bab 2 landasan teori - library.binus.ac.idlibrary.binus.ac.id/ecolls/ethesisdoc/bab2/2008-2-00495-ti...
TRANSCRIPT
23
BAB 2
LANDASAN TEORI
2.1 Perencanaan dan Pengendalian Produksi
Perencanaan dan pengendalian produksi adalah hal penting yang
sebaiknya dilakukan oleh perusahaan manufaktur. Perencanaan dan
pengendalian produksi tersebut akan berpengaruh langsung terhadap jumlah
produk yang akan dibuat, jumlah sumber daya baik tenaga kerja, mesin,
maupun fasilitas lain yang dipergunakan serta tingkat pencapaian hasil
produksi untuk setiap periode sesuai dengan permintaan pelanggan.
Salah satu bagian yang termasuk dalam ruang lingkup pengendalian
dan perencanaan produksi adalah strategi atau cara merespon permintaan
dari konsumen yang dapat diklasifikasikan menjadi tipe-tipe berikut:
1. Engineering to Order, bila perusahaan melakukan rekayasa mulai
penyiapan fasilitas sampai pembuatan untuk memenuhi pesanan (order).
Produk yang dipesan biasanya berjumlah satu unit dan spesifikasinya
sangat berbeda antara pesanan yang satu dengan yang lainnya.
2. Make to Order, bila perusahaan berproduksi dengan fasilitas produksi
yang dimiliki untuk memenuhi pesanan. Sistem produksi ini melakukan
kegiatan produksi berdasarkan pesanan yang diterima dan produk yang
dihasilkannya mengikuti permintaan konsumen. Dalam menyelesaikan

24
pesanan akan melibatkan unsur rekayasa produksi yang berupa
perencanaan atau perancangan proses. Sistem produksi ini menghadapi
persoalan kapasitas produksi, waktu produksi, dan penjadwalan
pekerjaan.
3. Assembly to Order, bila perusahaan memproduksi dengan fasilitas
produksi yang dimiliki untuk memenuhi pesanan.
4. Make to Stock, bila produksi perusahaan tidak ditujukan untuk melayani
pesanan, namun distok untuk mengantisipasi permintaan.
Perencanaan dan pengendalian produksi bermanfaat dalam mengatur
jadwal produksi dalam suatu perusahaan manufaktur. Jadwal yang diatur ini
berkaitan dengan waktu yang tersedia untuk melakukan produksi, lamanya
persiapan untuk melakukan produksi, misalkan lamanya penyediaan bahan
baku, sistem kerja yang tersedia dalam perusahaan tersebut, dan hal-hal lain
yang perlu dipertimbangkan dalam ketepatan waktu produksi.
2.2 Peramalan
2.2.1 Konsep Dasar Sistem Peramalan dalam Manajemen Permintaan
Menurut Gasperz, pada dasarnya manajemen permintaan (demand
management) didefenisikan sebagai suatu fungsi pengelolaan dari semua
permintaan produk untuk menjamin bahwa penyusunan jadwal induk
(master scheduler) mengetahui dan menyadari semua permintaan produk itu.
Secara garis besar aktivitas-aktivitas dalam manajemen permintaan dapat
25
dikategorikan dalam dua aktivitas utama yaitu: pelayanan pesanan (order
service) dan peramalan (forecasting).
Order service merupakan suatu proses yang mencakup aktivitas-
aktivitas penerimaan pesanan, pemasukan pesanan (order entry), serta
membuat janji kepada pelanggan (order promising) berkaitan dengan produk
dari perusahaan. Order service pada dasarnya bertanggungjawab untuk
menanggapi kebutuhan pelanggan dan berinteraksi dengan penyusunan
jadwal induk guna menjamin ketersediaan produk. Aktivitas peramalan
merupakan suatu fungsi bisnis yang berusaha memperkirakan penjualan dan
penggunaan produk sehingga produk-produk itu dapat dibuat dalam
kuantitas yang tepat.
Dalam industri manufaktur dikenal adanya dua jenis permintaan yang
sering disebut sebagai independent demand dan dependent demand, yang
merupakan salah satu konsep terpenting dalam master planning. Dependent
demand didefinisikan sebagai permintaan terhadap material, parts atau
produk yang terkait langsung dengan atau diturukan dari struktur bill of
material (BOM) untuk produk akhir atau item tertentu. Independent demand
didefinisikan sebagai permintaan terhadap material, parts atau produk, yang
bebas atau tidak terkait langsung dengan struktur bill of material (BOM)
untuk produk akhir atau item tertentu.
Hal yang sangat penting untuk diperhatikan dalam manajemen
permintaan adalah tidak boleh mencoba meramalkan hasil-hasil yang dapat

