casa abem al tiempo universidad autonoma …
TRANSCRIPT

Casa abem al tiempo
UNIVERSIDAD AUTONOMA METROPOLITANA
DIVISIÓN DE CIENCIAS BÁSICAS E INGENIERÍA SS-O35
MARZO 22,2000.
A QUIEN CORRESPONDA:
Por medio de la presente se hace consta que la Dra. Judith Cardoso Martínez, adscrita al Departamento de Física de la División de Ciencias Básicas e Ingeniería, asesoró el siguiente Servicio Social:
ALUMNO: Lopez Eseutia María Concepción MATR~CULA: 93320362 LICENCiATüR4: Ingeniería Química ÁREA DE CONCENTRACIÓN TITULO:
Desarrollo y Diseao de Procesos “Análisis y Diseño estadístico de experimentos con polimeros para idenüficar variables signi- ficativas y así optimizar sus propiedades”
19 de febrero al 31 de agosto de 1999. PERIODO DE REALIZACIÓN
Se extiende la presente para los fmes que a la interesada convengan, en la ciudad de México, D.F., a los veintidos días del mes de mano de dos mil.
A T E N T A M E N T E
ARTiNEZ SECRETARIO ACADÉMICO DE CB.1
U N I W W A L A P A Av. Michoacán y la Purísima, Col. Vicentina, 09340 México, D.F.,Tels.:5724-4600 y 5724-4898
INFORME DE SERVICIO SOCIAL
I. DATOS GENERALES
Nombre: López Escutia María Concepción.
Matrícula: 93320362
Licenciatura: Ingeniería Química.
Área de concentración: Desarrollo y diseño de procesos
II. LUGAR Y PERIODO DE REALIZACION.
Universidad Autónoma Metropolitana-lztapalapa. Departamento de Física. Área de
polímeros.
Laboratorio T-I25
El periodo de realización del presente servicio inició el 19 de febrero de 1999 y finalizó el 31
de agosto de 1999.
111. DENOMINACION.
ANALISIS Y DISEÑO ESTAD~STICO DE EXPERIMENTOS CON POLIMEROS PARA
IDENTIFICAR VARIABLES SIGNIFICATIVAS Y AS1 OPTIMIZAR SUS PROPIEDADES
IV. ASESOR RESPONSABLE.
Dra. Judith Cardoso Martinez.

V. INTRODUCCION.
Los métodos de diseño experimental tienen amplia aplicación en muchas disciplinas. En
efecto, es posible considerar a la experimentación parte del proceso científico y una de las
formas en que aprendemos acerca de la forma en que funcionan los sistemas o procesos.
Por Io general este aprendizaje se da a través de una serie de actividades en las wales
hacemos conjeturas acerca de un proceso, realizamos experimentos para generar datos a
partir del proceso, y entonces usamos la información del experimento para establecer nuevas
conjeturas, que llevan a realizar nuevos experimentos, y así sucesivamente.
El diseño experimental es un medio de importancia crítica en el medio de la ingeniería para
mejorar el rendimiento de un proceso de manufactura. También se emplea extensamente en
el desarrollo de nuevos procesos. La aplicación de técnicas de diseño experimental en una
fase temprana del desarrollo de un proceso puede dar por resultado:
1. Mejora en el rendimiento del proceso.
2. Menor variabilidad y mayor apego a los requerimientos nominales u objetivo.
3. Menor tiempo de desarrollo.
4. Menores costos globales.
Los métodos de diseño experimental también tienen un cometido importante en las
actividades de diseño técnico(0 diseño de ingeniería), en las cuales se desarrollan nuevos
productos y se mejoran otros ya existentes. Algunas aplicaciones del diseño experimental en
el diseño técnico son:
Evaluación y comparación de configuraciones de diseño básicas.
Evaluación de materiales alternativos.
Selección de parámetros de diseño de modo que el producto funcione bien en una amplia
variedad de condiciones de campo (de uso real); esto es, de modo que el producto sea
consistente(robusto)
Caracterización de un proceso.
Se desea determinar los factores (controlables e incontrolables) que influyen en la ocurrencia
de defectos. Para lograrlo, puede diseñar un experimento que le permita estimar la magnitud

e, * I . - .--.--..-
y dirección de los efectos del factor, esto es, cuánto cambia la variable de respuesta
(defectos por unidad) cuando se modifica cada factor, y si cambiar los factores
simultáneamente produce resultados distintos de los que se obtienen con ajustes de factores
individuales. Algunas veces, esto se denomina experimento de escrutinio.
La información que se obtiene de este experimento de escrutinio o caracterización se utiliza
entonces para identificar los factores críticos del proceso y determinar la dirección de ajuste
de estos factores a fin de reducir aún más el número de defectos por unidad. El experimento
también puede proporcionar información acerca de cuáles factores deben controlarse con
más cuidado durante el proceso ordinario de manufactura a fin de evitar altos niveles de
productos defectuosos y comportamiento errático del proceso. De este modo, un resultado
del experimento podría ser la aplicación de técnicas tales como los diagramas de control a
una o más variables del proceso, así como a su salida. Con el tiempo, si el proceso mejora lo
suficiente, suele ser posible basar la mayor parte del plan de control del proceso en la
regulación de sus variables de entrada en vez de hacerlo en el análisis de diagramas de
control de la salida.
Optimización de un proceso.
En un experimento de caracterización, normalmente nos interesa determinar cuáles variables
del proceso influyen en la respuesta. Un siguiente paso lógico es optimizar; esto es,
determinar en qué región los procesos importantes conducen a la mejor respuesta posible.
Por ejemplo, si la respuesta es rendimiento, buscaríamos una región en que éste fuera
máximo, mientras que si la respuesta es variabilidad en una dimensión crítica de un
producto, buscaríamos una región de variabilidad mínima.
VI. OBJETIVO:
El uso del diseño experimental y análisis estadístico en experimentos con polímeros para dar
por resultado productos con mayor confiabilidad, mejor funcionamiento en el campo,
menores costos, menor tiempo de diseño y desarrollo del producto.

VII. METODOLOGIA USADA.
El presente trabajo se divide en dos secciones
1. Diseño y análisis estadístico de aditivos para gasolinas, con el propósito de minimizar
la reducción de depósitos en la superficie de cierta área esperada, utilizando como
polímeros a la familia poli(isobuti1en succinimidas) y a la familia polieter-aminas,
identificándose cuatro variables controlables (peso molecular, tipo de amina,
fluidizante y formulación), con este fin se emplearon tres métodos: el análisis de
variancia, el método de Taguchi y diseno factorial.
Esta parte del trabajo fue una contribución al proyecto: REIACIÓN ESTRUCTURA
QUIMICA-PROPIEDADES FUNCIONALIDAD DE ADITIVOS PARA GASOLINAS en
colaboración con PEMEX, INSTITUTO MEXICANO DEL PETROLEO y UAM-I, con el
objetivo de diseñar un aditivo detergente para gasolina que muestre la máxima
reducción de depósitos.
2. Análisis estadístico para determinar la eficiencia de los floculantes poliméricos,
utilizando N-óxidos y polímeros tipo N-Bromo en el tratamiento de aguas residuales.
Empleando dos métodos (análisis de variancia y método de Taguchi), las variables
controlables determinadas son tipo de polímero, dosis, pH y turbiedad inicial.
Como parte de este trabajo se realizaron mediciones de viscosimetría de un
determinado polímero llamado N-EtBr IV, a diferentes pH, con el fin de saber el
comportamiento y la influencia de la estructura a diferentes pH y así determinar el
nivel de pH Óptimo para su mejor funcionamiento como floculante. A continuación se
describe el procedimiento empleado para ambas secciones.

