bulk metal forming ii - rwth aachen university metal forming ii simulation techniques in...
TRANSCRIPT
© WZL/Fraunhofer IPT
Bulk Metal Forming II
Simulation Techniques in Manufacturing Technology
Lecture 2
Laboratory for Machine Tools and Production Enginee ring
Chair of Manufacturing Technology
Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. F. Klocke
Seite 1© WZL/Fraunhofer IPT
Lecture objectives
� Overview of analytic and numeric methods in process modelling
� Introduction and fundamentals in Finite Element Modelling
� Examples of process simulations in bulk forming
� Overview of damage mechanisms and damage modelling in bulk forming
� Future developments in bulk forming simulation
Seite 2© WZL/Fraunhofer IPT
Summary5
Future Developments4
Examples3
Simulation of bulk forming2
Fundamentals of FEM-Simulations1
Outline
Seite 3© WZL/Fraunhofer IPT
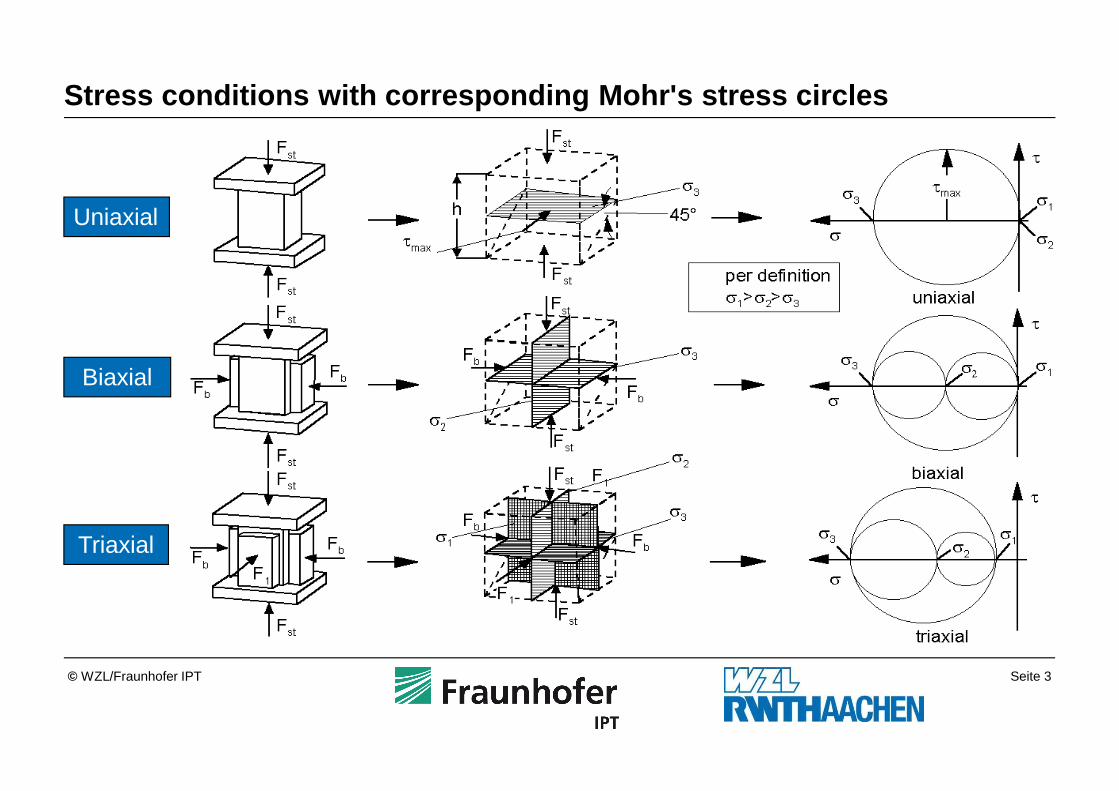
Stress conditions with corresponding Mohr's stress circles
Uniaxial
Biaxial
Triaxial

Seite 4© WZL/Fraunhofer IPT
Start of yielding
Seite 5© WZL/Fraunhofer IPT
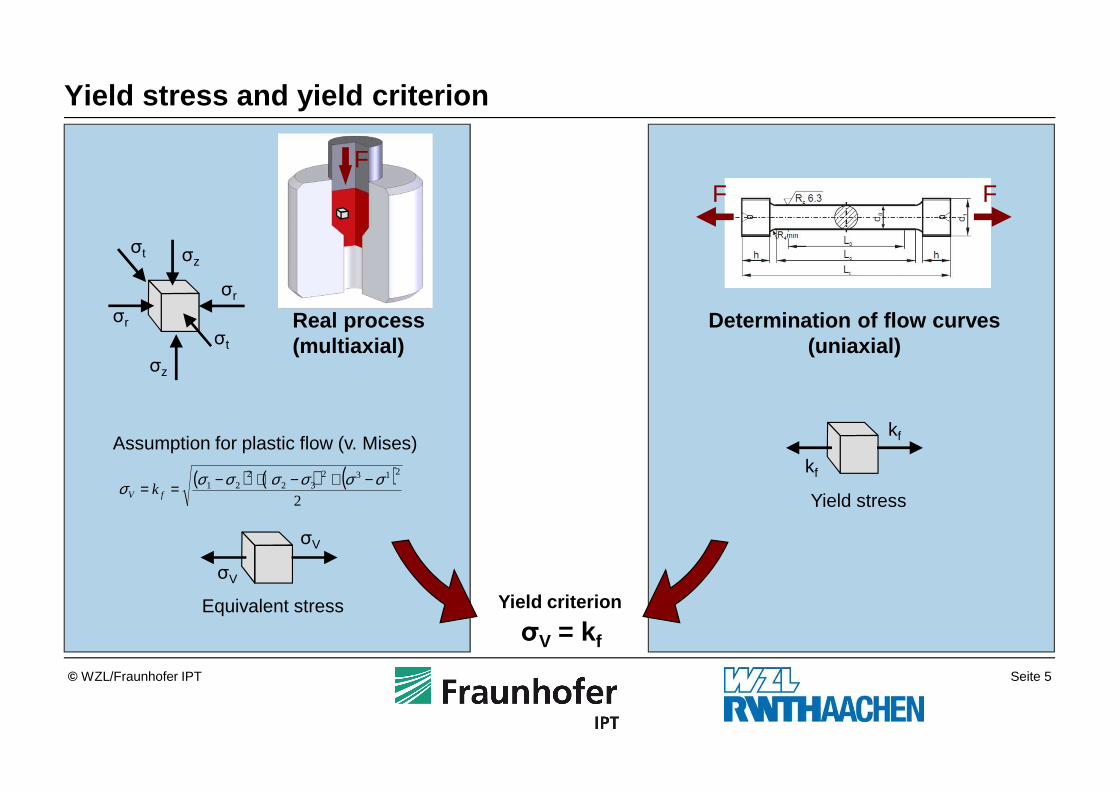
Yield stress and yield criterion
σr
σr
σz
σz
σt
σt
Assumption for plastic flow (v. Mises)
( ) ( ) ( )2
213232
221 σσσσσσσ −+−+−== fV k
σV
σV
Equivalent stress Yield criterion
σV = k f
F F
kf
Yield stress
kf
Real process(multiaxial)
Determination of flow curves(uniaxial)
F

Seite 6© WZL/Fraunhofer IPT
( ) ( ) ( )2
213232
221 σσσσσσσ −+−+−== fV k
kf
-kf
σ3-σ3
σ1
-σ1
kf
-kf
σ2=0
von Mises
Tresca
σ1σ3 σ2
τ
τ
σ1σ3
σ2
τmax
von Mises
Tresca
Demonstration of the two yield criterions in ayield locus diagram for the state of plane stress.
fV k==−= max31 2τσσσ
Comparison of the yield criterions according von Mi ses and Tresca
Yield begin: wdeviatoric reaches critical value
Yield begin: shear stress τmax reaches shear yield k
Seite 7© WZL/Fraunhofer IPT
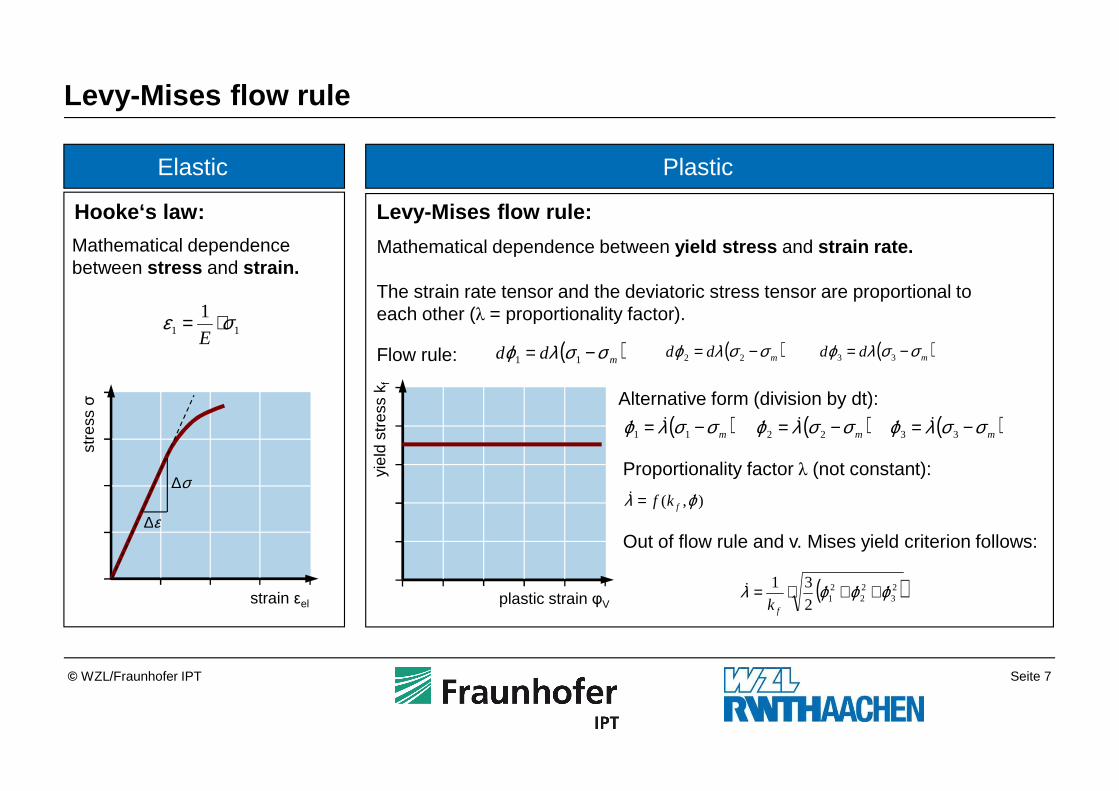
The strain rate tensor and the deviatoric stress tensor are proportional toeach other (λ = proportionality factor).
Levy-Mises flow rule
Elastic Plastic
11
1 σε ⋅=E
Hooke‘s law:
stre
ss σ
strain εel
ε∆
σ∆),( ϕλ &&
fkf=
Levy-Mises flow rule:
Mathematical dependence between yield stress and strain rate.
( )23
22
212
31 ϕϕϕλ &&&& ++⋅=fk
( )mσσλϕ −= 11&& ( )mσσλϕ −= 22
&& ( )mσσλϕ −= 33&&
Proportionality factor λ (not constant):
Mathematical dependence between stress and strain.
