asamblari sudate
TRANSCRIPT
TEMĂ PROIECT
ASAMBLĂRI SUDATE
1
CUPRINS
ARGUMENT.................................................................................................................................................3
CAPITOLUL I - Materiale folosite la sudare cu flacără de gaze.....................................................................5
1.1.Gazele si lichidele combustibile folosite la sudare................................................................................5
1.2. Componentele unei instalatii pentru sudarea cu flacara de gaze.......................................................11
CAPITOLUL II - Tehnologia de sudare cu flacara de gaze...........................................................................13
2.1. Regimul de sudare..............................................................................................................................13
2.2.Pregătirea rostului de sudare..............................................................................................................15
2.3. Metode de sudare..............................................................................................................................15
2.5. Tratamentele termice.........................................................................................................................16
CAPITOLUL III - Tehnologia de sudare a principalelor aliaje feroase si neferoase.....................................17
3.1. Sudarea oţelurilor carbon...................................................................................................................17
3.2. Sudarea otelurilor slab aliate..............................................................................................................18
3.3. Sudarea otelurilor aliate.....................................................................................................................18
3.5. Sudarea metalelor si aliajelor neferoase............................................................................................19
CAPITOLUL IV.............................................................................................................................................21
4.1.Sudarea automată...............................................................................................................................21
Sudarea oxiacetilenică...............................................................................................................................21
CAPITOLUL V - Controlul calităţii sudurilor................................................................................................23
5.1. Controlul defectoscopic distructiv......................................................................................................23
5.2. Controlul efectuat cu aparaturii de control defectoscopic nedistructiv.............................................23
5.3. Controlul defectoscopic cu pulberi magnetice...................................................................................24
5.4. Controlul defectoscopic cu lichide penetrate.....................................................................................25
5.5. Controlul defectoscopic cu ultrasunete..............................................................................................26
CAPITOLUL VI - Norme privind sănătatea şi securitatea în muncă...........................................................27
BIBLIOGRAFIE............................................................................................................................................30
ANEXE........................................................................................................................................................31
2
ARGUMENT Asamblările nedemontabile sunt cele pentru a căror desfacere este necesară
distrugerea parţială sau totală a organului de asamblare sau a pieselor componente.
Sudarea este procedeul de asamblare a doua sau mai multe piese prin topirea
locală a acestora cu sau fără material de adaos. Procedeele de sudare sunt: sudarea prin topire cu gaze (oxiacetilenică), cu arc electric, cu hidrogen atomic, alumino -termic.
Utilaje folosite la aplicarea procedeului de sudare sunt: surse de curent electric continuu, alternativ, portelectrodul, cleme de contact, masca de sudare.
Îmbinarea sudată a unui ansamblu este partea formată din sudură şi zonele
învecinate acestuia. Indiferent de procedeul de sudare aplicat la execuţia îmbinărilor sudate , sudura trebuie să asigure rezistenţa necesară construcţiei respective, precum şi continuarea de material . La procedeele de sudare prin topire, sudura de îmbinare se formează în general din metal de adaos, depus în rostul cusăturii, adică în spaţiul delimitat de marginile pieselor de sudat, la procedeele de sudare prin presiune, sudura rezultă în urma întrepătrunderii materialelor celor doua piese în stare plastică sau de topire superficială. Formele şi dimensiunile rosturilor sunt foarte importante pentru realizarea îmbinărilor sudate de calitate de aceea, pentru cele mai folosite procedee industriale rosturile sunt standardizate.
La stabilirea formei rostului se ţine seamă de grosimea şi calitatea materialului tablelor precum şi energia calorică de sudare introdusă în unitatea de timp la aplicarea procedeului de sudare respectiv.
La procedeele mecanizate sau automate, sudura este formată în cea mai mare
parte din metalul de baza, iar în multe cazuri la tablele subţiri sau de grosime mijlocie nu este folosit metal de adaos.
În acest fel, pe lângă că se obţine o sudură mai omogenă în raport cu materialul de bază , mai rezultă şi alte avantaje :
volumul de prelucrare mai redus la piesele de sudat;
consum mai redus de material de adaos;
cost mai redus al îmbinării etc. În general, este economic ca rosturile să nu fie prelucrate, adică marginile
3
pieselor să fie plane.