Comprensión y planteamiento del problema. Este punto pudiera ser obvio; sin embargo,
en la práctica no es sencillo darse cuenta de que existe un problema que requiere
experimentación, ni diseñar un planteamiento claro y aceptable del mismo. Es necesario
desarrollar todas las ideas sobre los objetivos del experimento. Un planteamiento claro del
problema contribuye a menudo en forma sustancial a un mejor conocimiento del fenómeno y
de la solución final del problema.
Elección de factores y niveles. EL experimentador debe elegir los factores que variarán en
el experimento, los intervalos de dicha variación y los niveles específicos a los cuales se hará
el experimento. También debe considerarse la forma en que se controlarán estos factores
para mantenerlos en los valores deseados, y cómo se les medirá.
Selección de la variable de respuesta. AI seleccionar la respuesta o variable dependiente,
el experimentador debe estar seguro de que la respuesta que se va a medir realmente
provea información Útil acerca del proceso de estudio. Con mayor frecuencia, el promedio o
la desviación estándar(o ambos) de la característica medida serán la variable de respuesta.
No son raras las respuestas múltiples. La capacidad de medición(o el error de medición)
también es un factor importante. Si la capacidad de medición es deficiente, sólo puede
esperarse que el experimento detecte efectos relativamente grandes de los factores; en caso
de que una sola medición no de la información eficiente, se realizan varias repeticiones con
la finalidad de reducir el error de medición.
Elección del diseño experimental. Si los tres pasos anteriores se han seguido de la
manera correcta, este cuarto paso es relativamente fácil. Para elegir el diseño es necesario
considerar el tamaño muestra1 (número de repeticiones), seleccionar un orden adecuado
para los ensayos experimentales, y determinar si hay implicado bloqueo u otras restricciones
de aleatorización.
Es importante tener presente los objetivos experimentales al seleccionar el diseño. En
muchos experimentos de ingeniería se sabe de antemano que algunos factores producen
respuestas diferentes. Consecuentemente, hay interés en identificar qué factores causan
esta diferencia y en estimar la magnitud del cambio de la respuesta.
Realización del experimento. Cuando se realiza el experimento, es vital vigilar el proceso
cuidadosamente para asegurar que todo se haga conforme a lo planeado. En esta fase, los
errores en el procedimiento suelen anular la validez experimental. La planeación integral es
decisiva para el proceso. En un complejo entorno de manufactura o investigación y
desarrollo, es fácil subestimar los aspectos logísticos y de planeación de la realización de un
experimento diseñado.
Análisis de datos. Deben emplearse métodos estadísticos para analizar los datos, de modo
que los resultados y conclusiones sean objetivos más que apreciativos. Si el experimento se
diseñó correctamente y si se ha realizado conforme al diseño, los métodos estadísticos que
se requieren no son complicados. Existen muchos excelentes paquetes de software para el
análisis de datos, y varios métodos gráficos sencillos son importantes en la interpretación de
tales datos.
Hay que recordar que los métodos estadísticos no pueden probar que un factor(o varios
factores) tiene un efecto particular. Sólo proporcionan directrices para la veracidad y validez
de los resultados. Los métodos estadísticos, aplicados adecuadamente, no permiten probar
algo experimentalmente, sólo hacen posible obtener el probable error de una conclusión, o
asignar un nivel de confiabilidad a los resultados. La principal ventaja de los métodos
estadísticos es que agregan objetividad al proceso de toma de decisiones. Las técnicas
estadísticas, aunadas a un buen conocimiento técnico o del proceso y al sentido común,
suelen llevar a conclusiones razonables.
Conclusiones y recomendaciones. Una vez que se ha analizado los datos, el
experimentador debe extraer conclusiones prácticas de los resultados y recomendar un curso
de acción. En esta fase a menudo son Útiles los métodos gráficos, en especial al presentar
los resultados a otras personas.
Viscosimetría
La forma más común de determinar la viscosidad de soluciones poliméricas diluidas es por
medio de viscosímetros capilares, de los cuales hay dos clases generales; viscosímetros de
tubos en U y viscosímetros de nivel suspendido. Una característica común de estos
viscosímetros es que tienen dos marcas de medición en el bulbo, supenor e inferior, las
cuales están colocadas sobre el tubo capilar. Se registra el tiempo en que la solución fluye de
regreso de la marca superior ala inferior. La mayoría de los viscosímetros de nivel
suspendido están basados en el diseño de Ubbelohde, la característica más importante es el
tubo adicional pegado gusto abajo del tubo capilar; esto asegura que durante las mediciones,
la solución esté suspendida en el bulbo de medición y el tubo capilar. El viscosímetro se
pone en un baiio de agua o aceite térmicamente controlado con k0.01 o aún mejor por que la
viscosidad cambia rápidamente con la temperatura y se debe estabilizar en un tiempo
suficiente para poder llevar acabo las mediciones de tiempo de flujo.
Para poder realizar las mediciones de viscosidad, es necesario que no solo el viscosímetro
este muy limpio, sino que las soluciones estén perfectamente limpias de cualquier partícula
ajena al polímero y al agua.
El agua desionizada en que se disolverá el polímero, debe estar completamente libre de
partículas; esto se logra filtrando con membrana de 0.05 mp En el caso de trabajar con
diferentes pH al que normalmente tenga el agua, se debe preparar una solución inicial con
agua desionizada (es indispensable conocer siempre la concentración exacta) y agregar la
cantidad necesaria de HCI o NaOH para lograr el pH deseado hasta aforar, posteriormente
agitar hasta que este completamente disuelto y filtrar con membrana 0.2 mp.
Se estabiliza la temperatura del baño en que se introduce el vis~osímetro(25~ C) .
Se realizan mínimo diez mediciones de tiempo de caída de disolvente; se realiza un
promedio llamado to (las mediciones no deben tener una variación amplia),Se procede a
enjuagar perfectamente el viscosímetro y se introduce la solución polimérica, para realizar las
mediciones correspondientes para conocer el t.
Se divide el tiempo t entre el tiempo to, este cociente es conocido como la viscosidad relativa
qrel cuyo valor debe ser mayor a 1.2 y menor a 2.4.

VIII. ACTIVIDADES REALIZADAS.
P Diseno de experimento y análisis de variancia para la familia de poli(isobuti1en
succinimidas)
P Diseño factorial para la familia de poii(isobuti1en succinimidas)
P Diseno de experimento y análisis estadístico para la familia de polieter-aminas
P Análisis estadístico (análisis de variancia y método de Taguchi) para determinar la
eficiencia de los floculantes poliméricos, utilizando N-óxidos y poli cationes en el
tratamiento de aguas residuales.
P Estudios del comportamiento viscosimétrico del polímero llamado N-EtBr IV, con
diferente pH del medio en que es disuelto.
P Floculan polymer properties Judith Cardoso, Concepción López y Eloisa Anleu
P Trabajo presentado al XI1 Congreso Nacional de Polimeros: Análisis estadístico de las
variables más importantes en el proceso de floculación con polímeros; Judith Cardoso,
Concepción López.
IX. OBJETIVOS ALCANZADOS.
Utilizando herramientas como diseño experimental y análisis estadístico se determino los
parámetros de modo que los productos y procesos conducen a la mejor respuesta posible,
tales como mejora en el rendimiento del proceso, menor tiempo de desarrollo, menores
costos globales.

X. RESULTADOS Y CONCLUSIONES.
DISEÑO DE EXPERIMENTO PARA LA FAMILIA DE POLI-ISOBUTILEN SUCClNlMlDAS
El experimento esta diseñado a fin de determinar qué parámetros influyen en la deposición
de la superficie de cierta área espreada. El objetivo específico del experimento es minimizar
el porcentaje de depósitos en la superficie utilizando la familia de poli(isobuti1en succimidas).
Se identificaron cuatro factores de ruido controlable. Estos factores se definen en la tabla 1.1.
Se desea encontrar los niveles de los factores controlables que proporcionan la mínima
deposición de impurezas en la superficie del área espreada. Cada factor controlable se
prueba a tres niveles.
Para determinar los niveles específicos de los factores del sistema se utiliza el método de
Taguchi(descripción del método en apéndiceI), usualmente el objetivo de este método es
especificar estos valores nominales de los parámetros de tal modo que se minimice la
variabilidad transmitida por variables incontrolables(o ruido)
Tablal.1 Factores y niveles para la determinación de los parámetros del experimento
diseñado
En la metodología de diseño de parámetros de Taguchi, se selecciona un diseño
experimental para factores controlables. El diseño se presenta en las tablas 1.2, 1.3 y 1.4,
cada tabla contiene un arreglo ortogonal Lo; esto es una tabla cuyos elementos de columna
representan los niveles bajo, medio y alto de los factores. Cada renglón del arreglo ortogonal
se denomina corrida(o prueba); Los arreglos ortogonales Lg dará cabida a cuatro factores de
tres niveles cada uno, en nueve corridas.

