bab 2 landasan teorithesis.binus.ac.id/asli/bab2/2008-2-00504-ti bab 2.pdf43 2.2.1 seiri...
TRANSCRIPT

40
BAB 2
LANDASAN TEORI
2.1 Pengertian Umum 5S
5S berasal dari bahasa jepang yang diawali dengan huruf ‘S’, dan merupakan
sebuah filosofi dan cara dalam menyusun dan mengatur tempat kerja. 5S adalah suatu
sistem yang berperan dalam mengurangi pemborosan dan mengoptimalkan
produktivitas melalui perawatan tempat kerja dan menggunakan penandaan visual
untuk mencapai hasil yang konsisten. 5S merupakan komponen penting dari Visual
Factory (Workplace) Management (VFM), dan 5S juga berkaitan dengan Lean
Manufacturing, continuous improvement, maupun Kaizen dimana 5S merupakan
salah satu pilar dari tiga pilar utama gemba kaizen diantaranya standarisasi, 5S, dan
penghapusan pemborosan (muda).
Pendekatan 5S memang dikembangkan di negara Jepang dan merupakan
kunci sukses untuk mentransformasikan industri menjadi industri kelas dunia. Pada
dasarnya 5S merupakan proses perubahan perilaku melalui perubahan tempat kerja
dengan menerapkan penataan dan kebersihan tempat kerja, memang kondisi tempat
kerja mencerminkan perlakuan seseorang terhadap pekerjaannya dan perlakuan
terhadap pekerjaan ini mencerminkan sikapnya terhadap pekerjaan.

41
Bahkan 5S dapat dilihat sebagai kegiatan pertama untuk membiasakan diri
bekerja dengan standar. Dengan menerapkan prinsip “A Place for everything, and
everything in its place”, maka setiap pekerja dibiasakan bekerja dalam lingkungan
kerja standar “standar tempat“ yang jelas. 5S adalah huruf awal dari lima kata Jepang,
Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke, yang dalam bahasa Indonesia di
terjemahkan menjadi 5R, yaitu: Ringkas, Rapi, Resik, Rawat, dan Rajin. Kata-kata
tersebut mencerminkan urutan penerapan dari proses transformasi 5S. Beberapa
keuntungan dari penerapan 5S adalah dicapainya perbaikan dan peningkatan efisiensi,
pelayanan, keuntungan, dan keselamatan.
5S merupakan konsep yang sangat sederhana sehingga mudah dimengerti baik
tujuan maupun penerapannya. Namun, 5S ini sulit sekali diterapkan dengan benar.
Sebegitu mendasarnya sehingga banyak orang beranggapan bahwa sikap kerja yang
produktif dan tempat kerja yang tertata rapi ada dengan sendirinya, tetapi
kenyataannya menunjukan bahwa hal itu masih harus diciptakan.
Masih banyak orang yang menganggap bahwa 5S identik dengan kebersihan,
sesuatu anggapan yang tidak sepenuhnya salah dan juga tidak sepenuhnya benar.
Tetapi anda bisa melihat dan membaca melalui buku-buku atau literatur yang lain
bahwa pada dasarnya 5S merubah Basic Mentality kita dan melakukan perubahan dari
suatu hal-hal yang sederhana yang bisa kita lakukan saat ini juga.

42
2.2 Komponen-Komponen Dalam 5S
5S 5C 5R 5P
Seiri Clear-out Ringkas Pemilahan
Seiton Classify Rapi Penataan
Seiso Cleaning Resik Pembersihan
Seiketsu Conformity Rawat Pemantapan
Shitsuke Custom Rajin Pembiasaan
(Sumber: Internet)
Gambar 2.1 Siklus 5S

43
2.2.1 Seiri (Ringkas/Pemilahan)
A. Definisi: Merupakan kegiatan penyusunan, dalam arti memilah semua
peralatan, bahan, dan lain-lain di tempat kerja dan menyimpan benda yang
perlu saja (memilah antara sesuatu yang perlu dan yang tidak perlu), sekaligus
memastikan bahwa barang yang diperlukan disimpan dalam jangkauan supaya
lebih efisien dengan memperhatikan frekuensi pemakaian. Benda lainnya
dapat disimpan atau dibuang jika tidak perlu. Hal ini dapat mengurangi
ketidakefektifan dalam bekerja.
B. Tujuan:
• Menetapkan kriteria bertujuan untuk mengeliminasi yang tidak
diperlukan.
• Belajar melakukan stratifikasi manajemen, lakukan prioritas.
• Mampu melakukan orientasi pada penyebab.
C. Prinsip: Stratifikasi manajemen dan berorientasi kepada penyebab (dealing
with the cause).
D. Kegiatan-kegiatan Seiri antara lain:
• Menyingkirkan yang tidak di perlukan.
• Membersihkan tempat kerja.
• Orientasi kepada penyebab terhadap kekotoran dan kebocoran.
44
• Mengatur kembali gudang.
• Mengecek penutup dan lantai untuk mencegah kebocoran.
• Menghilangkan debu dan rumput.
• Penerapan visual management seperti pemberian label.
E. Dasar Pemilahan
Salah satu kunci pokok pemilahan adalah mendefinisikan apa yang
termasuk dalam pemilahan. Bagaimana mengetahuinya bila Anda teratur atau
tidak? Apa prinsip yang memegang peranan di sini? Jika kita memutuskan
untuk menerapkan pemilahan, bagaimana mengetahui kapan harus berhenti?
Walaupun dinyatakan bahwa pemilahan adalah seni membuang
barang, pernyataan tersebut mungkin harus diperbaiki, karena membuang
barang hanya merupakan langkah awal - meskipun langkah awal yang
penting. Mulailah dengan membuang segala sesuatu yang tidak perlu. Sambil
melakukan itu, sebaiknya perhatikan dengan cermat peralatan yang tidak
berfungsi dengan baik dan suku cadang yang rusak, lihat gambar berikut:

