bed rail report
TRANSCRIPT
Nissan Part Fabrication
Maximizing Throughput
Executive Summary Project to increase throughput, profits, and reducing lead time.
Favorable results:
Increased production capacity by 322,080 pcs per year.
Increased annualized profit of current production demand $62,200. Increased Profits total $195,032
Reduced machining cost by est. $4000.00 per year. Reduced 16hrs of production per week.
Team Members:
Project Lead: Eric Mosley
Assistant: Michael Logan Date:11/11/13
5
2
3
4
1
Reason for Selection
Improve Inventory It has become crucial for the shop floor to remain as spacious as possible yet we must keep our inventory
minimum requirement fully stocked at all times. Reducing cycle times reduces WIP inventory that is stored
on the shop floor.
Shrinking the Herbie There are several processes that a bed rail must pass through to become a finished part. Of all these
processes the VMC’s stand as the “Herbie” with other processes being 3-8 times faster . It was time to see
what could be done to ease the required buffering. Keep machine running non-stop for 8hr shifts.
Increasing Throughput We are currently quoting our customer for more work (double current orders). Our customer demands a
good price. By studying and improving current process flow we will be in a better position to know our costs
and needs to take on the additional work and offer more competitive pricing
Increasing Profits With the customer always demanding a competitive price and our needs to be more profitable we must find
ways to increase profits without increasing our prices. Reducing the time and costs to make the customers
part gives us the ability to meet both external and internal demands.
!
I
$
$ Reduce Machine Wear and Costs Reducing Cycle times Reduces the odds of working the machine over typical hours to complete an order.
A reduced cycle time equates to more parts in less time resulting in less wear per part. Using Programming
techniques such as “smoothing” to reduce cycle times and wear by minimizing impact movements.
$
2
1
Targets
Reduce Machine Cycle Times by 15%
Reduce Machine Setup Times by 25%
Increase profits by 25%
Reduce Machine Wear and Mechanical downtime
$
4
3
6
5 Increase Throughput per shift 10%
Reduce work hours by 15% 6
9 3 12
6
9 3 12
6
9 3 12
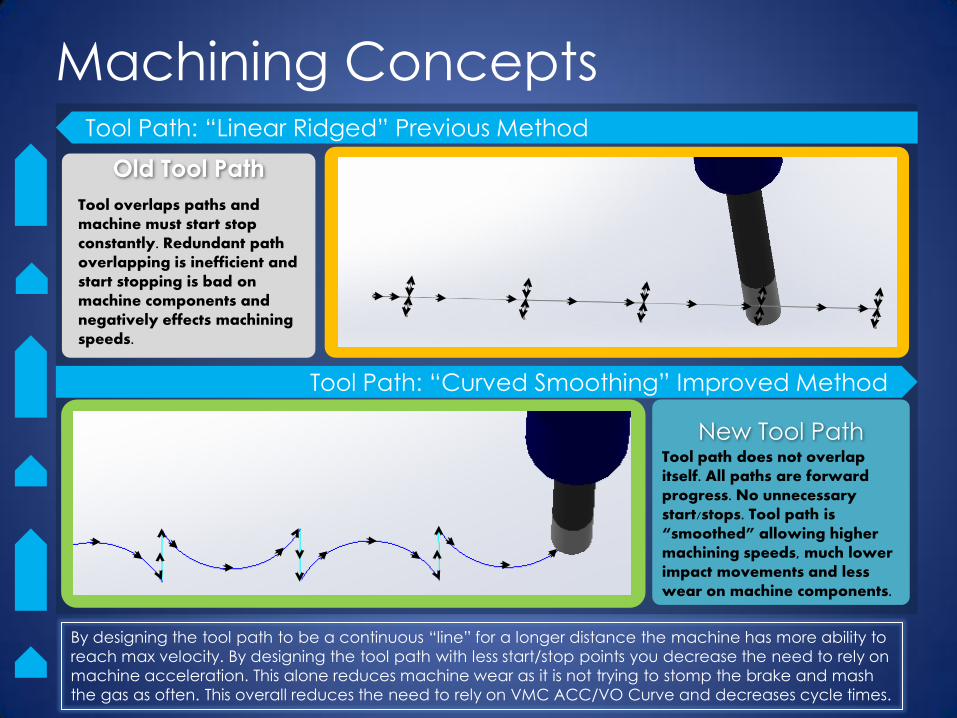
Machining Concepts
New Tool Path
Old Tool Path
Tool overlaps paths and machine must start stop constantly. Redundant path overlapping is inefficient and start stopping is bad on machine components and negatively effects machining speeds.
Tool path does not overlap itself. All paths are forward progress. No unnecessary start/stops. Tool path is “smoothed” allowing higher machining speeds, much lower impact movements and less wear on machine components.
Tool Path: “Linear Ridged” Previous Method
Tool Path: “Curved Smoothing” Improved Method
By designing the tool path to be a continuous “line” for a longer distance the machine has more ability to
reach max velocity. By designing the tool path with less start/stop points you decrease the need to rely on
machine acceleration. This alone reduces machine wear as it is not trying to stomp the brake and mash
the gas as often. This overall reduces the need to rely on VMC ACC/VO Curve and decreases cycle times.