8
9
Tabla 1.3 Diseño para los Factores (arreglo ortogonal Lg)
M3 A2 FI1 F03 O-A 30.4
M3 A3 FI1 Fol O-A 10.2
Exp I Peso I Tipo de 1 Fluidizanfe 1 Formulación I Evaluación I Reducción de
No
10 11
12
Molecular amina en ISD depósitos
%
M I AI F12 F03 2-8 23.5
M I A2 F12 Fo 1 1 -A 40.2
MI A3 F12 F02 2-A 33.3
Nota( 1) F12 Fluidizante Polieter PM =I 350

Tabla 1.4 Diseño para los Factores (arreglo ortogonal Lg)
26
27
M 3 A2 FIJ Fol 0.5-A 53.2
M 3 A3 F13 F02 O-A 70.1
Nda(2)
FORMULA DETERGENTE DISOLVENTE
FO3
Nda(3)Depbios carbnosos O Superncis limpia
I Supetikle con depbios tenues
2 3
Supenide con depósitos cubriendo parcialmente el área de espreado Supeñkie con depdsüos cubriendo totalmente et área de espreado
Depósitos alquiben (resinas) A Superfde limpia B
C Superfde con gotas de alquitr4n cercanas al área de espreado Supemcie con alqultrán en 01 área de espreado
Las evaluaciones de ISD, reportadas en las anteriores tablas, nos permite llegar a
determinaciones puramente cualitativas que dependen de cada persona y en consecuencias
son subjetivas. Cabe señalar que una de las características del análisis y conclusión del
experimento reside en su objetividad, es decir, las conclusiones existen de manera

independiente a cualquier sujeto en particular y al modo como este los conozca o los
imagine.
Se extienden nuestros sentidos por medio de instrumentos, es decir, la medición sé amplio y
se profundiza al cuantificar los resultados en % de reducción de depósitos, para lo cual se
utiliza un motor monofásico, permitiendo así advertir una caracterización con mayor
precisión.
Ahora es posible analizar los datos de este experimento. Taguchi recomienda analizar la
respuesta media de cada corrida para los arreglos de las tablas 1.2, 1.3, 1.4.
Las siguientes tablas contienen los valores de los factores experimentales promedio (y) y los
valores calculados de SNL (llamadas medias marginales) del arreglo ortogonales Lg de la
tabla 1.2, que posteriormente se grafican, para poder seleccionar los niveles Óptimos de cada
factor.
De la tabla 1.2
Formulación
MEDIO 20.6319 ALTO 37.5666607 25.730
Las graficas de los valores de los factores promedio (7) del arreglo ortogonales L9 de la tabla
1.2, nos indican niveles Óptimos de cada factor de este arreglo y se muestran a continuación.

Gráficas de los efectos de los factores controlables sobre la respuesta
media para los datos de la tabla 1.2
- Y Peso molecular
10
O BAJO MEDIO ALTO
Nivel
Gráfica 1 .I Peso molecular(facior promedio) vs. Nivel
- Y Tipo de aminas
BAJO MEDIO ALTO
Nivel
Gráfica 1.2 Tipo de amina (facior promedio) vs. Nivel
o ' BAJO MEülO ALTO
Nivel
Gráfica 1.3 Formulación(factor promedio) vs. Nivel

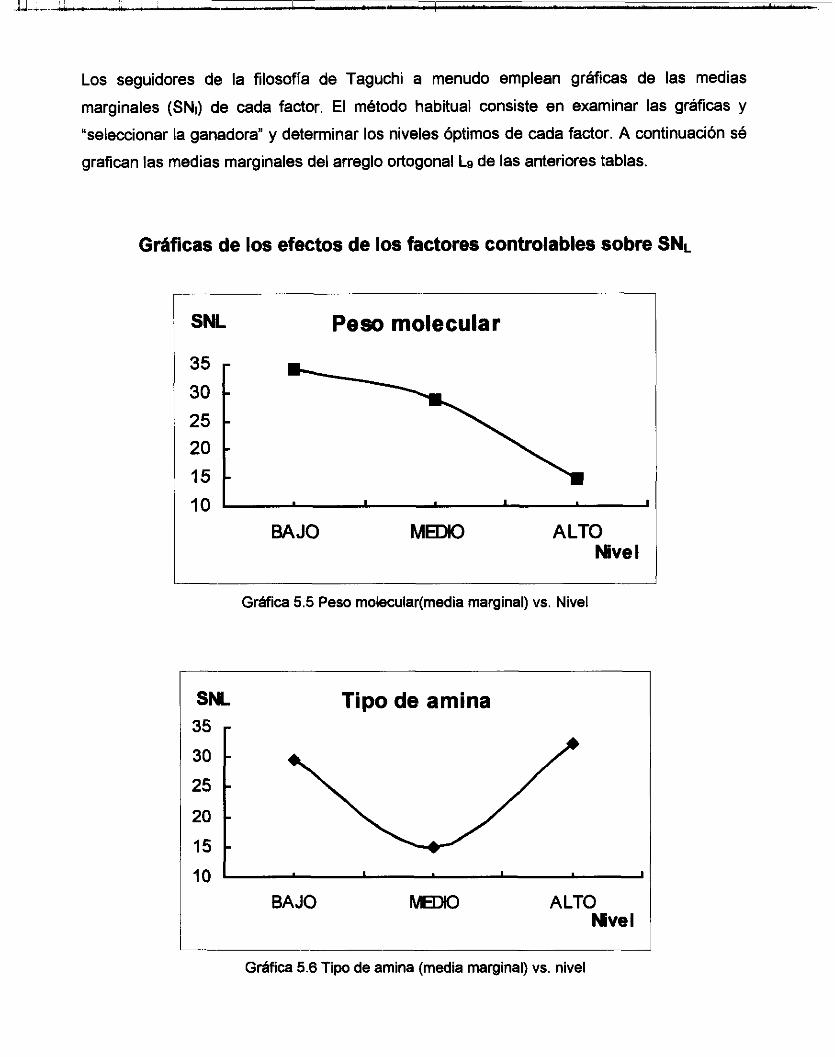
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las medias
marginales (SNi) de cada factor. El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora” y determinar los niveles óptimos de cada factor. A continuación se
grafican las medias marginales para el arreglo ortogonal Lg de la tabla 1.2.
Gráficas de los efectos de los factores controlables sobre SNL
’O t 01 I
I 1
BAlO MEDIO ALTO Nivel
Gráfica 1.4 Peso molecular(media marginal) vs. Nivel
Tipo de amina
20 25 1 r I I
BAJO MEDIO ALTO Nivel
Gráfica 1.5 Tipo de amina (media marginal) vs. Nivel

25 20 15 10 5 -
BAJO MEDIO ALTO Nivel
L - - - -
Gráfica 1.6 Formulación(mdia marginal) vs. nivel
Formulución NIVEL BAJO
MEDIO ALTO
Para maximizar el porcentaje de reducción de depósitos promedio P, elegiríamos como
valores Óptimos M3, A l y Fo3, obsérvese que no hay gran diferencia entre M2 y M3,Con el
fin de maximizar SNL como se aprecia en las gráficas 1.4,1.5,1.6, elegiríamos M2, AI y F03.
- SNL
40.2333333 31.8578 54.9688667 33.4239 62.0333333 31.5105
Las siguientes tablas contienen los valores de los factores experimentales promedio (F) y los
valores calculados de SNL (llamadas medias marginales) del arreglo ortogonales LQ de la
tabla 1.3, que posteriormente se grafican, para poder seleccionar los niveles óptimos de cada
factor.
De la tabla 1.3
Peso molecular

Las graficas de los valores de los factores promedio (y) del arreglo ortogonales Lg de la tabla
1.3, nos indican niveles Óptimos de cada factor de este arreglo y se muestran a continuación.
Gráficas de los efectos de los factores controlables sobre la respuesta
media para los datos de la tabla 1.3
Peso Molecular Y 80 r
40 6 O t c o ' I I I
BAJO MEDIO ALTO
Nivel
Gráfica 2.1 Peso molecular(factor promedio) vs. Nivel
Y 80 r
Tipo de amina
6 o b 40 I I 1
BAJO MEDIO ALTO Nivel
Gráfica2.2 Tipo de amina (factor promedio) vs. Nivel

Formulacion - Y
*O r
40 / BAJO MEDIO ALTO
Nivel
Gráfica 2.3 Fomulación(factor promedio) vs. nivel
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las medias
marginales @NI) de cada factor. El método habitual consiste en examinar las gráficas y
"seleccionar la ganadora" y determinar los niveles óptimos de cada factor. A continuación sé
grafican las medias marginales para el arreglo ortogonal LS de la tabla 1.3.
Gráficas de los efectos de los factores controlables sobre SNL para los
datos de la tabla 1.3
Peso Molecular
40
BAJO MEDIO ALTO Nivel
Gráfica 2.4 Peso molecular(media marginal) vs. nivel

SNL Tipo de Amina 40
30
20
10
O BAJO MEDIO ALTO
Nivel
Gráfica 2.5 Tipo de amina (media marginal) vs. Nivel
Formulación 33.5
32.5 32
31 30.5
BAJO MEDIO
Gráfica 2.6 Fonnulación(media marginal) vs. nivel
ALTO Nivel
Para maximizar el porcentaje de reducción de depósitos promedio u, elegiríamos como
valores óptimos M2, A2 y Fo3.Con el fin de maximizar SNL elegiríamos M2, A2 y
Fo2.obsé~ese que no hay gran diferencia entre A2 y A3.

