bandalup magnesite overview public_jun 2015
TRANSCRIPT

BMAGBandalup Magnesite Project
Terry Butler-Blaxell June 2015
Western Australia

BMAG
Putting Bandalup Back on the Map
2
Well, it never actually left the Map
BMAG
BMAG Deposit 2W looking south towards First Quantum’s Nickel Operation
3

BMAGWestern Australia’s Significant Cryptocrystalline Magnesite Deposit
Developing a new local source of Magnesite and CCM for Western Australia
Logistical advantages-access to eastern goldfields and agricultural districts
Decrease the reliance on external monopolistic suppliers
Small scale niche development; batch production proposed
Pilot trials and product development in progress
Scope to increase resource significantly – geophysical channel targets
We are private with low overheads and can adjust output depending on demand
4

BMAG
Introduction
BMAG was a historical production centre for beneficiated Magnesite product. Magnesite is the precursor to CCM.
Project owners have an association with the project dating back to 1961.
Located immediately adjacent FQM Ravensthorpe Nickel Operations (RNO) near Ravensthorpe.
Metallurgical evaluation has shown the ability to produce CCM that is compatible with nickel hydrometallurgical applications and agricultural applications.
Historical tonnage and grade estimates based on bulk sampling and drilling suggest sufficient material to support >10 years @ 30,000tpa CCM production.
Paleochannel targets provide upside for delineation of additional Magnesite tonnages. Several square kilometres of untested Magnesite channels.
Existing 200,000 tonne fines stockpile and bulk sample stockpiles available for re-processing to generate kiln feed for CCM – trials are in progress
Granted Mining Leases, ability to leverage off historical feasibility studies and fast track development.
5

BMAG
Magnesia pricingCalcined, 90-92% MgO, lump FOB China $275-320
European calcined, agricultural grade CIF Europe €240-350
Dead-burned, Lump, FOB China 90% MgO $270-29092% MgO $300-38094-95% MgO $350-40097.5% MgO $450-485
Fused, Lump, FOB China 96% MgO $600-63097% MgO $850-95098% MgO $980-1050
Magnesite Greek, raw, max 3.5% SiO2 FOB East Mediterranean €65-75
Source: Industrial Minerals, January 2015
6

BMAG
Mine 100- 200ktpaMagnesite Ore
Beneficiation Screen +/- DMS
Calcination 700C
30ktpa CCM forWA Market
Trial reclamation from stockpiles of crude Magnesite fines at BMAG
Resource confirmation
Update historical engineering & feasibility studies
Recommence open pit mining zero stripping
Mobile plant and equipment, campaign operation
Install small calciner
Batch operation
Reagent supply security
Process overview
7

BMAG
Ownership
Bandalup Magnesite ProjectBMAG
Ashbridge HoldingsPty Ltd Butler
MacDonald Butler
50% 50%
65% 35%
8

BMAG
Tenure
9
BMAG
10

BMAGMagnesite deposits & location – Southern W.A.
11

BMAG
Exposure of high grade nodular Magnesite at Deposit 2W
12
Magnesite occurs from surface with near-zero pre-strip