Alternative form (division by dt):
Out of flow rule and v. Mises yield criterion follows:
( )mdd σσλϕ −= 22( )mdd σσλϕ −= 11( )mdd σσλϕ −= 33Flow rule:
yiel
d st
ress
kf
plastic strain φV

Seite 8© WZL/Fraunhofer IPT
Calculation methods in plasticity theory
„elementary“ plasticity theory plasticity theory
analytical methods
energy method
stripe model
disk model
tube model
strict solution
slip field calculation
graphical-, empirical-,analytical method
viscoplasticity
numerical methods
upper and lower bound method
error compensation method
finite element method
based on simplifications
based on theory
closed solution approximate solution

Seite 9© WZL/Fraunhofer IPT
Analytical calculation methods with the stripe-, di sk- and tube model
strip
stripe modeltube model
tube
disk model
disk

Seite 10© WZL/Fraunhofer IPT
� Equilibrium condition in drawing direction:
� Yield criterion according to Tresca with p (compressive stress) and σz (tensile stress) ≥ 0:
� Elimination of p results in a differential equation of 1st order:
Disk model
( ) 01 =+++ αµσσ cotpdAd
A zz
fz kp =+ σ
( )0
1 =++−A
cotkA
cotdAd f
zz αµσαµσ
Example: drawing of rods or wire
( ) ( ) 0=++′ xgxf zz σσ
A0
A1
AA + dAareas:
Fσzσz + dσz
α
pµ p
α
Source: Pawelski, O. (1976)
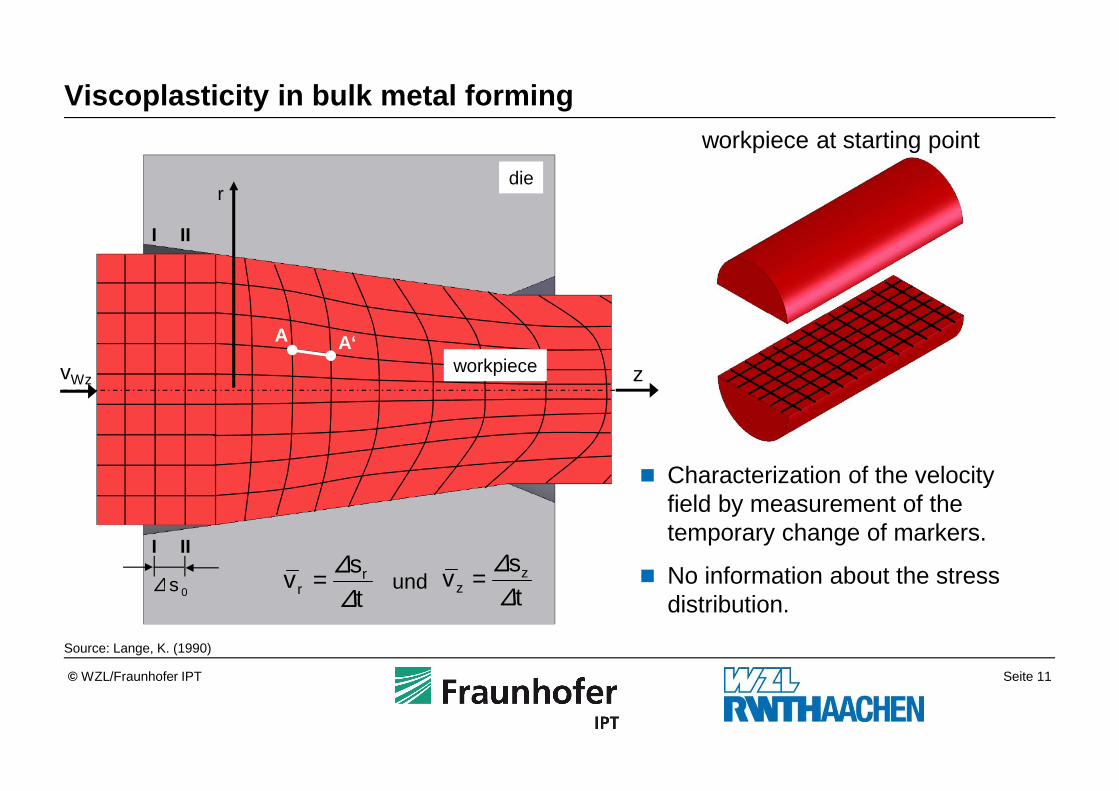
Assumptions: vz(r) = const.vz(z) ≠ const.
die
workpiece
Seite 11© WZL/Fraunhofer IPT
Viscoplasticity in bulk metal forming
Source: Lange, K. (1990)
� Characterization of the velocity field by measurement of the temporary change of markers.
� No information about the stress distribution.
ts
v r
∆∆=
A A‘
zvWz
r
ts
v zz ∆
∆=ts
v rr ∆
∆= und
die
workpiece
I II
I II
0s∆
workpiece at starting point
Seite 12© WZL/Fraunhofer IPT
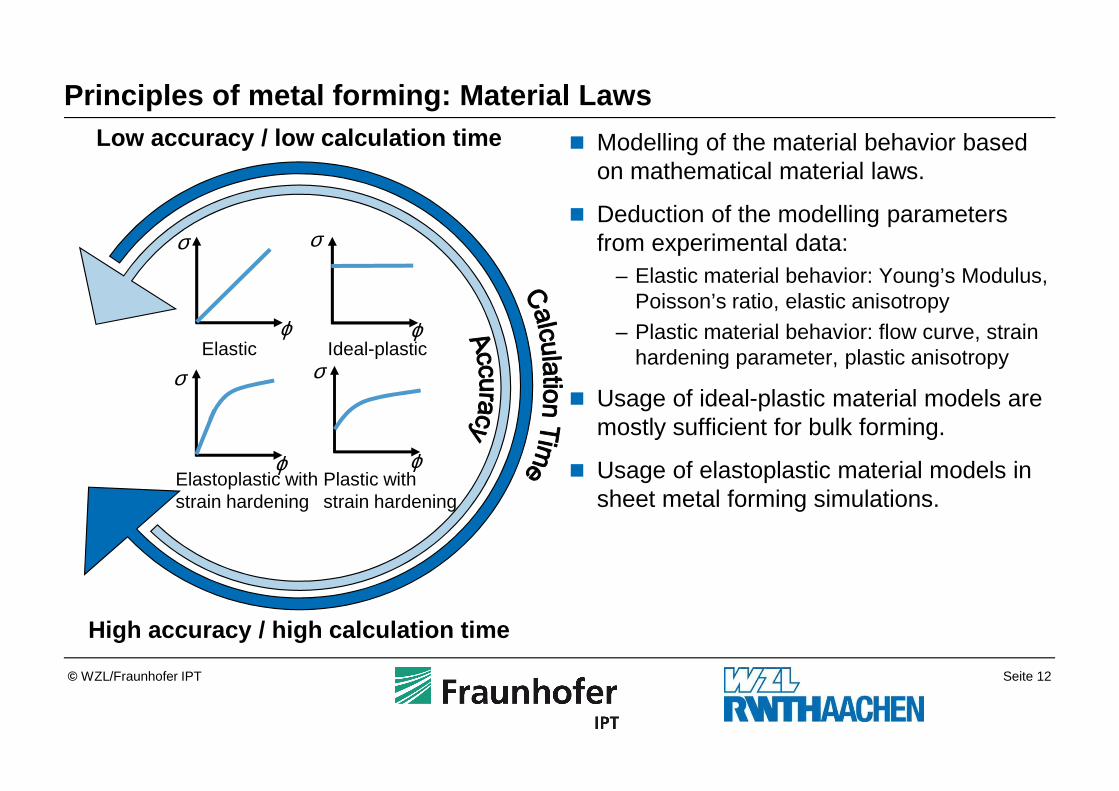
Principles of metal forming: Material Laws
� Modelling of the material behavior based on mathematical material laws.
� Deduction of the modelling parameters from experimental data:
– Elastic material behavior: Young’s Modulus, Poisson’s ratio, elastic anisotropy