Tablele subţiri se sudează cu rostul în I, ceea ce se obţine prin simpla alăturare a materialelor neprelucrate .
O îmbinare des întalnită în construcţiile sudate este îmbinarea de colt, care rezultă după sudare, prin alăturarea pieselor neprelucrate cu laturile marginilor perpendiculare între ele.
Pentru tablele şi piesele de grosimi mari, în funcţie de procedeul de sudare aplicat, marginile se prelucrează prin teşirea muchiilor în diferite forme.
După teşire şi prin alăturarea capetelor, se obţin diferite rosturi sau combinaţii de rosturi:
- rosturi în V, Y, X, U, K, ½V etc;
- combinaţii de rosturi în V/I, U/V, ZY etc.
Diferite rosturi sau combinaţii se execută în funcţie de grosimea pieselor de sudat, de poziţia în spaţiu, de clasă de execuţie a îmbinării etc.
Îmbinarea tablelor suprapuse prin procedeele de sudare prin topire se realizează prin suduri de colţ sau suduri în găuri, în funcţie de destinaţia ansamblului sudat.
Formele, dimensiunile rosturilor diferitelor îmbinări se consideră cele care rezultă după executarea sudurilor de prindere în vederea ansamblării sau după poziţionarea şi fixarea pieselor de sudat în dispozitivele de manipulare sau de asamblare înaintea operaţiei de sudare.
În ţara noastră, pentru diferite procedee de sudare, ţinând seama de sursa de energie folosită la sudare, formele şi dimensiunile rosturilor sunt standardizate.
În standarde, dupa ce se arată forma rostului şi dimensiunile respective, se indică şi forma îmbinării care rezultă după sudare. Sunt standardizate formele şi dimensiunile rosturilor pentru diferite procedee de sudare, după cum urmează: cu flacără de gaze, cu arc electric pentru sudarea manuala cu electrozi, pentru sudarea automată şi semiautomată sub flux, în mediu de gaz protector etc.
4
CAPITOLUL I.
Materiale folosite la sudare cu flacără de gaze. Sudarea cu flacără de gaze face parte din categoria procedeelor de sudare ce utilizează energia termo—chimică. Sursa de energie termică folosită pentru a încălzi local piesele la temperatura de topire o formează flacăra de gaze.
Cu flacăra de gaze se pot suda oţeluri nealiate şi aliate, fontă cenuşie, metalele neferoase şi aliajele lor (Al, Cu, Zn, Ni, Mg, Am, Bz etc.) precum şi metalele preţioase.
Pentru executarea îmbinărilor prin sudare cu flacără de gaze sânt necesare următoarele: gazul combustibil, oxigenul, materialul de adaos, fluxurile sau fondanţii.
1.1.Gazele si lichidele combustibile folosite la sudare.
Pentru sudare cu flacăra de gaze, ţinând seama de temperatura ridicată de topire a metalelor şi aliajelor de sudat, este necesar să se foloseasca gaze cu putere calorică mare. Gazele şi lichidele combustibile folosite la sudarea cu flacără sânt: acetilena, gazul metan, hidrogenul, diferite gaze petroliere, de cocserie, vapori de benzină etc. Acetilena are puterea calorica de 54 410 kj/m3 N şi constituie gazul cel mai propiu sudării. Prin ardere oxigenul dezvoltă o temperatură foarte înaltă, cuprinsă între 3100 şi 3200 grade C.
5
Prezintă dezavantajul că în amestec cu oxigenul sau aerul este explozivă,
din care cauza sânt necesare măsuri speciale de securitate. Acetilena se obţie din carbură de calciu care în contact cu apa dă reacţia:
CaC2 +2H2O = C2H2 +Ca(OH)2 +O
Carbura de calciu se fabrică din oxid de calciu şi cărbune pe cale electrochimica; aspectul ei este de granule compacte de culoare galben- brună până la negru -albastru, iar spărtura proaspătă are o structură cristalină.