BMAG
Deposit 4E and Magnesite fines
13
BMAG
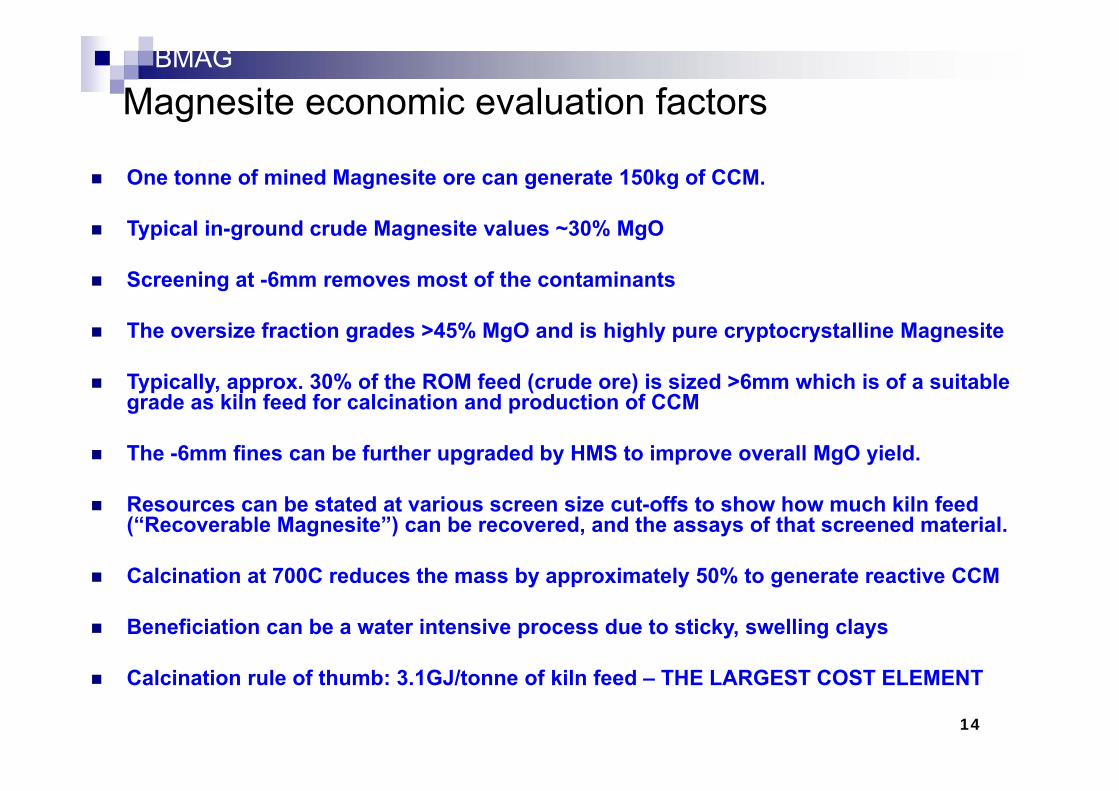
Magnesite economic evaluation factors
One tonne of mined Magnesite ore can generate 150kg of CCM.
Typical in-ground crude Magnesite values ~30% MgO
Screening at -6mm removes most of the contaminants
The oversize fraction grades >45% MgO and is highly pure cryptocrystalline Magnesite
Typically, approx. 30% of the ROM feed (crude ore) is sized >6mm which is of a suitable grade as kiln feed for calcination and production of CCM
The -6mm fines can be further upgraded by HMS to improve overall MgO yield.
Resources can be stated at various screen size cut-offs to show how much kiln feed (“Recoverable Magnesite”) can be recovered, and the assays of that screened material.
Calcination at 700C reduces the mass by approximately 50% to generate reactive CCM
Beneficiation can be a water intensive process due to sticky, swelling clays
Calcination rule of thumb: 3.1GJ/tonne of kiln feed – THE LARGEST COST ELEMENT
14