45
Gambar 2.2 Proses Pemilahan
Jelas, gagasan untuk membuang segala sesuatu yang tidak diperlukan
membutuhkan penilaian dan manajemen startifikasi. Jika dilakukan dengan
benar, gagasan itu juga membutuhkan pembersihan tempat-tempat yang
tercemar minyak dan tempat kotoran menumpuk sedemikian rupa sehingga
tidak dapat dilihat bentuk aslinya agar dapat diputuskan apakah akan disimpan
atau tidak. Anda tidak akan mengetahui apakah barang itu diperlukan - artinya
derajat kepentingannya – sampai barang itu terlihat bentuk aslinya yang
terbaik dan berfungsi dengan baik.
F. Stratifikasi Menurut Kepentingannya dan Memutuskan Dimana
Menyimpan Barang.
Manajemen stratifikasi mencakup memutuskan pentingnya suatu
barang, mengurangi persediaan barang yang tidak diperlukan, sekaligus

46
memastikan bahwa barang yang diperlukan disimpan dalam jarak dekat
supaya lebih efisien. Maka kunci pokok manajemen stratifikasi yang baik
adalah kemampuan untuk membuat keputusan tentang frekuensi pemakaian
(yang merupakan cara lain untuk mengatakan tingkat kepentingannya) untuk
memastikan bahwa barang berada ditempatnya (lihat tabel 2.1). Barang yang
tidak diperlukan harus disimpan jauh-jauh, sebaliknya barang yang diperlukan
disimpan di dekat kita (lihat Tabel 2.2).
Tabel 2.1 Azas Pemilahan

47
Tabel 2.2 Menyimpan Barang yang Diperlukan
Anda perlu memliki kesadaran untuk membuang barang yang rusak
atau cacat sebagaimana Anda perlu memiliki kesadaran untuk
memperbaikinya.
Sekali stratifikasi dilakukan, Anda dapat memutuskan apa yang ingin
Anda lakukan dengan barang yang tidak dipergunakan lebih dari sekali dalam
setahun. Disimpan atau dibuang? Jika Anda memutuskan untuk
menyimpannya, berapa banyak yang perlu disimpan? Sebaiknya Anda
menganggap sedikit yang Anda perlukan jika tidak sering dipergunakan. Jika
pembersihan besar dilakukan seperti ini, tidak jarang ditemukan sampah
berton-ton yang tidak diperlukan. Lakukan pembersihan lagi maka akan Anda
ketemukan lagi. Ini merupakan proses tanpa akhir.

48
G. Membuang Yang Tidak Diperlukan
Dalam melaksanakan tugas membuang yang tidak perlu, urutannya
adalah sebagai berikut:
1. Memutuskan ruang lingkup operasi (tempat kerja dan daerah mana)
dan target yang ingin dicapai.
2. Bersiap-siap
3. Melatih karyawan untuk mengenal apa yang tidak diperlukan.
4. Menentukan jumlah dan memberi nilai.
5. Melakukan pemeriksaan dan penilaian manajemen, serta memberikan
petunjuk bagaimana melakukannya dengan lebih baik di kemudian
hari.
Diagram 2.1 Diagram Ringkas/Pemilahan

49
2.2.2 Seiton (Rapi/Penataan)
A. Definisi: Kegiatan yang fokus kepada perlunya tempat kerja yang teratur.
Teratur dalam hal ini berarti menyusun peralatan dan material-material agar
cepat dan mudah mencarinya sewaktu dibutuhkan. Peralatan harus disimpan
pada tempatnya berada dan biasa digunakan untuk menghilangkan gerakan
atau aktivitas yang tidak perlu.
B. Tujuan:
• Membuat fix barang-barang di tempat kerja.
• Layout dan penempatan yang efisien (termasuk safety dan quality).
• Meningkatkan produktivitas dengan menghilangkan waktu yang
dibutuhkan untuk mencari sesuatu.
C. Prinsip: Penyimpanan secara fungsional dan efisiensi waktu dalam pencarian
sesuatu.
D. Kegiatan-kegiatannya antara lain:
• Membenahi tempat penyimpanan barang.
• Segala sesuatu harus jelas tempatnya.
• 30 detik pengambilan barang dan penempatan barang.
• Penyetandaran sistem file.
• Dibuat zone dan indikasi untuk penempatan barang.

50
• First in-first out dan menata papan pengumuman.
• Dibuat safety line lurus dan sudutnya jelas.
• Penempatan material, spare part, tools, peralatan, dan lain-lain sesuai
dengan fungsinya.
E. Teknologi Penataan
Menyimpan barang yang sebaiknya Anda lakukan. Setelah membuang
barang yang tidak diperlukan, masalah berikutnya ialah mengambil keputusan
berapa banyak yang akan disimpan dan dimana menyimpannya. Terdapat tiga
aturan dalam pentaaan, yaitu:
1. Tentukan tempat barang yang tepat.
Harus ada kriteria untuk menentukan tempat untuk barang-barang
secara tepat. Jika tidak ada krtieria dan pola tertentu, tidak mungkin
seseorang mengetahui dimana tempatnya yang tepat, dan ini berarti
akan diperlukan waktu lebih banyak untuk menyimpan atau
mengambilnya.
2. Tentukan bagaimana menyimpan barang.
Hal ini penting sekali untuk penyimpanan fungsional. Barang harus
disimpan supaya mudah ditemukan dan mudah diambil. Penyimpanan
harus dilakukan dengan memperhatikan supaya mudah ditemukan
kembali.

51
3. Taati aturan penyimpanan.
Ini berarti selalu menyimpan kembali barang ke tempatnya semula.
Manajemen persediaan barang sangat diperlukan untuk mengetahui
apakah Anda kehabisan bahan dan produk atau tidak.
KlasifikasiFungsionalSeragam Rencanakan & Tentukan:
•Format Label: bahan, warnaukuran & jenis huruf
•Siapa Pembuat Label?•Kapan harus selesai?
Laksanakan:•Pembuatan & Penempelan Label•Meninjau penerapan Rapi•langsung ditempat kerja
Pertimbangan faktor:•Minimasi pemindahanbahan, manusia & alat
•Kemudahan untukmengaksesalat / sarana bersama
•Kenyamanan suasana kerja(adanya ruang istirahat)•Kesehatan & Keselamatan
Tata letak Tempat Kerja Label /Tanda Pengenal
RAPI = PENATAAN
Tempat SimpanFrekuensiPemakaian
Sering:harian /mingguan
Kadang:2 minggu /bulana
Jarang:semester /tahunan
Stasiun Kerja
Rak /Lemari disekitar StasiunKerja
Gudang(penitipan)
Rencanakan & Tentukan:Standar NamaStandar tempat simpanPeraturan peminjaman, penyimpanan& pengembalian dokumen
Siapkan:•Tempat simpan:bahan & alat kerja
•Locker untukkaryawan
Terbuka Tertutup
Diagram 2.2 Diagram Rapi/Penataan
F. Menentukan Dimana Barang Akan Disimpan
1. Membuang Barang yang Tidak Diperlukan
Langkah pertama adalah mengurangi persediaan barang sampai setengahnya.
Sebaiknya jangan memiliki lebih dari satu barang dari setiap jenis pada suatu
waktu tertentu. Lebih dari satu berarti terlalu banyak.