26
direncanakan atau dihitung. Produk-produk yang tergolong ke dalam
dependent demand tidak boleh diramalkan, tetapi harus direncanakan atau
dihitung, sedangkan peramalan hanya boleh dilakukan pada produk-produk
yang tergolong ke dalam independent demand.
Pada dasarnya terdapat sembilan langkah yang harus diperhatikan untuk
menjamin efektivitas dan efeisiensi dari sistem peramalan dalam manajemen
permintaan, yaitu:
1. Menentukan tujuan dari peramalan.
2. Memilih item independent demand yang akan diramalkan.
3. Menentukan horizon waktu dari peramalan (jangka pendek, menengah
atau panjang).
4. Memilih model-model peramalan.
5. Memperoleh data yang dibutuhkan untuk melakukan peramalan.
6. Validasi model peramalan.
7. Membuat Peramalan.
8. Implementasi hasil-hasil peramalan.
9. Memantau keandalan hasil peramalan.
Tujuan utama dari peramalan dalam manajemen permintaan adalah
untuk meramalkan permintaan dari item-item independent demand di masa
yang akan datang sehingga tercapai efektivitas dan efisiensi dari manajemen
produksi dan inventori dalam industri manufaktur.
27
Pemilihan item-item independent demand yang akan diramalkan
tergantung pada situasi dan kondisi aktual dari masing-masing industri
manufaktur. Jelas dalam setiap industri manufaktur, produk akhir merupakan
item independent demand yang dipilih untuk diramalkan.
Penentuan horizon waktu peramalan akan tergantung pada situasi dan
kondisi aktual dari masing-masing industri manufaktur serta tujuan dari
peramalan itu sendiri. Alternatif yang umum digunakan adalah
menggunakan interval waktu: harian, mingguan, bulanan, triwulan,
semesteran atau tahunan. Di samping itu, peramal harus memilih banyaknya
periode di masa mendatang yang akan diramalkan. Dalam sistem peramalan
berlaku aturan bahwa semakin jauh periode di masa mendatang yang
diramalkan – dengan asumsi faktor-faktor lain tetap – hasil ramalan akan
semakin kurang akurat.
2.2.2 Pola Permintaan
Menurut Teguh Baroto, pola permintaan akan berhubungan dengan
metode peramalan yang digunakan. Setiap metode peramalan memiliki
karakteristik tertentu sehingga memerlukan persyaratan atau asumsi tertentu
pula. Salah satu persyaratannya adalah pola permintaan ini. Dalam time
series terdapat empat jenis pola permintaan, yaitu:
28
1. Pola Trend
Pola trend adalah bila data permintaan menunjukkan pola kecenderungan
gerakan penurunan atau kenaikan jangka panjang. Bila data berpola
trend, maka metode peramalan yang sesuai adalah metode regresi linear
dan pemulusan eksponensial. Metode regresi linear biasanya
memberikan tingkat kesalahan yang lebih kecil.
2. Pola Musiman
Bila data yang kelihatannya berfluktuasi, namun fluktuasi tersebut akan
terlihat berulang dalam suatu interval wakti tertentu, maka data tersebut
berpola musiman. Disebut pola musiman karena permintaan ini biasanya
dipengaruhi oleh musim sehingga biasanya interval perulangan data ini
adalah satu tahun. Metode peramalan yang sesuai dengan pola musiman
adalah metode winter (sangat sesuai) dan moving average.
3. Siklikal
Pola siklikal adalah bila fluktuasi permintaan secara jangka panjang
membentuk pola sinusoid atau gelombang atau siklus. Pola siklikal mirip
dengan pola musiman akan tetapi pola musiman tidak harus berbentuk
gelombang, bentuknya dapat bervariasi dan waktunya akan berulang
setiap tahunnya. Metode yang sesuai bila data berpola siklikal adalah
metode moving average dan pemulusan eksponensial.
29
4. Eratik/random
Pola eratik (random) adalah bila fluktuasi data permintaan dalam jangka
panjang tidak dapat digambarkan oleh ketiga pola lainnya. Fluktuasi
permintaan bersifat acak atau tidak jelas. Tidak ada metode peramalan
yang direkomendasikan untuk pola ini.
2.2.3 Metode-Metode Peramalan
Pada dasarnya metode peramalan dapat diklasifikasikan ke dalam tiga
kategori, yaitu: ektrapolasi, kausal dan pertimbangan. Dua yang pertama
dikategorikan sebagai model kuantitatif sedangkan yang ketiga
dikategorikan sebagai model kualitatif.
Metode ektrapolasi sering disebut juga sebagai metode deret waktu (times
series methods) yang menggunakan sekumpulan data berdasarkan interval
waktu tertentu, seperti: mingguan, bulanan, triwulan, semesteran atau
tahunan.
Metode peramalan rata-rata bergerak (moving averages methods) dan
pemulusan eksponensial (exponential smoothing methods) merupakan
metode-metode ektrapolasi yang berdasarkan pada sejumlah data aktual.
Metode ini akan efektif apabila pola data tidak menunjukkan kecenderungan
(trend) dari waktu ke waktu serta dapat diasumsikan bahwa permintaan pasar
akan relatif stabil.

30
Metode rata-rata bergerak (moving averages methods) menggunakan
sejumlah data aktual permintaan untuk membangkitkan nilai ramalan untuk
permintaan di masa yang akan datang. Metode rata-rata bergerak akan
efektif diterapkan apabila kita dapat mengasumsikan bahwa permintaan
pasar terhadap produk akan tetap stabil sepanjang waktu.
Metode peramalan pemulusan eksponensial bekerja hampir serupa
dengan alat thermostat, di mana apabila galat ramalan (forecast error)
adalah positif, yang berarti nilai aktual permintaan lebih tinggi daripada nilai
ramalan, maka model pemulusan eksponensial akan secara otomatis
meningkatkan nilai ramalan dan demikian pula sebaliknya. Proses
penyesuaian ini berlangsung terus-menerus, kecuali galat ramalan telah
mencapai nol. Kenyataan inilah yang mendorong peramal lebh suka
menggunakan model peramalan pemulusan eksponensial, apabila pola
hisatoris dari data aktual permintaan bergejolak atau tidak stabil dari waktu
ke waktu. Permasalahan umum yang dihadapi apabila menggunakan model
pemulusan eksponensial adalah memilih konstanta pemulusan, α, yang
diperkirakan tepat. Nilai α dapat dipilih di antara nilai 0 dan 1, karena
berlaku: 0 < α < 1. Untuk menentukan nilai α terbaik dapat digunakan
metode trial and error.