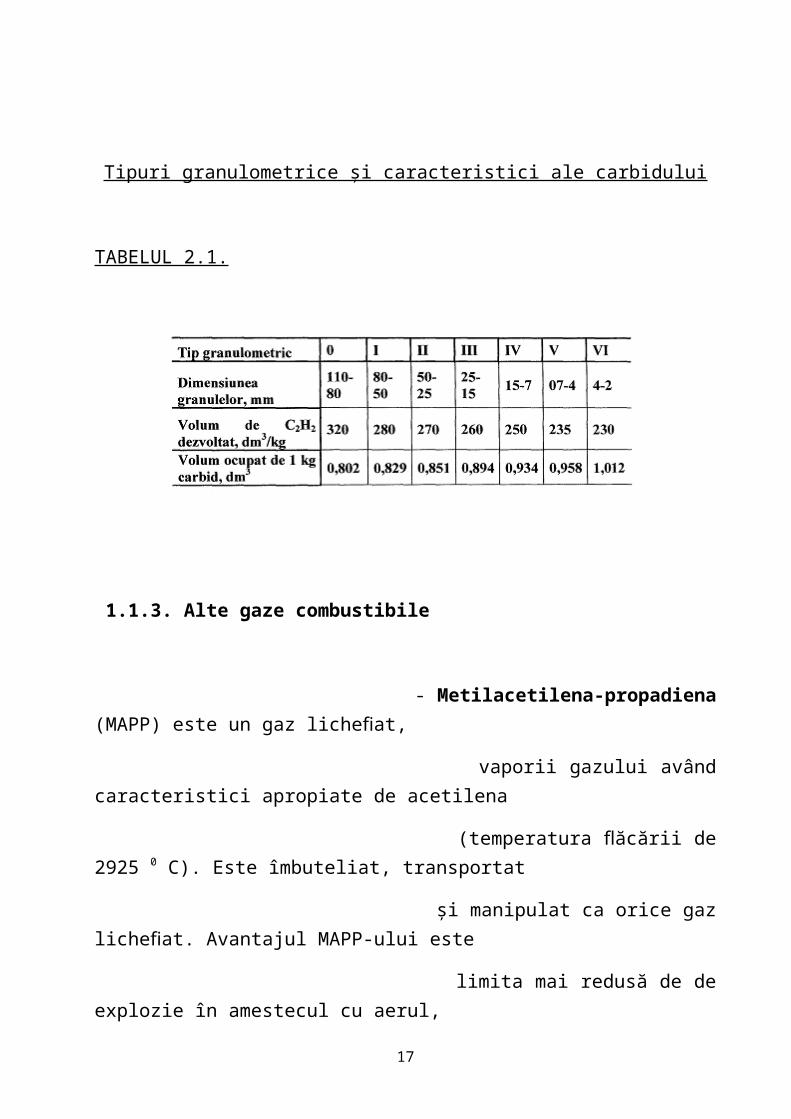
Se fabrică în şase granulaţii, de la dimensiunea de 80-120 mm pentru tipul O, pâna la granule mici de 2-7 mm pentru tipul V. Volumul de acetilenă dezvoltat de un kilogram de carbid este de 280 de litri pentru granulaţiile O la 1; 270 de litri pentru granulatiile 2 si 240 de litri pentru granulatiile 3, 4,
5.Carbidul se livrează în butoaie de tablă închise ermetic, conţinâd 100, 50 si
20 kg. Butoaiele cu carbid trebuie păstrate în magazii special destinate
pentru a fi ferite de umezeală şi foc. Pentru prepararea acetilenei la locul de muncă , în generatoare, se foloseşte carbidul cu granulaţie mare, iar granulaţiile mici se folosesc în centrale de acetilenă. Potrivit relaţiei de obţinere a acetilenei rezultă că în urma descompunerii carbidului se produce o mare cantitate de căldură . Din acest motiv, cantitatea de apă ce se ia pentru descompunerea unui kg de carbid este 10 kg, deoarece în caz contrar temperature este ridicată. Apa absoarbe căldura dezvoltată , ceea ce previne temperaturile mari şi pericolele legate de acestea . Temperatura de aprindere a acetilenei este de 350 grade C. În general acetilena este debitată în generatoare la presiuni foarte mici, sub 0,1 bar, ceea ce asigură securitatea necesară.
