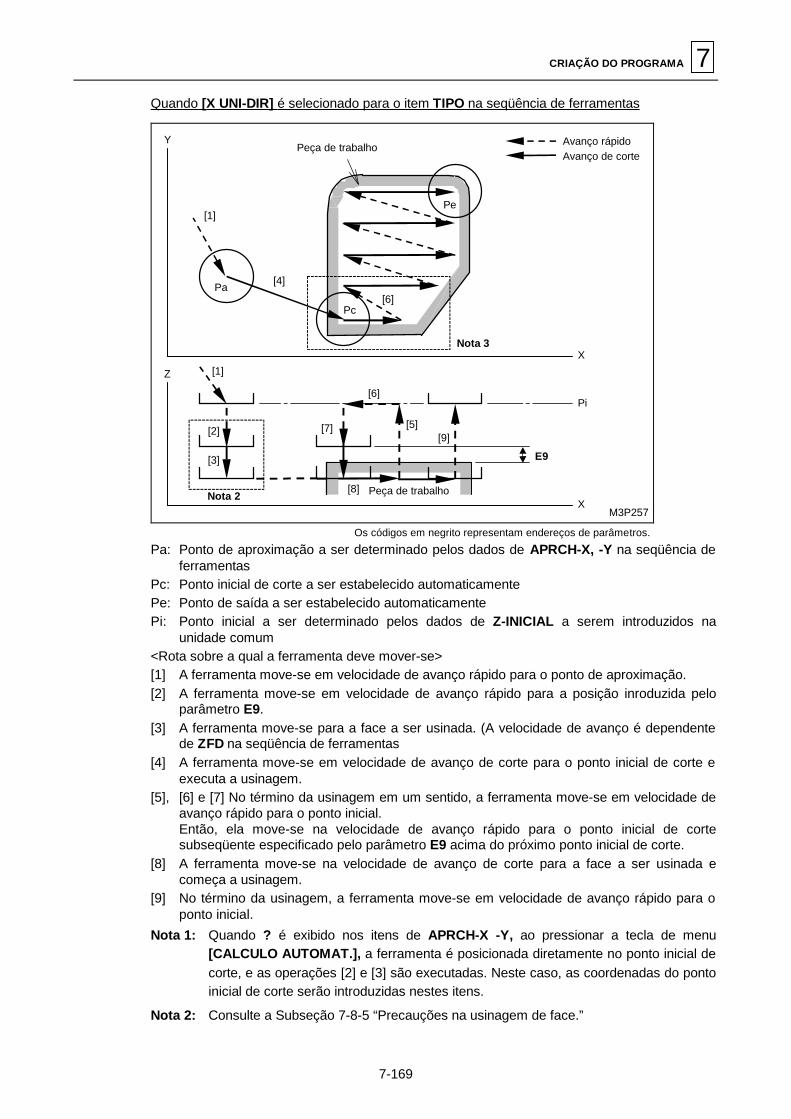
CRIAÇÃO DO PROGRAMA 7
7-169
Quando [X UNI-DIR] é selecionado para o item TIPO na seqüência de ferramentas
M3P257
Y
Z
X
X
Pa
[1]
[4]
Pi
[1]
[2]
[3]
[6]
Pe
Pc [6]
[7]
[8]
[9] [5]
E9
Avanço rápido Avanço de corte
Nota 3
Nota 2
Peça de trabalho
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente Pe: Ponto de saída a ser estabelecido automaticamente Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL a serem introduzidos na
unidade comum <Rota sobre a qual a ferramenta deve mover-se> [1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação. [2] A ferramenta move-se em velocidade de avanço rápido para a posição inroduzida pelo
parâmetro E9. [3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente
de ZFD na seqüência de ferramentas [4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte e
executa a usinagem. [5], [6] e [7] No término da usinagem em um sentido, a ferramenta move-se em velocidade de
avanço rápido para o ponto inicial. Então, ela move-se na velocidade de avanço rápido para o ponto inicial de corte subseqüente especificado pelo parâmetro E9 acima do próximo ponto inicial de corte.
[8] A ferramenta move-se na velocidade de avanço de corte para a face a ser usinada e começa a usinagem.
[9] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
Nota 1: Quando ? é exibido nos itens de APRCH-X -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
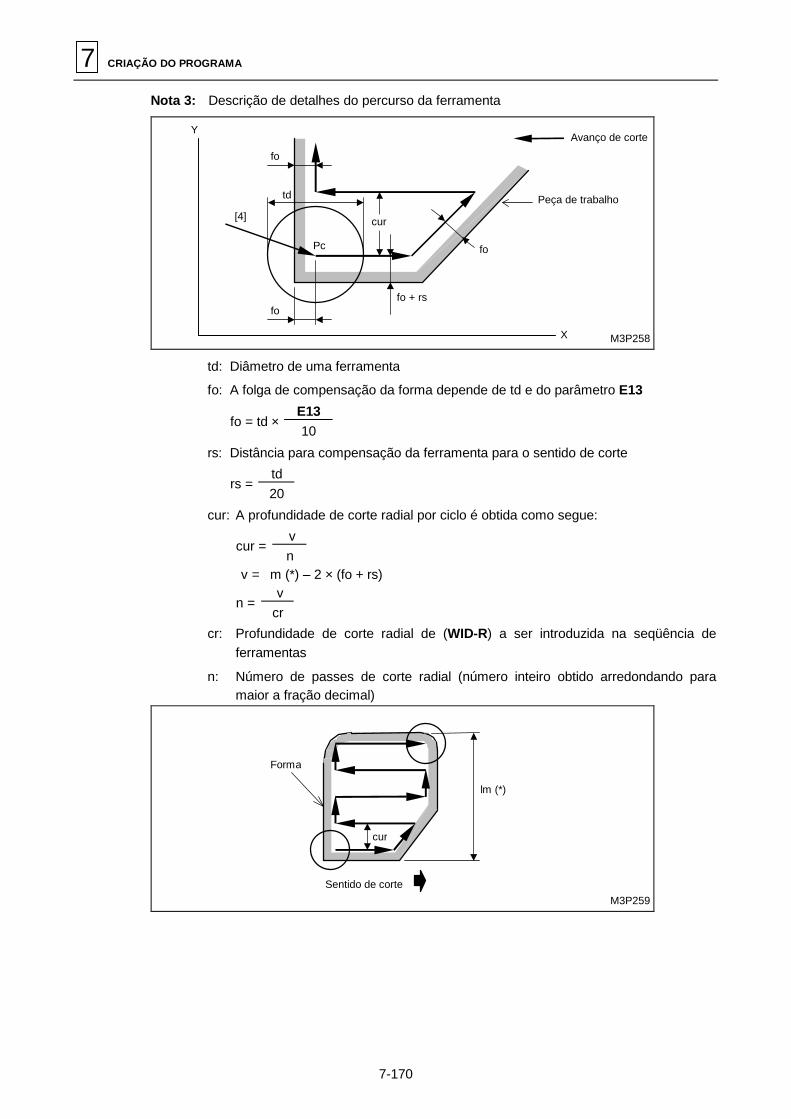
7 CRIAÇÃO DO PROGRAMA
7-170
Nota 3: Descrição de detalhes do percurso da ferramenta
M3P258 X
Y
fo fo + rs
fo
fo
Pc
[4] cur
td Peça de trabalho
Avanço de corte
td: Diâmetro de uma ferramenta
fo: A folga de compensação da forma depende de td e do parâmetro E13 E13
fo = td × 10
rs: Distância para compensação da ferramenta para o sentido de corte td
rs = 20
cur: A profundidade de corte radial por ciclo é obtida como segue: v
cur = n
v = m (*) – 2 × (fo + rs) v
n = cr
cr: Profundidade de corte radial de (WID-R) a ser introduzida na seqüência de ferramentas
n: Número de passes de corte radial (número inteiro obtido arredondando para maior a fração decimal)
M3P259
lm (*)
cur
Forma
Sentido de corte
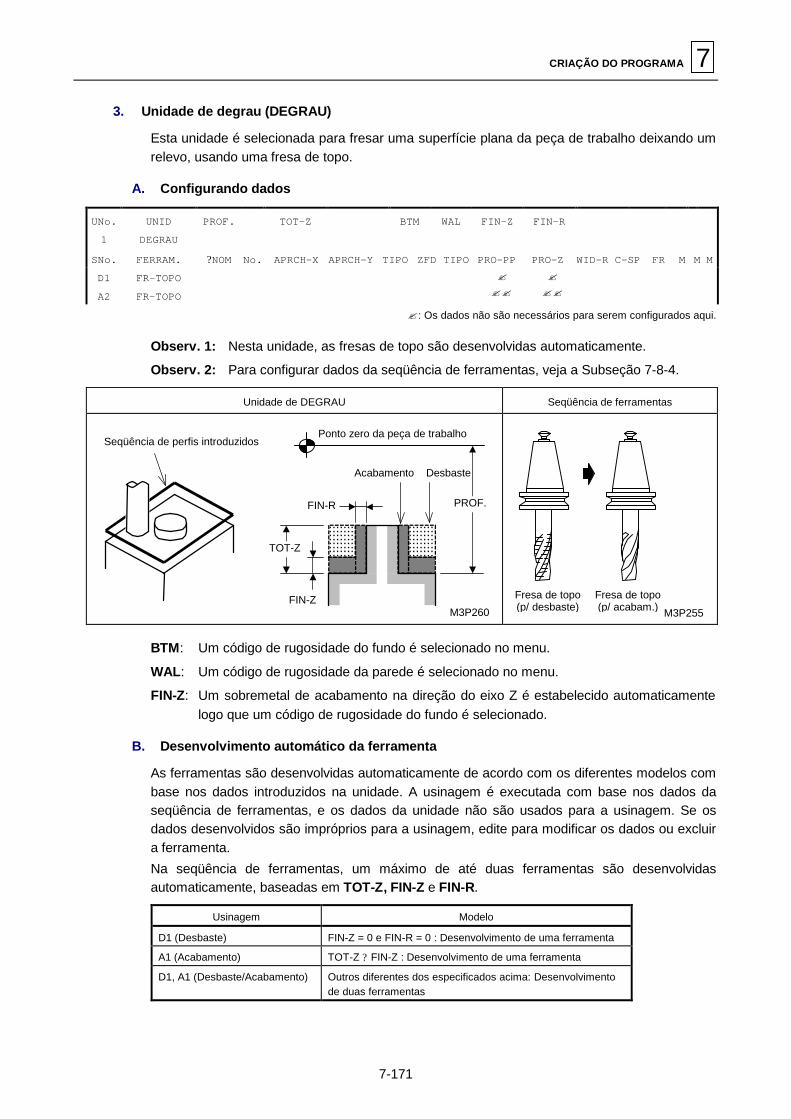
CRIAÇÃO DO PROGRAMA 7
7-171
3. Unidade de degrau (DEGRAU)
Esta unidade é selecionada para fresar uma superfície plana da peça de trabalho deixando um relevo, usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R 1 DEGRAU
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1
A2
FR-TOPO
FR-TOPO
???
???
? : Os dados não são necessários para serem configurados aqui. Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente.
Observ. 2: Para configurar dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de DEGRAU Seqüência de ferramentas
Acabamento Desbaste
TOT-Z
FIN-Z
FIN-R PROF.
M3P260
Ponto zero da peça de trabalho Seqüência de perfis introduzidos
.........................................................
.........................................................
M3P255
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
BTM: Um código de rugosidade do fundo é selecionado no menu.
WAL: Um código de rugosidade da parede é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta. Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z, FIN-Z e FIN-R.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0 : Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z : Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas

7 CRIAÇÃO DO PROGRAMA
7-172
C. Seqüência de usinagem
O fresamento do degrau é executado na seguinte ordem.
Desbaste
FIN-R
FIN-Z TOT-Z
Relevo
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas D1. Com TOT-Z = FIN-Z, esta usinagem não é executada.
Fundo
Relevo
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-Z = 0, esta usinagem não é executada.
Acaba- mento
Parede
Relevo
M3P261
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-R = 0, esta usinagem não é executada.

CRIAÇÃO DO PROGRAMA 7
7-173
D. Modelo de usinagem
Para o desbaste ou acabamento do fundo, um modelo de usinagem é selecionado pelo parâmetro E91.
- Introduza 0 ou 1 de acordo com o bit selecionado. Para detalhes dos parâmetros, refira-se à separata: Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M.
0 1
A usinagem é executada de dentro para fora.
A usinagem é executada de fora para dentro.
Usinagem de dentro para fora: O interno é usinado no sentido inverso do externo.
Usinagem de fora para dentro: O interno é usinado no mesmo sentido do externo.
bit 0
7 6 5 4 3 2 1 0E91 =
bit 1
bit 7
NM310-00546
No caso de usinagem a partir do externo, a ferramenta move-se para dentro ao longo de uma forma interna.
Para usinar a partir do externo, a ferramenta move-se para dentro ao longo de uma forma externa.

7 CRIAÇÃO DO PROGRAMA
7-174
E. Percurso da ferramenta
Desbaste ou acabamento de fundo
M3P262
Y
X
[6][10]
[5] [9]
[4] [8][12]
Pe
[7]
[11]
[1]
cur
sr
E2
Pa = Pc
Z
X
Avanço rápido Avanço de corte
Nota 3
[14]
[15]
[13]
Pa = Pc
Nota 2
[1]
E9
Pi
[2]
[3]
Os códigos em negrito representam endereços de parâmetros.
Pa, Pc: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y para ser introduzido na seqüência de ferramentas e no ponto inicial de corte. (Na ilustração acima, o ponto inicial de corte é o ponto de aproximação.)
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem.

CRIAÇÃO DO PROGRAMA 7
7-175
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
Nota 3: Quando a ferramenta move-se sobre um percurso de ferramenta distante pelo valor introduzido no parâmetro E2 a partir de uma forma de usinagem, a velocidade do avanço de corte é multiplicada pelo número introduzido no parâmetro E16.
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação (Ponto inicial de corte). (Consulte a Nota 1.)
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] - [15] A ferramenta usina ao longo de uma forma interna contornando uma peça de trabalho sobre uma circunferência. ([6] e [10] e [4], [8] e [12] têm algumas porções que passam através de um percurso idêntico.)
Acabamento da parede
A ferramenta usina através de um percurso de ferramenta idêntico ao do acabamento na unidade de LINH-EXT.
F. Acabamento
O acabamento é executado baseado nos dados introduzidos em FIN-Z e FIN-R.
O acabamento do fundo é executado com 0 < FIN-Z.
O acabamento da parede é executado com 0 < FIN-R.
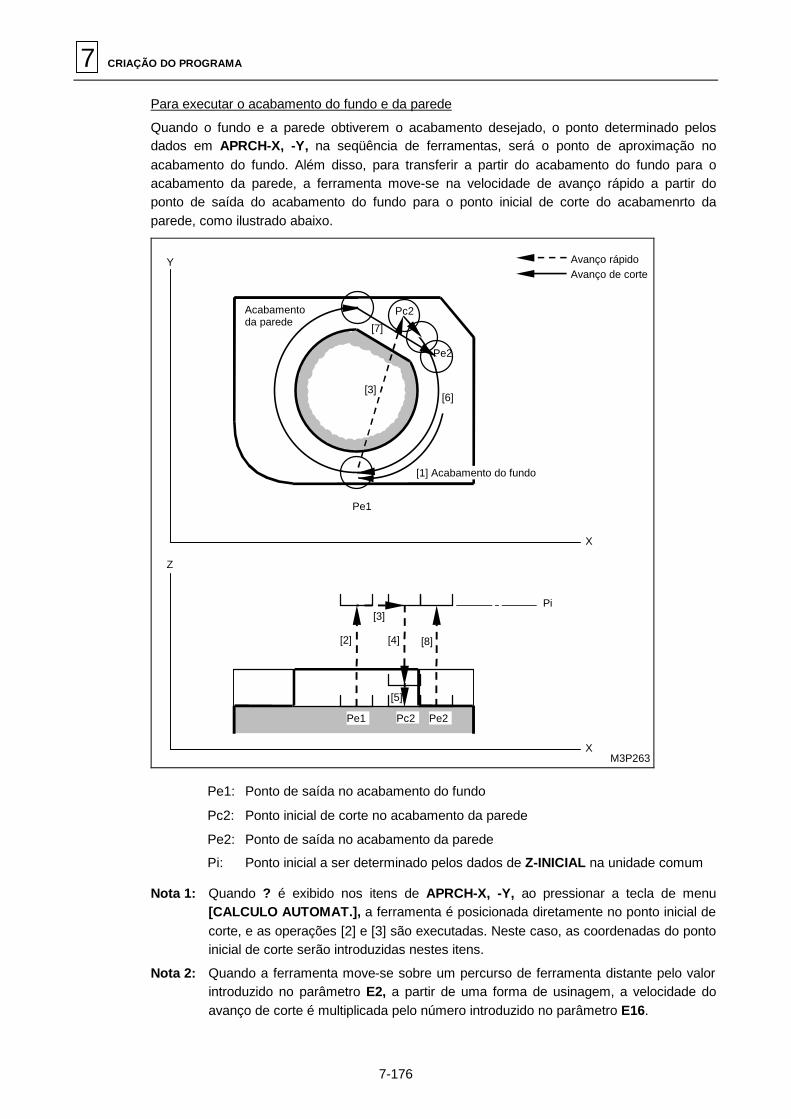
7 CRIAÇÃO DO PROGRAMA
7-176
Para executar o acabamento do fundo e da parede
Quando o fundo e a parede obtiverem o acabamento desejado, o ponto determinado pelos dados em APRCH-X, -Y, na seqüência de ferramentas, será o ponto de aproximação no acabamento do fundo. Além disso, para transferir a partir do acabamento do fundo para o acabamento da parede, a ferramenta move-se na velocidade de avanço rápido a partir do ponto de saída do acabamento do fundo para o ponto inicial de corte do acabamenrto da parede, como ilustrado abaixo.
M3P263
Y
X
Pe1
Z
Acabamento da parede
Pc2
Pe2
[3]q [6]
[1] Acabamento do fundo
Avanço rápido Avanço de corte
[7]
[3] Pi
Pe1 Pe2 Pc2
[2] [4] [8]
[5]
X
Pe1: Ponto de saída no acabamento do fundo
Pc2: Ponto inicial de corte no acabamento da parede
Pe2: Ponto de saída no acabamento da parede
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Quando a ferramenta move-se sobre um percurso de ferramenta distante pelo valor introduzido no parâmetro E2, a partir de uma forma de usinagem, a velocidade do avanço de corte é multiplicada pelo número introduzido no parâmetro E16.
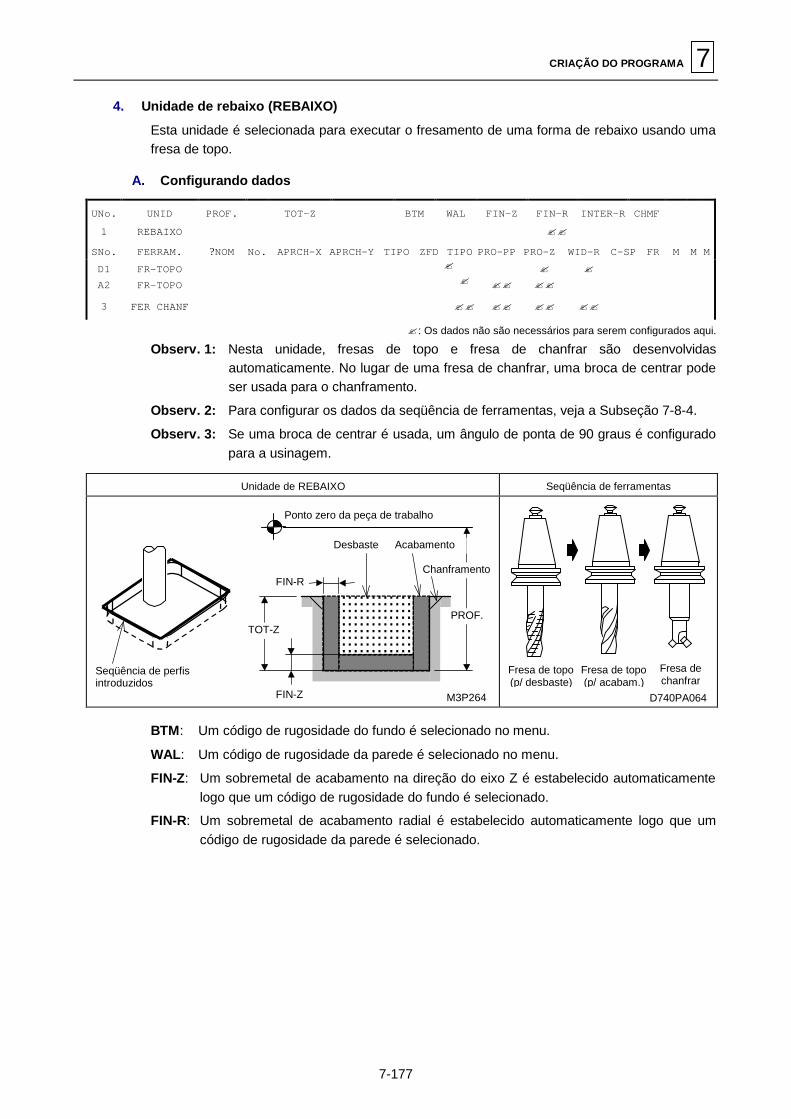
CRIAÇÃO DO PROGRAMA 7
7-177
4. Unidade de rebaixo (REBAIXO)
Esta unidade é selecionada para executar o fresamento de uma forma de rebaixo usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R INTER-R CHMF 1 REBAIXO ??
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
??
??
???
?
3 FER CHANF ?? ?? ?? ??
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, fresas de topo e fresa de chanfrar são desenvolvidas automaticamente. No lugar de uma fresa de chanfrar, uma broca de centrar pode ser usada para o chanframento.
Observ. 2: Para configurar os dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Observ. 3: Se uma broca de centrar é usada, um ângulo de ponta de 90 graus é configurado para a usinagem.
Unidade de REBAIXO Seqüência de ferramentas
PROF.
FIN-R
TOT-Z
FIN-Z
Acabamento Desbaste
M3P264
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos
Chanframento
....................................................................................................................................
D740PA064
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
Fresa de chanfrar
BTM: Um código de rugosidade do fundo é selecionado no menu.
WAL: Um código de rugosidade da parede é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
FIN-R: Um sobremetal de acabamento radial é estabelecido automaticamente logo que um código de rugosidade da parede é selecionado.

7 CRIAÇÃO DO PROGRAMA
7-178
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta. Na seqüência de ferramentas, um máximo de até três ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z, FIN-Z, FIN-R e CHMF.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
(Chanframento) CHMF ? 0: Desenvolvimento de fresa de chanfrar
C. Seqüência de usinagem
O fresamento do rebaixo é executado na seguinte ordem.
Desbaste
FIN-R
TOT-Z
FIN-Z
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas D1. Com TOT-Z = FIN-Z, esta usinagem não é executada.
Fundo
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-Z = 0, esta usinagem não é executada.
Acaba- mento
Parede
M3P265
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-R = 0, esta usinagem não é executada.
Chanframento
A usinagem é executada com a fresa de chanfrar ou broca de centrar na seqüência de ferramentas. Com CHMF = 0, esta usinagem não é executada.
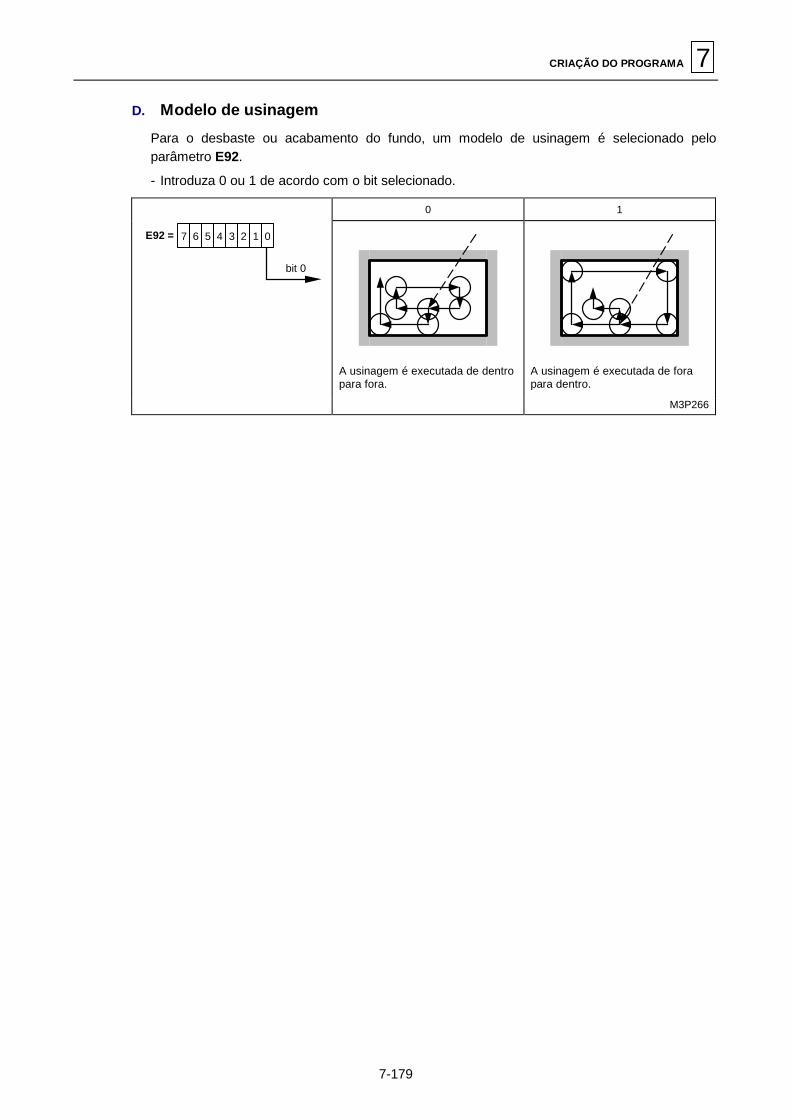
CRIAÇÃO DO PROGRAMA 7
7-179
D. Modelo de usinagem
Para o desbaste ou acabamento do fundo, um modelo de usinagem é selecionado pelo parâmetro E92.
- Introduza 0 ou 1 de acordo com o bit selecionado.
0 1
7 6 5 4 3 2 1 0E92 =
bit 0
A usinagem é executada de dentro para fora.
A usinagem é executada de fora para dentro.
M3P266
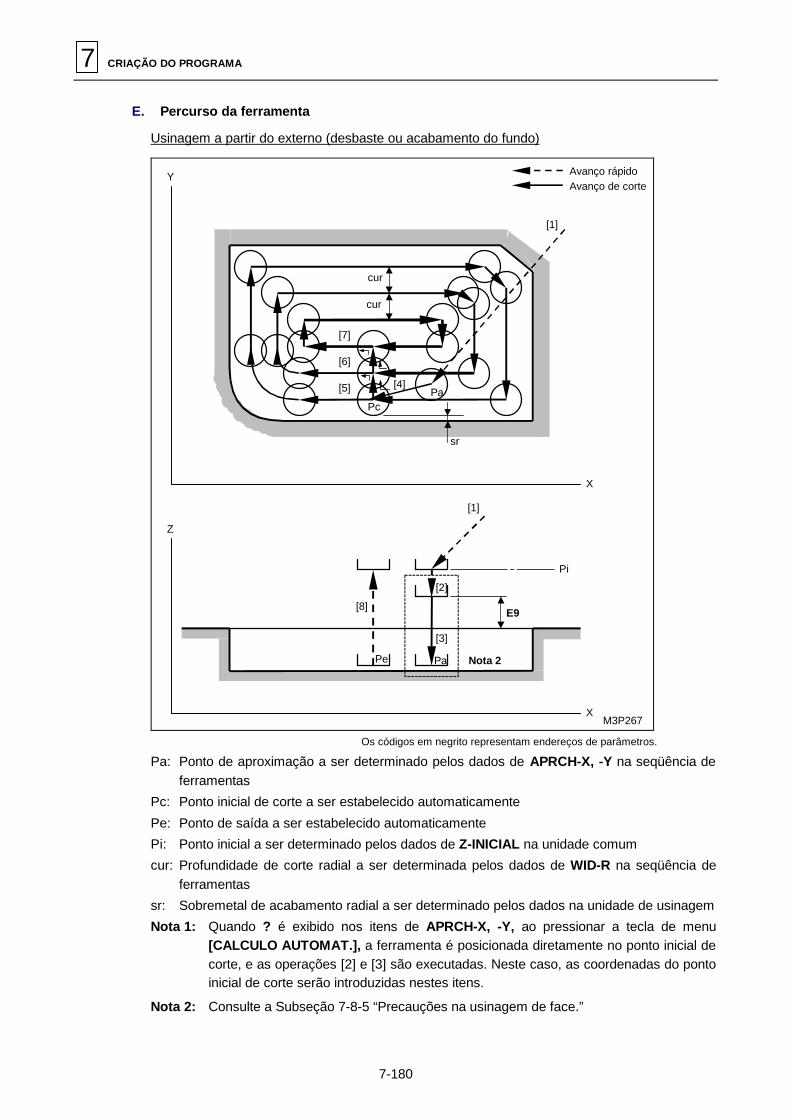
7 CRIAÇÃO DO PROGRAMA
7-180
E. Percurso da ferramenta
Usinagem a partir do externo (desbaste ou acabamento do fundo)
M3P267
Y
X
Z
cur
cur
[7]
[6]
[5]
Pc Pa
[1]
[4]
sr
Pa Pe
[8]
[3]
[2]
[1]
E9
Pi
X
Avanço rápido Avanço de corte
Nota 2
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de
ferramentas sr: Sobremetal de acabamento radial a ser determinado pelos dados na unidade de usinagem Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu
[CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
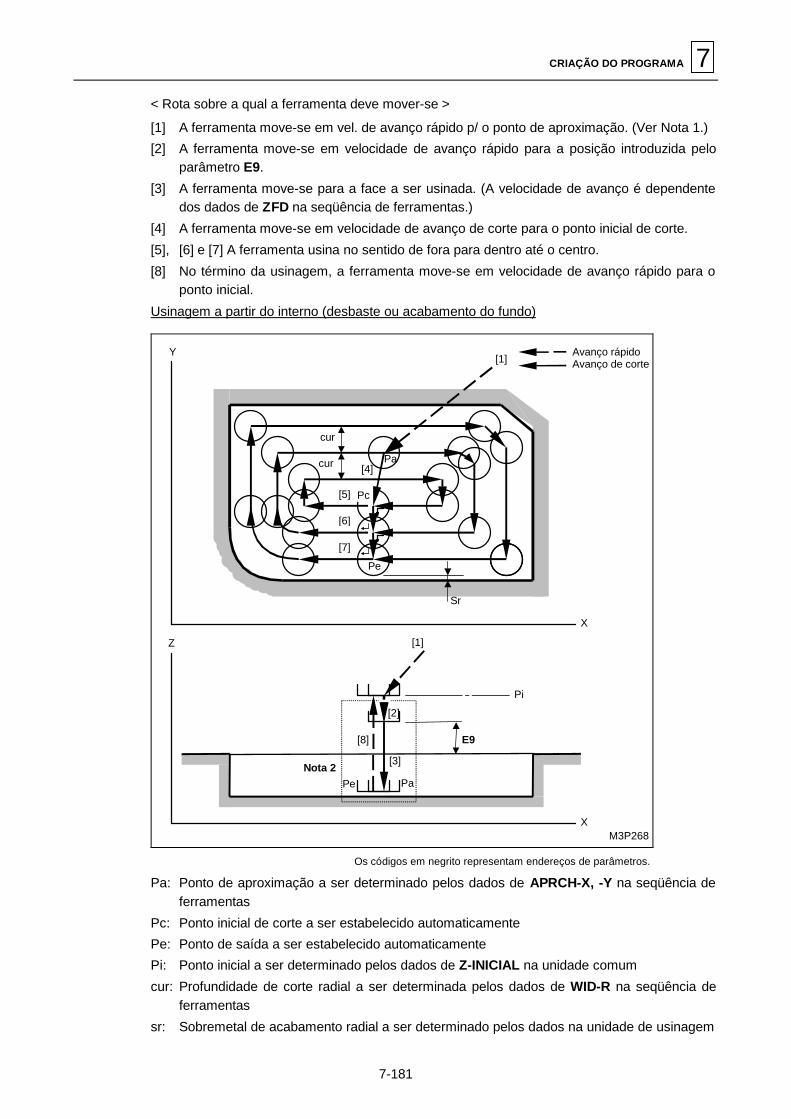
CRIAÇÃO DO PROGRAMA 7
7-181
< Rota sobre a qual a ferramenta deve mover-se >
[1] A ferramenta move-se em vel. de avanço rápido p/ o ponto de aproximação. (Ver Nota 1.) [2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo
parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte.
[5], [6] e [7] A ferramenta usina no sentido de fora para dentro até o centro.
[8] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
Usinagem a partir do interno (desbaste ou acabamento do fundo)
M3P268
cur
cur
[5]
[6]
[7]
Pe
[1]
[4]
Sr
Pa
Pc
Y
X
Pe
[2]
E9
Pi
Z
Pa
[8]
[3]
[1]
Nota 2
Avanço rápido Avanço de corte
X
Os códigos em negrito representam endereços de parâmetros.
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente Pe: Ponto de saída a ser estabelecido automaticamente Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
sr: Sobremetal de acabamento radial a ser determinado pelos dados na unidade de usinagem

7 CRIAÇÃO DO PROGRAMA
7-182
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte são introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação. (Ver Nota 1.)
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte.
[5], [6] e [7] A ferramenta usina no sentido de dentro para fora até o perfil desejado
[8] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.
Acabamento da parede
A ferramenta usina por um percurso de ferramenta idêntico ao do acabamento na unidade de LINH-INT.
F. Acabamento
O acabamento é executado com base nos valores introduzidos em FIN-Z e FIN-R.
- O acabamento do fundo é executado com 0 < FIN-Z.
- O acabamento da parede é executado com 0 < FIN-R.

CRIAÇÃO DO PROGRAMA 7
7-183
Para executar o acabamento do fundo e da parede
Quando o fundo e a parede obtiverem o acabamento desejado, o ponto determinado pelos dados de APRCH-X, -Y, na seqüência de ferramentas, será o ponto de aproximação no acabamento do fundo. Além disso, para transferir a partir do acabamento do fundo para o acabamento da parede, a ferramenta move-se na velocidade de avanço rápido a partir do ponto de saída do acabamento do fundo para o ponto inicial de corte do acabamento da parede, como ilustrado abaixo.
M3P269
Y
Z X
Acabam. da parede
Acabam. do fundo
Pe1
Pc2
[1]
[3]
[7] [6]
Pi
[4] [2]
[5] Pc2 Pe1
X
Avanço rápido Avanço de corte
[3]
Pe1: Ponto de saída no acabamento do fundo
Pc2: Ponto inicial de corte no acabamento da parede
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum Nota: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu
[CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
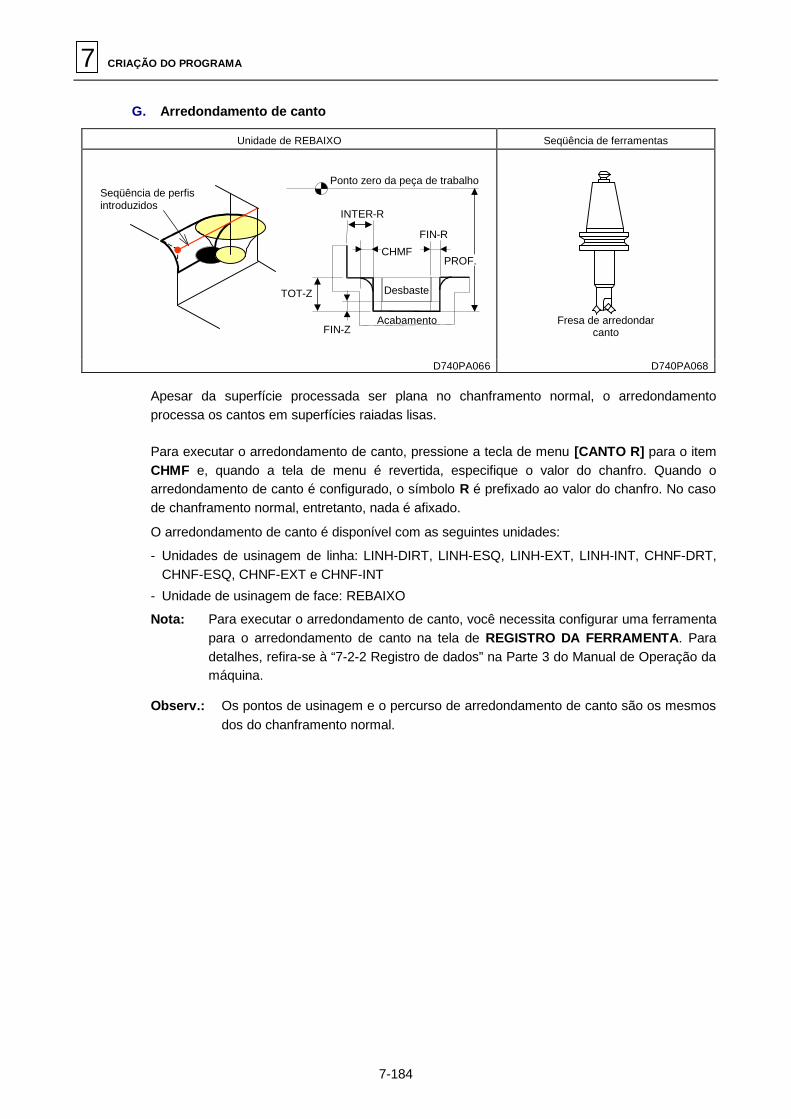
7 CRIAÇÃO DO PROGRAMA
7-184
G. Arredondamento de canto
Unidade de REBAIXO Seqüência de ferramentas
PROF.
TOT-Z
FIN-Z Acabamento
Desbaste
Ponto zero da peça de trabalho Seqüência de perfis introduzidos
CHMF
FIN-R
INTER-R
Fresa de arredondar canto
D740PA066 D740PA068 Apesar da superfície processada ser plana no chanframento normal, o arredondamento processa os cantos em superfícies raiadas lisas.
Para executar o arredondamento de canto, pressione a tecla de menu [CANTO R] para o item CHMF e, quando a tela de menu é revertida, especifique o valor do chanfro. Quando o arredondamento de canto é configurado, o símbolo R é prefixado ao valor do chanfro. No caso de chanframento normal, entretanto, nada é afixado.
O arredondamento de canto é disponível com as seguintes unidades:
- Unidades de usinagem de linha: LINH-DIRT, LINH-ESQ, LINH-EXT, LINH-INT, CHNF-DRT, CHNF-ESQ, CHNF-EXT e CHNF-INT
- Unidade de usinagem de face: REBAIXO
Nota: Para executar o arredondamento de canto, você necessita configurar uma ferramenta para o arredondamento de canto na tela de REGISTRO DA FERRAMENTA. Para detalhes, refira-se à “7-2-2 Registro de dados” na Parte 3 do Manual de Operação da máquina.
Observ.: Os pontos de usinagem e o percurso de arredondamento de canto são os mesmos dos do chanframento normal.
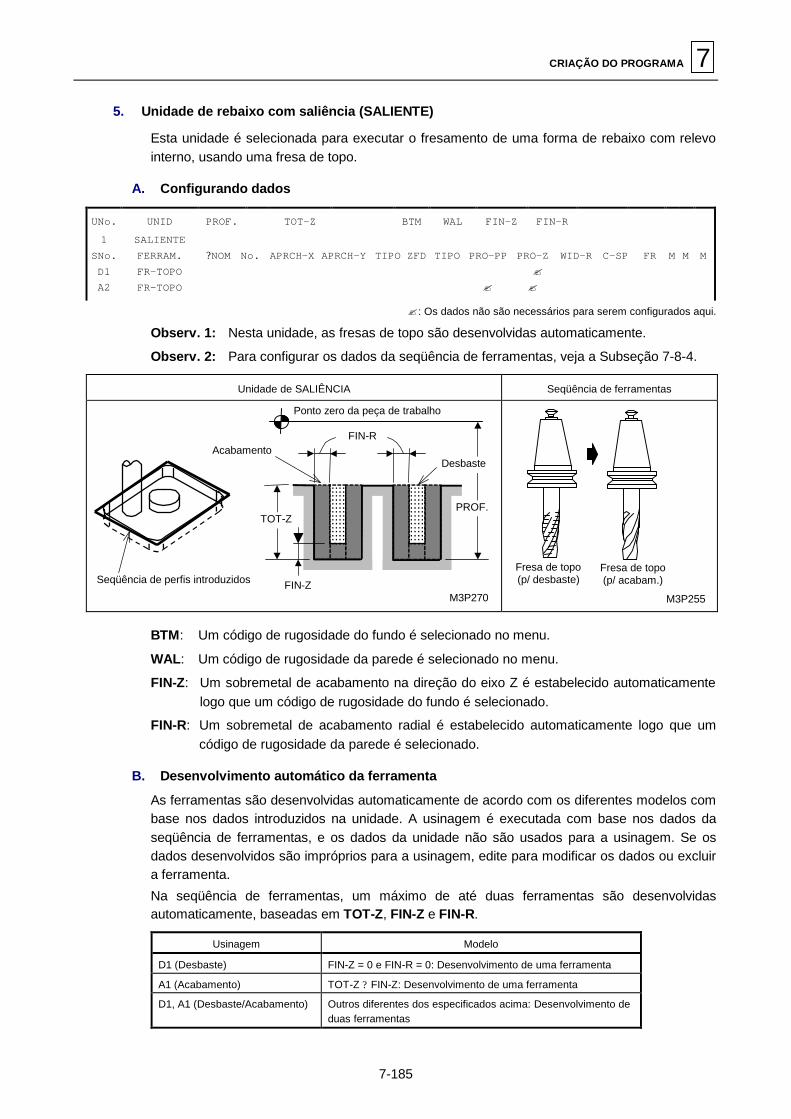
CRIAÇÃO DO PROGRAMA 7
7-185
5. Unidade de rebaixo com saliência (SALIENTE)
Esta unidade é selecionada para executar o fresamento de uma forma de rebaixo com relevo interno, usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R 1 SALIENTE
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M D1 A2
FR-TOPO FR-TOPO
?
??
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente.
Observ. 2: Para configurar os dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de SALIÊNCIA Seqüência de ferramentas
PROF.
FIN-R
Desbaste
FIN-Z
TOT-Z
M3P270
Seqüência de perfis introduzidos
Ponto zero da peça de trabalho
Acabamento
..............................................................
.............................................................
M3P255
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
BTM: Um código de rugosidade do fundo é selecionado no menu.
WAL: Um código de rugosidade da parede é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
FIN-R: Um sobremetal de acabamento radial é estabelecido automaticamente logo que um código de rugosidade da parede é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z, FIN-Z e FIN-R.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
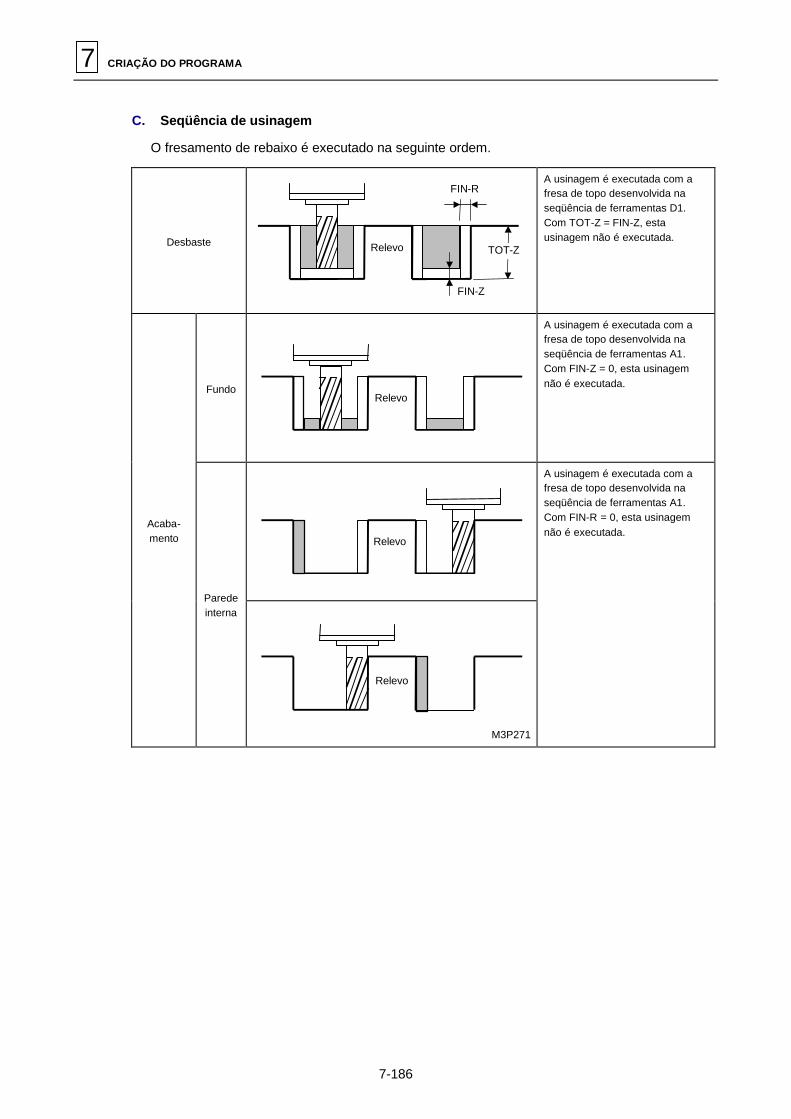
7 CRIAÇÃO DO PROGRAMA
7-186
C. Seqüência de usinagem
O fresamento de rebaixo é executado na seguinte ordem.
Desbaste
FIN-Z
TOT-Z
FIN-R
Relevo
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas D1. Com TOT-Z = FIN-Z, esta usinagem não é executada.
Fundo
Relevo
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-Z = 0, esta usinagem não é executada.
Relevo
Acaba- mento
Parede interna
Relevo
M3P271
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-R = 0, esta usinagem não é executada.

CRIAÇÃO DO PROGRAMA 7
7-187
D. Modelo de usinagem
Para desbaste ou acabamento do fundo, um modelo de usinagem é selecionado pelo parâmetro E93.
- Introduza 0 ou 1 de acordo com o bit selecionado.
0 1
A usinagem é executada de dentro para fora.
A usinagem é executada de fora para dentro.
7 6 5 4 3 2 1 0E93 =
bit 0
bit 1
Usinagem de dentro para fora: O interno é usinado no sentido inverso do externo.
Usinagem de fora para dentro: O interno é usinado no mesmo sentido do externo.
M3P272
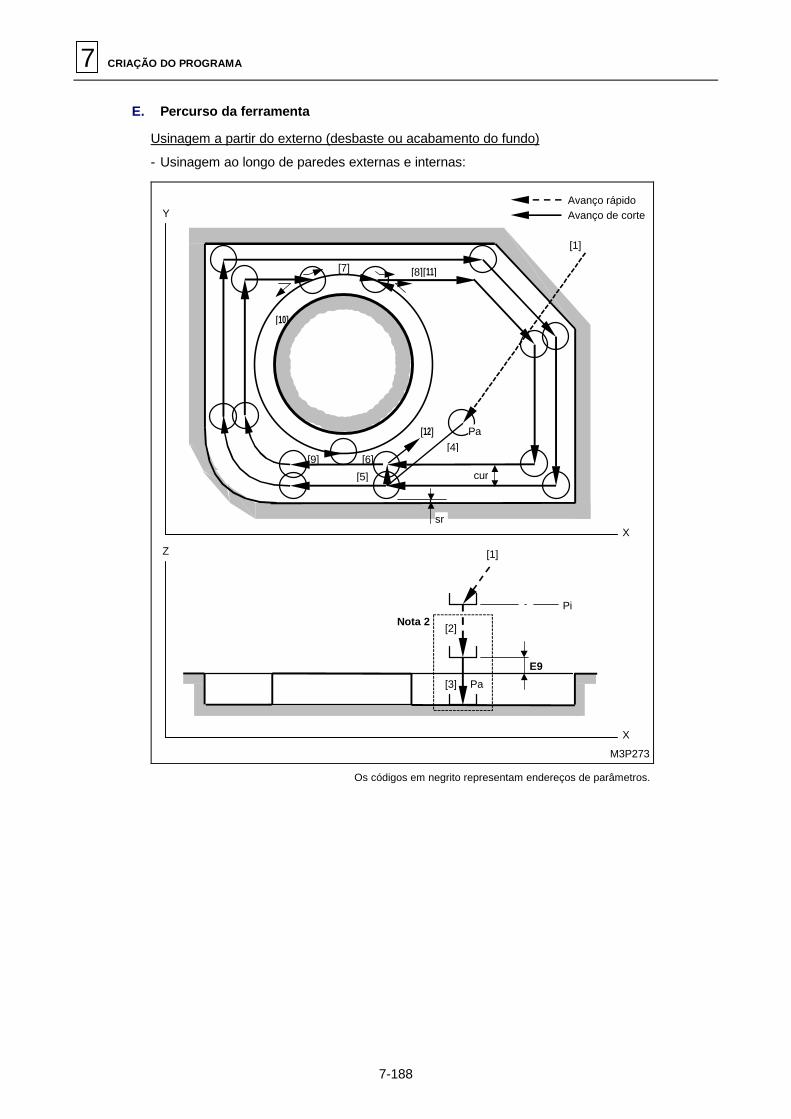
7 CRIAÇÃO DO PROGRAMA
7-188
E. Percurso da ferramenta
Usinagem a partir do externo (desbaste ou acabamento do fundo)
- Usinagem ao longo de paredes externas e internas:
M3P273
X
Z
Pi
[1]
[2]
Pa [3]
E9
Nota 2
Y
X
[7]
cur
sr
[1]
Pa
[8][11]
[9]
[10]
[5]
[6] [4]
Avanço rápido Avanço de corte
[12]
Os códigos em negrito representam endereços de parâmetros.
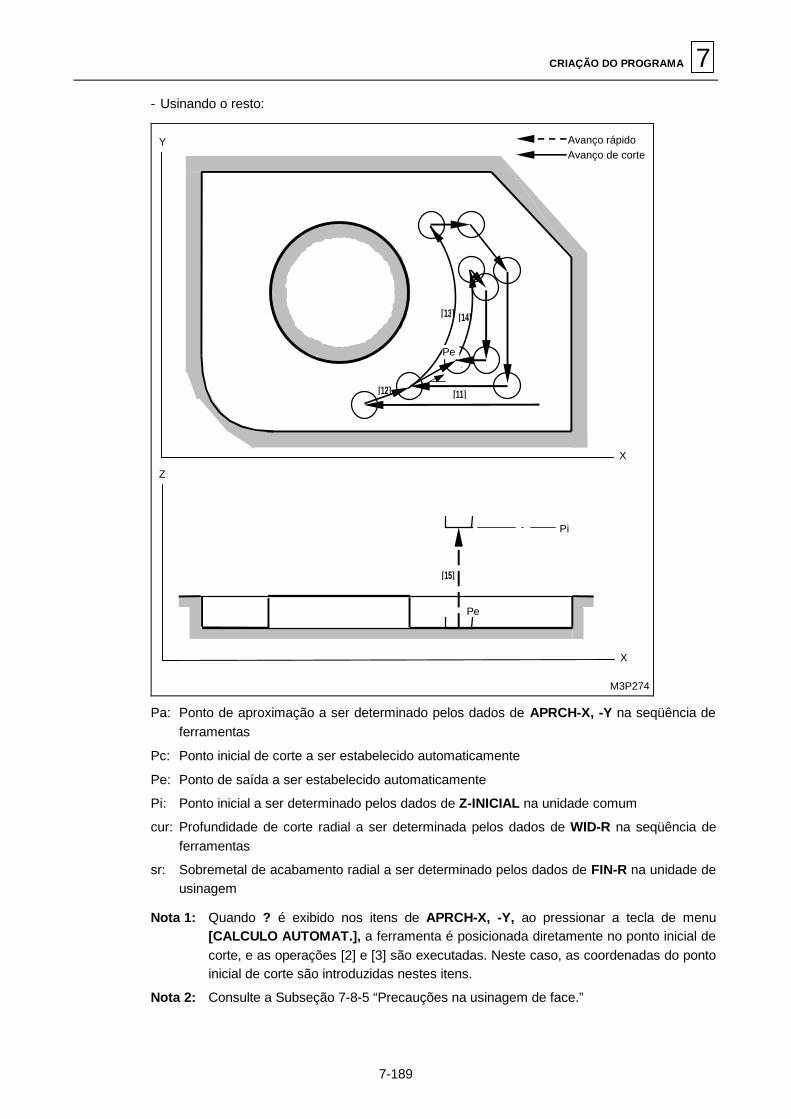
CRIAÇÃO DO PROGRAMA 7
7-189
- Usinando o resto:
M3P274
Y
X
[11] [12]
[13] [14]
Pe
Avanço rápido Avanço de corte
Z
X
Pi
Pe
[15]
Pa: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de
ferramentas
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte são introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”

7 CRIAÇÃO DO PROGRAMA
7-190
< Rota sobre a qual a ferramenta deve mover-se >
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação. (Ver Nota 1.)
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] A ferramenta move-se em velocidade de avanço de corte para o ponto inicial de corte.
[5] e [6] A ferramenta usina ao longo da forma externa.
[7] Logo que ela interfere com a forma interna, a ferramenta usina ao longo da forma interna.
[8] Logo que ela sai da forma interna, a ferramenta move-se ao longo da forma externa.
[9] Para usinar ao longo da forma interna, a ferramenta move-se ao longo do mesmo percurso como em [6].
[10] Devido ao percurso inverso, logo que ela interfere com a forma interna, a ferramenta usina ao longo da forma interna.
[11] Para usinar o resto, a ferramenta move-se ao longo do mesmo percurso como em [8].
[12], [13] e [14] O resto é usinado no sentido de fora para dentro até o centro.
[15] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.

CRIAÇÃO DO PROGRAMA 7
7-191
Usinagem a partir do interno (desbaste ou acabamento do fundo)
M3P275
X
Z
P
[1]
[2]
Pa = Pc [3]
[14] E9
Pe
Nota 2
Y
X
Pa
[5]
[10]
[6] [9]
[4]
[7]
[8]
[12]
[13]
[11] Pc
cur
Pe
sr
[1]
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Pa, Pc: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y para ser introduzido na seqüência de ferramentas e no ponto inicial de corte. (Na ilustração acima, o ponto inicial de corte é o ponto de aproximação.)
Pe: Ponto de saída a ser estabelecido automaticamente
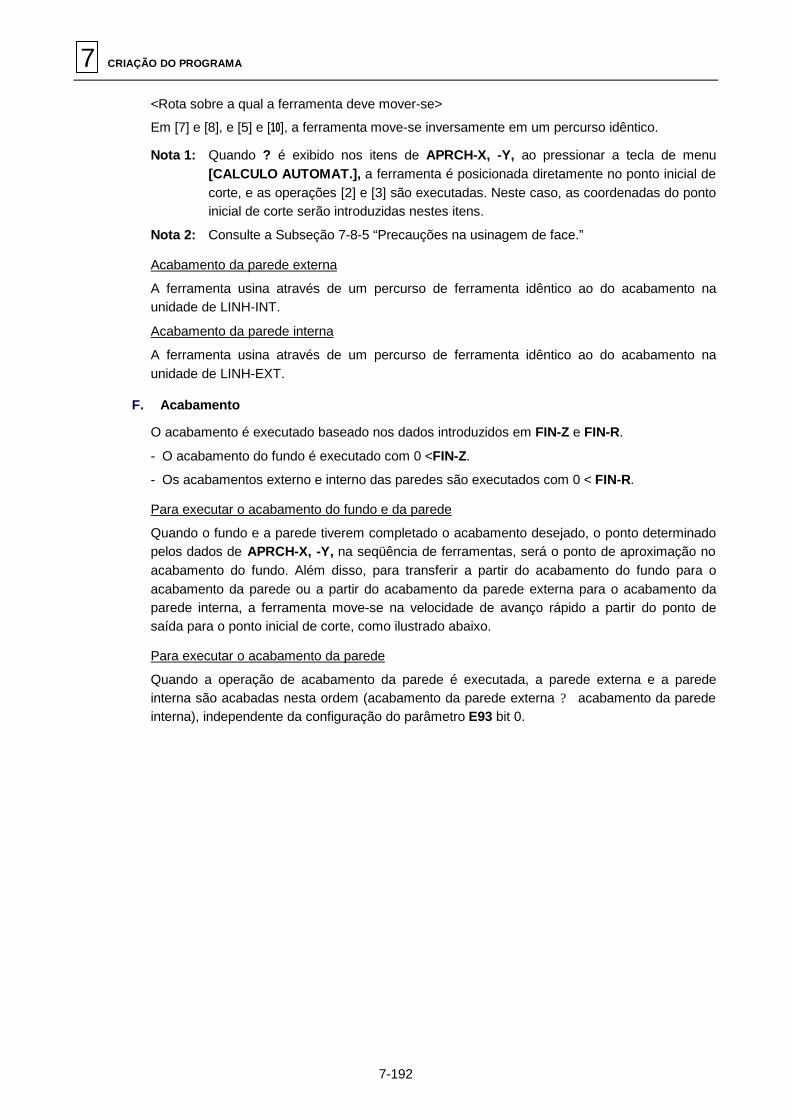
7 CRIAÇÃO DO PROGRAMA
7-192
<Rota sobre a qual a ferramenta deve mover-se>
Em [7] e [8], e [5] e [10], a ferramenta move-se inversamente em um percurso idêntico.
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
Acabamento da parede externa
A ferramenta usina através de um percurso de ferramenta idêntico ao do acabamento na unidade de LINH-INT.
Acabamento da parede interna
A ferramenta usina através de um percurso de ferramenta idêntico ao do acabamento na unidade de LINH-EXT.
F. Acabamento
O acabamento é executado baseado nos dados introduzidos em FIN-Z e FIN-R.
- O acabamento do fundo é executado com 0 <FIN-Z.
- Os acabamentos externo e interno das paredes são executados com 0 < FIN-R.
Para executar o acabamento do fundo e da parede
Quando o fundo e a parede tiverem completado o acabamento desejado, o ponto determinado pelos dados de APRCH-X, -Y, na seqüência de ferramentas, será o ponto de aproximação no acabamento do fundo. Além disso, para transferir a partir do acabamento do fundo para o acabamento da parede ou a partir do acabamento da parede externa para o acabamento da parede interna, a ferramenta move-se na velocidade de avanço rápido a partir do ponto de saída para o ponto inicial de corte, como ilustrado abaixo.
Para executar o acabamento da parede
Quando a operação de acabamento da parede é executada, a parede externa e a parede interna são acabadas nesta ordem (acabamento da parede externa ? acabamento da parede interna), independente da configuração do parâmetro E93 bit 0.
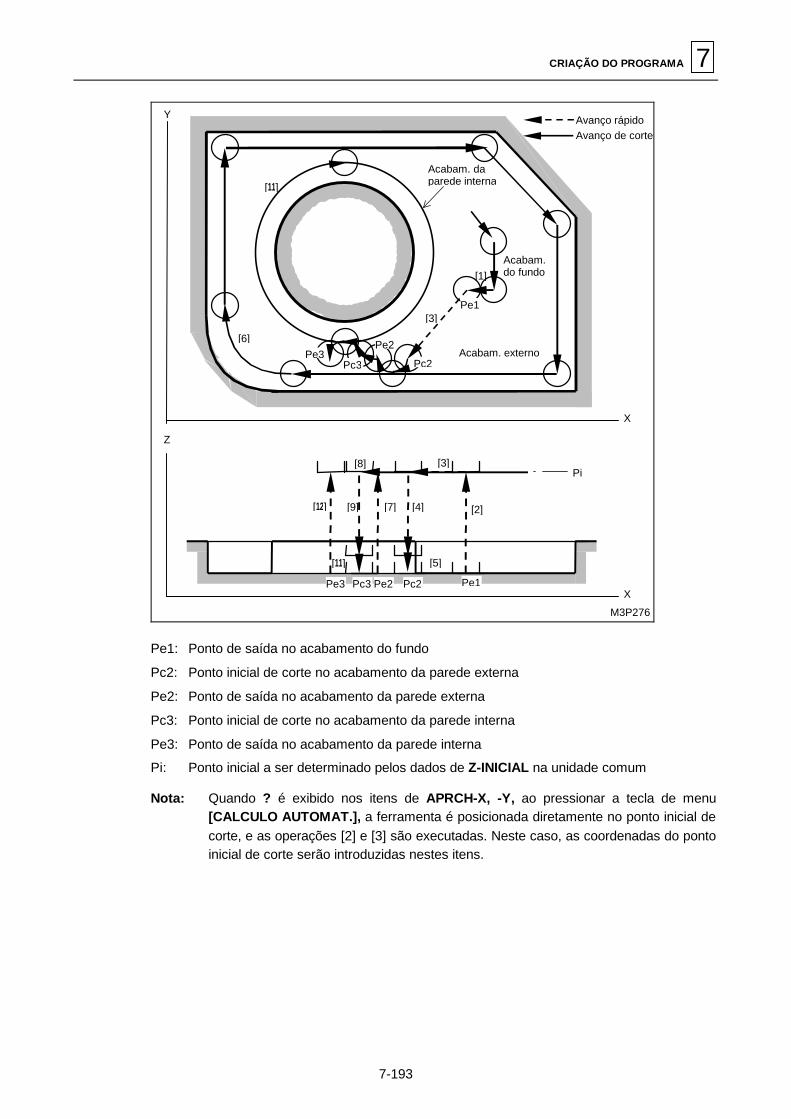
CRIAÇÃO DO PROGRAMA 7
7-193
M3P276
X
Z
Pi [8] [3]
[7][9] [12]
[11]
[2][4]
[5]
Pe1 Pc2 Pe2 Pc3 Pe3
Y
X
Acabam. da parede interna
Acabam. do fundo
[11]
[6] Pe3
Pc3
Pe2
Pc2
Pe1
[1]
[3]
Acabam. externo
Avanço rápido Avanço de corte
Pe1: Ponto de saída no acabamento do fundo
Pc2: Ponto inicial de corte no acabamento da parede externa
Pe2: Ponto de saída no acabamento da parede externa
Pc3: Ponto inicial de corte no acabamento da parede interna
Pe3: Ponto de saída no acabamento da parede interna
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
Nota: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.