52
2. Tentukan Metode Analitis Untuk Stratifikasi dan Tata Letak Penyimpanan
Ada beberapa barang yang ingin Anda simpan dekat dan barang lain di tempat
yang lebih jauh. Jenis stratifikasi inilah yang diperlukan. Apakah barang yang
disimpan dekat Anda benar-benar harus ada dekat Anda?. Dalam
melaksanakan ini, perlu dipertimbangkan tata letak seluruh bangunan. Barang
yang sering dipakai lebih baik disimpan di dekat pintu. Barang berat harus
ditempatkan sedemikian rupa sehingga dapat dipindahkan dnegan mudah.
Dalam melakukan stratifikasi ini, penting sekali untuk bekerja dalam
kerangkan kerja analitis yang sistematis.
3. Standar Pemberian Nama
Putuskan nama apa yang akan dipergunakan dan taati keputusan itu.
Penggunaan dua nama untuk barang yang sama hanya akan mengacaukan.
Ada kalanya dua barang berbeda memiliki nama yang sama. Ada pula
beberapa barang yang disebut dengan nama yang sama walaupun ada sedikit
perbedaan di antaranya.
G. Menentukan Bagaimana Menyimpan Barang
1. Pelajari Penyimpanan Fungsional
Penyimpanan fungsional adalah penyimpanan yang tentu saja dilakukan
dengan mempertimbangkan mutu, keamanan, efisiensi, dan konservasi.

53
• Ada berbagai pertimbangan mutu berdasarkan sifat produk tertentu,
tetapi yang paling penting adalah berhati-hati untuk jangan keliru
menafsirkan barang-barang dengan nama berbeda. Manusia cenderung
membuat kesalahan dengan barang yang serupa.
• Barang yang tampaknya serupa, memiliki nama yang serupa, atau
memiliki nomor yang sama harus disimpan berjauhan. Seringkali akan
membantu bila menggambar garis besar alat pada papan alat dan
menggunakan warna berbeda untuk menghindari kekeliruan.
Kemungkinan lain adalah menggunakan garis dan panel nama,
sehingga bila tombol dengan nama alat tertentu ditekan, sebuah lampu
akan menyala pada papan alat yang dikehendaki.
2. Nama dan Lokasi
Segala sesuatu harus memiliki nama yang dapat dimengerti oleh setiap orang
dan setiap orang harus memahami apa arti nama itu. Bila barang itu tidak
memiliki nama, Anda tidak dapat memberinya tempat dan tidak seorang pun
akan mengetahui dimana harus mencarinya.
• Dalam memberikan tempat penyimpanan, tentukan bukan hanya
lokasinya tetapi juga raknya. Tentukan dimana segala sesuatu akan
diletakkan dan pastikan bahwa itu benar-benar tempatnya.
• Nama barang dan lokasinya harus dijadikan satu.

54
3. Mempermudah Mengambil dan Menyimpan Barang
• Seluruh proses ini bertujuan untuk memperlancar pekerjaan, karena
bila setiap barang memiliki tempat dan ada ditempatnya masing-
masing, hal ini akan mengurangi kekeliruan dan pekerjaan menjadi
lancar.
• Juga akan membantu bila lokasi penyimpanan tidak berserakan di satu
tempat. Barang harus disimpan di tempatnya masing-masing, dan
sistem itu harus dapat dimengerti, apakah diklasifikasi menurut fungsi,
produk, proses, dan sebagainya.
• Dalam merancang fasilitas penyimpanan, barang berat harus
diletakkan di lantai atau di atas roli sehingga mudah dipergunakan.
Barang lain dapat digantung pada sangkutan, dan barang yang sring
dipakai harus paling mudah ditemukan.
• Menempatkan barang sehingga mudah ditemukan dan mudah
dipergunakan berarti mempermudah pekerjaan yang akan segera
dimulai. Sejumlah orang lebih mudah mengambil barang yang
diletakkan setinggi lutut atau bahu.
• Penting untuk memanfaatkan seluruh ruang penyimpanan yang ada.
Ini berarti merancang ruang sehingga cocok untuk menyimpan setiap
barang.

55
H. Hal-Hal yang Harus Diperhatikan Dalam Menyimpan Barang
• Garis penanda dan tempat penyimpanan barang.
• Stan, rak, dan roli.
• Mesin dan alat lain.
• Mata pisau.
• Material dan pekerjaan dalam proses.
• Persediaan untuk hal tak terduga.
• Minyak.
• Instrumen dan alat ukur.
• Barang besar.
• Barang kecil dan barang yang banyak dipakai.
• Sediaan barang untuk diberi label dan untuk dipamerkan.
I. Menambah Warna Pada Tempat Kerja (Strategi Pengecatan)
Lantai :
Semua lingkungan kerja dicat dengan warna yang tidak menimbulkan stress.
Tempat istirahat sebaiknya memakai warna yang berkesan rileks.
Lantai dapat dicat setelah layout telah benar-benar ditentukan dan semua
barang mempunyai tempat yang pasti.