31
2.2.3.1 Metode Single Moving Average
Metode Single Moving Average adalah metode yang paling sederhana
yang menggunakan sejumlah data aktual permintaan yang baru untuk
membangkitkan nilai ramalan untuk permintaan di masa yang akan datang.
Metode ini akan efektif diterapkan apabila kita dapat mengasumsikan bahwa
permintaan pasar terhadap produk akan tetap stabil sepanjang waktu. Metode
ini menggunakan formula seagai berikut untuk meramalkan permintaan pada
periode brikutnya:
Ft = 3
xxx 3-t2-t1-t ++
2.2.3.2 Metode Double Moving Average
Double Moving Average merupakan moving average dari moving
average. Persamaan yang dipakai adalah:
NX...XX'S 1N-t1-tt
t++++
=
NS...'S'S"S 1N-t1-tt
t++++
=
at= ''t
't
''t
't
't S-2S)S-(SS =+
( )''t'tt S-S
1-N2
b =
mbaF ttmt +=+

32
Di mana:
tS' = moving average pertama
tS" = moving average dari moving average
at = penyesuaian moving average
bt = komponen kecenderungan
mtF + = nilai ramalan untuk m periode ke depan dari t
2.2.3.3 Metode Double Exponential Smoothing 1 parameter dari Brown
Dasar pemikiran dari pemulusan eksponensial linear dari Brown
adalah serupa dengan rata-rata bergerak linear. Persamaan yang dipakai
adalah:
( )1-ttt α)S-(1αX S' +=
( )"α)S-(1'α.S"S 1-ttt +=
"S-'2Sa ttt =
( )''S-'Sα-1α
b ttt =
mbaF ttmt +=+
Dengan inisialisasi awal: 1tt x S" S' ==
Di mana:
tS' = pemulusan eksponensial tunggal
tS" = pemulusan eksponensial ganda
at = penyesuaian nilai pemulusan eksponensial tunggal untuk periode t

33
bt = komponen kecenderungan
mtF + = nilai ramalan untuk m periode ke depan dari t
α = konstanta pemulusan
2.2.3.4 Metode Double Exponential Smoothing 2 parameter dari Holt
Inisialisasi Awal : 121
11
XXbXS
−==
)b+α)(S-(1+α.X=S 1)-(t1)-(ttt
1)-(t1)(ttt γ).b-(1)S-γ.(Sb +=
.mbSF ttm)(t +=+
Di mana:
tS = Pemulusan ke-t
tb = Nilai trend ke-t
m)(tF + = nilai ramalan untuk m periode ke depan dari t
α, γ = konstanta pemulusan
2.2.3.5 Metode Triple Exponential Smoothing Quadratik
11'''
1''
1' XSSS ===
1-t'
tt' α)S-(1α.XS += Pemulusan pertama
1-t''
t'
t'' α)S-(1α.SS += Pemulusan kedua
1-t'''
t''
t''' α)S-(1α.SS += Pemulusan ketiga

34
t'''
t''
t'
t S3S-3Sa +=
])S3-(4)S8-(10-)S5-[(6α)-2(1
αb t
'''t
''t
'2t ααα +=
)S2S-(Sα)-(1α
c t'''
t''
t'
2
2
t +=
2tttmt .mc
21
.mbaF ++=+
2.2.3.6 Metode Regresi Linear
Metode ini umumnya digunakan apabila pola historis dari data aktual
permintaan menunjukkan adanya suatu kecenderungan menaik dari waktu ke
waktu. Metode ini menggunakan persamaan garis lurus (straight line
equation) sebagai berikut:
y = Ft = Fx = a + b.x
Di mana:
Ft = nilai ramalan permintaan pada periode t
a = intersep
b = slope dari garis kecemderungan (trend line), merupakan tingkat
perubahan dalam permintaan
x = indeks waktu (x = 1,2,3,….,n) ; n adalah banyaknya periode waktu
Slope dan intersep dari persamaan garis lurus dihitung dengan
menggunakan formula berikut:

35
b = ∑ ∑∑ ∑ ∑
−
−22 )(.
.xxn
yxxyn
a = xb.y −
2.2.4 Statistika Ketepatan Peramalan
Ukuran Statistik Standar:
ttt FXe −=
• Nilai Tengah Galat Absolut (Mean Absolute Error)
∑ ==
n
tet
nMAE
1
1
• Deviasi Standar Galat (Standard Deviation of Error)
∑=−=
n
tet
nSDE
12
11
Ukuran-ukuran Relatif:
• Galat Persentase (Percentage Error)
100xX
FXPE
t
tt⎟⎟⎠
⎞⎜⎜⎝
⎛ −=
• Nilai Tengah Galat Persentase (Mean Percentage Error)
∑== n
t tPEn
MPE1
1
• Nilai Tengah Galat Persentase Absolut (Mean Absolute
Percentage Error)
∑ == n
t tPEn
MAPE1
1