7 CRIAÇÃO DO PROGRAMA
7-194
6. Unidade de rebaixo com vale (R-VALE)
Esta unidade é selecionada para executar o fresamento do rebaixo com vale, usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R 1 R-VALE
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
?
?
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente.
Observ. 2: Para configurar os dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de R-vale Seqüência de ferramentas
PROF. FIN-Z
TOT-Z
FIN-R Desbaste
Acabamento
M3P277
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos
.................... ....................
M3P255
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
BTM: Um código de rugosidade do fundo é selecionado no menu.
WAL: Um código de rugosidade da parede é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
FIN-R: Um sobremetal de acabamento radial é estabelecido automaticamente logo que um código de rugosidade da parede é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta. Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z, FIN-Z e FIN-R.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z: Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas
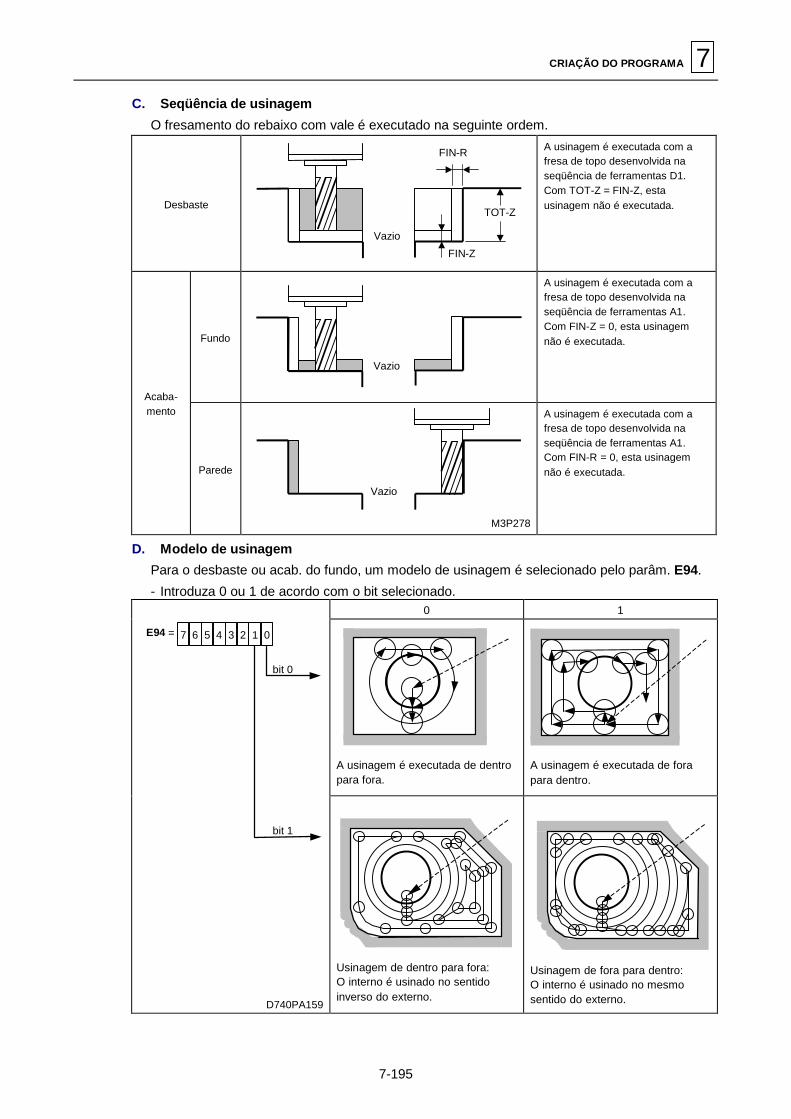
CRIAÇÃO DO PROGRAMA 7
7-195
C. Seqüência de usinagem
O fresamento do rebaixo com vale é executado na seguinte ordem.
Desbaste
Vazio
FIN-Z
TOT-Z
FIN-R
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas D1. Com TOT-Z = FIN-Z, esta usinagem não é executada.
Fundo
Vazio
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-Z = 0, esta usinagem não é executada.
Acaba- mento
Parede
Vazio
M3P278
A usinagem é executada com a fresa de topo desenvolvida na seqüência de ferramentas A1. Com FIN-R = 0, esta usinagem não é executada.
D. Modelo de usinagem Para o desbaste ou acab. do fundo, um modelo de usinagem é selecionado pelo parâm. E94.
- Introduza 0 ou 1 de acordo com o bit selecionado. 0 1
A usinagem é executada de dentro para fora.
A usinagem é executada de fora para dentro.
7 6 5 4 3 2 1 0E94 =
bit 0
bit 1
D740PA159
Usinagem de dentro para fora: O interno é usinado no sentido inverso do externo.
Usinagem de fora para dentro: O interno é usinado no mesmo sentido do externo.

7 CRIAÇÃO DO PROGRAMA
7-196
E. Percurso da ferramenta
Usinagem a partir do interno (desbaste ou acabamento do fundo)
- Usinagem ao longo de uma parede externa após expandir um vale ao longo de uma forma interna:
D740PA160
Y
X
Avanço rápido Avanço de corte
X
Z
Pi
[2]
[1]
[3] E9
Pa = Pc
Nota 2
cur
sr
[1]
[6] [9][12]
[8]
[11]
[7] [5]
[10]
[4]
Pa = Pc
Os códigos em negrito representam endereços de parâmetros.
Pa, Pc: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas e no ponto inicial de corte. (Na ilustração acima, o ponto inicial de corte é o ponto de aproximação.)
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem

CRIAÇÃO DO PROGRAMA 7
7-197
- Usinando o resto:
M3P281
X
Z
Pe
Pi
[15]
Y
X
[11]
[12]
[13]
[14] cur
Pe
Avanço rápido Avanço de corte
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
cur: Profundidade de corte radial a ser determinada pelos dados de WID-R na seqüência de ferramentas
sr: Sobremetal de acabamento radial a ser determinado pelos dados de FIN-R na unidade de usinagem
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”

7 CRIAÇÃO DO PROGRAMA
7-198
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação (ponto inicial de corte). (Ver Nota 1.)
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada. (A velocidade de avanço é dependente dos dados de ZFD na seqüência de ferramentas.)
[4] A ferramenta move-se para a posição de corte na peça de trabalho.
[5] e [6] A ferramenta expande um furo ao longo da forma de vale.
[7] Logo que ela interfere com a parede de uma forma externa, a ferramenta usina ao longo da forma externa.
[8] Logo que sai da forma externa, a ferramenta expande o furo ao longo da forma de vale.
[9] Para usinar ao longo da forma externa, a ferramenta move-se ao longo do mesmo percurso como em [8].
[10] Logo que ela interfere com a forma externa, a ferramenta usina ao longo da forma externa.
[11] Para usinar o resto, a ferramenta move-se ao longo do mesmo percurso como em [6].
[12], [13] e [14] O resto é usinado no sentido de dentro para fora até o perfil desejado.
[15] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.

CRIAÇÃO DO PROGRAMA 7
7-199
Usinagem a partir do externo (desbaste ou acabamento do fundo)
D740PA161
Z
X
Pi
E9
[2]
[1]
[3]Pa = Pc
[14] Nota 2
Y
X
Avanço rápido Avanço de corte
[6] [7] [10]
[5]
[4]
[8]
Pa = Pc
[9]
[13]
[12]
[11]
[1]
Os códigos em negrito representam endereços de parâmetros.
Pa, Pc: Ponto de aproximação a ser determinado pelos dados de APRCH-X, -Y na seqüência de ferramentas. (Na ilustração acima, o ponto inicial de corte é o ponto de aproximação.)
Pe: Ponto de saída a ser estabelecido automaticamente
Os percursos da ferramenta [8] e [10] são os mesmos que os [5] e [7], respectivamente.
Nota 1: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu [CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] são executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
Nota 2: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
Acabamento da parede externa
A ferramenta usina através de um percurso de ferramenta idêntico ao do acabamento na unidade de LINHA INTERNA.

7 CRIAÇÃO DO PROGRAMA
7-200
F. Acabamento
O acabamento é executado baseado nos dados introduzidos em FIN-Z e FIN-R.
O acabamento do fundo é executado com 0 < FIN-Z.
O acabamento da parede é executado com 0 < FIN-R.
Para executar o acabamento do fundo e da parede Quando o fundo e a parede tiverem completado o acabamento desejado, o ponto determinado pelos dados de APRCH-X, -Y, na seqüência de ferramentas, será o ponto de aproximação no acabamento do fundo. Além disso, para transferir a partir do acabamento do fundo para o acabamento da parede, a ferramenta move-se na velocidade de avanço rápido a partir do ponto de saída do acabamento do fundo para o ponto inicial de corte do acabamenrto da parede, como ilustrado abaixo.
M3P283 X
Z
Pe2 Pc2 [5]
[8] [4]
[3]
Pe1
[2]
Pi
Y
X
Acabam. da parede
[1]
[6]
[7]Pc2 Pe1
Acabam. do fundo
[3]
Avanço rápido Avanço de corte
Pe1: Ponto de saída no acabamento do fundo Pc2: Ponto inicial de corte no acabamento da parede
Pe2: Ponto de saída no acabamento da parede Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum Nota: Quando ? é exibido nos itens de APRCH-X, -Y, ao pressionar a tecla de menu
[CALCULO AUTOMAT.], a ferramenta é posicionada diretamente no ponto inicial de corte, e as operações [2] e [3] serão executadas. Neste caso, as coordenadas do ponto inicial de corte serão introduzidas nestes itens.
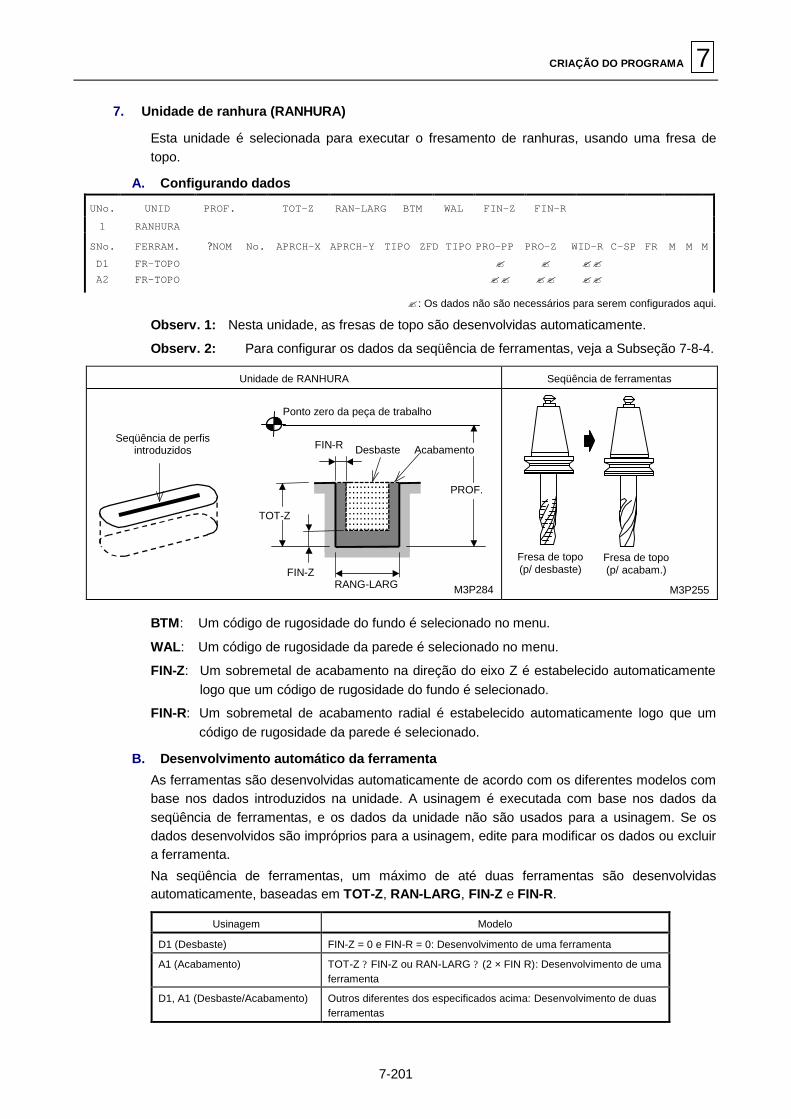
CRIAÇÃO DO PROGRAMA 7
7-201
7. Unidade de ranhura (RANHURA)
Esta unidade é selecionada para executar o fresamento de ranhuras, usando uma fresa de topo.
A. Configurando dados
UNo. UNID PROF. TOT-Z RAN-LARG BTM WAL FIN-Z FIN-R 1 RANHURA
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
???
???
????
? : Os dados não são necessários para serem configurados aqui.
Observ. 1: Nesta unidade, as fresas de topo são desenvolvidas automaticamente.
Observ. 2: Para configurar os dados da seqüência de ferramentas, veja a Subseção 7-8-4.
Unidade de RANHURA Seqüência de ferramentas
............................................................................................................
RANG-LARG FIN-Z
TOT-Z
PROF.
FIN-R Desbaste Acabamento
M3P284
Ponto zero da peça de trabalho
Seqüência de perfis introduzidos
M3P255
Fresa de topo (p/ acabam.)
Fresa de topo (p/ desbaste)
BTM: Um código de rugosidade do fundo é selecionado no menu.
WAL: Um código de rugosidade da parede é selecionado no menu.
FIN-Z: Um sobremetal de acabamento na direção do eixo Z é estabelecido automaticamente logo que um código de rugosidade do fundo é selecionado.
FIN-R: Um sobremetal de acabamento radial é estabelecido automaticamente logo que um código de rugosidade da parede é selecionado.
B. Desenvolvimento automático da ferramenta
As ferramentas são desenvolvidas automaticamente de acordo com os diferentes modelos com base nos dados introduzidos na unidade. A usinagem é executada com base nos dados da seqüência de ferramentas, e os dados da unidade não são usados para a usinagem. Se os dados desenvolvidos são impróprios para a usinagem, edite para modificar os dados ou excluir a ferramenta.
Na seqüência de ferramentas, um máximo de até duas ferramentas são desenvolvidas automaticamente, baseadas em TOT-Z, RAN-LARG, FIN-Z e FIN-R.
Usinagem Modelo
D1 (Desbaste) FIN-Z = 0 e FIN-R = 0: Desenvolvimento de uma ferramenta
A1 (Acabamento) TOT-Z ? FIN-Z ou RAN-LARG ? (2 × FIN R): Desenvolvimento de uma ferramenta
D1, A1 (Desbaste/Acabamento) Outros diferentes dos especificados acima: Desenvolvimento de duas ferramentas

7 CRIAÇÃO DO PROGRAMA
7-202
C. Percurso da ferramenta
RAN-LARG Com raio da ferram. + FIN-R <
2 < Diâmetro da ferram. + FIN-R
X
Y
Pe Pc Fs
[1]
X
Z
Pi
[2]
[3]
[4]
Pc Pe
E9
[1]
sr
Fe
Avanço rápido Avanço de corte
Nota 3
Nota 1
M3P285 Os códigos em negrito representam endereços de parâmetros.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
sr: Sobremetal de acabamento radial (FIN-R) a ser introduzido em uma unidade de usinagem
Nota 1: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
Nota 2: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.

CRIAÇÃO DO PROGRAMA 7
7-203
Nota 3: Detalhe do percurso da ferramenta próximo do ponto de aproximação e ponto de saída
- Desbaste
M3P286
E21Y
wd
[5]
[1]
Fs Pc Pe
sr
X
Avanço rápido Avanço de corte
- Acabamento
M3P287
E21Y
wd
[1]
Fs Pc Pe
[5]
X
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
wd: Largura da ranhura (RAN-LARG) a ser introduzida em uma unid. de usinagem
sr: Sobremetal de acabamento radial (FIN-R) a ser introduzido em uma unidade de usinagem
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação (ponto inicial de corte).
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada e inicia a usinagem.
[4] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.

7 CRIAÇÃO DO PROGRAMA
7-204
RAN-LARG
Com raio da ferram. + FIN-R = 2
M3P288
X
Z
Pi
Pe
[4]
E9
[1]
Nota 1 [2]
[3]
Pc
X
Y
Avanço rápido Avanço de corte
Pc
Fs
Fe
Pe [1] td
Nota 3
sr
Os códigos em negrito representam endereços de parâmetros.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzida na seqüência de perfis
Fe: Ponto final da forma a ser introduzida na seqüência de perfis
Pe: Ponto de saída a ser estabelecido automaticamente
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
td: Diâmetro da ferramenta a ser registrado na tela de DADOS DE FERRAMEN
sr: Sobremetal de acabamento radial (FIN-R) a ser introduzido na unidade de usinagem
Nota 1: Consulte a Subseção 7-8-5 “Precauções na usinagem de face.”
Nota 2: A velocidade de avanço no percurso da ferramenta [3] é dependente dos dados de ZFD (avanço na direção do eixo Z) na seqüência de ferramentas.

CRIAÇÃO DO PROGRAMA 7
7-205
Nota 3: Detalhe do percurso da ferramenta próximo do ponto de aproximação
- Desbaste
M3P289
Y
wd
[1]
Fs Pc
sr
X
Avanço rápido Avanço de corte
- Acabamento
M3P290
Y
wd
[1]
Fs Pc
X
Avanço rápido Avanço de corte
Os códigos em negrito representam endereços de parâmetros.
Pc: Ponto inicial de corte a ser estabelecido automaticamente
Fs: Ponto inicial da forma a ser introduzido na seqüência de perfis
wd: Largura da ranhura (RAN-LARG) a ser introduzida em uma unidade de usinagem
sr: Sobremetal de acabamento radial (FIN-R) a ser introduzido em uma unidade de usinagem
<Rota sobre a qual a ferramenta deve mover-se>
[1] A ferramenta move-se em velocidade de avanço rápido para o ponto de aproximação (ponto inicial de corte)
[2] A ferramenta move-se em velocidade de avanço rápido para a posição introduzida pelo parâmetro E9.
[3] A ferramenta move-se para a face a ser usinada e inicia a usinagem.
[4] No término da usinagem, a ferramenta move-se em velocidade de avanço rápido para o ponto inicial.

7 CRIAÇÃO DO PROGRAMA
7-206
7-8-4 Dados da seqüência de ferramentas da unidade de usinagem de face
Na seqüência de ferramentas, um nome de ferramenta somente é selecionado automaticamente logo que uma unidade de usinagem é introduzida. Outros dados devem ser introduzidos através das teclas de menu ou das teclas de dados alfanuméricos de acordo com a forma da peça de trabalho a ser usinada ou com o procedimento de usinagem.
Dados da seqüência de ferramentas
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1 A2
FR-TOPO FR-TOPO
? ?
?
? 1
? 2
? 3
? 4
? 5
? 5
? 6
? 7
? 8
? 9
? 10
? 11
? 12
? 12
? 13
? 13
? 13
? : Não é necessário ser configurado aqui.
Para configurar todos os itens de dados, consulte de 1 a 13 abaixo.
1. Designação da ferramenta: FERRAM.
O nome de uma ferramenta pode ser selecionado, usando as teclas de menu. FR-TOPO ROCA FER CHANF BAL-ESF. BR. CENT
Na unidade de faceamento, qualquer um dos nomes [FR-TOPO], [ROCA] e [BAL-ESF.] é selecionável. Na unidade de rebaixo [FR-TOPO], [BAL-ESF.], [FER CHANF] ou [BR. CENT] podem ser selecionados. Em outras unidades, [FR-TOPO] ou [BAL-ESF.] é selecionável.
2. Diâmetro nominal da ferramenta: ? NOM
Introduza um diâmetro da ferramenta aproximado usando as teclas de dados alfanuméricos. Um diâmetro nominal é o dado para identificar pelo diâmetro as ferramentas que são de tipo idêntico (tendo um nome idêntico).
3. Código de identificação da ferramenta
Um código deve ser selecionado no menu para identificar as ferramentas que são de tipo idêntico (tendo um nome idêntico) e que têm um diâmetro nominal idêntico.
A B C D E F G H PESADA A >>>
Para trocar lentamente uma ferramenta pesada no modo TAF, selecione um código de identificação de ferramenta pesada. Pressione a tecla de menu [PESADA A] para trocar o menu para um código de identificação de ferramenta pesada. Então, selecione um código a partir do menu para identificar as ferramentas que têm um diâmetro nominal idêntico.
CRIAÇÃO DO PROGRAMA 7
7-207
4. Número da prioridade: No.
Designe os níveis de prioridade na ordem de usinagem. O menu a seguir é exibido. Um aperto em uma tecla de menu exibe o item do menu em modo reverso, permitindo que um número de prioridade seja designado.
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNAR PRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
(a) (b) (c) (d) (e)
A função de item do menu de (a) a (e) está descrita abaixo:
Item do menu
Função
(a) Selecione para conduzir a usinagem subseqüente.
(b) Selecione para alterar o número de prioridade para a ferramenta dentro de um processo particular. Se o cursor está presente no espaço em branco, designe um novo número na maneira usual. A introdução de um número de prioridade existente exibe o alarme 420 INVALID. DADOS FERRAM.
(c) Selecione para designar um número de prioridade para a ferramenta a ser usada repetidamente em um processo particular. O alarme 420 INVALID. DADOS FERRAM. será exibido se o número de prioridade designado já tiver sido configurado em qualquer outra linha de unidade.
(d) A seleção deste item exibe a mensagem ANULAR PRIORIDADE (PROC.:0, PROG.:1). Configurando 0, serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no processo. Configurando 1 serão apagados os números de prioridade pré-designados para a ferramenta a ser usada repetidamente no programa.
(e) Selecione para terminar o processo com a unidade de subprograma. Para detalhes, consulte o Capítulo 8, “FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA”.
5. Coordenadas X e Y do ponto de aproximação: APRCH-X, APRCH-Y
Introduza as coordenadas da posição em que uma ferramenta deve cortar axialmente.
Com [CALCULO AUTOMAT.] selecionado, ? é exibido. Cheque o percurso da ferramenta e ? alterará automaticamente para as coordenadas de um ponto inicial de corte. (Consultar percurso da ferramenta para cada unidade.)
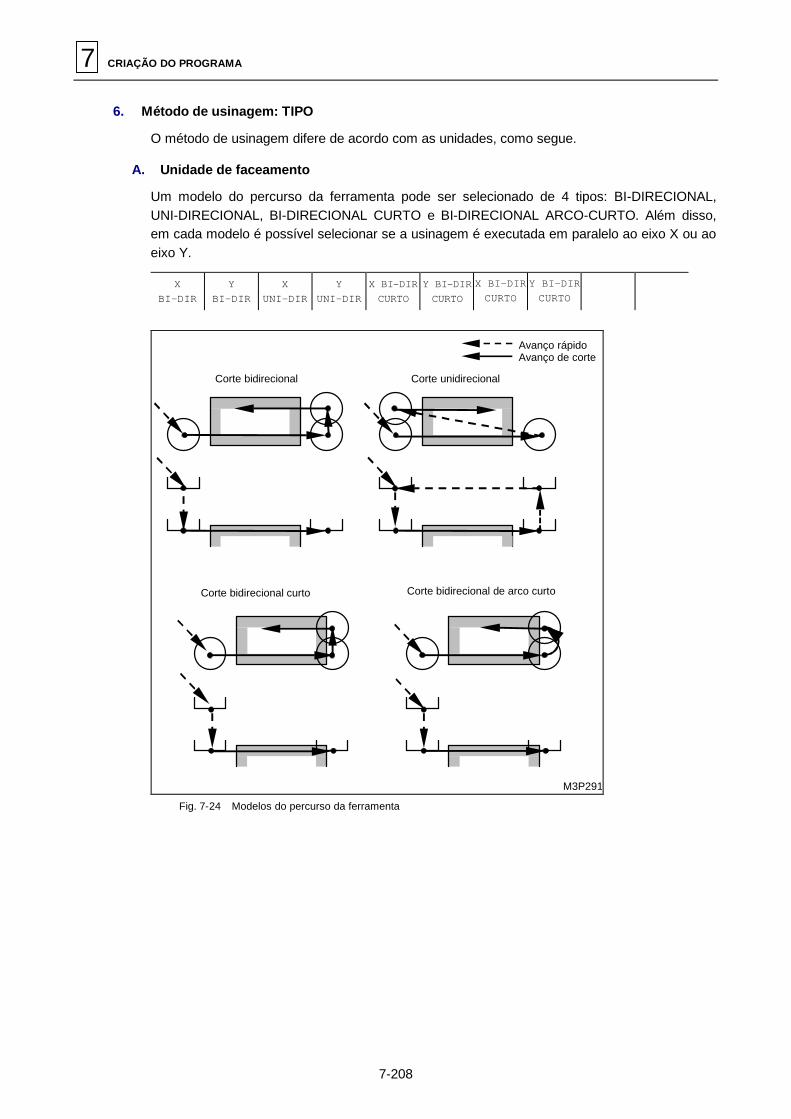
7 CRIAÇÃO DO PROGRAMA
7-208
6. Método de usinagem: TIPO
O método de usinagem difere de acordo com as unidades, como segue.
A. Unidade de faceamento
Um modelo do percurso da ferramenta pode ser selecionado de 4 tipos: BI-DIRECIONAL, UNI-DIRECIONAL, BI-DIRECIONAL CURTO e BI-DIRECIONAL ARCO-CURTO. Além disso, em cada modelo é possível selecionar se a usinagem é executada em paralelo ao eixo X ou ao eixo Y.
X BI-DIR
Y BI-DIR
X UNI-DIR
Y UNI-DIR
X BI-DIR CURTO
Y BI-DIR CURTO
X BI-DIR CURTO
Y BI-DIR CURTO
M3P291
Corte bidirecional de arco curto
Corte bidirecional curto
Corte bidirecional Corte unidirecional
Avanço rápido Avanço de corte
Fig. 7-24 Modelos do percurso da ferramenta

CRIAÇÃO DO PROGRAMA 7
7-209
B. Unidade de faceamento de topo
Um modelo do percurso da ferramenta é selecionado em BI-DIRECIONAL. ou UNI-DIRECIONAL. Além disso, em cada modelo, é possível selecionar se a usinagem é executada em paralelo ao eixo X ou ao eixo Y.
X BI-DIR
Y BI-DIR
X UNI-DIR
Y UNI-DIR
M3P292
Corte bidirecional Corte unidirecional
Avanço rápido Avanço de corte
C. Outras unidades
Um sentido de corte (torneamento) é selecionado, usando as teclas de menu. HORARIO
ANTI-HOR
M3P293
[HORARIO]
HORAR ANTI-HORAR
[ANTI-HOR]
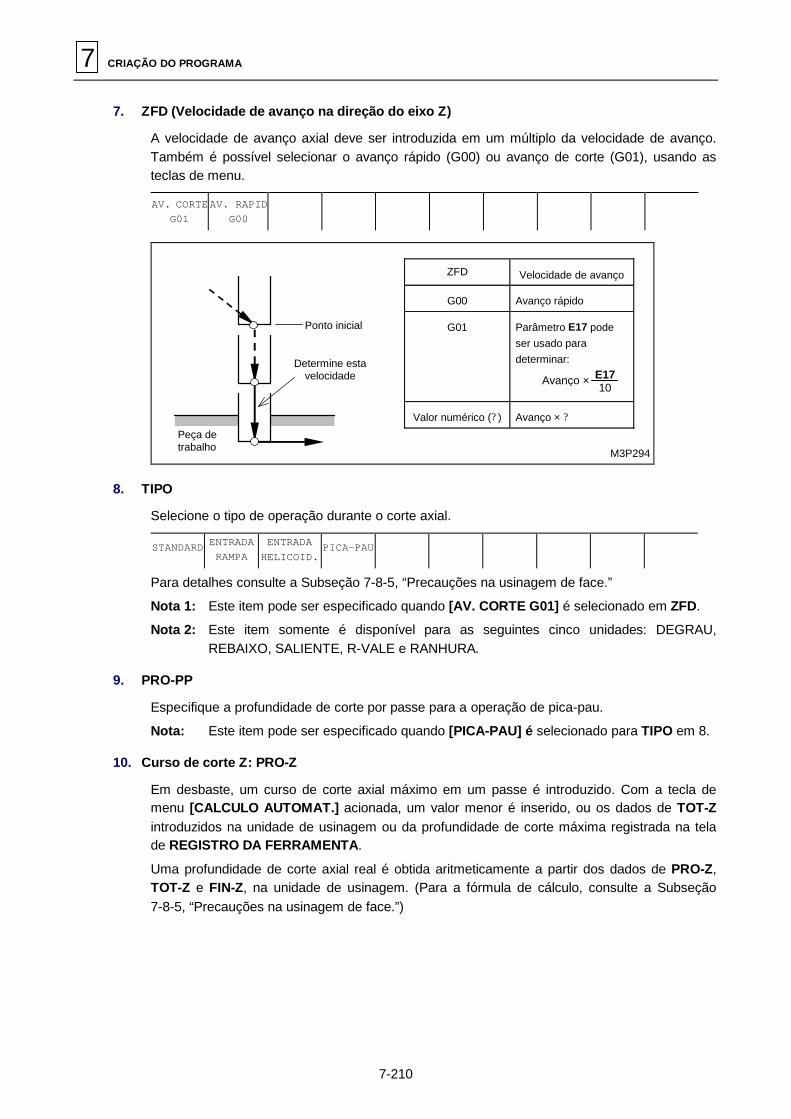
7 CRIAÇÃO DO PROGRAMA
7-210
7. ZFD (Velocidade de avanço na direção do eixo Z)
A velocidade de avanço axial deve ser introduzida em um múltiplo da velocidade de avanço. Também é possível selecionar o avanço rápido (G00) ou avanço de corte (G01), usando as teclas de menu.
AV. CORTE G01
AV. RAPID G00
M3P294
Peça de trabalho
Determine esta velocidade
Ponto inicial
ZFD Velocidade de avanço
G00 Avanço rápido
G01 Parâmetro E17 pode ser usado para determinar:
Valor numérico (? ) Avanço × ?
Avanço × E17 10
8. TIPO
Selecione o tipo de operação durante o corte axial.
STANDARD ENTRADA RAMPA
ENTRADA HELICOID.
PICA-PAU
Para detalhes consulte a Subseção 7-8-5, “Precauções na usinagem de face.”
Nota 1: Este item pode ser especificado quando [AV. CORTE G01] é selecionado em ZFD.
Nota 2: Este item somente é disponível para as seguintes cinco unidades: DEGRAU, REBAIXO, SALIENTE, R-VALE e RANHURA.
9. PRO-PP
Especifique a profundidade de corte por passe para a operação de pica-pau.
Nota: Este item pode ser especificado quando [PICA-PAU] é selecionado para TIPO em 8.
10. Curso de corte Z: PRO-Z
Em desbaste, um curso de corte axial máximo em um passe é introduzido. Com a tecla de menu [CALCULO AUTOMAT.] acionada, um valor menor é inserido, ou os dados de TOT-Z introduzidos na unidade de usinagem ou da profundidade de corte máxima registrada na tela de REGISTRO DA FERRAMENTA.
Uma profundidade de corte axial real é obtida aritmeticamente a partir dos dados de PRO-Z, TOT-Z e FIN-Z, na unidade de usinagem. (Para a fórmula de cálculo, consulte a Subseção 7-8-5, “Precauções na usinagem de face.”)

CRIAÇÃO DO PROGRAMA 7
7-211
11. Profundidade de corte radial: WID-R
Uma profundidade de corte máxima por passe é introduzida no desbaste ou acabamento do fundo.
Com a tecla de menu [CALCULO AUTOMAT.] selecionada, os dados de WID-R são calculados automaticamente e determinados pelo parâmetro E10 ou E14 e pelo diâmetro nominal da ferramenta.
WID-R = Diâmetro nominal da ferram. × Erro! : FACEJAR, FR. TOPO e DEGRAU
WID-R = Diâmetro nominal da ferram. × Erro! : REBAIXO, SALIENTE e R-VALE
12. Condições de corte (velocidade superficial, velocidade do avanço): C-SP, FR
Uma velocidade do spindle e uma velocidade do avanço de corte são introduzidas.
Com a tecla de menu [CALCULO AUTOMAT.] selecionada, as condições de corte ótimas são calculadas e introduzidas automaticamente, baseadas nos materiais da peça de trabalho e da ferramenta, e na profundidade de corte. (A velocidade superficial é dada em metros por minuto e a velocidade do avanço em milímetros por revolução.)
13. Códigos M: M
Introduza um código M que será transmitido (sairá) imediatamente após a montagem da ferramenta no spindle no modo TAF. Um máximo de até três códigos M pode ser introduzido. Além disso, também é possível selecionar e introduzir um código M geral através do menu. (Consulte a Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M.)
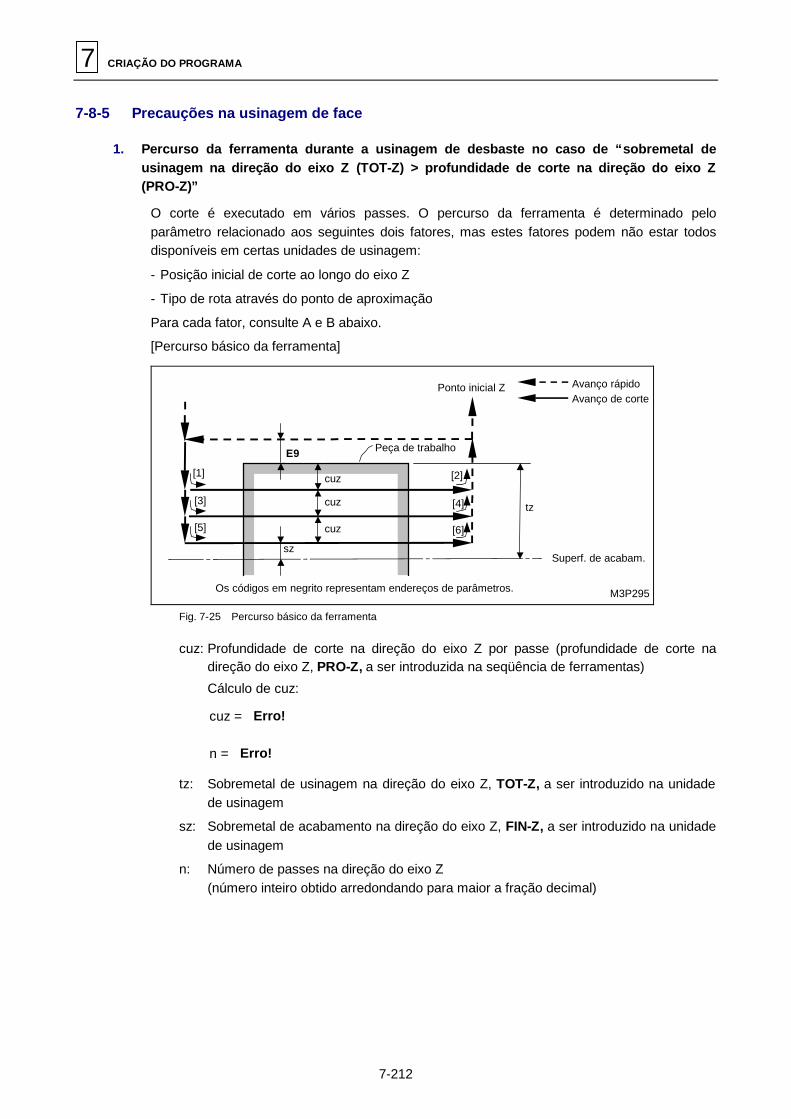
7 CRIAÇÃO DO PROGRAMA
7-212
7-8-5 Precauções na usinagem de face
1. Percurso da ferramenta durante a usinagem de desbaste no caso de “sobremetal de usinagem na direção do eixo Z (TOT-Z) > profundidade de corte na direção do eixo Z (PRO-Z)”
O corte é executado em vários passes. O percurso da ferramenta é determinado pelo parâmetro relacionado aos seguintes dois fatores, mas estes fatores podem não estar todos disponíveis em certas unidades de usinagem:
- Posição inicial de corte ao longo do eixo Z
- Tipo de rota através do ponto de aproximação
Para cada fator, consulte A e B abaixo.
[Percurso básico da ferramenta]
M3P295
cuz
cuz
cuz
Superf. de acabam.
sz
E9
Ponto inicial Z
tz
[1]
[3]
[5]
[2]
[4]
[6]
Avanço rápido Avanço de corte
Peça de trabalho
Os códigos em negrito representam endereços de parâmetros.
Fig. 7-25 Percurso básico da ferramenta
cuz: Profundidade de corte na direção do eixo Z por passe (profundidade de corte na direção do eixo Z, PRO-Z, a ser introduzida na seqüência de ferramentas)
Cálculo de cuz:
cuz = Erro!
n = Erro!
tz: Sobremetal de usinagem na direção do eixo Z, TOT-Z, a ser introduzido na unidade de usinagem
sz: Sobremetal de acabamento na direção do eixo Z, FIN-Z, a ser introduzido na unidade de usinagem
n: Número de passes na direção do eixo Z (número inteiro obtido arredondando para maior a fração decimal)
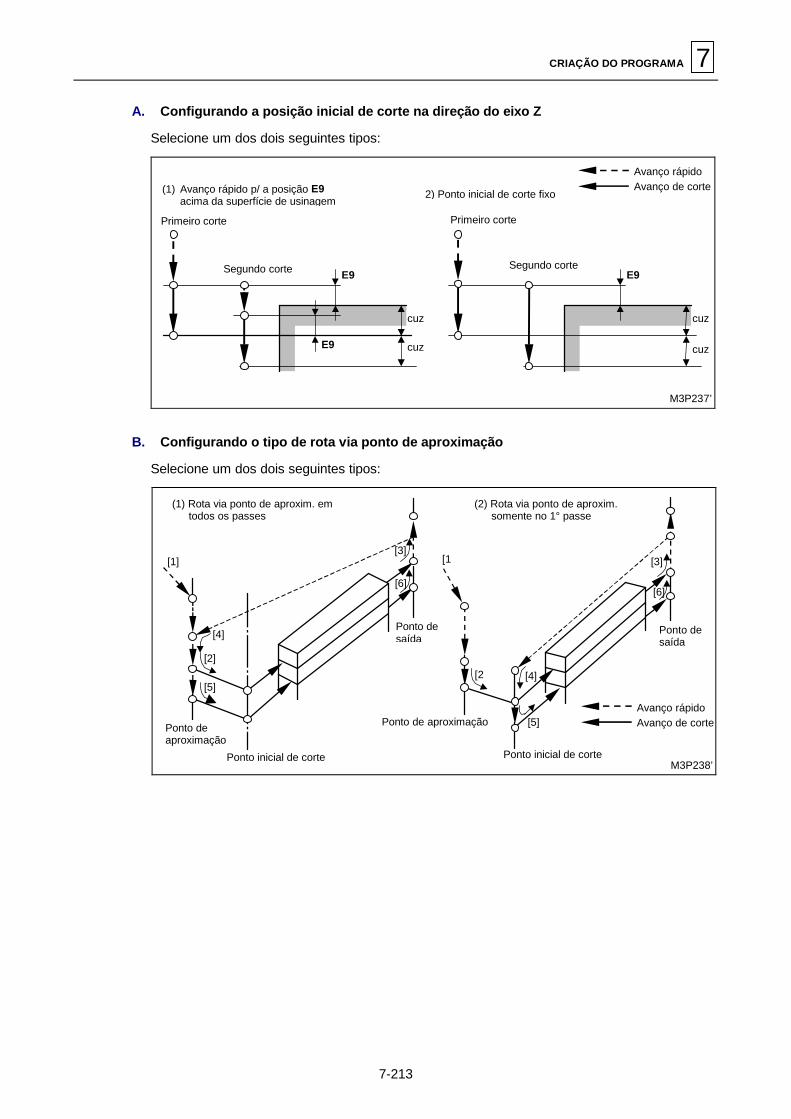
CRIAÇÃO DO PROGRAMA 7
7-213
A. Configurando a posição inicial de corte na direção do eixo Z
Selecione um dos dois seguintes tipos:
M3P237’
E9
E9
cuz
cuz
E9
cuz
cuz
(1) Avanço rápido p/ a posição E9 acima da superfície de usinagem
2) Ponto inicial de corte fixo
Primeiro corte
Segundo corte
Primeiro corte
Segundo corte
Avanço rápido Avanço de corte
B. Configurando o tipo de rota via ponto de aproximação
Selecione um dos dois seguintes tipos:
M3P238’
[3]
[6]
[4]
[2]
[5]
[1]
[2]
[1]
[5]
[6]
[3]
[4]
(1) Rota via ponto de aproxim. em todos os passes
(2) Rota via ponto de aproxim. somente no 1° passe
Ponto de aproximação
Ponto inicial de corte
Ponto de saída
Ponto de aproximação
Ponto inicial de corte
Ponto de saída
Avanço rápido Avanço de corte

7 CRIAÇÃO DO PROGRAMA
7-214
<Parâmetros de configuração do percurso da ferramenta>
Parâmetros relacionados à configuração do percurso da ferramenta em cada unidade de usinagem de face estão mostrados abaixo.
Unidade de faceamento de topo (FR. TOPO): E97
Unidade de degrau (DEGRAU): E91
Unidade de rebaixo (REBAIXO): E92
Unidade de rebaixo com saliência (SALIENTE): E93
Unidade de rebaixo com vale (R-VALE): E94
Unidade de ranhura (RANHURA): E96
(Os códigos em negrito representam endereços de parâmetros do usuário.) P/ A: bit 4 de cada parâmetro = 0: Ponto inicial de corte fixo, (2)
1: Avanço rápido para a posição E9 acima da superfície de usinagem, (1)
* Como para o modelo (1), a posição inicial do avanço de corte é determinada pela configuração do parâmetro E7 (no lugar de E9) a partir do segundo corte quando as seguintes condições são satisfeitas:
- Bit 1 de E96 (para a unidade de RANHURA) ou bit 2 dos outros parâmetros referidos é configurado para “1”, e
- A unidade referida é de FR. TOPO, DEGRAU, REBAIXO, SALIENTE, R-VALE ou RANHURA. P/ B: bit 2 do parâmetro E95 = 0: Rota via ponto de aproxim. somente no 1° passe, (2)
1: Rota via ponto de aproxim. em todos os passes, (1)
Nota 1: B somente pode ser usado na unidade de ranhura (RANHURA).
Nota 2: O percurso da ferramenta mostrado acima no percurso básico da ferramenta é selecionado automaticamente para a unidade de usinagem de face que não é designada por estes parâmetros.
2. Detalhe do percurso da ferramenta de um corte na direção do eixo Z
- Desbaste ([STANDARD] é selecionado)
M3P296X
Z
Pi
E9
tz
Superfície de acabamento sz
[1]
[2]
[3]
Avanço rápido Avanço de corte
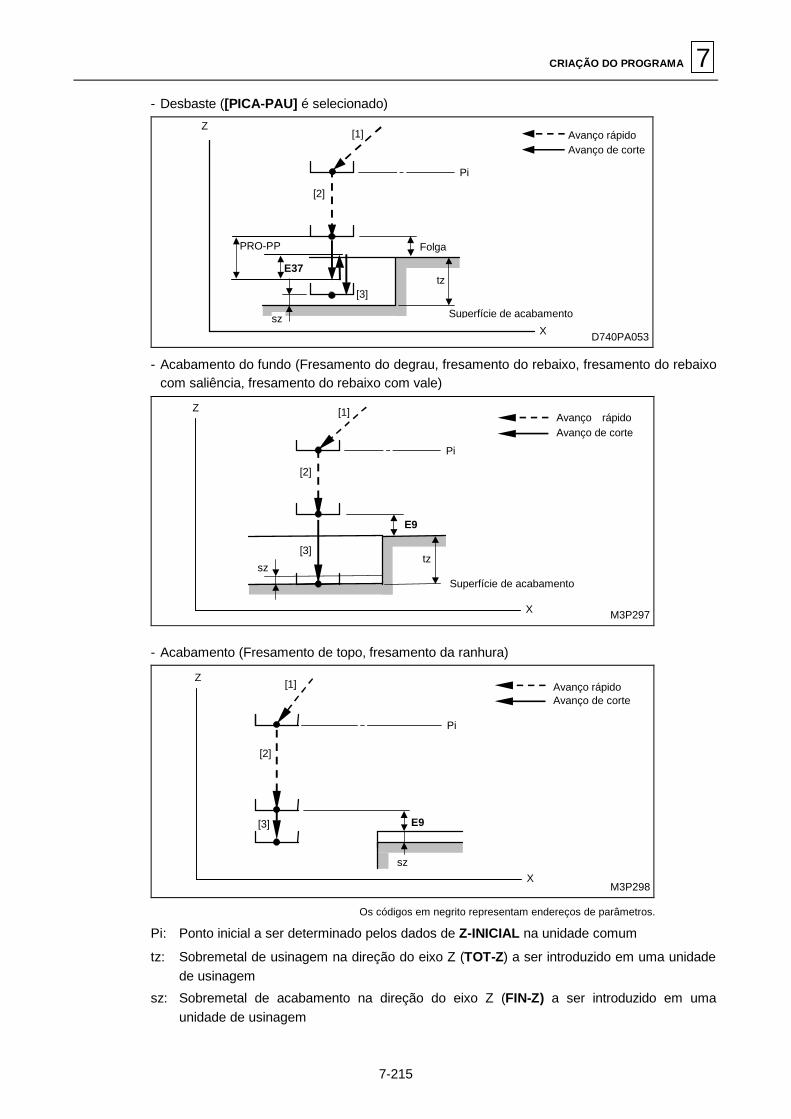
CRIAÇÃO DO PROGRAMA 7
7-215
- Desbaste ([PICA-PAU] é selecionado)
D740PA053X
Z
Pi
Folga
tz
sz
[1]
[2]
[3]
PRO-PP
E37
Superfície de acabamento
Avanço rápido Avanço de corte
- Acabamento do fundo (Fresamento do degrau, fresamento do rebaixo, fresamento do rebaixo
com saliência, fresamento do rebaixo com vale)
M3P297 X
Z
Pi
E9
tz
Superfície de acabamento sz
[1]
[2]
[3]
Avanço rápido Avanço de corte
- Acabamento (Fresamento de topo, fresamento da ranhura)
M3P298 X
Z
Pi
sz
[2]
[3]
[1] Avanço rápido Avanço de corte
E9
Os códigos em negrito representam endereços de parâmetros.
Pi: Ponto inicial a ser determinado pelos dados de Z-INICIAL na unidade comum
tz: Sobremetal de usinagem na direção do eixo Z (TOT-Z) a ser introduzido em uma unidade de usinagem
sz: Sobremetal de acabamento na direção do eixo Z (FIN-Z) a ser introduzido em uma unidade de usinagem

7 CRIAÇÃO DO PROGRAMA
7-216
Nota 1: O sobremetal inicial do corte axial, especificado pelo parâmetro E9, será igual ao parâmetro E7 se os dois seguintes estados ocorrerem ao memo tempo:
- O parâmetro designado para a unidade pretendida é configurado em 1.
Unidade Parâmetro Unidade Parâmetro
Fresamento de topo E97, bit 2 Fresam. do reb. c/ saliência E93, bit 2
Fresamento do degrau E91, bit 2 Fresam. do rebaixo. c/ vale E94, bit 2
Fresamento do rebaixo E92, bit 2 Fresamemnto da ranhura E96, bit 1
- Uma ferramenta para pré-usinagem é incluída na seqüência de ferramentas.
Nota 2: O sobremetal inicial do corte na direção radial, especificado para o parâmetro E2, será igual ao parâmetro E5 se os dois seguintes estados ocorrerem ao mesmo tempo:
- O parâmetro designado para a unidade pretendida é configurado em 1.
Unidade Parâmetro Unidade Parâmetro
Fresamento do degrau E91, bit 3 Fresam. do reb. c/ saliência E93, bit 3
Fresamento do rebaixo E92, bit 3 Fresam. do rebaixo. c/ vale E94, bit 3 - Uma ferramenta para pré-usinagem é incluída na seqüência de ferramentas.
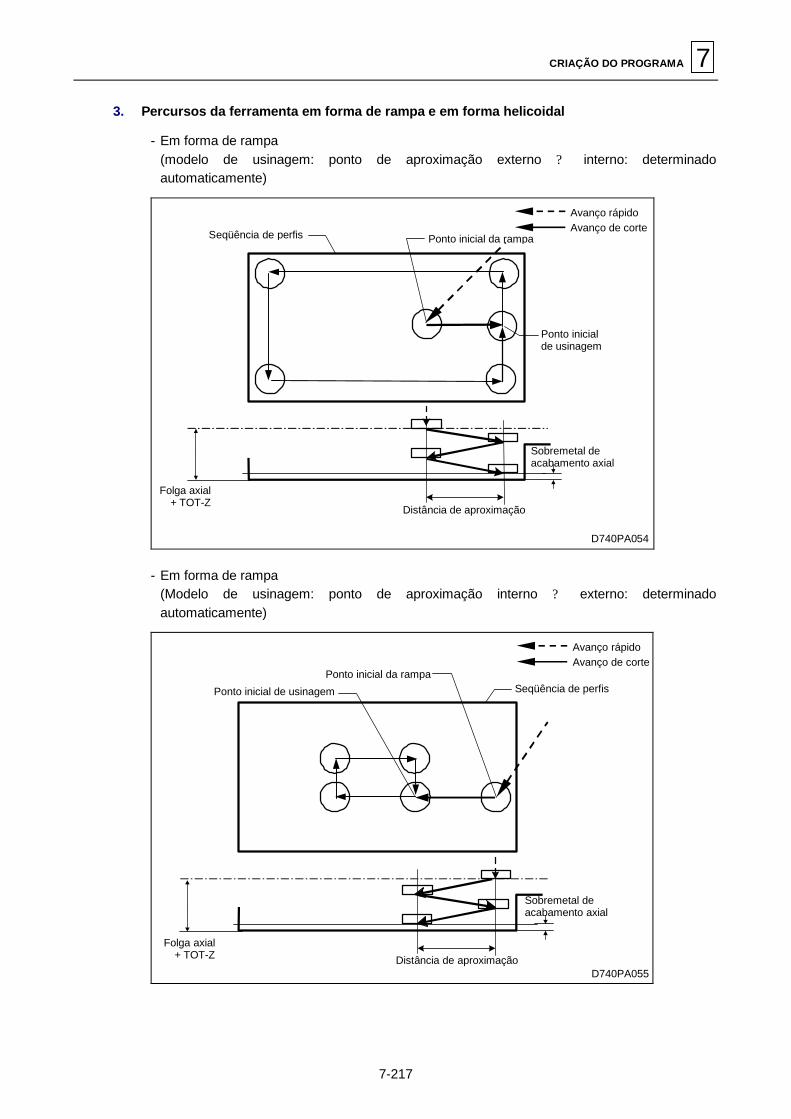
CRIAÇÃO DO PROGRAMA 7
7-217
3. Percursos da ferramenta em forma de rampa e em forma helicoidal
- Em forma de rampa (modelo de usinagem: ponto de aproximação externo ? interno: determinado automaticamente)
D740PA054
Seqüência de perfis
Ponto inicial de usinagem
Ponto inicial da rampa
Sobremetal de acabamento axial
Distância de aproximação
Folga axial + TOT-Z
Avanço rápido Avanço de corte
- Em forma de rampa
(Modelo de usinagem: ponto de aproximação interno ? externo: determinado automaticamente)
D740PA055
Ponto inicial de usinagem Seqüência de perfis Ponto inicial da rampa
Sobremetal de acabamento axial
Distância de aproximação
Folga axial + TOT-Z
Avanço rápido Avanço de corte

7 CRIAÇÃO DO PROGRAMA
7-218
- Em forma de rampa (Modelo de usinagem: ponto de aproximação externo ? interno: determinado manualmente)
D740PA056
Seqüência de perfis
Ponto inicial de usinagem
Ponto inicial da rampa
Distância de aproximação
APRCH-1, APRCH-2
Sobremetal de acabamento axial
Folga axial + TOT-Z
Avanço rápido Avanço de corte
- Em forma de rampa
(Modelo de usinagem: ponto de aproximação interno ? externo: determinado manualmente)
D740PA057
Seqüência de perfis
Ponto inicial de usinagem
Ponto inicial da rampa
Distância de aproximação
APRCH-X, APRCH-Y
Sobremetal de acabamento axial
Folga axial + TOT-Z
Avanço rápido Avanço de corte
Nota 1: A distância de aproximação em forma de rampa é determinada automaticamente por
um parâmetro, como descrito abaixo. Distância de aproximação = Diâmetro nominal da ferramenta × Erro!
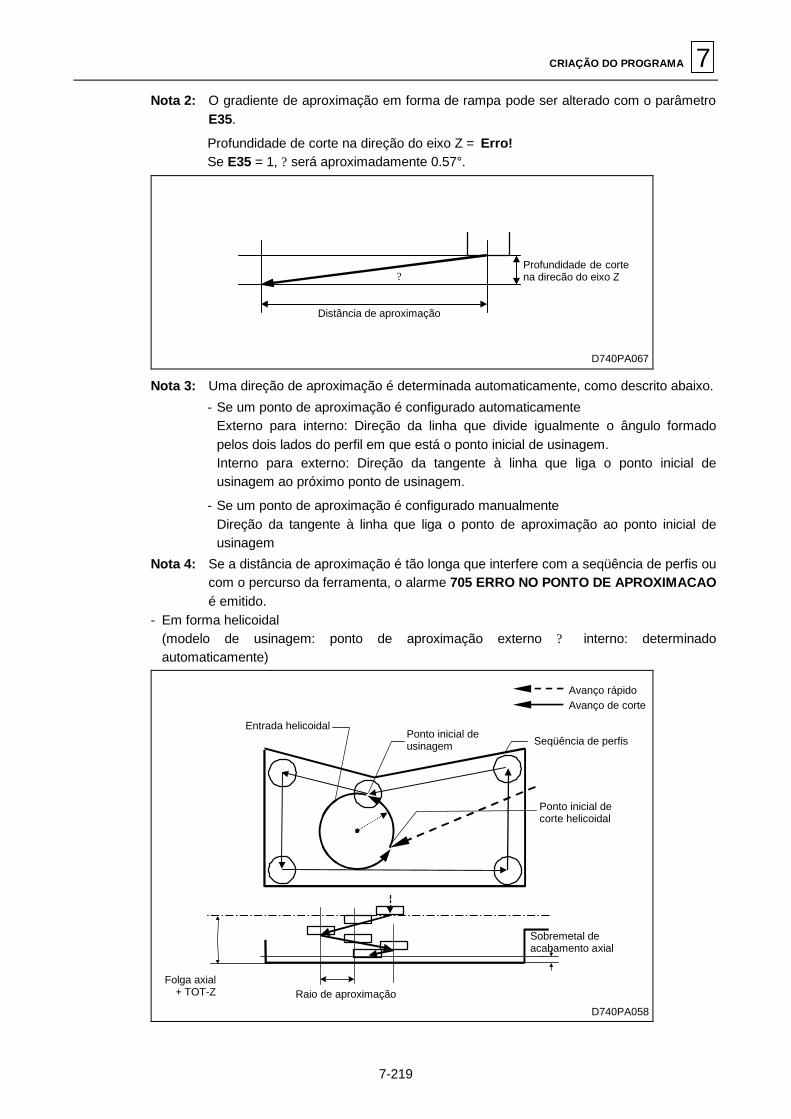
CRIAÇÃO DO PROGRAMA 7
7-219
Nota 2: O gradiente de aproximação em forma de rampa pode ser alterado com o parâmetro E35.
Profundidade de corte na direção do eixo Z = Erro! Se E35 = 1, ? será aproximadamente 0.57°.
D740PA067
Profundidade de corte na direção do eixo Z ?
Distância de aproximação
Nota 3: Uma direção de aproximação é determinada automaticamente, como descrito abaixo.
- Se um ponto de aproximação é configurado automaticamente Externo para interno: Direção da linha que divide igualmente o ângulo formado pelos dois lados do perfil em que está o ponto inicial de usinagem. Interno para externo: Direção da tangente à linha que liga o ponto inicial de usinagem ao próximo ponto de usinagem.
- Se um ponto de aproximação é configurado manualmente Direção da tangente à linha que liga o ponto de aproximação ao ponto inicial de usinagem
Nota 4: Se a distância de aproximação é tão longa que interfere com a seqüência de perfis ou com o percurso da ferramenta, o alarme 705 ERRO NO PONTO DE APROXIMACAO é emitido.
- Em forma helicoidal (modelo de usinagem: ponto de aproximação externo ? interno: determinado automaticamente)
D740PA058
Seqüência de perfisPonto inicial de usinagem
Raio de aproximação
Sobremetal de acabamento axial
Folga axial + TOT-Z
Entrada helicoidal
Ponto inicial de corte helicoidal
Avanço rápido Avanço de corte

7 CRIAÇÃO DO PROGRAMA
7-220
- Em forma helicoidal (modelo de usinagem: ponto de aproximação interno ? externo: determinado automaticamente)
D740PA059
Seqüência de perfis
Ponto inicial de usinagem
Raio de aproximação
Sobremetal de acabamento axial
Folga axial + TOT-Z
Entrada helicoidal
Ponto inicial de corte helicoidal
Avanço de corte
- Em forma helicoidal
(modelo de usinagem: ponto de aproximação externo ? interno: determinado manualmente)
D740PA060
Seqüência de perfis
Ponto inicial de usinagem
Raio de aproximação
Sobremetal de acabamento axial
Folga axial + TOT-Z
Entrada helicoidal
Ponto inicial de corte helicoidal APRCH-X
APRCH-Y
Avanço rápido Avanço de corte

CRIAÇÃO DO PROGRAMA 7
7-221
- Em forma helicoidal (modelo de usinagem: ponto de aproximação interno ? externo: determinado manualmente)
D740PA061
Seqüência de perfis
Ponto inicial de usinagem
Raio de aproximação
Sobremetal de acabamento axial
Folga axial + TOT-Z
Entrada helicoidal
Ponto inicial de corte helicoidal
APRCH-XAPRCH-Y
Avanço rápido Avanço de corte
Nota 1: O raio de aproximação na forma helicoidal é determinado automaticamente por um
parâmetro, como descrito abaixo. Raio de aproximação = Diâmetro nominal da ferramenta × Erro!
Nota 2: O gradiente de aproximação na forma helicoidal pode ser alterado com o parâmetro E33.
Profundidade de corte na direção do eixo Z = Erro! Se E33 = 1, ? será aproximadamente 0.57°.
D740PA067
Profundidade de corte na direção do eixo Z ?
Raio de aproximação
Nota 3: A entrada helicoidal computada é tangente ao percurso que liga o ponto de
aproximação ao ponto inicial de usinagem. Nota 4: O sentido de rotação do círculo de entrada helicoidal que a ferramenta aproxima é
determinado automaticamente, como descrito abaixo. - Externo para interno: Sentido de rotação especificado como TIPO de dados da
seqüência de ferramentas - Interno para externo: Oposto ao sentido de rotação especificado como TIPO de
dados da seqüência de ferramentas Nota 5: Se o círculo de aproximação é tão grande que interfere com a seqüência de perfis ou
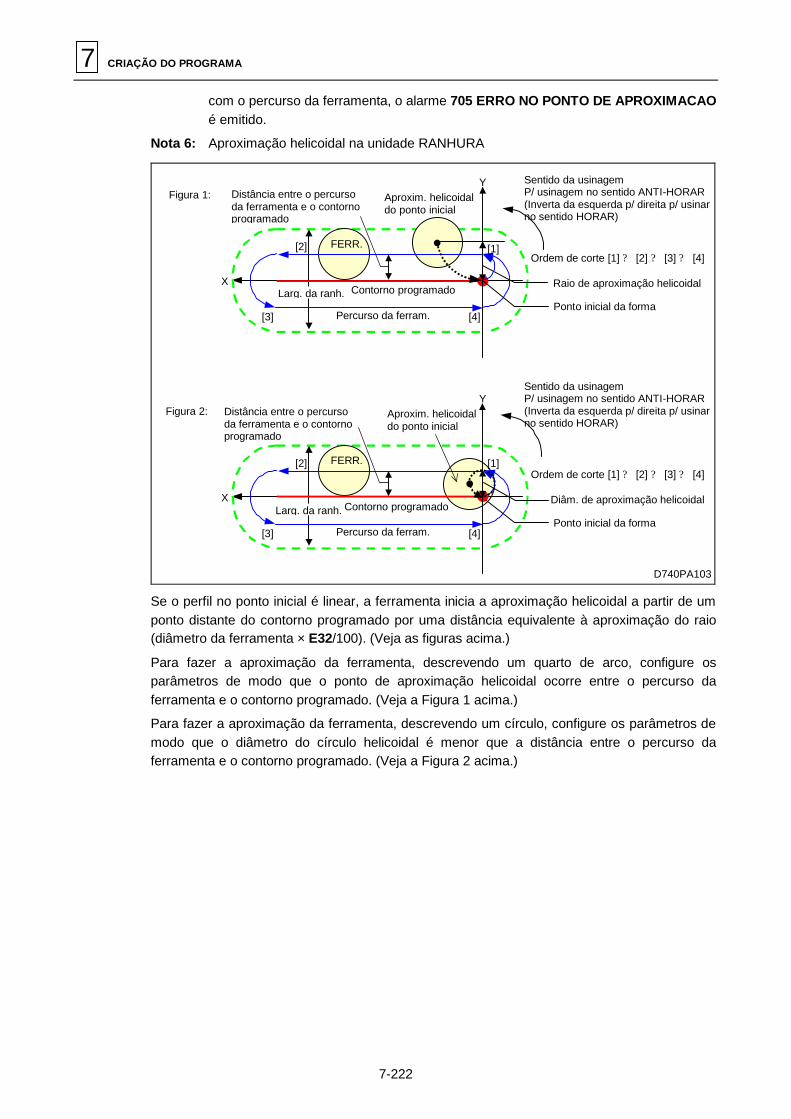
7 CRIAÇÃO DO PROGRAMA
7-222
com o percurso da ferramenta, o alarme 705 ERRO NO PONTO DE APROXIMACAO é emitido.
Nota 6: Aproximação helicoidal na unidade RANHURA
D740PA103
[1] [2]
[3] [4]
FERR.
Aproxim. helicoidal do ponto inicial
Ponto inicial da forma
Ordem de corte [1] ? [2] ? [3] ? [4]
Contorno programado
Percurso da ferram.
Y
X
Sentido da usinagem P/ usinagem no sentido ANTI-HORAR (Inverta da esquerda p/ direita p/ usinar no sentido HORAR)
Distância entre o percurso da ferramenta e o contorno programado
Raio de aproximação helicoidal
Figura 1:
[1] [2]
[3] [4]
FERR.
Aproxim. helicoidal do ponto inicial
Ponto inicial da forma
Ordem de corte [1] ? [2] ? [3] ? [4]
Contorno programado
Percurso da ferram.
Y
X
Distância entre o percurso da ferramenta e o contorno programado
Diâm. de aproximação helicoidal
Figura 2:
Sentido da usinagem P/ usinagem no sentido ANTI-HORAR (Inverta da esquerda p/ direita p/ usinar no sentido HORAR)
Larg. da ranh.
Larg. da ranh.
Se o perfil no ponto inicial é linear, a ferramenta inicia a aproximação helicoidal a partir de um ponto distante do contorno programado por uma distância equivalente à aproximação do raio (diâmetro da ferramenta × E32/100). (Veja as figuras acima.)
Para fazer a aproximação da ferramenta, descrevendo um quarto de arco, configure os parâmetros de modo que o ponto de aproximação helicoidal ocorre entre o percurso da ferramenta e o contorno programado. (Veja a Figura 1 acima.)
Para fazer a aproximação da ferramenta, descrevendo um círculo, configure os parâmetros de modo que o diâmetro do círculo helicoidal é menor que a distância entre o percurso da ferramenta e o contorno programado. (Veja a Figura 2 acima.)