56
Menggambar garis di lantai
Sekali warna lantai telah ditentukan, maka lantai dapat dibagi menjadi bagian-
bagian dengan menggunakan garis.
Garis pemisah
Garis pemisah adalah garis yang membedakan lorong dan tempat
kerja. Meskipun biasanya garis-garis tersebut berwarna kuning, tetapi
dapat juga digunakan warna putih.
Garis jalan keluar / masuk
Jalan keluar / masuk harus dibuat dan diberi tanda. Ini yang dikenal
sebagai garis keluar / masuk
Garis pintu masuk
Kebanyakan kita telah mengalami bahwa pintu tiba-tiba terbuka
langsung di depan. Penting mengetahui dari arah mana pintu terbuka.
Garis arus lalu lintas
Hal yang penting adalah menetapkan kebijakan arus lalu lintas untuk
tempat berjalan dan berkendara di dalam pabrik. Ini adalah cara utama
untuk menghindari tabrakan dan kecelakaan.
Pola selang – seling
Pola selang-seling terdiri atas garis miring kuning dan hitam, yang
berfungsi sebagai tanda bahaya.

57
Garis ruang penyimpanan
Ruangan untuk tempat penyimpanan harus jelas dipisahkan dengan
garis. Contoh utama adalah meja & tempat kerja yang digunakan
untuk menyimpan pekerjaan yang sedang berlangsung.
2.2.3 Seiso (Resik/Pembersihan)
A. Definisi: Terkait kegiatan untuk menciptakan tempat kerja yang selalu bersih.
Perlunya untuk membersihkan tempat kerja tiap akhir shift. Kuncinya adalah
kebersihan harus senantiasa dilakukan sehari-hari, bukan hanya pada saat
tempat kerja sudah kotor.
B. Tujuan:
• Derajat kebersihan disesuikan dnegan kebutuhan. Pencapaian nihil
kotoran dan nihil debu.
• Menemukan masalah kecil pada saat inspeksi kebersihan.
• Mengerti bahwa kebersihan merupakan bagian dari inspeksi.
C. Prinsip: Cleaning merupakan item inspeksi dan derajat dari kebersihan
dinilai.
D. Kegiatan-kegiatannya adalah:
• Mengatur prosedur kebersihan harian.
• Melakukan kebersihan di area kerja.

58
• Melakukan inspeksi cleaning dan memperbaiki masalah kecil yang ada
di area kerja.
• Membersihkan tempat yang tidak diperhatikan orang.
• Membuat prioritas 5S.
E. Sasaran Seiso
1. Area Penyimpanan
Kategori ini termasuk bermacam-macam barang dan tempat.
2. Peralatan
Kita harus selalu merawat mesin kita sendiri dan menjaga kebersihan
serta kerapiannya.
3. Lingkungan
Bila tempat dimana kita bekerja setiap hari tertutup dengan debu yang
melekat, kita akan dengan mudah mengalami depresi.
F. Ancangan Tiga Langkah
Pada umumnya terdapat tiga langkah pembersihan yang benar.
Pertama, aktivitas tingkat makro membersihkan segala sesuatu dan mencari
cara untuk menangani penyebab keseluruhan yang berkaitan dengan
keseluruhan gambaran. Kedua, tingkat individual menangani tempat kerja

59
khusus dan mesin khusus. Ketiga, tingkat mikro, dimana suku cadang dan alat
khusus dibersihkan dan penyebab kotoran dicari dan diperbaiki.
Gambar 2.3 Ancangan Tiga Langkah
G. Membersihkan Tempat Kerja dan Peralatan
Prosedur
Ada empat langkah yang harus diikuti:
1. Bagi daerah itu menjadi beberapa bagian dan alokasikan tanggung
jawab untuk tiap bagian.
2. Tentukan apa yang harus dibersihkan, urutannya, dan kemudian
kerjakan. Selain itu, setiap orang harus memahami pentingnya
pembersihan sehingga sumber masalahnya dapat dianalisis.
3. Revisi cara melakukan pembersihan dan alat yang dipergunakan
sehingga tempat yang sukar dibersihkan akan mudah dibersihkan.
4. Tentukan aturan yang harus ditaati supaya barang tampak seperti apa
yang dikehendaki.

60
Gambar 2.4 Mempromosikan Tempat Kerja yang Lebih Bersih
Daerah dan Tanggung Jawab
Dalam mengalokasikan tanggung jawab untuk aktivitas 5S, sebaiknya
diawali dengan tanggung jawab kelompok untuk daerah tertentu. Kemudian
Anda dapat membuatnya menjadi tanggung jawab kelompok dengan satu
orang sebagai pemimpin kelompok.
Pergantian Tanggung Jawab
Tanggung jawab bersama berarti merupakan tanggung jawab setiap
orang, tetapi seringkali diartikan bukan sebagai tanggung jawab seseorang.
Sejumlah perusahaan mencoba mengatasinya dengan memberikan tanggung
jawab secara bergantian kepada anggota kelompok itu. Caranya adalah
dengan melakukan pergantian harian yang bertujuan untuk menyebarkan
tanggung jawab. Dalam menyebarkan tanggung jawab untuk jenis pekerjaan

61
yang tidak disukai orang, seseorang ketika menyelesaikan pekerjaannya harus
memastikan bahwa pekerjaan ietu diserahterimakan kepada orang berikutnya.
Jika tidak ada tanggung jawab individual yang digariskan dengan jelas dan
tidak ada semangat kerjasama dalam memelihar daerah tanggung jawab
kelompok, tidak mungkin diharapkan kerjasama yang baik.
Membuat Peta Tanggung Jawab
Dalam aktivitas 5S, sebaiknya pekerjaan dimulai dengan menganggap
tanggung jawab individual dengan pengertian bahwa orang wajib saling
membantu dalam mengerjakan bagian yang benar-benar sulit. Anda dapat
mulai dengan membuat peta daerah tanggung jawab individual. Dalam
melakukan ini, semua tugas harus diberikan sejelas mungkin dan tidak ada
satupun yang tidak didefinisikan, tidak ditugaskan atau masih kabur.
RESIKRESIK
SaranaSarana KebersihanKebersihan OperasiOperasi PembersihanPembersihan AwalAwal ResikResik per Area /per per Area /per alatalat
Rencanakan & laksanakan :• Apa, berapa dan dimana
jenis Alat Kebersihan yang efektif untuk kondisitempat kerja kita
• Denah letak alat-alatkebersihan
Rencanakan & laksanakan :• Kapan & bagaimana kami
bersama-sama membersihkan atap, langit-langit & dinding ?
• Alat apa saja yang dibutuhkanuntuk kegiat- an membersihkan atap danlangit-langit ?
• Dalam jangka waktu berapalama atap & langit - langitperlu dibersihkan satukali?
Rencanakan & Laksanakan :• Peta dan Label tanggung-
jawab RESIK• Standar warna cat• Denah dan Jadwal
Pengecatan• Perluasan ke area / alat
lainnya
Diagram 2.3 Diagram Resik/Pembersihan