– Plastic material behavior: flow curve, strain hardening parameter, plastic anisotropy
� Usage of ideal-plastic material models are mostly sufficient for bulk forming.
� Usage of elastoplastic material models in sheet metal forming simulations.
Elastic
σ
ϕIdeal-plastic
σ
ϕ
Plastic withstrain hardening
σ
ϕElastoplastic withstrain hardening
σ
ϕ
Low accuracy / low calculation time
High accuracy / high calculation time
Seite 13© WZL/Fraunhofer IPT
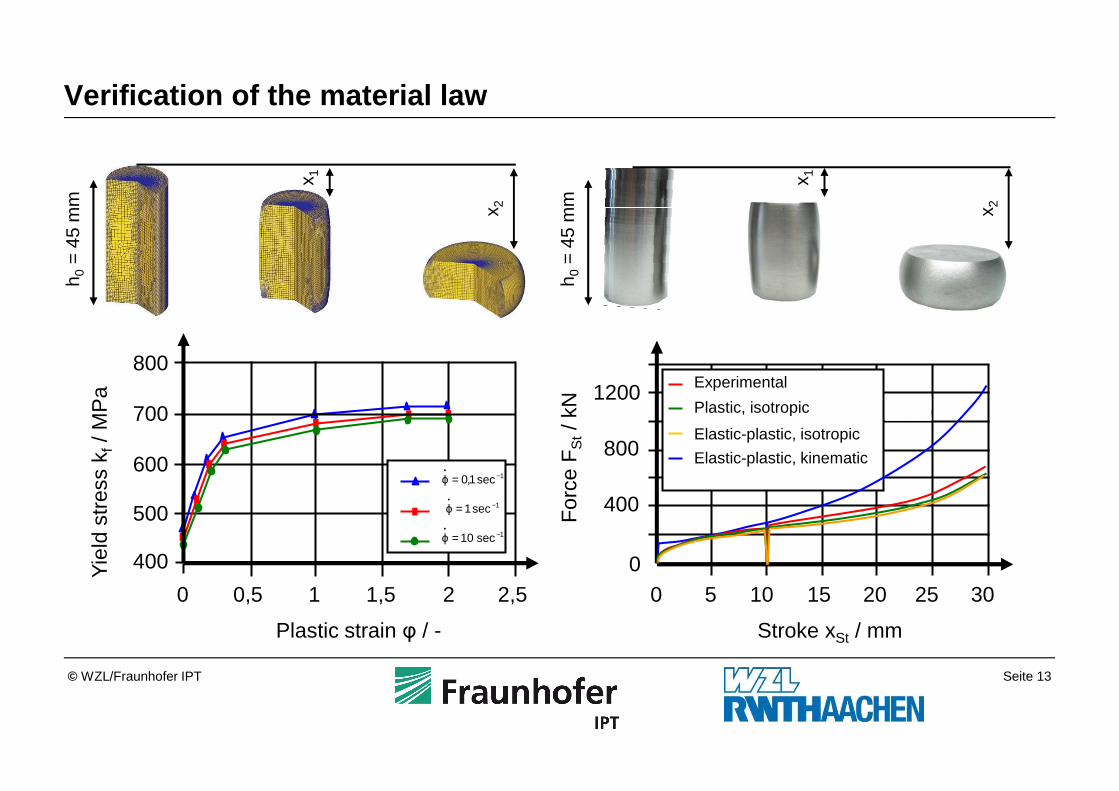
Verification of the material law
)(f nibRe σ=τ
h 0=
45
mm
x 1
x 2
Yie
ld s
tres
s k f
/ MP
a
For
ce F
St/ k
N400
500
600
700
800
0
400
800
1200
0 0,5 1 1,5 2 2,5 0 5 10 15 20 25 30
Stroke xSt / mmPlastic strain φ / -
1sec1,0 −•
=ϕ
1sec1 −•
=ϕ
1sec10 −•
=ϕ
Experimental
Plastic, isotropic
Elastic-plastic, isotropic
Elastic-plastic, kinematic
h 0=
45
mm
x 1
x 2
Seite 14© WZL/Fraunhofer IPT
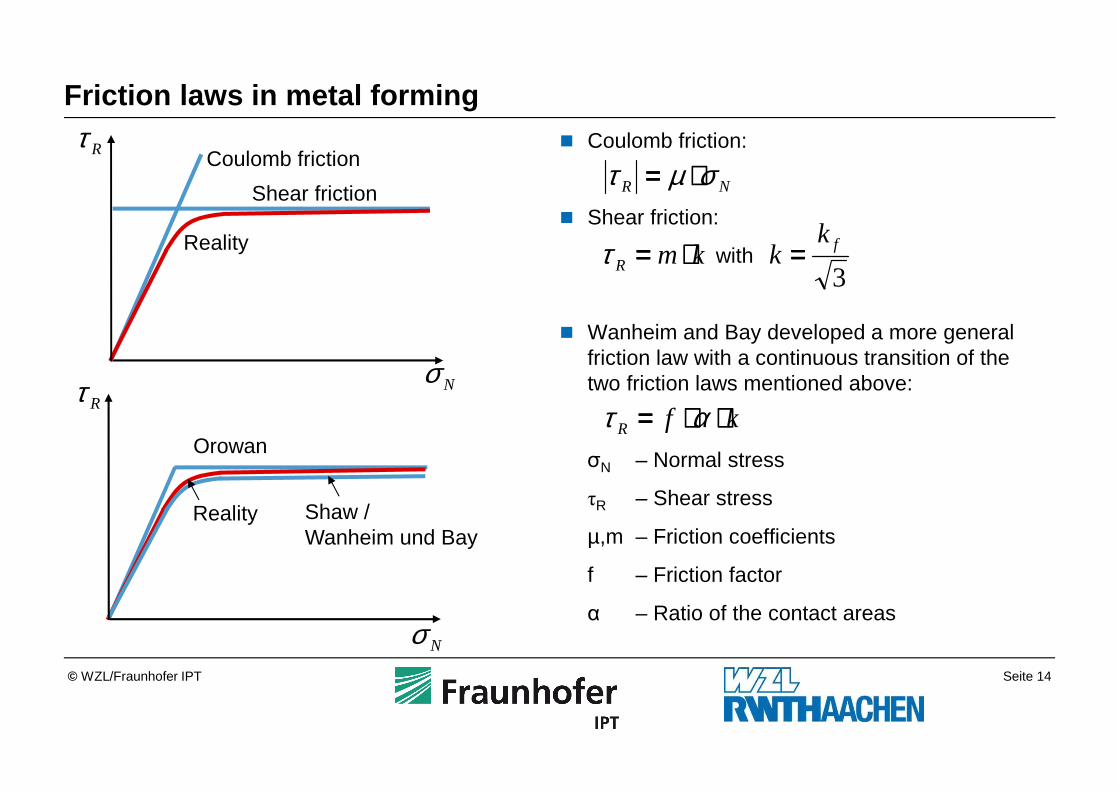
Friction laws in metal forming� Coulomb friction:
� Shear friction:
with
� Wanheim and Bay developed a more general friction law with a continuous transition of the two friction laws mentioned above:
σN – Normal stress
τR – Shear stress
µ,m – Friction coefficients
f – Friction factor
α – Ratio of the contact areas
Coulomb friction
Shear friction
Reality
Orowan
Shaw / Wanheim und Bay
Reality
Nσ
Nσ
Rτ
Rτ
NR σµτ ⋅⋅⋅⋅====
kmR ⋅⋅⋅⋅====τ3fk
k ====
kfR ⋅⋅⋅⋅⋅⋅⋅⋅==== ατ
Seite 15© WZL/Fraunhofer IPT
Summary5
Future Developments4
Examples3
Simulation of bulk forming2
Fundamentals of FEM-Simulations1
Outline
Seite 16© WZL/Fraunhofer IPT
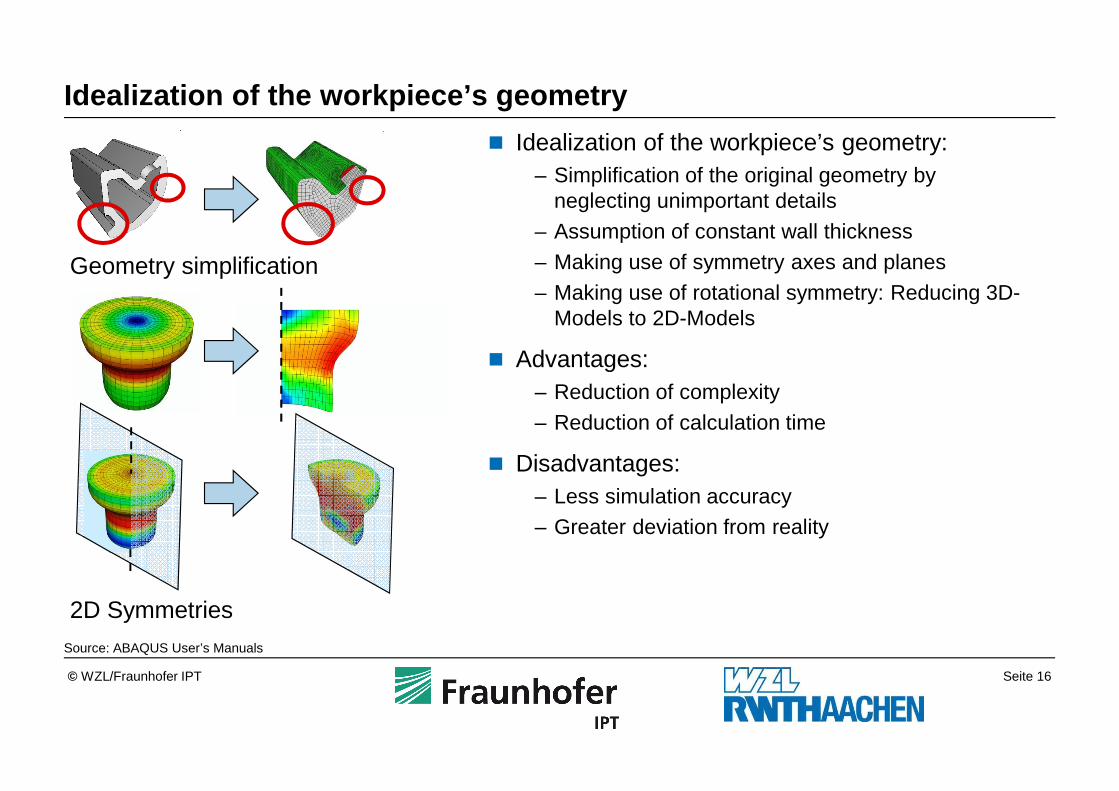
Idealization of the workpiece’s geometry
� Idealization of the workpiece’s geometry:– Simplification of the original geometry by
neglecting unimportant details– Assumption of constant wall thickness– Making use of symmetry axes and planes– Making use of rotational symmetry: Reducing 3D-
Models to 2D-Models
� Advantages:– Reduction of complexity– Reduction of calculation time
� Disadvantages:– Less simulation accuracy– Greater deviation from reality