CRIAÇÃO DO PROGRAMA 7
7-223
4. Outras precauções
1. Se os dados do perfil, dados da ferramenta ou parâmetros são modificados após a determinação automática dos dados de APRCH-X, -Y na seqüência de ferramentas (exibidos em amarelo), o ponto inicial de corte não será localizado no mesmo ponto de aproximação e o percurso da ferramenta também será modificado.
2. Quando a usinagem é executada no modo inverso da direção do corte ou quando uma forma côncava é fresada de rebaixo, o material permanece sem cortar (rebarba). Até um máximo de 32 porções permanecendo não-cortadas, a usinagem é executada automaticamente. Entretanto, em excesso de 32, resultará em um alarme.
NM210-00547
Fresamento de rebaixo Permanecendo não cortado (2 locais)
Usinável
Fresamento de rebaixo com vale Permanecendo não cortado (2 locais) Usinável
Avanço rápido Avançp de corte
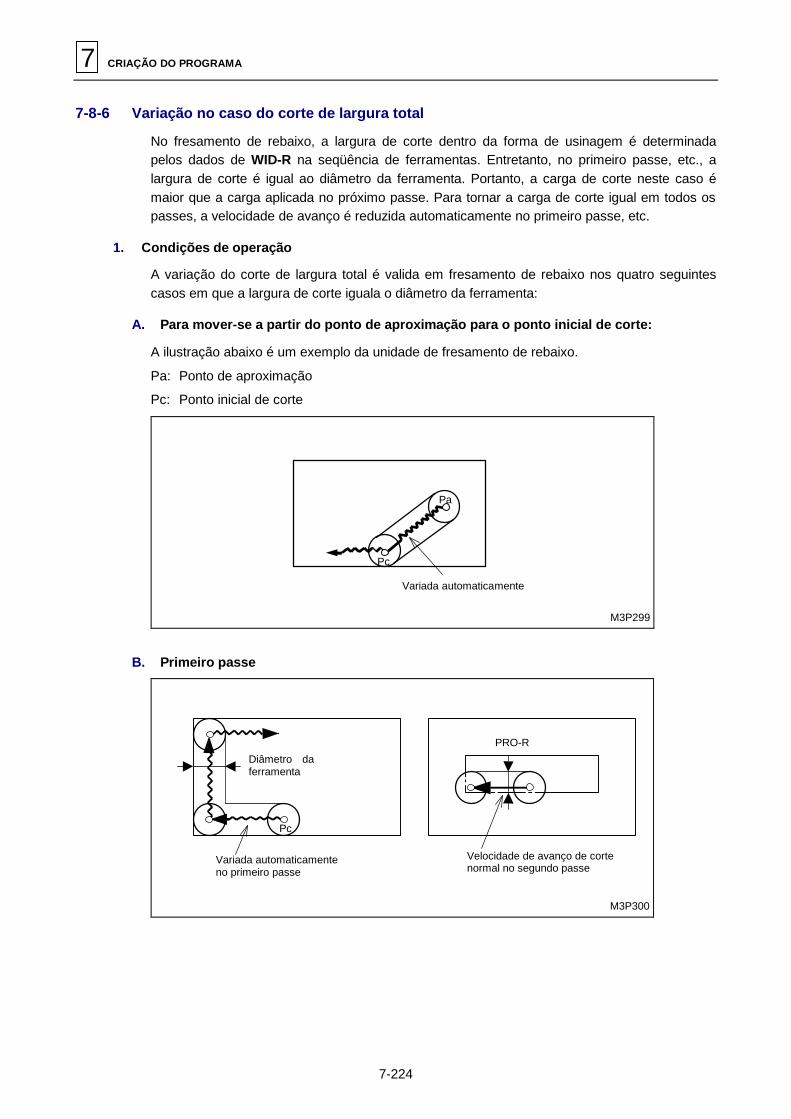
7 CRIAÇÃO DO PROGRAMA
7-224
7-8-6 Variação no caso do corte de largura total
No fresamento de rebaixo, a largura de corte dentro da forma de usinagem é determinada pelos dados de WID-R na seqüência de ferramentas. Entretanto, no primeiro passe, etc., a largura de corte é igual ao diâmetro da ferramenta. Portanto, a carga de corte neste caso é maior que a carga aplicada no próximo passe. Para tornar a carga de corte igual em todos os passes, a velocidade de avanço é reduzida automaticamente no primeiro passe, etc.
1. Condições de operação
A variação do corte de largura total é valida em fresamento de rebaixo nos quatro seguintes casos em que a largura de corte iguala o diâmetro da ferramenta:
A. Para mover-se a partir do ponto de aproximação para o ponto inicial de corte:
A ilustração abaixo é um exemplo da unidade de fresamento de rebaixo. Pa: Ponto de aproximação
Pc: Ponto inicial de corte
M3P299
Variada automaticamente
Pa
Pc
B. Primeiro passe
M3P300
Variada automaticamente no primeiro passe
Diâmetro da ferramenta
Velocidade de avanço de corte normal no segundo passe
PRO-R
Pc
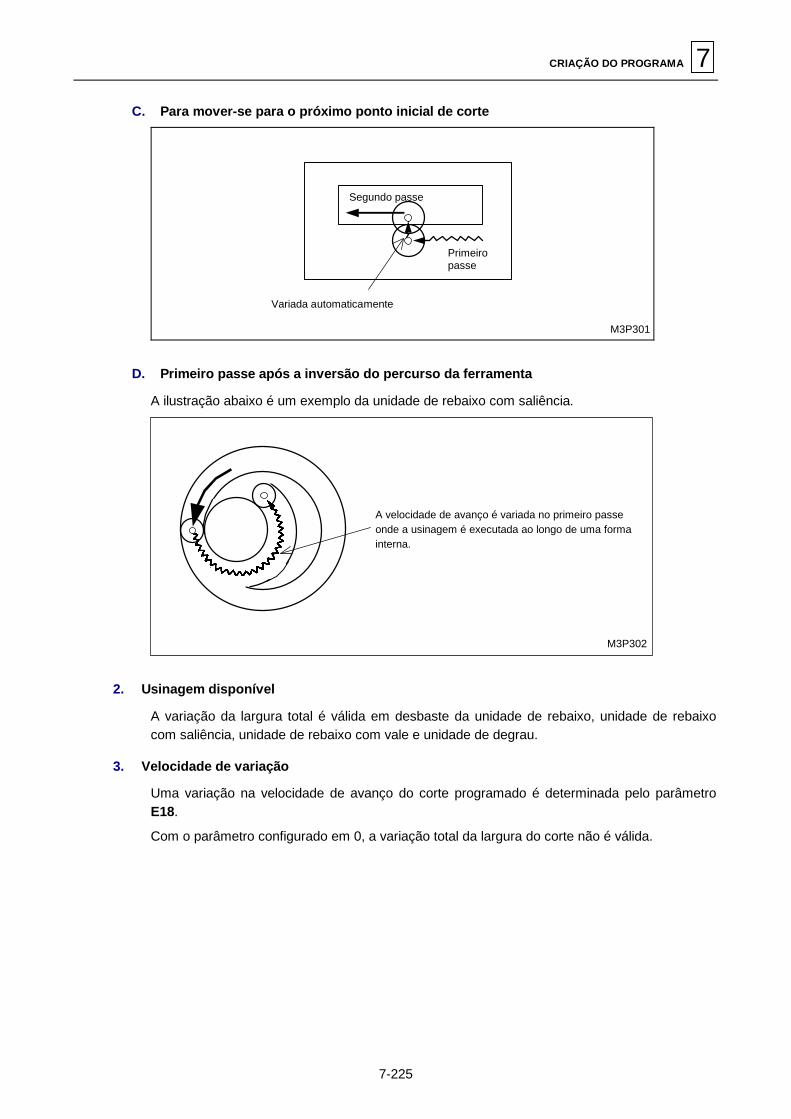
CRIAÇÃO DO PROGRAMA 7
7-225
C. Para mover-se para o próximo ponto inicial de corte
M3P301
Primeiro passe
Segundo passe
Variada automaticamente
D. Primeiro passe após a inversão do percurso da ferramenta
A ilustração abaixo é um exemplo da unidade de rebaixo com saliência.
A velocidade de avanço é variada no primeiro passe onde a usinagem é executada ao longo de uma forma interna.
M3P302
2. Usinagem disponível
A variação da largura total é válida em desbaste da unidade de rebaixo, unidade de rebaixo com saliência, unidade de rebaixo com vale e unidade de degrau.
3. Velocidade de variação
Uma variação na velocidade de avanço do corte programado é determinada pelo parâmetro E18.
Com o parâmetro configurado em 0, a variação total da largura do corte não é válida.

7 CRIAÇÃO DO PROGRAMA
7-226
7-8-7 Definições de formas nas unidades de usinagem de linha e de face
Após os dados na unidade de usinagem e na seqüência de ferramentas terem sido introduzidos, introduza os dados relacionados com a forma e dimensões da usinagem na seqüência de perfis.
1. Definição das formas
Nas unidades de usinagem de linha e de face, um dos três seguintes modelos pode ser selecionado.
Forma fixa Forma arbitrária
QUADRADO CIRCULO ARBITR.
M3P303
As formas arbitrárias podem ser divididas em dois tipos, como mostrado abaixo. As formas fixas pertencem ao tipo fechado.
A. Forma fechada e forma aberta
Dependendo das unidades de usinagem, a forma de usinagem pode ser dividida nos dois seguintes tipos:
Tabela 7-3 Forma fechada e forma aberta
Forma fechada Forma aberta
Forma fixa Forma arbitrária Forma arbitrária
Usinagem de linha
LINH-EXT, LINH-INT, CHNF-EXT, CHNF-INT LINH-CENT, LINH-DIRT, LINH-ESQ, CHNF-DRT, CHNF-ESQ
Usinagem para um perfil definido
FACEJAR, FR. TOPO, REBAIXO Usinagem
de face Usinagem c/ um mín. de dois perfis definidos
DEGRAU, SALIENTE, R-VALE
RANHURA
M3P304
Um perfil fixo não é fornecido para a unidade RANHURA.

CRIAÇÃO DO PROGRAMA 7
7-227
B. Unidades de usinagem relacionadas com a forma aberta
Unidade de usinagem Percurso da ferramenta Antes da usinagem ? Depois da usinagem
LINH-CENT
LINH-DIRT
LINH-ESQ
CHNF-DRT
Usinagem de linha
CHNF-ESQ
Usinagem de face
RANHURA
M3P305

7 CRIAÇÃO DO PROGRAMA
7-228
C. Unidades de usinagem relacionadas com a forma fechada
- Usinagem de linha
Unidade de usinagem Percurso da ferramenta Antes da usinagem ? Depois da usinagem
LINH-EXT
LINH-INT
CHNF-EXT
CHNF-INT
M3P306

CRIAÇÃO DO PROGRAMA 7
7-229
- Usinagem de face
Unidade de usinagem Percurso da ferramenta Antes da usinagem ? Depois da usinagem
FACEJAR
FR. TOPO
Um perfil definido
REBAIXO
DEGRAU
SALIENTE
Dois perfis definidos
R-VALE
M3P307

7 CRIAÇÃO DO PROGRAMA
7-230
2. Para definir uma forma arbitrária, tome as seguintes precauções: 1. As coordenadas X, Y dos pontos inicial e final, e as coordenadas I, J do centro de um arco
devem ser introduzidas no sistema de coordenadas da peça de trabalho. 2. Para uma forma aberta, não deixe de estabelecer as coordenadas X, Y de seus pontos
inicial e final. 3. Em uma forma aberta, é impossível selecionar o canto (C ou R) de seu ponto inicial ou
final.
4. Em DEGRAU, SALIENTE e R-VALE, para os quais duas formas, interna e externa, são requeridas, sempre defina a forma externa, primeiro. (Introduzindo a forma interna primeiro ocasionaria um alarme de percurso da ferramenta, apesar que a usinagem da forma poderia ser desenhada.)
Exemplo:
50120
20? 30
100
200
50X
Y
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4 1 QUA 100. 20. 200. 120.
CIRC. 150. 70. 15. ? ? ? ? ?
M3P308
Forma externa Forma interna
Ponto zero da peça de trabalho
Quando ambas as formas externa e interna são definidas arbitrariamente, é necessário usar a tecla de menu [PONTO INICIAL] sem falhar no título da forma interna. Após pressionar a tecla de menu [PONTO INICIAL], selecione uma forma arbitrária com a tecla de menu [LINHA], [ARC P. R.] ou [ARC RETR.].
M3P309
X
Y
Centro (165, 40)
100°
100
200
20
FIG PTN X Y R/th I J P CNR
1 2 3
LINHA LINHA LINHA
100. 200.
20. 20. 80.
100.
4 LINHA 175. 40. 5 ANTI-HORAR 155. 40. 165. 40.
A zona cercada é exibida em azul.
PONTO INICIAL
Ponto inicial da forma interna (175, 40)
Ponto inicial daforma externa
Ponto zero dapeça de trabalho
LINHA ? ?
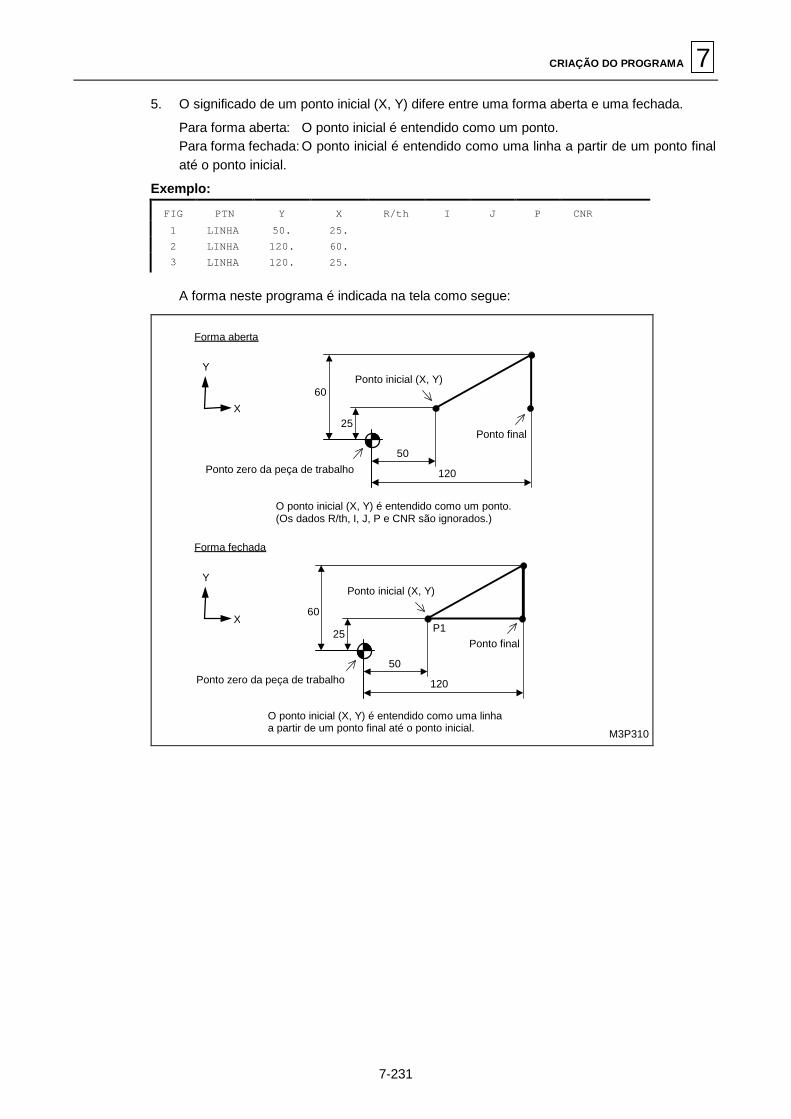
CRIAÇÃO DO PROGRAMA 7
7-231
5. O significado de um ponto inicial (X, Y) difere entre uma forma aberta e uma fechada.
Para forma aberta: O ponto inicial é entendido como um ponto. Para forma fechada: O ponto inicial é entendido como uma linha a partir de um ponto final até o ponto inicial.
Exemplo:
FIG PTN Y X R/th I J P CNR 1 LINHA 50. 25. 2 LINHA 120. 60. 3 LINHA 120. 25.
A forma neste programa é indicada na tela como segue:
M3P310
Forma aberta
X
Y
60
25
50
120
Forma fechada
X
Y
60
25
50
120
O ponto inicial (X, Y) é entendido como um ponto. (Os dados R/th, I, J, P e CNR são ignorados.)
O ponto inicial (X, Y) é entendido como uma linha a partir de um ponto final até o ponto inicial.
P1
Ponto final
Ponto zero da peça de trabalho
Ponto inicial (X, Y)
Ponto inicial (X, Y)
Ponto final
Ponto zero da peça de trabalho
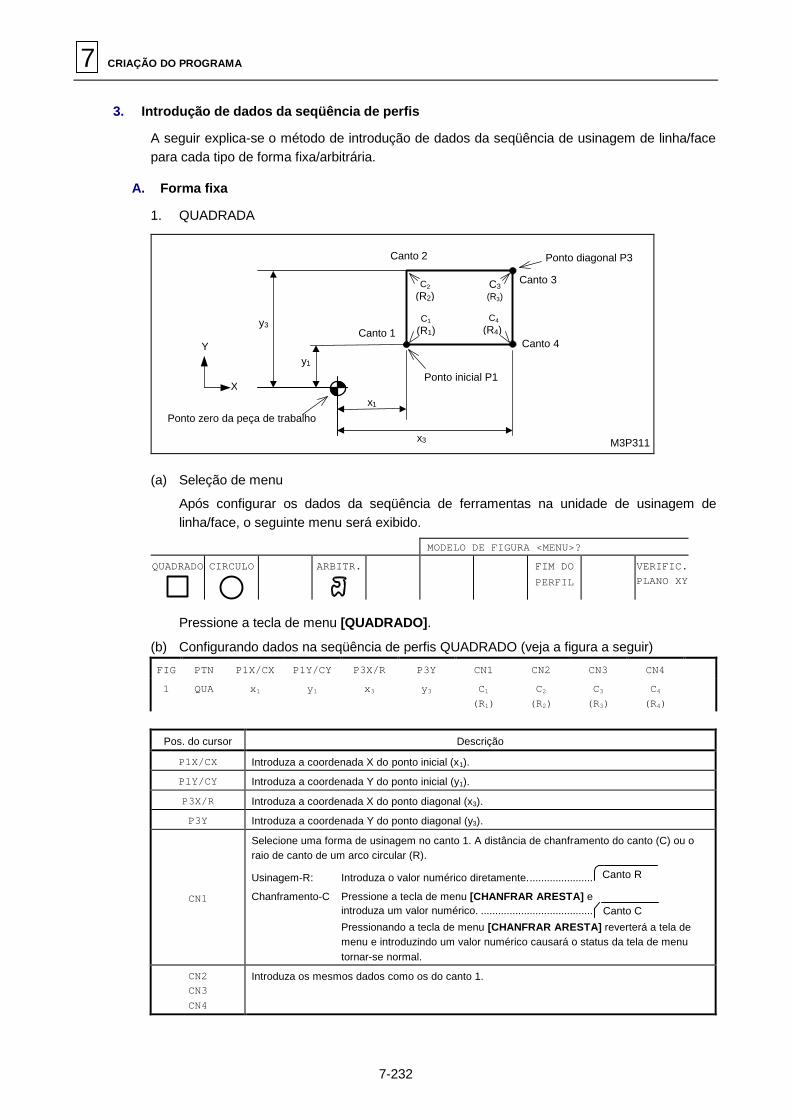
7 CRIAÇÃO DO PROGRAMA
7-232
3. Introdução de dados da seqüência de perfis
A seguir explica-se o método de introdução de dados da seqüência de usinagem de linha/face para cada tipo de forma fixa/arbitrária.
A. Forma fixa
1. QUADRADA
M3P311
C3 (R3)
C1 (R1)
C2 (R2)
C4 (R4)
Ponto diagonal P3
X
Y
Ponto zero da peça de trabalho
y3
y1
x3
x1
Ponto inicial P1
Canto 3
Canto 4
Canto 2
Canto 1
(a) Seleção de menu
Após configurar os dados da seqüência de ferramentas na unidade de usinagem de linha/face, o seguinte menu será exibido.
MODELO DE FIGURA <MENU>?
QUADRADO
CIRCULO
ARBITR.
FIM DO PERFIL
VERIFIC. PLANO XY
Pressione a tecla de menu [QUADRADO].
(b) Configurando dados na seqüência de perfis QUADRADO (veja a figura a seguir)
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 QUA x1 y1 x3 y3 C1 (R1)
C2 (R2)
C3 (R3)
C4 (R4)
Pos. do cursor Descrição
P1X/CX Introduza a coordenada X do ponto inicial (x1).
P1Y/CY Introduza a coordenada Y do ponto inicial (y1).
P3X/R Introduza a coordenada X do ponto diagonal (x3).
P3Y Introduza a coordenada Y do ponto diagonal (y3).
CN1
Selecione uma forma de usinagem no canto 1. A distância de chanframento do canto (C) ou o raio de canto de um arco circular (R).
Usinagem-R: Introduza o valor numérico diretamente....................... Canto R
Chanframento-C Pressione a tecla de menu [CHANFRAR ARESTA] e introduza um valor numérico. ....................................... Canto C Pressionando a tecla de menu [CHANFRAR ARESTA] reverterá a tela de menu e introduzindo um valor numérico causará o status da tela de menu tornar-se normal.
CN2 CN3 CN4
Introduza os mesmos dados como os do canto 1.

CRIAÇÃO DO PROGRAMA 7
7-233
Exemplo 1:
M3P312
X
Y300
100
200
500
C20
C20
Ponto zero da peça de trabalho
Uma peça de trabalho usinada em uma unidade de usiangem de linha (LINH-EXT)
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF 1 LINH-EXT 5. 5. 5. 1 0. 0. 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? HORAR G01 5. ? 15 0.046 FIG
1 PTN QUA
P1X/CX 200.
P1Y/CY 100.
P3X/R 500.
P3Y 300.
CN1 0.
CN2 C20.
CN3 0.
CN4 C20.
? Dados da seq. de perfis
Exemplo 2:
M3P313
X
Y300
100
200
Ponto zero da peça de trabalho 500
R20
R20
Uma peça de trabalho usinada em uma unidade de usinagem de linha (REBAIXO)
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R 1 REBAIXO 5. 5. 1 1 0. 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP WID-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? HORAR G01 ? 5. 5.
FIG 1
PTN QUA
P1X/CX 200.
P1Y/CY 100.
P3X/R 500.
P3Y 300.
CN1 0
CN2 R20.
CN3 0.
CN4 R20.
? Dados da seq. de perfis
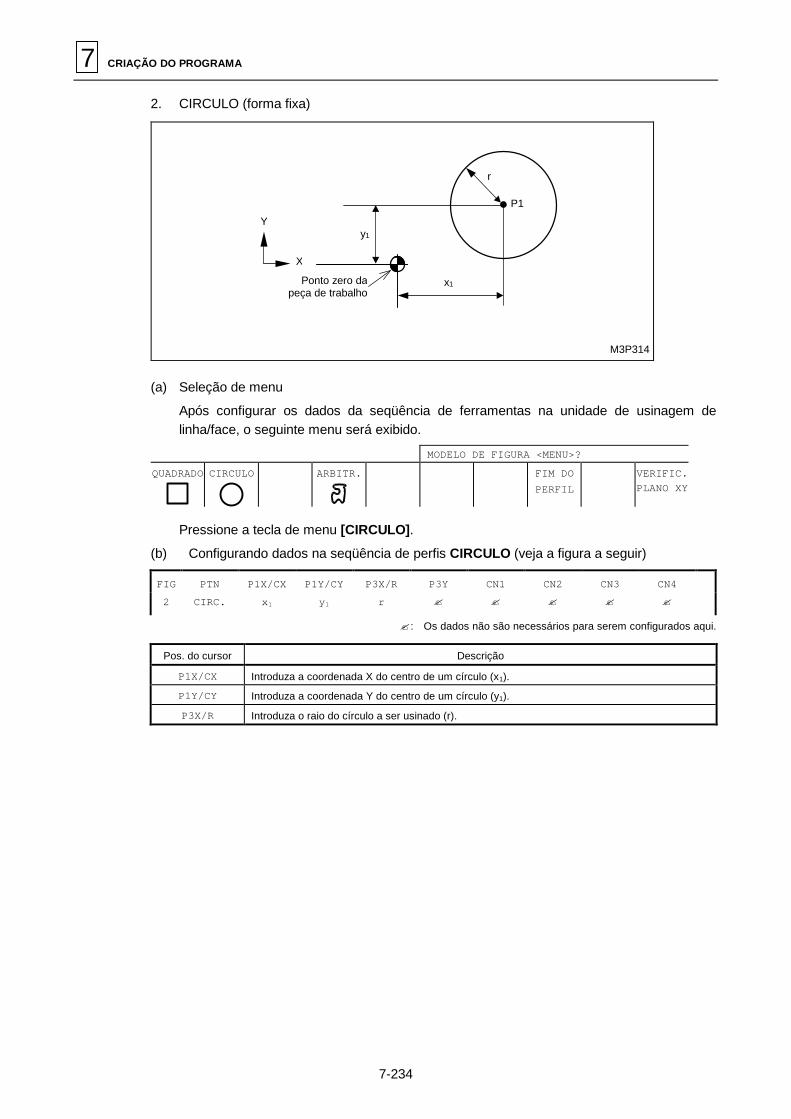
7 CRIAÇÃO DO PROGRAMA
7-234
2. CIRCULO (forma fixa)
M3P314
P1
X
Ponto zero da peça de trabalho
y1
r
x1
Y
(a) Seleção de menu
Após configurar os dados da seqüência de ferramentas na unidade de usinagem de linha/face, o seguinte menu será exibido.
MODELO DE FIGURA <MENU>?
QUADRADO
CIRCULO
ARBITR.
FIM DO PERFIL
VERIFIC. PLANO XY
Pressione a tecla de menu [CIRCULO].
(b) Configurando dados na seqüência de perfis CIRCULO (veja a figura a seguir)
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
2 CIRC. x1 y1 r ? ? ? ? ?
? : Os dados não são necessários para serem configurados aqui.
Pos. do cursor Descrição
P1X/CX Introduza a coordenada X do centro de um círculo (x1).
P1Y/CY Introduza a coordenada Y do centro de um círculo (y1).
P3X/R Introduza o raio do círculo a ser usinado (r).

CRIAÇÃO DO PROGRAMA 7
7-235
Exemplo:
M3P315
X
Y
100
Ponto zero da peça de trabalho
200
R80
Uma peça de trabalho usinada em uma unidade de usinagem de face (REBAIXO)
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R INTER-R CHMF 1 REBAIXO 5. 5. 1 1 0. 0. 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? HORAR G01 ? 5. 5. FIG
1 PTN
CIRC. P1X/CX 200.
P1Y/CY 100.
P3X/R 80.
P3Y ?
CN1 ?
CN2 ?
CN3 ?
CN4 ?
? Dados da seq. de perfis
B. Arbitrária
1. Seleção da forma arbitrária
Após configurar os dados da seqüência de ferramentas na unidade de usinagem de linha/face, o seguinte menu será exibido.
MODELO DE FIGURA <MENU>?
QUADRADO
CIRCULO
ARBITR.
FIM DO PERFIL
VERIFIC. PLANO XY
Pressione a tecla de menu [ARBITR.].
? O seguinte menu será exibido.
LINHA ARC P. R.
ARC. RETR.
ROTAÇÃO
PERFIL
DESLOCAM
PERFIL
FIM DA
REPETIC.
PONTO
INICIAL
FIM DO
PERFIL
VERIFIC.
PLANO XY
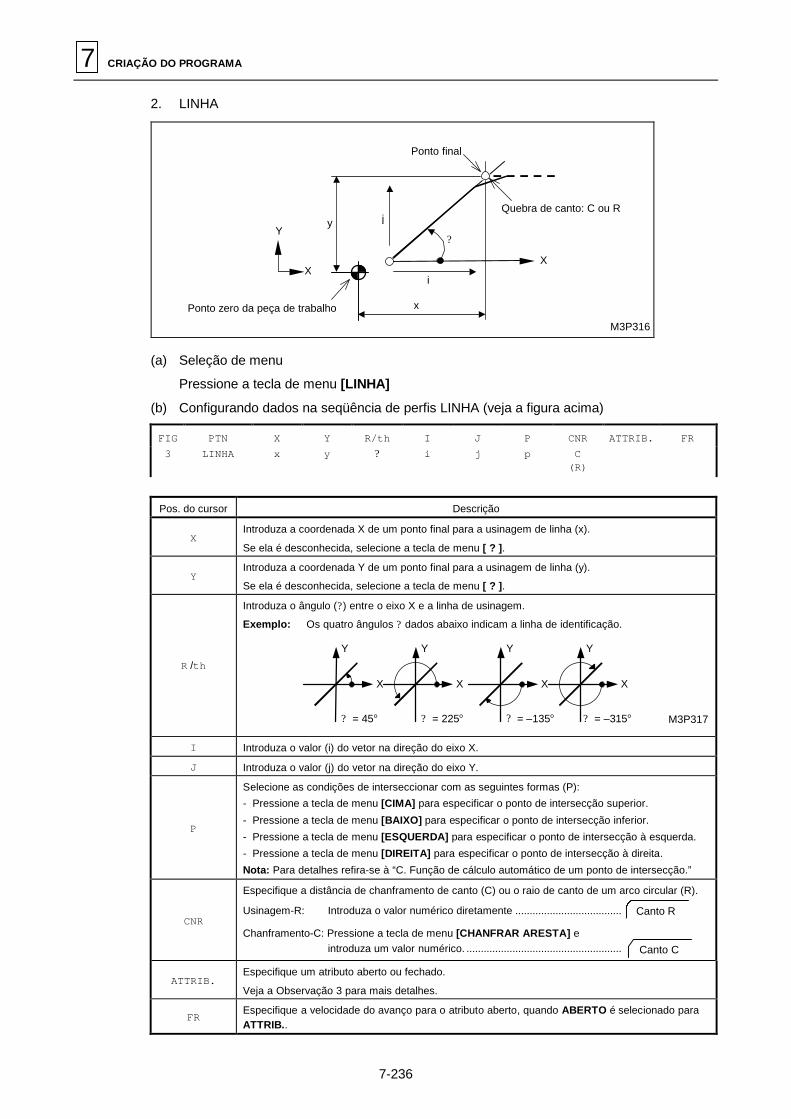
7 CRIAÇÃO DO PROGRAMA
7-236
2. LINHA
M3P316
?
Quebra de canto: C ou R
Ponto final
X
Ponto zero da peça de trabalho
X
Y
x
y
i
j
(a) Seleção de menu
Pressione a tecla de menu [LINHA]
(b) Configurando dados na seqüência de perfis LINHA (veja a figura acima)
FIG PTN X Y R/th I J P CNR ATTRIB. FR 3 LINHA x y ? i j p C
(R)
Pos. do cursor Descrição
X Introduza a coordenada X de um ponto final para a usinagem de linha (x).
Se ela é desconhecida, selecione a tecla de menu [ ? ].
Y Introduza a coordenada Y de um ponto final para a usinagem de linha (y).
Se ela é desconhecida, selecione a tecla de menu [ ? ].
R /th
Introduza o ângulo (? ) entre o eixo X e a linha de usinagem.
Exemplo: Os quatro ângulos ? dados abaixo indicam a linha de identificação.
Y
X
? = 45°
Y
? = 225°
X X
? = –135°
Y Y
X
? = –315° M3P317
I Introduza o valor (i) do vetor na direção do eixo X.
J Introduza o valor (j) do vetor na direção do eixo Y.
P
Selecione as condições de interseccionar com as seguintes formas (P): - Pressione a tecla de menu [CIMA] para especificar o ponto de intersecção superior.
- Pressione a tecla de menu [BAIXO] para especificar o ponto de intersecção inferior. - Pressione a tecla de menu [ESQUERDA] para especificar o ponto de intersecção à esquerda. - Pressione a tecla de menu [DIREITA] para especificar o ponto de intersecção à direita. Nota: Para detalhes refira-se à “C. Função de cálculo automático de um ponto de intersecção.”
CNR
Especifique a distância de chanframento de canto (C) ou o raio de canto de um arco circular (R).
Usinagem-R: Introduza o valor numérico diretamente ..................................... Canto R
Chanframento-C: Pressione a tecla de menu [CHANFRAR ARESTA] e introduza um valor numérico. ...................................................... Canto C
ATTRIB. Especifique um atributo aberto ou fechado.
Veja a Observação 3 para mais detalhes.
FR Especifique a velocidade do avanço para o atributo aberto, quando ABERTO é selecionado para ATTRIB..
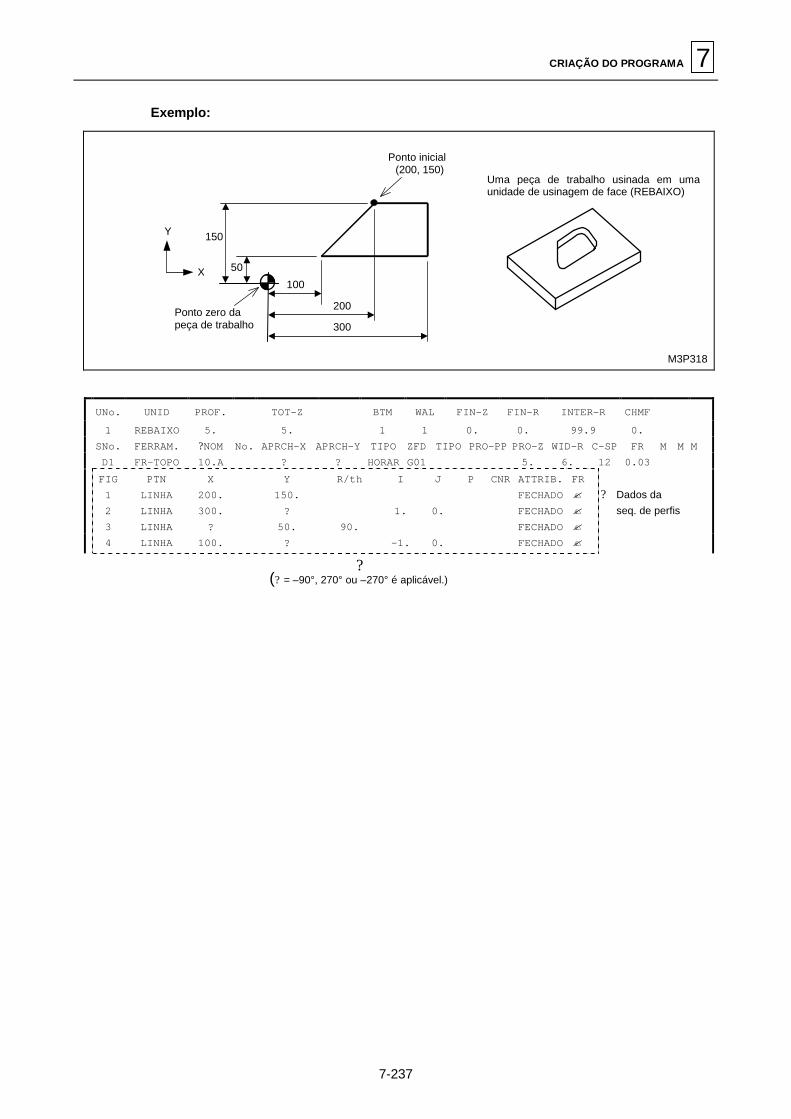
CRIAÇÃO DO PROGRAMA 7
7-237
Exemplo:
M3P318
Uma peça de trabalho usinada em uma unidade de usinagem de face (REBAIXO)
100
200
300
50
150
Ponto inicial (200, 150)
X
Y
Ponto zero da peça de trabalho
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R INTER-R CHMF 1 REBAIXO 5. 5. 1 1 0. 0. 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? HORAR G01 5. 6. 12 0.03 FIG 1 2 3
PTN LINHA LINHA LINHA
X 200. 300. ?
Y 150. ?
50.
R/th
90.
I
1.
J
0.
P CNR ATTRIB. FECHADO FECHADO FECHADO
FR ? ? ?
? Dados da seq. de perfis
4 LINHA 100. ? -1. 0. FECHADO ?
? (? = –90°, 270° ou –270° é aplicável.)

7 CRIAÇÃO DO PROGRAMA
7-238
3. ARC (P. R. e RETR.)
M3P319
ARC P. R. ARC RETR.
X
Y
y
( i, j ) r
x
X
Y
y
x
( i, j )
r
Ponto final
Ponto inicial
Ponto zero da peça de trabalho
Ponto final Ponto zero da peça de trabalho
Ponto inicial
(a) Seleção de menu
Pressione a tecla de menu [ARC P. R.] ou [ARC RETR.].
(b) Configurando dados na seqüência de perfis ARC P. R./ARC RETR. (veja a figura acima)
FIG PTN X Y R/th I J P CNR AV-D RGH
4 HORAR (ANTI-HORAR)
x y r i j p C (R)
Pos. do cursor Descrição
X Introduza a coordenada X de um ponto final (x).
Se ele é desconhecido, selecione a tecla de meu [ ? ].
Y Introduza a coordenada Y de um ponto final (y).
Se ele é desconhecido, selecione a tecla de meu [ ? ].
R/th Introduza o raio de um arco (r).
Se ele é desconhecido, selecione a tecla de meu [ ? ].
I Introduza o valor da coordenada X do centro de um arco (i).
Se ele é desconhecido, selecione a tecla de meu [ ? ].
J Introduza o valor da coordenada Ydo centro de um arco (j).
Se ele é desconhecido, selecione a tecla de meu [ ? ].
P
Selecione as condições de interseccionar com as seguintes formas (P): - Pressione a tecla de menu [CIMA] para especificar o ponto de intersecção superior.
- Pressione a tecla de menu [BAIXO] para especificar o ponto de intersecção inferior. - Pressione a tecla de menu [ESQUERDA] para especificar o ponto de intersecção à esquerda. - Pressione a tecla de menu [DIREITA] para especificar o ponto de intersecção à direita. Nota: Para detalhes refira-se à “C. Função de cálculo automático de um ponto de intersecção.”
CNR
Especifique a distância de chanframento de canto (C) ou o raio de canto de um arco circular (R).
Usinagem-R: Introduza o valor numérico diretamente. ............................. Canto R
Chanframento-C: Pressione a tecla de menu [CHANFRAR ARESTA] e introduza um valor numérico. ............................................... Canto C
AV-D Especifique a velocidade de avanço de desbaste.
RGH Especifique a velocidade de avanço de acabamento de acordo com a rugosidade particular da superfície.
Veja a Observação 1 para mais detalhes.
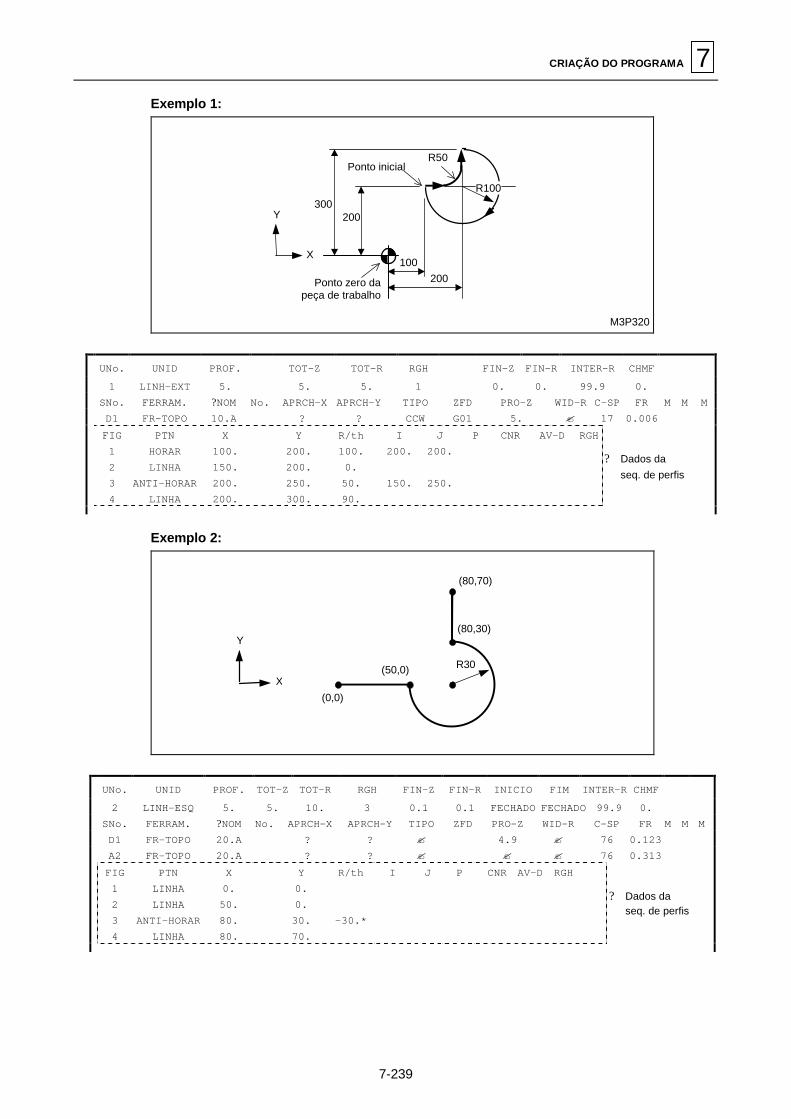
CRIAÇÃO DO PROGRAMA 7
7-239
Exemplo 1:
M3P320
Ponto zero da peça de trabalho
Ponto inicial
300 200
100 200
Y
X
R50
R100
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF 1 LINH-EXT 5. 5. 5. 1 0. 0. 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? CCW G01 5. ? 17 0.006 FIG
1 2 3 4
PTN HORAR LINHA
ANTI-HORAR LINHA
X 100. 150. 200. 200.
Y 200. 200. 250. 300.
R/th 100. 0. 50. 90.
I 200.
150.
J 200.
250.
P CNR AV-D RGH
? Dados da seq. de perfis
Exemplo 2:
X
Y(80,30)
(0,0)
(50,0) R30
(80,70)
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R CHMF 2 LINH-ESQ 5. 5. 10. 3 0.1 0.1 FECHADO FECHADO 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 20.A ? ? ? 4.9 ? 76 0.123 A2 FR-TOPO 20.A ? ? ? ? ? 76 0.313
FIG 1 2 3 4
PTN LINHA LINHA
ANTI-HORAR LINHA
X 0. 50. 80. 80.
Y 0. 0. 30. 70.
R/th
-30.*
I
J
P CNR AV-D RGH
? Dados da seq. de perfis
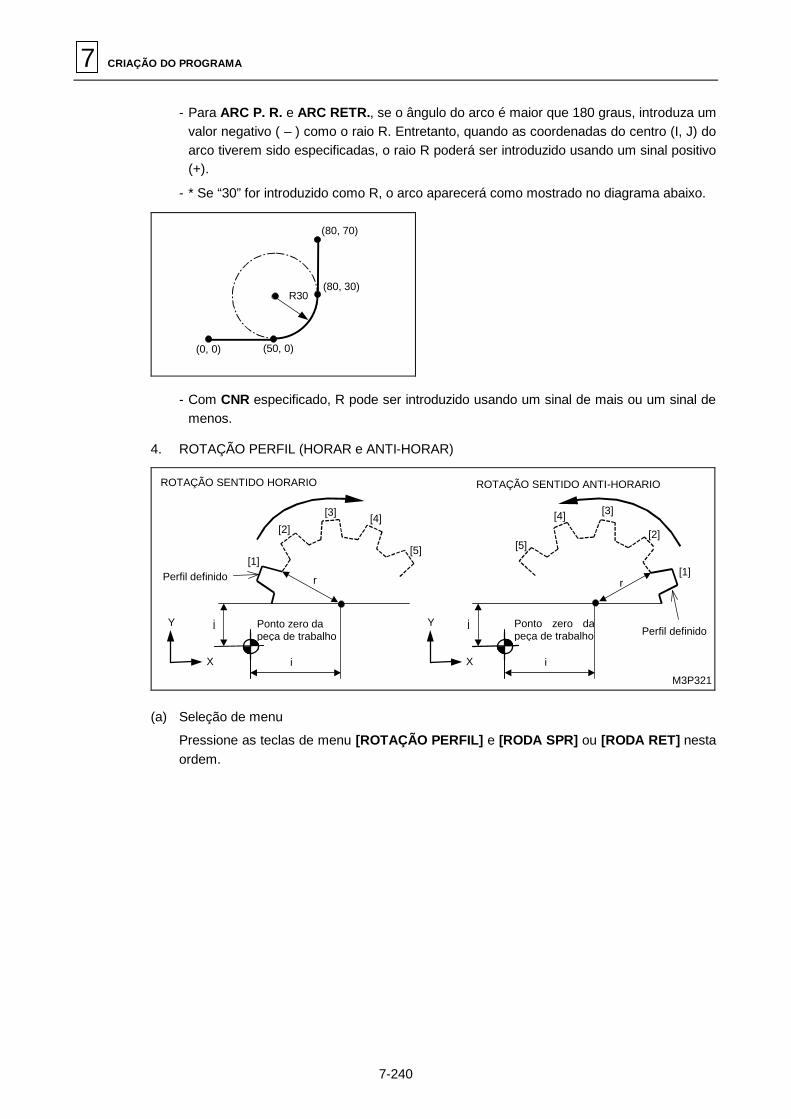
7 CRIAÇÃO DO PROGRAMA
7-240
- Para ARC P. R. e ARC RETR., se o ângulo do arco é maior que 180 graus, introduza um
valor negativo ( – ) como o raio R. Entretanto, quando as coordenadas do centro (I, J) do arco tiverem sido especificadas, o raio R poderá ser introduzido usando um sinal positivo (+).
- * Se “30” for introduzido como R, o arco aparecerá como mostrado no diagrama abaixo.
(80, 70)
(0, 0)
R30(80, 30)
(50, 0)
- Com CNR especificado, R pode ser introduzido usando um sinal de mais ou um sinal de menos.
4. ROTAÇÃO PERFIL (HORAR e ANTI-HORAR)
M3P321
j
i
j
i
[1]
[2]
[3] [4]
[5] [5]
[4] [3]
[2]
[1]
Y
X
Y
X
r r
ROTAÇÃO SENTIDO HORARIO ROTAÇÃO SENTIDO ANTI-HORARIO
Perfil definido
Ponto zero da peça de trabalho Perfil definido
Ponto zero da peça de trabalho
(a) Seleção de menu
Pressione as teclas de menu [ROTAÇÃO PERFIL] e [RODA SPR] ou [RODA RET] nesta ordem.
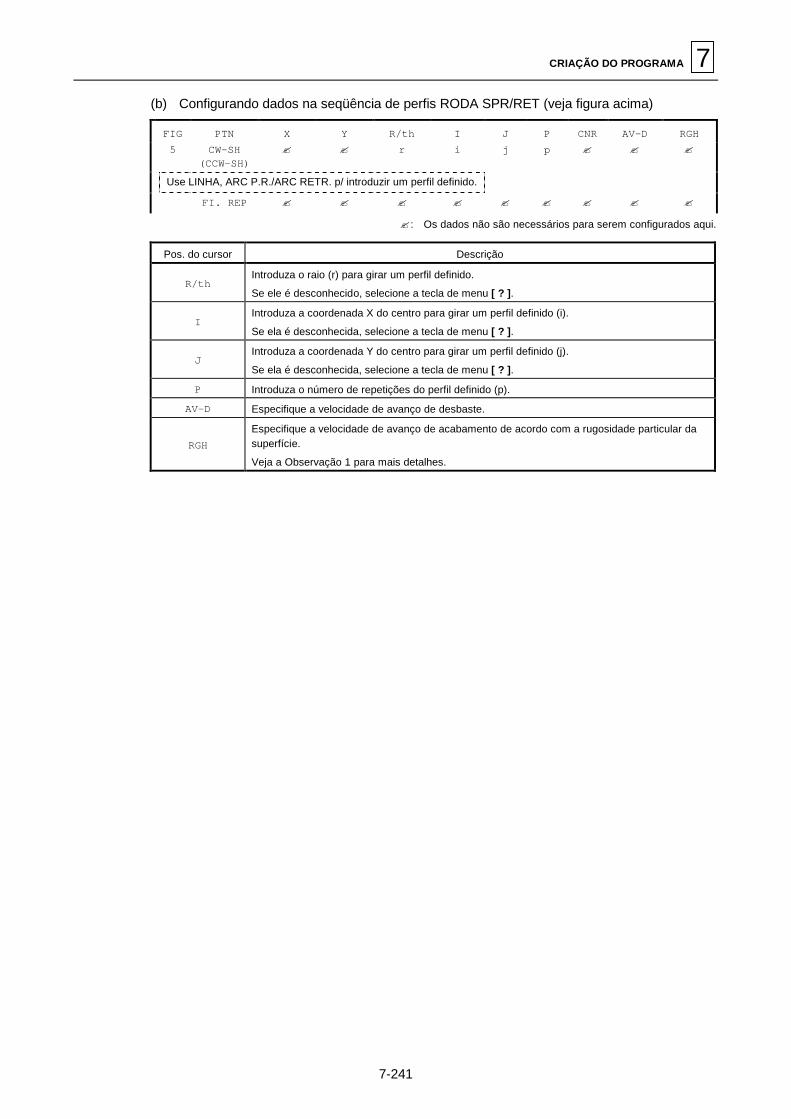
CRIAÇÃO DO PROGRAMA 7
7-241
(b) Configurando dados na seqüência de perfis RODA SPR/RET (veja figura acima)
FIG PTN X Y R/th I J P CNR AV-D RGH 5 CW-SH
(CCW-SH) ? ? r i j p ?
?
?
Use LINHA, ARC P.R./ARC RETR. p/ introduzir um perfil definido.
FI. REP ? ? ? ? ? ? ? ? ?
? : Os dados não são necessários para serem configurados aqui.
Pos. do cursor Descrição
R/th Introduza o raio (r) para girar um perfil definido.
Se ele é desconhecido, selecione a tecla de menu [ ? ].
I Introduza a coordenada X do centro para girar um perfil definido (i).
Se ela é desconhecida, selecione a tecla de menu [ ? ].
J Introduza a coordenada Y do centro para girar um perfil definido (j).
Se ela é desconhecida, selecione a tecla de menu [ ? ].
P Introduza o número de repetições do perfil definido (p).
AV-D Especifique a velocidade de avanço de desbaste.
RGH Especifique a velocidade de avanço de acabamento de acordo com a rugosidade particular da superfície.
Veja a Observação 1 para mais detalhes.