62
2.2.4 Seiketsu (Rawat/Pemantapan)
A. Definisi: Kegiatan ini adalah untuk menjaga sesuatu terorganisir, tertata, dan
besih dalam arti merawat apa yang sudah ada.
B. Tujuan:
• Standar manajemen untuk memelihara 5S.
• Melakukan inovasi dengan ”visual management” sehingga
keabnormalan dapat terlihat dengan jelas.
C. Prinsip: Visual management dan standarisasi.
D. Kegiatan-kegiatannya antara lain:
• Manajemen secara visual dan penyetandaran 5S (tanda ok, tanda arah,
tanda arah buka dan tutup, dan lain-lain).
• Daerah yang berbahaya ditandai dengan benar.
• Pemberian kode warna pipa dan label tanda peringatan.
E. Menampilkan Ketidaknormalan dengan Kontrol Visual
Karena oranglah yang mengendalikan dan mengatur sesuatu, karyawan
Anda harus dapat membedakan antara yang normal dengan yang tidak dan
melakukan suatu tindakan.

63
Ketidaknormalan seringkali merupakan segala sesuatu yang membuat
seseorang yang tidak mencarinya gagal menemukannya, tetapi seseorang yang
waspada dan penuh perhatian akan menemukannya.
Bagaimana Anda dapat memastikan bahwa ketidaknormalan timbul ke
permukaan? Dalam pekerjaan sehari-hari, kita menggunakan pikiran untuk
mengingat segala sesuatu dan kelima panca indra untuk melaksanakan tugas
terbaik kita. Yang penting adalah mengubah indra statis kita menjadi
kesadaran yang dinamis. Telah diperkirakan bahwa 60% aktivitas manusia
berawal dengan penglihatan. Itulah sebabnya, mengapa manajemen visual
kadang-kadang disebut sebagai penjelmaan kesadaran visual.
F. Yang Ditonjolkan Oleh Manajemen Visual
Berikut ini diringkaskan apa yang ditonjolkan dalam manajemen visual
dan yang membuatnya lebih mudah divisualisasikan:
Gambar 2.5 Manajemen Visual yang Ditonjolkan

64
G. Alat dan Metode Untuk Kontrol Visual
Sudah jelas bahwa Anda memerlukan alat bantu visual dalam kontrol
visual. Anda harus melatih keterampilan dalam merancang alat kreatif untuk
memperlancar proses ini. Tentu saja salah jika hanya mengandalkan tanda
visual saja dan Anda juga memerlukan keempat indra lain untuk membantu
orang memiliki pemahaman menyeluruh tentang apa yang sedang terjadi.
Untuk memberikan gambaran tentang berbagai jenis peragaan kontrol
visual yang dibutuhkan, misalnya ada:
• Peragaan untuk membantu orang mencegah membuat kesalahan
operasi.
• Waspada terhadap bahaya.
• Indikasi dimana barang harus diletakkan.
• Penandaan peralatan.
• Peringatan untuk berhati-hati dan cara operasi.
• Peragaan pemeliharaan preventif.
• Instruksi.
H. Metode Manajemen Visual
Label
Peralatan harus diberi label dengan nama dan fungsinya. Hal ini berlaku untuk
setiap barang.

65
• Minyak pelumas. Ini adalah salah satu barang yang paling mudah
dimengerti dan setiap wadah harus diberi label dengan jenis (mutu)
minyak, warna, dan untuk apa.
• Label manajemen presisi. Ini harus menunjukkan derajat presisi,
tingkat manajemen dan periode berlakunya.
• Label pemeriksaan tahunan. Pada dasarnya sama dengan stiker
pemeriksaan pada mobil Anda yang menunjukkan kapan harus
diperiksa. Label harus ditempelkan pada semua peralatan sehingga
Anda tidak kehilangan satu pemeriksaan pun.
• Label temperatur. Ada banyak hal yang dapat Anda lakukan untuk
menunjukkan derajat panas, termasuk label khusus dan pewarnaan.
Beberapa barang dapat berubah dengan berubahnya temperatur dan
yang lain mencatat temperatur tertinggi sehingga Anda dapat
menemukan masalah yang timbul seketika, meskipun kebetulan Anda
tidak berada di tempat itu pada saat itu.
• Label tanggung jawab. Label ini harus menunjukkan siapa yang
bertanggung jawab atas apa. Setiap orang harus bertanggung jawab
atas sesuatu, dan segala sesuatu harus menjadi tanggung jawab
seseorang.