Las siguientes tablas contienen los valores de los factores experimentales promedio (y) y los
valores calculados de SNL (llamadas medias marginales) del arreglo ortogonales Lg de la
tabla 1.4, que posteriormente sé grafican, para poder seleccionar los niveles óptimos de cada
factor.
Y - Tim de m n a
"EL BAJO 65.0666667
MEDIO 56.5333333 ALTO 59.3333333
De la tabla 1.4
SNL . 33.3573 34.1856 32.5077
Peso M lecular
MEDIO 75.95 37.594 ALTO 73.05 36.493
Las graficas de los valores de los factores promedio (y) del arreglo ortogonales LS de la tabla
1.2, nos indican niveles Óptimos de cada factor de este arreglo y se muestran a continuación.
Gráficas de los efectos de los factores controlables sobre la respuesta
media para los datos de la tabla 1.4
- Peso molecular Y
*O t 0 1 I I I
BAJO MEDIO Nivel ALTO
Gráfica 3.1 Peso molecular(factor promedio) vs. Nivel

Y
80
40 60
20
O
Tipo de amina
r
- - F -
I I I
I I I
BAJO MEDIO ALTO N ¡vel
Gráfica 3.2 Tipo de amina (factor promedio) vs. Nivel
BAJO MEDIO ALTO Nivel
Gráfica 3.3 FomulaU6n(factor promedio) vs. nivel

Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las medias
marginales (SNi) de cada factor. El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora” y determinar los niveles óptimos de cada factor. A continuación sé
grafican las medias marginales para el arreglo ortogonal LQ de la tabla 1.4.
Gráficas de los efectos de los factores controlables sobre SNL para los datos de la tabla 1.4
SNL Peso Molecular
40
BAJO MEDIO ALTO Nivel
Gráfica 3.4 Peso molecular(media marginal) vs. Nivel
I
SNL
34.5 r Tipo de amina
32 t 31.5 I 1 I I
BAJO MEDIO ALTO Nivel
Gráfica 3.5 Tipo de amina (media marginal) vs. nivel

Formulación 36 35 34 33 32 31 30
BAJO MEDIO ALTO Nivel
Gráfica 3.6 Fomulación(mdia marginal) vs. nivel
Para maximizar el porcentaje de reducción de depósitos promedio?, elegiríamos como
valores Óptimos M2, A I y Fo3.Con el fin de maximizar SNL elegiríamos M2, A2 y Fo3.
Por ultimo se hace un análisis considerando los 27 experimentos como si fuera un arreglo
ortogonal Ln.realizando la misma metodología que las anteriores.
Peso molecular Ti o de a h a
BAJO 25.02 23.1677 BAJO 52.13 28.2558 MEDIO 59.78 30.873 MEDIO 47.18 25.3034 ALTO 55.76 20.451 1 ALTO 41.24 25.8081
Fluidizante Fomiulauón
BAJO 27.83 22.2118 BAJO 25.7674 MEDIO 52.41 32.1878 MEDIO 40.27 24.9557 ALTO 60.31 33.3281 ALTO 58.89 29.1232
Las graficas de los valores de los factores promedio (7) del arreglo ortogonales L9 de la tabla
1.2, nos indican niveles Óptimos de cada factor de este arreglo y se muestran a continuación.

Gráficas de los efectos de los factores controlables sobre la respuesta
media para los datos del arreglo ortogonal L2,
Peso Molecular I y
5 0 t 7 01 I I I
BAJO MEDIO ALTO
Nivel
Gráfica 4.1 Peso molecular(factor promedio) vs. nivel
- Y
20 40 I
Tipo de amina
O L BAJO MEDIO ALTO
Niveles

a+:- ~
Gráfica 4.2 Tipo de amina (factor promedio) vs. Nivel
Y 60
40
20
O
Formulación
I I I I
BAJO MEDIO ALTO Nivel
Gráfica 4.3 Formulación(factor promedio) vs. Nivel
- Y Fluidizante
I 80 r
40 20
I I I
BAJO MEDIO ALTO
N ¡vel
Gráfica4.4 Fluidizante(factor promedio) vs. nivel

Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las medias
marginales @NI) de cada factor. El método habitual consiste en examinar las gráficas y
"seleccionar la ganadora" y determinar los niveles Óptimos de cada factor. A continuación sé
grafican las medias marginales para el arreglo ortogonal i27.
40
30
20
10
O
Gráficas de los efectos de los factores controlables sobre SNL para los datos del arreglo ortogonal L27
-
1 - - -
I I 1
28 27 26 25 24
BAJO
- - - - -
I I I
MEDIO ALTO Nivel
Gráfica 4.5 Peso rnolecular(media marginal) vs. nivel
SNL Tipo de Amina

x-. . m,
Gráfica 4.6 Tipo de amina (media marginal) vs. Nivel
SNL Formulación
I 22 ' I
BAJO MEDIO ALTO Nivel
Gráfica 4.7 Peso molecular(media marginal) vs. nivel
FI uidizan te 40 r
'O t 0 1 I I I
BAJO MEDIO ALTO Nivel
Gráfica 4.8 Tipo de amina (media marginal) vs. nivel
Para rnaximizar el porcentaje de reducción de depósitos promedioY, elegiríamos como
valores óptimos M2, AI, F13 y Fo3.Con el fin de maximizar SNL elegiríamos M2, A I , F13 y
F03.

En resumen los resultados que elegiríamos como valores óptimos, obtenidos de las gráficas
son los siguientes:
Tabla 1.5 Resumen de los valores óptimos.
El único arreglo que nos da información acerca del fluidizante es el arreglo i-27 y de este
arreglo elegimos que el valor óptimo es F13.
En la tabla de resumen podemos ver que hay una discrepancia con el nivel de A, al analizar
los costos se obtiene que AI es mucho menos costoso que ki por esta razón se concluye
que el valor de Ai es el Óptimo.
Finalmente de la tabla 1.4 cualitativamente se puede observar que una combinación Óptima
de los factores puede ser M3, AI, Fo3 y F13 y este es uno de los resultados que arroja la
tabla 1.5 en la primera fila, pero es de esperarse que al utilizar una combinación como
valores óptimos M2, AI, Fi3 y F03 se tenga una mejor respuesta, se recomienda realizar unas
pruebas con esta combinación dado que esta combinación no fue una corrida de los 27
experimentos; La implicación es que esta elecoión de niveles maximizará el porcentaje de
reducción de depósitos y reducirá la variabilidad en el porcentaje de reducción de depósitos.

DISEÑO FACTORIAL PARA LA FAMILIA DE POLI(IS0BUTILEN SUCCINIMIDAS)
A continuación, se presenta el análisis del diseno 3”(apéndice 11) que es el diseno que nos
concierne. Este es un diseño que consta de 4 factores, los cuales son: peso molecular (A),
tipo de amina (B), fluidizante (C) y formulación (D). Los factores y las interacciones se
representan mediante letras mayúsculas. Sin pérdida de generalidad, los tres niveles de los
factores pueden referirse como nivel bajo, medio y alto. Estos niveles se representan
mediante los dígitos O (nivel bajo), 1 (medio) y 2 (alto). Cada combinación de tratamiento del
diseno 34 se presenta mediante 4 dígitos, donde el primero indica el nivel de A, el segundo
dígito señala el nivel de B y así sucesivamente. Por ejemplo, el O000 representa la
combinación de tratamientos, en la que todos los factores (ABCD) están en el nivel bajo.
Tabla I . Experimentos propuestos para un diseño 3” con I = AB2CD
Específicamente el interés consiste en probar hipótesis acerca de la igualdad de los efectos
de tratamiento de cada factor, así como, sí los tratamientos interaccionan. Estas hipótesis
pueden probarse usando un análisis de variancia.