Source: ABAQUS User’s Manuals
Geometry simplification
2D Symmetries

Seite 17© WZL/Fraunhofer IPT
Type of elements
1D
2D
3D
Dimension Element type (load) Geometry
Rod (strain)
Beam (strain, bending)Membrane (2-dim. strain)Shell (strain, bending)
Volume element (strain)
Tetrahedron Pyramid HexahedronPentahedron
Seite 18© WZL/Fraunhofer IPT
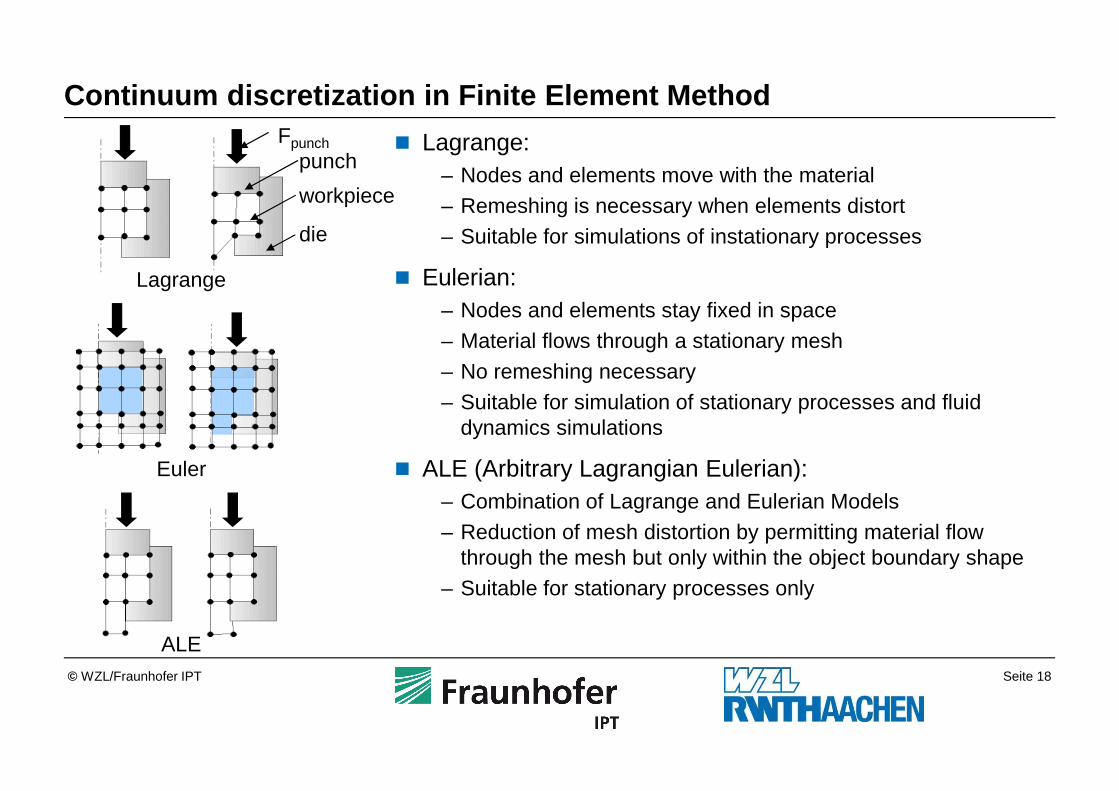
Continuum discretization in Finite Element Method
� Lagrange:– Nodes and elements move with the material– Remeshing is necessary when elements distort – Suitable for simulations of instationary processes
� Eulerian:– Nodes and elements stay fixed in space– Material flows through a stationary mesh– No remeshing necessary– Suitable for simulation of stationary processes and fluid
dynamics simulations
� ALE (Arbitrary Lagrangian Eulerian):– Combination of Lagrange and Eulerian Models– Reduction of mesh distortion by permitting material flow
through the mesh but only within the object boundary shape– Suitable for stationary processes only
Lagrange
Euler
ALE
Fpunchpunch
workpiece
die
Seite 19© WZL/Fraunhofer IPT
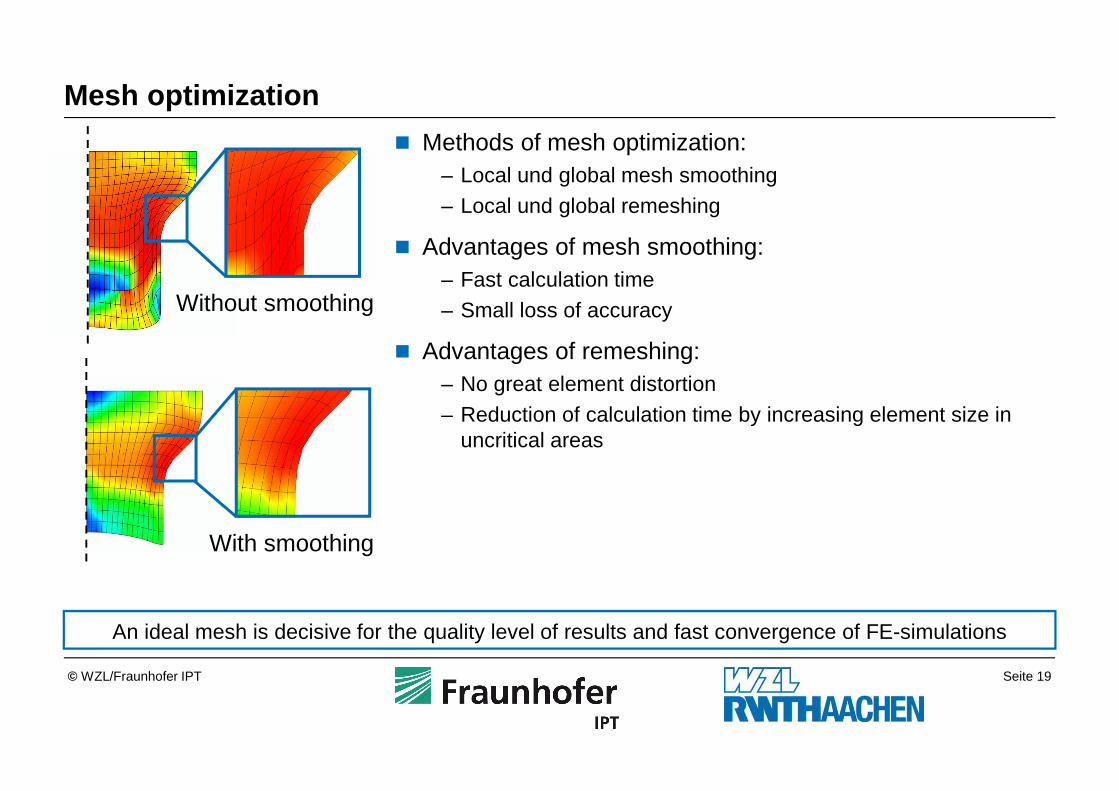
Mesh optimization
� Methods of mesh optimization:– Local und global mesh smoothing– Local und global remeshing
� Advantages of mesh smoothing:– Fast calculation time– Small loss of accuracy
� Advantages of remeshing:– No great element distortion– Reduction of calculation time by increasing element size in
uncritical areas
Without smoothing
With smoothing
An ideal mesh is decisive for the quality level of results and fast convergence of FE-simulations
Seite 20© WZL/Fraunhofer IPT
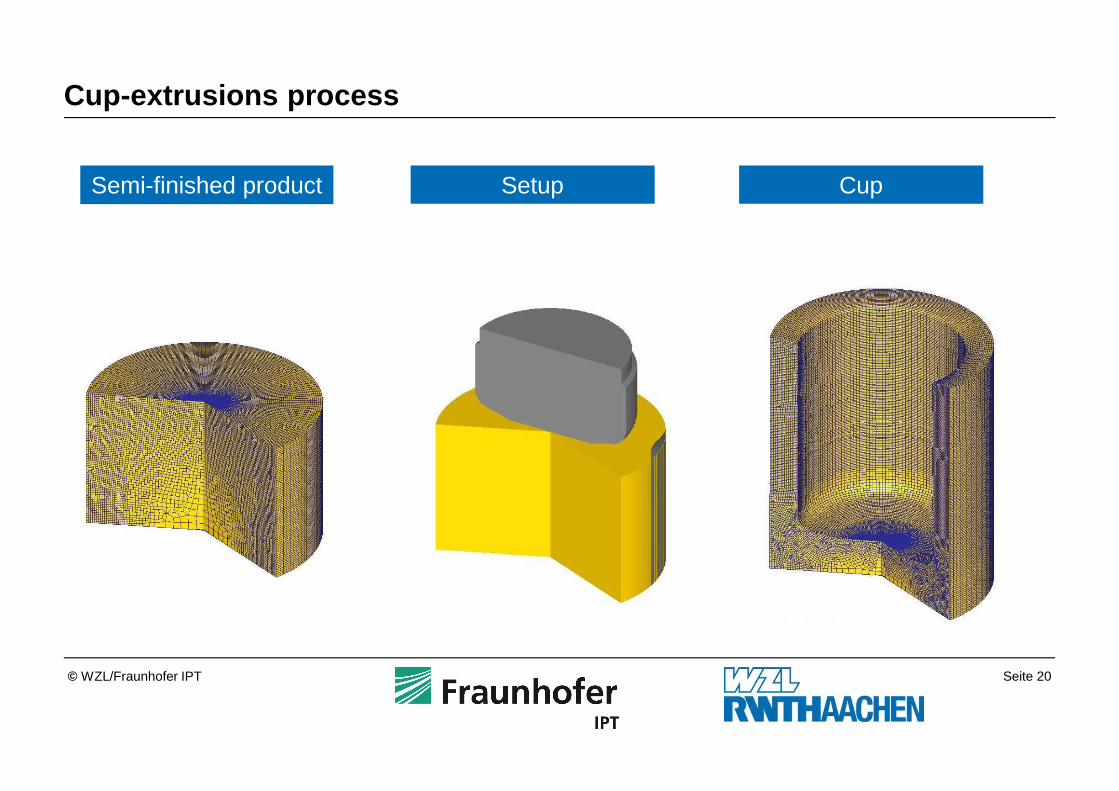
Cup-extrusions process
Semi-finished product Setup Cup

Seite 21© WZL/Fraunhofer IPT
Cup-extrusions process: effective strain, effective strain rate
1.0
0.2
0.6
0.8
Effective strain φV
0
3
φV
Effective strain rate dφV/dt
0
2
dφV/dt

Seite 22© WZL/Fraunhofer IPT
Cup-extrusions process: mean stress, effective stre ss
1.0
0.2
0.6
0.8
Mean stress σm