7 CRIAÇÃO DO PROGRAMA
7-242
(c) FIM DA REPETIC.
Pressione a tecla de menu [FIM DA REPETIC.] e uma seqüência de perfis de ROTAÇÃO PERFIL (HORAR ou ANTI-HORAR) será trazida para o fim.
Exemplo: RODA SPR
M3P322
105
75
30 60
90
Ponto inicial
R30
Ponto zero da peça de trabalho
Y
X
[1]
[2]
[3]
[4]
Nota: Normalmente, descreva o perfil básico inteiramente (e de acordo com o sentido da
rotação do perfil requerido), como mostrado à esquerda abaixo, de modo que o ponto final de um perfil possa servir como ponto inicial do próximo perfil da mesma geometria. Mesmo se os dois pontos em questão não coincidirem um com o outro, como mostrado à direita abaixo, o NC inserirá um elemento linear, de modo a constituir linhas contínuas. Entretanto, esta inserção automática não pode ser obtida, e um alarme ocorre, se a direção de descrever o perfil (isto é, do vetor a partir do início para o ponto final do perfil) deve ser contrária a da rotação do perfil especificado.
RODA SPR
RODA SPR (mesmo sentido como para o perfil básico)
[1]
[2]
[3] [4]
[5]Perfil básico
[1]
[2]
[3] [4]
[5]Perfil básico
Linhas pontilhadas serão inseridas automaticamente
D740PA0169
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF 1 LINH-EXT 10. 10. 10. 4 0.6 0.6 99.9 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1
A2 FR-TOPO FR-TOPO
20.A 10.A
? ?
? ?
HORAR HORAR
G01 G01
9.4 ?
? ?
14 20
0.043 0.224
FIG 1 2 3 4 5
PTN CW-SH LINHA HORAR HORAR
FI. REP
X ? 60. 30. 90. ?
Y ?
75. 75. 105. ?
R/th 30.
100. 50. ?
I 90.
45. ?
J 75.
75. ?
P 4 ?
CNR ? ?
AV-D ? ?
RGH ? ?
? Dados da seq. de perfis

CRIAÇÃO DO PROGRAMA 7
7-243
5. DESLOCAM PERFIL
O ponto final será considerado como o próximo ponto inicial.
M3P323
P vezes
Perfil definido
(a) Seleção de menu
Pressione a tecla de menu [DESLOCAM PERFIL].
(b) Configurando dados na seqüência de perfis DESLOCAM PERFIL (veja figura acima)
FIG PTN X Y R/th I J P CNR AV-D RGH
6 FIG-DL ? ? ? ? ? p ? ? ? Use LINHA, ARC P.R./ARC RETR. p/ introduzir um perfil definido.
FI. REP ? ? ? ? ? ? ? ? ?
? : Os dados não são necessários para serem configurados aqui.
Pos. do cursor Descrição
P Especifique o número de repetições (p) para um perfil definido.

7 CRIAÇÃO DO PROGRAMA
7-244
(c) FIM DA REPETIC.
Pressione a tecla de menu [FIM DA REPETIC.] e uma seqüência de perfis de DESLOCAM PERFIL será levada para o fim.
Exemplo:
M3P324
X
Y 10 10
150
50
50
100 [1] [2] [3] [4]
Ponto zero da peça de trabalho
Ponto inicial
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z INICIO FIM 1 LINH-CENT 5. 5. 5. 1 0. FECHADO FECHADO SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M D1 FR-TOPO 10.A ? ? ? G01 5. ? 17 0.066
FIG 1 2 3 4 5 6 7
PTN FIG-DL LINHA LINHA LINHA LINHA LINHA
FI. REP
X ? 50. 90. 100. 140. 150. ?
Y ? 0. 0. 50. 50. 0. ?
R/th ? ?
I ? ?
J ? ?
P 4 ?
CNR ? ?
AV-D ? ?
RGH ? ?
? Dados da seq. de perfis
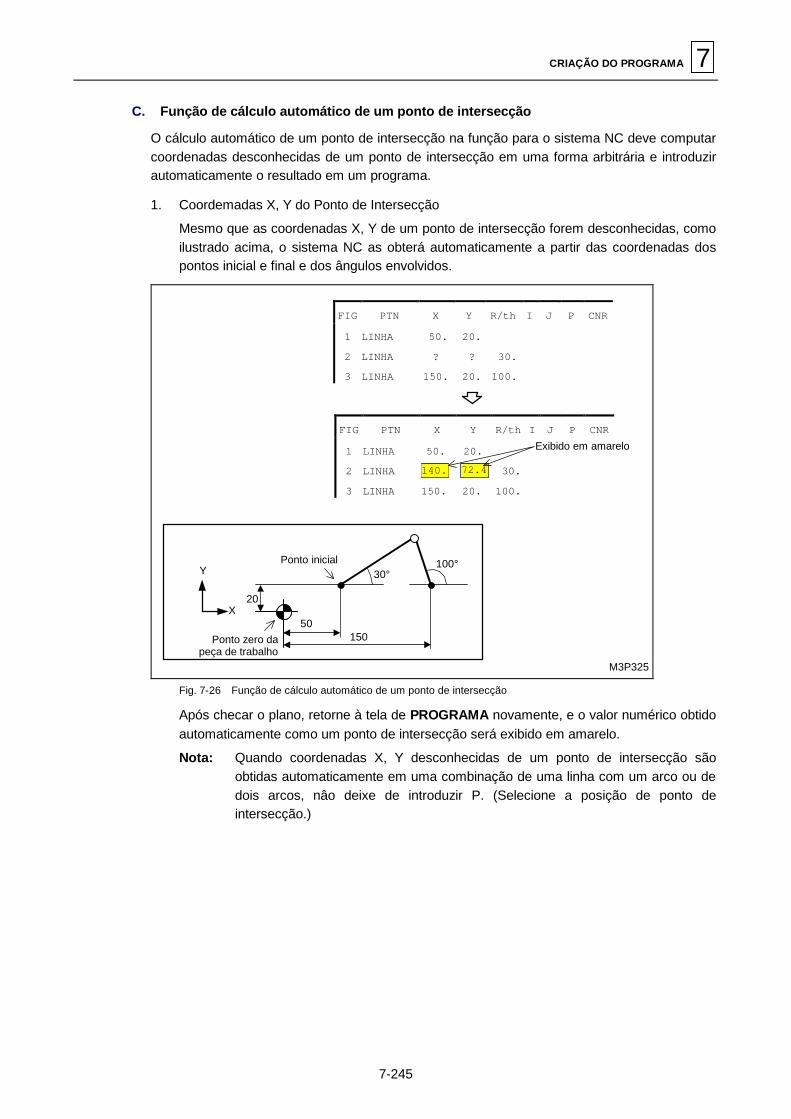
CRIAÇÃO DO PROGRAMA 7
7-245
C. Função de cálculo automático de um ponto de intersecção
O cálculo automático de um ponto de intersecção na função para o sistema NC deve computar coordenadas desconhecidas de um ponto de intersecção em uma forma arbitrária e introduzir automaticamente o resultado em um programa.
1. Coordemadas X, Y do Ponto de Intersecção
Mesmo que as coordenadas X, Y de um ponto de intersecção forem desconhecidas, como ilustrado acima, o sistema NC as obterá automaticamente a partir das coordenadas dos pontos inicial e final e dos ângulos envolvidos.
M3P325
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
LINHA
50.
150.
20.
20.
30.
100.
X
Y
Ponto zero da peça de trabalho
50 150
20
Exibido em amarelo
Ponto inicial
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
LINHA
50.
?
150.
20.
?
20.
30.
100.
30° 100°
140.7
72.4
Fig. 7-26 Função de cálculo automático de um ponto de intersecção
Após checar o plano, retorne à tela de PROGRAMA novamente, e o valor numérico obtido automaticamente como um ponto de intersecção será exibido em amarelo.
Nota: Quando coordenadas X, Y desconhecidas de um ponto de intersecção são obtidas automaticamente em uma combinação de uma linha com um arco ou de dois arcos, nâo deixe de introduzir P. (Selecione a posição de ponto de intersecção.)
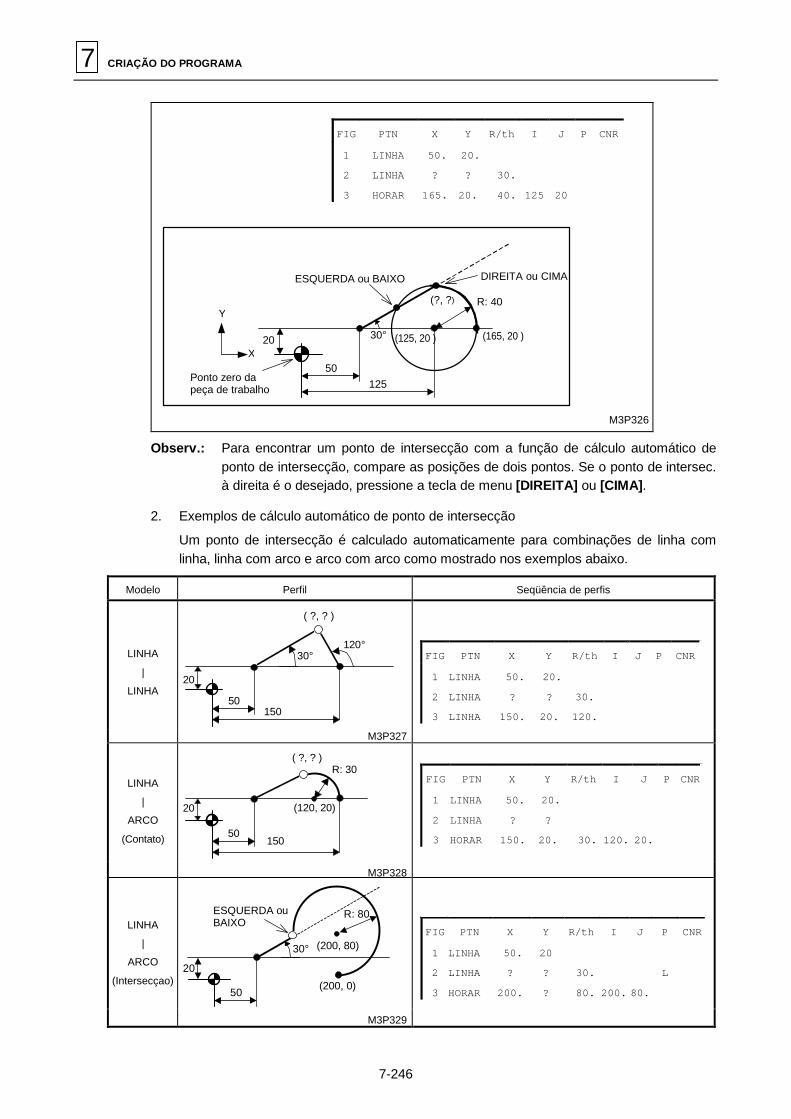
7 CRIAÇÃO DO PROGRAMA
7-246
M3P326
(165, 20 )
X
Y
50125
20
ESQUERDA ou BAIXO DIREITA ou CIMA
(?, ?) R: 40
(125, 20 ) 30°
Ponto zero da peça de trabalho
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
HORAR
50.
?
165.
20.
?
20.
30.
40.
125
20
Observ.: Para encontrar um ponto de intersecção com a função de cálculo automático de
ponto de intersecção, compare as posições de dois pontos. Se o ponto de intersec. à direita é o desejado, pressione a tecla de menu [DIREITA] ou [CIMA].
2. Exemplos de cálculo automático de ponto de intersecção
Um ponto de intersecção é calculado automaticamente para combinações de linha com linha, linha com arco e arco com arco como mostrado nos exemplos abaixo.
Modelo Perfil Seqüência de perfis
50150
30°120°
20
( ?, ? )
LINHA
|
LINHA
M3P327
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
LINHA
50.
?
150.
20.
?
20.
30.
120.
50150
(120, 20)20
( ?, ? )R: 30
LINHA
|
ARCO
(Contato)
M3P328
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
HORAR
50.
?
150.
20.
?
20.
30.
120.
20.
50
20
(200, 80) 30°
(200, 0)
R: 80 ESQUERDA ou BAIXO
LINHA
|
ARCO
(Intersecçao)
M3P329
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
LINHA
HORAR
50.
?
200.
20
?
?
30.
80.
200.
80.
L
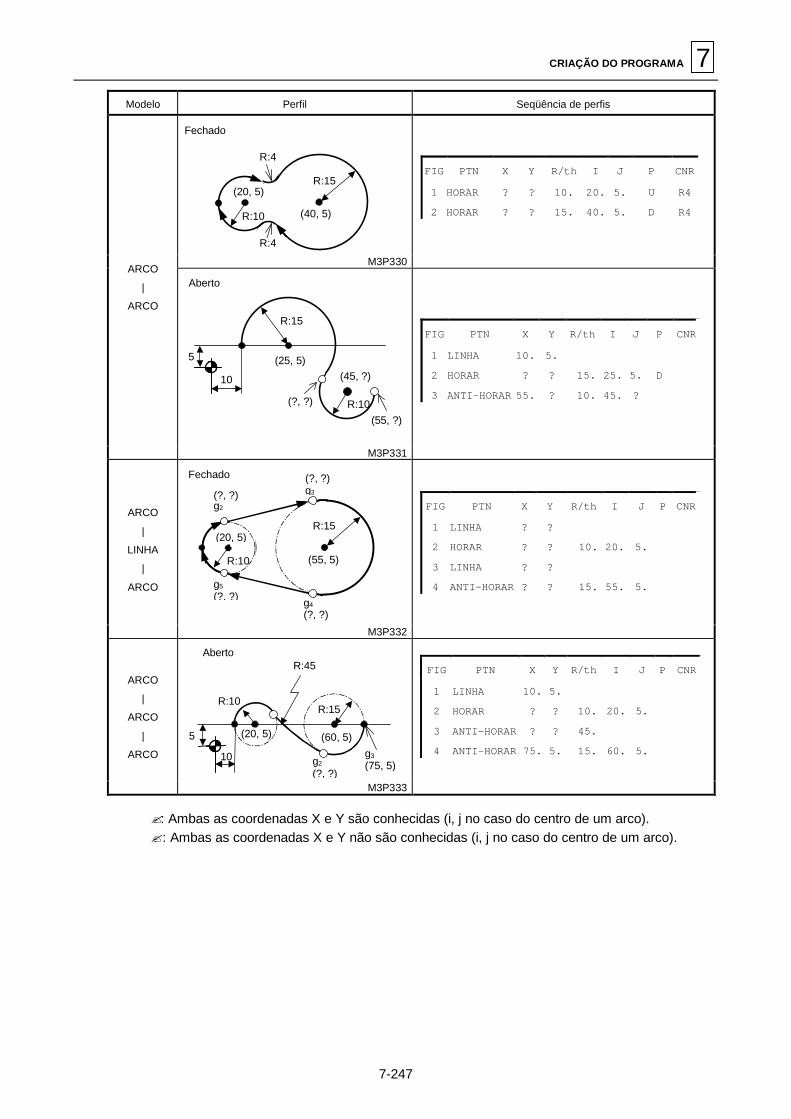
CRIAÇÃO DO PROGRAMA 7
7-247
Modelo Perfil Seqüência de perfis
Fechado
(20, 5) R:15
R:10 (40, 5)
R:4
R:4
M3P330
FIG PTN X Y R/th I J P CNR
1
2
HORAR
HORAR
?
?
?
?
10.
15.
20.
40.
5.
5.
U
D
R4
R4
(55, ?)
Aberto
R:15
(25, 5)
10
5
(45, ?)
(?, ?) R:10
ARCO
|
ARCO
M3P331
FIG PTN X Y R/th I J P CNR
1
2
3
LINHA
HORAR
ANTI-HORAR
10.
?
55.
5.
?
?
15.
10.
25.
45.
5.
?
D
g4 (?, ?)
R:15
(55, 5)
(?, ?) g3 (?, ?)
g2
g5 (?, ?)
R:10
(20, 5)
Fechado
ARCO
|
LINHA
|
ARCO
M3P332
FIG PTN X Y R/th I J P CNR
1
2
3
4
LINHA
HORAR
LINHA
ANTI-HORAR
?
?
?
?
?
?
?
?
10.
15.
20.
55.
5.
5.
5
g3 (75, 5) g2
(?, ?)
10
(20, 5) (60, 5)
Aberto R:45
R:15R:10
ARCO
|
ARCO
|
ARCO
M3P333
FIG PTN X Y R/th I J P CNR
1
2
3
4
LINHA
HORAR
ANTI-HORAR
ANTI-HORAR
10.
?
?
75.
5.
?
?
5.
10.
45.
15.
20.
60.
5.
5.
?: Ambas as coordenadas X e Y são conhecidas (i, j no caso do centro de um arco). ? : Ambas as coordenadas X e Y não são conhecidas (i, j no caso do centro de um arco).

7 CRIAÇÃO DO PROGRAMA
7-248
Observ. 1: Rugosidade Configure uma vel. de avanço de acabamento apropriada para a rugosidade superficial particular. Para configurar uma vel. de avanço de acabamento, dois métodos são disponíveis: seleção de um código de rugosidade superficial (para este caso, a unidade NC calcula automaticamente a vel. de avanço apropriada para o código de rugosidade superficial selecionado), e configuração direta da velocidade de avanço desejada. O seguinte menu será exibido quando o cursor for colocado este item: RUGOSID. AV/REV
- Se um código de rugosidade superficial deve ser selecionado:
O código pode ser introduzido por configuração diretamente do número de código desejado com as teclas de dados alfanuméricos ou usando o seguinte procedimento: 1) Primeiro, pressione a tecla de menu [RUGOSID.].
O seguinte menu será exibido:
? 1
? 2
? ? 3
? ? 4
? ? ? 5
? ? ? 6
? ? ? 7
? ? ? ? 8
? ? ? ? 9
2) A seguir, a partir do menu acima, selecione um dos códigos de rugosidade superficial
indicados no desenho de usinagem.
A velocidade de avanço de acabamento na direção radial é calculada automaticamente a partir da seguinte expressão. Se o diâmetro da ferramenta a ser usado é indicado por D, pode-se ter:
No caso de D < E27..........Ff1 = E28 × DE27 × Kf × Z
No caso de D ? E27 ..........Ff1 = E28 × Kf × Z
E27 : Parâm. usado p/ configurar um diâm. de referência p/ a vel. de avanço de acab. durante o fresamento Ff1 : Vel. de avanço de acabamento na direção radial E28 : Parâm. usado para configurar uma vel. de avanço p/ o grau de referência da rug. superficial (? ? 4) Kf : Fator de avanço Z : Número de dentes da ferramenta
Cada código de rugosidade superficial e fator de avanço são correlacionados como segue:
Rugosidade superficial
? 1
? 2
? ? 3
? ? 4
? ? ? 5
? ? ? 6
? ? ? 7
? ? ? ? 8
? ? ? ? 9
Kf K0/0.83
(0.977) K0/0.82
(0.781) K0/0.8
(0.625) K0
(0.5) K0 × 0.8
(0.4) K0 × 0.82
(0.32) K0 × 0.83
(0.256) K0 × 0.84
(0.205) K0 × 0.85
(0.164) Valor de referência: K0 = 0.5
A vel. de avanço de acab. na dir. axial é calculada automaticamente pela seguinte expressão.
Ff2 = Ff1 × E26100
Ff2 : Velocidade de avanço de acabamento na direção axial E26 : Fator para configurar uma velocidade de avanço na direção axial
- Se uma velocidade de avanço deve ser configurada diretamente: Após pressionar a tecla de menu [AV/REV], configure o valor desejado (velocidade de avanço de acabamento na direção radial). A vel. de avanço de acab. na dir. axial é calculada automaticamente pela expressão acima.
CUIDADO
? Durante as seqüências que não têm dados configurados p/ este item, o acab. é feito na vel. de avanço que foi configurado para o item FR de dados da seqüência de ferramentas.
? Este item pode ser configurado para as unidades LINH-CENT, LINH-DIRT, LINH-ESQ, LINH-EXT e LINH-INT.

CRIAÇÃO DO PROGRAMA 7
7-249
Observ. 1: Canto
Configure o modelo de usinagem para o canto.
- Usinagem R (arredondamento) : Configure os dados como eles são.
[Forma fixa] canto R do quadrado [Forma arbitrária] canto R do ponto final
Canto R
Canto R Canto R
Canto R
Ponto final
Canto R
- Chanframento C: Configure os dados após pressionar a tecla de menu [CHANFRAR
ARESTA].
[Forma fixa] canto C do quadrado [Forma arbitrária] canto C do ponto final
Canto C
Canto C Canto C
Canto C
Ponto final
Canto C
- Pressionando a tecla de menu [CHANFRAR ARESTA] altera o menu para o modo de tela
reversa e, então, configurando os dados retorna o menu para o modo de tela original.
Observ. 2: Perfil de rebaixo aberto
Para as unidades de fresamento de rebaixo, unidades de saliente e unidades de R-vale, um atributo aberto pode ser especificado para cada lado de qualquer perfil.
FIG PTN X Y R/th I J P CNR ATTRIB. FR 1 LINHA ABERTO
D740PA062
Quantidade de sobremetal Perfil aberto
Quantidade de sobremetal
O valor do sobremetal é determinado automaticamente por um parâm., como descrito abaixo.
Quantidade de sobremetal = Diâmetro da ferramenta × Erro!

CRIAÇÃO DO PROGRAMA 7
7-249
7 CRIAÇÃO DO PROGRAMA
P249 (blank page)
Fig. 7-1
Fig. 7-2
Fig. 7-3
Fig. 7-4
Fig. 7-5
Fig. 7-6
Fig. 7-7
Fig. 7-8
Fig. 7-9
Fig. 7-10
Fig. 7-11
Fig. 7-12
Fig. 7-13
Fig. 7-14
Fig. 7-15
Fig. 7-16
Fig. 7-17
Fig. 7-18
Fig. 7-19
Fig. 7-20
Fig. 7-21
Fig. 7-22
Fig. 7-23
Fig. 7-24
Fig. 7-25
Fig. 7-26
Tabelle 7-1
Tabelle 7-2
Tabelle 7-3

7 CRIAÇÃO DO PROGRAMA
7-250
7-9 Unidade de Fim
Esta unidade é configurada no fim do programa.
Esta unidade indica o fim do programa relacionado.
Nota 1: Quando esta unidade é especificada no meio de um programa, a parte do programa após a unidade assim especificada não é executada.
Nota 2: Se um programa MAZATROL, que foi criado usando M640M, M640M 5X, M640M NEXUS ou M640M Pro for carregado, as coordenadas da posição de finalização especificadas na unidade de fim não serão convertidas. Selecione PTO ARBI em RETORNO e configure as coordenadas requeridas.
1. Seleção de menu
Pressione a tecla de menu [FIM].
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM MEDIR VERIF. PERFIL
2. Configurando dados na unidade de fim
UNo. UNID CONTI. NUMERO ATC RETORNO NR. PROGR. EXECUT
FIM ? ? ? ? ? ?
SNo. DADOS 1 DADOS 2 DADOS 3 DADOS 4 DADOS 5 DADOS 6 DADOS 7 DADOS 8 DADOS 9
? ? ? ? ? ? ? ? ?
Posição do
cursor Descrição
CONTI.
Especifique se o programa é repetido ou não.
0: Sem repetição
1: Repetição
NUMERO
Especifique se o número de execuções do programa é exibido ou não pelo contador na tela de POSICAO.
0: Sem exibição 1: Exibição
Nota: O número de vezes do objetivo é introduzido na tela de POSICAO. Além disso, o valor acumulado pode ser reconfigurado para zero.
ATC
Especifique o movimento ATC no fim da usinagem.
0: A ferramenta não é retornada. 1: Após o retorno da ferramenta, os eixos movem-se para a posição de retorno. 2: Após o movimento do eixo para a posição de retorno, a ferramenta é retornada.
Nota 1: Se nenhum dado é configurado, é considerado que 1 foi configurado.
Nota 2: Se 1 é configurado em CONTI., ? é exibido e nenhum dado pode ser introduzido.
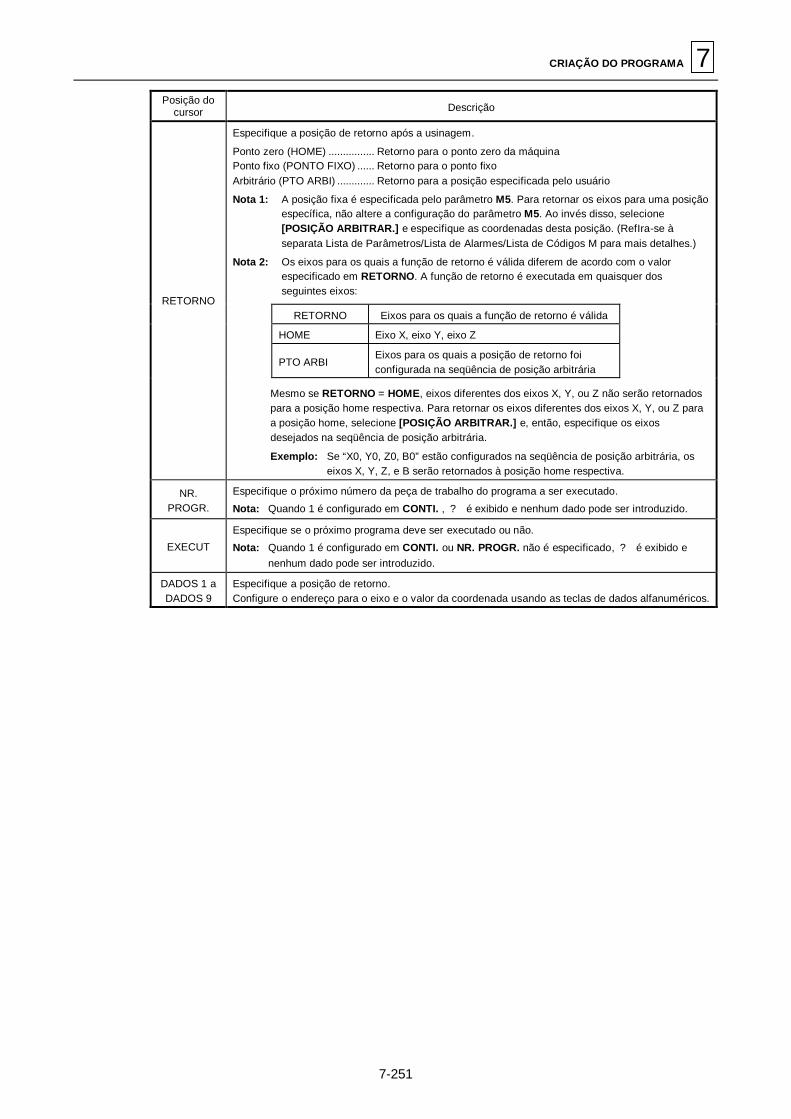
CRIAÇÃO DO PROGRAMA 7
7-251
Posição do cursor Descrição
Especifique a posição de retorno após a usinagem.
Ponto zero (HOME) ................ Retorno para o ponto zero da máquina Ponto fixo (PONTO FIXO) ...... Retorno para o ponto fixo Arbitrário (PTO ARBI) ............. Retorno para a posição especificada pelo usuário
Nota 1: A posição fixa é especificada pelo parâmetro M5. Para retornar os eixos para uma posição específica, não altere a configuração do parâmetro M5. Ao invés disso, selecione [POSIÇÃO ARBITRAR.] e especifique as coordenadas desta posição. (RefIra-se à separata Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M para mais detalhes.)
Nota 2: Os eixos para os quais a função de retorno é válida diferem de acordo com o valor especificado em RETORNO. A função de retorno é executada em quaisquer dos seguintes eixos:
RETORNO Eixos para os quais a função de retorno é válida
HOME Eixo X, eixo Y, eixo Z
PTO ARBI
Eixos para os quais a posição de retorno foi configurada na seqüência de posição arbitrária
RETORNO
Mesmo se RETORNO = HOME, eixos diferentes dos eixos X, Y, ou Z não serão retornados para a posição home respectiva. Para retornar os eixos diferentes dos eixos X, Y, ou Z para a posição home, selecione [POSIÇÃO ARBITRAR.] e, então, especifique os eixos desejados na seqüência de posição arbitrária.
Exemplo: Se “X0, Y0, Z0, B0” estão configurados na seqüência de posição arbitrária, os eixos X, Y, Z, e B serão retornados à posição home respectiva.
NR. PROGR.
Especifique o próximo número da peça de trabalho do programa a ser executado.
Nota: Quando 1 é configurado em CONTI. , ? é exibido e nenhum dado pode ser introduzido.
EXECUT
Especifique se o próximo programa deve ser executado ou não.
Nota: Quando 1 é configurado em CONTI. ou NR. PROGR. não é especificado, ? é exibido e nenhum dado pode ser introduzido.
DADOS 1 a DADOS 9
Especifique a posição de retorno. Configure o endereço para o eixo e o valor da coordenada usando as teclas de dados alfanuméricos.
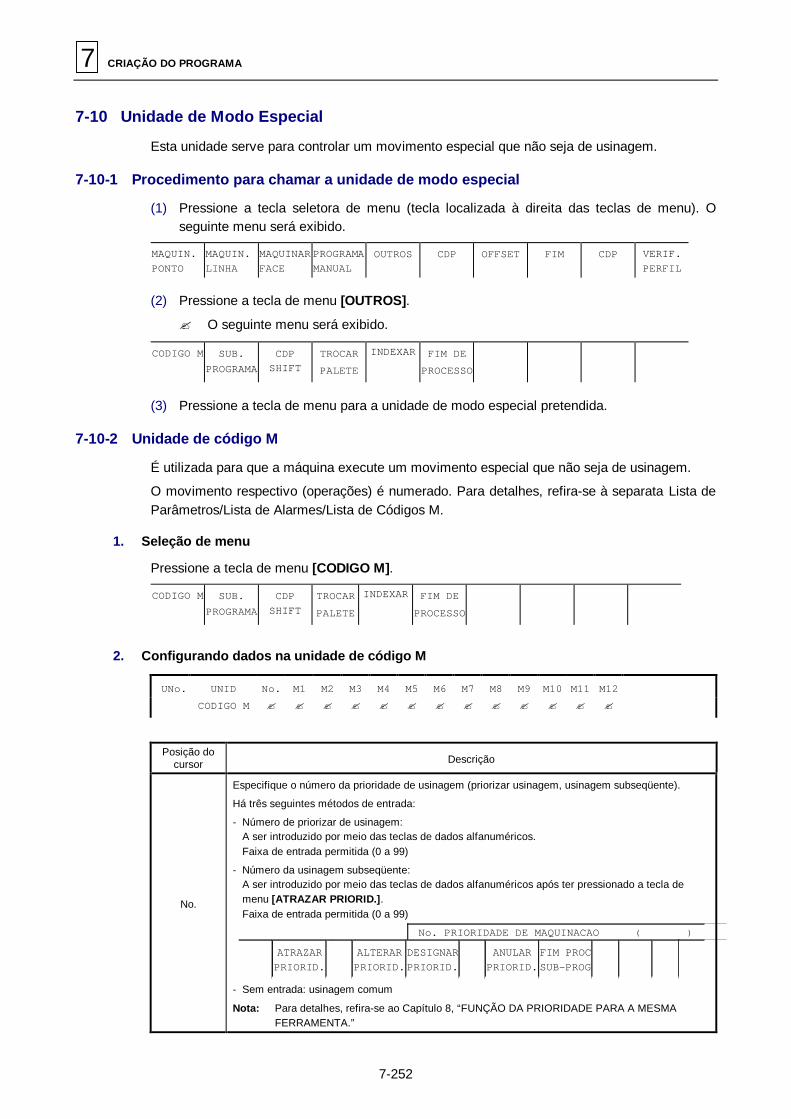
7 CRIAÇÃO DO PROGRAMA
7-252
7-10 Unidade de Modo Especial
Esta unidade serve para controlar um movimento especial que não seja de usinagem.
7-10-1 Procedimento para chamar a unidade de modo especial
(1) Pressione a tecla seletora de menu (tecla localizada à direita das teclas de menu). O seguinte menu será exibido.
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
(2) Pressione a tecla de menu [OUTROS].
? O seguinte menu será exibido.
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR PALETE
INDEXAR FIM DE PROCESSO
(3) Pressione a tecla de menu para a unidade de modo especial pretendida.
7-10-2 Unidade de código M
É utilizada para que a máquina execute um movimento especial que não seja de usinagem.
O movimento respectivo (operações) é numerado. Para detalhes, refira-se à separata Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M.
1. Seleção de menu
Pressione a tecla de menu [CODIGO M].
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR
PALETE
INDEXAR FIM DE
PROCESSO
2. Configurando dados na unidade de código M
UNo. UNID No. M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12 CODIGO M ? ? ? ? ? ? ? ? ? ? ? ? ?
Posição do
cursor Descrição
No.
Especifique o número da prioridade de usinagem (priorizar usinagem, usinagem subseqüente).
Há três seguintes métodos de entrada:
- Número de priorizar de usinagem: A ser introduzido por meio das teclas de dados alfanuméricos. Faixa de entrada permitida (0 a 99)
- Número da usinagem subseqüente: A ser introduzido por meio das teclas de dados alfanuméricos após ter pressionado a tecla de menu [ATRAZAR PRIORID.]. Faixa de entrada permitida (0 a 99)
No. PRIORIDADE DE MAQUINACAO ( )
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNAR PRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
- Sem entrada: usinagem comum
Nota: Para detalhes, refira-se ao Capítulo 8, “FUNÇÃO DA PRIORIDADE PARA A MESMA FERRAMENTA.”

CRIAÇÃO DO PROGRAMA 7
7-253
Posição do cursor Descrição
M1 a M12
Especifique a operação desejada durante a usinagem de uma peça de trabalho. Pressionando a tecla de menu [ >>> ], altera o menu a ? b ? c ? a nesta ordem.
01
PARAGEM OPCION
03 ARV. ROT. FRENTE
04 ARV.ROT. TRAS
05 PARAGEM ARVOR
07 REFRIGER NEVOA
08 JORRO DE REFR.
09 DESLIGAR REFR.
50 SOPRO DE
AR
51 THROUGH COOLANT
>>> a
00
PARAGEM PROGR.
19 ORIENTAR ARVOR
35 DET.FERR.PARTD.
>>> b
>>>
c
Para os códigos M diferentes dos exibidos no menu, introduza o número do código M requerido consultando a separata Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M, usando a tecla de dados alfanuméricos.
Os códigos M que você configurou, são executados na seguinte ordem:
M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12
*** *** *** *** *** *** *** *** *** *** *** *** (1) (Sincrona) (2) (Sincrona) (3) (Sincrona)
Nota 1: Quando o código M não for introduzido sob a unidade de código M, o alarme 616 ERRO
DADOS UNIDADE DE CODIGO M será exibido.
Nota 2: Quando o comando imagem espelho do código M é dado, os comandos M91 e M92 não podem ser dados no mesmo bloco. Dê o comando M91 em M1 a M4, o comando M92 em M5 a M8 respectivamente.
Nota 3: Os códigos M listados no menu variam de máquina a máquina.
7-10-3 Unidade de subprograma
Quando o mesmo movimento é repetido em um processo de usinagem ou quando um movimento comum é usado em vários programas, é desejável preparar e chamar um programa especial para este movimento com esta unidade de subprograma.
Neste caso, a parte que chama é referida como o programa Principal e a parte chamada é referida como o Subprograma. Além disso, a chamada do subprograma é chamada de repetição. O subprograma pode ser usado tanto no programa MAZATROL como no programa EIA/ISO.
Entretanto, o número máximo de repetições é nove para o programa MAZATROL e oito para o programa EIA/ISO.
1. Seleção de menu
Pressione a tecla de menu [SUB. PROGRAMA].
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR
PALETE
INDEXAR FIM DE
PROCESSO

7 CRIAÇÃO DO PROGRAMA
7-254
2. Configurando dados na unidade de subprograma
UNo. UNID NR. PROGR. $ REPETI No.
SUB-PROG ? ? ? ?
SNo. ARGM 1 ARGM 2 ARGM 3 ARGM 4 ARGM 5 ARGM 6 1 ? ? ? ? ? ?
Posição do
cursor Descrição
NR. PROGR.
Introduza o número da peça de trabalho do subprograma a ser usado por meio das teclas de dados alfanuméricos. Use a tecla de menu [MEDICAO MACRO] somente quando as coordenadas armazenadas na unidade de coordenadas básicas do programa MAZATROL devem ser reescritas usando um macroprograma do usuário.
$
Configure dados neste item para usar a omissão de material ou usinagem multipeça para a Função de Gerenciamento da Usinagem.
- Omissão de material Especifique a omissão de material em relação às configurações na tela de GERENCIAMENTO DO PALETE. Faixa de entrada permitida (0 a 9)
- Usinagem multipeça Introduza A a D usando a tecla de menu para especificar a usinagem multipeça em relação às configurações na tela de GERENCIAMENTO DO PALETE.
Nota: Esta introdução somente é possível para as especificações com a opção da Função de Gerenciamento da Usinagem.
REPETI Introduza o número de repetições do subprograma especificado.
Nota: Se nenhum valor tiver sido introduzido, o subprograma será executado somente uma vez.
No.
Especifique o número da prioridade de usinagem (priorizar usinagem, usinagem subseqüente).
Há três seguintes métodos de entrada:
- Número de priorizar usinagem: A ser introduzido por meio das teclas de dados alfanuméricos. Faixa de entrada permitida (0 a 99)
- Número da usinagem subseqüente: A ser introduzido por meio das teclas de dados alfanuméricos após ter pressionado a tecla de menu [ATRAZAR PRIORID.]. Faixa de entrada permitida (0 a 99)
No. PRIORIDADE DE MAQUINACAO ( )
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNAR PRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
- Sem entrada: usinagem comum
Nota: Para detalhes, refira-se ao Capítulo 8, “FUNÇÃO DA PRIORIDADE PARA A MESMA FERRAMENTA.”
ARGM 1 a ARGM 6
Introduza o endereço do argumento usando a tecla de alfabeto.
Introduza os dados correspondentes ao endereço por meio das teclas de dados alfanuméricos.
G, L, N, O e P não podem ser usados como endereço do argumento. Nota 1: O sistema de coordenadas auxiliares especificado no programa principal também é
válido no subprograma, mas aquele especificado no subprograma somente é válido no subprograma mencionado. Quando do retorno ao programa principal, o sistema de coordinadas auxiliares que era válido antes do uso do subprograma, torna-se válido.
Nota 2: Quando o sistema de coordenadas básicas é introduzido novamente no subprograma, o sistema de coordenadas auxiliares e o sistema de coordenadas básicas no programa principal tornam-se inválidos.

CRIAÇÃO DO PROGRAMA 7
7-255
Nota 3: Mesmo quando 0 é selecionado para o número de repetições do subprograma, ele é executado uma vez.
Nota 4: Para detalhes relacionados aos seguintes itens, refira-se ao Manual de Programação (Programa EIA/ISO).
- Chamando os programas EIA/ISO
- Descrição do macroprograma do usuário
- Reescrição do sistema de coordenadas básicas do programa MAZATROL
7-10-4 Unidade de trocar palete
Esta é a unidade para trocar o palete.
1. Seleção de menu
Pressione a tecla de menu [TROCAR PALETE].
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR PALETE
INDEXAR FIM DE PROCESSO
2. Configurando dados na unidade de trocar palete
UNo. UNID PALLET No.
TRO. PALE ? ( ? )
Posição do
cursor Descrição
PALLET No. Introduza o número do palete em que a usinagem será executada, por meio das teclas de dados alfanuméricos.
PALLET No. ( )
Introduza o número do palete a ser trocado mais tarde, por meio das teclas de dados alfanuméricos. Entretanto, esta introdução somente é possível para as especificações de preparação do seguinte palete.
Nota 1: A introdução desta unidade resulta na delimitação da faixa de números de prioridade. Para trocar o palete em um programa que contém a função prioridade para a mesma ferramenta, use, em princípio, a unidade de trocar palete. Para detalhes, refira-se ao Capítulo 8, “FUNÇÃO PRIORIDADE PARA A MESMA FERRAMENTA .”
Nota 2: O número do palete localizado efetivamente na mesa é exibido na tela de POSICAO.
3. Movimento simultâneo de trocar palete e ATC
Com o parâmetro L49 = 1, o ATC para a próxima ferramenta a ser usada é executado ao mesmo tempo que a execução da troca de palete.

7 CRIAÇÃO DO PROGRAMA
7-256
7-10-5 Unidade de indexação
Esta unidade serve para controlar o ângulo da superfície a ser usinada na máquina com uma mesa de indexação ou uma mesa rotativa NC (controlada numericamente) (função do 4º eixo).
Quando a função de prioridade para a mesma ferramenta é usada em cada superfície, use esta unidade para controlar o ângulo.
1. Seleção de menu
Pressione a tecla de menu [INDEXAR].
CODIGO M SUB. PROGRAMA
CDP SHIFT
TROCAR PALETE
INDEXAR FIM DE PROCESSO
2. Configurando dados na unidade de indexação
UNo. UNID RET. POS X RET. POS Y RET. POS Z ÂNGULO RET. DIR
INDEXAR ? ? ? ? ?
Posição do
cursor Descrição
RET. POS X Introduza a coordenate X da posição de rotação da mesa com base no sistema de coordenadas da máquina por meio das teclas de dados alfanuméricos.
RET. POS Y Introduza a coordenate Y da posição de rotação da mesa com base no sistema de coordenadas da máquina por meio das teclas de dados alfanuméricos.
RET. POS Z Introduza a coordenate Z da posição de rotação da mesa com base no sistema de coordenadas da máquina por meio das teclas de dados alfanuméricos.
ÂNGULO Introduza o ângulo de indexação do eixo B.
Nota: Especifique um valor absoluto no sistema de coordenadas da peça de trabalho.
RET. DIR Introduza o sentido de rotação da mesa (GIRO PRX (AUTO), HORAR ou ANTI-HORAR). Nota 1: Se a unidade de usinagem, que usará a ferramenta, ou a unidade de fim é para
seguir, então, a unidade de indexação será executada como apropriada de acordo com a operação particular daquela unidade. Se a unidade de indexação for programada para ser seguida por outra unidade diferente da mencionada acima, tal como uma unidade de código M, então, aquela unidade será efetivamente executada primeiro.
Nota 2: No caso da mesa de indexação de código M, a execução da unidade de indexação gera saídas do código M (introduzido pelo parâmetro L38) tantas vezes quantas necessárias até a mesa alcançar a posição especificada. O número de saídas é determinado pelo ângulo de indexação mínimo (introduzido pelo parâmetro L37).
Nota 3: No caso da mesa de indexação de código M em que um movimento de indexação requer mais de um código M ou para o qual o programa é executado passo-a-passo por código M originado do Controle Numérico através de controlador programável localizado no lado da indexação, é impossível controlar a mesa por esta unidade de indexação. Neste caso, programe com a unidade de código M.

CRIAÇÃO DO PROGRAMA 7
7-257
Nota 4: Para trocar o palete em uma máquina equipada com uma mesa de indexação, introduza a unidade de indexação antes da unidade de trocar palete e especifique o ângulo de indexação que permite a troca do palete.
Exemplo:
Introduza o valor 0 se a troca do palete é possível com a mesa de indexação estando em 0°.
UNo. UNID............ ÂNGULO
INDEXAR 0
UNo. UNID PALLET No.
TRO. PALE 1
Nota 5: Como o sentido de rotação não é disponível para a máquina com especificação de rotação NC, configure 0 no parâmetro L38.
3. Movimento simultâneo de indexação da rotação da mesa e de ATC
Pela introdução de 1 ou 2 no parâmetro L41, é possível executar simultâneamente a rotação da mesa e o ATC.
Com o parâmetro L41 = 1, o movimento para a posição de indexação, a rotação da mesa e o ATC são executados simultaneamente. Com o parâmetro L41 = 2, a rotação da mesa e o ATC são executados simultaneamente após o movimento para a posição de indexação.
Nota 1: No caso da execução simultânea da rotação da mesa e do ATC, é possível a mesa pivotar para uma posição diferente da posição de rotação especificada pela unidade de indexação.
Nota 2: Com o parâmetro L41 = 1, a introdução de dados somente é possível no item RET. POS X da unidade de indexação. A introdução de dados para o eixo Y e o eixo Z causará um alarme.
7-10-6 Unidade de fim de processo
Esta serve para delimitar o espaço útil do número da prioridade.
(1) Mova o cursor na linha (linha superior) que delimita o espaço útil do número da prioridade.
UNo.
UNID BROCA
? Coloque o cursor nesta linha.
(Quando esta linha deve estar na linha superior do espaço útil.) SNo. 1
FERRAM. BR. CENT
. . . .
UNo. UNID MAND. T1
(2) Pressione a tecla seletora de menu (tecla localizada à direita das teclas de menu) e o
seguinte menu de edição é exibido.
COMPLETA PROGRAMA
PROCURAR CALCULO CPF INSERIR APAGAR COPIA PERFIL
COPIA UNIDADE
COPIAR PROGRAMA
AJUDA
(3) Pressione a tecla de menu [INSERIR] e a tecla input INPUT .
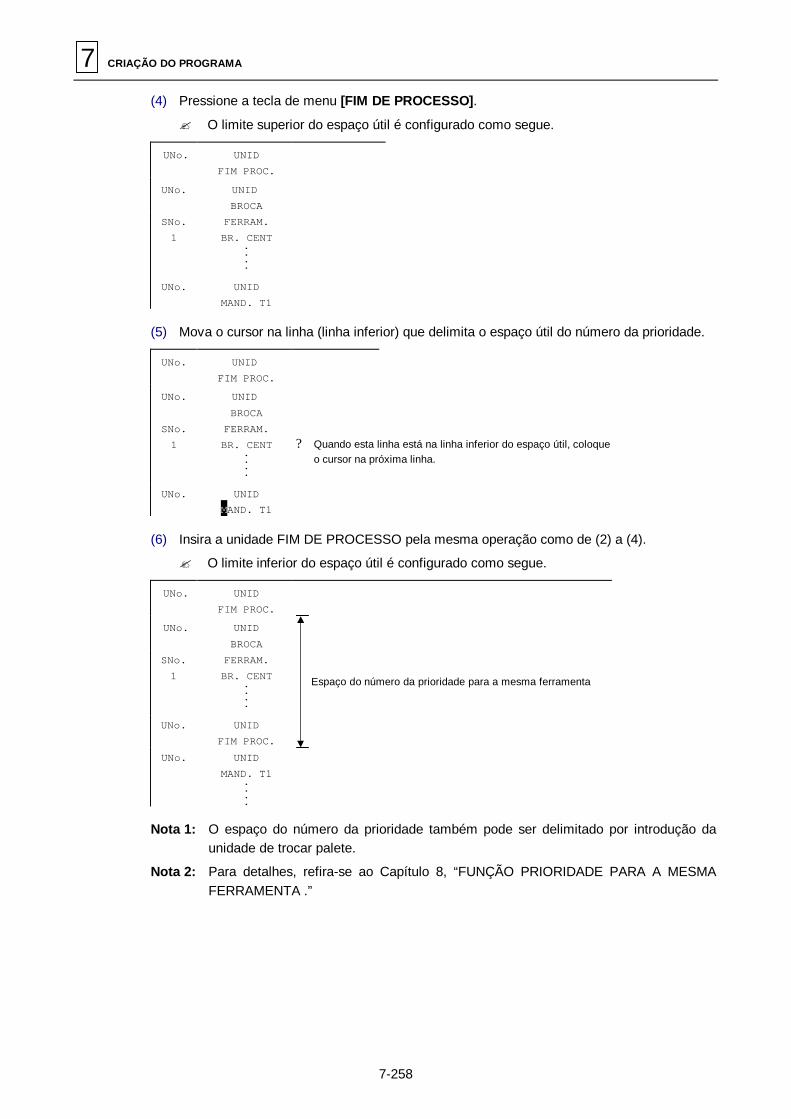
7 CRIAÇÃO DO PROGRAMA
7-258
(4) Pressione a tecla de menu [FIM DE PROCESSO].
? O limite superior do espaço útil é configurado como segue.
UNo.
UNID FIM PROC.
UNo.
UNID BROCA
SNo. 1
FERRAM. BR. CENT
. . . .
UNo. UNID MAND. T1
(5) Mova o cursor na linha (linha inferior) que delimita o espaço útil do número da prioridade.
UNo.
UNID FIM PROC.
UNo.
UNID BROCA
SNo. 1
FERRAM. BR. CENT
. . . .
? Quando esta linha está na linha inferior do espaço útil, coloque
o cursor na próxima linha.
UNo. UNID MAND. T1
(6) Insira a unidade FIM DE PROCESSO pela mesma operação como de (2) a (4).
? O limite inferior do espaço útil é configurado como segue.
UNo.
UNID FIM PROC.
UNo.
UNID BROCA
SNo. 1
FERRAM. BR. CENT
. . . . UNo.
UNID
FIM PROC.
Espaço do número da prioridade para a mesma ferramenta
UNo. UNID MAND. T1
. . . .
Nota 1: O espaço do número da prioridade também pode ser delimitado por introdução da
unidade de trocar palete.
Nota 2: Para detalhes, refira-se ao Capítulo 8, “FUNÇÃO PRIORIDADE PARA A MESMA FERRAMENTA .”
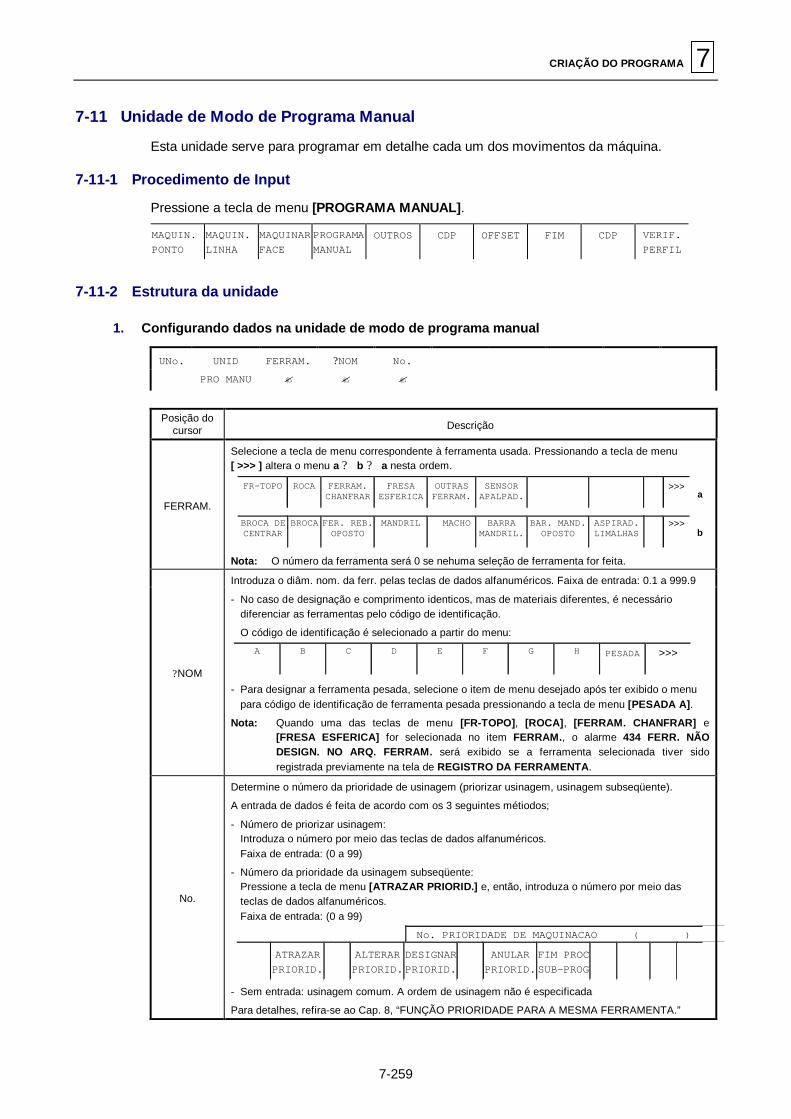
CRIAÇÃO DO PROGRAMA 7
7-259
7-11 Unidade de Modo de Programa Manual
Esta unidade serve para programar em detalhe cada um dos movimentos da máquina.
7-11-1 Procedimento de Input
Pressione a tecla de menu [PROGRAMA MANUAL].
MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
7-11-2 Estrutura da unidade
1. Configurando dados na unidade de modo de programa manual
UNo. UNID FERRAM. ?NOM No.
PRO MANU ? ? ?
Posição do cursor Descrição
FERRAM.
Selecione a tecla de menu correspondente à ferramenta usada. Pressionando a tecla de menu [ >>> ] altera o menu a ? b ? a nesta ordem.
FR-TOPO ROCA FERRAM. CHANFRAR
FRESA ESFERICA
OUTRAS FERRAM.
SENSOR APALPAD.
>>> a
BROCA DE CENTRAR
BROCA FER. REB. OPOSTO
MANDRIL MACHO BARRA MANDRIL.
BAR. MAND. OPOSTO
ASPIRAD. LIMALHAS
>>> b
Nota: O número da ferramenta será 0 se nehuma seleção de ferramenta for feita.
?NOM
Introduza o diâm. nom. da ferr. pelas teclas de dados alfanuméricos. Faixa de entrada: 0.1 a 999.9
- No caso de designação e comprimento identicos, mas de materiais diferentes, é necessário diferenciar as ferramentas pelo código de identificação.
O código de identificação é selecionado a partir do menu:
A B C D E F G H PESADA >>>
- Para designar a ferramenta pesada, selecione o item de menu desejado após ter exibido o menu para código de identificação de ferramenta pesada pressionando a tecla de menu [PESADA A].
Nota: Quando uma das teclas de menu [FR-TOPO], [ROCA], [FERRAM. CHANFRAR] e [FRESA ESFERICA] for selecionada no item FERRAM., o alarme 434 FERR. NÃO DESIGN. NO ARQ. FERRAM. será exibido se a ferramenta selecionada tiver sido registrada previamente na tela de REGISTRO DA FERRAMENTA.
No.
Determine o número da prioridade de usinagem (priorizar usinagem, usinagem subseqüente).
A entrada de dados é feita de acordo com os 3 seguintes métiodos;
- Número de priorizar usinagem: Introduza o número por meio das teclas de dados alfanuméricos. Faixa de entrada: (0 a 99)
- Número da prioridade da usinagem subseqüente: Pressione a tecla de menu [ATRAZAR PRIORID.] e, então, introduza o número por meio das teclas de dados alfanuméricos. Faixa de entrada: (0 a 99)
No. PRIORIDADE DE MAQUINACAO ( )
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNAR PRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
- Sem entrada: usinagem comum. A ordem de usinagem não é especificada
Para detalhes, refira-se ao Cap. 8, “FUNÇÃO PRIORIDADE PARA A MESMA FERRAMENTA.”
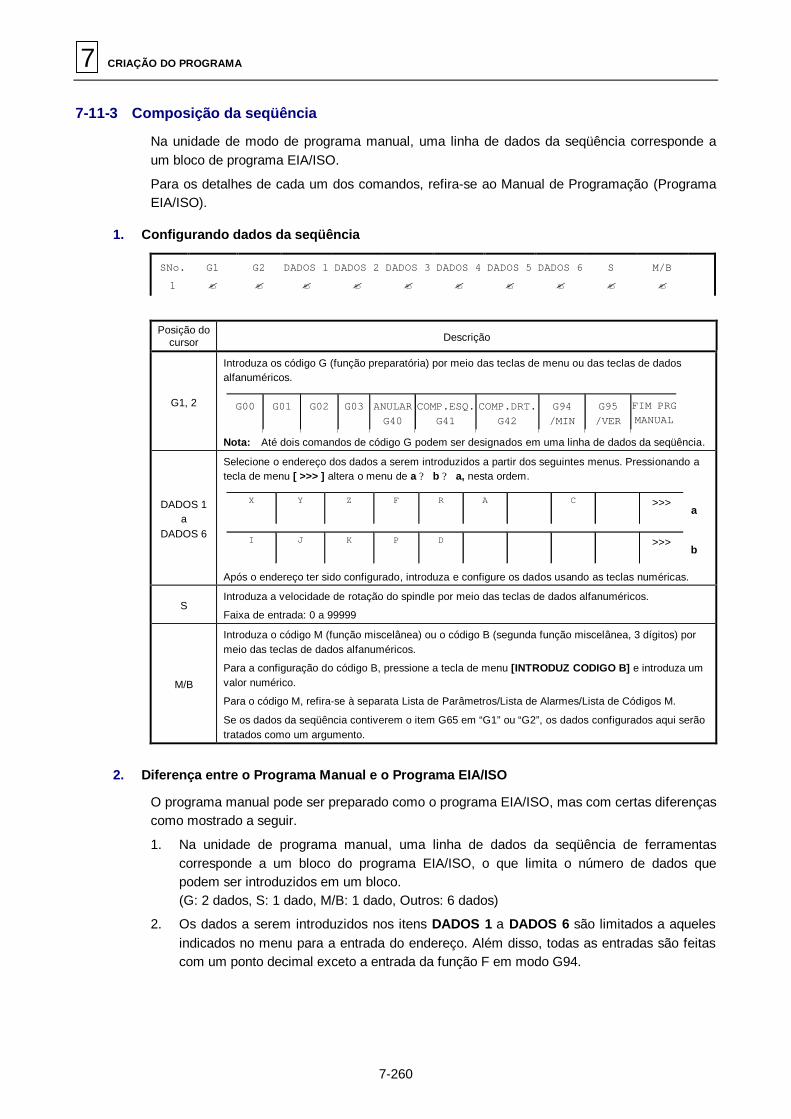
7 CRIAÇÃO DO PROGRAMA
7-260
7-11-3 Composição da seqüência
Na unidade de modo de programa manual, uma linha de dados da seqüência corresponde a um bloco de programa EIA/ISO.
Para os detalhes de cada um dos comandos, refira-se ao Manual de Programação (Programa EIA/ISO).
1. Configurando dados da seqüência
SNo. G1 G2 DADOS 1 DADOS 2 DADOS 3 DADOS 4 DADOS 5 DADOS 6 S M/B
1 ? ? ? ? ? ? ? ? ? ?
Posição do
cursor Descrição
G1, 2
Introduza os código G (função preparatória) por meio das teclas de menu ou das teclas de dados alfanuméricos.
G00 G01 G02 G03 ANULAR G40
COMP.ESQ. G41
COMP.DRT. G42
G94 /MIN
G95 /VER
FIM PRG MANUAL
Nota: Até dois comandos de código G podem ser designados em uma linha de dados da seqüência.
DADOS 1 a
DADOS 6
Selecione o endereço dos dados a serem introduzidos a partir dos seguintes menus. Pressionando a tecla de menu [ >>> ] altera o menu de a ? b ? a, nesta ordem.
X Y Z F R A C >>>a
I J K P D >>>b
Após o endereço ter sido configurado, introduza e configure os dados usando as teclas numéricas.
S Introduza a velocidade de rotação do spindle por meio das teclas de dados alfanuméricos.
Faixa de entrada: 0 a 99999
M/B
Introduza o código M (função miscelânea) ou o código B (segunda função miscelânea, 3 dígitos) por meio das teclas de dados alfanuméricos.
Para a configuração do código B, pressione a tecla de menu [INTRODUZ CODIGO B] e introduza um valor numérico.
Para o código M, refira-se à separata Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M.
Se os dados da seqüência contiverem o item G65 em “G1” ou “G2”, os dados configurados aqui serão tratados como um argumento.
2. Diferença entre o Programa Manual e o Programa EIA/ISO
O programa manual pode ser preparado como o programa EIA/ISO, mas com certas diferenças como mostrado a seguir.
1. Na unidade de programa manual, uma linha de dados da seqüência de ferramentas corresponde a um bloco do programa EIA/ISO, o que limita o número de dados que podem ser introduzidos em um bloco. (G: 2 dados, S: 1 dado, M/B: 1 dado, Outros: 6 dados)
2. Os dados a serem introduzidos nos itens DADOS 1 a DADOS 6 são limitados a aqueles indicados no menu para a entrada do endereço. Além disso, todas as entradas são feitas com um ponto decimal exceto a entrada da função F em modo G94.