Tabla II. Tabla de Análisis de Variancia para el modelo 3"'
I I I I Total I 18385.43 I27 ---- ---
Del análisis de variancia de la tabla II, se concluye que los efectos principales dados por el
peso molecular, el fluidizante y la formulación. En ese orden, son los más significativos en
nuestros experimentos. Se puede observar que el tipo de amina no es un efecto significativo,
de acuerdo con el valor más bajo dado por Fo con un grado de confiabilidad del 95%, para
los 27 experimentos y con los grados de libertad considerados, que limita el grado de
significancia a valores arriba de 3.37. También se concluye que existe una interacción
binarias significativa solamente entre el peso molecular y la formulación (considere que Fo
para el grado de confiabilidad de 95%, con 4 grados de libertad y 27 experimentos debe
tener al menos un valor de 2.11). Nótese que las interacciones binarias con B fueron
eliminadas debido a que el efecto de B no era significativo.
Como auxiliar en la interpretación de los resultados de este experimento, resulta Útil la
construcción de una gráfica de las respuestas promedio de la combinación peso molecular y
formulación (ver figura 1).
El hecho que las recias no sean paralelas, indica una interacción significativa. En general, a
la formulación considerada alta (60/20/20) aumenta el porcentaje de la reducción de
depósitos, independientemente del peso molecular. Por otro lado, a bajos pesos moleculares
(MI), el porcentaje de la reducción de depósitos permanece sin cambio, y a valores

ax- I - w
superiores en el peso molecular hay cambios significativos en el porcentaje de la reducción
de depósitos, siendo el óptimo el peso molecular M2 a la formulación Fo3.
Q) 'LI 90
80 70 60 50 40 30 20 10 O
r
Bgo M O
Fig. 1. Efecto del peso molecular y la formulación en el porcentaje de reducción de depósitos.
A modo de conclusión, se indica que las variables más importantes en el diseño de un nuevo
aditivo son: el peso molecular, el tipo de fluidizante y la formulación, en ese orden y la
combinación del peso molecular y la formulación son los dos factores mas importantes.
DISEÑO DE EXPERIMENTO PARA LA FAMILIA DE POLIETERAMINAS
El experimento esta disenado a fin de determinar qué parámetros influyen en la deposición
de la superficie de cierta área espreada. El objetivo-específico del experimento es minimizar
el porcentaje de depósitos en la superficie utilizando la familia de polieter-aminas. Se
identificaron cuatro factores de ruido controlable. Estos factores se definen en la tabla 1.6. Se
desea encontrar los niveles de los factores controlables que proporcionan la mínima
deposición de impurezas en la superficie del área espreada. Cada factor controlable se
prueba a tres niveles.
Tablal.6 Factores y niveles para la determinación de los parametros del experimento
diseñado
Este experimento es análogo al anterior, teniendo ya las bases teóricas (expuestas en el
apéndice I) seguiremos la misma metodología.
Se selecciona un diseño experimental para fadores controlables. El diseno es un arreglo
ortogonal Lg y se presenta en la siguiente tabla.

Tabla 1.7 Diseño para los Factores (arreglo ortogonal Lg)
Las siguientes tablas contienen los valores de los factores experimentales promedio (F) y los
valores calculados de SNL (llamadas medias marginales) de cada uno de los arreglos
ortogonales LQ, que posteriormente se grafican, para poder seleccionar los niveles óptimos
de cada factor.
I NI:; I E; 1 SNL 1 I ;WE; 1 3: 1 SNL 1 53.6666667 34.1375 29.5574
MEDIO 28.8333333 28.89 MEDIO 26.7333333 14.8121 ALTO 27.7333333 14.8075 ALTO 32.2057
Fomulaci6n Fluidizante
ALTO 31.362 ALTO 31.362
Las graficas de los valores de los factores promedio (y) del arreglo ortogonales Lg de las
anteriores tablas, nos indican niveles óptimos de cada factor de este arreglo y se muestran a
continuación.

Gráficas de los efectos de los factores controlables sobre la respuesta
media para los datos de las tablas anteriores.
50 40
30 20 10
- Y
- + - /
- - -
-
60
40 30 y/
I I I I I
Gráfica 5.1 Peso molecular(factor promedio) vs. Nivel
o ' I I I
BAJO MEDIO ALTO Nivel
Gráfica 5.2 Tipo de amina (factor promedio) vs. nivel

Formulación
50 40
30 20 10
0 .
- - - -- -
I I I
Gráfica 5.3 Fomnulación(factor promedio) vs. Nivel
- Y
50 - 40 - 30 20 '
10
Fluid izan te
" BAJO MEDIO ALTO
Nivel ~~ ~
Gráfica 5.4 Fluidizante(factor promedio) vs. nivel
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las medias
marginales @Ni) de cada factor, El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora” y determinar los niveles Óptimos de cada factor. A continuación sé
grafican las medias marginales del arreglo ortogonal Ls de las anteriores tablas.
Gráficas de los efectos de los factores controlables sobre SNL
SNL Peso molecular
20 15
BAJO MWO ALTO Nve I
Gráfica 5.5 Peso molecular(media marginal) vs. Nivel
SNL 35 r
Tipo de amina
20 15
10 ’ BAJO MEDIO ALTO
Nve I
Gráfica 5.6 Tipo de amina (media marginal) vs. nivel

a--?'-- -
30 25 20 15 10
SNL
- -
0
- -
I I I
Formulaci6n
SNL
20 15
Gráfica 1.4 Formulación(media marginal) vs. Nivel
FI u¡ diza nte
I I
BAJO MEDIO A LTO Mve I
Gráfica 1.5 Fluidizante (media marginal) vs. nivel
Para maximizar el porcentaje de reducción de depósitos promedio F, elegiríamos como
valores óptimos MI, A3, F03 y PP3.Con el fin de maximizar SNL elegiríamos MI, A3, Fo3 y
PP3.

EFICIENCIA DE LOS FLOCULANTES POLIMERICOS (N-OXIDOS) EN EL TRATAMIENTO
DE AGUAS RESIDUALES.
52.83
Para este estudio se utilizaron aguas residuales de la UAM-I con las siguientes propiedades
turbiedad inicial (NTU, Nephelometric Turbidity Units)l8-63, pH 8.2Io.3, demanda química de
oxigeno (DQO) 333199 mglL, sólidos suspendidos volátiles (VSS) 40 mglL. Las medidas de
Turbidez se realizaron con un turbidímetro modelo 2100P (Potable Turbidimeter, Hach) con
una exactitud del 2%. En todos los caso, se presentan los resultados de al menos dos
mediciones
38.58 31.58
Se realizaron pruebas de floculación empleando la técnica de "Pruebas de Jarras", que
fueron acidificadas con HCI concentrado, para realizar pruebas con cuatro pH
diferentes(2,4,6,8) y dosificación de 1 a 5 ppm.
Los floculantes utilizados fueron los Ndxidos de PDMAEMIV, 2PMASAD2, y PNOII, cuyos
pesos moleculares son 3.95E4 glmol, 4.49E7 glmol y 1.9E5 gimo1 respectivamente.
Los resultados obtenidos se muestran a continuación en la siguiente tabla.
Tabla 1 Resultados de la floculación polimérica en el tratamiento de aguas residuales de la
POLIMERO
PDMAEMIV
2PMASAD2
PNOll
"TI es la turi
- IOSIS
1 2 3 4 5 1 2 3 4 5 1 2 3 4 5
?dad in
~
%TURBIEDAD REMOVIDA
pH=2 TiS3.0 NTU 12.64 34.91 5.66 65.84
UAM-I
%TURBIEDAD REMOVIDA
pH=4 T1z52.1 NTU 1.15 0.58 11.71 24.28
%TURBIEDAD REMOVIDA
pH=6 Tl=53.2NTU
25 29.5 20.68 29.89
61.50 58.30 52.64 47.17 61.32 58.30 55.28 53.02 50.94
ial
17.66 17.27 21.88 29.36 30.90 30.33 36.08 35.70 34.55
1.69 2.44 4.51 6.02 34.4 40.6 40.98 40.79 46.80
%TURBIEDAD REMOVIDA
pH=8 TiS2.5 NTU 0.19 3.05 5.71 3.43
16.95 17.14 17.71 18.86 20.19 9.52 10.86 13.9
13.14
-
-

El experimento esta disefíado a fin de determinar qué parámetros influyen en el porcentaje
de turbiedad removida. El objetivo especifico del experimento es maximizar el porcentaje de
turbiedad removida utilizando polímeros como floculantes en aguas residuales de la UAM-I.
Se identificaron tres factores de ruido controlable. Estos factores se definen en la tabla 1 .I.
Se desea encontrar los niveles de los factores controlables que proporcionan la máxima
turbiedad removida. Cada factor controlable se prueba a diferentes niveles.
Tabla 1 .I Factores y niveles para la determinación de los parámetros del experimento
Nota: El tipo de ! polín I :en¡ do de iones.