Acetilena dizolvată este cea preparată în centralele de acetilenă şi se livrează în butelii. Deoarece la presiunea de peste l,6 bar si temperatura de
60 grade C, acetilene se descompune în hidrocarburi foarte explozive, acetilena, dizolvată se livrează în butelii speciale prevăzute cu masa poroasă, deoarece în capilarităţile porilor acetilena se poate transporta fără pericol de explozie. În aceste butelii se introduce şi acetonă, care are proprietatea de a dizolva acetilena comprimată. În butelii prevazute cu masa poroasă si acetonă, acetilena se poate comprima la l5-16 bar la temperatura 20 grade C fără să prezinte pericol. Buteliile conţin circa 25% masa poroasă, 40% acetonă, 29% acetilenă dizolvată, restul de
6
6% formând spaţiul de siguranţă în partea superioară a buteliei (exprimarea în volume) .
Acetilena dizolvată prezintă următoarele avantaje faţă de cea preparata în generatoare:
- este pură;
- prezintă mai multă uşurinţă în lucru;
- prezintă mai multă securitate în exploatare;
- prezintă posibilitatea folosirii în orice loc.
Gazul metan (CH4) are o putere calorică de 35830 kj/m3N. Cu toate că puterea calorică este relativ mare, temperatura de ardere în oxigen este de 2000 grade C. Gazul metan este folosit la sudarea aliajelor uşor fuzibile şi la tăiere, datorită costului mult mai redus, în comparaţie cu alte gaze. Gazul metan este foarte exploziv în amestec cu aerul. Cele mai bune rezultate se obţin când este folosit la presiunea de 0,4-0,6 bar.
Hidrogenul este un gaz usor (0,9g/l) cu puterea calorică de 10710 kj/m3 N. Temperatura flăcării în oxigen este de 2200 grade C. Se foloseşte în sudarea metalelor şi aliajelor uşor fuzibile, cât şi a tablelor subţiri. Se livrează în butelii vopsite în verde-închis cu inscripţia roşie, cu capacitate de 40 l, la presiunea de l50 bar. Cantitatea disponibila dintr-o butelie se calculeaza cu relatia:
Q=V x p,
în care:
V - volumul buteliei, în litri;
P - presiunea gazului din butelie.
Sudarea cu flacără de gaze face parte din categoria procedeelor de sudare ce utilizează energie termo-chimică. Sursa de energie termică folosită pentru a încălzi local piesele la temperatura de topire o formează flacăra de gaze.
Cu flacără de gaze se pot suda oţeluri nealiate şi aliate, fontă cenuşie,
metalele neferoase şi aliajele lor (Al, Cu, Zn, Ni, Mg, Am, Bz etc.) precum
şi metalele preţioase.
7
Flacăra de sudare oxiacetilenică se formează prin aprinderea
amestecului gazos compus din gazul combustibil - acetilena - şi oxigenul, la
ieşirea dintr-un arzător.
În condiţiile arderii normale cu flacără oxiacetilenică prezinta trei zone
distincte, cum ar fi - nucleul luminos 1 corespunde disocierii acetilenei şi
începutului arderii carbonului :
C2H2 + O2 —>2C+H2 + O2
2C+H2 + O2 —> 2CO+H2 + 450000 kj/kmol
Nucleul are o formă cilindrică şi este înconjurat la exterior de un strat de carbon liber incandescent care-i conferă luminozitatea caractristică :
- flacăra primară 2 este sediul reacţiei de ardere primară cu formarea oxidului de carbon şi degajarea unei cantităţi mari de căldură . Are caracter reducător datorita CO şi H2 conţinute , este conică ca formă îmbrăcând nucleul luminos , se evidenţiază datorită transparenţei sale ;
- flacăra secundară 3 corespunde arderii complete :
CO + H2 + O2 —> 2 CO2 + H2O + 850 000 kJ/kmol
cu oxigen din aerul înconjurător. Gazele de ardere completă – CO2 şi vaporii
de apă îi confera luminozitate , are temperatura mai scazută decât flacăra primară datorită efectului de racire al mediului înconjurător.