CRIAÇÃO DO PROGRAMA 7
7-261
3. No modo de programa manual, o deslocamento da ferramenta (G44) é executado automaticamente na linha superior (primeira linha) do programa em um comprimento de ferramenta registrado na tela de REGISTRO DA FERRAMENTA. É necessário lembrar isto no caso de um comando relacionado à correção do comprimento da ferramenta.
4. Na unidade de programa manual, a ferramenta é desviada em uma distância introduzida no item ACT-? na tela de DADOS DE FERRAMEN (no diâmetro nominal, no caso da ausência de dados) quando o comando de correção do diâmetro da ferramenta (G41 ou G42) é dado.
5. Se o método de avanço for modificado de G94 para G95 ou de G95 para G94, o valor do avanço designado de F nos dados da unidade tornar-se-á em branco (nada escrito) (****).
6. Um programa MAZATROL não pode ser chamado durante a designação de uma chamada de subprograma tal como G65.

7 CRIAÇÃO DO PROGRAMA
7-262
7-12 Unidade de MMS
A unidade de MMS compensa automaticamente o sistema de coordenadas da peça de trabalho para executar a centragem da medição em modo de operação automática.
O movimento de medição é executado especificando o apalpador (sensor de toque) como uma ferramenta e o tipo de medição.
7-12-1 Procedimento para chamar a unidade de MMS
(1) Selecione [CDP] a partir do seguinte menu. MAQUIN. PONTO
MAQUIN. LINHA
MAQUINAR FACE
PROGRAMA MANUAL
OUTROS CDP OFFSET FIM CDP VERIF. PERFIL
7-12-2 Composição da unidade
1. Configurando dados na unidade de MMS
UNo. UNID FERRAM. ?NOM U. SKIP $
MMS SENSOR ? ?
Posição do
cursor Descrição
?NOM Especifique o diâmetro nominal do apalpador.
Introduza o diâmetro aproximado da ponta do apalpador por meio das teclas de dados alfanuméricos.
U. SKIP Especifique se a unidade de MMS é executada ou não.
0: Execução 1: Não-execução
7-12-3 Composição da seqüência do MMS
1. Configurando dados da seqüência do MMS
SNo. PTN X Y Z B R D/L K
1 ? ? ? ? ? ? ? ?
Posição do
cursor Descrição
PTN
Selecione o tipo de medição a partir dos seguintes menus. Pressionando a tecla de menu [ >>> ], altera o menu de a ? b ? a nesta ordem.
FACE X
FACE Y
FACE Z
X CAIXA
Y CAIXA
ELEVACAO X
ELEVACAO Y
FIM DE PROC. MED.
>>> a
FURO X-Y
BOSS X-Y
X-Y-th CNR
CALIBR. FIM DE PROC. MED.
>>> b
Para detalhes, refira-se à Subseção 7-12-6, “Tipo de medição.”
X, Y, Z Especifique a posição inicial de medição.
B Especifique a posição de indexação na direção do eixo B durante a medição.
R Especifique as coordenadas da superfície a ser medida por meio das teclas de dados alfanuméricos.
Nota: O conteúdo da entrada varia de acordo com o tipo de medição.

CRIAÇÃO DO PROGRAMA 7
7-263
Posição do cursor Descrição
D/L
Especifique o diâmetro do furo, o diâmetro da bossa, a largura do canal, a largura da projeção, etc. por meio das teclas de dados alfanuméricos.
Nota: O conteúdo da entrada varia de acordo com o tipo de medição. Para detalhes, refira-se à Subseção 7-12-6, “Tipo de medição.”
K
Especifique a distância do avanço na velocidade de omissão de material por meio das teclas de dados alfanuméricos.
O termo velocidade de omissão de material significa a velocidade de avanço no momento em que o sensor entra em contato com a superfície a ser medida.
Nota 1: O movimento de medição é executado após o movimento, se existir movimento, no
eixo B.
Nota 2: Durante o processo do movimento de medição, a parada bloco-por-bloco e a desaceleração do avanço rápido são efetivas, mas não a variação do avanço de omissão.
Nota 3: A unidade de MMS executa o movimento no sistema inicial de coordenadas básicas até completar todos os tipos de medição especificados na unidade.
Exemplo:
UNo. UNID UNID X Y th Z B [1]
1 CDP-0 -300. -400 0. -500. 0.
UNo. UNID FERRAM. ?NOM No. U. SKIP 2 MMS SENSOR 5. 0.
SNo. PTN X Y Z B R D/L K 1 FACE X -20. 0. -10. 0. 0. ? ?
[2]
2 FACE Y 0. -20. -10. 0. 0. ? ?
UNo. UNID DIA PROF. CHMF [3]
3 BROCA 10. 20. 0.5 No exemplo acima, todos os tipos de medição na unidade de MMS [2] sã o executados de acordo com os dados da unid. do sistema de coordenadas básicas [1].
A partir da unidade [3], a usinagem é executada de acordo com o novo sistema de coordenadas básicas (ponto zero da peça de trabalho) corrigido na unid. de MMS [2].
Mas os dados da unidade do sistema de coordenadas básicas [1] são reescritos para cada tipo de medição.
Nota 4: Quando a unidade comum contém o comando de usinagem multipeça de peça de trabalho, a unidade de MMS somente é executada uma primeira vez.
Nota 5: A compensação é feita corretamente mesmo quando a unidade do sistema de coordenadas básicas e a unidade de MMS são introduzidas separadamente no programa principal e no subprograma.
Nota 6: Exceto para a medição de inclinações, nenhuma medição pode ser executada corretamente se um ângulo tiver sido configurado no item th da unidade de coordenadas básicas.
Nota 7: Antes de executar uma unidade de MMS desative a função imagem simétrica. O movimento de medição após o contato com a peça de trabalho pode não ser executado corretamente se a função imagem simétrica estiver válida.

7 CRIAÇÃO DO PROGRAMA
7-264
7-12-4 Medição do comprimento do apalpador em modo manual
É necessário medir o comprimento do apalpador para introduzir os dados no item COMPR. na tela de DADOS DE FERRAMEN. Esta seção descreve a medição do comprimento da ferramenta, em modo manual, usando a função ENSINAR na tela de DADOS DE FERRAMEN.
Pressione a tecla seletora de tela e a tecla de menu [DADOS DE FERRAMEN], nesta ordem, para selecionar a tela de DADOS DE FERRAMEN.
Meça o comprimento do apalpador na seguinte maneira:
(1) Mova o cursor para o número de ferramenta, TNo., dos dados da ferramenta para o qual o apalpador (sensor de toque) deve ser registrado.
Nota: Para especificações ATC randômicas, mova o cursor para o número do pocket, PKNo., do magazine em que o apalpador deve ser montado.
(2) Pressione primeiro a tecla de menu [EDITAR] e, então, a tecla de menu [DESIGNAR DADOS FERRAMENTA].
(3) Pressione a tecla de menu [SENSOR APALPAD.] e introduza os dados em ?NOM e outros campos.
D740PA079E (4) Se o apaIpador é do tipo saliente (tal como o MP3), monte o apalpador diretamente no
magazine assumindo a situação em que o apalpador é montado no spindle. Salte para o passo (6) se o apalpador é de um tipo não-saliente (tal como o MP10).
(5) Emita uma instrução para evitar interferência da seção saliente a partir do apalpador. Ao montar o apalpador no magazine, pressione a tecla de menu [INTERFER MG+DIR] se as faces da seção saliente no sentido que o número do pocket aumenta, ou pressione a tecla de menu [INTERFER MG-DIR] se as faces da seção saliente no sentido do número do pocket diminui.
D735PG002
Seção saliente

CRIAÇÃO DO PROGRAMA 7
7-265
(6) Pressione a tecla de menu [TROCA FERRAMENTA] em modo de operação MDI, então,
introduza o número da ferramenta e pressione a tecla input INPUT .
- Certifique-se que o apalpador está montado apropriadamente no spindle.
No modo manual, mova os eixos para trazer a ponta do apalpador para a face superior do bloco de referência ou para uma peça de trabalho cuja altura é conhecida. No caso de uma máquina do tipo horizontal um localizador da borda é usado para configurar a superfície de referência.
Nota 1: Remova os cavacos e outras substâncias estranhas da superfície de referência da peça de trabalho e da superfície de medição para mantê-las limpas.
Nota 2: Preste atenção especial na interferência com dispositivos.
(7) Pressione a tecla de avanço de pulso manual (0.1) em modo de operação manual.
Mova o eixo Z lentamente até que o indicador do sinal de contato (MMS), na janela de exibição do status, esteja ligado.
D740PA107
Indicador do sinal de contato
(8) Após o indicador acender, retorne o acionador do gerador de pulso uma graduação no
sentido de +Z.
(9) Pressione a tecla de avanço de pulso manual (0.01). Mova o eixo Z lentamente até que o indicador do sinal de contato (MMS), na janela de exibição do status, esteja ligado.
(10) Após o indicador acender, retorne o acionador do gerador de pulso em uma graduação no sentido de +Z.
(11) Pressione a tecla de avanço de pulso manual (0.001). Mova o eixo Z lentamente até que o indicador do sinal de contato (MMS), na janela de exibição do status, esteja ligado.
(12) Após o indicador acender, retorne o acionador do gerador de pulso em 10 graduações no sentido de +Z.
(13) Mova o acionador do gerador de pulso em 10 graduações no sentido de –Z, e certifique-se que o indicador liga.
(14) Chame a tela de DADOS DE FERRAMEN.
(15) Pressione a tecla de menu [ENSINAR].
? O cursor aparece no item COMPR. na tela.

7 CRIAÇÃO DO PROGRAMA
7-266
(16) Introduza a altura do bloco de referência ou da peça de trabalho por meio das teclas de dados alfanuméricos.
? O equipamento NC calcula o comprimento do apalpador e o valor assim obtido é introduzido automaticamente no item COMPR..
M3P336’Mesa
Bloco de referência ou peça de trabalho
Operação (1)
Operação (2)
Comprimento do apalpador
Distânciada mesa
até a ponta do apalpador
Distância a partir do ponto zero da máquina até a posição real da máquina
Distância a partir do ponto zero da máquina até a mesa (parâmetro L5)
Tipo Horizontal
L5
Mesa
Localizador da face
Nesta situação, pressione as teclas na tela de DADOS DE FERRAMEN, na seguinte ordem:
a tecla de menu [ENSINAR], 0
e INPUT .
Como o equipamento NC memoriza a posição real da máquina, o comprimento do apalpador (distância a partir da mesa até a ponta do apalpador) é calculada automaticamente se a altura do bloco de referência ou da peça de trabalho é especificada.
7-12-5 Medição da calibração do apalpador
A função de medição da calibração serve para registrar automaticamente nos parâmetros a correção de medição principal da ponta do apalpador, tal como o desvio de alinhamento da ponta do apalpador e da haste da ferramenta (em X, Y), a folga funcional e o avanço de inércia da própria máquina, etc.
2 × Mx
2 × My
ex
ey
ex : Correção do desvio de alinhamento no eixo X
ey : Correção do desvio de alinhamento no eixo Y
Mx : Correção da forma da ponta do apalpador no eixo X
My : Correção da forma da ponta do apalpador no eixo Y
Centro do spindle Ponta do apalpador
M3P337 Fig. 7-27 Correção de medição da calibração
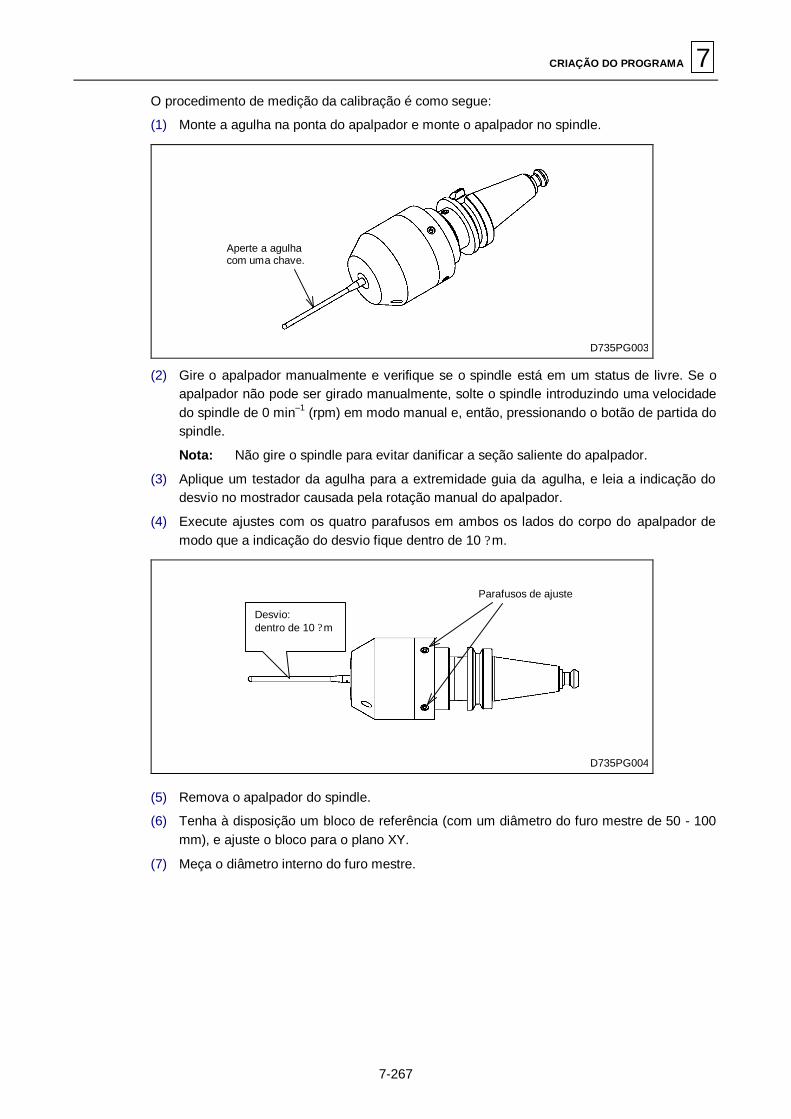
CRIAÇÃO DO PROGRAMA 7
7-267
O procedimento de medição da calibração é como segue:
(1) Monte a agulha na ponta do apalpador e monte o apalpador no spindle.
D735PG003
Aperte a agulha com uma chave.
(2) Gire o apalpador manualmente e verifique se o spindle está em um status de livre. Se o
apalpador não pode ser girado manualmente, solte o spindle introduzindo uma velocidade do spindle de 0 min–1 (rpm) em modo manual e, então, pressionando o botão de partida do spindle.
Nota: Não gire o spindle para evitar danificar a seção saliente do apalpador.
(3) Aplique um testador da agulha para a extremidade guia da agulha, e leia a indicação do desvio no mostrador causada pela rotação manual do apalpador.
(4) Execute ajustes com os quatro parafusos em ambos os lados do corpo do apalpador de modo que a indicação do desvio fique dentro de 10 ? m.
D735PG004
Parafusos de ajuste
Desvio: dentro de 10 ? m
(5) Remova o apalpador do spindle.
(6) Tenha à disposição um bloco de referência (com um diâmetro do furo mestre de 50 - 100 mm), e ajuste o bloco para o plano XY.
(7) Meça o diâmetro interno do furo mestre.

7 CRIAÇÃO DO PROGRAMA
7-268
(8) Mova o spindle para as coordenadas do centro do furo mestre (esta operação é para centrar; o desvio indicado no mostrador precisa estar dentro de 4 ? m).
NM210-00548 Nota 1: Precisa ser medido corretamente dentro de 1/1000 por meio de um relógio
comparador para medir a cilindricidade.
Nota 2: A precisão de todas as medições depende da precisão deste alinhamento.
(9) Prepare um programa de medição da calibração. O mesmo modo como para o programa de medição geral, pressione a tecla de menu [CALIBR.] e, então, prepare o programa.
(10) Introduza as coordenadas X e Y do eixo do spindle nos itens X e Y da unidade CDP usando as teclas de menu [CDP], [PROCURAR CDP] e [ENSINAR] na tela de PROGRAMA (MAZATROL). Para detalhes, refira-se ao Capítulo 9, “FUNÇÃO DE MEDIÇÃO DE COORDENADAS.”
(11) Monte o apalpador no spindle.
(12) Em modo manual, mova os eixos para colocar a ponta do apalpador em contato com o topo da peça de trabalho que tem o furo de referência. - Mova o eixo Z lentamente até a luz de contato (MMS) acender.
D740PA107
Indicador do sinal de contato
(13) Introduza a coordenada Z do spindle na coluna Z da unidade CDP usando as teclas de
menu [CDP], [PROCURAR CDP] e [ENSINAR] na tela de PROGRAMA (MAZATROL). - Para detalhes, refira-se ao Capítulo 9, “FUNÇÃO DE MEDIÇÃO DE COORDENADAS.”
(14) Selecione o modo de operação automático e inicie o programa de medição da calibração,
? Medição e operação ATC (retorno ao magazine) para o apalpador são executadas.
- Assim, os dados de correção são introduzidos automaticamente nos parâmetros (L1 a L4).
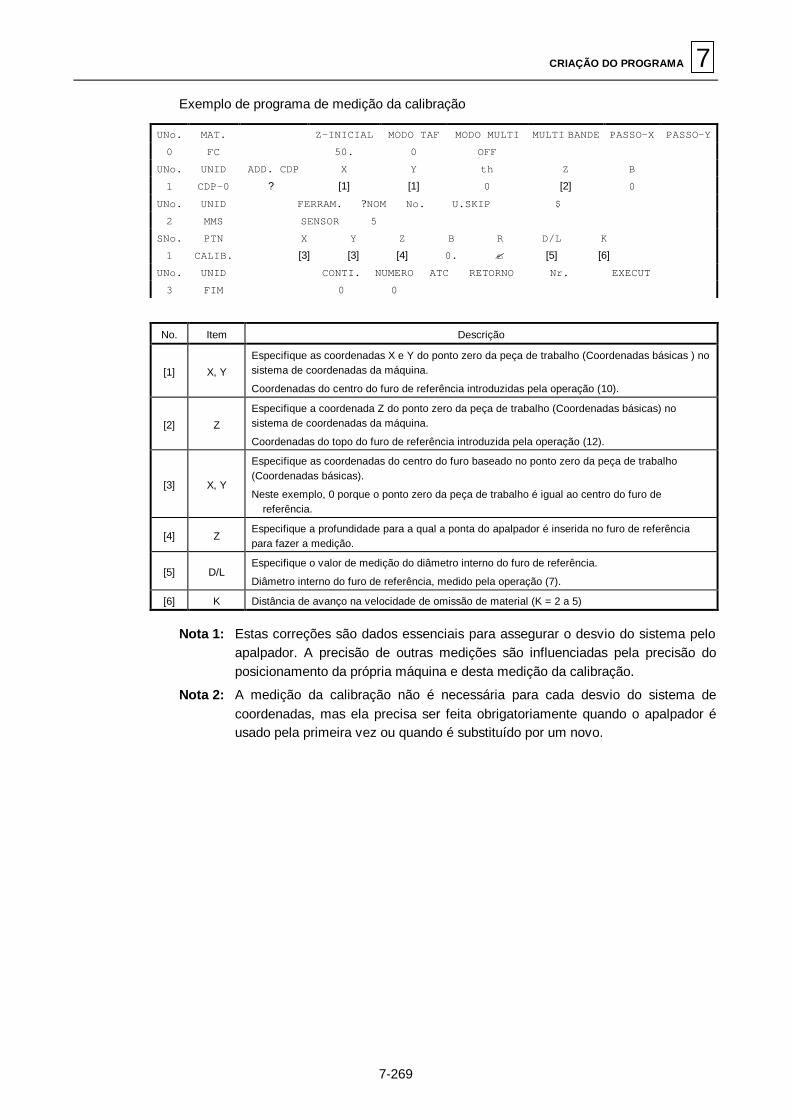
CRIAÇÃO DO PROGRAMA 7
7-269
Exemplo de programa de medição da calibração UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 FC 50. 0 OFF
UNo. UNID ADD. CDP X Y th Z B
1 CDP-0 ? [1] [1] 0 [2] 0
UNo. UNID FERRAM. ?NOM No. U.SKIP $
2 MMS SENSOR 5
SNo. PTN X Y Z B R D/L K
1 CALIB. [3] [3] [4] 0. ? [5] [6]
UNo. UNID CONTI. NUMERO ATC RETORNO Nr. EXECUT
3 FIM 0 0
No. Item Descrição
[1] X, Y Especifique as coordenadas X e Y do ponto zero da peça de trabalho (Coordenadas básicas ) no sistema de coordenadas da máquina.
Coordenadas do centro do furo de referência introduzidas pela operação (10).
[2] Z Especifique a coordenada Z do ponto zero da peça de trabalho (Coordenadas básicas) no sistema de coordenadas da máquina.
Coordenadas do topo do furo de referência introduzida pela operação (12).
[3] X, Y
Especifique as coordenadas do centro do furo baseado no ponto zero da peça de trabalho (Coordenadas básicas).
Neste exemplo, 0 porque o ponto zero da peça de trabalho é igual ao centro do furo de referência.
[4] Z Especifique a profundidade para a qual a ponta do apalpador é inserida no furo de referência para fazer a medição.
[5] D/L Especifique o valor de medição do diâmetro interno do furo de referência.
Diâmetro interno do furo de referência, medido pela operação (7).
[6] K Distância de avanço na velocidade de omissão de material (K = 2 a 5)
Nota 1: Estas correções são dados essenciais para assegurar o desvio do sistema pelo apalpador. A precisão de outras medições são influenciadas pela precisão do posicionamento da própria máquina e desta medição da calibração.
Nota 2: A medição da calibração não é necessária para cada desvio do sistema de coordenadas, mas ela precisa ser feita obrigatoriamente quando o apalpador é usado pela primeira vez ou quando é substituído por um novo.

7 CRIAÇÃO DO PROGRAMA
7-270
7-12-6 Tipo de medição
Selecione o tipo de medição para o desvio do sistema de coordenadas. Os seis tipos de medição disponíveis são descritos nas seguintes descrições de 1 a 6:
FACE X
FACE Y
FACE Z
X CAIXA
Y CAIXA
ELEVACAO X
ELEVACAO Y
FIM DE PROC.MED.
>>>
[1] Face de referência
[2] Centro do canal [3] Larg. da projeção
FURO X-Y
BOSS X-Y
X-Y-th CNR
CALIBR. FIM DE PROC.MED.
>>>
? [4]
Centro de Mandrilam
? [5]
Centro da bossa
? [6]
Inclinação peça trab.
1. Medição da superfície de referência
A medição da superfície de referência é de três tipos: X, Y e Z.
- Face de referência X (FACE X)
- Face de referência Y (FACE Y)
- Face de referência Z (FACE Z)
A. Face de referência X
A coordenada básica na direção do eixo X é corrigida pela introdução da posição da face de referência X no sistema de coordenadas da peça de trabalho.
SNo. PTN X Y Z B R D/L K
1 FACE X x1 y1 z1 0. rx ? ?
? : Os dados não são necessários para serem configurados aqui.
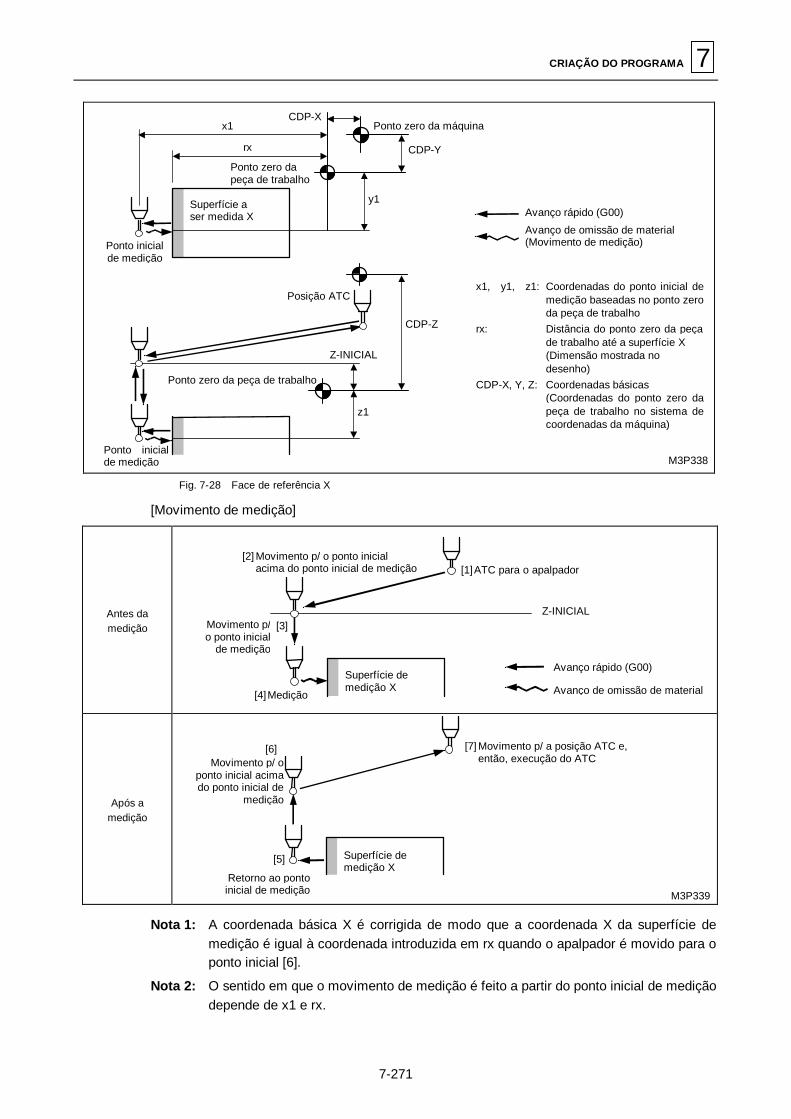
CRIAÇÃO DO PROGRAMA 7
7-271
M3P338
Ponto inicial de medição
z1
Posição ATC
CDP-Z
Z-INICIAL
x1
rx
Ponto inicial de medição
Superfície a ser medida X
Ponto zero da peça de trabalho
Ponto zero da máquina
Ponto zero da peça de trabalho
Avanço rápido (G00) Avanço de omissão de material (Movimento de medição)
x1, y1, z1: Coordenadas do ponto inicial de medição baseadas no ponto zero da peça de trabalho
rx: Distância do ponto zero da peça de trabalho até a superfície X (Dimensão mostrada no desenho)
CDP-X, Y, Z: Coordenadas básicas (Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
CDP-X
CDP-Y
y1
Fig. 7-28 Face de referência X
[Movimento de medição]
Antes da medição
Superfície de medição X
[2] Movimento p/ o ponto inicial acima do ponto inicial de medição
Z-INICIAL
[1] ATC para o apalpador
Movimento p/o ponto inicial
de medição
[4] Medição
Avanço rápido (G00)
Avanço de omissão de material
[3]
Após a medição
Superfície de medição X
Movimento p/ o ponto inicial acimado ponto inicial de
medição
Retorno ao ponto inicial de medição
[7] Movimento p/ a posição ATC e, então, execução do ATC
[6]
[5]
M3P339 Nota 1: A coordenada básica X é corrigida de modo que a coordenada X da superfície de
medição é igual à coordenada introduzida em rx quando o apalpador é movido para o ponto inicial [6].
Nota 2: O sentido em que o movimento de medição é feito a partir do ponto inicial de medição depende de x1 e rx.
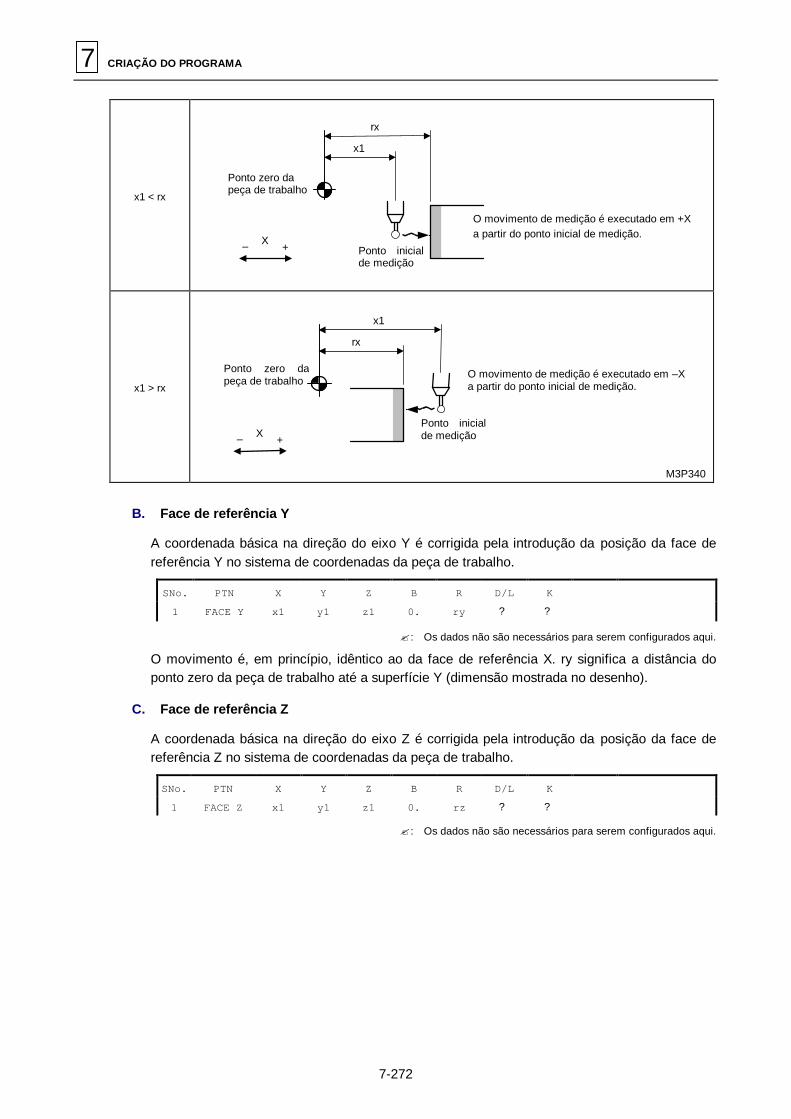
7 CRIAÇÃO DO PROGRAMA
7-272
x1 < rx
O movimento de medição é executado em +X a partir do ponto inicial de medição.
Ponto inicial de medição
Ponto zero da peça de trabalho
x1
rx
X + –
x1 > rx
O movimento de medição é executado em –X a partir do ponto inicial de medição.
x1
rx
M3P340
Ponto zero da peça de trabalho
Ponto inicial de medição X + –
B. Face de referência Y
A coordenada básica na direção do eixo Y é corrigida pela introdução da posição da face de referência Y no sistema de coordenadas da peça de trabalho.
SNo. PTN X Y Z B R D/L K
1 FACE Y x1 y1 z1 0. ry ? ?
? : Os dados não são necessários para serem configurados aqui.
O movimento é, em princípio, idêntico ao da face de referência X. ry significa a distância do ponto zero da peça de trabalho até a superfície Y (dimensão mostrada no desenho).
C. Face de referência Z
A coordenada básica na direção do eixo Z é corrigida pela introdução da posição da face de referência Z no sistema de coordenadas da peça de trabalho.
SNo. PTN X Y Z B R D/L K
1 FACE Z x1 y1 z1 0. rz ? ?
? : Os dados não são necessários para serem configurados aqui.
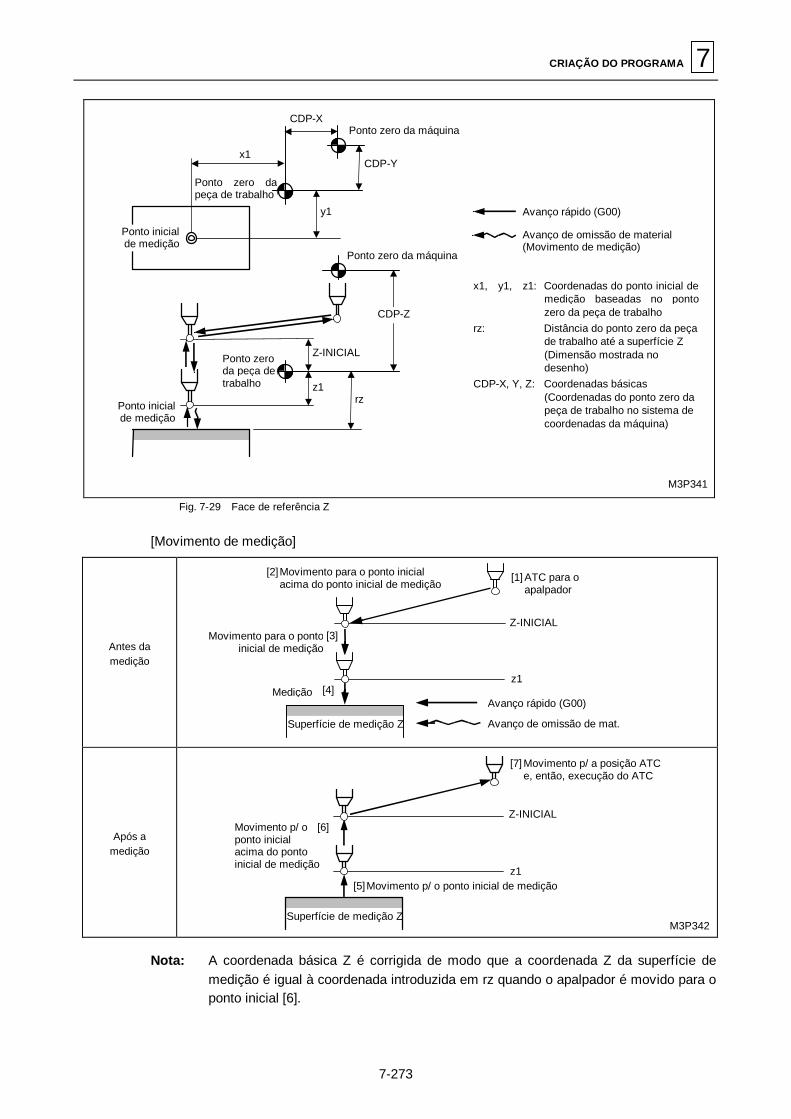
CRIAÇÃO DO PROGRAMA 7
7-273
M3P341
Ponto inicial de medição
x1
y1
CDP-Y
CDP-X
Ponto zero da peça de trabalho
Z-INICIAL
z1 rz
CDP-Z
Avanço rápido (G00)
Avanço de omissão de material (Movimento de medição)
x1, y1, z1: Coordenadas do ponto inicial de medição baseadas no ponto zero da peça de trabalho
rz: Distância do ponto zero da peça de trabalho até a superfície Z (Dimensão mostrada no desenho)
CDP-X, Y, Z: Coordenadas básicas (Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
Ponto zero da máquina
Ponto zero da máquina
Ponto zero da peça de trabalho
Ponto inicial de medição
Fig. 7-29 Face de referência Z
[Movimento de medição]
Antes da medição
Avanço rápido (G00)
Avanço de omissão de mat.
z1
[1] ATC para o apalpador
[2] Movimento para o ponto inicial acima do ponto inicial de medição
Movimento para o ponto inicial de medição
[3]
Medição
Superfície de medição Z
Z-INICIAL
[4]
Após a medição
M3P342
z1
[7] Movimento p/ a posição ATC e, então, execução do ATC
Movimento p/ o ponto inicial acima do ponto inicial de medição
[6]
Superfície de medição Z
[5] Movimento p/ o ponto inicial de medição
Z-INICIAL
Nota: A coordenada básica Z é corrigida de modo que a coordenada Z da superfície de
medição é igual à coordenada introduzida em rz quando o apalpador é movido para o ponto inicial [6].
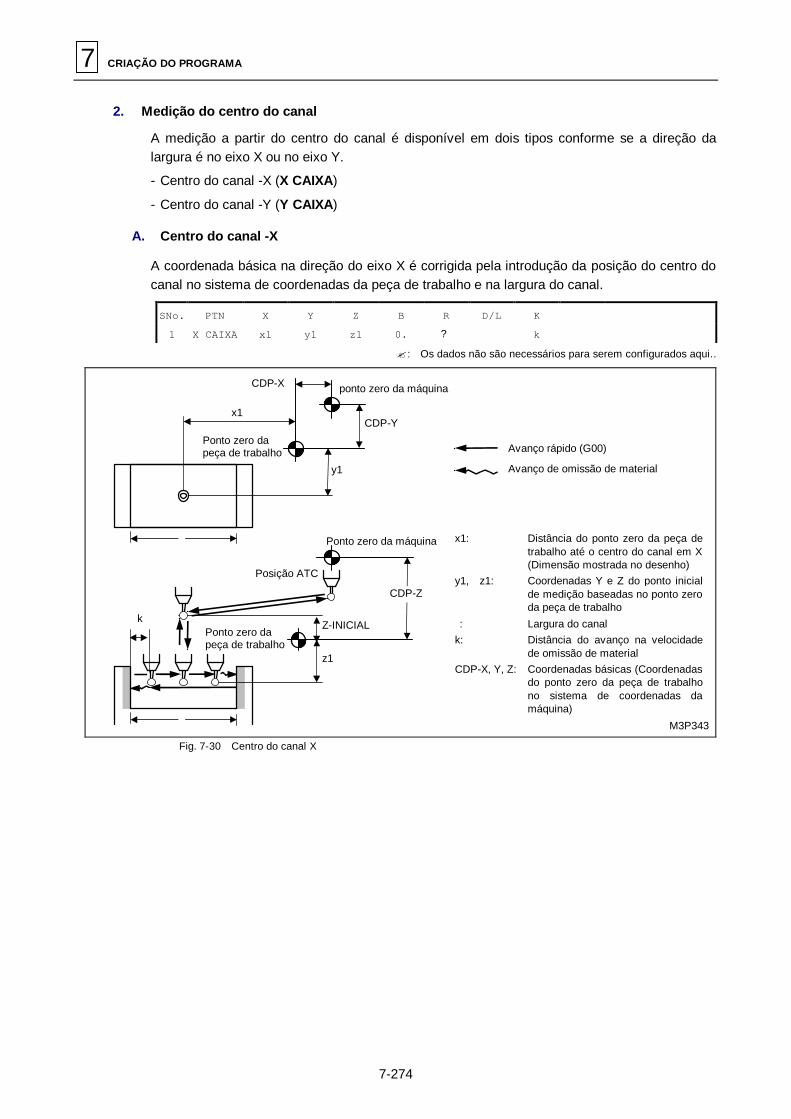
7 CRIAÇÃO DO PROGRAMA
7-274
2. Medição do centro do canal
A medição a partir do centro do canal é disponível em dois tipos conforme se a direção da largura é no eixo X ou no eixo Y.
- Centro do canal -X (X CAIXA)
- Centro do canal -Y (Y CAIXA)
A. Centro do canal -X
A coordenada básica na direção do eixo X é corrigida pela introdução da posição do centro do canal no sistema de coordenadas da peça de trabalho e na largura do canal.
SNo. PTN X Y Z B R D/L K
1 X CAIXA x1 y1 z1 0. ? k
? : Os dados não são necessários para serem configurados aqui..
M3P343
x1
y1
CDP-Y
CDP-X ponto zero da máquina
Ponto zero da peça de trabalho
Z-INICIAL
CDP-Z
Ponto zero da máquina
Posição ATC
k
z1
Avanço rápido (G00)
Avanço de omissão de material
x1: Distância do ponto zero da peça de trabalho até o centro do canal em X (Dimensão mostrada no desenho)
y1, z1: Coordenadas Y e Z do ponto inicial de medição baseadas no ponto zero da peça de trabalho
: Largura do canal k: Distância do avanço na velocidade
de omissão de material CDP-X, Y, Z: Coordenadas básicas (Coordenadas
do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
Ponto zero da peça de trabalho
Fig. 7-30 Centro do canal X
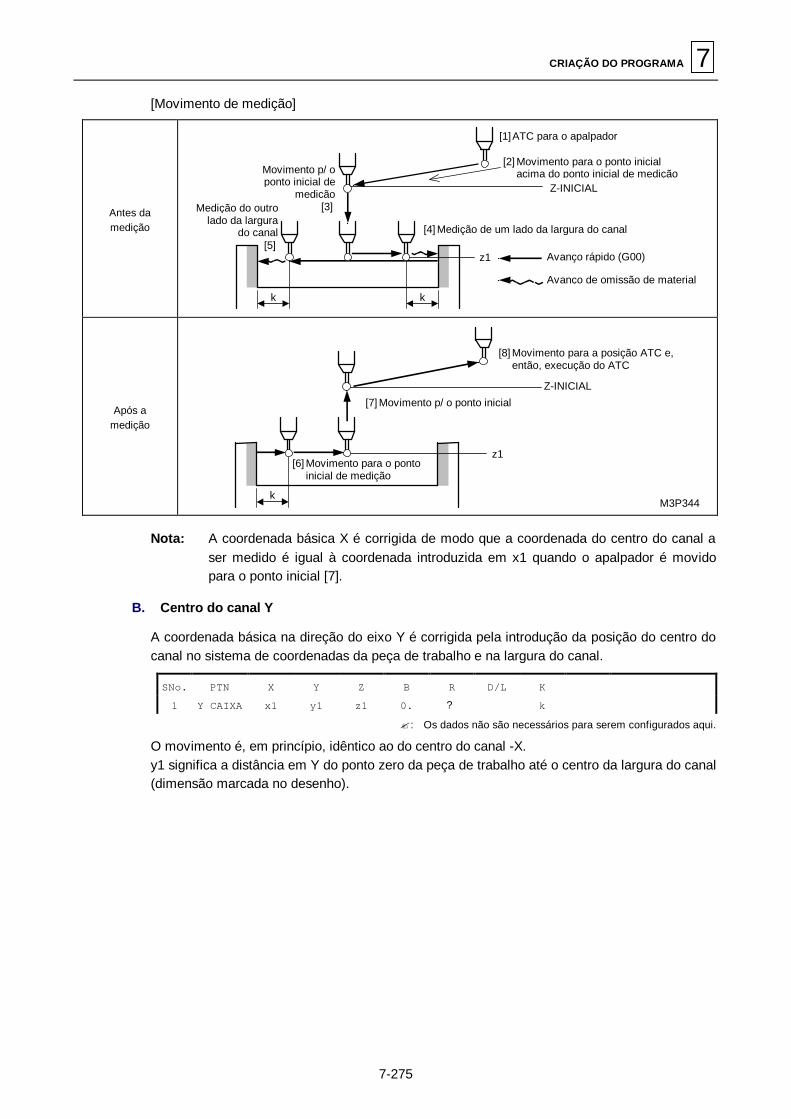
CRIAÇÃO DO PROGRAMA 7
7-275
[Movimento de medição]
Antes da medição
Avanço rápido (G00)
Avanço de omissão de material
k k
z1
[1] ATC para o apalpador
[2] Movimento para o ponto inicial acima do ponto inicial de medição
Z-INICIAL
[4] Medição de um lado da largura do canal
Movimento p/ oponto inicial de
medição[3]
[5]
Medição do outro lado da largura
do canal
Após a medição
M3P344 k
z1
[8] Movimento para a posição ATC e, então, execução do ATC
[7] Movimento p/ o ponto inicial
[6] Movimento para o ponto inicial de medição ment start point
Z-INICIAL
Nota: A coordenada básica X é corrigida de modo que a coordenada do centro do canal a
ser medido é igual à coordenada introduzida em x1 quando o apalpador é movido para o ponto inicial [7].
B. Centro do canal Y
A coordenada básica na direção do eixo Y é corrigida pela introdução da posição do centro do canal no sistema de coordenadas da peça de trabalho e na largura do canal.
SNo. PTN X Y Z B R D/L K
1 Y CAIXA x1 y1 z1 0. ? k
? : Os dados não são necessários para serem configurados aqui.
O movimento é, em princípio, idêntico ao do centro do canal -X. y1 significa a distância em Y do ponto zero da peça de trabalho até o centro da largura do canal (dimensão marcada no desenho).
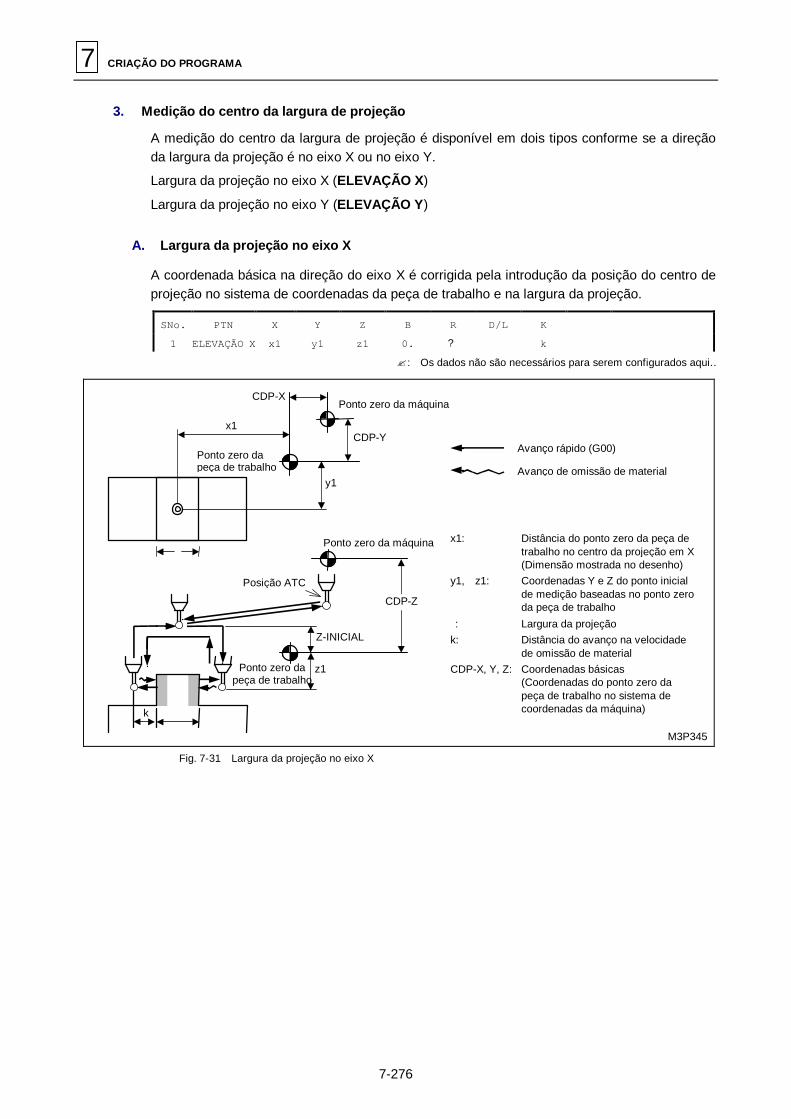
7 CRIAÇÃO DO PROGRAMA
7-276
3. Medição do centro da largura de projeção
A medição do centro da largura de projeção é disponível em dois tipos conforme se a direção da largura da projeção é no eixo X ou no eixo Y.
Largura da projeção no eixo X (ELEVAÇÃO X)
Largura da projeção no eixo Y (ELEVAÇÃO Y)
A. Largura da projeção no eixo X
A coordenada básica na direção do eixo X é corrigida pela introdução da posição do centro de projeção no sistema de coordenadas da peça de trabalho e na largura da projeção.
SNo. PTN X Y Z B R D/L K
1 ELEVAÇÃO X x1 y1 z1 0. ? k
? : Os dados não são necessários para serem configurados aqui..
M3P345
x1
y1
CDP-Y
CDP-X
CDP-Z
z1
k
Avanço rápido (G00)
Avanço de omissão de material
x1: Distância do ponto zero da peça de trabalho no centro da projeção em X (Dimensão mostrada no desenho)
y1, z1: Coordenadas Y e Z do ponto inicial de medição baseadas no ponto zero da peça de trabalho
: Largura da projeção k: Distância do avanço na velocidade
de omissão de material CDP-X, Y, Z: Coordenadas básicas
(Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
Ponto zero da máquina
Ponto zero da máquina
Ponto zero da peça de trabalho
Ponto zero da peça de trabalho
Z-INICIAL
Posição ATC
Fig. 7-31 Largura da projeção no eixo X
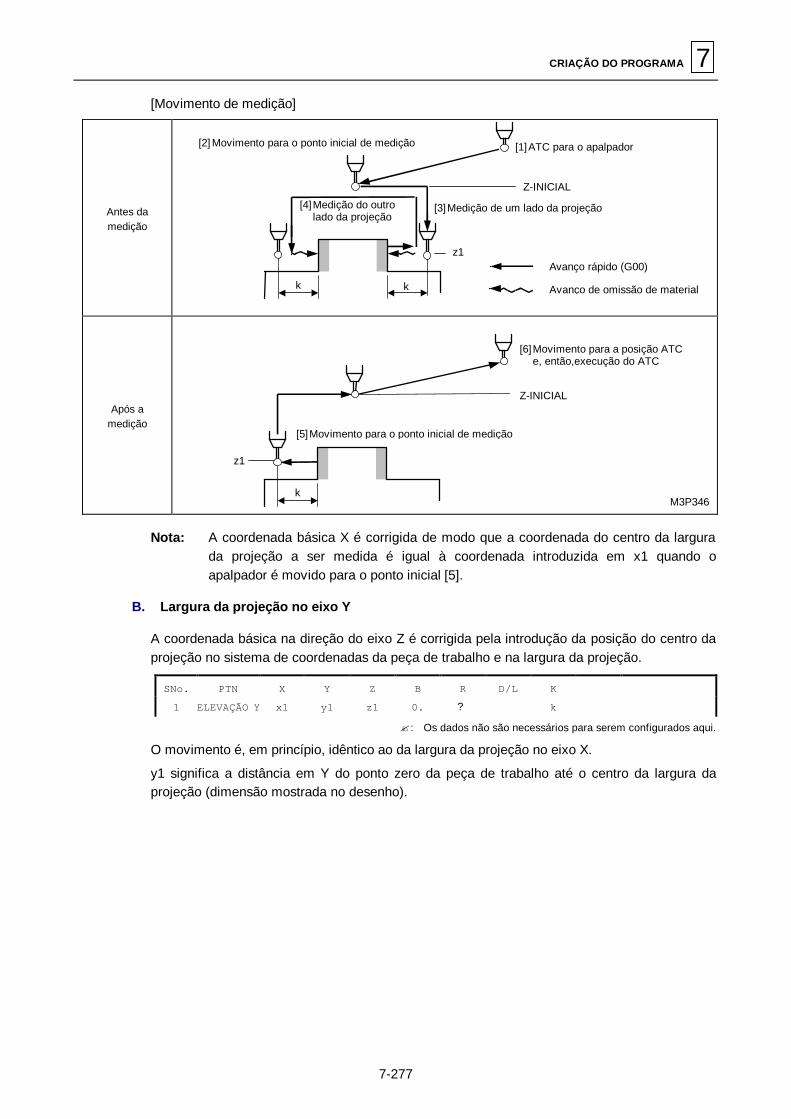
CRIAÇÃO DO PROGRAMA 7
7-277
[Movimento de medição]
Antes da medição
[1] ATC para o apalpador
Z-INICIAL
[3] Medição de um lado da projeção [4] Medição do outro lado da projeção
k k
z1 Avanço rápido (G00)
Avanço de omissão de material
[2] Movimento para o ponto inicial de medição
Após a medição
[5] Movimento para o ponto inicial de medição to the measurement start point
k
[6] Movimento para a posição ATC e, então,execução do ATC
z1
M3P346
Z-INICIAL
Nota: A coordenada básica X é corrigida de modo que a coordenada do centro da largura
da projeção a ser medida é igual à coordenada introduzida em x1 quando o apalpador é movido para o ponto inicial [5].
B. Largura da projeção no eixo Y
A coordenada básica na direção do eixo Z é corrigida pela introdução da posição do centro da projeção no sistema de coordenadas da peça de trabalho e na largura da projeção.
SNo. PTN X Y Z B R D/L K
1 ELEVAÇÃO Y x1 y1 z1 0. ? k
? : Os dados não são necessários para serem configurados aqui.
O movimento é, em princípio, idêntico ao da largura da projeção no eixo X.
y1 significa a distância em Y do ponto zero da peça de trabalho até o centro da largura da projeção (dimensão mostrada no desenho).
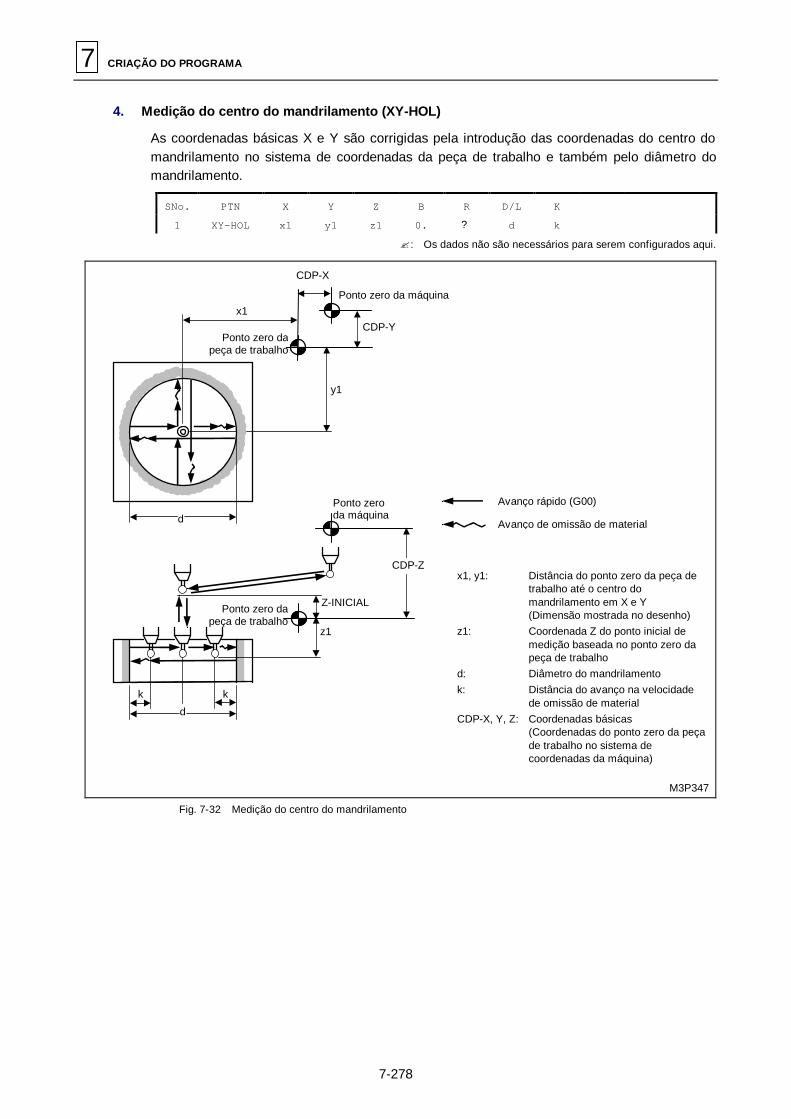
7 CRIAÇÃO DO PROGRAMA
7-278
4. Medição do centro do mandrilamento (XY-HOL)
As coordenadas básicas X e Y são corrigidas pela introdução das coordenadas do centro do mandrilamento no sistema de coordenadas da peça de trabalho e também pelo diâmetro do mandrilamento.
SNo. PTN X Y Z B R D/L K
1 XY-HOL x1 y1 z1 0. ? d k
? : Os dados não são necessários para serem configurados aqui.
M3P347
d
k k
CDP-X
CDP-Y x1
y1
Z-INICIAL
CDP-Z
d
z1
Avanço rápido (G00)
Avanço de omissão de material
x1, y1: Distância do ponto zero da peça de trabalho até o centro do mandrilamento em X e Y (Dimensão mostrada no desenho)
z1: Coordenada Z do ponto inicial de medição baseada no ponto zero da peça de trabalho
d: Diâmetro do mandrilamento k: Distância do avanço na velocidade
de omissão de material CDP-X, Y, Z: Coordenadas básicas
(Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
Ponto zero da máquina
Ponto zero da máquina
Ponto zero da peça de trabalho
Ponto zero da peça de trabalho
Fig. 7-32 Medição do centro do mandrilamento