-2000
300
σV,
MP
a
Effective stress σV
0
800
σm, M
Pa
Seite 23© WZL/Fraunhofer IPT
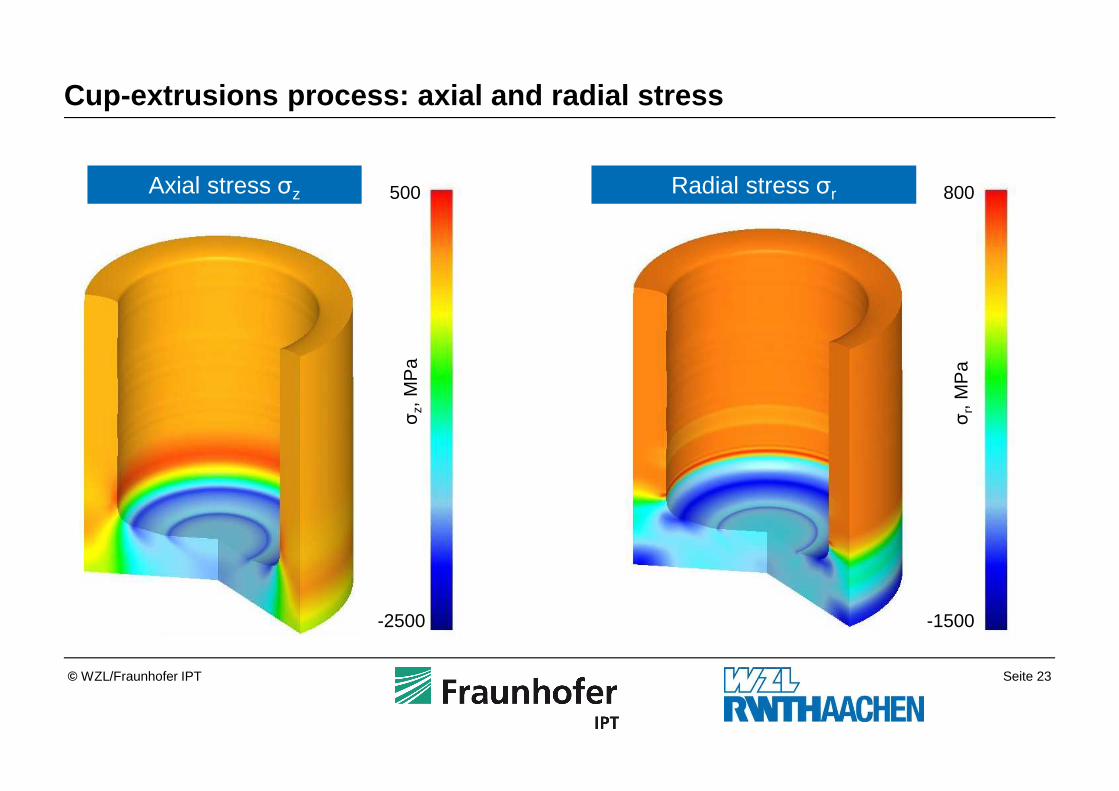
Cup-extrusions process: axial and radial stress
1.0
0.2
0.6
0.8
Axial stress σz
-2500
500
σr,
MP
a
Radial stress σr
-1500
800
σz,
MP
a
Seite 24© WZL/Fraunhofer IPT
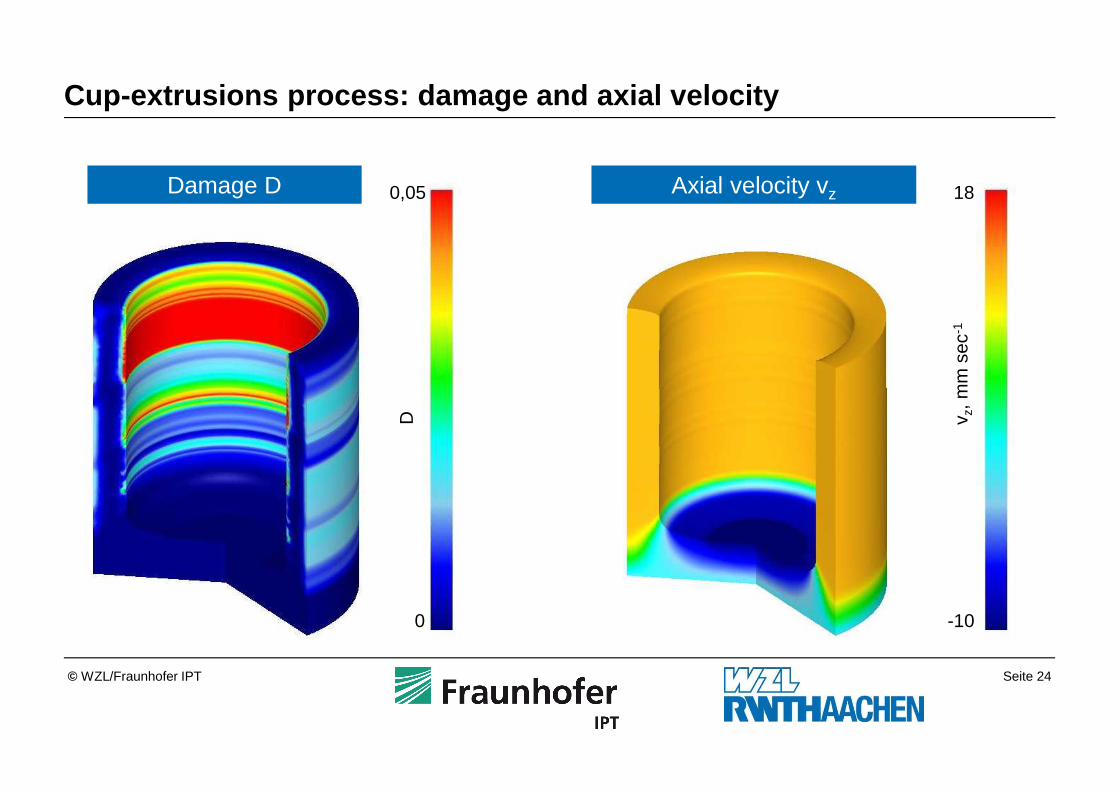
Cup-extrusions process: damage and axial velocity
1.0
0.2
0.6
0.8
Damage D
0
0,05
v z, m
m s
ec-1
Axial velocity vz
-10
18
D
Seite 25© WZL/Fraunhofer IPT
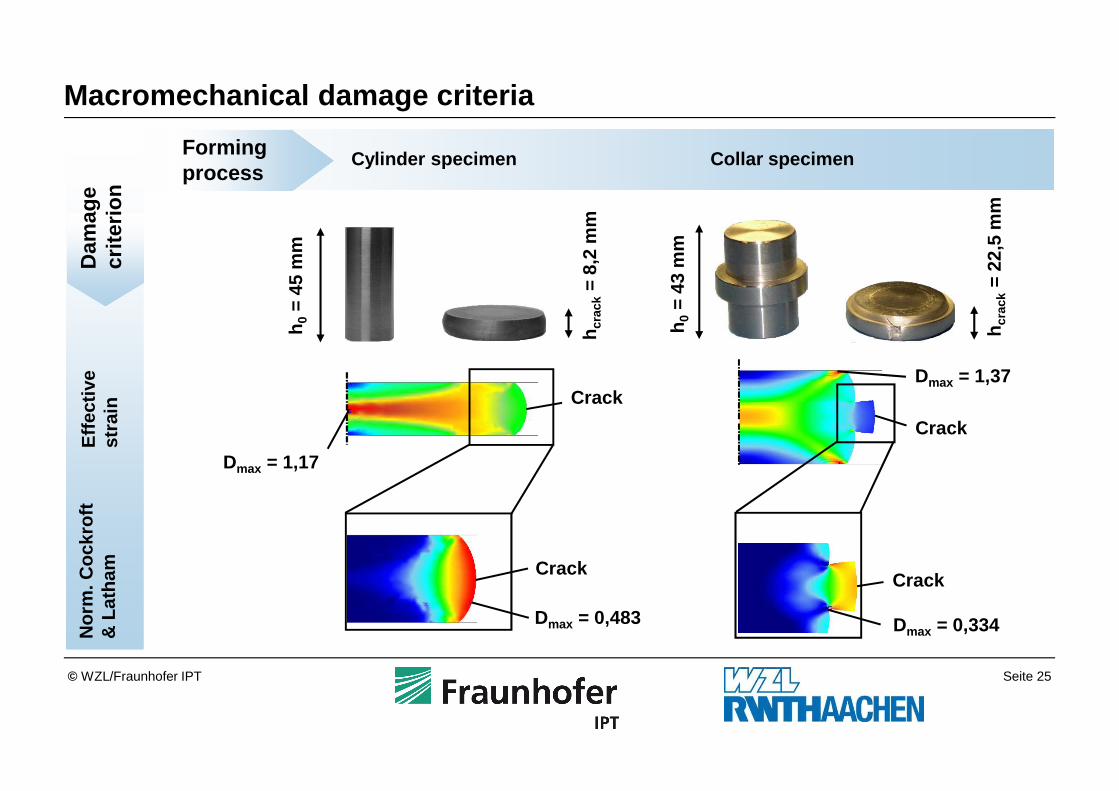
Dmax = 1,17
Crack
Dmax = 0,483
Crack
Crack
Dmax = 0,334
Crack
Effe
ctiv
e st
rain
Nor
m. C
ockr
oft
& L
atha
m
Cylinder specimen Collar specimen
Dam
age
crite
rion
Dmax = 1,37
Macromechanical damage criteria
h0
= 45
mm
h0
= 43
mm
hcr
ack
= 8,
2 m
m
hcr
ack
= 22
,5 m
m
Formingprocess
Seite 26© WZL/Fraunhofer IPT
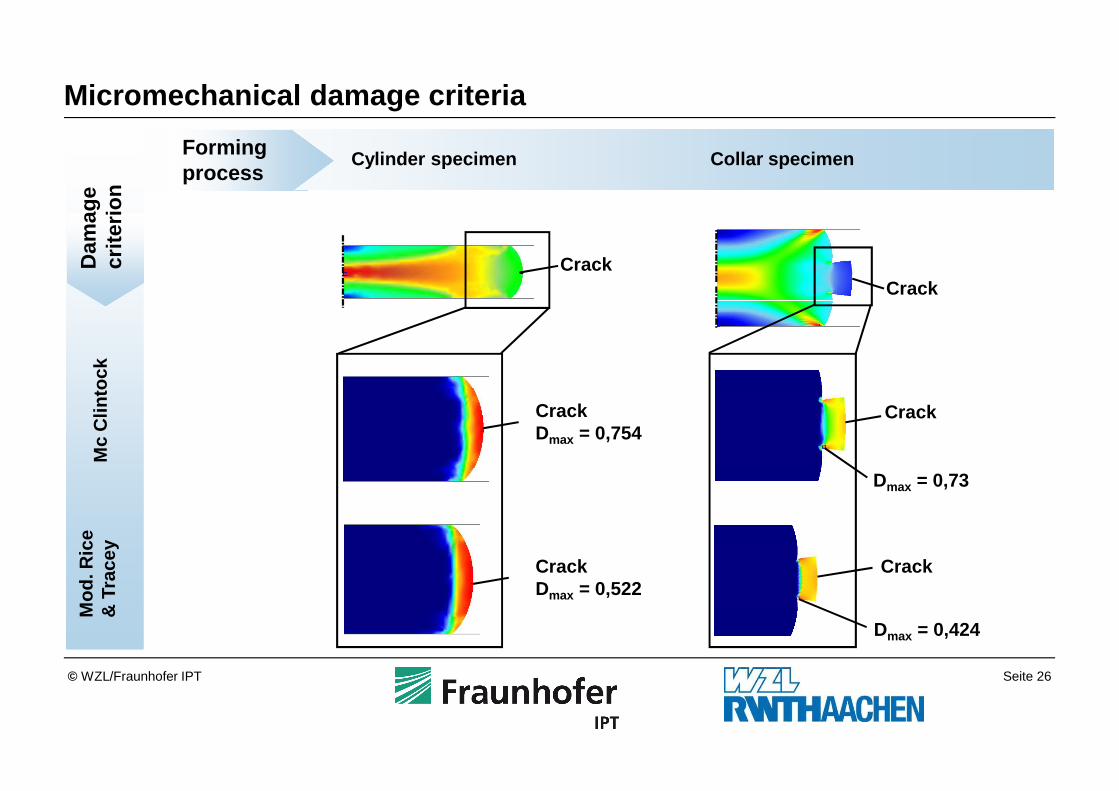
Dmax = 0,424
Mc
Clin
tock
Mod
. Ric
e &
Tra
cey
Micromechanical damage criteria
CrackDmax = 0,754
CrackDmax = 0,522
Dmax = 0,73
Dam
age
crite
rion
Cylinder specimen Collar specimenFormingprocess
CrackCrack
Crack
Crack
Seite 27© WZL/Fraunhofer IPT
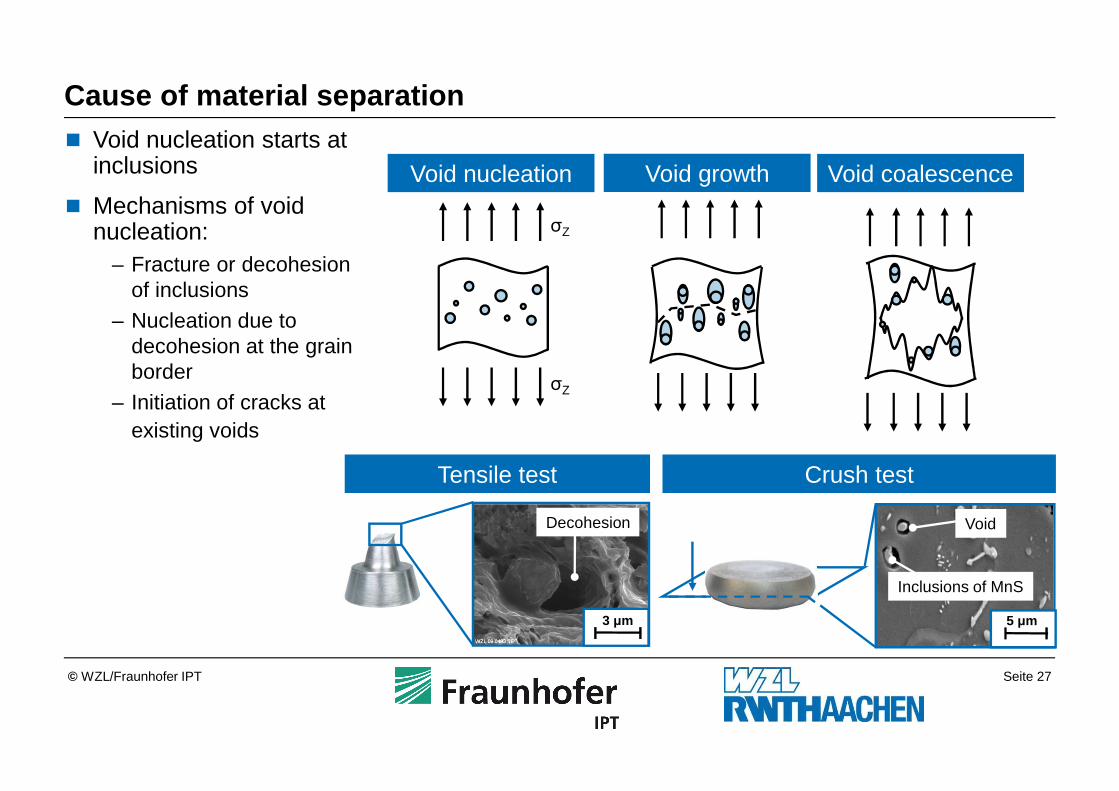
Cause of material separation
3 µm 5 µm
Tensile test Crush test
Inclusions of MnS
Void
σZ
σZ
Void growth� Void nucleation starts at
inclusions
� Mechanisms of void nucleation:
– Fracture or decohesion of inclusions
– Nucleation due to decohesion at the grain border
– Initiation of cracks at existing voids
Decohesion
Void nucleation Void coalescence
Seite 28© WZL/Fraunhofer IPT
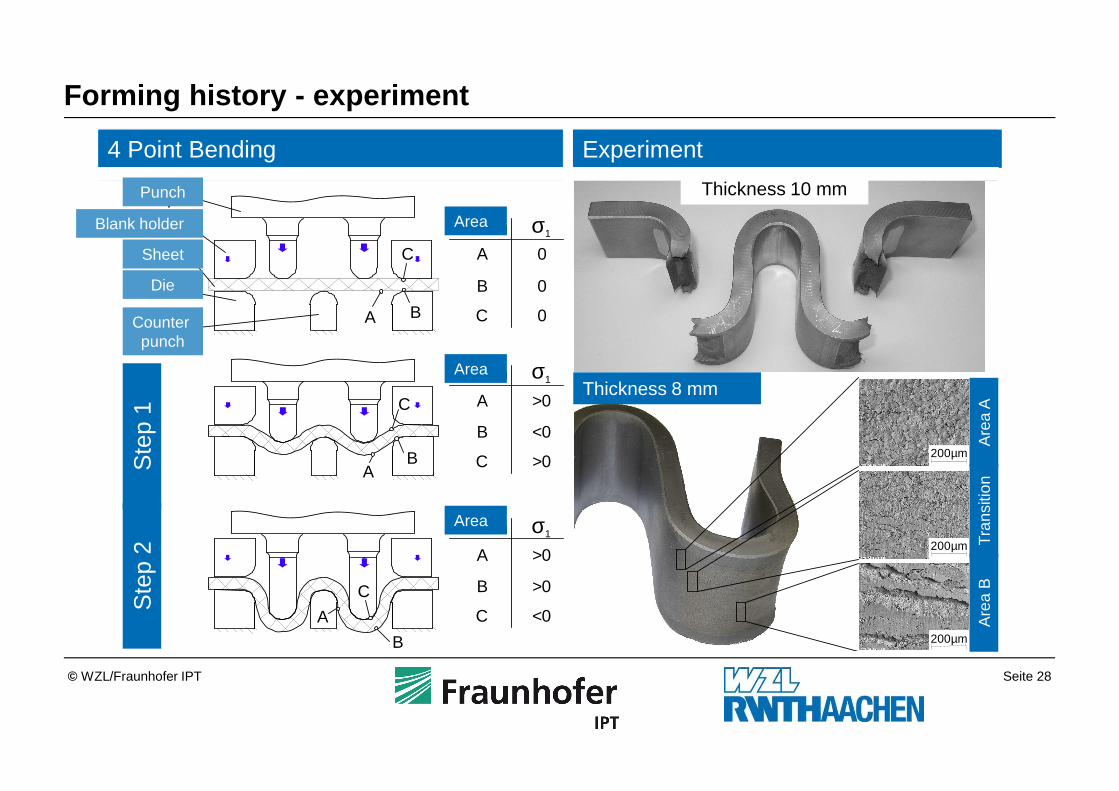
Forming history - experiment
Blech
Matrize
Stempel
Niederhalter
Gegen-stempel
A B
C
AB
C
A
B
C
σ1Bereich
A
B
C
0
0
0
4 Punkt Biegeversuch mit Umstülpung Versuchsergebnis se
Ber
eich
AB
erei
ch B
Übe
rgan
g
Blechdicke 8mm
200µm
200µm
200µm
Blechdicke 10mm
σ1Bereich
A
B
C
>0
<0
>0
σ1Bereich
A
B
C
>0
>0
<0
Pha
se 1
(1. U
mfo
rmun
g)P
hase
2(2
. Um
form
ung)
4 Point Bending Experiment
Thickness 8 mm
Are
a A
Tra
nsiti
onA
rea
B
Area
Area