BMAG
Deposit Tonnes in situ +6.35mm +6.35mm
-50mm +50mm -6.35mm(reject)
1 313,420 90,946 24,995 65,952 222,474
2W 294,887 123,454 49,211 74,243 171,433
2E 219,690 50,904 21,388 29,516 168,786
3 839,864 174,557 63,757 110,800 665,308
4W 310,992 78,998 29,262 49,736 231,994
4E 1,421,287 483,410 167,734 315,676 937,877
Totals 3,400,140 1,002,269 356,347 645,922 2,397,871
plus 6.35mm -50mm
10%
plus 50mm19%minus
6.35mm71%
In-situ Magnesite tonnage estimate
Original estimate by Thomas 1972, adjusted for tonnes mined after 1972. Originally reported as “Inferred and Indicated Reserve”. The deposit was tested by percussion drilling, bulk sampling and screening
15
BMAG
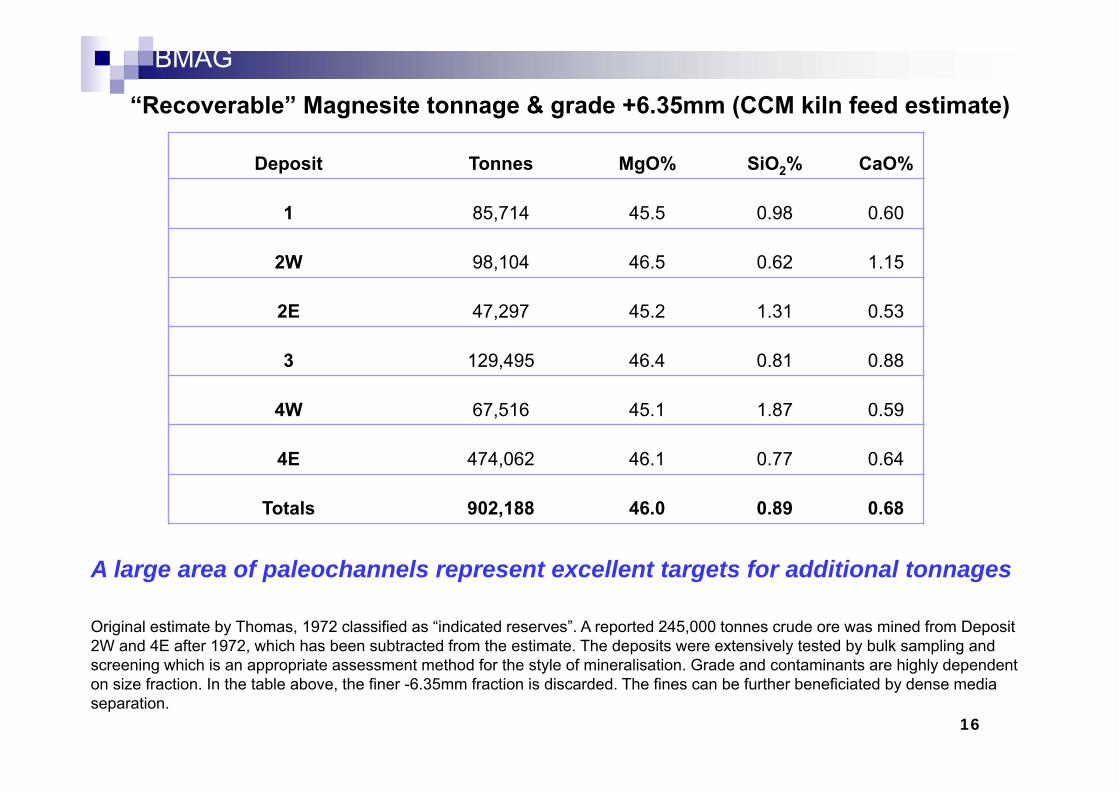