36
2.3 Struktur Produk (Product Structure) dan Bill of Material (BOM)
Struktur produk atau bill of material (BOM) didefinisikan sebagai cara
komponen-komponen itu bergabung ke dalam suatu produk selama proses
manufakturing. Struktur produk akan menunjukkan bahan baku yang
dikonversi ke dalam komponen-komponen fabrikasi, kemudian komponen-
komponen itu bergabung secara bersama untuk membuat subassemblies,
kemudian subassemblies bergabung bersama membuat assemblies, dan
seterusnya sampai produk akhir. Struktur produk sering ditampilkan dalam
bentuk gambar.
2.4 Penjadwalan Produksi Induk (MPS)
Pada dasarnya istilah MPS yang digunakan untuk jadwal produksi
induk (master production schedule = MPS) merupakan hasil dari aktivitas
penjadwalan produksi induk (master production scheduling = MPS). Jadwal
produksi induk merupakan suatu pernyataan tentang produk akhir dari suatu
perusahaan industri manufaktur yang merencanakan memproduksi output
berkaitan dengan kuantitas dan periode. MPS membentuk jalinan
komunikasi antara bagian pemasaran dan bagian manufakturing, sehingga
bagian pemasaran juga mengetahui informasi yang ada dalam MPS terutama
berkaitan dengan ATP (Available To Promise) agar dapat memberikan janji
yang akurat kepada pelanggan.
37
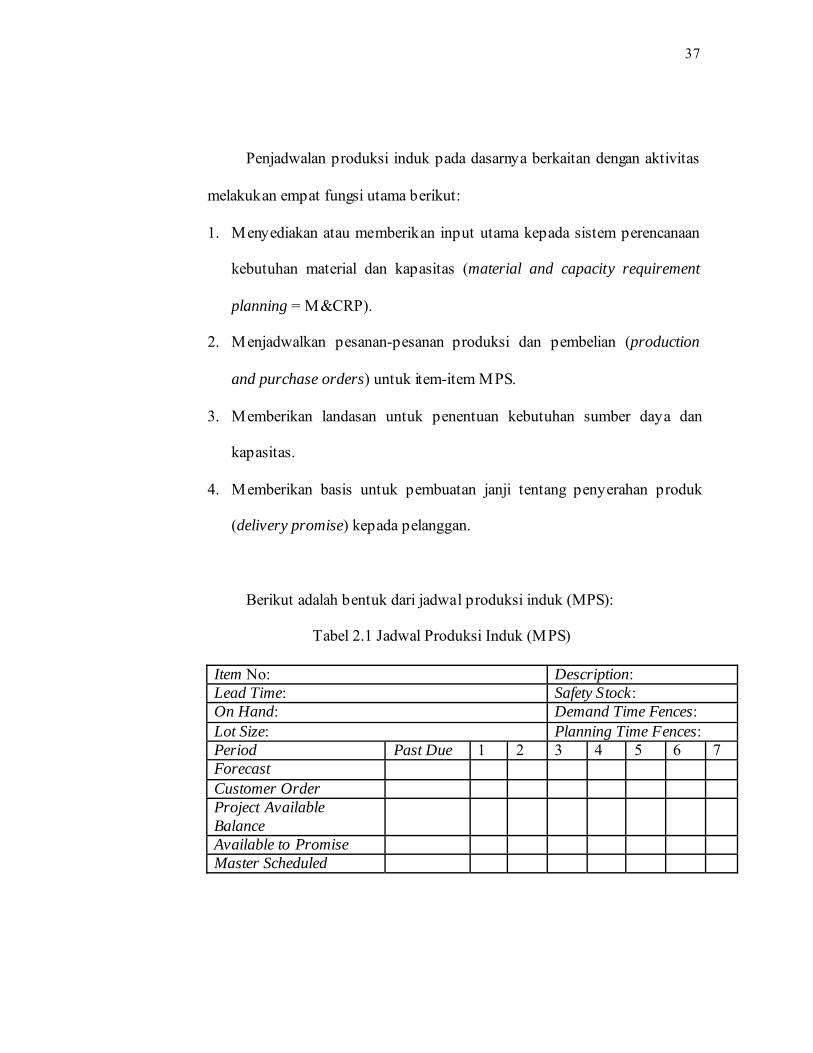
Penjadwalan produksi induk pada dasarnya berkaitan dengan aktivitas
melakukan empat fungsi utama berikut:
1. Menyediakan atau memberikan input utama kepada sistem perencanaan
kebutuhan material dan kapasitas (material and capacity requirement
planning = M&CRP).
2. Menjadwalkan pesanan-pesanan produksi dan pembelian (production
and purchase orders) untuk item-item MPS.
3. Memberikan landasan untuk penentuan kebutuhan sumber daya dan
kapasitas.
4. Memberikan basis untuk pembuatan janji tentang penyerahan produk
(delivery promise) kepada pelanggan.
Berikut adalah bentuk dari jadwal produksi induk (MPS):
Tabel 2.1 Jadwal Produksi Induk (MPS)
Item No: Description: Lead Time: Safety Stock: On Hand: Demand Time Fences: Lot Size: Planning Time Fences: Period Past Due 1 2 3 4 5 6 7 Forecast Customer Order Project Available Balance
Available to Promise Master Scheduled

38
Keterangan untuk tabel MPS adalah sebagai berikut :
1. Item No menyatakan kode komponen atau material yang akan dirakit.
2. Lead Time menyatakan waktu (banyaknya periode) yang dibutuhkan
untuk me-release atau memproduksi suatu end item.
3. Safety Stock menyatakan cadangan material yang harus ada di tangan
sebagai antisipasi kebutuhan di masa yang akan datang.
4. Description merupakan deskripsi material secara umum.
5. Lot Size menyatakan ukuran per unit yang akan diproduksi sebagai
kelipatan kuantitas hasil produksi.
6. On Hand menyatakan jumlah material yang ada di tangan sebagai sisa
periode sebelumya.
7. Demand Time Fences (DTF) merupakan batas waktu penyesuaian
pesanan permintaan. Panjangnya= assy lead time. Projected Available
Balance dihitung dari Aktual Demand. Di sini perubahan demand tidak
akan dilayani.
8. Planning Time Fences (PTF) merupakan waktu keseluruhan dari hasil
perencanaan. Pada ini, perubahan mesin masih akan dilayani sepanjang
material dan kapasitas tersedia.
9. Forecast merupakan hasil peramalan sebelumnya sebagai hasil dari
perencanaan agergat.
10. Customer Order (CO) merupakan jumlah order yang sudah diterima
sebelumnya.