Area
Punch
Counter punch
Die
Sheet
Blank holder
Ste
p 1
Ste
p 2
Thickness 10 mm
Seite 29© WZL/Fraunhofer IPT
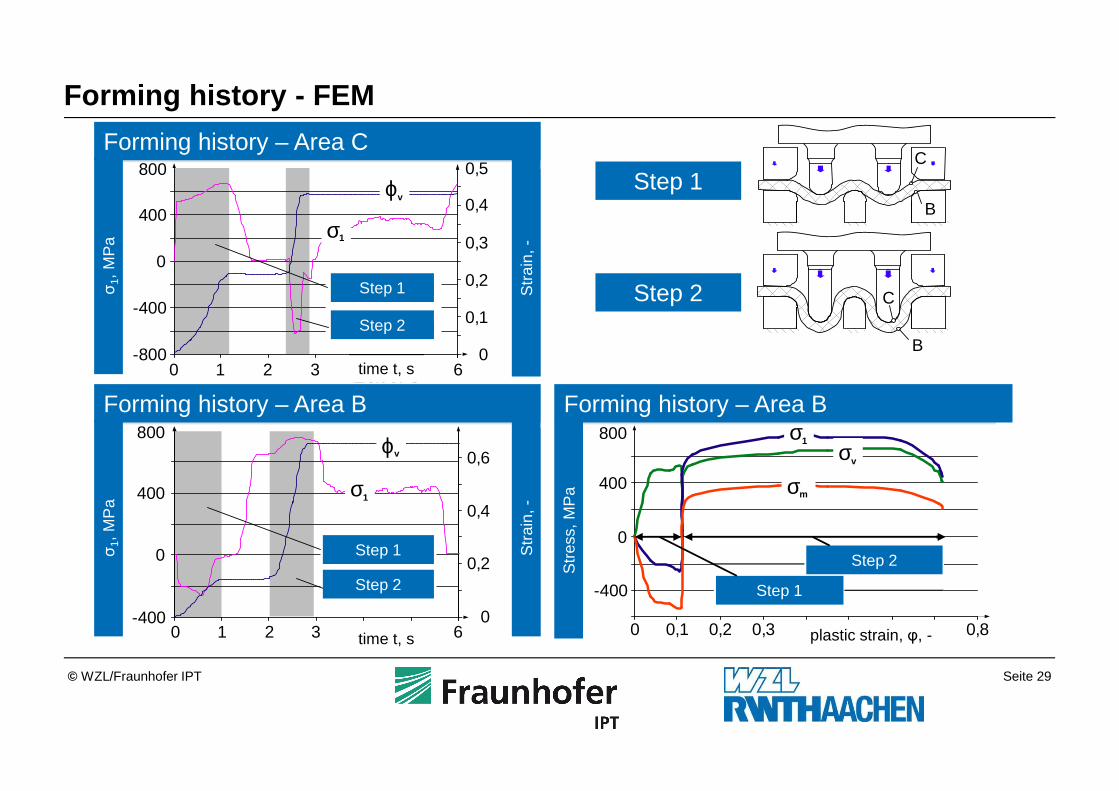
Forming history - FEM
1. UmformungB
C
2. Umformung
B
C
0
400
Umformgrad / -ϕv
Spa
nnun
g / M
Pa
0 0,1 0,2 0,3 0,8
400
800
0 1 2 3 60
0,1
0,2
0,3
0,4
0,5
-800
-400
0
Um
form
grad
/
-ϕ v
Spa
nnun
g /
MP
aσ 1
Zeit t / s
σ1
ϕv
1. Umformung
2. Umformung
-400
σv
σm
σ1
Umformgeschichte - Bereich B
1. Umformung
2. Umformung
-400
0
400
800
0 1 2 3 60
0,2
0,4
0,6
Um
form
grad
/
-ϕ v
Spa
nnun
g /
MP
aσ 1
Zeit t / s
σ1
ϕv
1. Umformung
2. Umformung
800
zeitlicher Verlauf von und - Bereich Bσ ϕ1 v
zeitlicher Verlauf von und - Bereich Cσ ϕ1 v
Step 1
Step 2
Forming history – Area C
Forming history – Area B Forming history – Area B
σ1,
MP
a
Str
ess,
MP
a
Str
ain,
-
σ1,
MP
a
Str
ain,
-
Step 1
Step 2
Step 2
Step 1
Step 1
Step 2
time t, s
time t, s
plastic strain, φ, -
Seite 30© WZL/Fraunhofer IPT
Summary5
Future Developments4
Examples3
Simulation of bulk forming2
Fundamentals of FEM-Simulations1
Outline

Seite 31© WZL/Fraunhofer IPT
Examples FEM -3D
Geared shaft Fender Joint
Seite 32© WZL/Fraunhofer IPT
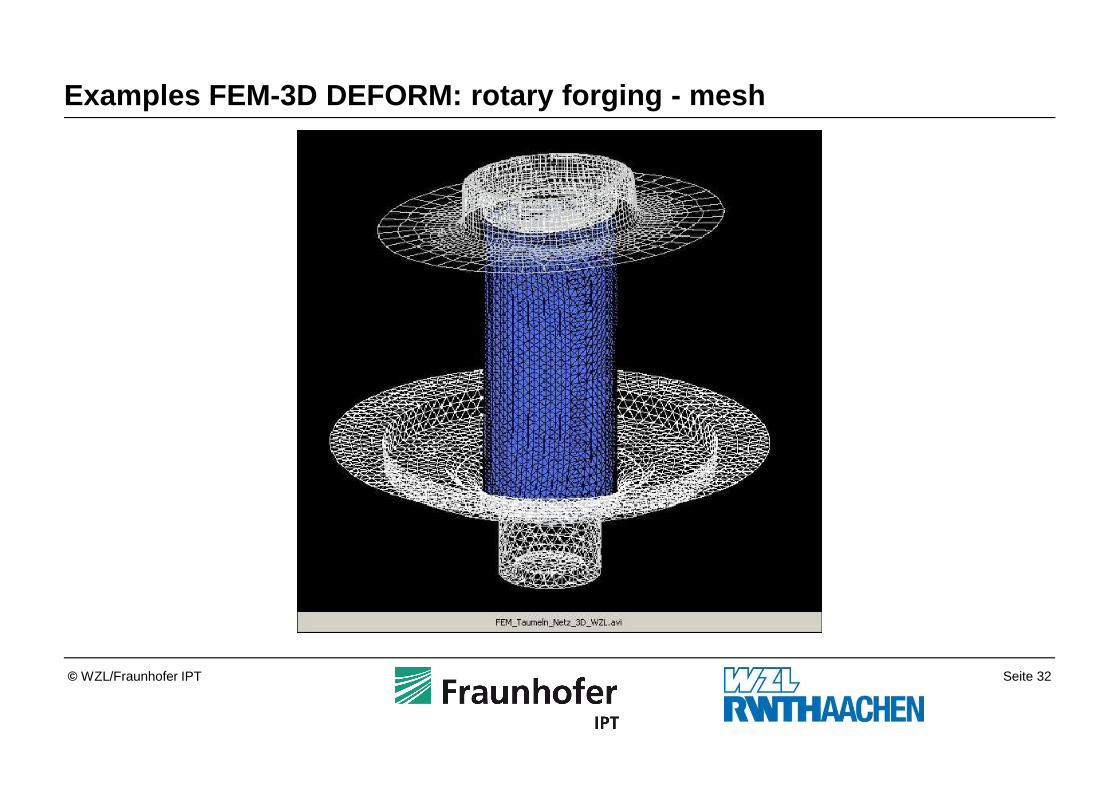
Examples FEM -3D DEFORM: rotary forging - mesh
Seite 33© WZL/Fraunhofer IPT
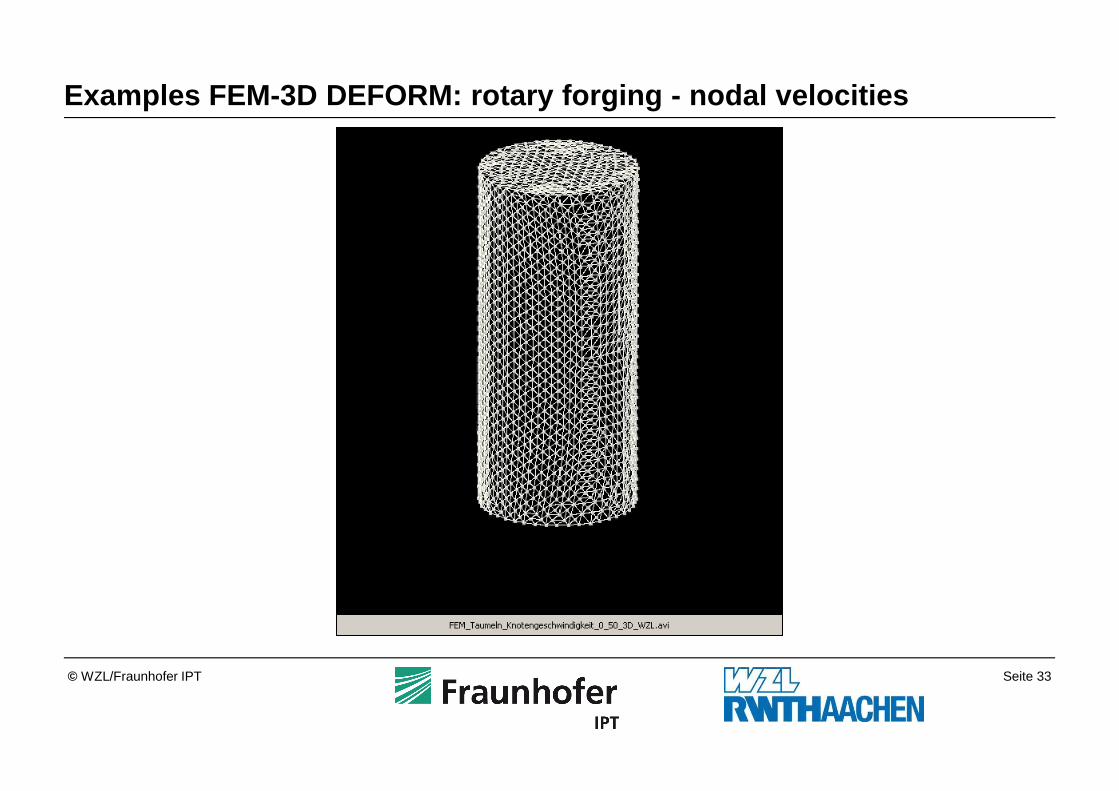
Examples FEM -3D DEFORM: rotary forging - nodal velocities

Seite 34© WZL/Fraunhofer IPT
Examples FEM -3D DEFORM: rotary forging - strain
Seite 35© WZL/Fraunhofer IPT
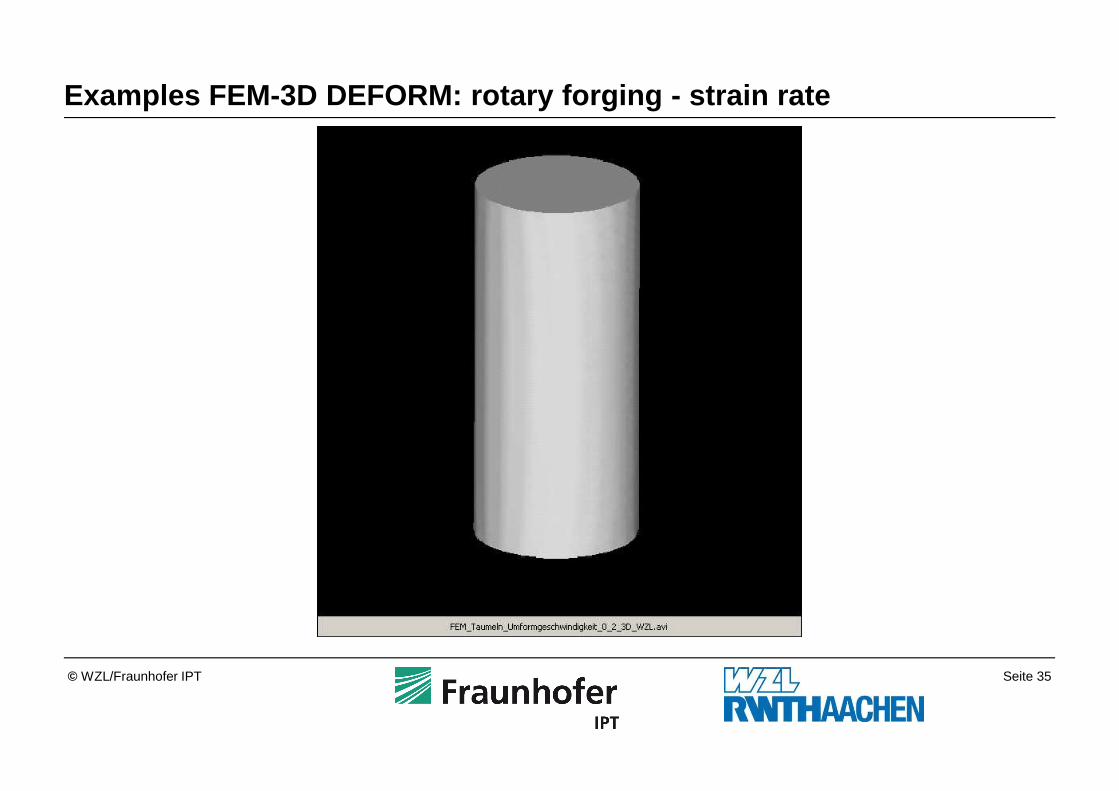
Examples FEM -3D DEFORM: rotary forging - strain rate
Seite 36© WZL/Fraunhofer IPT
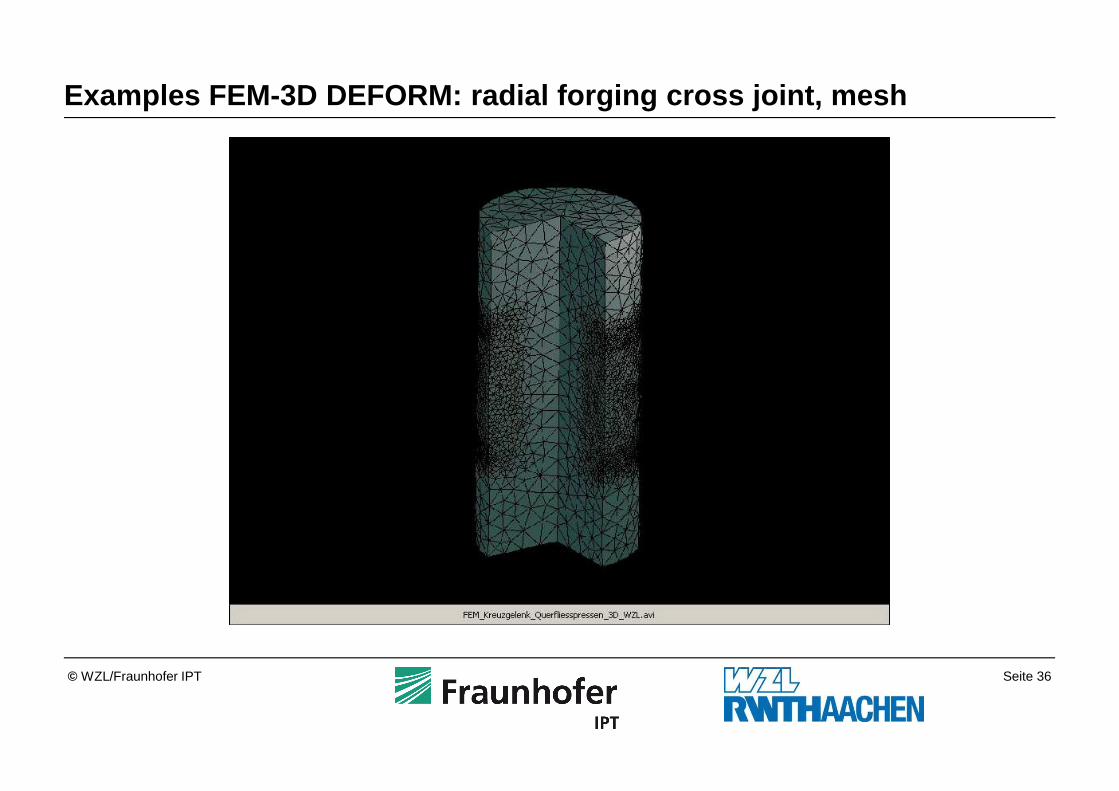
Examples FEM -3D DEFORM: radial forging cross joint, mesh
Seite 37© WZL/Fraunhofer IPT
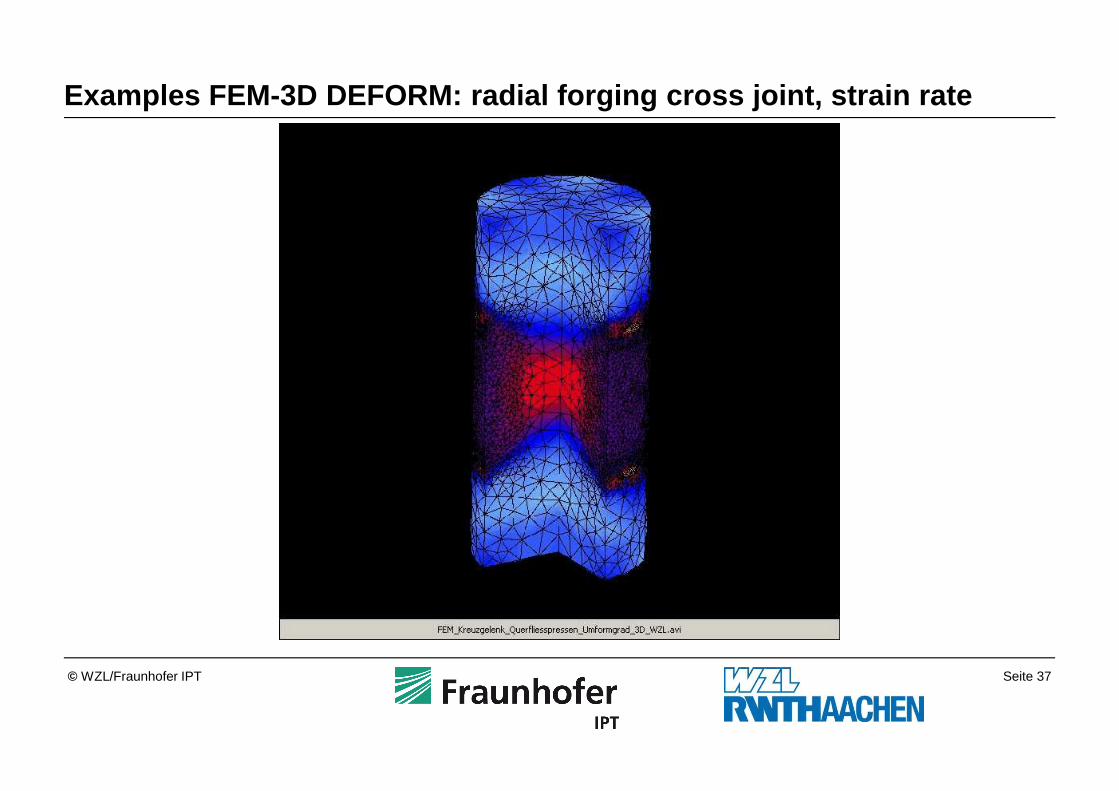
Examples FEM -3D DEFORM: radial forging cross joint, strain rate

Seite 38© WZL/Fraunhofer IPT
Examples FEM -3D ABAQUS: rolling of a slab
equivalent stress
plastic strain
temperature
Source: LSTC
Seite 39© WZL/Fraunhofer IPT
Summary5
Future Developments4