Reduce Setup Times, Increase Quality
Eliminate Sub-programs
Sub-programs, though useful can also be cumbersome and difficult to manage. The ability to edit or problem solve can be more time consuming. With Sub-programming it is more susceptible to have a corrupt file and machine crash.
Simplistic File Structure
By Eliminating Sub-programs there is no longer multiple programs to make up one complete program. Before there were 4-5 files to make one full program. Now there is simply one file to keep up with.
Use Digital Edge Finder
Digital Edge Finder removes most of the human error and guess work out of Work Offset setups. The operator simply drives the probe to the material till the LED lights. Traditional Edge finders require more knowledge to use, take more time to set offsets and are more prone to inaccuracies.
1 2 3
2
Programs: 140 EB000 504 EA800 504 EB000 96 EB000 90 EA800 90 EB000 504 5X80A 92 5X80A 94 5X80A 23 ZJ00A 91 ZJ30A
Programs:
(O1645)140 Main
(O1646)140 Sub1
(O1647)140 Sub2
(O1648)140 Sub3
(O1649)504EA Main
(O1650) 504EA Sub1
(O1651) 504EA Sub2
(O1652) 504EA Sub3
(O1653)96AB Main
(O1654) 96EB Sub1
(O1655) 96EB Sub2
(O1656) 96EB Sub3
(O1657) 96EB Sub4
3
New Old
1

Reduce Machine Cycle Times by 15%
Reduce Machine Setup Times by 25%
Increase profits by 25%
Reduce Machine Wear and Mechanical
downtime
$
Final Results to Target
Average CT Reduction
23% 1
2
3
4
Digital Edge
finder takes
43% less time to
setup machine.
Profit was increased 32%
average. Resulting in + $62,200
annualized.
Machine wear was
reduced successfully.
Machines no longer
shake and vibrate
during operation
Increase Throughput per shift 10% 5 Machines are
covered through
operator breaks and
lunches. Result 8hr up
time, Increased
Throughput 13%
23%
43%
32% ($62,200)
Estimated
$4k savings
13%
6
9 3 12
6
9 3 12
Reduce work hours by 15% 6 Due to all time
savings, required hrs
to produce order fail
16hrs from 7 down to
5 shifts.
29% 6
9 3 12
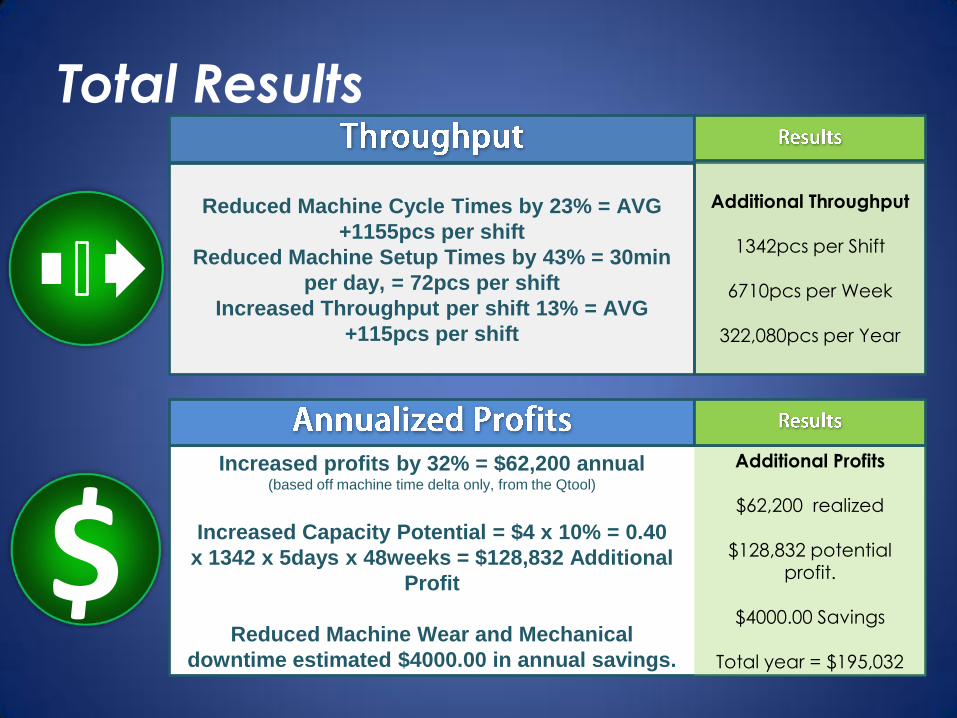
Reduced Machine Cycle Times by 23% = AVG
+1155pcs per shift
Reduced Machine Setup Times by 43% = 30min
per day, = 72pcs per shift
Increased Throughput per shift 13% = AVG
+115pcs per shift
$
Total Results
Additional Throughput
1342pcs per Shift
6710pcs per Week
322,080pcs per Year
Additional Profits
$62,200 realized
$128,832 potential
profit.
$4000.00 Savings
Total year = $195,032
Increased profits by 32% = $62,200 annual (based off machine time delta only, from the Qtool)
Increased Capacity Potential = $4 x 10% = 0.40
x 1342 x 5days x 48weeks = $128,832 Additional
Profit
Reduced Machine Wear and Mechanical
downtime estimated $4000.00 in annual savings.