66
• Label lain. Di antara beberapa label lain yang dapat Anda pergunakan
adalah label yang menunjukkan barang itu untuk apa dan menarik
perhatian orang untuk memperhatikan keamanan khusus.
• Label daerah pada meteran. Pada setiap meteran harus ada petunjuk
yang jelas tentang nilai normal apa dan dimana daerah berbahayanya.
Hal ini harus dicatat dengan jelas di label, mungkin ditekankan dengan
pemberian kode warna. Prinsip yang sama berlaku untuk persediaan
barang, dan harus ada beberapa indikasi visual bila saatnya tiba untuk
memesan ulang.
• Tanda cocok. Dengan membuat garis pada mesin dan pada baut atau
sekrup, Anda dapat mengetahui dengan jelas kapan baut atau sekrup
diputar dengan kencang. Selain itu, gagal menyatu dengan garis
memberikan tanda visual dengan segera bahwa baut itu lepas.
• Tanda posisi. Merupakan gagasan yang baik memberikan tanda posisi
kecil dimana barang disimpan. Buat gambar telapak kaki dimana orang
harus berdiri. Buat tanda di lantai untuk menunjukkan daerah
berbahaya. Buat garis untuk menunjukkan dimana alat harus berhenti.
Pasang berbagai tanda visual sehingga setiap orang dapat melihat apa
yang sedang terjadi dan untuk mengantisipasi apa yang akan terjadi
kemudian.
67
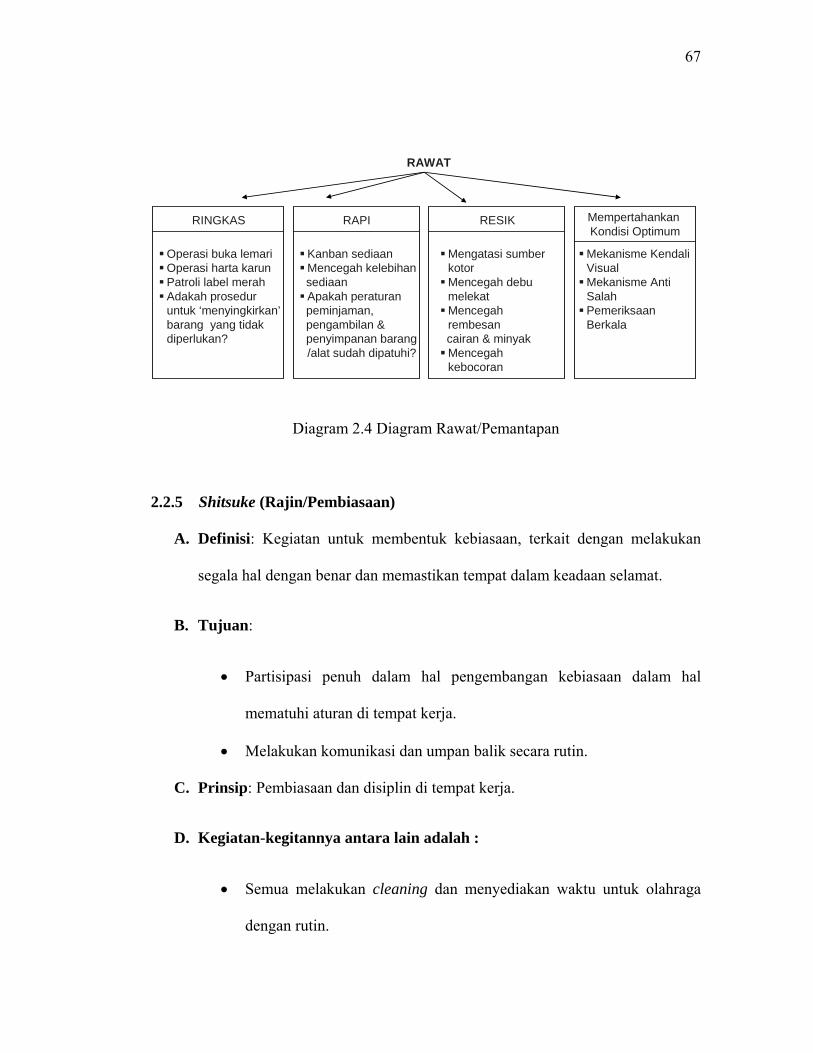
RAWAT
RAPI
Kanban sediaanMencegah kelebihansediaanApakah peraturanpeminjaman, pengambilan & penyimpanan barang/alat sudah dipatuhi?
MempertahankanKondisi Optimum
Mekanisme KendaliVisualMekanisme Anti SalahPemeriksaanBerkala
RESIK
Mengatasi sumberkotorMencegah debumelekatMencegahrembesancairan & minyakMencegahkebocoran
RINGKAS
Operasi buka lemariOperasi harta karunPatroli label merahAdakah proseduruntuk ‘menyingkirkan’barang yang tidakdiperlukan?
Diagram 2.4 Diagram Rawat/Pemantapan
2.2.5 Shitsuke (Rajin/Pembiasaan)
A. Definisi: Kegiatan untuk membentuk kebiasaan, terkait dengan melakukan
segala hal dengan benar dan memastikan tempat dalam keadaan selamat.
B. Tujuan:
• Partisipasi penuh dalam hal pengembangan kebiasaan dalam hal
mematuhi aturan di tempat kerja.
• Melakukan komunikasi dan umpan balik secara rutin.
C. Prinsip: Pembiasaan dan disiplin di tempat kerja.
D. Kegiatan-kegitannya antara lain adalah :
• Semua melakukan cleaning dan menyediakan waktu untuk olahraga
dengan rutin.

68
• Kenakan alat safety dengan baik.
• Latihan terhadap penanganan keadaan darurat (emergency).
• Pembuatan manual 5S.
• Pembiasaan disiplin ditempat kerja.
E. Pembentukan Kebiasaan
Tidak terlalu sulit memiliki kebiasaan untuk melaksanakan apa yang
diharapkan dari Anda.
• Biasakan (sistematisasi) perilaku jika Anda menginginkan hasil yang
baik.
• Perbaiki komunikasi dan pelatihan untuk memperoleh mutu yang
terjamin.
• Atur supaya setiap orang mengambil bagian dan setiap orang
melakukan sesuatu, kemudian mengimplemetsikannya.
• Atur segala sesuatu sehingga setiap orang merasa tanggung jawab atas
apa yang mereka kerjakan.
Orang harus mengungkapkan dengan kata-kata tanggung jawab
masing-masing setiap hari, dan mereka harus
melaksanakannya.
Jika mereka membuat kesalahan, manajemen harus
menunjukkannya dan memastikan bahwa hal itu diperbaiki.

69
↓
• Inilah cara melembagakan praktik yang baik, dan bagaimana Anda
menciptakan tempat kerja yang disiplin.
↓
• Setiap orang bekerja sama memperkuat tim dan memperkuat
perusahaan.
F. Kampanye Ketaatan Pada Peraturan
Praktik adalah cara terbaik untuk memastikan bahwa orang-oarang dapat
melakukan apa yang harus mereka lakukan setiap hari. Walaupun rutinitas
sehari-hari harus selalu memperkuat kebiasaan baik, seringkali hal itu
merupakan pekerjaan yang membosankan serta menghalangi kemampuan
seseorang. Itulah sebabnya Anda harus membuat tema khusus untuk
membahas latihan dan menyuruh setiap orang mempraktikan hal yang sama.
Usahakan supaya Anda dapat menemukan suatu cara untuk membuat
permainan mengenai hal itu – mula-mula untuk kesenangan kemudian sebagai
kompetisi. Sekalipun orang telah mengetahui bagaimana melakukan sesuatu,
mempraktikan dengan cara ini akan menyegarkan ingatan dan mengasah
keterampilan.