“Recoverable” Magnesite tonnage & grade +6.35mm (CCM kiln feed estimate)
Original estimate by Thomas, 1972 classified as “indicated reserves”. A reported 245,000 tonnes crude ore was mined from Deposit 2W and 4E after 1972, which has been subtracted from the estimate. The deposits were extensively tested by bulk sampling and screening which is an appropriate assessment method for the style of mineralisation. Grade and contaminants are highly dependent on size fraction. In the table above, the finer -6.35mm fraction is discarded. The fines can be further beneficiated by dense media separation.
Deposit Tonnes MgO% SiO2% CaO%
1 85,714 45.5 0.98 0.60
2W 98,104 46.5 0.62 1.15
2E 47,297 45.2 1.31 0.53
3 129,495 46.4 0.81 0.88
4W 67,516 45.1 1.87 0.59
4E 474,062 46.1 0.77 0.64
Totals 902,188 46.0 0.89 0.68
16
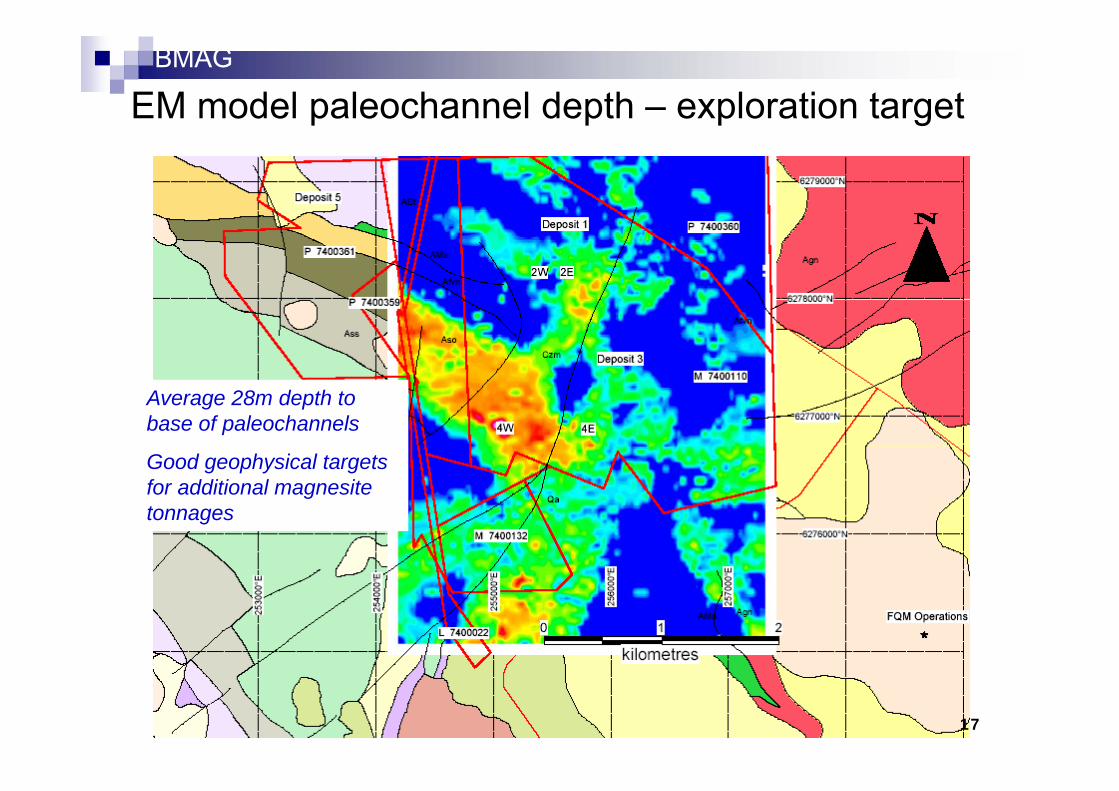
A large area of paleochannels represent excellent targets for additional tonnages
BMAG
EM model paleochannel depth – exploration target
Average 28m depth to base of paleochannels
Good geophysical targets for additional magnesite tonnages
17
BMAG
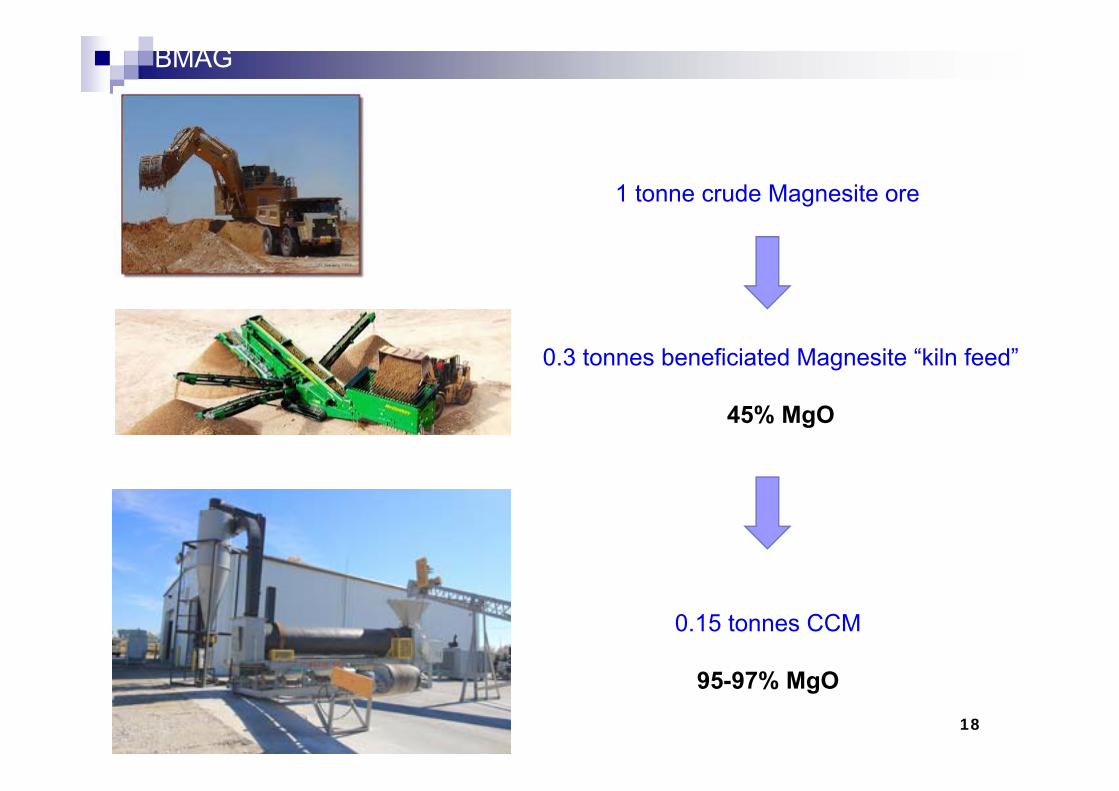
1 tonne crude Magnesite ore
0.3 tonnes beneficiated Magnesite “kiln feed”
45% MgO
0.15 tonnes CCM
95-97% MgO18
BMAG
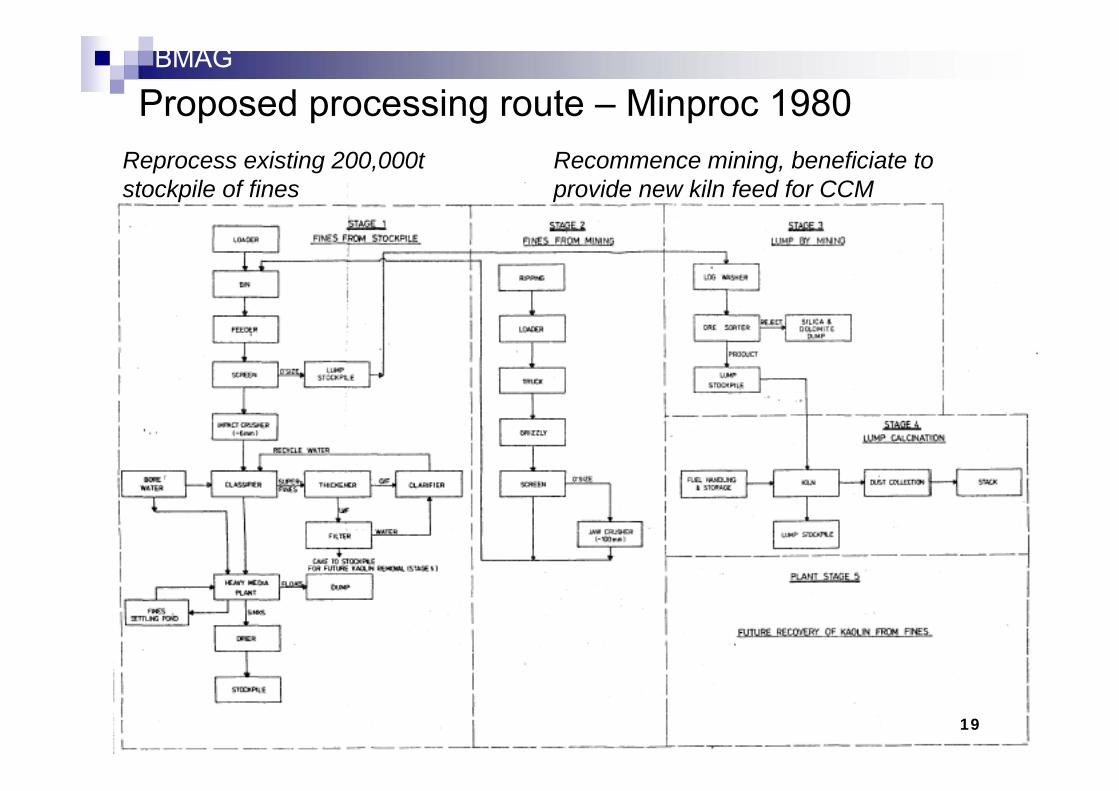
Proposed processing route – Minproc 1980Reprocess existing 200,000t stockpile of fines
Recommence mining, beneficiate to provide new kiln feed for CCM
19