CRIAÇÃO DO PROGRAMA 7
7-279
[Movimento de medição]
Antes da medição
Movimento p/ o ponto inicial de medição
Avanço rápido (G00)
Avanço de omissão de material
Movimento para o ponto inicial acima do ponto inicial de medição
Z-INICIAL
[1] ATC para o apalpador
Medição do outro lado do diâmetro interno
[4]Medição de um lado do diâmetro interno
k k
z1
[3]
[2]Movimento p/ o ponto
inicial de medição e,então,
movimento de medição [4] e [5] no eixo Y
[5]
[6]
Após a medição
Movimento a partir da superfície de medição em X até o ponto inicial de medição
M3P348
[8] Movimento p/ o ponto inicial
[9] Movimento para a posição ATC e, então, execução do ATC
z1
Z-INICIAL
[7]
Nota: As coordenadas básicas X e Y são corrigidas conforme as coordenadas X e Y do
centro do mandrilamento a serem medidas tornando-se iguais às coordenadas x1 e y1 respectivamente quando o apalpador é movido para o ponto inicial [8].
5. Medição do centro da bossa (BOSS X-Y)
As correções das coordenadas básicas X e Y são feitas pela introdução da distância do ponto zero da peça de trabalho até o centro da bossa em X e Y, e também do diâmetro da bossa.
SNo. PTN X Y Z B R D/L K
1 BOSS X-Y x1 y1 z1 0. ? d k
? : Os dados não são necessários para serem configurados aqui.
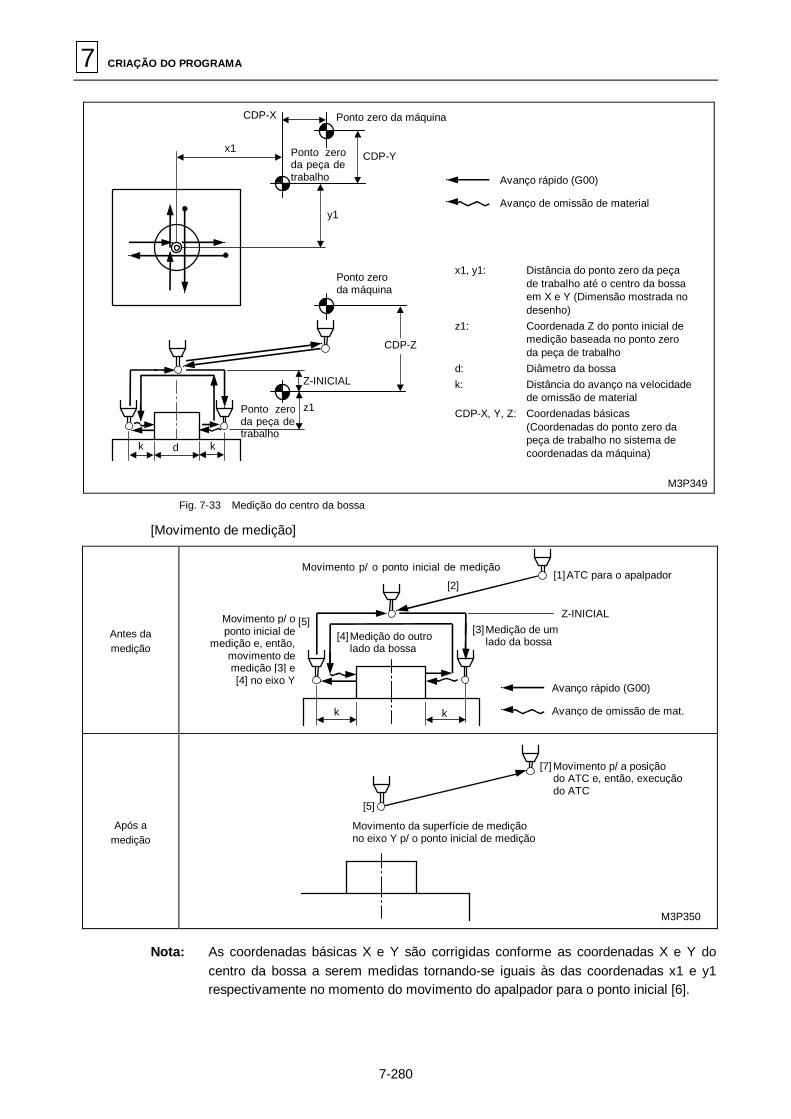
7 CRIAÇÃO DO PROGRAMA
7-280
M3P349
x1
y1
CDP-Y
CDP-X
Z-INICIAL
CDP-Z
z1
k d k
Avanço rápido (G00)
Avanço de omissão de material
x1, y1: Distância do ponto zero da peça de trabalho até o centro da bossa em X e Y (Dimensão mostrada no desenho)
z1: Coordenada Z do ponto inicial de medição baseada no ponto zero da peça de trabalho
d: Diâmetro da bossa k: Distância do avanço na velocidade
de omissão de material CDP-X, Y, Z: Coordenadas básicas
(Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina)
Ponto zero da máquina
Ponto zero da máquina
Ponto zero da peça de trabalho
Ponto zero da peça de trabalho
Fig. 7-33 Medição do centro da bossa
[Movimento de medição]
Antes da medição
Movimento p/ o ponto inicial de medição point
Z-INICIAL [3] Medição de um
lado da bossa [4] Medição do outro lado da bossa
k k
Movimento p/ oponto inicial de
medição e, então, movimento de medição [3] e[4] no eixo Y
[5]
[1] ATC para o apalpador
Avanço rápido (G00)
Avanço de omissão de mat.
[2]
Após a medição
M3P350
[7] Movimento p/ a posição do ATC e, então, execução do ATC
Movimento da superfície de medição no eixo Y p/ o ponto inicial de medição
[5]
Nota: As coordenadas básicas X e Y são corrigidas conforme as coordenadas X e Y do
centro da bossa a serem medidas tornando-se iguais às das coordenadas x1 e y1 respectivamente no momento do movimento do apalpador para o ponto inicial [6].
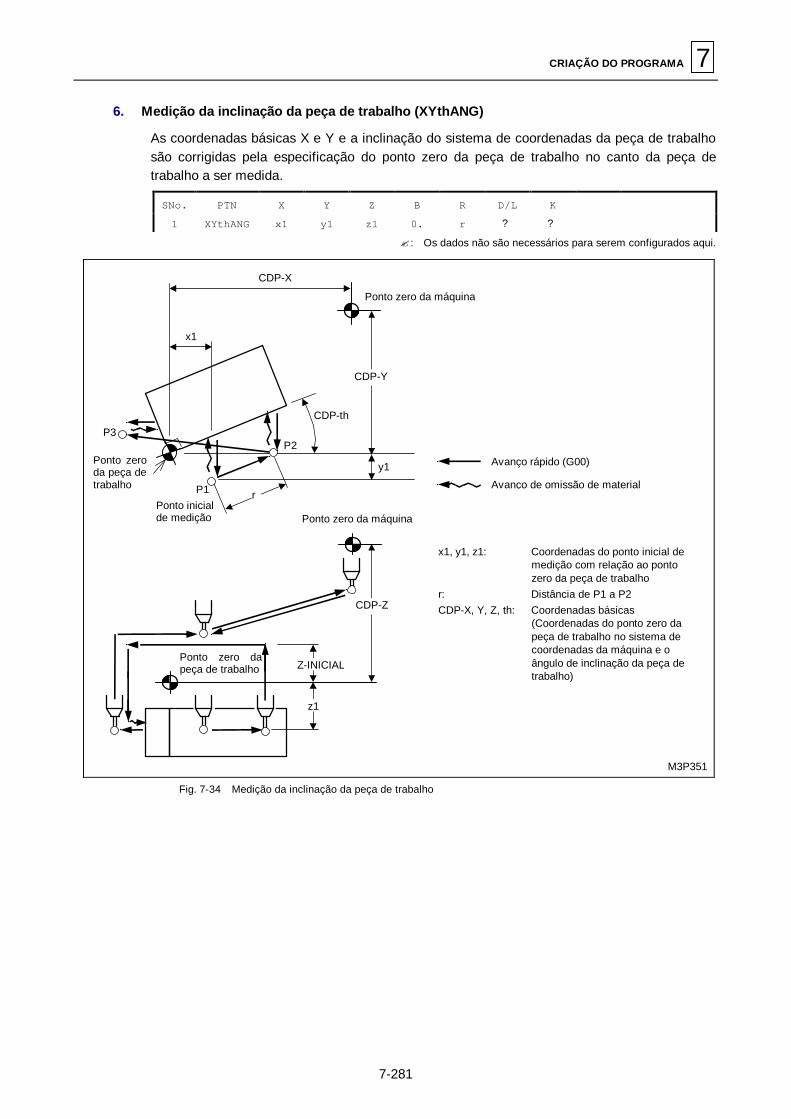
CRIAÇÃO DO PROGRAMA 7
7-281
6. Medição da inclinação da peça de trabalho (XYthANG)
As coordenadas básicas X e Y e a inclinação do sistema de coordenadas da peça de trabalho são corrigidas pela especificação do ponto zero da peça de trabalho no canto da peça de trabalho a ser medida.
SNo. PTN X Y Z B R D/L K
1 XYthANG x1 y1 z1 0. r ? ?
? : Os dados não são necessários para serem configurados aqui.
M3P351
CDP-th
r
P3
P1
P2 Ponto zero da peça de trabalho
Ponto inicial de medição
x1
CDP-X
CDP-Y
Z-INICIAL
z1
CDP-Z
Avanço rápido (G00)
Avanço de omissão de material
x1, y1, z1: Coordenadas do ponto inicial de medição com relação ao ponto zero da peça de trabalho
r: Distância de P1 a P2 CDP-X, Y, Z, th: Coordenadas básicas
(Coordenadas do ponto zero da peça de trabalho no sistema de coordenadas da máquina e o ângulo de inclinação da peça de trabalho)
Ponto zero da máquina
Ponto zero da máquina
Ponto zero da peça de trabalho
y1
Fig. 7-34 Medição da inclinação da peça de trabalho
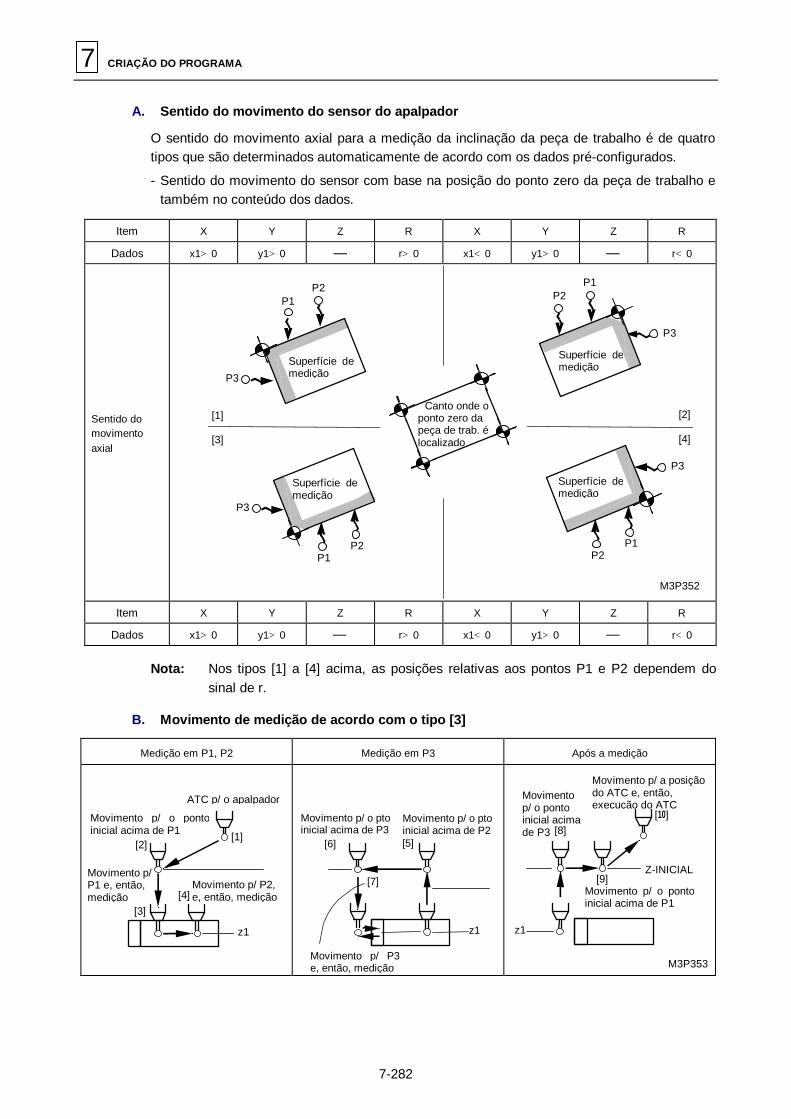
7 CRIAÇÃO DO PROGRAMA
7-282
A. Sentido do movimento do sensor do apalpador
O sentido do movimento axial para a medição da inclinação da peça de trabalho é de quatro tipos que são determinados automaticamente de acordo com os dados pré-configurados.
- Sentido do movimento do sensor com base na posição do ponto zero da peça de trabalho e também no conteúdo dos dados.
Item X Y Z R X Y Z R
Dados x1> 0 y1> 0 — r> 0 x1< 0 y1> 0 — r< 0
Sentido do movimento axial
[1] [3]
[2] [4]
P1 P2
P3
P2 P1
P3
P3
P1 P2
P2P1
P3
M3P352
Superfície de medição
Superfície de medição
Superfície de medição
Superfície de medição
Canto onde o ponto zero da peça de trab. é localizado
Item X Y Z R X Y Z R
Dados x1> 0 y1> 0 — r> 0 x1< 0 y1> 0 — r< 0 Nota: Nos tipos [1] a [4] acima, as posições relativas aos pontos P1 e P2 dependem do
sinal de r.
B. Movimento de medição de acordo com o tipo [3]
Medição em P1, P2 Medição em P3 Após a medição
ATC p/ o apalpador
z1
[4] Movimento p/ P2, e, então, medição
[2]
[3]
Movimento p/ o ponto inicial acima de P1
Movimento p/ P1 e, então, medição
[1]
Movimento p/ o pto inicial acima de P3
Movimento p/ o pto inicial acima de P2 [5][6]
z1
Movimento p/ P3 e, então, medição
[7]
Movimento p/ o ponto inicial acima de P3
Movimento p/ a posição do ATC e, então, execução do ATC
[8]
Movimento p/ o ponto inicial acima de P1
Z-INICIAL-Z
M3P353
[10]
[9]
z1
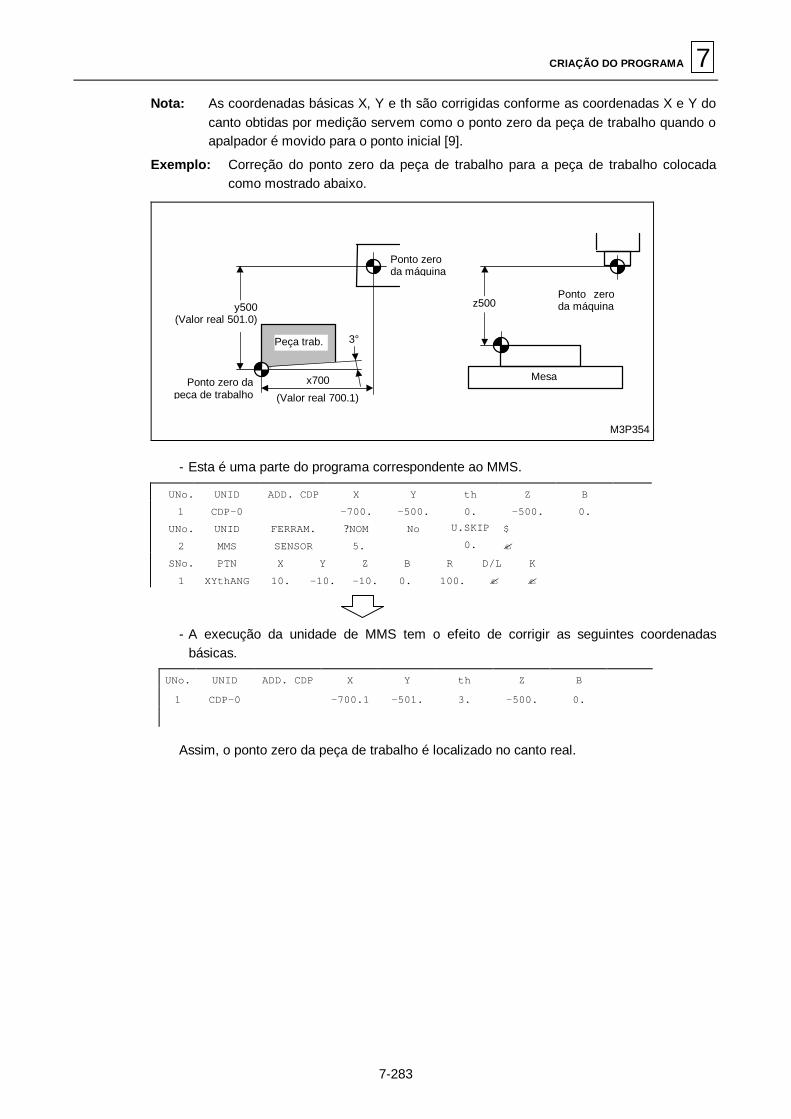
CRIAÇÃO DO PROGRAMA 7
7-283
Nota: As coordenadas básicas X, Y e th são corrigidas conforme as coordenadas X e Y do
canto obtidas por medição servem como o ponto zero da peça de trabalho quando o apalpador é movido para o ponto inicial [9].
Exemplo: Correção do ponto zero da peça de trabalho para a peça de trabalho colocada como mostrado abaixo.
M3P354
Ponto zero da máquina
Ponto zero da máquina
y500(Valor real 501.0)
x700
(Valor real 700.1)
Peça trab. 3°
z500
Mesa Ponto zero da peça de trabalho
- Esta é uma parte do programa correspondente ao MMS.
UNo. UNID ADD. CDP X Y th Z B
1 CDP-0 -700. -500. 0. -500. 0.
UNo.
2
UNID
MMS
FERRAM.
SENSOR
?NOM 5.
No U.SKIP
0. $
?
SNo. PTN X Y Z B R D/L K
1 XYthANG 10. -10. -10. 0. 100. ? ?
- A execução da unidade de MMS tem o efeito de corrigir as seguintes coordenadas
básicas.
UNo. UNID ADD. CDP X Y th Z B
1 CDP-0 -700.1 -501. 3. -500. 0.
Assim, o ponto zero da peça de trabalho é localizado no canto real.
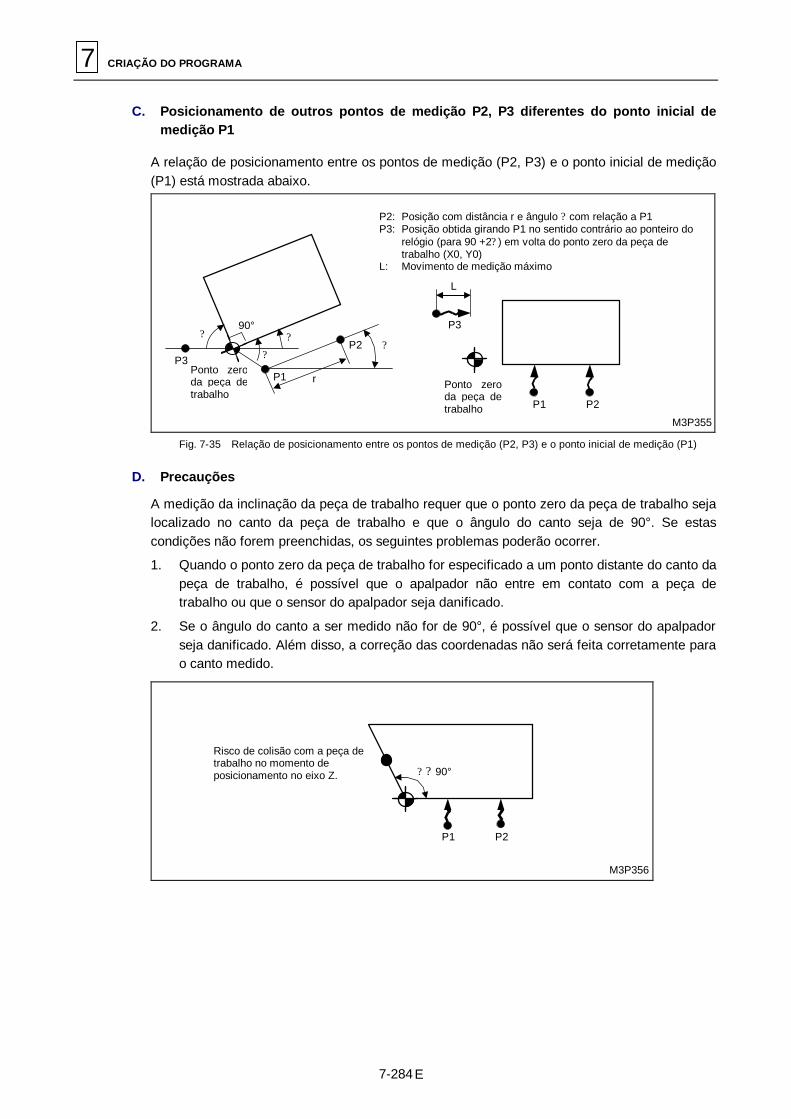
7 CRIAÇÃO DO PROGRAMA
7-284
C. Posicionamento de outros pontos de medição P2, P3 diferentes do ponto inicial de medição P1
A relação de posicionamento entre os pontos de medição (P2, P3) e o ponto inicial de medição (P1) está mostrada abaixo.
M3P355
L
P3
P1 P2
? ? ?
90°
P3 P1
P2 ?
r
P2: Posição com distância r e ângulo ? com relação a P1 P3: Posição obtida girando P1 no sentido contrário ao ponteiro do
relógio (para 90 +2? ) em volta do ponto zero da peça de trabalho (X0, Y0)
L: Movimento de medição máximo
Ponto zero da peça de trabalho
Ponto zero da peça de trabalho
Fig. 7-35 Relação de posicionamento entre os pontos de medição (P2, P3) e o ponto inicial de medição (P1)
D. Precauções
A medição da inclinação da peça de trabalho requer que o ponto zero da peça de trabalho seja localizado no canto da peça de trabalho e que o ângulo do canto seja de 90°. Se estas condições não forem preenchidas, os seguintes problemas poderão ocorrer.
1. Quando o ponto zero da peça de trabalho for especificado a um ponto distante do canto da peça de trabalho, é possível que o apalpador não entre em contato com a peça de trabalho ou que o sensor do apalpador seja danificado.
2. Se o ângulo do canto a ser medido não for de 90°, é possível que o sensor do apalpador seja danificado. Além disso, a correção das coordenadas não será feita corretamente para o canto medido.
M3P356
P1 P2
? ? 90°
Risco de colisão com a peça de trabalho no momento de posicionamento no eixo Z.
E
FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-1
8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
O programa é executado por ordem numérica a partir do seu comando de operação. Conseqüentemente, o ATC é repetido para cada uma das ferramentas especificadas na seqüência de ferramentas. Esta função de prioridade para a mesma ferramenta é planejada para reduzir o número de ATCs e, portanto, o tempo de usinagem, ao atribuir o número de prioridade para as ferramentas desenvolvidas e ao executar a usinagem de acordo com os números fixados.
É nas seguintes unidades e seqüências de ferramentas que o número de prioridade pode ser especifidado.
1. Seqüência de ferramentas da unidade de usinagem
2. Unidade de usinagem de programa manual (No caso de ausência de uma ferramenta, o número de prioridade não pode ser especificado.)
3. Unidade de MMS
4. Unidade de código M
8-1 Ordem da Prioridade de Usinagem
Em um programa contendo números de prioridade especificados, a usinagem é feita na seguinte ordem.
Priorizar usinagem.......... O número de prioridade é especificado se a necessidade de usinagem com a prioridade completa ocorre; por exemplo, no caso de ROCA, BR. CENT, etc. A usinagem é feita por ordem numérica das ferramentas com número de prioridade (exibido em amarelo).
PrIoridade de programa.. A usinagem é feita na ordem programada das ferramentas desenvolvidas pela seqüência de ferramentas (ferramentas sem número de prioridade).
Usinagem subseqüente .. Finalmente, o número de prioridade é especificado quando a necessidade para usinar aparece; por exemplo, no caso de FER CHANF. A usinagem é feita pela ordem numérica das ferramentas com os números de prioridade (exibidos na condição reversa).
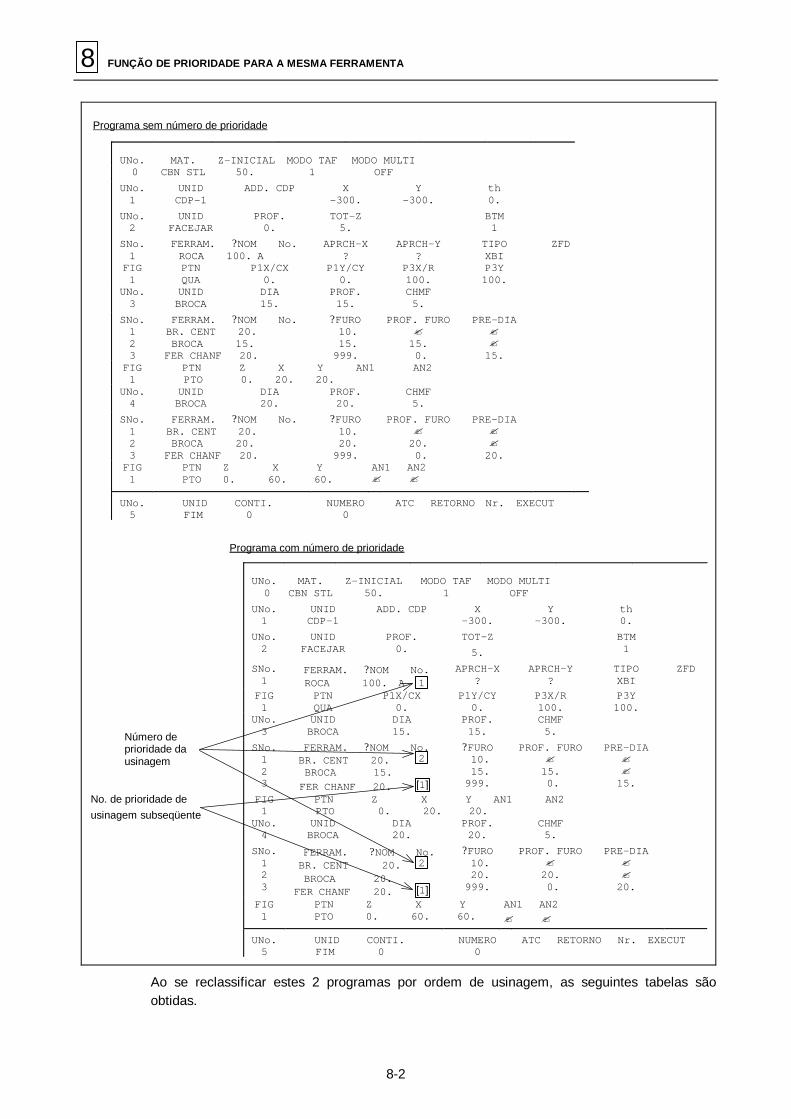
8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-2
Programa sem número de prioridade
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI 0 CBN STL 50. 1 OFF
UNo. 1
UNID CDP-1
ADD. CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1
SNo. 1
FERRAM. ? NOM No. ROCA 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 15. FER CHANF 20.
? FURO 10. 15. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN Z X Y AN1 AN2 PTO 0. 20. 20.
UNo. 4
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 20. FER CHANF 20.
? FURO 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN Z X Y PTO 0. 60. 60.
AN1 AN2 ? ?
UNo. 5
UNID CONTI. FIM 0
NUMERO 0
ATC RETORNO Nr. EXECUT
Programa com número de prioridade
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI 0 CBN STL 50. 1 OFF
UNo. 1
UNID CDP-1
ADD. CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1
SNo. 1
FERRAM. ? NOM No. ROCA 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 15. FER CHANF 20.
? FURO 10. 15. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN Z X Y AN1 AN2 PTO 0. 20. 20.
UNo. 4
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 20. FER CHANF 20.
? FURO 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN Z X Y PTO 0. 60. 60.
AN1 AN2 ? ?
UNo. 5
UNID CONTI. FIM 0
NUMERO 0
ATC RETORNO Nr. EXECUT
Número de prioridade da usinagem
No. de prioridade de usinagem subseqüente
1
2
[1]
2
[1]
Ao se reclassificar estes 2 programas por ordem de usinagem, as seguintes tabelas são obtidas.
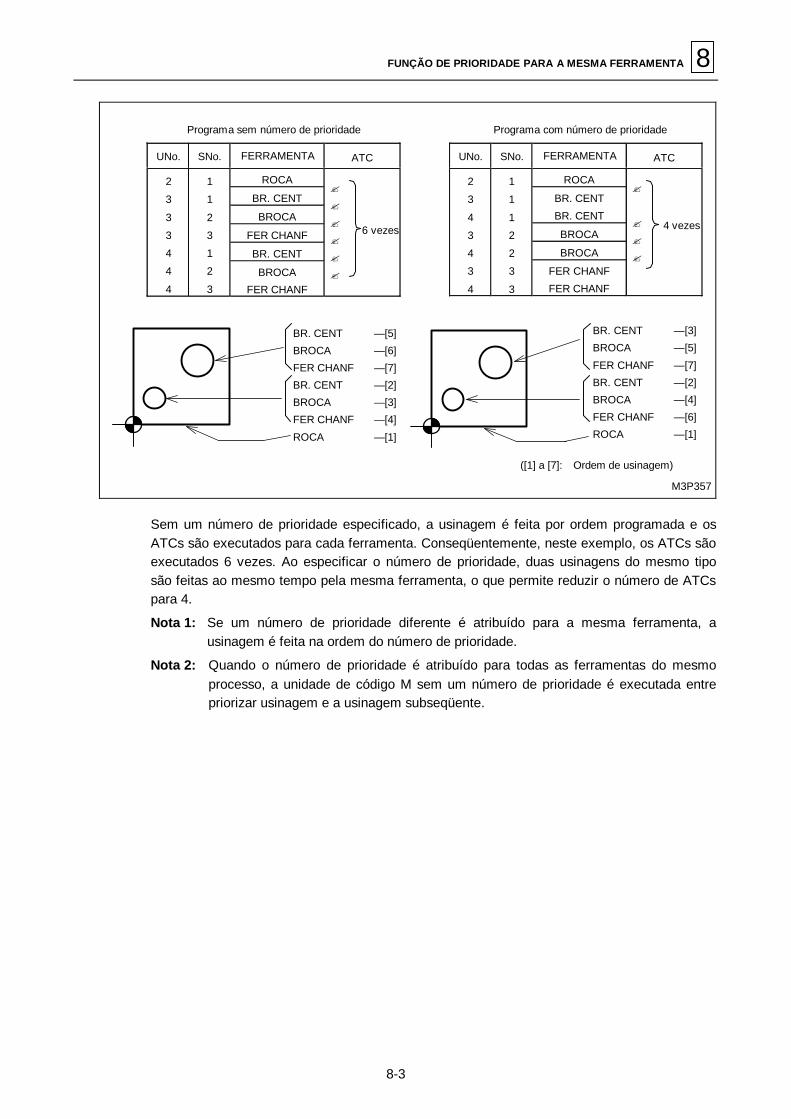
FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-3
M3P357
([1] a [7]: Ordem de usinagem)
BR. CENT — [5]
BROCA — [6]
FER CHANF — [7]
BR. CENT — [2]
BROCA — [3]
FER CHANF — [4]
ROCA — [1]
BR. CENT — [3]
BROCA — [5]
FER CHANF — [7]
BR. CENT — [2]
BROCA — [4]
FER CHANF — [6]
ROCA — [1]
UNo. SNo. FERRAMENTA ATC
2
3
3
3
4
4
4
1
1
2
3
1
2
3
ROCA BR. CENT BROCA
FER CHANF BR. CENT BROCA
FER CHANF
? ? ? ? ? ?
Programa sem número de prioridade
6 vezes
UNo. SNo. FERRAMENTA ATC
2
3
4
3
4
3
4
1
1
1
2
2
3
3
ROCA BR. CENT BR. CENT BROCA BROCA
FER CHANF FER CHANF
?
? ? ?
Programa com número de prioridade
4 vezes
Sem um número de prioridade especificado, a usinagem é feita por ordem programada e os ATCs são executados para cada ferramenta. Conseqüentemente, neste exemplo, os ATCs são executados 6 vezes. Ao especificar o número de prioridade, duas usinagens do mesmo tipo são feitas ao mesmo tempo pela mesma ferramenta, o que permite reduzir o número de ATCs para 4.
Nota 1: Se um número de prioridade diferente é atribuído para a mesma ferramenta, a usinagem é feita na ordem do número de prioridade.
Nota 2: Quando o número de prioridade é atribuído para todas as ferramentas do mesmo processo, a unidade de código M sem um número de prioridade é executada entre priorizar usinagem e a usinagem subseqüente.

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-4
8-2 Prioridade da Zona de Usinagem A prioridade da zona de usinagem para a mesma ferramenta é delimitada pelas unidades abaixo. A zona delimitada por estas unidades é chamada de processo. No caso de processos diferentes, é possível especificar o mesmo No. de prioridade para uma ferramenta diferente.
- Unidade de troca de palete - Unidade de fim de processo Exemplo: Caso em que a unidade de troca de palete foi programada.
Se o programa que é executado contém os números de prioridade especificados para ROCA, BR. CENT e FER CHANF, a usinagem é feita na seguinte ordem.
Processo 1
Processo 2
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI 0 CBN STL 50. 1 OFF
UNo. 1
UNID CDP-1
ADD.CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1
SNo. 1
FERRAM. ? NOM No. ROCA 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD ?
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 15. FER CHANF 20.
? FURO 10. 15. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0
X 20.
Y 20
AN1 AN2
UNo. 4
UNID TRO. PALE
PALLET No
UNo. 5
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 20. FER CHANF 20.
? FURO 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN PTO
Z 0.
X 60.
Y 60.
AN1 ?
AN2 ?
UNo. 6
UNID FIM
CONTI. 0
NUMERO 0
ATC RETORNO Nr. EXECUT
Processo 2
Processo 1
TROCA DE PALETE
ROCA No. 1
BR. CENT No. 2
BR. CENT No. 2
FIM
BROCA No. FER CHANF No. [1]
FER CHANF No. [1]
BROCA No.
M3P358
Número de prioridade para: priorizar a usinagem: 1, 2 e a usinagem subseqüente: [1]
1
2
[1]
2
[1]
Nota: A combinação da unidade do modo de programa manual e da unidade de código M permite executar a troca de palete. Para executar esta troca de palete e a função de prioridade para a mesma ferramenta em um programa, é necessário especificar a

FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-5
unidade de fim de processo antes e após a unidade relacionada.

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-6
8-3 Editando a Função e o Método de Entrada de Números de Prioridade
8-3-1 Entrada de números de prioridade
Os números de prioridade são de dois tipos: para priorizar usinagem e para a usinagem subseqüente. Eles são introduzidos por meio das teclas de menu e das teclas de dados alfanuméricos. O número de prioridade é introduzido na ordem ascendente na seqüência de ferramentas.
(1) No modo criação, mova o cursor para o item No.
UNo. UNID PROF. TOT-Z
2 FACEJAR 0. 5. SNo.
1
FERRAM.
ROCA
?NOM
100. A
No.
APRCH-X
? A mensagem N° PRIORIDADE DE MAQUINACAO é exibida e o menu altera como
segue.
No. PRIORIDADE DE MAQUINACAO
ATRAZAR PRIORID.
ALTERAR PRIORID.
DESIGNARPRIORID.
ANULAR PRIORID.
FIM PROC SUB-PROG
(2) Introduza o número de prioridade. Há três métodos seguintes de introdução:
Número de prioridade de priorizar usinagem A ser configurado por meio de teclas de dados alfanuméricos. ? O número é exibido em amarelo.
Número de prioridade da usinagem subseqüente 1) Pressione a tecla de menu [ATRAZAR PRIORID.]. ? A tela de [ATRAZAR PRIORID.] é revertida. 2) Configure o número de prioridade da usinagem subseqüente por meio das teclas de
dados alfanuméricos. ? O número de prioridade é exibido na condição revertida.
Sem introdução (prioridade de programa) O número de prioridade não é introduzido. Mova o cursor para o item seguinte. ? Quando o número de prioridade é introduzido, o cursor move-se para o item seguinte.
SNo.
1
FERRAM.
ROCA
?NOM
100. A
No. 1
APRCH-X
Nota 1: A ação de priorizar usinagem e da usinagem subseqüente podem receber um número de prioridade de 1 a 99, respectivamente. Além disso, nem sempre é necessário marcar a prioridade dos números de seqüência.
Nota 2: É possível atribuir o mesmo número de prioridade ou um número de prioridade diferente para a mesma ferramenta, mas é impossível atribuir o mesmo número de prioridade para ferramentas diferentes; isto exibirá o alarme 420 INVALID DADOS FERRAM.
Nota 3: Para cancelar um número de prioridade após ele ter sido introduzido, mova o cursor para a posição referida e pressione a tecla de cancelamento de dados .
? Cursor

FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-7
8-3-2 Atribuição de números de prioridade
Esta função é usada para designar os números de prioridade introduzidos para todas as ferramentas idênticas no mesmo processo.
Nota: Esta função somente é útil para um programa no processo de edição.
Seleção de menu: [DESIGNAR PRIORID.] ( ? [ATRAZAR PRIORID.])
(1) No modo criação, mova o cursor para o item No.
UNo. UNID PROF. TOT-Z
2 FACEJAR 0. 5.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
APRCH-X
(2) Pressione a tecla de menu [DESIGNAR PRIORID.].
? A tela de [DESIGNAR PRIORID.] é revertida e a mensagem N° PRIORIDADE DE MAQUINACAO é exibida na zona de mensagem da tela.
(3) Introduza o número de prioridade por meio das teclas de dados alfanuméricos.
Exemplo: Introdução de 2
Pressione as seguintes teclas: 2INPUT
- Para a usinagem subseqüente, introduza o número planejado após ter pressionado a tecla de menu [ATRAZAR PRIORID.].
Nota: Se a tecla de cancelamento de dados for pressionada, todos os números de prioridade para ferramentas idênticas no processo serão apagados.
? O mesmo número de prioridade é atribuído para todas as ferramentas idênticas no processo, e o cursor move-se para o próximo item.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
2
APRCH-X
UNo.
3
UNID
FACEJAR
PROF.
0.
TOT-Z
10.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
2
APRCH-X
Nota: Independentemente se o número de prioridade é introduzido ou não, todas as
ferramentas idênticas no processo são marcadas com o mesmo número de prioridade.
? Cursor

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-8
8-3-3 Alteração dos números de prioridade
Esta função é usada para alterar o número de prioridade introduzido para todas as ferramentas idênticas em um processo.
Nota: Esta função somente é útil para um programa no processo de edição.
Seleção de menu: [ALTERAR PRIORID.] ( ? [ATRAZAR PRIORID.])
(1) No modo criação, mova o cursor para o item No.
UNo. UNID PROF. TOT-Z
2 FACEJAR 0. 5.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
APRCH-X
(2) Pressione a tecla de menu [ALTERAR PRIORID.].
? A tela de [ALTERAR PRIORID.] é revertida e a mensagem N° PRIORIDADE DE MAQUINACAO é exibida na zona de mensagem da tela.
(3) Introduza o número de prioridade usando as teclas de dados alfanuméricos.
Exemplo: Introdução de 5
Pressione as seguintes teclas: 5INPUT
- Para a usinagem subseqüente, pressione a tecla de menu [ATRAZAR PRIORID.] e, então, introduza o número planejado.
Nota: Se a tecla de cancelamento de dados for pressionada, todos os números de prioridade para ferramentas idênticas no processo serão apagados.
? O mesmo número de prioridade é atribuído para todas as ferramentas idênticas no processo, e o cursor move-se para o próximo item.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
5
APRCH-X
UNo.
3
UNID
FACEJAR
PROF.
0.
TOT-Z
10.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
5
APRCH-X
Nota: Independentemente se o número de prioridade é introduzido ou não, o mesmo número de prioridade é atribuído para todas as ferramentas idênticas no processo.
? Cursor
? Cursor

FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-9
8-3-4 Exclusão de todos os números de prioridade
Esta função é usada para excluir todos os números de prioridade contidos no processo ou no programa.
Nota: Esta função somente é útil para um programa no processo de edição.
Seleção de menu: [ANULAR PRIORID.]
(1) No modo criação, mova o cursor para o item No.
UNo. UNID PROF. TOT-Z
2 FACEJAR 0. 5.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
APRCH-X
(2) Pressione a tecla de menu [ANULAR PRIORID.].
? A tela de [ANULAR PRIORID.] é revertida e a mensagem APAGAR TUDO <INPUT> é exibida na zona de mensagem da tela.
(3) Por meio das teclas de dados alfanuméricos, especifique as zonas a serem excluídas.
- Introduza 1 para excluir todos os números de prioridade contidos no programa.
- Introduza 0 para excluir todos os números de prioridade contidos em um processo onde o cursor está localizado.
Exemplo: Exclusão de todos os números de prioridade contidos em um programa.
Pressione as seguintes teclas: 1INPUT .
? Todos os números de prioridade na zona especificada são excluídos.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
APRCH-X
UNo.
3
UNID
FACEJAR
PROF.
0.
TOT-Z
10.
SNo.
1
FERRAM.
ROCA
?NOM 100. A
No.
APRCH-X
8-3-5 Como usar a função FIM PROC SUB-PROG
Quando se edita o número de prioridade no programa principal, é necessário executar a mesma edição para o subprograma.
Se no processo que constitui o texto de edição há um subprograma que contenha uma unidade de delimitação do processo (unidade de troca de palete ou unidade de fim de processo), pressione a tecla de menu [FIM PROC SUB-PROG] para reverter a exibição, fazendo com que o subprograma seja tratado como a unidade de fim de processo.
? Cursor
? Cursor

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-10
UNo. 0
MAT. CBN STL
Z-INICIAL 50.
MODO TAF 1
MODO MULTI OFF
UNo. 1
UNID CDP-1
ADD. CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1
SNo. 1
FERRAM. ROCA
? NOM No. 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD ?
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. BR. CENT BROCA
FER CHANF
? NOM No. 20. 1 15. 2 20.
? FURO 10. 15. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0.
X Y 20. 20.
AN1 AN2
UNo. 4
Subprograma
UNo. 5
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. BR. CENT BROCA
FER CHANF
? NOM No. 20. 20. 20.
? FURO 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN PTO
Z 0.
X Y 60. 60.
AN1 AN2
UNo. 6
UNID FIM
CONTI. 0
NUMERO 0
ATC RETORNO Nr. EXECUT
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1.
SNo. 1
FERRAM. ROCA
? NOM No. 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD ?
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
Troca de palete
UNo. 4
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. BR. CENT BROCA
FER CHANF
? NOM No. ? FURO 20. 2 10. 15. 15. 20. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0.
X Y 20 20.
AN1 AN2
UNo. 5
UNID FIM
CONTI. 0
NUMERO 0
ATC RETORNO Nr. EXECUT
M3P359
[3]
[2]
Programa principal
Processo 1
Processo 2
[1]
[4]
Tela de [FIM PROC SUB-PROG] não é revertida.
Tela de [FIM PROC SUB-PROG] é revertida.
Subprograma
[3]
[2]
Processo 1
Fig. 8-1 Unidade de subprograma = unidade de fim de processo
Observ. 1: A zona de função de edição pode ser dividida pela unidade de subprograma. Mesmo se a função edição é executada na zona delimitada [1], isto não tem efeito nas zonas [2], [3] e [4].
Observ. 2: A tela de [FIM PROC SUB-PROG] é revertida: Dois processos (1) e (2) A tela de [FIM PROC SUB-PROG] não é revertida: Um processo (1)
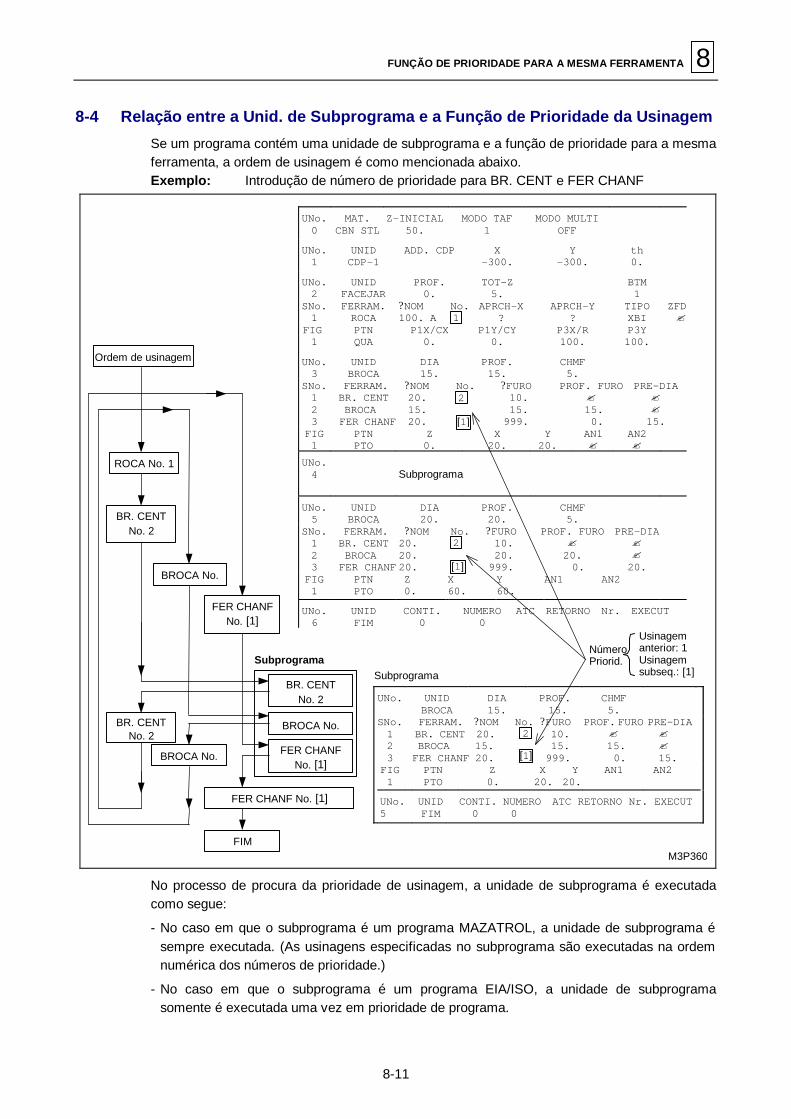
FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-11
8-4 Relação entre a Unid. de Subprograma e a Função de Prioridade da Usinagem
Se um programa contém uma unidade de subprograma e a função de prioridade para a mesma ferramenta, a ordem de usinagem é como mencionada abaixo. Exemplo: Introdução de número de prioridade para BR. CENT e FER CHANF
UNo. 0
MAT. CBN STL
Z-INICIAL 50.
MODO TAF 1
MODO MULTI OFF
UNo. 1
UNID CDP-1
ADD. CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1
SNo. 1
FERRAM. ROCA
? NOM No. 100. A
APRCH-X ?
APRCH-Y ?
TIPO XBI
ZFD?
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 15. FER CHANF 20.
? FURO 10. 15. 999.
PROF. FURO ?
15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0.
X 20.
Y 20.
AN1 ?
AN2 ?
UNo. 4
Subprograma
UNo. 5
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 20. FER CHANF 20.
? FURO 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN PTO
Z 0.
X 60.
Y 60.
AN1 AN2
UNo. 6
UNID FIM
CONTI. 0
NUMERO 0
ATC RETORNO Nr. EXECUT
Subprograma
UNo.
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. ? NOM No. BR. CENT 20. BROCA 15.
FER CHANF 20.
? FURO 10. 15. 999.
PROF. FURO?
15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0.
X Y 20. 20.
AN1
AN2
UNo.5
UNID FIM
CONTI. NUMERO ATC RETORNO Nr. EXECUT 0 0
Ordem de usinagem
ROCA No. 1
BR. CENT No. 2
BROCA No.
FER CHANF No. [1]
BR. CENT No. 2
BROCA No.
FER CHANF No. [1]
BR. CENT No. 2
BROCA No.
FIM
FER CHANF No. [1]
Subprograma
M3P360
1
Usinagem anterior: 1 Usinagem subseq.: [1]
Número Priorid.
[1]
2
2
[1]
[1]
2
No processo de procura da prioridade de usinagem, a unidade de subprograma é executada como segue:
- No caso em que o subprograma é um programa MAZATROL, a unidade de subprograma é sempre executada. (As usinagens especificadas no subprograma são executadas na ordem numérica dos números de prioridade.)
- No caso em que o subprograma é um programa EIA/ISO, a unidade de subprograma somente é executada uma vez em prioridade de programa.

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-12
8-5 Relação entre a Unidade de Indexação e a Função de Prioridade da Usinagem Quando a usinagem é executada controlando o ângulo de usinagem na mesa de indexação (indexada pelo código A ou M) ou na mesa de rotação NC, é possível combinar a função prioridade para a mesma ferramenta e a unidade de indexação, o que contribui para a redução do tempo de usinagem.
Exemplo: Número de prioridade designado para a BR. CENT, BROCA e FER CHANF
RET. POS Y 100. PROF. 20. No. X
100. RET. POS Y
100. PROF. 20. No. X
100. NUMERO 0
UNo. UNID 6 INDEXAR UNo. UNID 7 BROCA SNo. FERRAM. 1 BR. CENT 2 BROCA 3 FER CHANF FIG PTN 1 PTO UNo. UNID 8 INDEXAR UNo. UNID 9 BROCA SNo. FERRAM. 1 BR. CENT 2 BROCA 3 FER CHANF FIG PTN 1 PTO UNo. UNID 10 FIM
RET. POS X 100. DIA 30. ? NOM 20. 30. Z 0.
RET. POS X 100. DIA 30. ? NOM 20. 30. Z 0.
CONTI. 0
ÂNGULO 0
? FURO 10. 30. 999.
Y 100.
ÂNGULO 180
? FURO 10. 30. 999.
Y 100.
Indexação 0°
BR. CENT No. 1
Indexação 180°
BROCA No. 4
FER CHANF No. 5
Indexação 180°
FER CHANF No. 6
FIM
No. da prioridade da usinagem anterior: 1, 2
BR. CENT No. 2
BROCA No. 3
...
...
ATC
M3P361
4 5
1
3 6
2
No momento da execução deste programa, a ordem da usinagem é como segue:
M3P362
Peça de trabalho posicionada para um ângulo de indexação de 0°
Peça de trabalho posicionada para um ângulo de indexação de 180°
Broca de centro -[1] Broca -[4] Ferram. de chanfr. -[5]
Broca de centro -[2] Broca -[3] Ferram. de chanfr. -[6]

FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-13
8-6 Relação entre a Unidade de Código M e a Função de Prioridade da Usinagem
A ordem da usinagem varia como segue, quer a unidade de código M contenha o código de prioridade para a mesma ferramenta ou não.
UNo. 0
MAT. CBN STL
Z-INICIAL 50.
MODO TAF 1
MODO MULTI OFF
UNo. 1
UNID CDP-1
ADD. CDP X -300.
Y -300.
th 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 1.
SNo. 1
FERRAM. ROCA
? NOM 100. A
No. APRCH-X 1 ?
APRCH-Y ?
TIPO XBI
ZFD ?
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 100.
P3Y 100.
UNo. 3 Unidade de código M
UNo. 4
UNID BROCA
DIA 15.
PROF. 15.
CHMF 5.
SNo. 1 2 3
FERRAM. BR. CENT BROCA
FER CHANF
? NOM 20. 15. 20.
No. ? FURO 2 10. 15. 999.
PROF. FURO ? 15. 0.
PRE-DIA ? ? 15.
FIG 1
PTN PTO
Z 0.
X Y 20. 20.
AN1 AN2
UNo. 5
UNID BROCA
DIA 20.
PROF. 20.
CHMF 5.
SNo. 1 2 3
FERRAM. BR. CENT BROCA
FER CHANF
? NOM 20. 20. 20.
No. ? FURO 2 10. 20. 999.
PROF. FURO ? 20. 0.
PRE-DIA ? ? 20.
FIG 1
PTN PTO
Z 0.
X Y 60. 60.
AN1 AN2
UNo. 6
UNID FIM
CONTI. 0
NUMERO 0
ATC RETORNO Nr. EXECUT
No. de prioridade na unid. de código M
Fim Fim
No processo de procura pelo No. de prioridade, a unidade de código M é executada cada vez que ela é lida.
A unid. de código M é executada somente uma vez em conformidade com o No. de prioridade.
M3P363
M M M M
Sem No. de prioridade na unid. de código M

8 FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA
8-14
8-7 Relação entre a Usinagem Multipeça de Trabalho e a Função de Prioridade da Usinagem
Se o processo de usinagem multipeça de trabalho e os dados da ferramenta numerados com a mesma prioridade são ambos configurados em um programa, a ordem de usinagem é designada pelo parâmetro F71.
Parâmetro F71 = 0: A prioridade de usinagem é executada peça de trabalho por peça de trabalho.
1: A prioridade de usinagem é executada em todas as peças de trabalho.
Exemplo: Designando o número de prioridade para as brocas de centro
UNo. 0
MAT. CST IRN
Z-INICIAL 50.
ATC
OFS 1 2
X 0 0
Y 100 200
UNo. 1
UNID BROCA
DIA 10.
PROF. 20.
SNo. 1 2
FERRAM. BR. CENT BROCA
? NOM 20. 15.
No. ? FURO 1
FIG 1
PTN PTO
Z 0.
X Y 15. 15.
UNo. 2
UNID BROCA
DIA 20.
PROF. 20.
SNo. 1 2
FERRAM. BR. CENT BROCA
? NOM 20. 20.
No. ? FURO 1
FIG 1
PTN PTO
Z 0.
X Y
UNo. 3
UNID FIM
CONTI. 0
NUMERO 0
Peça de trabalho de offset No. 2
Peça de trabalho de offset No. 1
Furação na unidade No. 2
Furação na unidade No. 1
Ponto zero da máquina
E71 = 0 E71 = 1
M3P364

FUNÇÃO DE PRIORIDADE PARA A MESMA FERRAMENTA 8
8-15
- NOTA -
E

FUNÇÃO DE MEDIÇÃO DE COORDENADAS 9
9-1
9 FUNÇÃO DE MEDIÇÃO DE COORDENADAS
A função de medição de coordenadas é objetivada para medir as coordenadas básicas usando um dispositivo de medição (apalpador ou barra de centragem) ou uma ferramenta como uma fresa de topo.
(1) Caso de uso de uma barra de
centragem
Superfície de medição
(2) Caso de uso de uma fresa de topo, etc.
Superfície de medição
Superfície de medição
NM210-00549No eixo X ou Y No eixo Z
9-1 Método de Medição de Coordenadas pela Função ENSINAR
Com base na posição da ponta da ferramenta ou da ponta de um dispositivo de medição em contato com a peça de trabalho a ser usinada, as coordenadas básicas podem ser calculadas e registradas na unidade de coordenadas básicas.
(1) No modo TAF, monte o dispositivo de medição ou a ferramenta no spindle.
(2) Pressione a tecla seletora de tela (tecla localizada à esquerda das teclas de menu) para exibir o menu relacionado para a exibição.
(3) Pressionando a tecla de menu [PROGRAMA].
(4) Pressione a tecla de menu [CDP].
? O seguinte menu será exibido. PROCURAR
CDP ENSINAR +X
SENSOR -X
SENSOR +Y
SENSOR -Y
SENSOR -Z
SENSOR
(5) Pressionando a tecla de menu [PROCURAR CDP] seleciona a unidade CDP (unidade do
sistema de coordenadas fundamental) em que as coordenadas fundamentais medidas são registradas.
(6) Pressione a tecla input INPUT .
? O cursor é movido para o item X da unidade CDP.
UNo.
2
UNID
CDP-0
ADD. CDP X
Y th
(7) Gire o spindle.
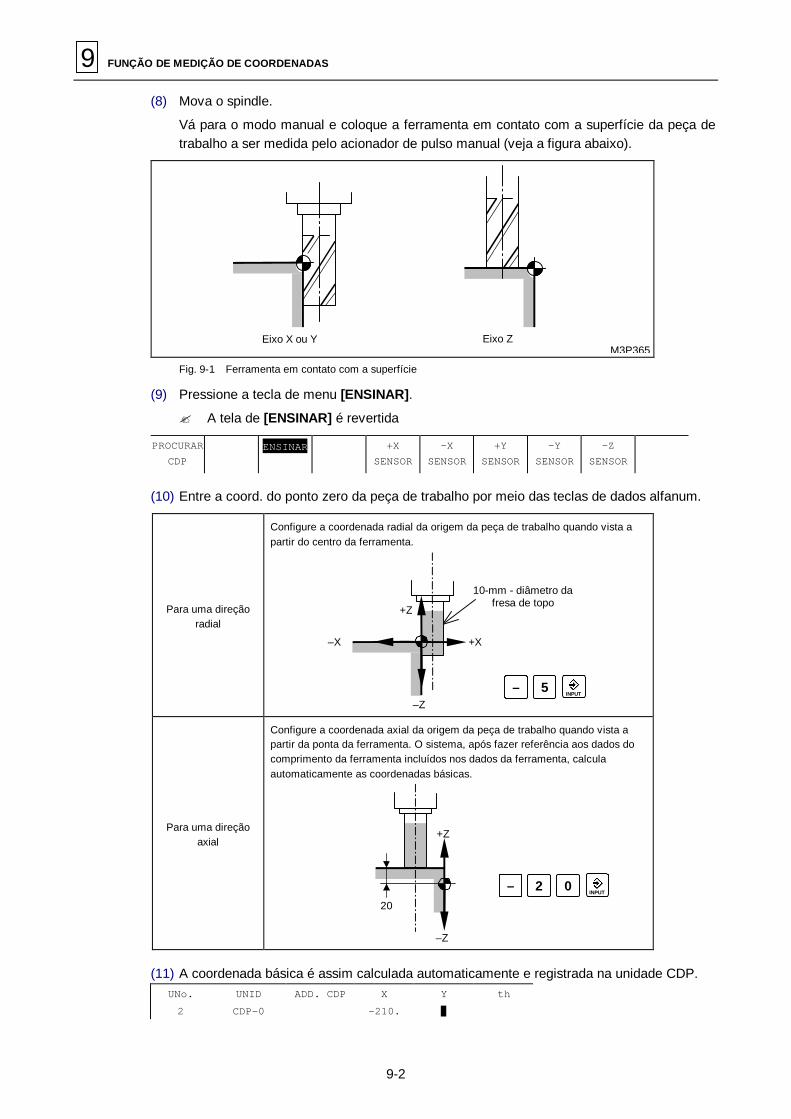
9 FUNÇÃO DE MEDIÇÃO DE COORDENADAS
9-2
(8) Mova o spindle.
Vá para o modo manual e coloque a ferramenta em contato com a superfície da peça de trabalho a ser medida pelo acionador de pulso manual (veja a figura abaixo).
M3P365Eixo X ou Y Eixo Z
Fig. 9-1 Ferramenta em contato com a superfície
(9) Pressione a tecla de menu [ENSINAR].
? A tela de [ENSINAR] é revertida
PROCURAR CDP
ENSINAR +X SENSOR
-X SENSOR
+Y SENSOR
-Y SENSOR
-Z SENSOR
(10) Entre a coord. do ponto zero da peça de trabalho por meio das teclas de dados alfanum.
Para uma direção radial
Configure a coordenada radial da origem da peça de trabalho quando vista a partir do centro da ferramenta.
10-mm - diâmetro da fresa de topo
–Z
+Z
+X –X
5 – INPUT
Para uma direção axial
Configure a coordenada axial da origem da peça de trabalho quando vista a partir da ponta da ferramenta. O sistema, após fazer referência aos dados do comprimento da ferramenta incluídos nos dados da ferramenta, calcula automaticamente as coordenadas básicas.
0
–Z
+Z
– 220
INPUT
(11) A coordenada básica é assim calculada automaticamente e registrada na unidade CDP.
UNo.
2
UNID
CDP-0
ADD. CDP X
-210.
Y
th

FUNÇÃO DE MEDIÇÃO DE COORDENADAS 9
9-3
(12) Repita as operações acima indicadas para registrar as coordenadas básicas nos outros eixos.
Nota: Durante a execução das unidades de CDP, o sistema procura somente os dados presentes após a posição do cursor. A mensagem de alarme 407 DADOS NÃO ENCONTRADOS também será exibida se a posição do cursor não for seguida por uma unidade CDP.
Configurando os dados de armazenagem da posição da ponta da ferramenta para cada um dos planos a ser usinado (na tabela abaixo, os nomes dos eixos são para as coordenadas da máquina)
X (CDP-X)
10-mm – diâmetro da fresa de topo
–Z
+Z
+X –X
5 – INPUT
Y (CDP-Y)
–Z
+Z
+Y –Y
5 – INPUT
10-mm – diâmetro da fresa de topo
Z (CDP-Z)
0
–Z
+Z
– 220
INPUT
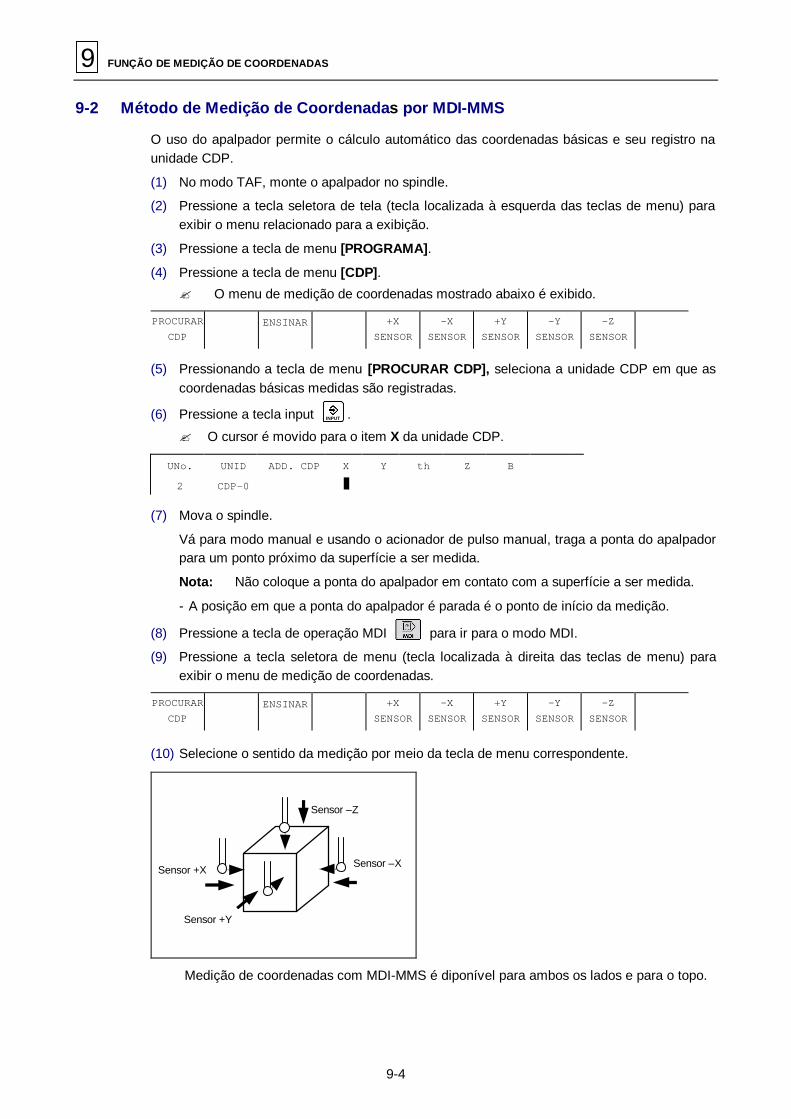
9 FUNÇÃO DE MEDIÇÃO DE COORDENADAS
9-4
9-2 Método de Medição de Coordenadas por MDI-MMS
O uso do apalpador permite o cálculo automático das coordenadas básicas e seu registro na unidade CDP.
(1) No modo TAF, monte o apalpador no spindle.
(2) Pressione a tecla seletora de tela (tecla localizada à esquerda das teclas de menu) para exibir o menu relacionado para a exibição.
(3) Pressione a tecla de menu [PROGRAMA].
(4) Pressione a tecla de menu [CDP].
? O menu de medição de coordenadas mostrado abaixo é exibido.
PROCURAR CDP
ENSINAR +X SENSOR
-X SENSOR
+Y SENSOR
-Y SENSOR
-Z SENSOR
(5) Pressionando a tecla de menu [PROCURAR CDP], seleciona a unidade CDP em que as coordenadas básicas medidas são registradas.
(6) Pressione a tecla input INPUT .
? O cursor é movido para o item X da unidade CDP.
UNo.
2
UNID
CDP-0
ADD. CDP X
Y th Z B
(7) Mova o spindle.
Vá para modo manual e usando o acionador de pulso manual, traga a ponta do apalpador para um ponto próximo da superfície a ser medida.
Nota: Não coloque a ponta do apalpador em contato com a superfície a ser medida.
- A posição em que a ponta do apalpador é parada é o ponto de início da medição.
(8) Pressione a tecla de operação MDI para ir para o modo MDI.
(9) Pressione a tecla seletora de menu (tecla localizada à direita das teclas de menu) para exibir o menu de medição de coordenadas.
PROCURAR CDP
ENSINAR +X SENSOR
-X SENSOR
+Y SENSOR
-Y SENSOR
-Z SENSOR
(10) Selecione o sentido da medição por meio da tecla de menu correspondente.
Sensor +X
Sensor +Y
Sensor –X
Sensor –Z
Medição de coordenadas com MDI-MMS é diponível para ambos os lados e para o topo.