Examples3
Simulation of bulk forming2
Fundamentals of FEM-Simulations1
Outline
Seite 40© WZL/Fraunhofer IPT
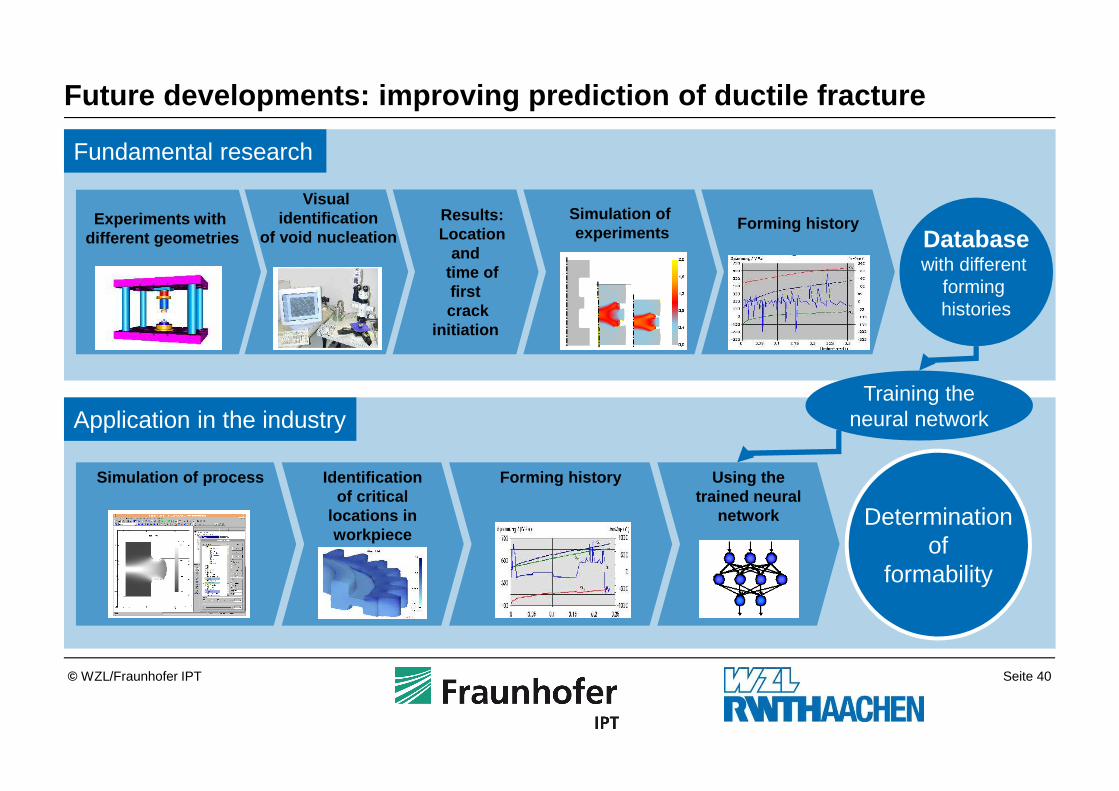
Future developments: improving prediction of ductil e fracture
Fundamental research
Results:Location
and time of first crack
initiation
Application in the industry
Forming history
Training theneural network
Databasewith different
forming histories
Simulation of process Identification of critical
locations in workpiece
Forming history Using the trained neural
network Determinationof
formability
Visual identification
of void nucleationSimulation of experiments
Experiments with different geometries
Seite 41© WZL/Fraunhofer IPT
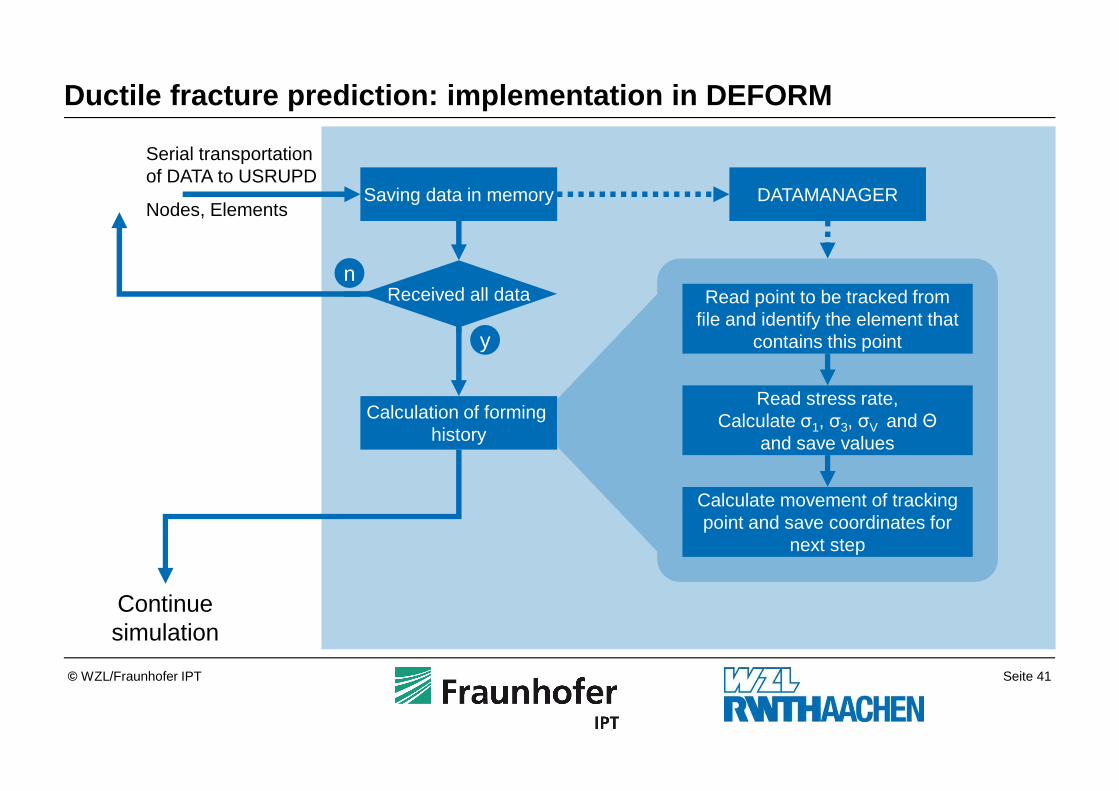
Ductile fracture prediction: implementation in DEFO RM
Saving data in memory
Calculation of forming history
DATAMANAGER
Read point to be tracked from file and identify the element that
contains this point
Read stress rate,Calculate σ1, σ3, σV and Θ
and save values
Calculate movement of tracking point and save coordinates for
next step
Continue simulation
Received all data
Serial transportation of DATA to USRUPD
Nodes, Elements
y
n

Seite 42© WZL/Fraunhofer IPT
Artificial neural networks: test for formability
Analogue experiments: Compression
Other analogue experiments
Fine blanking BendingTensile testLateral extrusionIndentation test
Seite 43© WZL/Fraunhofer IPT
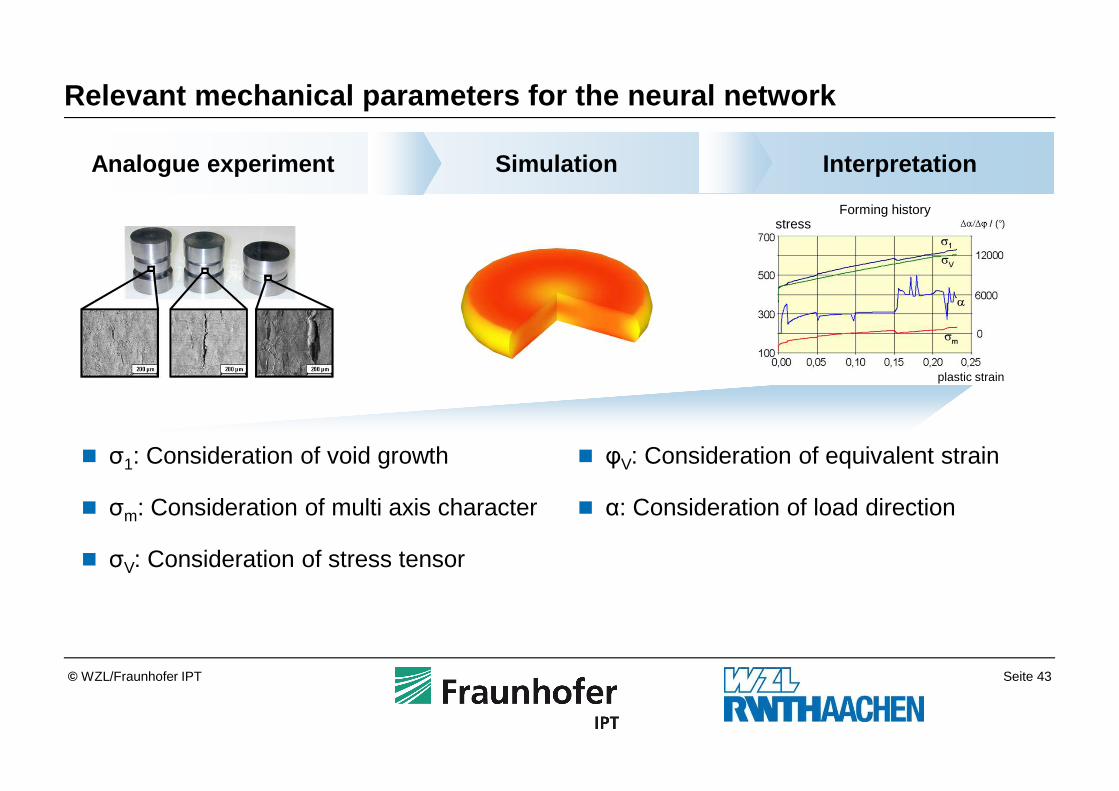
Analogue experiment Simulation Interpretation
� σ1: Consideration of void growth
� σm: Consideration of multi axis character
� σV: Consideration of stress tensor
� φV: Consideration of equivalent strain
� α: Consideration of load direction
Relevant mechanical parameters for the neural netwo rk
stressForming history
plastic strain
Seite 44© WZL/Fraunhofer IPT
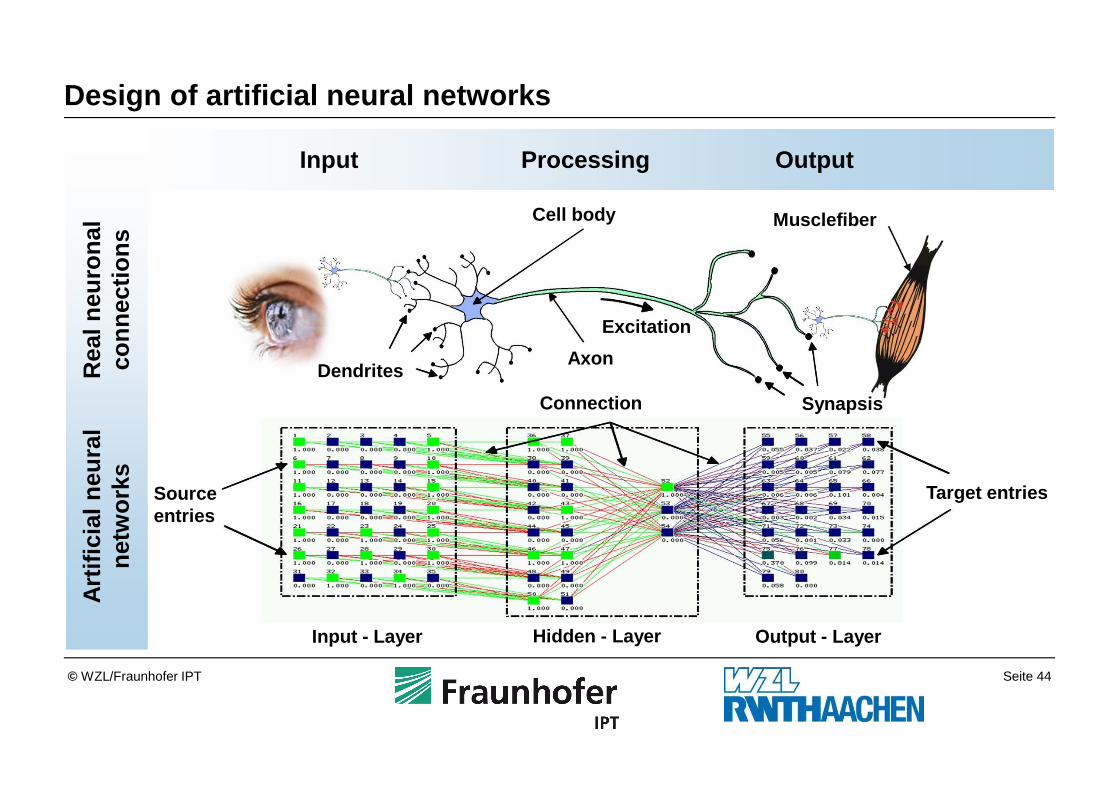
Input - Layer Output - LayerHidden - Layer
Target entriesSource entries
Connection
Axon
Cell body
Excitation
Synapsis
Musclefiber
Rea
l neu
rona
lco
nnec
tions
Art
ifici
al n
eura
lne
twor
ks