70
PenjabaranQuality Objective
OrganisasiPembelajar
KebiasaanPositif
InformasiTepat Waktu
•Tepat janji•Tepat waktu•Tata cara komunikasi
telepon•One sheet report•One point lesson•Kaizen Visual
Information board•Satu ide kaizen
perorang per bulan
•Jabarkan Qualityobjective sampai tingkatperorangan
• Monitor dan evaluasipencapaian Q.O.
• Sesi umpan balik
•Rencanakan &Laksanakan
•Pembagian kelompokbelajar
•Penetapan tema belajardan jadwal pertemuan
•Jadwal & kegiatankelompok belajar
Butir informasi:• Efisiensi• Produktivitas•Efektivitas•Cycle Time•Set up Time•Break Down•Delay•Hasil Evaluasi 5R•Kegiatan KAIZEN •dll.
RAJIN
Diagram 2.5 Diagram Rajin/Pembiasaan
2.3 Tujuan dan Manfaat 5S
Tujuan dari penerapan 5S:
• Mengeliminasi waste/pemborosan (barang, waktu, tempat).
• Aktivitas 5S lebih menekankan pada pentingnya keteraturan pada tempat
kerja. Hal ini merupakan pentingnya dalam hal pencegahan terhadap
accident, pencegahan kebakaran atau tergelincir karena kebocoran oli.
• Untuk meningkatkan efisiensi ditempat kerja, misalnya waktu yang
dibutuhkan dalam pencarian alat-alat dapat dikurangi jika alat-alat tersebut
diatur rapi dan mudah dikenali penempatanya.
• 5S berpengaruh juga terhadap quality, khususnya pencegahan kontaminasi
dalam produk.

71
• Menjaga lingkungan kerja dalam keadaan baik, mewujudkan tempat kerja
yang nyaman dan pekerjaan yang menyenangkan.
• Melatih manusia pekerja yang mampu mandiri mengelola pekerjaannya.
• Mewujudkan perusahaan bercitra positif di mata pelanggan tercermin dari
kondisi tempat kerja.
Manfaat dari penerapan 5S:
• Meningkatkan kualitas.
• Mencapai standarisasi kerja.
• Mengurangi waktu lembur dan waktu siklus.
• Mengurangi biaya simpan dan mengurangi downtime mesin
• Meningkatkan moral pekerja.
• Lingkungan kerja menjadi bersih dan rapi.
• Peningkatan produktivitas para pekerja dan menambah motivasi kerja.
• Mengurangi pemborosan serta mengurangi tingkat kecelakaan.
• Memberikan keamanan dan keselamatan dalam bekerja.
• Menumbuhkan kedisiplinan dalam bekerja.
• Meningkatkan keuntungan.

72
2.4 5S + 1 (SAFETY)
Seiring dengan penggunaan program 5S di perusahaan-perusahaan ataupun
organisasi, maka berbagai macam faktor ditambahkan ke dalam komponen 5S. Salah
satu faktor yang sangat berkaitan dengan 5S adalah faktor keselamatan (safety).
Faktor keselamatan merupakan faktor yang sangat penting, bahkan di beberapa
perusahaan menjadi pokok bahasan tersendiri dan program tersendiri sebagai wujud
keseriusan perusahaan terhadap keselamatan dan untuk mencapai tingkat keselamatan
yang tinggi. Untuk itu pula di beberapa perusahaan yang menerapkan 5S, faktor
safety kerap kali dikaitkan dan ditambahkan ke dalam program yang kemudian
dikenal sebagai sistem 5S + 1 (Safety). Sistem 5S sendiri memberikan manfaat dan
kontribusi yang besar dalam hal pencapaian dan peningkatan angka keselamatan di
pabrik. Oleh karena itu, faktor safety ini dirasa perlu untuk dikaitkan dan dijalankan
seiring dengan sistem 5S.
5S + 1 (Safety) merupakan salah satu sistem yang menawarkan cara untuk
meng-upgrade performa perusahaan ataupun organisasi dengan fokus pada efektivitas
organisasi lingkungan kerja dan standarisasi prosedur kerja. 5S + 1 (Safety) akan
menyederhanakan lingkungan kerja Anda bersamaan dengan itu juga memperbaiki
efisiensi kualitas serta keamanan kerja (safety).

73
Filosofi 5S + 1 (Safety)
Proses improvement yang apabila diterapkan secara penuh & berkelanjutan akan
memberikan:
1. Pengaruh peningkatan moral dari para pekerja secara menyeluruh.
2. Menciptakan kesan yang positif dari pihak customer/pelanggan.
3. Meningkatkan efisiensi perusahaan ataupun organisasi.
Alasan Penerapan 5S + 1 (Safety):
1. Kerapian dan kebersihan lingkungan kerja akan memberikan kenyamanan dan
keselamatan kerja.
2. Kerapian dan kebersihan lingkungan kerja akan meningkatkan produktivitas
kerja.
3. Kerapian dan kebersihan lingkungan kerja akan meningkatkan efisiensi
terhadap waktu kerja.
4. Kerapian dan kebersihan lingkungan kerja akan menghasilkan produk
berkualitas dengan jumlah defect yang rendah.
5. Kerapian dan kebersihan lingkungan kerja akan mempromosikan
organisasi/perusahaan, control secara visual dan kebersihan terhadap
pelanggan ataupun calon pelanggan.