BMAG
Proposed beneficiation flowsheet – fines stockpile
Kiln feed
Mass recovery from fines ~15%
20

BMAG
Stockpile of -50mm fines at BMAG Deposit 2W available for re-processing
Based on historical studies, approximately 15% of the mass of this stockpile could be recoverable as suitable kiln feed for CCM
Pilot trials are in progress
21
BMAG
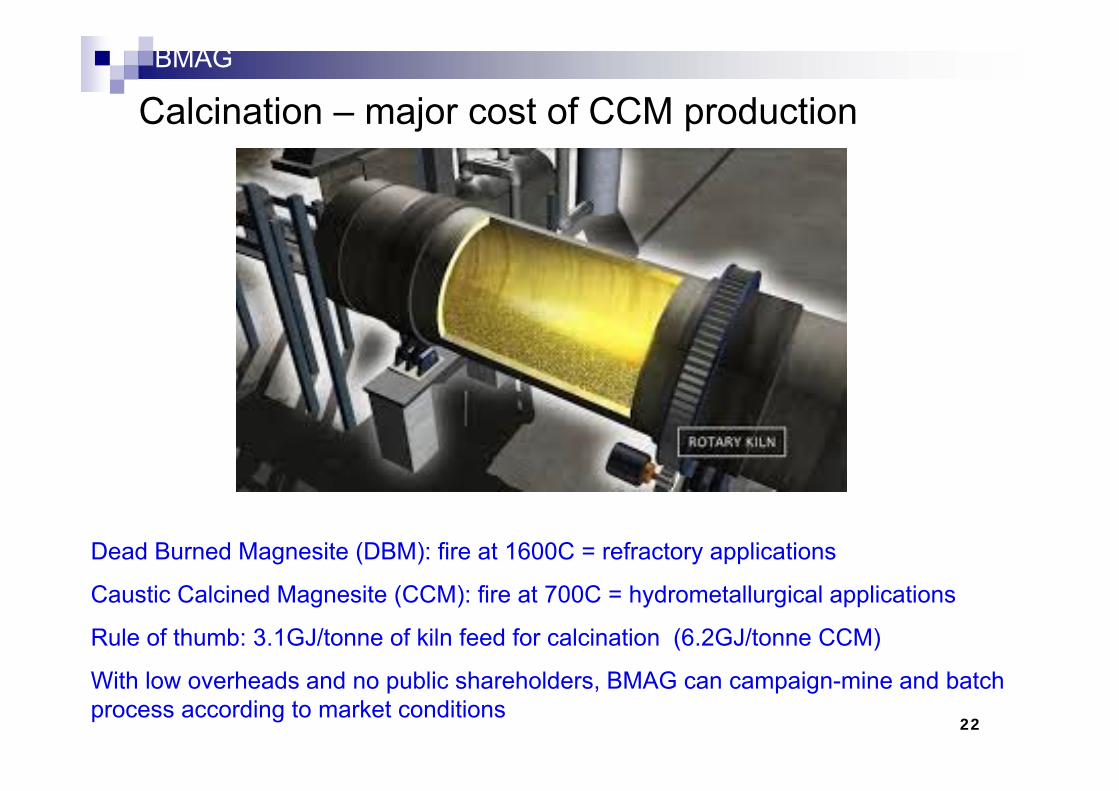
Calcination – major cost of CCM production
Dead Burned Magnesite (DBM): fire at 1600C = refractory applications
Caustic Calcined Magnesite (CCM): fire at 700C = hydrometallurgical applications
Rule of thumb: 3.1GJ/tonne of kiln feed for calcination (6.2GJ/tonne CCM)