Input OutputProcessing
Dendrites
Design of artificial neural networks

Seite 45© WZL/Fraunhofer IPT
DANN: Damage parameter ANN
DC&L: Damage parameter Cockroft & Latham
Damage < 100 % Damage > 100 %
Artificial neural networks: damage prediction
DANN

Seite 46© WZL/Fraunhofer IPT
Future developments: Problem orientated metal formi ng simulation
� Geometry
� Material properties
� Interface conditions
� Simulation control
� Meshing parameters
� Material model
� Forces
� Velocity fields
� Strains
� Strain rates
� Stresses
� Temperatures
� Initial rod diameter
� Final rod diameter
� Workpiece and extrusion length
� Geometry of die– Standard die– Free geometry
� Punch velocity
� Material
� Does the die break?
� Does ductile fracture appear?
� Is annealing needed for recrystaization?
� Does the process work?
� How can I improve the process?
Current statusSimulation tools of
the future
Simulation input Simulation output Problem Question to answer
Seite 47© WZL/Fraunhofer IPT
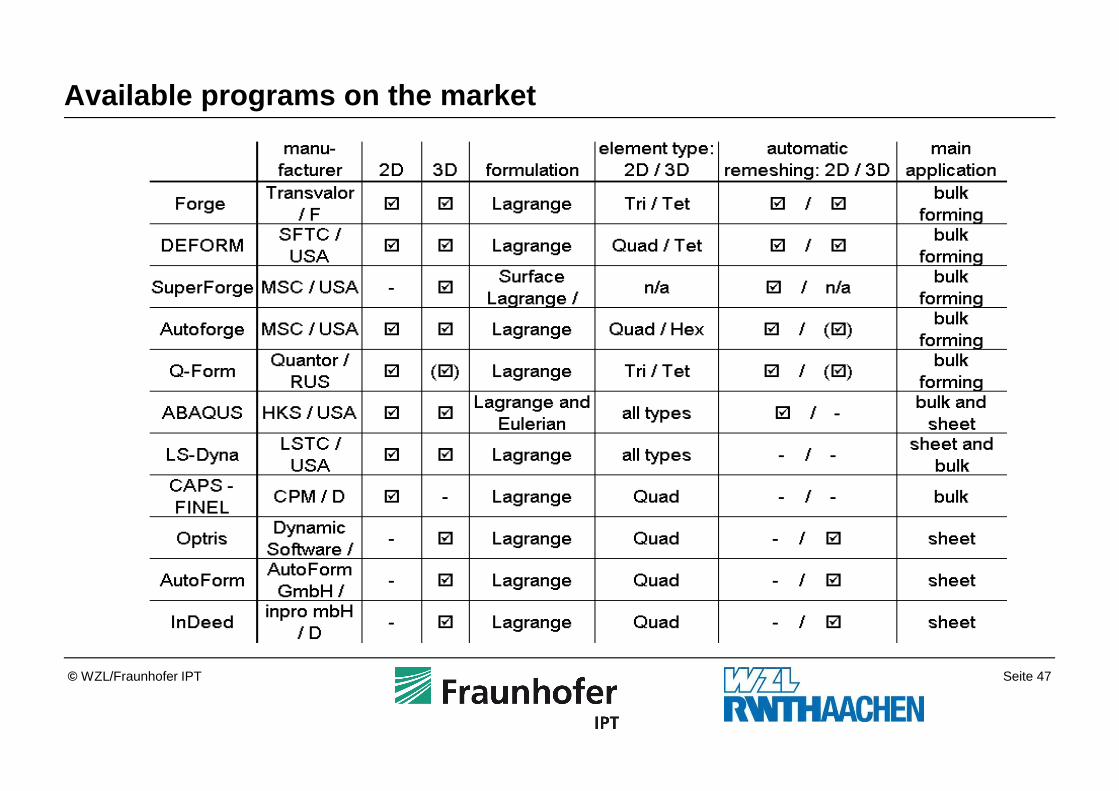
Available programs on the market
Seite 48© WZL/Fraunhofer IPT
Summary5
Future Developments4
Examples3
Simulation of bulk forming2
Fundamentals of FEM-Simulations1
Outline
Seite 49© WZL/Fraunhofer IPT
Summary
� Yield criteria and yield laws in metal forming
� Basic understanding of bulk forming simulation input variables, simulation and output parameters
� Damage criteria and methods for damage prediction
kf
-kf
σ3-σ3
σ1
-σ1
kf
-kf
σ2=0
von Mises
Tresca
A0
A1
AA + dAareas:
Fσzσz + dσz
α
pµ p
α
Assumptions: vz(r) = const.vz(z) ≠ const.
die
workpiece
Seite 50© WZL/Fraunhofer IPT
Questions
� Outline the Mohr`s stress circles with uni-, bi- and triaxial compressive stress conditions.
� Explain the differences between the yield criterion of von Mises and Tresca.
� Why are the two conventional friction models (shear and coulomb) not accurate enough for the description of forging processes?
� What are typical results of a bulk forming simulation?
� Explain the approach to damage and crack prediction?