Din punct de vedere practic flacăra oxiacetilenică este caracterizată de:
structura şi forma sa ;
compoziţia şi proprietăţile chimice ;
temperatura.
Structura şi forma flăcării depinde de raportul volumetric al componentelor amestecului gazos: k = DQ2/DC2H2 care în condiţiile unei arderi complete trebuie să fie unitar. Practic în condiţiile enunţate, k = 1,1- 1,2 corespunzător unei presiuni pC2H2 = max. 1,5 daN/cm2 şi respectiv pO2 = 5 daN/cm2 .
8
Dacă k = 1,1 - 1,5 flacăra este oxidantă, în zonele 1 şi 2 predomină oxigenul. Flacăra este redusă ca dimensiuni, figura 2.2, a , arde zgomotos, este violetă pe fond albastru, ca nuanţă. Este utilizată doar pentru sudarea alamelor.
Daca k = 1,1 - 1,2 flacăra este normală, neutră, zonele flacării sunt perfect delimitate, structura şi nuanţa flacării sunt constante. Este flacăra cea mai utilizată la sudarea metalelor feroase şi neferoase (A1, Cu, Zn, Ni, etc.) datorită caracterului reducător al flacării primare şi temperaturii înalte.
Daca k = 0,7 - 1,0 flacăra este carburantă, zonele flăcării se întrepătrund, flacăra este deformată, lungă, de culoare roşiatică. În zona primară există carbon, flacăra se utilizează doar pentru sudarea aluminiului, fontelor şi la incărcarea prin sudare.
Temperatura flăcării este una din caracteristicile importante, depinde de
compoziţia amestecului gazos fiind maximă pentru k = 1,1 - 1,3. Ea variază în lungul şi transversal flăcării în diverse zone.
Temperatura maximă apare în flacăra primară 1a cca. 5 - 20 mm de extremitatea nucleului, în funcţie de debitul de amestec combustibil, variind între 3100 - 3200 grade C, în funcţie de puritatea gazelor. Cu toate acestea randamentul tehnic al flăcării este foarte redus ( n = 0,80 - 0,11) datorită dispersiei pronunţate al căldurii flăcării.
La obţinerea flăcării oxiacetilenice se folosesc ca materii prime oxigenul şi acetilena.
1.1.1.Oxigenul
Oxigenul este un gaz incolor, transparent, inodor şi insipid. Este mai greu
decât aerul, 1m3 de oxigen la 15°C si presiunea atmosferică cântăreşte 1,38 kg. În condiţii de presiune atmosferică obişnuită este gazos. Prin răcire la - 180°C se lichefiază, proprietate folosită la fabricarea sa industrială. Oxigenul lichid este transparent, cu nuanţă albăstruie.
Oxigenul se fabrică la purităţi de 97 % (tip 97), 98 % (tip 98), 99 % (tip
99). Industrial, sunt trei metode de fabricatie :
- metoda chimică, prin descompunerea sărurilor oxizilor ;
- metoda electrochimică, prin electroliza apei ;
9
- metoda prin distilarea fracţionată a aerului lichid, metoda cea mai răspândită la scara industrială. Metoda se bazează pe diferenţa de temperaturi de vaporizare între principalele componente ale aerului lichid (O;-183°C;N2 - 195°C).
Oxigenul se livrează în stare gazoasă, în butelii şi respectiv în stare lichidă, în cisterne.
Butelia de oxigen, conţine oxigen comprimat la 147 daN/cm2 si 15 0C, capacităţile uzuale fiind de 40 si 50 dcm3. Sunt vopsite în albastru conform STAS 2031-71, cu inscripţia ,,OXIGEN”. Butelia este confecţionată din oţel carbon de mare rezistenţă, iar robinetul ventil din alamă conform STAS 2499-71. În scopul simplificării manipulării buteliilor la un consum mare de gaz se folosesc baterii de butelii, buteliile fiind montate în cadre triunghiulare.