ANALISIS ESTADISTICO DE LOS N-OXIDOS
Actualmente se dispone de un gran número de programas por computadora para el análisis
de variancia. En la tabla 2 se muestran los resultados del procedimiento STATGRAPHICS
PLUS Statistical Graphics System, usando los datos de los experimentos de la eficiencia de
los floculantes polimericos (PDMAEMIV, 2PMASAD2, y PNOII) en el tratamiento de aguas
residuales.
Tabla 2 Análisis de variancia de los efectos principales.
Análisis de Variancia de los datos de Turbiedad removida - Tipo 111 Sumas de cuadrados
1099.O416 14.915 0.0001
21 1.5201 2.817 0.0470
3037.2114 41.218 0.0000
145.48609 1.974 0.0988
610.22621 8.281 0.0001
56.7581 2 0.770 0.6734
73.687013
Todas las razones F están basadas en el residuo media del cuadrado del error.
Esta tabla de análisis de variancia nos proporciona, el valor del nivel de significancia, esta es
una prueba para determinar si las variables tienen una contribución significativa en el
modelo, en otras palabras, el nivel de significancia es el riesgo que el investigador acepta al
rechazar cierta hipótesis, esto implica que el valor del nivel de significancia debe ser Io más
pequeño posible.
En nuestro caso si fijamos el mínimo riesgo que acepta de 5 % se puede concluir que existe
una interacción significativa entre polimero y pH. Además, también es significativo cada uno
de los tres efectos principales: tipo de polimero, dosis y pH.
. .-
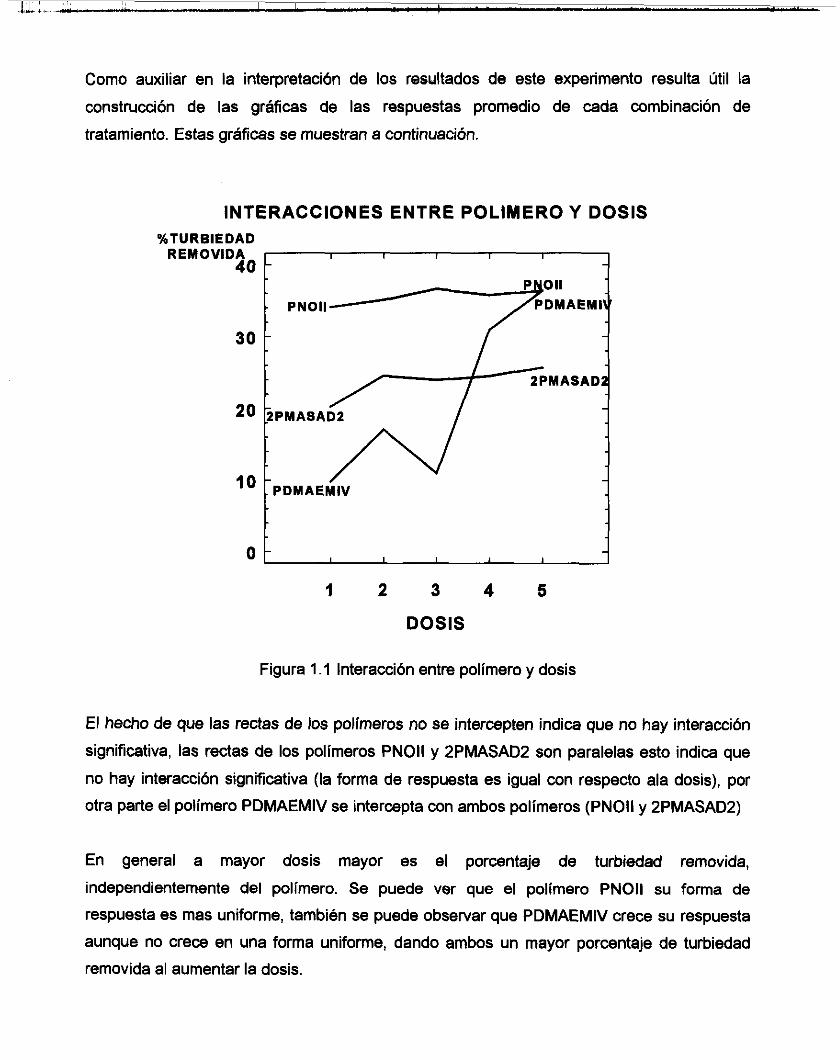
Como auxiliar en la interpretación de los resultados de este experimento resulta útil la
construcción de las gráficas de las respuestas promedio de cada combinación de
tratamiento. Estas gráficas se muestran a continuación.
INTERACCIONES ENTRE POLIMERO Y DOSIS %TURBIEDAD
REMOVIDA 40 0
30
20
10
1 2 3 4 5
DOSIS
Figura 1 .I Interacción entre polímero y dosis
El hecho de que las rectas de los polímeros no se intercepten indica que no hay interacción
significativa, las rectas de los polímeros PNOll y 2PMASAD2 son paralelas esto indica que
no hay interacción significativa (la forma de respuesta es igual con respecto ala dosis), por
otra parte el polímero PDMAEMIV se intercepta con ambos polímeros (PNOII y 2PMASAD2)
En general a mayor dosis mayor es el porcentaje de turbiedad removida,
independientemente del polímero. Se puede ver que el polímero PNOll su forma de
respuesta es mas uniforme, también se puede observar que PDMAEMIV crece su respuesta
aunque no crece en una forma uniforme, dando ambos un mayor porcentaje de turbiedad
removida al aumentar la dosis.

A dosis pequefías el factor que predomina para favorecer la floculación es el peso molecular,
posteriormente a dosis altas se observa que la cantidad de iones es la que favorece la
floculación, el polímero PNOll tiene estas dos propiedades por lo que da mejores resultados.
INTERACCIONES ENTRE POL IMERO Y pH %TURBIEDAD
REMOVIDA 6 0
5 0
40
3 0
2 0
1 0
O L
2 4 6 8
PH
Figura 1.2 Interacción entre polímero y pH
Las rectas del polímero PNOll y PDMAEMIV tienden a ser paralelas, estas indican que no
hay interacción significativa (la forma de respuesta es igual con respecto al pH), por su parte
el polímero 2PMASAD2 se intercepta con PNOll y PDMAEMIV lo cual nos dice que existe
interacción significativa. En general se puede ver que al aumentar el pH su porcentaje de
turbiedad removida es menor. Se observa que el polímero PNOll da los mejores resultados a
un menor pH.

INTERACCIONES ENTRE DOSIS Y pH
%TURBIEDAD
1 0 REM OVlD
50
40
30
20
10
O
2 4 6 8
PH
Figura 1.3 Interacción entre dosis y pH.
Las parejas de las rectas de las dosis 5 y 3, 4 y 1 tienden a ser paralelas, estas indican que
no hay interacción significativa (la forma de respuesta es igual con respecto al pH), caso
contrario con la dosis 2 que intercepta a la dosis 5 y tres veces ala dosis 3 lo cual dice que
hay interacciones entre estas. En general a mayor pH menor es el porcentaje de turbiedad
removida, independientemente de la dosis. Se concluye que a mayor dosis y menor pH se
obtiene un mayor porcentaje de turbiedad removida. También se puede observar que a una
dosis de 4 ppm se obtiene un mayor porcentaje de turbiedad removida a un pH de 2.
En conclusión a bajos pH mayor es el porcentaje de turbiedad removida, independientemente
de la dosis y el polímero PNOll da mejores resultados.