39
11. Projected Available Balance (PAB) merupakan perkiraan jumlah sisa
produk pada akhir periode. Nilai pada PAB tidak diijinkan negatif sesuai
dengan kapasitas inventory. PAB dihitung dengan menggunakan rumus :
tt-1tDTF¡Üt AO-MS+PAB=PAB
tt-1tt¡ÜDTF AO-MS+PAB=PAB atau Ft (pilih yang paling besar)
12. Cumulative Availble To Promise (ATP) memberikan informasi berapa
banyak item atau produk tertentu yang dijadwalkan pada periode waktu
itu tersedia untuk pesanan pelanggan, sehingga berdasarkan informasi ini
bagian pemasaran dapat membuat janji yang tepat kepada pelanggan atau
dengan kata lain ATP merupakan jumlah material on hand pada inventory
yang sebenarnya. ATP dapat dihitung dengan menggunakan rumus:
AO-MSATPATP t1-t += sampai pada periode yang sudah dijadwalkan
pada Master Schedule.
13. Master Schedule(MS) merupakan kemampuan produksi perusahaan per
periode perencanaan.
2.5 Rough Cut Capacity Planning (RCCP)
Menurut Chapman, kapasitas adalah pernyataan dari tingkat dalam
memproduksi output dan biasanya diukur seiring dengan output dari proses
untuk setiap unit periode waktu. Dalam merencanakan atau mengatur
kapasitas, istilah lain biasanya ditemukan adalah beban proses. Beban
40
mewakili pekerjaan yang di-release dan direncanakan untuk proses dalam
suatu periode waktu tertentu.
Pada umumnya, perencanaan kapasitas adalah proses dari
penyeimbangan perbedaan antara kapasitas yang tersedia untuk suatu proses
dan kapasitas yang dibutuhkan untuk mengatur beban dengan baik dengan
tujuan untuk memenuhi ketepatan waktu dari output untuk pelanggan yang
spesifik, yang permintaannya mewakili beban. Setelah beban dan
ketersedian kapasitas telah terukur, perencanaan proses membutuhkan
perencana untuk mengatur apakah kapasitas dapat menangani beban atau
pada kasus tertentu, mengatur beban yang akan diberikan pada kapasitas
yang tersedia.
Dalam pengaturan beban, biasanya tidak banyak terdapat fleksibilitas
dalam kapasitas yang tersedia. Pengubahan besar kapasitas adalah sesuatu
yang tidak mungkin, terutama apabila dilakukan dalam jangka yang pendek.
Dalam kasus tersebut, perencana harus berkonsentrasi pada mengatur beban
melalui perjanjian order atau mekanisme lain (seperti sistem
pemesanan/reservasi). Pada beberapa perusahaan, saat memungkinkan, akan
berusaha untuk mengatur kapasitas agar dapat memenuhi order untuk
mempertahankan kepuasan pelanggan dalam tingkat yang tinggi.
Menurut Gasperz, RCCP didefinisikan sebagai proses konversi dari
MPS ke dalam kebutuhan kapasitas yang berkaitan dengan sumber-sumber
daya kritis seperti: tenaga kerja, mesin dan peralatan, kapasitas gudang,

41
kapabilitas pemasok material dan parts, dan sumber daya keuangan. RCCP
menentukan kebutuhan kapasitas untuk mengimplementasikan MPS,
menguji kelayakan/melakukan validasi terhadap MPS dan memberikan
umpan balik kepada perencana atau penyusun MPS untuk mengambil
tindakan perbaikan apabila ditemukan adanya ketidaksesuaian antara
penjadwalan produksi induk dan kapasitas yang tersedia.
Pada dasarnya terdapat empat langkah yang diperlukan untuk
melaksanakan RCCP, yaitu:
1. Memperoleh informasi tentang rencana produksi dari MPS
2. Memperoleh informasi tentang struktur produk dan waktu tunggu (lead
time).
3. Menentukan bill of resources, perhitungan terhadap waktu assembly rata-
rata untuk setiap proses. Hasil perhitungan bill of resources berkaitan
dengan sumber daya mesin (penggunaan jam mesin).
4. Menghitung kebutuhan sumber daya spesifik dan membuat laporan
RCCP. Selanjutnya, hasil-hasil dari RCCP ditampilkan dalam suatu
diagram yang dikenal sebagai load profile. Load profile metode yang
umum dipergunakan untuk menggambarkan kapasitas yang dibutuhkan
versus kapasitas yang tersedia. Dengan demikian load profile
didefinisikan sebagai tampilan dari kebutuhan kapasitas di waktu
mendatang berdasarkan pesanan-pesanan yang direncanakan dan di-
release sepanjang suatu periode waktu tertentu.