Oxigenul lichid transportat în cisterne are avantajul deosebit al unui preţ de cost scăzut al transportului şi în greutate mai mică a recipientului pentru transport, proportia fiind de 1 : 10 faţă de oxigenul gazos.
Evaporarea oxigenului la locul de întrebuinţare se face cu evaporatoare
sau gazeificatoare, care pot sa fie calde (medie presiune), sau reci (presiune
înaltă).
1.1.2. Acetilena
Acetilena este o hidrocarbură nesaturată în stare gazoasă la temperatură
ambiantă şi presiune atmosferică, cu miros slab eteric, la gust cu senzaţii dulci, toxică dacă este inspirată timp îndelungat. Se lichefiază la presiune atmosferică la - 80°C, în condiţii normale 1 Nm3 cântărind 1,11 kg. Este solubilă în apă (proporţie 1 : 1), în alcool (1 : 5) şi acetonă (1 : 25). Este instabilă la presiuni ridicate, peste 15 - 16 daN/cm2 devine explozibilă.
Acetilena este un compus endoterm, această proprietate fiind originea de gaz
combustibil. Puterea calorifică a acetilenei este (5,6 - 5,7) 104 kJ/Nm3.
Acetilena arde in oxigen :
C2H2 + 5/2O2 -> 2CO2 + H2O + 1,3 – 106 kJ/mol
10
cu producerea unei mari cantităţi de căldură, presiunea maximă de lucru fiind 1,5 daN/cm2 . Amestecul de acetilenă şi aer este explozibil chiar la 3% acetilenă .
Industrial, acetilena se obţine prin descompunerea carbidului în contact cu apa :
CaC2 + 2 H2O -> C2H2 + Ca(OH)2 + 1,27-105 kJ/mol
Carbidul comercial se livrează conform STAS 102-73 în 7 tipuri granulometrice(tab. 2.1) conţinând cca. 70-80% CaC2 , restul impurităţi.
Reacţia de descompunere are loc în generatorul de producere a acetilenei, acetilena putând fi consumată de la generator sau se îmbuteliază.
Acetilena se îmbuteliază conform STAS 3660-79 la presiuni de maxim 16
daN/cm2 la 150 C. Presiunea acetilenenei îmbuteliate variază în funcţie de temperatură, figura 2.7. Butelia de acetilenă este asemânătoare cu cea de oxigen, conţinând 20 kg masă poroasă şi 12 kg de acetonă ca mediu de dizolvare, la capacitatea de 40 dm3 butelia conţine cca. 4 m3 acetilenă în condiţii de presiune normală. Robinetul ventil al buteliei este din material feros, în scopul evitării formării acetilurii de cupru, substantă explozivă. Buteliile de acetilenă sunt vopsite în alb sau galben cu inscripţia
,,ACETILENĂ”.
Tipuri granulometrice şi caracteristici ale carbidului
TABELUL 2.1.
11
1.1.3. Alte gaze combustibile
- Metilacetilena-propadiena (MAPP) este un gaz lichefiat,
vaporii gazului având caracteristici apropiate de acetilena
(temperatura flăcării de 2925 0 C). Este îmbuteliat, transportat
şi manipulat ca orice gaz lichefiat. Avantajul MAPP-ului este
limita mai redusă de de explozie în amestecul cu aerul,
comparativ cu acetilena, respectiv siguranţă în exploatare.
- Metanul are puterea calorifica 3,5 – 104 kJ/Nm3 , arde în
amestec cu oxigenul, temperatura flăcării fiind 2000 -21000 C.
În amestec cu aerul este exploziv, se îmbuteliază la 147 daN/
cm2, buteliile fiind vopsite în roşu cu inscripţia ,,METAN”. Se
foloseşte la sudarea tablelor subţiri şi la tăierea cu oxigen.
- Hidrogenul are puterea calorifica 1,05 – 104 kJ/Nm3 ,
temperatura flăcării 2000 0 C, arde în oxigen. Se îmbuteliază la
147 daN/ cm2, buteliile sunt vopsite conform STAS 3100-79 în
roşu închis-brun cu inscripţia ,,HlDROGEN”.