FUNÇÃO DE MEDIÇÃO DE COORDENADAS 9
9-5
(11) Introduza a coordenada da face com a qual a ponta do apalpador entra em contato (superfície de medição) no sistema de coordenadas da peça de trabalho.
Introdução de 20 Pressione as teclas 2 0 e INPUT nesta ordem.
(12) Pressione o botão ciclo start. ? O apalpador move-se lentamente na velocidade de apalpamento, e depois que sua
ponta entra em contato com a superfície a ser medida, o apalpador retorna ao ponto inicial de medição em avanço rápido.
- Assim, a coordenada básica é calculada automaticamente e exibida.
UNo.
2
UNID
CDP-0
ADD. CDP X
220.
Y
th Z
Nota: As coordenadas básicas não serão medidas com precisão se o MDI-MMS for
executado com a unidade NC não contendo os dados de correção baseados na medição do comprimento da ferramenta com um sensor de toque e na medição da calibração com um apalpador.

9 FUNÇÃO DE MEDIÇÃO DE COORDENADAS
9-6
- NOTA -
E

CRIAÇÃO DE DADOS DE CPF 10
10-1
10 CRIAÇÃO DE DADOS DE CPF
10-1 Configurando os Dados de CPF (Controle do Percurso da Ferramenta)
Os dados de controle do percurso da ferramenta (CPF) podem ser configurados para cada unidade do programa. Os dados de CPF consistem em itens de dados usados para ajustar os percursos das ferramentas e os pontos determinados.
Os percursos das ferramentas são criados automaticamente usando os dados que foram configurados na tela de PROGRAMA, e os dados que foram configurados em vários parâmetros. Os dados de CPF são planejados para permitir a modificação em unidade-por-unidade dos percursos das ferramentas que foram criados e remover os percursos desnecessários ou prevenir interferências.
Portanto, os dados de CPF não necessitam ser sempre configurados para executar as operações de usinagem. Os dados de CPF não podem ser configurados para as seguintes unidades:
- Unidade comum
- Unidade de código M
- Unidade de sistema de coordenadas básicas (CDP)
- Unidade do sistema de coordenadas auxiliares (OFFSET)
- Unidade de fim
- Unidade de subprograma
- Unidade de troca de palete
- Unidade de indexação
- Unidade de fim de processo
- Unidade de usinagem de superfície tridimensional (3-D)
(1) Coloque o cursor nos dados da unidade em que os dados de CPF devem ser configurados.
Exemplo: Se os dados de TPC devem ser configurados para a unidade de FUR. REB.
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 ? ? ? ? ? ? ? ? ? ?
? ? ? ? ? ? ? ? ?
UNo. UNID CX-DIA CX-PROF. CHMF BTM DIA PROF.
3 FUR. REB. ? ? ? ? ? ? ? ? ? ? ? ? ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?
Coloque o cursor nesta linha.
. . . . . . .
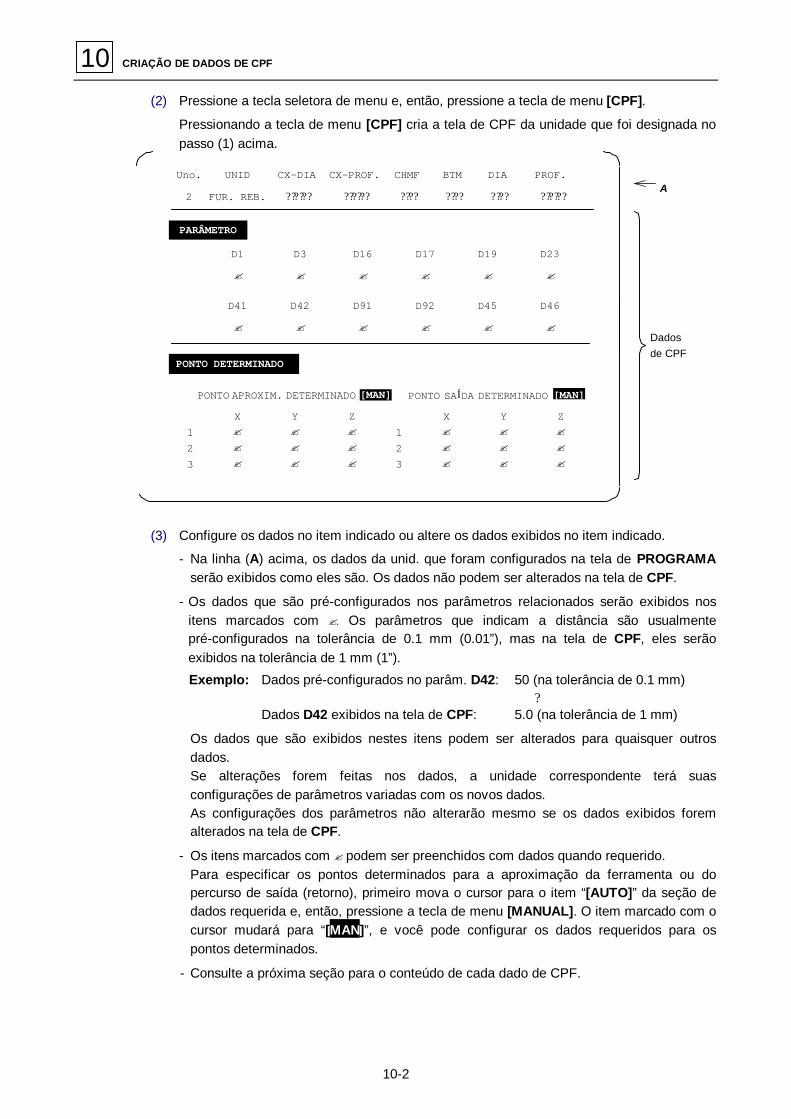
10 CRIAÇÃO DE DADOS DE CPF
10-2
(2) Pressione a tecla seletora de menu e, então, pressione a tecla de menu [CPF].
Pressionando a tecla de menu [CPF] cria a tela de CPF da unidade que foi designada no passo (1) acima.
PARÂMETRO
PONTO DETERMINADO
PONTO APROXIM. DETERMINADO [MAN]
Uno. UNID CX-DIA CX-PROF. CHMF BTM DIA PROF.
2 FUR. REB. ? ?? ?? ? ? ?? ?? ? ? ?? ? ? ?? ? ? ?? ? ? ?? ?? ?
D1 D3 D16 D17 D19 D23
? ? ? ? ? ?
D41 D42 D91 D92 D45 D46
? ? ? ? ? ?
1 2 3
X ? ? ?
Y ? ? ?
Z ? ? ?
1 2 3
X ? ? ?
Y ? ? ?
Z ? ? ?
Dados de CPF
A
PONTO SAÍDA DETERMINADO [MAN]
(3) Configure os dados no item indicado ou altere os dados exibidos no item indicado.
- Na linha (A) acima, os dados da unid. que foram configurados na tela de PROGRAMA serão exibidos como eles são. Os dados não podem ser alterados na tela de CPF.
- Os dados que são pré-configurados nos parâmetros relacionados serão exibidos nos itens marcados com ?. Os parâmetros que indicam a distância são usualmente pré-configurados na tolerância de 0.1 mm (0.01”), mas na tela de CPF, eles serão exibidos na tolerância de 1 mm (1”).
Exemplo: Dados pré-configurados no parâm. D42: 50 (na tolerância de 0.1 mm) ? Dados D42 exibidos na tela de CPF: 5.0 (na tolerância de 1 mm)
Os dados que são exibidos nestes itens podem ser alterados para quaisquer outros dados. Se alterações forem feitas nos dados, a unidade correspondente terá suas configurações de parâmetros variadas com os novos dados. As configurações dos parâmetros não alterarão mesmo se os dados exibidos forem alterados na tela de CPF.
- Os itens marcados com ? podem ser preenchidos com dados quando requerido. Para especificar os pontos determinados para a aproximação da ferramenta ou do percurso de saída (retorno), primeiro mova o cursor para o item “[AUTO]” da seção de dados requerida e, então, pressione a tecla de menu [MANUAL]. O item marcado com o cursor mudará para “[MAN]”, e você pode configurar os dados requeridos para os pontos determinados.
- Consulte a próxima seção para o conteúdo de cada dado de CPF.

CRIAÇÃO DE DADOS DE CPF 10
10-3
Nota 1: O seguinte menu é exibido enquanto CPF permanece na tela:
FIM DO
CPF ANULAR CPF
Pressionando a tecla de menu [FIM DO CPF] a tela de PROGRAMA é chamada novamente.
Nota 2: Configurando ou alterando os dados de CPF, é exibido o sinal “+” no lado esquerdo do número da unidade correspondente. Para as unidades cujos dados de CPF foram configurados ou alterados, o máximo de mais três blocos de memória de programa serão usados.
Se os dados de CPF não foram configurados: Se os dados de CPF foram configurados p/ a unid. No. 2
UNo. MAT. Z-INICIAL MODO TAF 0 ? ? ? ? ? ? ? ? ? ?
UNo. UNID CX-DIA CX-PROF. CHMF 1 FUR. REB. ? ? ? ? ? ? ? ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO 1 ? ? ? ???? ? ? ? ? ? ? ?
FIG PTN Z X Y 1 ? ? ? ? ? ? ? ? ? ? ? ?
UNo. UNID CX-DIA CX-PROF. CHMF +2 FUR. REB. ? ? ? ? ? ? ? ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO 1 ? ? ? ? ? ? ? ? ? ? ? ? ?
FIG PTN Z X Y 1 ? ? ? ? ? ? ? ? ? ? ? ?
marca +
UNo. MAT. Z-INICIAL MODO TAF 0 ? ? ? ? ? ? ?
UNo. UNID CX-DIA CX-PROF. CHMF 1 FUR. REB. ? ? ? ? ? ? ? ? ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO 1 ? ? ? ? ? ? ? ? ? ? ? ? ?
FIG PTN Z X Y 1 ? ? ? ? ? ? ? ? ? ? ? ?
UNo. UNID CX-DIA CX-PROF. CHMF 2 FUR. REB. ? ? ? ? ? ? ? ? ?
SNo. FERRAM. ? NOM No. ? FURO PROF.FURO 1 ? ? ? ? ? ? ? ? ? ? ? ? ?
FIG PTN Z X Y 1 ? ? ? ? ? ? ? ? ? ? ? ?
Nota 3: Execute o seguinte procedimento para cancelar todos os dados de CPF que foram
configurados (ou alterados): 1) Pressione a tecla de menu [ANULAR CPF]. 2) Configure “–9999”.
Todos os dados correntes de CPF são cancelados e os dados iniciais de CPF são exibidos na tela de CPF. O sinal + na tela de PROGRAMA também é excluído. Este procedimento, sem dúvida, somente cancela os dados de CPF para a unidade respectiva.

10 CRIAÇÃO DE DADOS DE CPF
10-4
10-2 Descrição dos Itens de Dados de CPF
UNo. 2
UNID FUR. REB.
CX-DIA * * *
CX-PROF. * * *
CHMF * *
BTM * *
DIA * *
PROF. * * *
D1 1.4
D3 2
D16 2
D17 0.4
D19 0
D23 0.
D41 0.
D42 0.
D91 00000000
D92 00000000
D45 1
D46 1
1 2 3
X
Y
Z
1 2 3
X
Y
Z
PONTO APROXIM.DETERMINADO [MAN] PONTO APROXIM. DETERMINADO [MAN]
(a)
PONTO DETERMINADO
(c)
(b)
(d)
PARÂMETRO
UNo. 2
UNID FUR. REB.
CX-DIA * * *
CX-PROF. * * *
CHMF * *
BTM * *
DIA * *
PROF. * * *
D1 1.4
D3 2
D16 2
D17 0.4
D19 0
D23 0.
D41 0.
D42 0.
D91 00000000
D92 00000000
D45 1
D46 1
1 2 3
X
Y
Z
1 2 3
X
Y
Z
(a) Dados da unidade para os quais a tela de CPF é chamada. Os dados não podem ser
alterados com os dados de CPF exibidos na tela.
(b) Os endereços dos parâmetros relacionados e os dados que foram configurados na tela de PARAMETR são exibidos conforme o tipo particular de unidade. A modificação dos dados permite que a máquina seja operada correspondentemente somente durante aquela unidade. Entretanto, as configurações de dados na tela de PARAMETR não serão alteradas pela sua modificação na tela de CPF. Refira-se à separata, Lista de Parâmetros/Lista de Alarmes/Lista de Códigos M, para detalhes dos dados de parâmetro. Os parâmetros que indicam distância são usualmente configurados na tolerância de 0.1 mm (ou 0.01”), mas eles serão exibidos aqui na tolerância de 1 mm (ou 1”).
(c) Use esta seção p/ modificar o percurso de aprox. de modo que a interferência não ocorra. Para modificar o percurso, primeiro configure o cursor em “[AUTO]” da seção requerida e, então, pressione a tecla de menu [MANUAL], para exibir “[MAN]”. Finalmente, introduza as coordenadas dos pontos determinados nas três linhas (1, 2 e 3) na ordem desejada.
Peça de trabalho
Ponto inicial
P1 (P1x, P1y, P1z)
P2 (P2x, P2y, P2z)
P3 (P3x, P3y, P3z)
Ponto inicial de usinagem
Posição de troca da ferramenta
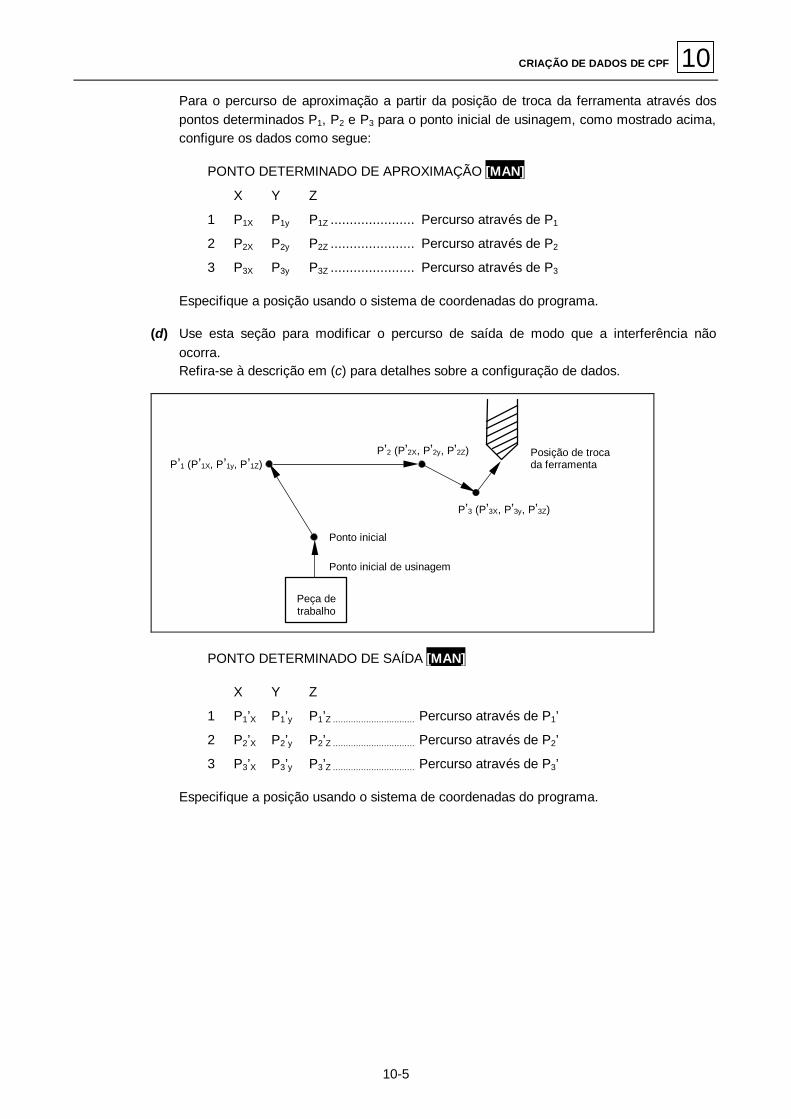
CRIAÇÃO DE DADOS DE CPF 10
10-5
Para o percurso de aproximação a partir da posição de troca da ferramenta através dos pontos determinados P1, P2 e P3 para o ponto inicial de usinagem, como mostrado acima, configure os dados como segue:
PONTO DETERMINADO DE APROXIMAÇÃO [MAN]
X Y Z
1 P1X P1y P1Z ...................... Percurso através de P1
2 P2X P2y P2Z ...................... Percurso através de P2
3 P3X P3y P3Z ...................... Percurso através de P3 Especifique a posição usando o sistema de coordenadas do programa.
(d) Use esta seção para modificar o percurso de saída de modo que a interferência não
ocorra. Refira-se à descrição em (c) para detalhes sobre a configuração de dados.
P’1 (P’1X, P’1y, P’1Z) P’2 (P’2X, P’2y, P’2Z)
P’3 (P’3X, P’3y, P’3Z)
Ponto inicial
Ponto inicial de usinagem
Posição de troca da ferramenta
Peça de trabalho
PONTO DETERMINADO DE SAÍDA [MAN]
X Y Z
1 P1’X P1’y P1’Z ................................ Percurso através de P1’
2 P2’X P2’y P2’Z ................................ Percurso através de P2’
3 P3’X P3’y P3’Z ................................ Percurso através de P3’
Especifique a posição usando o sistema de coordenadas do programa.

10 CRIAÇÃO DE DADOS DE CPF
10-6
- NOTA -
E
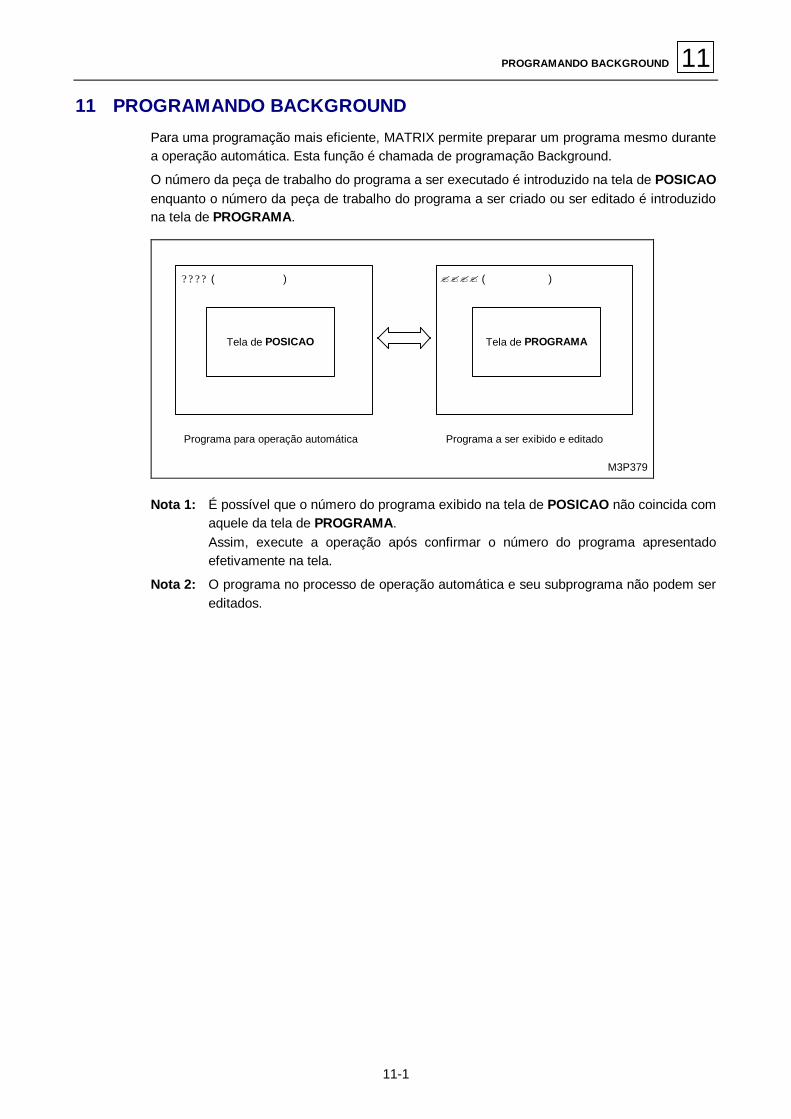
PROGRAMANDO BACKGROUND 11
11-1
11 PROGRAMANDO BACKGROUND
Para uma programação mais eficiente, MATRIX permite preparar um programa mesmo durante a operação automática. Esta função é chamada de programação Background.
O número da peça de trabalho do programa a ser executado é introduzido na tela de POSICAO enquanto o número da peça de trabalho do programa a ser criado ou ser editado é introduzido na tela de PROGRAMA.
M3P379
? ? ? ? ( ) ???? ( )
Tela de POSICAO Tela de PROGRAMA
Programa para operação automática Programa a ser exibido e editado
Nota 1: É possível que o número do programa exibido na tela de POSICAO não coincida com
aquele da tela de PROGRAMA. Assim, execute a operação após confirmar o número do programa apresentado efetivamente na tela.
Nota 2: O programa no processo de operação automática e seu subprograma não podem ser editados.

11 PROGRAMANDO BACKGROUND
11-2
- NOTA -
E
CASO DE APARECIMENTO DE ALARME 12
12-1
12 CASO DE APARECIMENTO DE ALARME
1. Exibição do alarme
O alarme é exibido em vermelho ou azul.
Vermelho ................................Acende no evento de falha da máquina.
Azul..........................................Acende se operações erradas são executadas durante a criação ou edição de um programa.
2. Eliminando o alarme
Quando o alarme é exibido durante a criação e edição do programa, elimine-o pelo seguinte procedimento.
(1) Cheque o número do alarme e a mensagem na seção da tela de exibição do alarme.
(2) Refira-se à “Lista de Parâmetros/Alarmes/Códigos M” e elimine a causa do alarme referindo-se ao número do alarme, mensagem do alarme, causa do alarme e ação a ser tomada para eliminar a causa.
(3) Elimine a exibição do alarme com a tecla clear ou a tecla reset .
Azul .................................Elimina a exibição com a tecla clear .
Vermelho ........................Elimina a exibição com a tecla reset . Nota: Enquanto a programação background é feita no modo de operação automática,
pressionando a tecla reset para cancelar um alarme também tem o efeito de retornar a operação automática para o status inicial.

12 CASO DE APARECIMENTO DE ALARME
12-2
- NOTA -
E
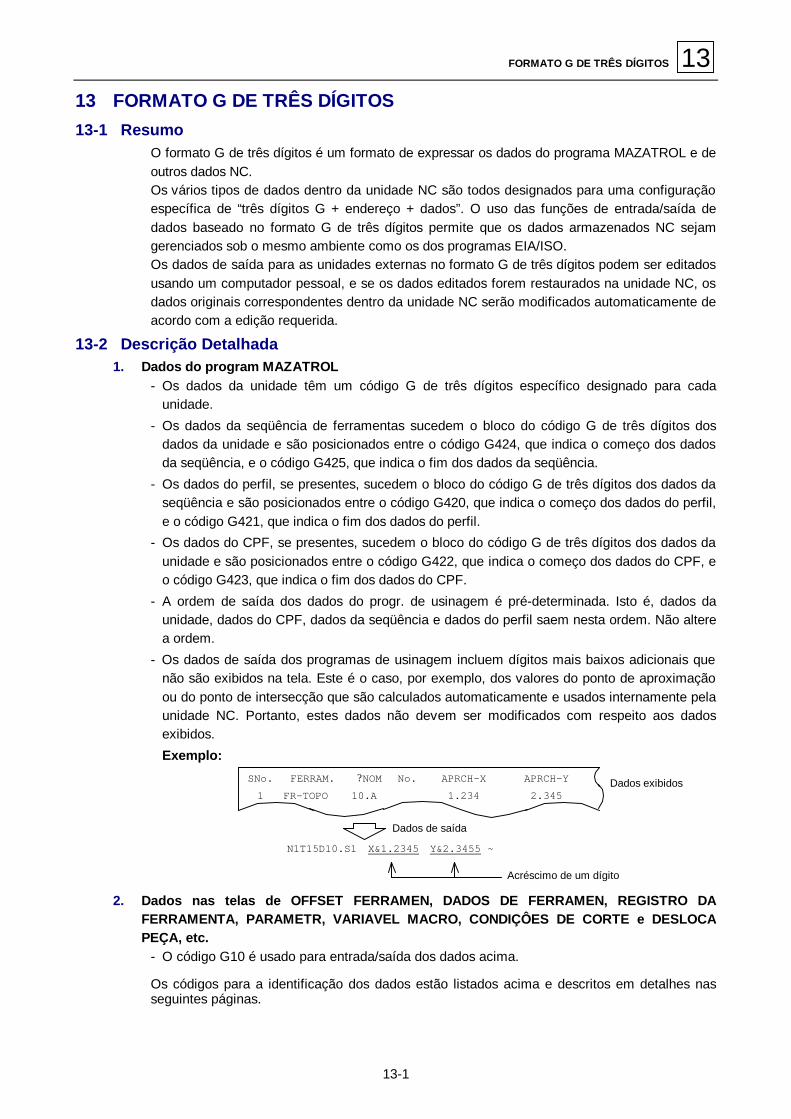
FORMATO G DE TRÊS DÍGITOS 13
13-1
13 FORMATO G DE TRÊS DÍGITOS 13-1 Resumo
O formato G de três dígitos é um formato de expressar os dados do programa MAZATROL e de outros dados NC. Os vários tipos de dados dentro da unidade NC são todos designados para uma configuração específica de “três dígitos G + endereço + dados”. O uso das funções de entrada/saída de dados baseado no formato G de três dígitos permite que os dados armazenados NC sejam gerenciados sob o mesmo ambiente como os dos programas EIA/ISO. Os dados de saída para as unidades externas no formato G de três dígitos podem ser editados usando um computador pessoal, e se os dados editados forem restaurados na unidade NC, os dados originais correspondentes dentro da unidade NC serão modificados automaticamente de acordo com a edição requerida.
13-2 Descrição Detalhada 1. Dados do program MAZATROL
- Os dados da unidade têm um código G de três dígitos específico designado para cada unidade.
- Os dados da seqüência de ferramentas sucedem o bloco do código G de três dígitos dos dados da unidade e são posicionados entre o código G424, que indica o começo dos dados da seqüência, e o código G425, que indica o fim dos dados da seqüência.
- Os dados do perfil, se presentes, sucedem o bloco do código G de três dígitos dos dados da seqüência e são posicionados entre o código G420, que indica o começo dos dados do perfil, e o código G421, que indica o fim dos dados do perfil.
- Os dados do CPF, se presentes, sucedem o bloco do código G de três dígitos dos dados da unidade e são posicionados entre o código G422, que indica o começo dos dados do CPF, e o código G423, que indica o fim dos dados do CPF.
- A ordem de saída dos dados do progr. de usinagem é pré-determinada. Isto é, dados da unidade, dados do CPF, dados da seqüência e dados do perfil saem nesta ordem. Não altere a ordem.
- Os dados de saída dos programas de usinagem incluem dígitos mais baixos adicionais que não são exibidos na tela. Este é o caso, por exemplo, dos valores do ponto de aproximação ou do ponto de intersecção que são calculados automaticamente e usados internamente pela unidade NC. Portanto, estes dados não devem ser modificados com respeito aos dados exibidos.
Exemplo:
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y 1 FR-TOPO
MILL 10.A 1.234 2.345
Dados de saída
N1T15D10.S1 X&1.2345 Y&2.3455 ~
Acréscimo de um dígito
Dados exibidos
2. Dados nas telas de OFFSET FERRAMEN, DADOS DE FERRAMEN, REGISTRO DA
FERRAMENTA, PARAMETR, VARIAVEL MACRO, CONDIÇÔES DE CORTE e DESLOCA PEÇA, etc.
- O código G10 é usado para entrada/saída dos dados acima.
Os códigos para a identificação dos dados estão listados acima e descritos em detalhes nas seguintes páginas.

13 FORMATO G DE TRÊS DÍGITOS
13-2
13-3 Formato G de Três Dígitos do Programa MAZATROL
1. Número do programa e nome do programa
Na entrada/saída do formato G de três dígitos de programas MAZATROL, o número e o nome de um programa é descrito no seguinte formato:
(Sem nome do programa)
Identificador
EOB
Programa No. O99999999
(
M
G
3
—
2
5
1
)
EOB
EOB
EOR %
Descrição no formato G de 3 dígitos
(Com nome do programa)
EOB
Programa No. O99999999
(
M
G
3
—
2
5
1
:
EOB
Nome do programa
)
Descrição no formato G de
3 díigitos
EOB
EOR %
Identificador - Número do programa
O número do programa é indicado seguinte a “O”. Os números dos programas são produzidos em oito dígitos (configuração normal; números 1 a 99999999) ou quatro dígitos (números 1 a 9999) de acordo com a configuração do parâmetro relacionado. A distinção no número de dígitos precisa ser observada mesmo na designação do programa a ser produzido. Um erro resultará se um número de programa ilegal for designado.
- Identificador O código “(MG3-251)” que sucede o número do programa identifica um programa MAZATROL descrito no formato G de três dígitos da MATRIX.
- Nome do programa O nome do programa é indicado entre parênteses com o identificador separado por uma vírgula. O número de caracteres máximo disponível é usualmente de 48 para nomear um programa armazenado na memória NC. Um excesso nos caracteres será ocultado.

FORMATO G DE TRÊS DÍGITOS 13
13-3
2. Unidade
- Unidade comum G300
UNo. MAT. PROGRAMA DENOMINAÇÃO Z-INICIAL MODO TAF
MODO MULTI
MULTI BANDE
PASSO-X PASSO-Y
U ( ) P D Z A B C X Y
Fixo em 0 Fixo em 0 1: OFF
2: 5 * 2
3: TIPO DESLOC.
- Unidade do sistema de coordenadas básicas G379
UNo. No. CDP ADD. CDP X Y th Z B ADD. CDP B:
U A B X Y E Z F 1 - 6 G54 - G59
7 - 16 A - K 17 - 316 G54.1P1 - G54.1P300
- Unidade do sistema de coordenadas auxiliares G380
UNo. U(X) V(Y) D(th) W(Z)
U X Y D Z
- Unidade fim G301
UNo. CONTI. NUMERO ATC RETORNO NR. PROGR. EXECUT
U B C A D ( ) E
0: Nenhum 0: SIM
1: Ponto zero máquina 1: NÃO
2: Ponto fixo
3: Arbitrário
- Unidade de subprograma G303
UNo. NR. PROGR. $ REPETI PARADA MEDIÇÃO $ V:
U W V L F 0 - 9 Saltar (0 - 9)
–1 - –4 Multipeças (A a D) 0: Subprograma não contém medição
1: Subprograma contém medição
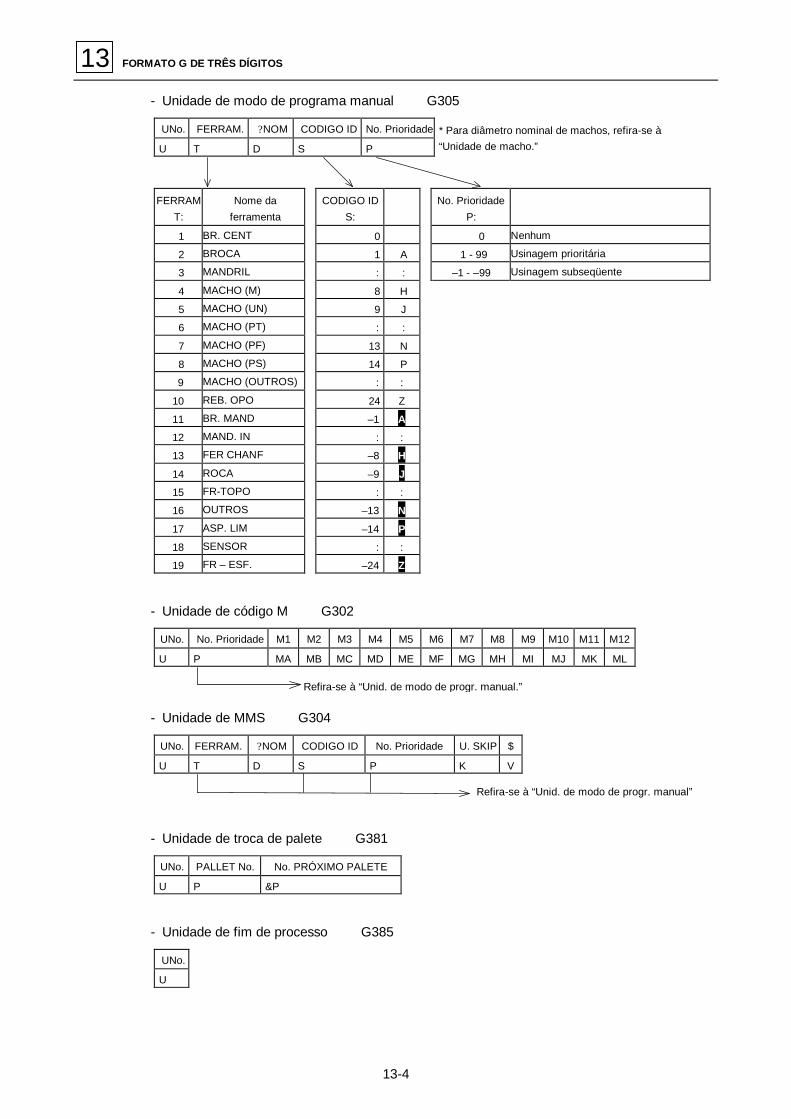
13 FORMATO G DE TRÊS DÍGITOS
13-4
- Unidade de modo de programa manual G305
UNo. FERRAM. ?NOM CODIGO ID No. Prioridade
U T D S P
* Para diâmetro nominal de machos, refira-se à “Unidade de macho.”
FERRAM
T: Nome da
ferramenta CODIGO ID
S: No. Prioridade
P:
1 BR. CENT 0 0 Nenhum
2 BROCA 1 A 1 - 99 Usinagem prioritária
3 MANDRIL : : –1 - –99 Usinagem subseqüente
4 MACHO (M) 8 H
5 MACHO (UN) 9 J
6 MACHO (PT) : :
7 MACHO (PF) 13 N
8 MACHO (PS) 14 P
9 MACHO (OUTROS) : :
10 REB. OPO 24 Z
11 BR. MAND –1 A
12 MAND. IN : :
13 FER CHANF –8 H
14 ROCA –9 J
15 FR-TOPO : :
16 OUTROS –13 N
17 ASP. LIM –14 P
18 SENSOR : :
19 FR – ESF. –24 Z
- Unidade de código M G302
UNo. No. Prioridade M1 M2 M3 M4 M5 M6 M7 M8 M9 M10 M11 M12
U P MA MB MC MD ME MF MG MH MI MJ MK ML
Refira-se à “Unid. de modo de progr. manual.” - Unidade de MMS G304
UNo. FERRAM. ?NOM CODIGO ID No. Prioridade U. SKIP $
U T D S P K V
Refira-se à “Unid. de modo de progr. manual”
- Unidade de troca de palete G381
UNo. PALLET No. No. PRÓXIMO PALETE
U P &P
- Unidade de fim de processo G385
UNo.
U
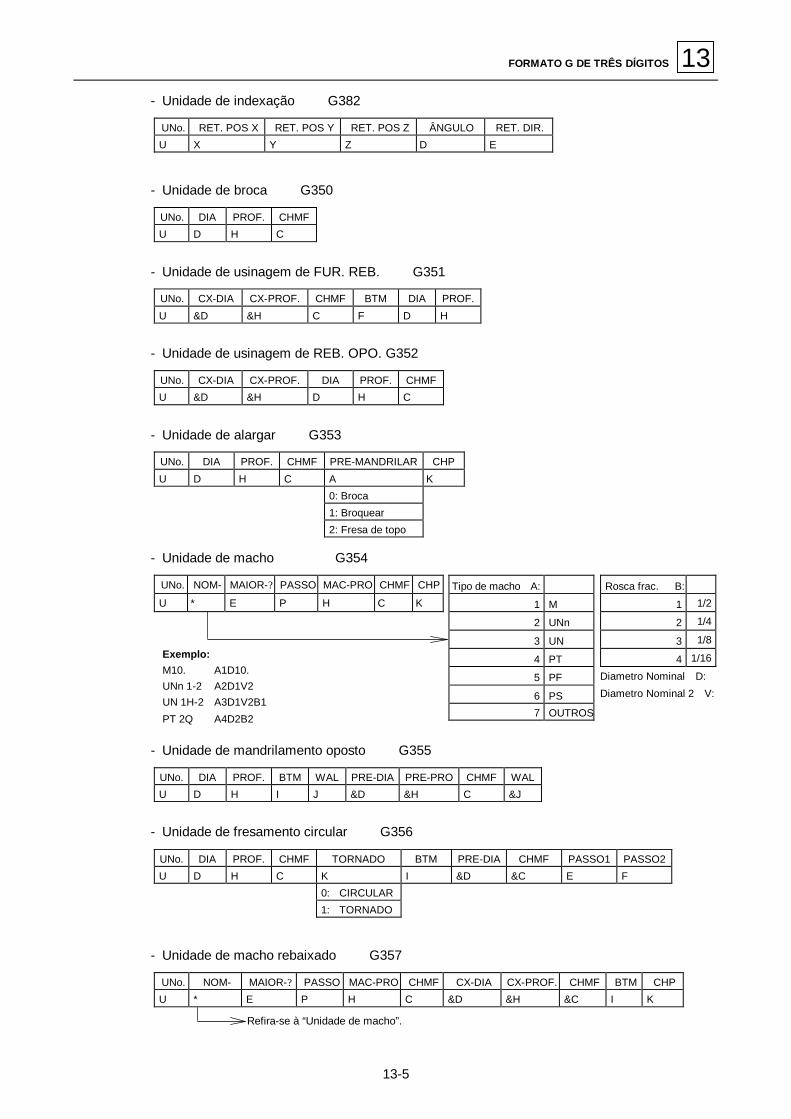
FORMATO G DE TRÊS DÍGITOS 13
13-5
- Unidade de indexação G382
UNo. RET. POS X RET. POS Y RET. POS Z ÂNGULO RET. DIR.
U X Y Z D E
- Unidade de broca G350
UNo. DIA PROF. CHMF
U D H C
- Unidade de usinagem de FUR. REB. G351
UNo. CX-DIA CX-PROF. CHMF BTM DIA PROF.
U &D &H C F D H
- Unidade de usinagem de REB. OPO. G352
UNo. CX-DIA CX-PROF. DIA PROF. CHMF
U &D &H D H C
- Unidade de alargar G353
UNo. DIA PROF. CHMF PRE-MANDRILAR CHP
U D H C A K
0: Broca
1: Broquear
2: Fresa de topo
- Unidade de macho G354
UNo. NOM- MAIOR-? PASSO MAC-PRO CHMF CHP Tipo de macho A: Rosca frac. B:
U * E P H C K 1 M 1 1/2
2 UNn 2 1/4
3 UN 3 1/8
4 PT 4 1/16
5 PF
6 PS
Diametro Nominal D:
Diametro Nominal 2 V:
7 OUTROS
Exemplo: M10. A1D10. UNn 1-2 A2D1V2 UN 1H-2 A3D1V2B1
PT 2Q A4D2B2
- Unidade de mandrilamento oposto G355
UNo. DIA PROF. BTM WAL PRE-DIA PRE-PRO CHMF WAL
U D H I J &D &H C &J
- Unidade de fresamento circular G356
UNo. DIA PROF. CHMF TORNADO BTM PRE-DIA CHMF PASSO1 PASSO2
U D H C K I &D &C E F
0: CIRCULAR
1: TORNADO
- Unidade de macho rebaixado G357
UNo. NOM- MAIOR-? PASSO MAC-PRO CHMF CX-DIA CX-PROF. CHMF BTM CHP
U * E P H C &D &H &C I K
Refira-se à “Unidade de macho”.
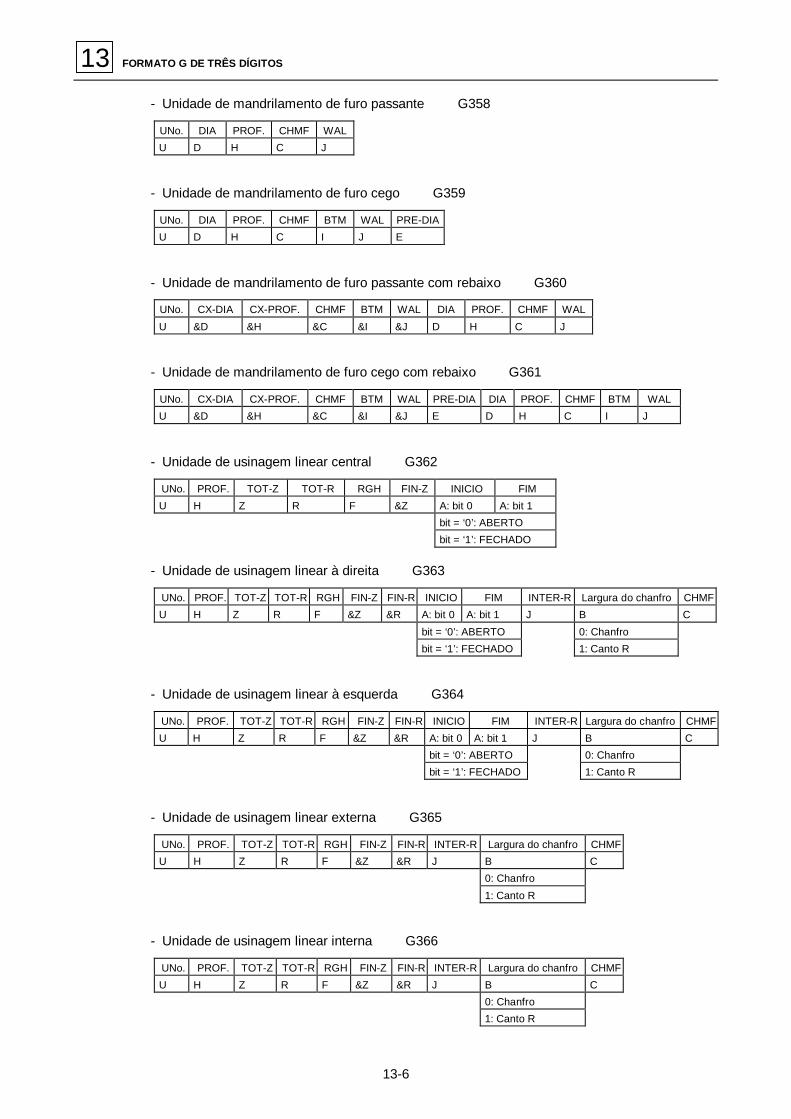
13 FORMATO G DE TRÊS DÍGITOS
13-6
- Unidade de mandrilamento de furo passante G358
UNo. DIA PROF. CHMF WAL
U D H C J
- Unidade de mandrilamento de furo cego G359
UNo. DIA PROF. CHMF BTM WAL PRE-DIA
U D H C I J E
- Unidade de mandrilamento de furo passante com rebaixo G360
UNo. CX-DIA CX-PROF. CHMF BTM WAL DIA PROF. CHMF WAL
U &D &H &C &I &J D H C J
- Unidade de mandrilamento de furo cego com rebaixo G361
UNo. CX-DIA CX-PROF. CHMF BTM WAL PRE-DIA DIA PROF. CHMF BTM WAL
U &D &H &C &I &J E D H C I J
- Unidade de usinagem linear central G362
UNo. PROF. TOT-Z TOT-R RGH FIN-Z INICIO FIM
U H Z R F &Z A: bit 0 A: bit 1
bit = ‘0’: ABERTO
bit = ‘1’: FECHADO - Unidade de usinagem linear à direita G363
UNo. PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R Largura do chanfro CHMF
U H Z R F &Z &R A: bit 0 A: bit 1 J B C
bit = ‘0’: ABERTO 0: Chanfro
bit = ‘1’: FECHADO 1: Canto R
- Unidade de usinagem linear à esquerda G364
UNo. PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R Largura do chanfro CHMF
U H Z R F &Z &R A: bit 0 A: bit 1 J B C
bit = ‘0’: ABERTO 0: Chanfro
bit = ‘1’: FECHADO 1: Canto R
- Unidade de usinagem linear externa G365
UNo. PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R Largura do chanfro CHMF
U H Z R F &Z &R J B C
0: Chanfro
1: Canto R
- Unidade de usinagem linear interna G366
UNo. PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R Largura do chanfro CHMF
U H Z R F &Z &R J B C
0: Chanfro
1: Canto R
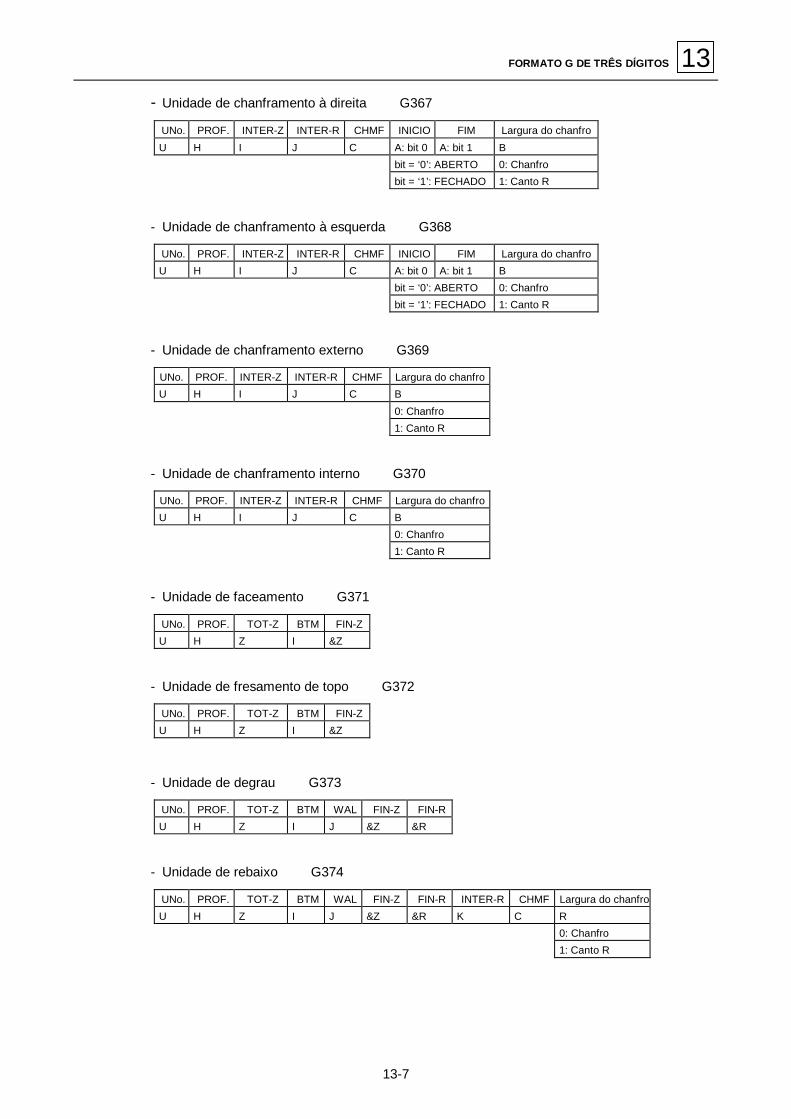
FORMATO G DE TRÊS DÍGITOS 13
13-7
- Unidade de chanframento à direita G367
UNo. PROF. INTER-Z INTER-R CHMF INICIO FIM Largura do chanfro
U H I J C A: bit 0 A: bit 1 B
bit = ‘0’: ABERTO 0: Chanfro
bit = ‘1’: FECHADO 1: Canto R
- Unidade de chanframento à esquerda G368
UNo. PROF. INTER-Z INTER-R CHMF INICIO FIM Largura do chanfro
U H I J C A: bit 0 A: bit 1 B
bit = ‘0’: ABERTO 0: Chanfro
bit = ‘1’: FECHADO 1: Canto R
- Unidade de chanframento externo G369
UNo. PROF. INTER-Z INTER-R CHMF Largura do chanfro
U H I J C B
0: Chanfro
1: Canto R
- Unidade de chanframento interno G370
UNo. PROF. INTER-Z INTER-R CHMF Largura do chanfro
U H I J C B
0: Chanfro
1: Canto R
- Unidade de faceamento G371
UNo. PROF. TOT-Z BTM FIN-Z
U H Z I &Z
- Unidade de fresamento de topo G372
UNo. PROF. TOT-Z BTM FIN-Z
U H Z I &Z
- Unidade de degrau G373
UNo. PROF. TOT-Z BTM WAL FIN-Z FIN-R
U H Z I J &Z &R
- Unidade de rebaixo G374
UNo. PROF. TOT-Z BTM WAL FIN-Z FIN-R INTER-R CHMF Largura do chanfro
U H Z I J &Z &R K C R
0: Chanfro
1: Canto R
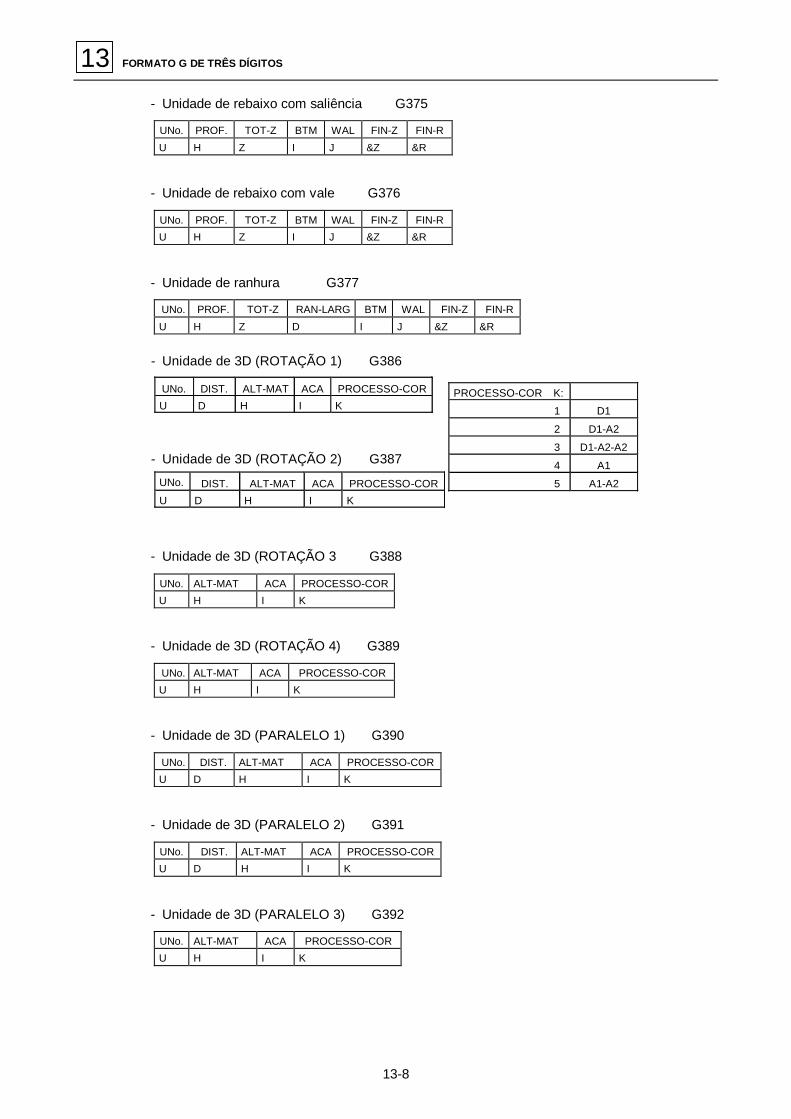
13 FORMATO G DE TRÊS DÍGITOS
13-8
- Unidade de rebaixo com saliência G375
UNo. PROF. TOT-Z BTM WAL FIN-Z FIN-R
U H Z I J &Z &R
- Unidade de rebaixo com vale G376
UNo. PROF. TOT-Z BTM WAL FIN-Z FIN-R
U H Z I J &Z &R
- Unidade de ranhura G377
UNo. PROF. TOT-Z RAN-LARG BTM WAL FIN-Z FIN-R
U H Z D I J &Z &R
PROCESSO-COR K:
1 D1
2 D1-A2
3 D1-A2-A2
4 A1
5 A1-A2 UNo. DIST. ALT-MAT ACA PROCESSO-COR U D H I K
- Unidade de 3D (ROTAÇÃO 1) G386
UNo. DIST. ALT-MAT ACA PROCESSO-COR U D H I K
- Unidade de 3D (ROTAÇÃO 2) G387
- Unidade de 3D (ROTAÇÃO 3 G388
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- Unidade de 3D (ROTAÇÃO 4) G389
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- Unidade de 3D (PARALELO 1) G390
UNo. DIST. ALT-MAT ACA PROCESSO-COR
U D H I K
- Unidade de 3D (PARALELO 2) G391
UNo. DIST. ALT-MAT ACA PROCESSO-COR
U D H I K
- Unidade de 3D (PARALELO 3) G392
UNo. ALT-MAT ACA PROCESSO-COR
U H I K

FORMATO G DE TRÊS DÍGITOS 13
13-9
- Unidade de 3D (PARALELO 4) G393
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- Unidade de 3D (NORMAL 1) G394
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- Unidade de 3D (NORMAL 2) G395
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- Unidade de 3D (DIREC.) G396
UNo. ALT-MAT ACA PROCESSO-COR
U H I K
- DEFINIÇÃO PLANO 3-D G397
UNo. LINHA PLANO DISTANCIA ROT.-X ROT.-Y ROT.-Z DESLO-X DESLO-Y DESLO-Z
U A B D X Y Z &X &Y &Z
1: FL 1: X-Y
2: GL 2: Y-Z
3: X-Z - Transferência de coordenadas 3D G398
UNo. ROT.-X ROT.-Y ROT.-Z DESLO-X DESLO-Y DESLO-Z
U X Y Z &X &Y &Z - Escolha da área de processamento 3D G399
UNo. MIN-X MAX-X MIN-Y MAX-Y MIN-Z MAX-Z IN/OUT
U X &X Y &Y Z &Z A
1: IN
2: OUT

13 FORMATO G DE TRÊS DÍGITOS
13-10
3. Seqüência de usinagem
. . . . . .
G420U_ Começo dos dados da seqüência (U: No. da unidade) N1
N2
Dados da seqüência
G421 Fim dos dados da seqüência
- Seqüência de usinagem de multipeça de trabalho
SNo. X Y th Z
N X Y E Z
- Seqüência de modo de programa manual
SNo. G1 G2 DADOS 1 DADOS 2 DADOS 3 DADOS 4 DADOS 5 DADOS 6 S M/B
N G &G ? ? ? ? ? ? S M/B
Endereço e dados são configurados como especificado, por exemplo, “X123.456” (se o eixo 4º, 5º ou 6º foi especificado, o conjunto &4, &5 ou &6 é usado respectivamente).
Cód. M M:, Cód. B B:
- Seqüência de MMS
SNo. PTN X Y Z B R D/L K PTN A: PTN A: PTN A:
N A X Y Z J R D K 1 FACE X 5 Y CAIXA 9 BOSS X-Y
2 FACE Y 6 X DEGR. 10 XYthANG
3 FACE Z 7 Y DEGR. 11 CALIB. 4 X CAIXA 8 XY-HOL
- Seqüência de subprograma
SNo. ARGM 1 ARGM 2 ARGM 3 ARGM 4 ARGM 5 ARGM 6
N ? ? ? ? ? ?
End. e dados são conf. c/o especificado, p/ ex. “X123.456”
(se macrovariável foi especificada, “X#100” não é usado) - Seqüência de perfis de usinagem de ponto
SNo. PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
N A Z X Y DA DB TA TB F M K P Q R
1: PTO
2: LIN
3: QUA
4: GRE
5: CIRC.
6: ARC
7: COR

FORMATO G DE TRÊS DÍGITOS 13
13-11
- Seqüência de perfis, QUADRADO (forma fixa)
C_ ou R_ é usado para chanfro de canto ou arredondamento, respect.
SNo. PTN P1X P1Y P3X P3Y CN1 CN2 CN3 CN4 Tipo de seq. de perfis
N A X Y &X &Y CA/RA CB/RB CC/RC CD/RD B
1: QUA 0: Forma fixa
- Seqüência de perfis, CIRCULO (forma fixa)
SNo. PTN CX CY R Tipo seq. de perfis
N A X Y R B
2: CIRC. 0: Forma fixa
- Seqüência de perfis (arbitrária)
SNo. PTN X Y R/th I J P CNR Ponto inicial Tipo de seq. de perfis
N A X Y V I J P C/R S B
1: LINHA 0: Não 1: Arbitrário
2: HORAR 1: Sim
3: ANTI-HORAR
4: FIG-DL
5: CW-SH
6: CCW-SH
7: FI. REP
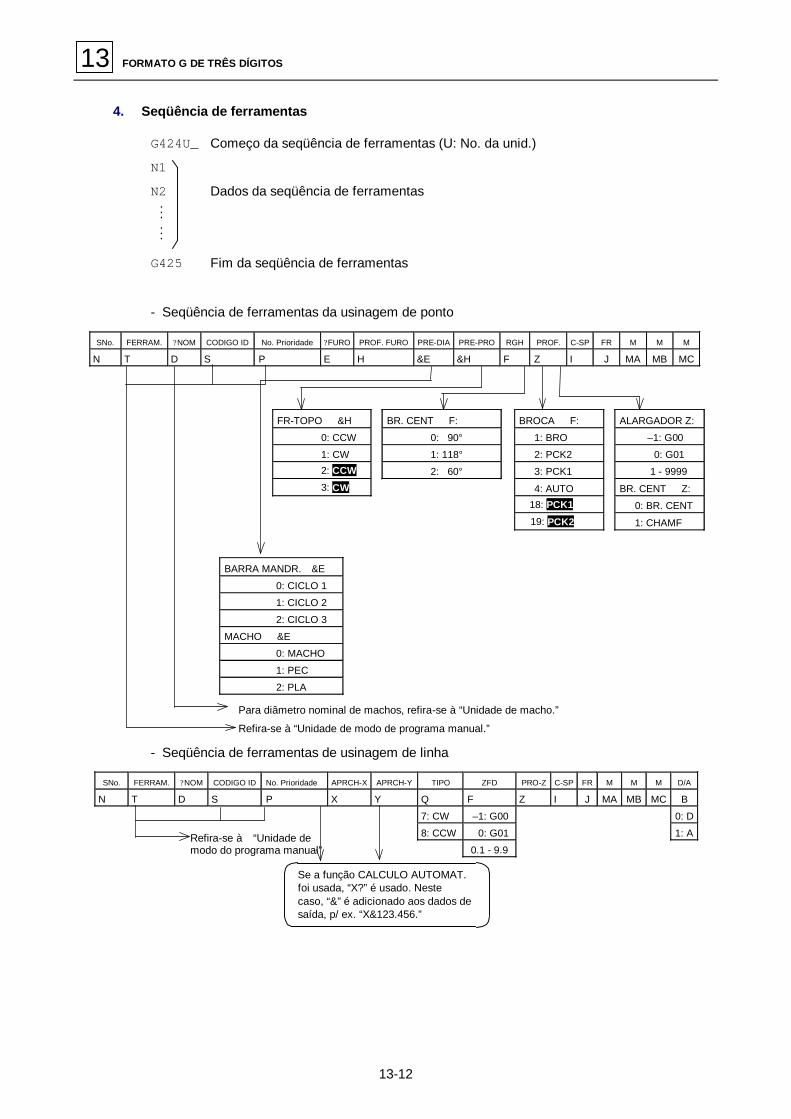
13 FORMATO G DE TRÊS DÍGITOS
13-12
4. Seqüência de ferramentas
G424U_ Começo da seqüência de ferramentas (U: No. da unid.)
N1 N2 Dados da seqüência de ferramentas
G425 Fim da seqüência de ferramentas
. . . . . .
- Seqüência de ferramentas da usinagem de ponto
SNo. FERRAM. ?NOM CODIGO ID No. Prioridade ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
N T D S P E H &E &H F Z I J MA MB MC
FR-TOPO &H BR. CENT F: BROCA F: ALARGADOR Z:
0: CCW 0: 90° 1: BRO –1: G00
1: CW 1: 118° 2: PCK2 0: G01
2: CCW 2: 60° 3: PCK1 1 - 9999
3: CW 4: AUTO BR. CENT Z:
18: PCK1 0: BR. CENT
19: PCK2 1: CHAMF
BARRA MANDR. &E
0: CICLO 1
1: CICLO 2
2: CICLO 3
MACHO &E
0: MACHO
1: PEC
2: PLA
Para diâmetro nominal de machos, refira-se à “Unidade de macho.”
Refira-se à “Unidade de modo de programa manual.” - Seqüência de ferramentas de usinagem de linha
SNo. FERRAM. ?NOM CODIGO ID No. Prioridade APRCH-X APRCH-Y TIPO ZFD PRO-Z C-SP FR M M M D/A
N T D S P X Y Q F Z I J MA MB MC B
7: CW –1: G00 0: D
8: CCW 0: G01 1: A
0.1 - 9.9
Se a função CALCULO AUTOMAT. foi usada, “X?” é usado. Neste caso, “&” é adicionado aos dados de saída, p/ ex. “X&123.456.”
Refira-se à “Unidade de modo do programa manual”

FORMATO G DE TRÊS DÍGITOS 13
13-13
- Seqüência de ferramentas de usinagem de face
SNo. FERRAM. NOM CODIGO
ID No.
Prioridade APRCH-X APRCH-Y TIPO ZFD TIPO PK-PRO PRO-Z C-SP FR M M M D/A
N T D S P X Y Q F W E Z I J MA MB MC B
1: XBI –1: G00 0:STANDARD 0: D
2: YBI 0: G01 1:RAMPA 1: A
3: XUN 0.1 - 9.9 2:HELICOIDAL
4: YUN 3:PICA-PAU
5: XBI-S
6: YBI-S
7: CW
8: CCW
Se a função CALCULO AUTOMAT. foi usada, “X?” é usado. Neste caso, “&” é adicionado aos dados de saída, p/ ex. “X&123.456.”
Refira-se à “Unid. de modo de programa manual.”
9: XB-AS
10:YB-AS
- Seqüência de ferramentas de usinagem 3D
No. FERRAM. NOM CODIGO ID No. Prioridade APRCH-X APRCH-Y TIPO #T PROF. PASSO C-SP FR M M M D/A STATUS
N T D S P X Y Q V Z W I J MA MB MC B C
1: //-1 0: D
2: ? -1 1: A
3: //-2 2: D
4: ? -2
5: XBI
6: YBI
7: XUN
8: YUN
9: XBI/.
10: YBI/.
11: XUN
Se a função CALCULO AUTOMAT. foi usada, configure “X?”. Neste caso, “&” é adicionado aos dados de saída, p/ ex. “X&123.456.”
Refira-se à “Unid. de modo de programa manual.”
12: YUN
- Seqüência de fim
SNo. DADOS 1 … … … DADOS 9
U ? … … … ?
P/ ex., config. c/o segue: “X12345.6789”. Para nome de eixo de 2 caracteres, os segundos caracteres 1 a 3 são convertidos para A a C respectivamente. Ex. P/ config. “123.456” p/ o eixo X2: “XB123.456”
5. CPF
Os dados de CPF consistem em dois tipos: Seção de dados (parâmetro) de CPF e seção de pontos determinados. Os dois tipos de dados são identificados como segue:
- O bloco próximo ao código G422 (Começo dos dados de CPF) é sempre tratado como dados de parâmetro, e
- os blocos subseqüentes até o código G423 (Fim dos dados de CPF) são tratados como dados de pontos determinados.
G422U_ Começo de dados de CPF (U: No. da unid.)
Dados de CPF
G423 Fim de dados CPF
. . . . . . . . .