42
Salah satu metode yang dapat digunakan untuk melakukan
perhitungan RCCP adalah metode Overall Factors. Metode ini merupakan
metode yang paling sederhana dari semua jenis RCCP, yaitu dengan
menggunakan perkiraan mengenai waktu produksi yang dimiliki untuk
menentukan tingkat maksimum kapasitas perusahaan dalam menghasilkan
sebuah unit sehingga pengalokasian waktu dapat dilakukan denagan baik.
Adapun data-data yang diperlukan dalam hitungan RCCP menggunakan
metode ini adalah:
• Waktu standar produksi masing-masing unit.
• Estimasi persentase waktu yang digunakan pada masing-masing
Workcenter atau Workstation.
2.6 Material Requirement Planning (MRP)
Perencanaan kebutuhan material (material requirement planning =
MRP) adalah metode penjadwalan untuk purchased planned orders dan
manufactured planned orders. Planned manufacturing orders kemudian
diajukan untuk analisis lanjutan berkenaan dengan ketersediaan kapasitas
dan keseimbangan menggunakan perencanaan kebutuhan kapasitas (capacity
requirement planning = CRP).
Moto dari MRP adalah memperoleh material yang tepat, dari sumber
yang tepat, untuk penempatan yang tepat, pada waktu yang tepat.
43
Berdasarkan MPS yang diturunkan dari rencana produksi, suatu sistem MRP
mengidentifikasi item apa yang harus dipesan, berapa banyak kuantitas item
yang harus dipesan, dan bilamana waktu memesan item itu. Proses MRP
membutuhkan 5 sumber informasi utama yaitu:
1. Master Production Schedule (MPS) yang merupakan suatu pernyataan
definitif tentang produk akhir apa yang direncanakan perusahaan untuk
diproduksi, berapa kuantitas yang dibutuhkan, pada waktu kapan
dibutuhkan, dan bilamana produk itu akan diproduksi.
2. Bill of Material (BOM) merupakan daftar dari semua material, parts,
dan subassemblies, serta kuantitas dari masing-masing yang dibutuhkan
untuk memproduksi satu unit produk atau parent assembly. MRP
menggunakan BOM sebagai basis untuk perhitungan banyaknya setiap
material yang dibutuhkan untuk setiap periode.
3. Item Master merupakan suatu file yang berisi informasi status tentang
material, parts, subassemblies, dan produk-produk yang menunjukkan
kuantitas on hand, kuantitas yang dialokasikan (allocated quantity),
waktu tunggu yang direncanakan (planned lead times), ukuran lot (lot
size), stok pengaman, kriteria lot sizing, toleransi untuk scrap atau hasil,
dan berbagai informas i penting lainnya yang berkaitan dengan suatu
item.