1.2. Componentele unei instalatii pentru sudarea cu flacara
de gaze În componenţa unei instalaţii pentru sudarea cu flacăra de gaze intră:
generatorul de producerea acetilenei sau butelia dc acetilenă
prevăzută cu reductorul de presiune;
12
epuratorul sau filtrul chimic;
butelia de oxigen cu reductorul de presiune;
furtune pentru conducerea celor doua gaze (roşu — C2H2 ,
albastru — O2 ).
arzătorul pentru sudare (sau trusa de sudare);
diverse accesorii (perii de sârmă, ciocane etc.).
Generatoarele de acetilenă se împart după diverse criterii, criteriile de bază fiind presiunea de generare a acetilenei şi sistemul dc contact între carbid şi apă. Astfel pot fi generatoare de joasă presiune (p< 0,3 daN/ cm2), de presiune medie (p= 0,3 - 0,8 daN/cm2) şi de înaltă presiune (p= 0,8 - 1,5 daN/cm2), respectiv generatoare sistem carbid în apă, apă peste carbid şi prin contact intermitent (contact şi refulare). Oxigenul este admis din butelie prin reductorul de presiune, care reduce presiunea oxigenului de la 147 daN/cm2 la presiunea de lucru (2 - 5 daN/ cm2 ). Reductorul de presiune pentru butelia de acetilenă este asemânător celui de oxigen, doar că în locul racordului filetat, are jug de strângere sau bridă.
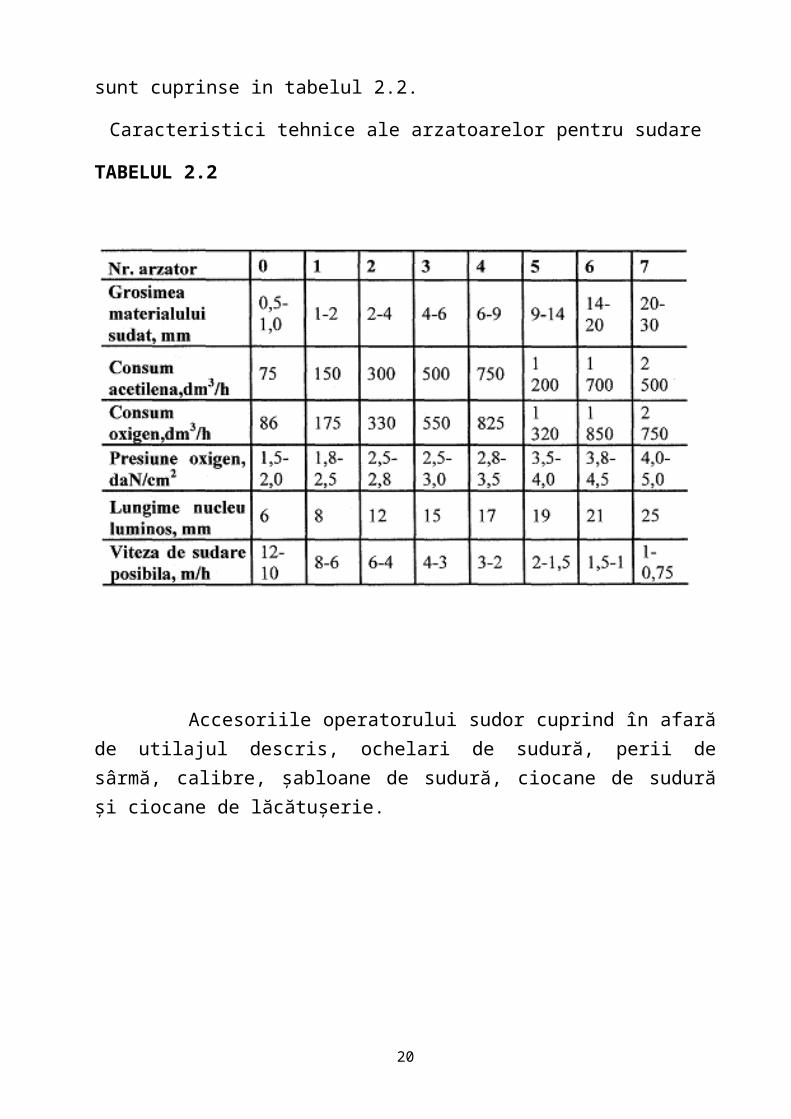
1.3. Caracteristicile tehnice ale arzatoarelor pentru sudare -
sunt cuprinse in tabelul 2.2.