13 FORMATO G DE TRÊS DÍGITOS
13-14
A. Dados de CPF
A B C D E F H I J K L M P Q R S Y Z
MMS L1 L2
BROCA D1 D3 D16 D17 D41 D42 D91 D45 D46
FUR. REB. D1 D3 D16 D17 D19 D23 D41 D42 D91 D92 D45 D46
REB. OPO. D1 D3 D16 D17 D5 D19 D40 D41 D42 D91 D92 D45 D46
ALARGAR D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D29 D41 D42 D91 D92 D45 D46
MACHO D1 D3 D16 D17 D22 D48 D31 D32 D49 D29 D41 D42 D91 D92 D45 D46
MAND-OPO D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D33 D41 D42 D91 D92 D45 D46
FRE-CIRC D1 D16 D17 D19 D23 D41 D42 D91 D92
REB. MACH D1 D3 D16 D17 D22 D19 D23 D48 D31 D32 D49 D29 D41 D42 D91 D92 D45 D46
MAND. T1 D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D41 D42 D91 D92 D45 D46
MAND. S1 D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D41 D42 D91 D92 D45 D46
MAND. T2 D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D41 D42 D91 D92 D45 D46
MAND. S2 D1 D3 D16 D17 D18 D19 D23 D24 D25 D26 D28 D41 D42 D91 D92 D45 D46
LINH-CENT E2 E7 E9 E17 E95
LINH-DIRT E2 E7 E9 E17 E22 E23 E24 E25 E95
LINH- ESQ E2 E7 E9 E17 E22 E23 E24 E25 E95
LINH-EXT E1 E2 E5 E7 E9 E17 E21 E22 E23 E24 E25 E95
LINH-INT E1 E2 E5 E7 E9 E17 E21 E22 E23 E24 E25 E95
CHNF-DRT E2 E8 E9 E11 E17 E95
CHNF-ESQ E2 E8 E9 E11 E17 E95
CHNF-EXT E1 E2 E8 E9 E11 E17 E21 E95
CHNF-INT E1 E2 E8 E9 E11 E17 E21 E95
ROCA E9 E12 E15
FR. TOPO E7 E9 E13 E17 E97
DEGRAU E1 E2 E5 E7 E9 E16 E17 E21 E22 E23 E24 E25 E91 E98
REBAIXO E1 E2 E5 E7 E9 E17 E18 E21 E22 E23 E24 E25 E92
SALIENTE E1 E2 E5 E7 E9 E17 E18 E21 E22 E23 E24 E25 E93
R-VALE E1 E2 E5 E7 E9 E17 E18 E21 E22 E23 E24 E25 E94 E98
RANHURA E7 E9 E17 E21 E96
ANG. FAC E9 E12
D1, E2 etc. indicam tipo de parâmetro.
B. Ponto determinado
Tipo de ponto determinado
Configuração de ponto determinado
X1 Y1 Z1 X2 Y2 Z2 X3 Y3 Z3
A B XA YA ZA XB YB ZB XC YC ZC
0: APROXIMAÇÃO 0: AUTO
1: SAÍDA 1: MAN
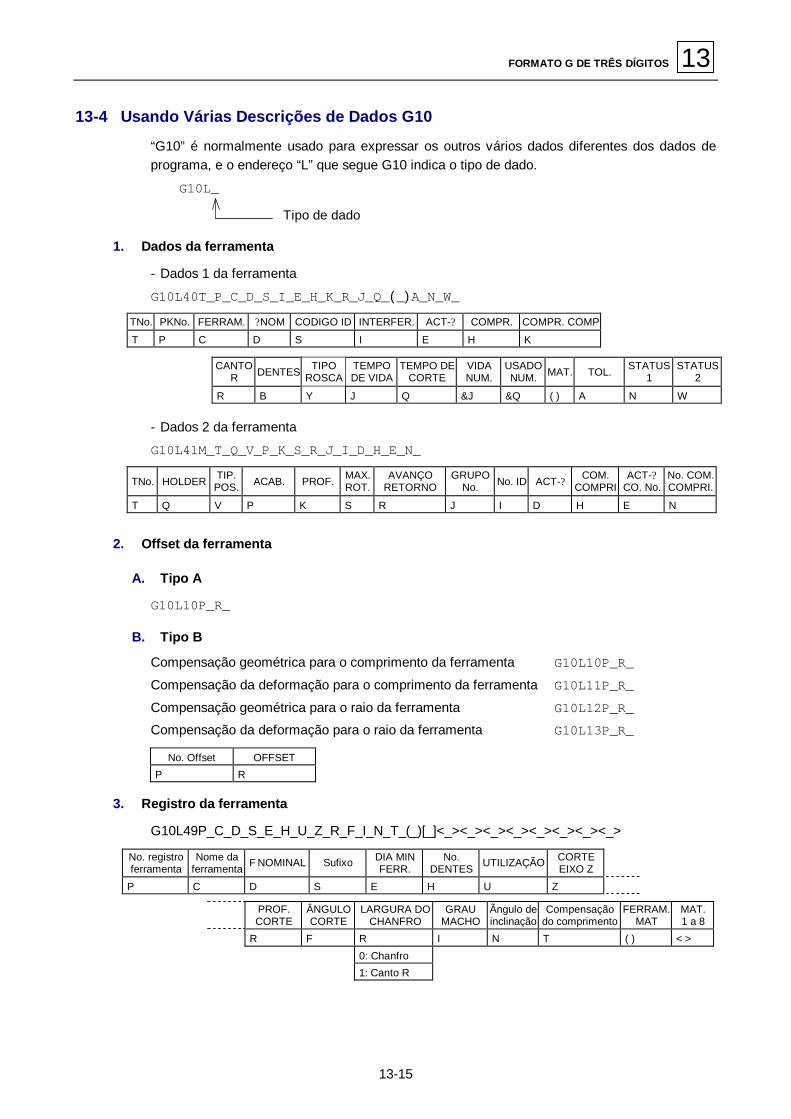
FORMATO G DE TRÊS DÍGITOS 13
13-15
13-4 Usando Várias Descrições de Dados G10
“G10” é normalmente usado para expressar os outros vários dados diferentes dos dados de programa, e o endereço “L” que segue G10 indica o tipo de dado.
G10L_ Tipo de dado
1. Dados da ferramenta
- Dados 1 da ferramenta
G10L40T_P_C_D_S_I_E_H_K_R_J_Q_(_)A_N_W_
TNo. PKNo. FERRAM. ?NOM CODIGO ID INTERFER. ACT-? COMPR. COMPR. COMP
T P C D S I E H K
CANTO R DENTES TIPO
ROSCA TEMPO DE VIDA
TEMPO DE CORTE
VIDA NUM.
USADO NUM. MAT. TOL. STATUS
1 STATUS
2
R B Y J Q &J &Q ( ) A N W - Dados 2 da ferramenta
G10L41M_T_Q_V_P_K_S_R_J_I_D_H_E_N_
TNo. HOLDER TIP. POS. ACAB. PROF. MAX.
ROT. AVANÇO
RETORNO GRUPO
No. No. ID ACT-? COM. COMPRI
ACT-? CO. No.
No. COM. COMPRI.
T Q V P K S R J I D H E N
2. Offset da ferramenta
A. Tipo A
G10L10P_R_
B. Tipo B
Compensação geométrica para o comprimento da ferramenta G10L10P_R_
Compensação da deformação para o comprimento da ferramenta G10L11P_R_
Compensação geométrica para o raio da ferramenta G10L12P_R_
Compensação da deformação para o raio da ferramenta G10L13P_R_
No. Offset OFFSET
P R
3. Registro da ferramenta
G10L49P_C_D_S_E_H_U_Z_R_F_I_N_T_(_)[_]<_><_><_><_><_><_><_><_>
No. registro ferramenta
Nome da ferramenta F NOMINAL Sufixo DIA MIN
FERR. No.
DENTES UTILIZAÇÃO CORTE EIXO Z
P C D S E H U Z
PROF. CORTE
ÂNGULO CORTE
LARGURA DO CHANFRO
GRAU MACHO
Ãngulo de inclinação
Compensação do comprimento
FERRAM. MAT
MAT. 1 a 8
R F R I N T ( ) < >
0: Chanfro
1: Canto R
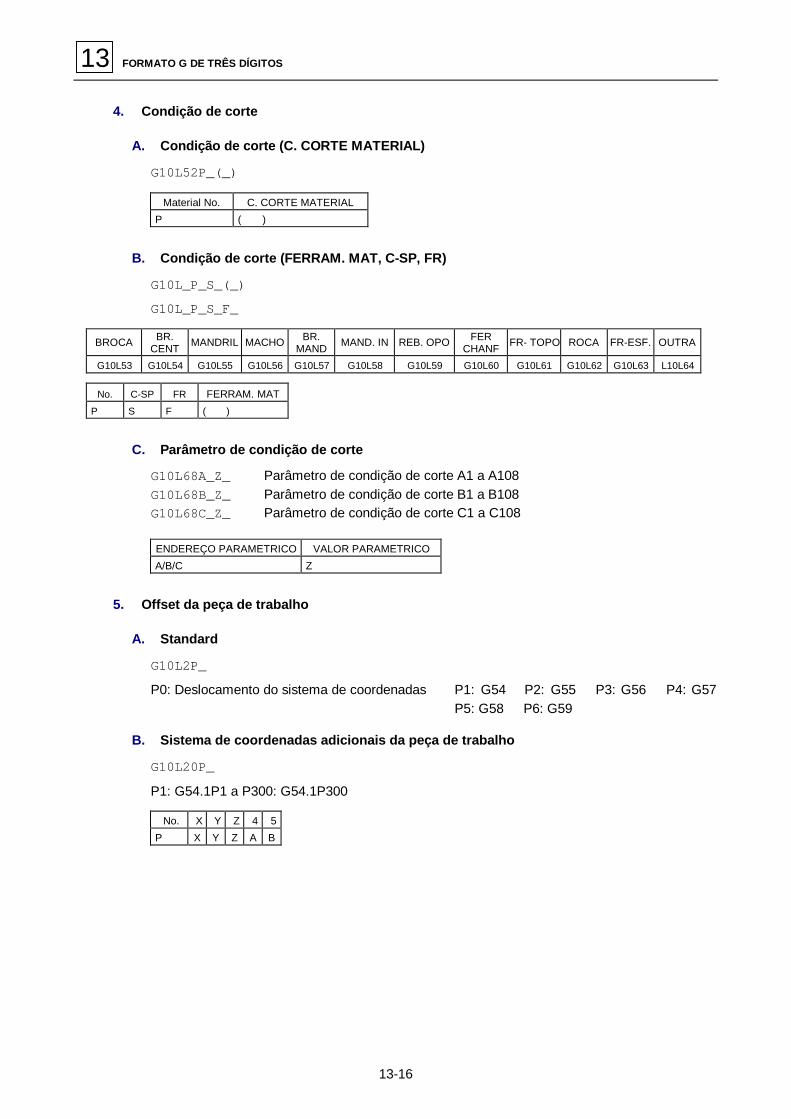
13 FORMATO G DE TRÊS DÍGITOS
13-16
4. Condição de corte
A. Condição de corte (C. CORTE MATERIAL)
G10L52P_(_)
Material No. C. CORTE MATERIAL
P ( )
B. Condição de corte (FERRAM. MAT, C-SP, FR)
G10L_P_S_(_)
G10L_P_S_F_
BROCA BR. CENT MANDRIL MACHO BR.
MAND MAND. IN REB. OPO FER CHANF FR- TOPO ROCA FR-ESF. OUTRA
G10L53 G10L54 G10L55 G10L56 G10L57 G10L58 G10L59 G10L60 G10L61 G10L62 G10L63 L10L64
No. C-SP FR FERRAM. MAT
P S F ( )
C. Parâmetro de condição de corte
G10L68A_Z_ Parâmetro de condição de corte A1 a A108 G10L68B_Z_ Parâmetro de condição de corte B1 a B108 G10L68C_Z_ Parâmetro de condição de corte C1 a C108 ENDEREÇO PARAMETRICO VALOR PARAMETRICO
A/B/C Z
5. Offset da peça de trabalho
A. Standard
G10L2P_
P0: Deslocamento do sistema de coordenadas P1: G54 P2: G55 P3: G56 P4: G57 P5: G58 P6: G59
B. Sistema de coordenadas adicionais da peça de trabalho
G10L20P_
P1: G54.1P1 a P300: G54.1P300
No. X Y Z 4 5
P X Y Z A B

FORMATO G DE TRÊS DÍGITOS 13
13-17
6. Parâmetro
A. Parâmetro do usuário
G10L50 Início da configuração do parâmetro do usuário
D1Z1 1 é configurado para D1 (exemplo).
D2Z2 . . .
G11 Fim da configuração do parâmetro do usuário D: E: TC: IO: I: SU: SD: F:
D1 a D144 E1 a E144 C1 a C154 H1 a H456 57*8
I1 a I384 24*16
A1 a A672 168*4
B1 a B168 F1 a F168
B. Parâmetro da máquina
G10L51 Início da configuração do parâmetro da máquina J1Z1 1 é configurado para J1 (exemplo).
J2Z1 . . .
G11 Fim da configuração do parâmetro da máquina J: K: L: M: N: S: SA:
J1 a J144 K1 a K144 L1 a L144 M1 a M768 48*16
N1 a N768 48*16
S1 a S768 48*16
W1 a W1152 144*8
SP: SV: BA: REGISTRO
Compensação do erro do passo
P1 a P2048 256*8
V1 a V6144 384*16
X1 a X528 132*4
R2100 a R2527 R10500 a R11199 R16176 a R16383
* Para detalhes refira-se à descrição relevante abaixo.
C. Compensação do erro do passo
G10L47 Início da configuração da compensação do erro do passo X1A0B255C0D0E0
P1Z1 1 é configurado para #1 (exemplo).
P2Z1 . . .
X2A0B255C0D0E0 P1Z1
. . . G11 Fim da configuração da compensação do erro do passo
EIXO P1 P2 P3 P4 P5
X A B C D E
1: X
2: Y
3: Z
4: 4
5: 5
6: 6 Os dados de parâmetro não devem ser alterados até você ter entendido totalmente o significado do parâmetro respectivo.
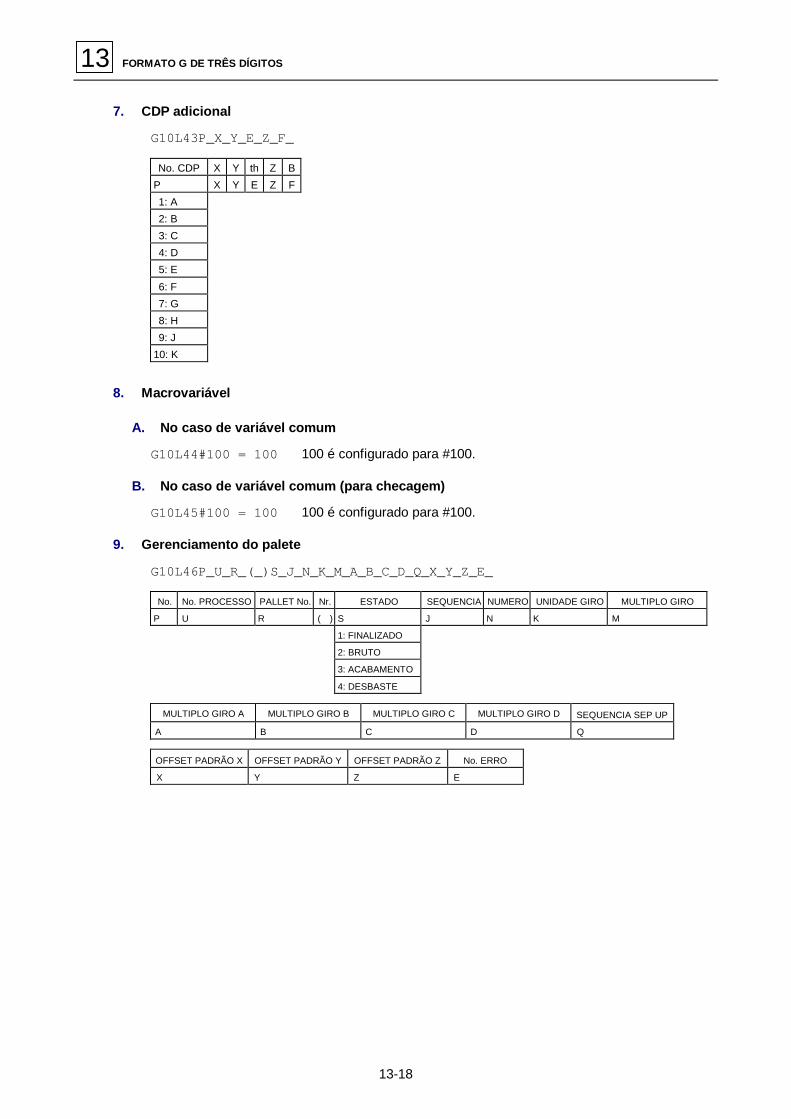
13 FORMATO G DE TRÊS DÍGITOS
13-18
7. CDP adicional
G10L43P_X_Y_E_Z_F_
No. CDP X Y th Z B
P X Y E Z F
1: A
2: B
3: C
4: D
5: E
6: F
7: G
8: H
9: J
10: K
8. Macrovariável
A. No caso de variável comum
G10L44#100 = 100 100 é configurado para #100.
B. No caso de variável comum (para checagem)
G10L45#100 = 100 100 é configurado para #100.
9. Gerenciamento do palete
G10L46P_U_R_(_)S_J_N_K_M_A_B_C_D_Q_X_Y_Z_E_
No. No. PROCESSO PALLET No. Nr. ESTADO SEQUENCIA NUMERO UNIDADE GIRO MULTIPLO GIRO
P U R ( ) S J N K M
1: FINALIZADO
2: BRUTO
3: ACABAMENTO
4: DESBASTE
MULTIPLO GIRO A MULTIPLO GIRO B MULTIPLO GIRO C MULTIPLO GIRO D SEQUENCIA SEP UP
A B C D Q OFFSET PADRÃO X OFFSET PADRÃO Y OFFSET PADRÃO Z No. ERRO
X Y Z E

FORMATO G DE TRÊS DÍGITOS 13
13-19
10. Checagem de manutenção
A. Item de checagem regular
G10L70P_T_C_Y_M_D_( ) No. Check Limite de tempo Tempo usado Ano Mês Dia Item checado
P T C Y M D ( )
B. Item de checagem a longo prazo
G10L70P_( ) No. Check Item checado
P ( )

13 FORMATO G DE TRÊS DÍGITOS
13-20
Exemplo de resultado com o uso de formato G de três dígitos
UNo. 0
MAT CBN STL
Z-INICIAL 20.
MODO TAF 0
MODO MULTI OFF
MULTI BANDE ?
PASSO-X ?
PASSO-Y ?
UNo. 1
UNID CDP-0
ADD. CDP
X -200.
Y -200.
th 0.
Z -300.
B 0.
UNo. 2
UNID FACEJAR
PROF. 0.
TOT-Z 5.
BTM 4
WAL ?
FIN-Z 0.6
FIN-R ?
SNo. D1 A1
FERRAM. ROCA ROCA
? NOM 50. 50.
No.
APRCH-X -35. -35.
APRCH-Y 10. 10.
TIPO XBI XBI
ZFD ? ?
PRO-Z 4.4 ?
PRO-R 35. 35.
C-SP 160 160
FR 1.3 0.7
M M M
FIG 1
PTN QUA
P1X/CX 0.
P1Y/CY 0.
P3X/R 200.
P3Y 150.
CN1
CN2 CN3 CN4
UNo. + 3
UNID CHNF-DRT
PROF. 0.
INTER-Z 30.
INTER-R 50.
CHMF 1.
INICIO ABERTO
FIM FECHADO
SNo. 1
FERRAM. FER CHANF
? NOM 20.C
No.
APRCH-X 205.75
APRCH-Y –3.722
TIPO ?
ZFD G01
PRO-Z ?
WID-R ?
C-SP 15
FR 0.3
M M M
FIG 1 2
PTN LINHA LINHA
X 200. 200.
Y 0. 150.
R/th
I J
P CNR
UNo. 4
UNID MACHO
NOM- M20
MAIOR-? 20.
PASSO 2.5
MAC-PRO 30.
CHMF 1.1
CHP 0
SNo. 1 2 3 4
FERRAM. BR. CENT BROCA
FER CHANFMACHO
? NOM 8. 17.7 20.A M20
No.
? FURO 6.45 17.7 999.9 20.
PROF. FURO ?
42.5 0. 30.
DIA-FU ?
0 17.7 ?
PRE-PRO ?
100 42.5
?
RGH 90°
PCK 1 ?
FIXO
PROF. ?
T1.59 C1.1 P2.5
C-SP 22 27 14 28
FR 0.14 0.2 0.2 2.3
M M M
FIG 1
PTN ARC
Z 0.
X 70.
Y 80.
AN1 30.
AN2 ?
T1 30.
T2 ?
F ?
M 6
N ?
P ?
Q ?
R 0
UNo. 5
UNID FIM
CONTI. 0
NUMERO 0
ATC 0
RETORNO NR.PROG. EXECUT ?
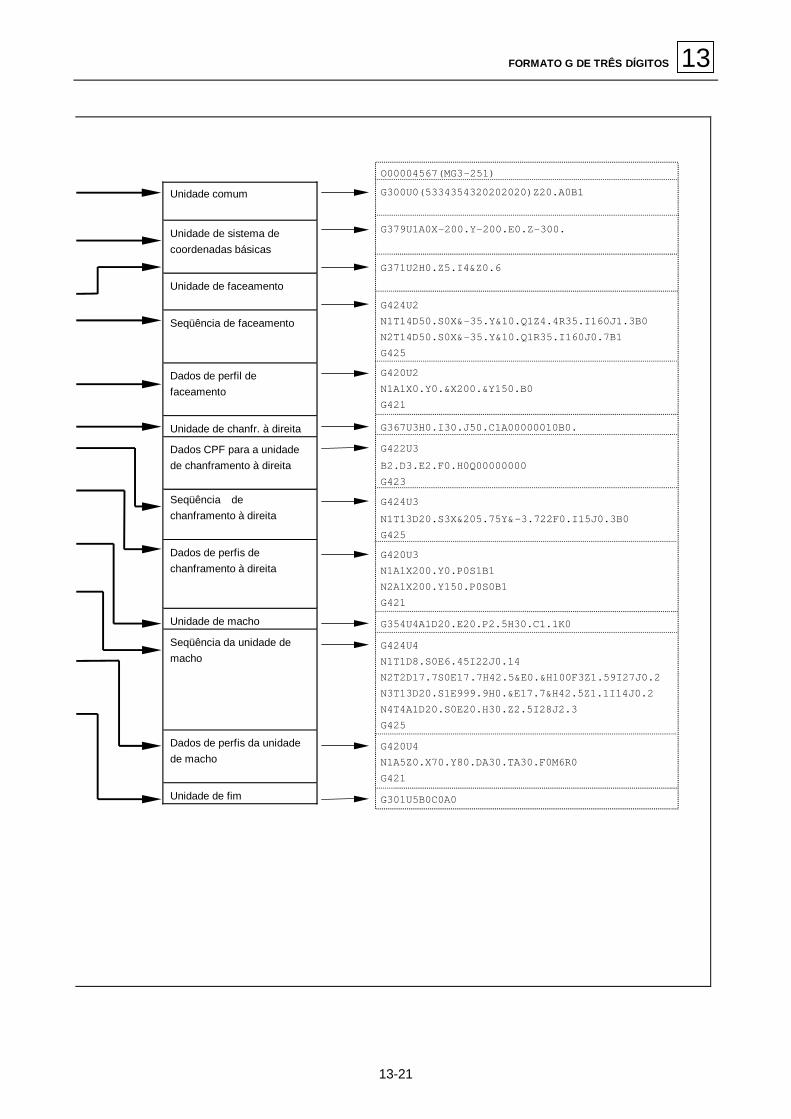
FORMATO G DE TRÊS DÍGITOS 13
13-21
O00004567(MG3-251)
G300U0(5334354320202020)Z20.A0B1
G379U1A0X-200.Y-200.E0.Z-300.
G371U2H0.Z5.I4&Z0.6
G424U2 N1T14D50.S0X&-35.Y&10.Q1Z4.4R35.I160J1.3B0 N2T14D50.S0X&-35.Y&10.Q1R35.I160J0.7B1 G425
G420U2 N1A1X0.Y0.&X200.&Y150.B0 G421
G367U3H0.I30.J50.C1A00000010B0.
G422U3 B2.D3.E2.F0.H0Q00000000 G423
G424U3 N1T13D20.S3X&205.75Y&-3.722F0.I15J0.3B0 G425
G420U3 N1A1X200.Y0.P0S1B1 N2A1X200.Y150.P0S0B1 G421
G354U4A1D20.E20.P2.5H30.C1.1K0
G424U4 N1T1D8.S0E6.45I22J0.14 N2T2D17.7S0E17.7H42.5&E0.&H100F3Z1.59I27J0.2 N3T13D20.S1E999.9H0.&E17.7&H42.5Z1.1I14J0.2 N4T4A1D20.S0E20.H30.Z2.5I28J2.3 G425
G420U4 N1A5Z0.X70.Y80.DA30.TA30.F0M6R0 G421
G301U5B0C0A0
Unidade comum
Unidade de sistema de coordenadas básicas
Unidade de faceamento
Seqüência de faceamento
Dados de perfil de faceamento
Unidade de chanfr. à direita
Dados CPF para a unidade de chanframento à direita
Seqüência de chanframento à direita
Dados de perfis de chanframento à direita
Unidade de macho
Seqüência da unidade de macho
Dados de perfis da unidade de macho
Unidade de fim

13 FORMATO G DE TRÊS DÍGITOS
13-22
- NOTA -
E

APÊNDICE 14
14-1
14 APÊNDICE
14-1 Exemplo de Programa

14 APÊNDICE
14-2
Exemplo 1: Desenho de usinagem
50 50
30
120
20
M3P381
30
30 50 5 5
10 20
Perfil da peça de trabalho (material: ferro fundido)
? 30
50 30
10
15 90
120
25
Furo passante com 9 mm de diâmetro Rebaixo com 14 mm de diâmetro e 10 mm de profundidade (4 locais)
REGISTRO DA FERRAMENTA – Tela de FR-TOPO
No. ? NOM MAT. PROF. DENTES
1 10. A CARBIDE 30. 2
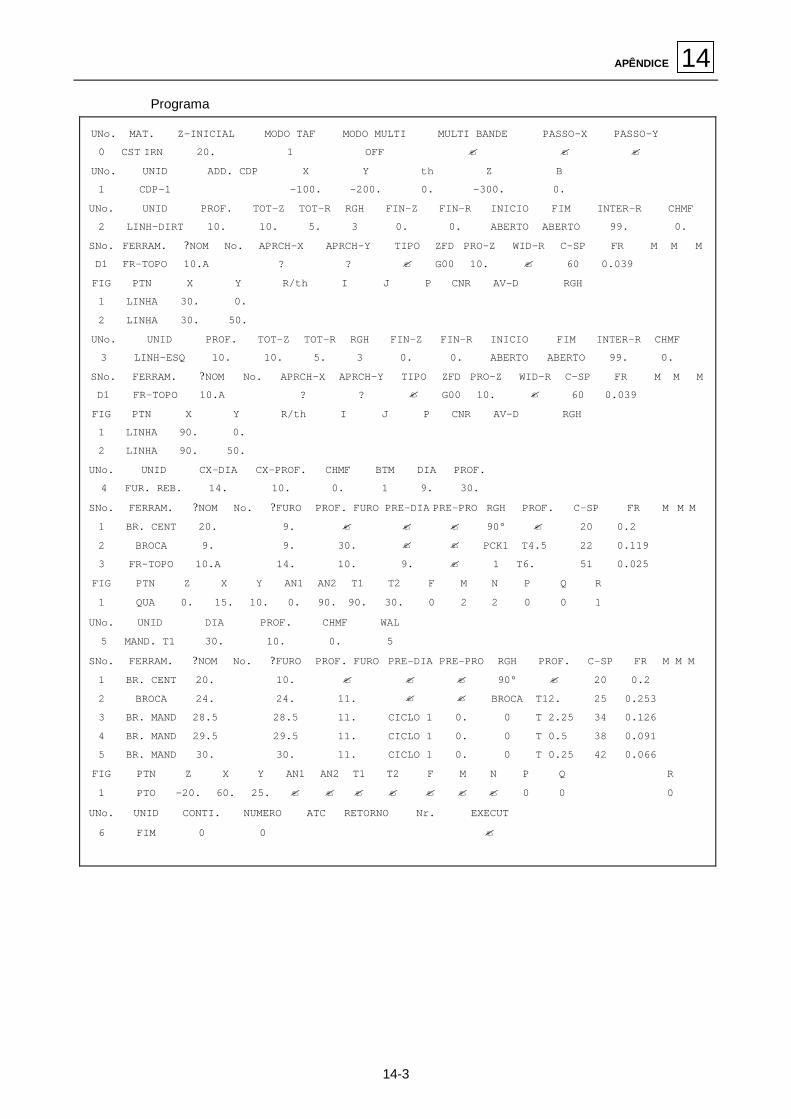
APÊNDICE 14
14-3
Programa
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 CST IRN 20. 1 OFF ? ? ?
UNo. UNID ADD. CDP X Y th Z B
1 CDP-1 -100. -200. 0. -300. 0.
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R CHMF
2 LINH-DIRT 10. 10. 5. 3 0. 0. ABERTO ABERTO 99. 0.
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? ? G00 10. ? 60 0.039
FIG PTN X Y R/th I J P CNR AV-D RGH
1
2
LINHA
LINHA
30.
30.
0.
50.
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INICIO FIM INTER-R CHMF
3 LINH-ESQ 10. 10. 5. 3 0. 0. ABERTO ABERTO 99. 0.
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? ? G00 10. ? 60 0.039
FIG PTN X Y R/th I J P CNR AV-D RGH
1
2
LINHA
LINHA
90.
90.
0.
50.
UNo. UNID CX-DIA CX-PROF. CHMF BTM DIA PROF.
4 FUR. REB. 14. 10. 0. 1 9. 30.
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
BR. CENT
BROCA
FR-TOPO
20.
9.
10.A
9.
9.
14.
?
30.
10.
?
?
9.
?
?
?
90°
PCK1
1
?
T4.5
T6.
20
22
51
0.2
0.119
0.025
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
1 QUA 0. 15. 10. 0. 90. 90. 30. 0 2 2 0 0 1
UNo. UNID DIA PROF. CHMF WAL
5 MAND. T1 30. 10. 0. 5
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
4
5
BR. CENT
BROCA
BR. MAND
BR. MAND
BR. MAND
20.
24.
28.5
29.5
30.
10.
24.
28.5
29.5
30.
?
11.
11.
11.
11.
?
?
CICLO 1
CICLO 1
CICLO 1
?
?
0.
0.
0.
90°
BROCA
0
0
0
?
T12.
T 2.25
T 0.5
T 0.25
20
25
34
38
42
0.2
0.253
0.126
0.091
0.066
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
1 PTO -20. 60. 25. ? ? ? ? ? ? ? 0 0 0
UNo. UNID CONTI. NUMERO ATC RETORNO Nr. EXECUT
6 FIM 0 0 ?
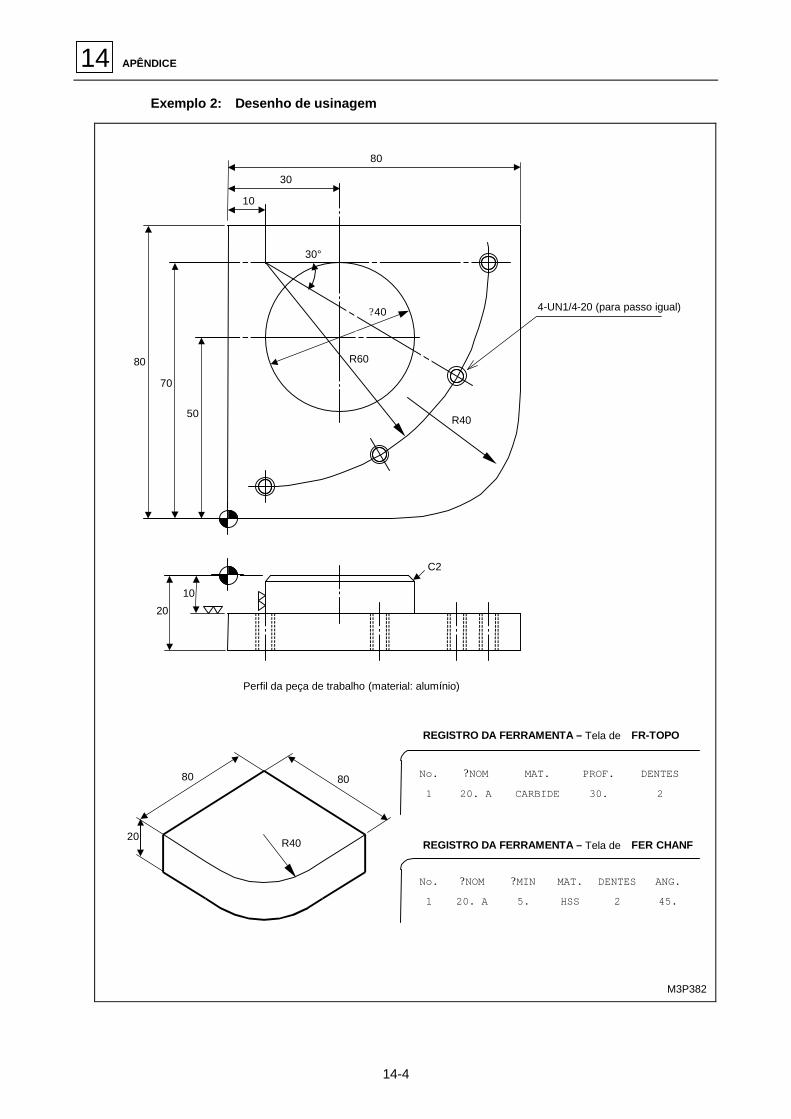
14 APÊNDICE
14-4
Exemplo 2: Desenho de usinagem
20
10
C2
80
30
10
80
70
50 R40
R60
? 40
30°
M3P382
80 80
20 R40
4-UN1/4-20 (para passo igual)
Perfil da peça de trabalho (material: alumínio)
REGISTRO DA FERRAMENTA – Tela de FR-TOPO
No. ? NOM MAT. PROF. DENTES
1 20. A CARBIDE 30. 2
No. ? NOM ? MIN MAT. DENTES ANG.
1 20. A 5. HSS 2 45.
REGISTRO DA FERRAMENTA – Tela de FER CHANF

APÊNDICE 14
14-5
Programa
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y
0 ALUMINUM 20. 1 OFF ? ? ?
UNo. UNID ADD. CDP X Y th Z B
1 CDP-1 -100. -200. 0. -300. 0.
UNo. UNID PROF. TOT-Z BTM WAL FIN-Z FIN-R
2 DEGRAU 10. 10. 3 3 0. 0.
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 20.A ? ? CCW G00 ? ? 10. 14. 201 0.055
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1
2
QUA
CIRC.
0.
30.
0.
50.
80.
20.
80.
?
?
?
?
R 40.
?
UNo. UNID NOM- MAIOR-? PASSO MAC-PRO CHMF CHP
3 MACHO UN1Q-20 6.35 1.27 10. 0.6 0
SNo. FERRAM. ? NOM No. ? FURO PROF. FURO PRE-DIA PRE-PRO RGH PROF. C-SP FR M M M
1
2
3
BR. CENT
BROCA
MACHO
20.
5.3
UN1Q-20
6.45
5.3
6.35
?
17.35
10.
?
?
?
?
?
?
90°
PCK1
FIXO
?
T1.59
P1.27
48
54
18
0.2
0.076
1.27
FIG PTN Z X Y AN1 AN2 T1 T2 F M N P Q R
1 ARC -10. 10. 70. 0. -90. 60 ? 1 4 ? ? 0 0
UNo. UNID PROF. INTER-Z INTER-R CHMF
4 CHNF-EXT 0. 10. 99. 2.
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FER CHANF 20.A ? ? CW G00 ? ? 105 0.3
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 CIRC. 30. 50. 20. ? ? ? ? ?
UNo. UNID CONTI. NUMERO ATC RETORNO Nr. EXECUT
5 FIM 0 0 ?
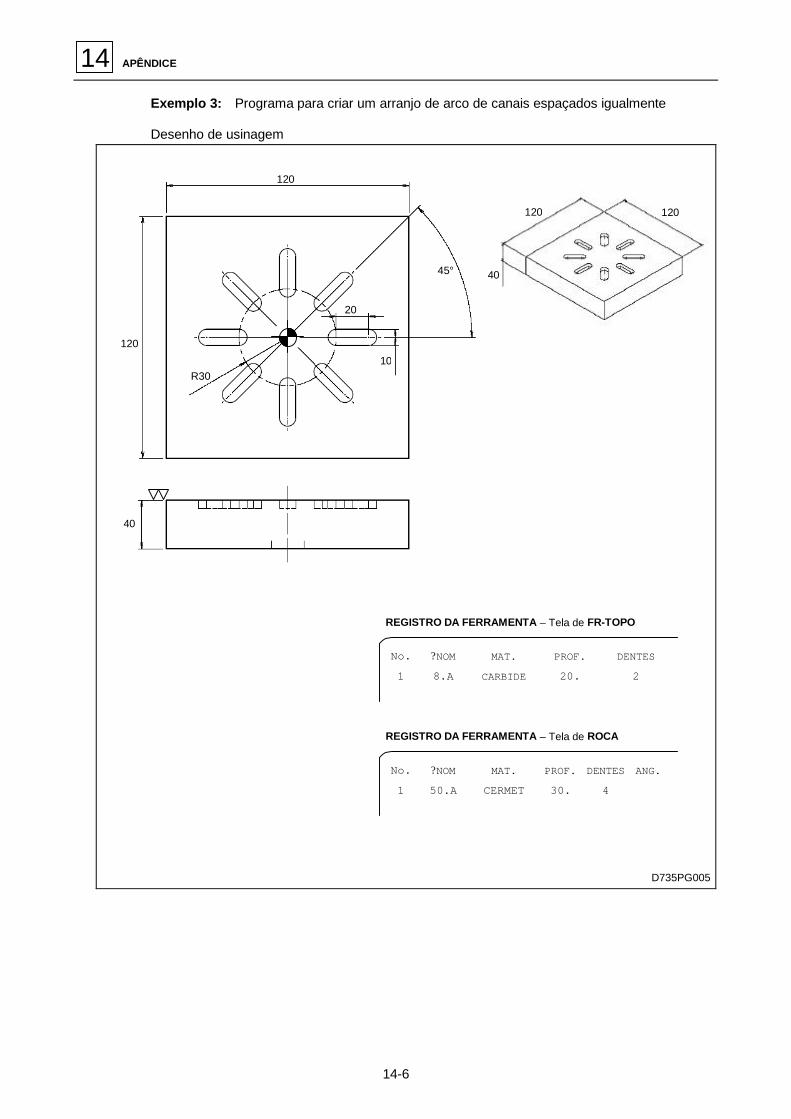
14 APÊNDICE
14-6
Exemplo 3: Programa para criar um arranjo de arco de canais espaçados igualmente
Desenho de usinagem
20
10
45°
R30
120
120
40
REGISTRO DA FERRAMENTA – Tela de FR-TOPO
No. ? NOM MAT. PROF. DENTES
1 8.A CARBIDE 20. 2
120 120
40
D735PG005
No. ? NOM MAT. PROF. DENTES ANG.
1 50.A CERMET 30. 4
REGISTRO DA FERRAMENTA – Tela de ROCA
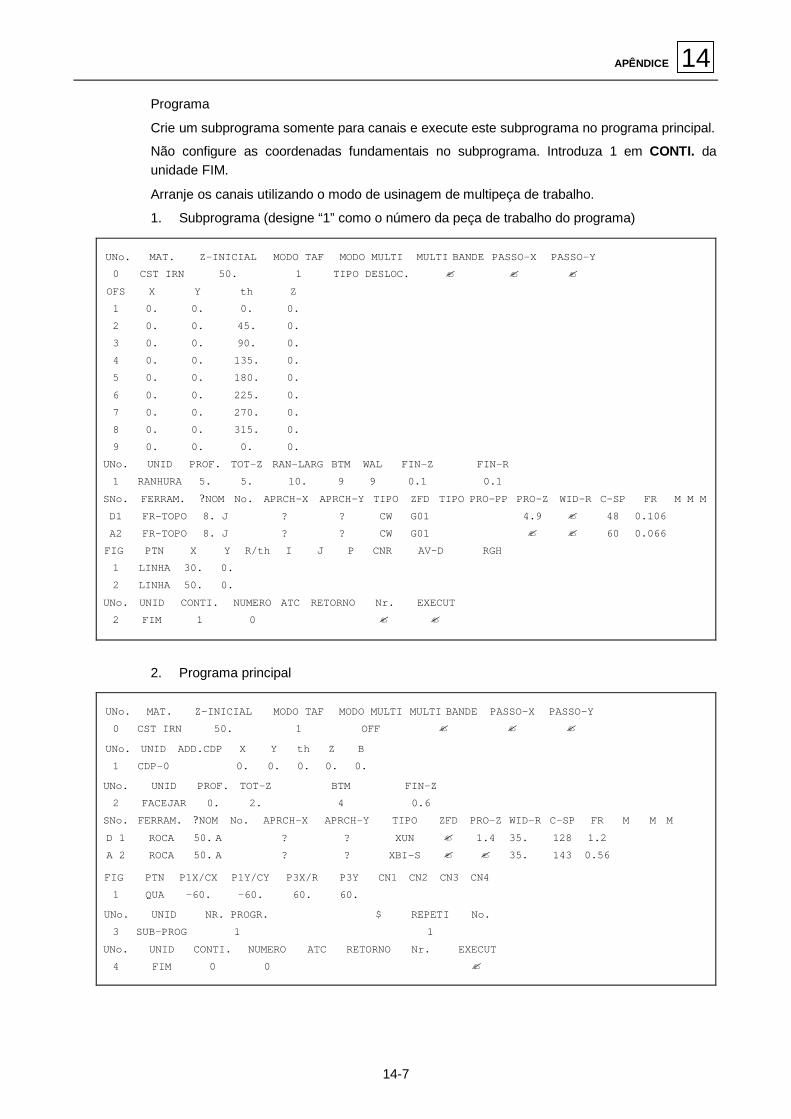
APÊNDICE 14
14-7
Programa
Crie um subprograma somente para canais e execute este subprograma no programa principal.
Não configure as coordenadas fundamentais no subprograma. Introduza 1 em CONTI. da unidade FIM.
Arranje os canais utilizando o modo de usinagem de multipeça de trabalho.
1. Subprograma (designe “1” como o número da peça de trabalho do programa)
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y 0 CST IRN 50. 1 TIPO DESLOC. ? ? ?
OFS X Y th Z 1 0. 0. 0. 0. 2 0. 0. 45. 0. 3 0. 0. 90. 0. 4 0. 0. 135. 0. 5 0. 0. 180. 0.
6 0. 0. 225. 0. 7 0. 0. 270. 0. 8 0. 0. 315. 0. 9 0. 0. 0. 0.
UNo. UNID PROF. TOT-Z RAN-LARG BTM WAL FIN-Z FIN-R 1 RANHURA 5. 5. 10. 9 9 0.1 0.1
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD TIPO PRO-PP PRO-Z WID-R C-SP FR M M M D1 A2
FR-TOPO FR-TOPO
8. J 8. J
? ?
? ?
CW CW
G01 G01
4.9 ?
? ?
48 60
0.106 0.066
FIG PTN X Y R/th I J P CNR AV-D RGH 1 LINHA 30. 0. 2 LINHA 50. 0.
UNo. UNID CONTI. NUMERO ATC RETORNO Nr. EXECUT 2 FIM 1 0 ? ?
2. Programa principal
UNo. MAT. Z-INICIAL MODO TAF MODO MULTI MULTI BANDE PASSO-X PASSO-Y 0 CST IRN 50. 1 OFF ? ? ?
UNo. UNID ADD.CDP X Y th Z B 1 CDP-0 0. 0. 0. 0. 0.
UNo. UNID PROF. TOT-Z BTM FIN-Z 2 FACEJAR 0. 2. 4 0.6
SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D 1 A 2
ROCA ROCA
50. A 50. A
? ?
? ?
XUN XBI-S
? ?
1.4 ?
35. 35.
128 143
1.2 0.56
FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4 1 QUA –60. –60. 60. 60.
UNo. UNID NR. PROGR. $ REPETI No. 3 SUB-PROG 1 1
UNo. UNID CONTI. NUMERO ATC RETORNO Nr. EXECUT 4 FIM 0 0 ?
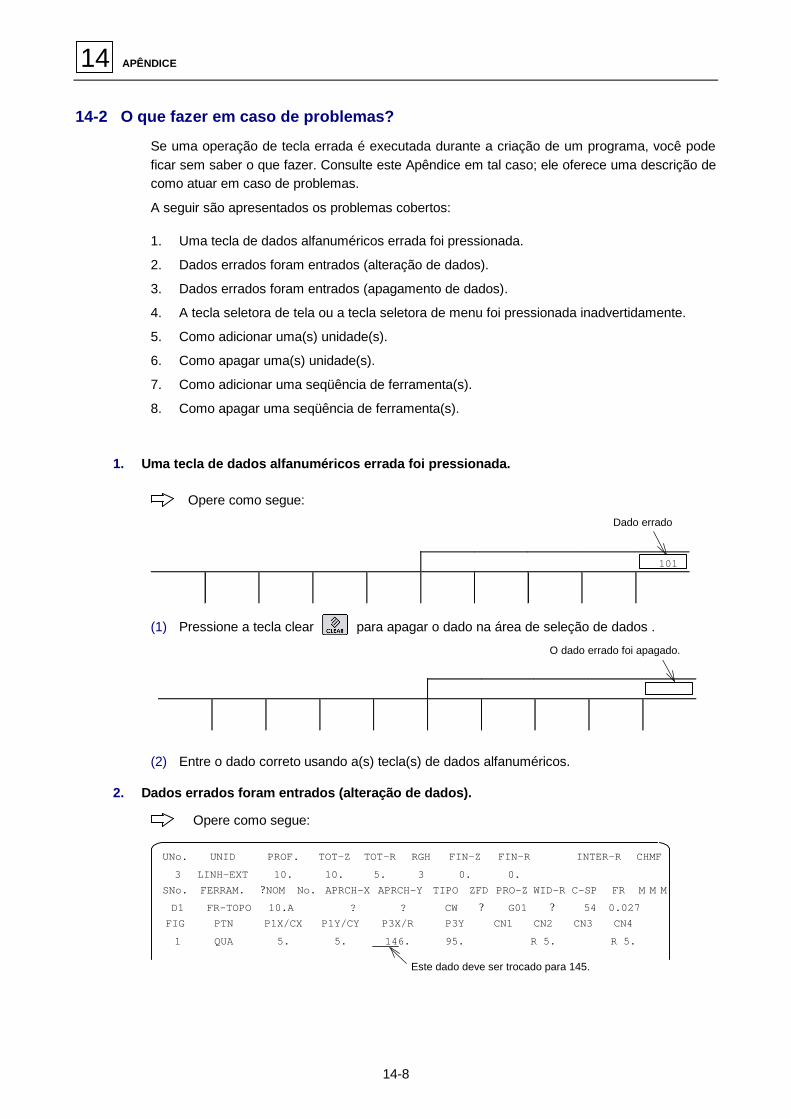
14 APÊNDICE
14-8
14-2 O que fazer em caso de problemas?
Se uma operação de tecla errada é executada durante a criação de um programa, você pode ficar sem saber o que fazer. Consulte este Apêndice em tal caso; ele oferece uma descrição de como atuar em caso de problemas.
A seguir são apresentados os problemas cobertos: 1. Uma tecla de dados alfanuméricos errada foi pressionada.
2. Dados errados foram entrados (alteração de dados).
3. Dados errados foram entrados (apagamento de dados).
4. A tecla seletora de tela ou a tecla seletora de menu foi pressionada inadvertidamente.
5. Como adicionar uma(s) unidade(s).
6. Como apagar uma(s) unidade(s).
7. Como adicionar uma seqüência de ferramenta(s).
8. Como apagar uma seqüência de ferramenta(s).
1. Uma tecla de dados alfanuméricos errada foi pressionada.
Opere como segue:
101
Dado errado
(1) Pressione a tecla clear para apagar o dado na área de seleção de dados .
O dado errado foi apagado.
(2) Entre o dado correto usando a(s) tecla(s) de dados alfanuméricos.
2. Dados errados foram entrados (alteração de dados).
Opere como segue:
Este dado deve ser trocado para 145.
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF
3 LINH-EXT 10. 10. 5. 3 0. 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? CW ? G01 ? 54 0.027 FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 QUA 5. 5. 146. 95. R 5. R 5.

APÊNDICE 14
14-9
(1) Posicione o cursor no dado errado usando as teclas de cursor ( ).
P1Y/CY P3X/R P3Y
5. 146. 95. (2) Entre o dado correto usando as teclas de dados alfanuméricos. Neste caso, pressione
1 4 5INPUT nesta ordem.
O dado errado foi alterado para o correto.
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF
3 LINH-EXT 10. 10. 5. 3 0. 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? CW ? G01 ? 54 0.027 FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 QUA 5. 5. 145. 95. R 5. R 5.
3. Dados errados foram entrados (apagamento de dados).
Opere como segue:
UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF
3 LINH-EXT 10. 10. 5. 3 0. 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? CW ? G01 ? 54 0.027 FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 QUA 5. 5. 145. 95. R 5. R 5.
Este dado deve ser apagado.
(1) Posicione o cursor no dado errado usando as teclas de cursor ( ).
P3Y CN1 CN2
95. R5.
(2) Pressione a tecla de cancelamento (cancel) . UNo. UNID PROF. TOT-Z TOT-R RGH FIN-Z FIN-R INTER-R CHMF
3 LINH-EXT 10. 10. 5. 3 0. 0. SNo. FERRAM. ? NOM No. APRCH-X APRCH-Y TIPO ZFD PRO-Z WID-R C-SP FR M M M
D1 FR-TOPO 10.A ? ? CW ? G01 ? 54 0.027 FIG PTN P1X/CX P1Y/CY P3X/R P3Y CN1 CN2 CN3 CN4
1 QUA 5. 5. 145. 95. R 5.
O dado errado foi apagado.
4. A tecla seletora de tela ou a tecla seletora de menu foi pressionada inadvertidamente.
Pressionando a tecla seletora de menu causa o retorno ao menu original.
5. Como adicionar uma(s) unidade(s).
Refira-se à Subseção 5-2-3, “1. Inserção de uma unidade.”

14 APÊNDICE
14-10
6. Como apagar uma(s) unidade(s).
Refira-se à Subseção 5-2-4, “1. Exclusão da unidade.”
7. Como adicionar uma seqüência de ferramenta(s).
Refira-se à Subseção 5-2-3, “2. Inserção de uma seqüência de ferramentas.”
8. Como apagar uma seqüência de ferramenta(s).
Refira-se à Subseção 5-2-4, “2. Exclusão da seqüência de ferramentas.”
E