44
4. Pesanan-pesanan (orders) akan memberitahukan tentang berapa banyak
dari setiap item yang akan diperoleh sehingga akan meningkatkan
stock-on-hand di masa mendatang. Pada dasarnya terdapat dua jenis
pesanan, yaitu :shop orders or work orders or manufacturing orders
berupa pesanan-pesanan yang akan dibuat atau diproduksi di dalam
pabrik dan purchase orders yang merupakan pesanan-pesanan
pembelian suatu item dari pemasok eksternal.
5. Kebutuhan-kebutuhan (requirements) akan memberitahukan tentang
berapa banyak dari masing-masing item itu dibutuhkan sehingga akan
mengurangi:stock on hand di masa mendatang. Pada dasarnya terdapat
dua jenis kebutuhan, yaitu kebutuhan internal yang biasanya digunakan
dalam pabrik untuk membuat produk lain, dan kebutuhan eksternal
yang akan dikirim ke luar pabrik berupa :pesanan pelanggan (customer
orders), service parts, dan sales forecast. Suatu catatan kebutuhan
biasanya berisi informasi tentang:nomor item yang dibutuhkan,
kuantitas yang dibutuhkan, waktu dibutuhkan, kuantitas yang telah
dikeluarkan dari stockroom, dan lain-lain. Pesanan pelanggan juga
berisi informasi:nama pelanggan, alamat pengirim, waktu penyerahan
yang diinginkan pelanggan, waktu yang dijanjiikan untuk dikirim dan
lain-lain.
45
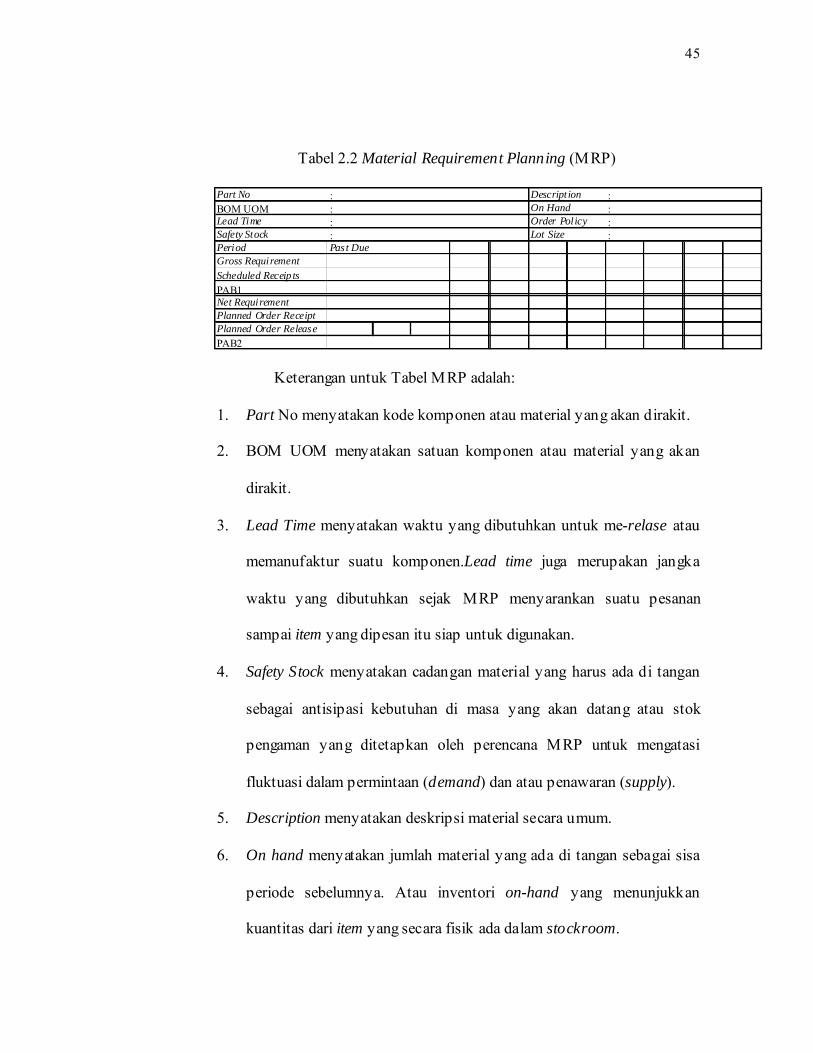
Tabel 2.2 Material Requirement Planning (MRP)
Part No : Descript ion :BOM UOM : On Hand :Lead Time : Order Policy :Safety Stock : Lot Size :PeriodGross RequirementScheduled Receip tsPAB1Net RequirementPlanned Order ReceiptPlanned Order ReleasePAB2
Past Due
Keterangan untuk Tabel MRP adalah:
1. Part No menyatakan kode komponen atau material yang akan dirakit.
2. BOM UOM menyatakan satuan komponen atau material yang akan
dirakit.
3. Lead Time menyatakan waktu yang dibutuhkan untuk me-relase atau
memanufaktur suatu komponen.Lead time juga merupakan jangka
waktu yang dibutuhkan sejak MRP menyarankan suatu pesanan
sampai item yang dipesan itu siap untuk digunakan.
4. Safety Stock menyatakan cadangan material yang harus ada di tangan
sebagai antisipasi kebutuhan di masa yang akan datang atau stok
pengaman yang ditetapkan oleh perencana MRP untuk mengatasi
fluktuasi dalam permintaan (demand) dan atau penawaran (supply).
5. Description menyatakan deskripsi material secara umum.
6. On hand menyatakan jumlah material yang ada di tangan sebagai sisa
periode sebelumnya. Atau inventori on-hand yang menunjukkan
kuantitas dari item yang secara fisik ada dalam stockroom.
46
7. Order Policy menyatakan jenis pendekatan yang digunakan untuk
menentukan ukuran lot yang dibutuhkan saat memesan barang.
8. Lot Size menyatakan penentuan ukuran lot saat memesan barang atau
kuantitas pesanan (order quantity) dari item yang memberitahukan
MRP berapa banyak kuantitas yang harus dipesan serta teknik Lot
sizing apa yang dipakai.
9. Gross Requirement menyatakan jumlah yang akan diproduksi atau
dipakai pada setiap periode. Untuk end item (finished product),
kuantitas gross reqirements sama dengan Master Production
Scheduled (MPS). Untuk komponen, kuantitas gross reqirements
diturunkan dari Planned Order Release induknya.
10. Scheduled Receipts menyatakan material yang dipesan dan akan
diterima pada periode tertentu.
11. Projected Available Balance 1 (PAB1) menyatakan kuantitas material
yang ada di tangansebagai persediaan pada awal periode. Projected
Available Balance 1 dapat dihitung dengan menambahkan material on
hand periode sebelumnya dengan Scheduled Receipts pada periode itu
dan menguranginya dengan Gross Requirement pada periode yang
sama. Atau jika dimasukkan dalam rumus adalah sebagai berikut:
PAB1 = (PAB2)t-1 – (Gross Requirement)t +( Scheduled Receipts)t
12. Net Requirement menyatakan jumlah bersih (netto) dari setiap
komponen yang harus disediakan untuk memenuhi induk
47
komponennya atau untuk memenuhi Master Production Scheduled.
Net Requirement = 0 jika PAB1>0 dan Net Requirement =(-) PAB1
jika PAB1≤0.
Net Requirement = - (PAB1)t +Safety Stock
13. Planned Order Receipts menyatakan kuantitas pemesanan yang
dibutuhkan pada suatu periode. Planned Order Receipts muncul pada
saat yang sama dengan Net Requirements, akan tetapi ukuran
pemesananya (Lot Sizing) bergantung kepada Order Policy-nya. Selain
itu juga harus mempertimbangkan Safety Stock juga.
14. Planned Order Release menyatakan kapan suatu order sudah harus di-
release atau dimanufaktur sehingga komponen ini tersedia ketika
dibutuhkan oleh induk item-nya.Kapan suatu order harus di-release
ditetapkan dengan Lead Time Period sebelum dibutuhkan.
15. Projected Available Balance 2 (PAB 2) menyatakan kuantitas material
yang ada di tangan sebagai persediaan pada akhir periode. Projected
Available Balance 2 dapat dihitung dengan cara mengurangkan
Planned Order Receipts pada Net Requirements.
PAB2 = (PAB2)t-1 + (Scheduled Receipts)t – (Gross Requirement)t +
(Planned Order Receipts)t
Atau dapat disingkat :
PAB2 =(PAB1)t +(Planned Order Receipt)t