With low overheads and no public shareholders, BMAG can campaign-mine and batch process according to market conditions
22
BMAG
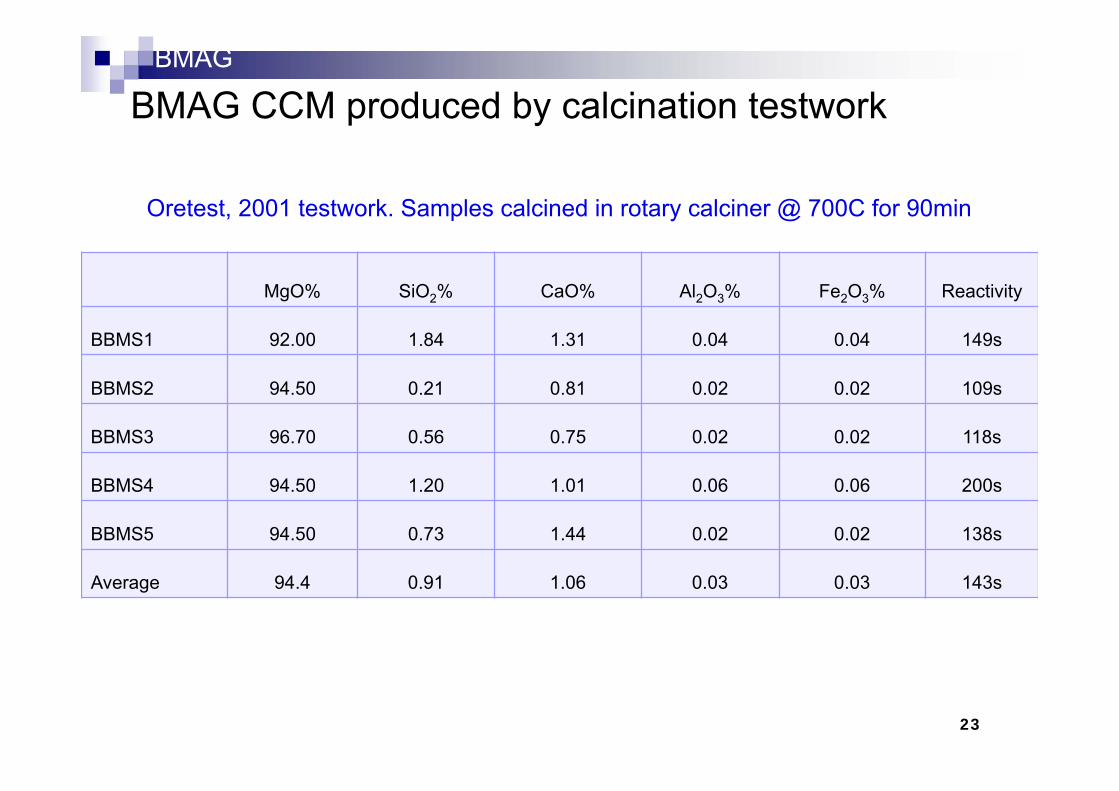
BMAG CCM produced by calcination testwork
MgO% SiO2% CaO% Al2O3% Fe2O3% Reactivity
BBMS1 92.00 1.84 1.31 0.04 0.04 149s
BBMS2 94.50 0.21 0.81 0.02 0.02 109s
BBMS3 96.70 0.56 0.75 0.02 0.02 118s
BBMS4 94.50 1.20 1.01 0.06 0.06 200s
BBMS5 94.50 0.73 1.44 0.02 0.02 138s
Average 94.4 0.91 1.06 0.03 0.03 143s
Oretest, 2001 testwork. Samples calcined in rotary calciner @ 700C for 90min
23
BMAG
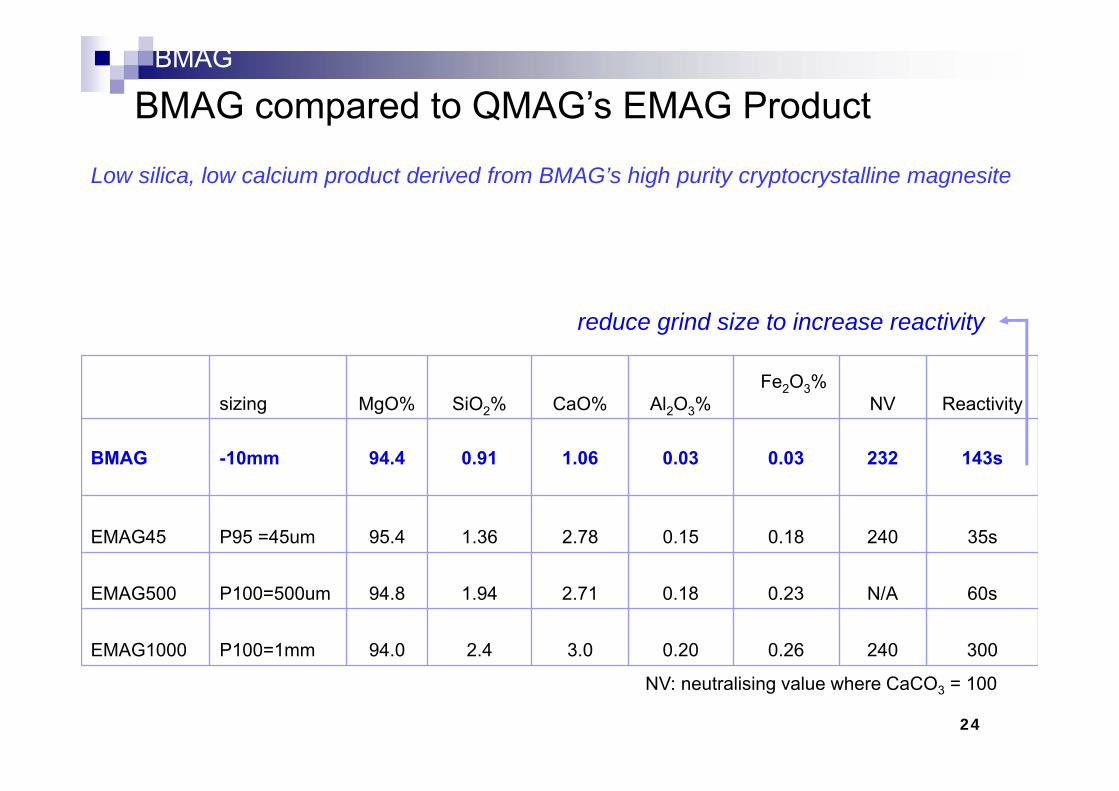
BMAG compared to QMAG’s EMAG Product
sizing MgO% SiO2% CaO% Al2O3%Fe2O3%
NV Reactivity
BMAG -10mm 94.4 0.91 1.06 0.03 0.03 232 143s
EMAG45 P95 =45um 95.4 1.36 2.78 0.15 0.18 240 35s
EMAG500 P100=500um 94.8 1.94 2.71 0.18 0.23 N/A 60s
EMAG1000 P100=1mm 94.0 2.4 3.0 0.20 0.26 240 300
NV: neutralising value where CaCO3 = 100
24
reduce grind size to increase reactivity
Low silica, low calcium product derived from BMAG’s high purity cryptocrystalline magnesite

BMAG
25
Contact UsTerry Butler-Blaxell BSc GDipApFin MBA MAUSIMM MAICD FFin
Project Manager, Owner’s Team
Phone +61 41 893 7740
Fax +61 8 9291 5760
Email [email protected]
“We do weird minerals and stuff like that.”