.-
Aparte del análisis de variancia básico, el programa proporciona información adicional Útil. La
cantidad “R-SQUARE se define como :
SS.*,i, = 17 662.1414
Y que R2 = 17 662.1444 121 220.68 = 0.8323
y que se interpreta, informalmente, como la proporción de la variabilidad en los datos, que es
“explicada” por el modelo del análisis de variancia. Por lo tanto, cerca del 84 % de la
variabilidad en el porcentaje de turbiedad removida se explica por el polímero, por la dosis, el
pH y por la interacción entre polímero y dosis, polímero y pH y dosis y pH.
ANALISIS POR EL METODO DE TAGUCHI PARA LOS N-OXIDOS
Para determinar los niveles específicos de los factores del sistema se utiliza el método de
Taguchi, usualmente el objetivo de este método es especificar estos valores nominales de
los parámetros de tal modo que se minimice la variabilidad transmitida por variables
incontrolables( o ruido).
Taguchi recomienda analizar la variación empleando una razón de seiíal sobre ruido SN (ver
apéndiceI) elegida de manera apropiada. Se emplea SNL si el sistema se optimiza cuando la
respuesta es tan grande como sea posible
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las “medias
marginales” de cada factor. El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora”.

r’.--- -,
A continuación se muestran las gráficas obtenidas por el método de Taguchi.
32 r
SN L
I
PDMAEMIV PDMASDZ PNOll
POLIMERO
Figura 1.4 Turbiedad removida(media marginal) vs. Tipo de polímero.
De la figura I .4 se observa que el polímero PNOH maximiza la razón de señal SNL, por lo
tanto, esto indica que este polímero es el óptimo.
28 - 2 6 -
S N L ~ ~ -
18 I I
1 2 3 4 5
DOSIS
Figura 1.5 Turbiedad removida(media marginal) vs. Dosis.
De la figura 1.5 se determina que a dosis altas maximiza la razón de señal SNL, por lo tanto
esto indica dosis altas son parámetros Óptimos.

34 -
22 - 20 - 18 - 16 I
2 4 6 8
PH
Figura 1.6 Turbiedad removida(media marginal) vs. pH.
En la figura 1.6 se determina que a pH bajos se obtiene una razón de setial SNL grande, por
lo tanto pH bajos es un parámetro óptimo.
Para maximizar el porcentaje de floculación elegiríamos como ValOreS óptimos el polímero
PNOII, pH 2 y dosis altas.
EFICIENCIA DE LOS FLOCULANTES POLIMERICOS (POLICATIONES) EN EL
TRATAMIENTO DE AGUAS RESIDUALES.
Usando los datos de los experimentos de la eficiencia de los floculantes polimericos en el
tratamiento de aguas residuales, con el polímero (PDMEAEMA)Br que se disolvió en agua y
con el (PTMAEMA)Br parcialmente solubilizado en agua, con una dosis de 1 ppm,
utilizándose agua residual de la UAM-I a un nivel de turbidez alto (5132) y bajo (18G');
Definiéndose la turbiedad removida como la turbiedad final menos la turbiedad inicial.
Tabla1 Análisis de varianza de los efectos principales. Análisis de Varianza de los datos de Turbiedad removida - Tipo í i I Sumas de cuadrados
Fuente de Variación Suma de Cuadrados Grados de Libertad Media de Cuadrados F Nivel de Signtficancia
EFECTOS PRINCIPALES A: polúnero 3.5556 B: Turbiedad inicial 362.7022 C: pH 1636.5496
1 3.55556 0.092 0.7691 1 362.70222 9.357 0.0075 8 204.56870 5.278 0.0023
Error 620.18815 16 38.761759 __I--_
TOTAL (CORREGJDO) 2792.9630 26
Todas las razones F están basadas en el residuo media del cuadrado del error.

Tabla2 Análisis de varianza de las interacciones de los efectos principales. Análisis de Varianza de los datos de Turbiedad removida - Tipo 111 Sumas de cuadrados
Fuente de Variación Suma de Cuadrados Grados de Libertad Media de Cuadrados F Nivel de Significancia
INTERACCIONES AC 197.18037 8 24.647546 0.282 0.9556 BC 522.24370 8 65.280463 5.788 0.0083
A: polímero 8:Turbiedad Inicial C:pH
Como se sabe el valor del nivel de significancia debe ser pequelio, si fijamos el minim0
riesgo de 5 % se puede concluir que existe una interacción significativa entre Turbiedad
Inicial y pH. Además también es significativo cada uno de estos efectos principales;
Turbiedad inicial y pH.
Como auxiliar en la interpretación de los resultados de este experimento resulta Útil la
construcción de las gráficas de las respuestas promedio de cada combinación de
tratamiento. Estas gráficas se muestran a continuación.
Interacciones entre Polimero y pH Turbiedad removida
28
18
8
-2
2 2.5 3 3.5 4 5 6 7 0
PH
Gráfica 1 lnteracciones entre polímeru y pH

Ambos polímeros parecen comportarse de la misma forma en el intervalo de 2 a 3, ser
antagónicos de 6 a 8 y en la región intermedia se intercepta Io cual nos indica que hay una
interacción significativa. En general a mayor pH menor es la turbiedad removida,
independientemente del polímero. Se puede observar que el polímero (PDMEAEMA)Br da
una mayor turbiedad removida al pH 2.5.
Interaceionas entre Turbiedad Inicial y pH Tw#edrd
2 2.5 3 3.5 4 5 6 7 8
PH
Gráfica 2.lnteracciones de turbiedad inicial y pH,
Ambos niveles de Turbiedad removida parecen comportarse de la misma forma en el
intervalo de 2 a 3.5, tienden a ser antagónicos de 6 a 8 y en la región intermedia se
interceptan; En general a mayor pH menor es la turbiedad removida, a turbiedad inicial baja
menor es la turbiedad removida. La mayor turbiedad removida se obtiene a un pH de 2.5 y
una turbiedad inicial alta. Se puede apreciar que la forma de respuesta es muy similar ala de
las interacciones de polímero y pH

ANÁLISIS POR EL METODO DE TAGUCHI PARA LOS POLI(CATI0NES)
Para determinar los niveles específicos de los factores del sistema se utiliza el método de
Taguchi, usualmente el objetivo de este método es especificar estos valores nominales de
los parámetros de tal modo que se minimice la variabilidad transmitida por variables
incontrolables( o ruido).
Taguchi recomienda analizar la variación empleando una razón de señal sobre ruido SN (ver
apéndice1) elegida de manera apropiada. Se emplea SNL si el sistema se optimiza cuando la
respuesta es tan grande corno sea posible
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las “medias
marginales” de cada factor. El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora”.
A continuación se muestran las gráficas obtenidas por el método de Taguchi.
POUMERhemta turbiedad inicial baja
Gráfica 3 Turbiedad removida(media marginal) vs. Tipo de polímero.

De la gráfica 3 se determina que a baja y alta turbiedad inicial el polímero (PDMEAEMA)Br
tiene una mayor turbiedad removida en comparación con (PTMAEMA)Br.
25 20
15 SNL
10
5 O
1 3 5 7 9
PH
Gráfica 4 Turbiedad removida(media marginal) vs. pH
De la gráfica 4 se observa que a menor pH mayor es la turbiedad removida. Por lo tanto, los factores óptimos deben de ser a pH bajos y a turbiedades iniciales altas para una mayor
remoción de sólidos suspendidos.
En conclusión para obtener mejores resultados, es decir, una alta turbiedad removida es
obvio que se debe trabajar a bajos pH y alta turbiedad inicial, este ultimo es un factor por el
cual el polímero (PDMEAEMA)Br es mejor floculante que él (PTMAEMA)Br; su alto
rendimiento se debe a que el polímero (PDMEAEMA)Br se trabajo a turbidez inicial altas.

ESTUDIO DE VlSCOSlMETRlA
600 550 500 450 400
nspic 350 300 250 200 150 1 O0 I I I I I I I I
1 2 3 4 5 6 7 8 9
PH
Figura 1 Comportamiento del polímero N-BrlV a diferentes pH.

Como se observa en la figura 1 el valor de q.4 C en el intervalo de 2 a 4 pH tiene un valor
creciente, lo cual indica, que la cadena del polímero se encuentra en forma de ovillo y se
empieza a extender hasta alcanzar su valor máximo en el intervalo de 4 a 6 pH donde la
cadena se encuentra completamente extendida. Por otra parte al seguir aumentando el pH,
el valor de qs+ C empieza a decrecer, esto implica que el polímero tiende a su forma de
ovillo.
Xi. REFERENCIAS:
(1) Douglas C Montgomery, Diseño y Análisis de Experimentos. Pag, 175-377,Ed. Grupo
(2) J. Cardoso, E. Anleu, Memorias del VI SLP. Pág. 171-172. Chile (1998).
(3) J. Cardoso, E. Anleu. Memorias del Congreso Nacional de Polímeros, (1998).
(4) Paul L Meyer, Probabilidad y Aplicaciones Estadísticas, Addison - Wesley, Wilmington,
(5) Richard L. Scheaffer, Probabilidad y Estadística para Ingeniería, Iberoamericana, México
(6) Douglas C Montgomery, Probabilidad y Estadística para Ingeniería y Administración,
(7) Irwin Miller, Probabilidad y Estadística para Ingenieros, Reverté, México 1967.
(8) Ronald E. Walpole, , Probabilidad y Estadística para Ingenieros, Interamericana, México
(9) John Freund , , Probabilidad y Estadística para Ingenieros,Prentice Hall, México 1992.
(IO) Norma ASTM 02035; "Standard Practice for Coagulation - Floculation Jar Test of
(1 1) Jan F. Rabek, Experimental Methods in Polymer Chemistry.Ed.John Wiley & Sons.
Editorial Iberoamérica. 1991
Del. ,1992.
1993.
C.E.C.S.A., México 1993.
1982.
Water".