48
2.7 Capacity Requirement Planning (CRP)
MRP mengasumsikan bahwa apa yang dijadwalkan dapat diterapkan,
tanpa memperhatikan keterbatasan kapasitas. Kadang-kadang asumsi ini
valid, tapi kadang-kadang tidak dapat dipenuhi. Perencanaan kebutuhan
kapasitas (capacity requirement planning = CRP) menguji asumsi ini dan
mengidentifikasi area yang melebihi kapasitas (overload) dan yang berada di
bawah kapasitas (underload), sehingga perencana dapat mengambil tindakan
yang tepat.
Sebelum membahas lebih jauh tentang CRP perlu dikemukakan
beberapa definisi yang akan banyak dipergunakan dalam pembahasan yang
berkaitan dengan CRP antara lain:
1. Pusat Kerja (Work Center) merupakan suatu fasilitas produksi spesifik
yang terdiri dari satu atau lebih orang dan atau mesin dengan
kemampuan yang sama atau identik, yang dapat dipertimbangkan
sebagai satu unit untuk tujuan perencanaan kebutuhan kapasitas (CRP)
dan penjadwalan terperinci (detailed scheduling). Dalam lingkungan job
shop manufacturing, pusat-pusat kerja (work centers) sering memisahkan
departemen-departemen dan mungkin dipertimbangkan sebagai
departemen tersendiri.
2. Pesanan Manufakturing (Manufacturing Orders) merupakan suatu
dukumen atau identitas jadwal yang memberikan kewenangan untuk
membuat part tertentu atau produk dalam jumlah tertentu. Pesanan
49
Manufakturing dapat berupa salah satu:open orders, already in
process,atau planned orders, sebagaiman a dijadwalkan melalui proses
MRP.
3. Routing merupakan sekumpulan informasi yang memerinci metode
pembuatan item tertentu, termasuk operasi yang dilakukan,sekuens
operasi, berbagai pusat kerja yang terlibat, serta standar untuk waktu
setup (setup time) dan waktu pelaksanaan kerja (run time).
4. Beban (Load) adalah banyaknya kerja yang dijadwalkan untuk dilakukan
oleh fasilitas manufakturing dalam periode waktu yang ditetapkan.
Beban (load) biasa dinyatakan dalam ukuran jam kerja atau unit
produksi. Load merupakan volume kerja yang dikerjakan. Sebagaimana
yang biasa digunakan dalam CRP, beban (Load) menggambarkan waktu
setup (setup time) dan waktu pelaksanaan (run time) yang dibutuhkan
dari suatu pusat kerja, tidak termasuk waktu menunggu (waiting time),
waktu antri (queue time) dan waktu bergerak (move time).
5. Kapasitas (Capacity or Available Capacity) merupakan tingkat di mana
sistem manufakturing (tenaga kerja, mesin, pusat kerja, departemen,
pabrik) berproduksi. Dengan kata lain, kapasitas merupakan tingkat
output yang dapat dicapai dengan spesifikasi produk, product mix, tenaga
kerja, dan peralatan yang ada sekarang. Dalam CRP, kapasitas berkaitan
dengan tingkat output kerja dalam setiap pusat kerja.

50
Tujuan utama dari CRP adalah menunjukkan perbandingan antara
beban yang ditetapkan pada pusat-pusat kerja melalui pesanan kerja yang
ada dan kapasitas dari setiap pusat kerja selama periode waktu tertentu.
Selain itu juga berusaha mengatur secara bersama pesanan kerja yang datang
dan/atau kapasitas dari pusat kerja untuk mencapai suatu aliran yang mantap
atau seimbang.
Berikut adalah istilah-istilah yang digunakan dalam perhitungan CRP:
• Waktu setup (setup time), merupakan waktu setup mesin agar siap
beroperasi.
• Waktu pelaksanaan (run time), merupakan waktu melaksanakan operasi.
• Utilisasi adalah pecahan yang menggambarkan persentase clock time
yang tersedia dalam pusat kerja yang secara aktual digunakan untuk
produksi berdasarkan pengalaman lalu.
jadwalmenurut tersediayang Jamproduksiuntuk digunakan yang aktual jam
Utilisasi =
• Efisiensi adalah faktor yang mengukur performansi aktual dari pusat
kerja relatif terhadap standar yang ditetapkan.
produksiuntuk digunakan yang aktual Jamdiproduksiatau diperoleh yangstandar jam
Efisiensi =
• Operation time per unit adalah jumlah total waktu set up dan waktu
pelaksanaan untuk menghasilkan suatu item.

51
Tabel 2.3 Perhitungan Operation Time Per Unit
Part Lot Size
Pusat Kerja
Waktu Setup
(menit)
Waktu Setup per unit (menit)
Waktu Pelaksanaan per
unit (menit)
Waktu Operasi per unit (menit)
Total Waktu Operasi (menit)
[1] [2] [3] [4] [5] = [4]/[2] [6] [7]=[5]+[6] [8]=[2]x[7]
Tabel 2.4 Laporan CRP
Periode 1 Periode 2 Periode 3 Periode 4DeskripsiMesin Outersheathing1. Waktu yang tersedia (menit)2. Tingkat Utilitas 3. Tingkat Efisiensi Aktual 4. Kapasitas Tersedia = 1*2*3
4. Kapasitas Tersedia = 1*2*35. Kebutuhan Aktual 6. Kelebihan/Kekurangan Kapasitas = 4-5
5. Kebutuhan Aktual 6. Kelebihan/Kekurangan Kapasitas = 4-5
Mesin Insulation1. Waktu yang tersedia (menit)2. Tingkat Utilitas 3. Tingkat Efisiensi Aktual