74
2.5 Metode Analisis Data dan Pemecahan Masalah
2.5.1 Diagram Pareto
Pareto chart menyediakan fakta yang dibutuhkan untuk memilih prioritas
kendala/resiko yang hendak diperbaiki. Pareto chart bekerja dengan memaparkan
dan mengorganisir informasi untuk menunjukkan kepentingan relatif dari berbagai
masalah atau penyebab masalah. Adapun bentuk dari Pareto chart ini sendiri
merupakan hubungan antara sumbu horizontal yang menempatkan item dalam urutan
(dari nilai tertinggi hingga terendah) dengan nilai satuan dari item itu sendiri seperti
frekuensi, harga, dan waktu.
Menempatkan masalah dalam urutan frekuensi yang semakin menurun, akan
mempermudah penentuan masalah yang paling penting dan akar penyebab masalah
yang memberikan dampak terbesar. Dengan demikian tim dapat fokus pada usaha
penanggulangan dari dampak potensial terbesar tersebut.
Dalam pareto chart ini dikenal apa yang dinamakan The Pareto Principles,
yang menyatakan bahwa ketika beberapa faktor mempengaruhi situasi, faktor yang
paling sedikit akan memberikan dampak yang paling tinggi. Gunakanlah pareto chart
untuk mengidentifikasikan beberapa isu vital dengan menerapkan aturan
perbandingan 80:20, artinya 80% peningkatan dapat dicapai dengan memecahkan
20% masalah terpenting yang dihadapi.

75
2.5.2 Diagram Sebab-Akibat (Fishbone Diagram)
Diagram sebab akibat dibuat oleh Kaurou Ishikawa pada tahun 1943 dan
kemudian disebut sebagai diagram Ishikawa. Pada tahun 1950 di Jepang, Kaurou
Ishikawa menjadi salah satu cara untuk menggambarkan penyebab dari suatu
masalah. Diagram fishbone-nya ata yang lebih dikenal dengan Ishikawa Fishbone
membantu menangkap dan menggambarkan berbagai kemungkinan penyebab dari
suatu masalah dan menjadi suatu standar dalam analisis akar masalah (root cause
analysis). Dimulai dengan masalah, kemudian dijabarkan berbagai kemungkinan
penyebab dengan membagi cabang menjadi beberapa kategori seperti tulang ikan.
Kategori-kategori tersebut diantaranya adalah material, method, machine,
measurement, environment, dan people.
Gambar 2.6 Diagram Sebab-Akibat
Cause and Effect analysis mengelompokkan dan menghasilkan hipotesa
tentang kemungkinan-kemungkinan penyebab masalah dalam suatu proses dengan

76
mendaftarkan seluruh penyebab dan efek yang ditimbulkan dari problem yang
ditemukan. Alat analisis ini menyusun sejumlah informasi dengan menunjukkan
hubungan antara kejadian dengan kemungkinan/ penyebab aktualnya dan
menyediakan gambaran tentang “mengapa terjadi masalah dan apa kemungkinan efek
yang diakibatkan dari masalah tersebut”.
Cause and Effect analysis memberi peluang bagi problem solver untuk
memperluas pemikiran mereka dan melihat gambaran keseluruhan dari masalah.
Diagram cause and effect dapat merefleksikan baik penyebab masalah yang
menghambat pencapaian keadaan ideal yang diinginkan maupun faktor lain yang
berguna dalam pencapaian keadaan ideal tersebut.
2.5.3 Root Cause Analysis (5 Whys)
Salah satu metode yang dapat digunakan untuk menggali akar penyebab
masalah (root cause analysis) adalah dengan menggunakan metode 5Whys.
5 Whys adalah suatu metode untuk menggali penyebab masalah yang lebih
mendalam secara sistematis untuk menemukan cara penanggulangan yang lebih
dalam pula. Mengidentifikasi akar penyebab masalah dan mengembangkan tindakan
penanggulan.
Metode ini pertama kali dikembangkan oleh Sakichi Toyoda dan digunakan
sebagai metodologi Toyota Motor Corporation selama perkembangan manufaktur

77
mereka. Metode ini merupakan bagian penting dari proses penyelesaian masalah yang
menjadi bagian dari Toyota Production System.
Taiichi Ohno seorang manajer Toyota pada tahun 1950 menjelaskan bahwa
metode 5 Whys adalah dasar dari pendekatan ilmiah Toyota. Ia mengatakan
“pemecahan masalah yang sebenarnya membutuhkan identifikasi ‘akar penyebab’
bukan ‘sumber’, akar penyebab terletak tersembunyi di balik sumber”. Dengan
mengulang bertanya mengapa sebanyak lima kali, masalah yang sebenarnya akan
ditemukan begitu juga dengan solusinya.
Metode 5 Whys ini sangat berguna ketika permasalahan yang diangkat
melibatkan faktor manusia (human factors) atau interaksi.
Manfaat 5 Whys:
• Membantu mengidentifikasi akar penyebab (root cause) dari suatu
permasalahan.
• Menentukan hubungan antara akar penyebab yang berbeda-beda dari suatu
permasalahan.
• Merupakan tools yang sederhana, mudah untuk diselesaikan tanpa analisis
secara statistik.
Cara mengerjakan 5 Whys:
1. Tulis/jabarkan masalah yang ditemukan. Dengan menulis atau menjabarkan
masalah akan membantu dalam menyusun atau merumuskan masalah dan

78
menjelaskannya dengan lengkap. Ini juga membantu tim untuk tetap fokus
pada permasalahan yang sama.
2. Bertanya mengapa masalah dapat terjadi dan menuliskan jawabannya dibawah
masalah.
3. Jika jawaban yang dikemukakan belum mengena pada permasalahan yang
dijabarkan pada step 1, maka lanjutkan bertanya mengapa dan tulis
jawabannya ke bawah.
4. Terus lakukan step 3 hingga tim setuju bahwa akar penyebab masalah telah
ditemukan. Bertanya mengapa ini dapat dilakukan kurang atau lebih dari lima
kali.
Berikut beberapa bentuk penulisan 5Whys:
Gambar 2.7 Bentuk Root Cause Analysis Menggunakan Metode 5 Whys - 1

79
Gambar 2.8 Bentuk Root Cause Analysis Menggunakan Metode 5 Whys - 2
Gambar 2.9 Bentuk Root Cause Analysis Menggunakan Metode 5 Whys – 3

80
5 Whys dan Fishbone Diagram
Metode 5 Whys dapat digunakan secara individual/berdiri sendiri atau dapat
menjadi bagian dari fishbone diagram. Fishbone diagram membantu dalam
mengungkapkan keseluruhan penyebab (cause) yang mungkin/potensial dari suatu
masalah. Setiap inputs cause yang dijabarkan pada fishbone diagram dapat digunakan
pada metode 5 Whys untuk digali lebih dalam lagi akar penyebabnya.