APÉNDICE I
MÉTODO DE TAGUCHI PARA EL DISEÑO DE PARÁMETROS.
El método de Taguchi consiste en diseñar un experimento a fin de determinar qué
parámetros influyen y los niveles específicos de los factores de ruido controlable, usualmente
el objetivo de este método es especificar estos valores nominales de los parámetros de tal
modo que se minimice la variabilidad transmitida por variables incontrolables( o ruido)
La filosofía del profesor Taguchi recomienda el empleo de métodos estadísticos de diseño
experimental para auxiliar el mejoramiento de la calidad. En el diseño de parámetros pueden
emplearse métodos de diseño experimental para hallar un mejor diseño del producto o del
proceso, donde por "mejor" quiere decirse un producto o proceso que es insensible a factores
incontrolables que influirán en ese producto o proceso una vez que se encuentre en
funcionamiento normal.
En la metodología de diseño de parámetros de Taguchi, se selecciona un diseño
experimental para factores controlables. El diseño contiene unos arreglos ortogonales; esto
es una tabla cuyos elementos de columna representan los niveles de los factores. Cada
renglón del arreglo ortogonal representa una corrida.
Análisis de Datos y Conclusiones.
Taguchi recomienda analizar la respuesta media para cada corrida del arreglo y también
sugiere analizar la variación empleando una razón de señal sobre ruido SN elegida de
manera apropiada.
Las razones de señal sobre ruido (o de señal de ruido) se deducen de la función cuadrática
de pérdida, y tres de ellas se consideran "estándar" ampliamente aplicables. Ellas son SNT, está se utiliza si el objetivo es reducir la variabilidad respecto a un valor deseado específico,
SNL si el sistema se optimiza cuando la respuesta es tan grande como sea posible, y SNs si
el sistema se optimiza cuando la respuesta es tan pequeña como resulte posible. Los niveles
factoriales que maximizan la razón SN apropiada son óptimos.

En nuestro caso se utiliza SNL debido a que el objetivo es optimizar deseando que la
respuesta sea lo más grande posible. Matemáticamente se define n
S N ~ = - I O l o g ( l / n ~ l I y ~ ) i=L
Los seguidores de la filosofía de Taguchi a menudo emplean gráficas de las “medias
marginales” de cada factor. El método habitual consiste en examinar las gráficas y
“seleccionar la ganadora”.

APÉNDICE II
FRACCIÓN UN TERCIO DE UN DISEÑO 3K
Muchos experimentos se llevan a cabo para estudiar los efectos producidos por dos o más
factores. Puede mostrarse que en general los diseños factonales son los más eficientes para
este tipo de experimentos. Por diseño factorial se entiende aquel en el que se investigan
todas las posibles combinaciones de los niveles de los factores en cada ensayo completo o
réplica del experimento.
El efecto de un factor se define como el cambio en la respuesta producida por un cambio en
el nivel del factor.
La serie de diseños factoriales y factonales fraccionarios 3k, se emplean cuando todos los
factores actúan a tres niveles.
Incluso para un número moderado de factores, es grande la cantidad total de tratamientos en
un diseño factorial. Por ejemplo, en nuestro caso, un diseño 34, tiene 81 combinaciones de
tratamientos. Como usualmente los recursos son limitados, el número de réplicas que un
experimentador puede realizar puede estar limitado. Frecuentemente, los recursos
disponibles permiten ejecutar solo una vez el experimento, a menos que el investigador esté
dispuesto a desechar algunos factores originales.
Una aproximación al análisis de un factorial con una sola réplica consiste en suponer que
ciertas interacciones de orden superior son despreciables y combinar sus cuadrados medios
para estimar el error. Esta es una apelación al principio de dispersidad de efectos; esto es, la
mayoría de los sistemas son dominados por alguno de los efectos principales e interacciones
de bajo orden, y la mayoría de las interacciones de orden superior son despreciables.
Se comentó que para nuestro caso, el número de ensayos necesario para obtener una
réplica completa es de 81. En este diseño solo 4 de los 80 grados de libertad corresponden a
los efectos principales y Únicamente 6 corresponden a las interacciones de 2 factores. Los 70
restantes corresponden a las interacciones de 3 y 4 factores.

Si el experimentador puede suponer razonable que algunas interacciones de orden superior
son despreciables, la información sobre los efectos principales y las interacciones de menor
orden pueden obtenerse realizando solo una fracción del experimento factorial completo.
Estos diseños factoriales fraccionarios se encuentran entre los tipos más ampliamente
usados para el diseño de productos y procesos, y para la detección y solución de problemas.
La fracción más grande del diseño 3k que resulta útil es la de un tercio y consta de 3"'
ensayos.
Para construir un diseño factorial fraccionario 3" se selecciona un componente de
interacción de dos grados de libertad (generalmente la interacción de mayor orden) y el
diseño 34 completo se divide en tres bloques. Cada uno de estos bloques corresponde a un
diseño factorial 3 '-I, y es posible elegir cualquiera de ellos par usarse. Si se utiliza el
componente de interacción AB C ... k* para definir los bloques, entonces I = AB C ... k*
se denomina relación definitoria del diseño factorial fraccionario. Cada efecto principal o
componente de interacción estimado por el diseño 34' tiene dos alias que se determinan
multiplicando el efecto por I e 1 2 , módulo 3.
d d da3
Se puede seleccionar cualquier componente de la interacción ABCD para construir el diseño,
en otras palabras, puede usarse ABCD, AB'CD, AB2C2D Ó AB2C2D2. Por lo tanto, las
fracciones de un tercio están definidas por:
XI + a2 XZ + a3X3 +a4& = U (mod. 3) (1)
A continuación se introduce el k-ésimo factor igualando sus niveles & con el componente
apropiado de la interacción de mayor orden, por ejemplo, I = AB C ...(k-7)a(k-1), mediante la
relación:
d a 3
En donde pi = ( 3- a k ) ai (módulo3), para 1 c; i < k-1 . Esto produce un diseño con la resolución
más alta posible.

Se usa este método para generar el diseño 3’l definido por la relación I = AB2CD, mostrado
en la tabla I, esta tabla corresponde a 27 ensayos del diseño completo. En el caso de AB2CD
se tiene que a1 = a 3 = a4= 1 y a 2 =2. Esto implica que pi = (3-1) ai (mod.3) = (3-l)*l= 2, pz= (3-1) az(mOd.3) = (3-1)9= 4= l(mod.3) y p3= (3-1) a3 (mod.3) = (3-1)*1= 2. Por lo tanto, la
ecuación (2) se transforma en
xq= 2 x, + x2+ 2 XJ (3)
Los niveles del cuarto factor satisfacen la ecuación (3). Por ejemplo, se tiene que 2*0 + 1*0 +
2*0=0,2*0+1*1 +2*0=1,2*1 + 1 * 1 +2*0=3=0,etc.
El diseño 3’’ que resulto tiene 26 grados de libertad, que pueden usarse para calcular la
suma de cuadrados de 13 efectos principales y componentes de interacción (junto con sus
alias). Los alias de cualquier efecto se calculan en la forma usual, como ejemplo, los alias de
A son: A(AB2CD) = A2B2CD y A(AB2CD)’ = BC2D2.
En consecuencia los 13 efectos principales y componentes de interacción que se analizan
son: A, B, C, D, AB, AC, AD, BC, ED, CD, ABC , ABD, BCD.
El análisis estadístico de un diseno 3’<-’se logra mediante el procedimiento usual de análisis
de variancia para experimentos factoriales. Si existen 4 factores y una observación por celda,
el modelo estadístico lineal es:
Coni = 1,2,3 ..., a; j = 1,2,3 ..., b; k= 1,2,3 ..., cy1 = 1,2,3 ..., d
En donde p es el efecto medio general, ai es el efecto del i-ésimo nivel del factor A, pj es el
efecto del j-ésimo nivel del factor 6, yk es el efecto del k-ésimo nivel del factor c, cpi es el
efecto del I-ésimo nivel del factor D, los pares, tercias y apycpnqw son los efectos de los
niveles de los factores, y EijH es el componente del error aleatorio.