Caracteristici tehnice ale arzatoarelor pentru sudare
TABELUL 2.2
13
Accesoriile operatorului sudor cuprind în afară de utilajul descris, ochelari de sudură, perii de sârmă, calibre, şabloane de sudură, ciocane de sudură şi ciocane de lăcătuşerie.
CAPITOLUL II.
Tehnologia de sudare cu flacara de gazePresupune stabilirea următoarelor etape importante:
- regimul de sudare ;
- pregătirea rostului de sudare ;
- metoda de sudare
- modul operator ;
14
- eventuale tratamente termice .
2.1. Regimul de sudare Constă în alegerea:
puterii arzătorului;
metalului de adaos;
formei şi structurii flacării.
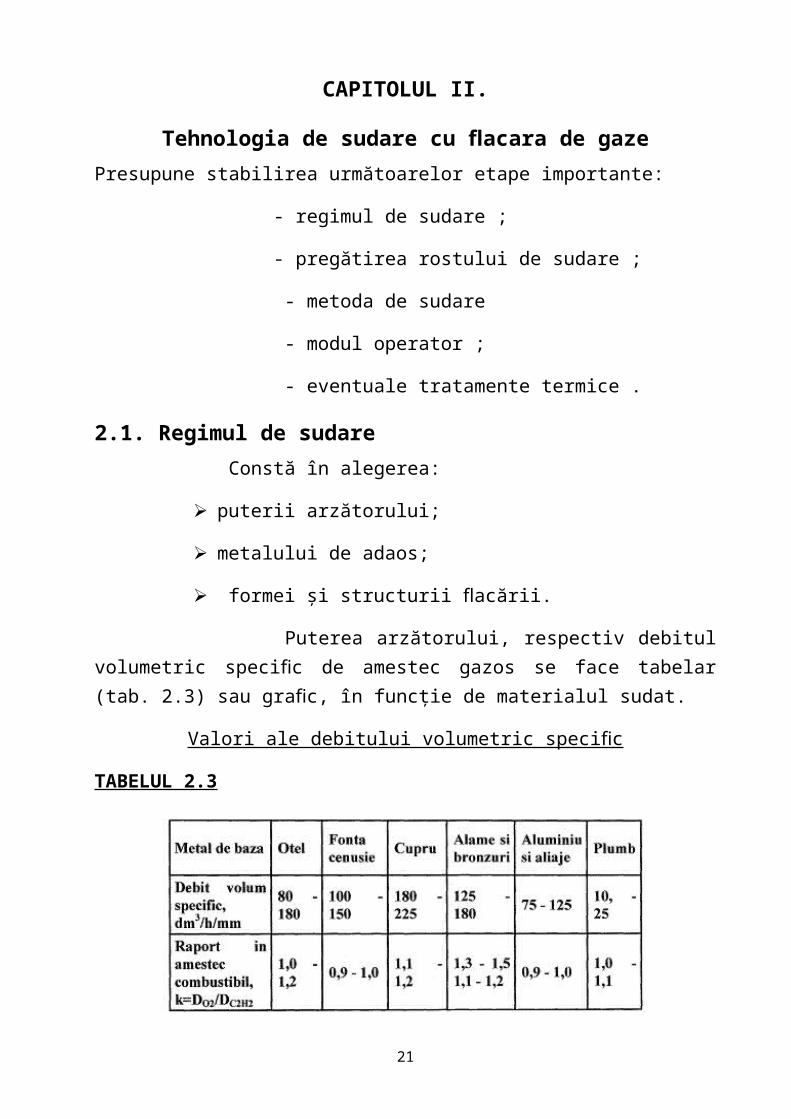
Puterea arzătorului, respectiv debitul volumetric specific de amestec gazos se face tabelar (tab. 2.3) sau grafic, în funcţie de materialul sudat.
Valori ale debitului volumetric specific
TABELUL 2.3
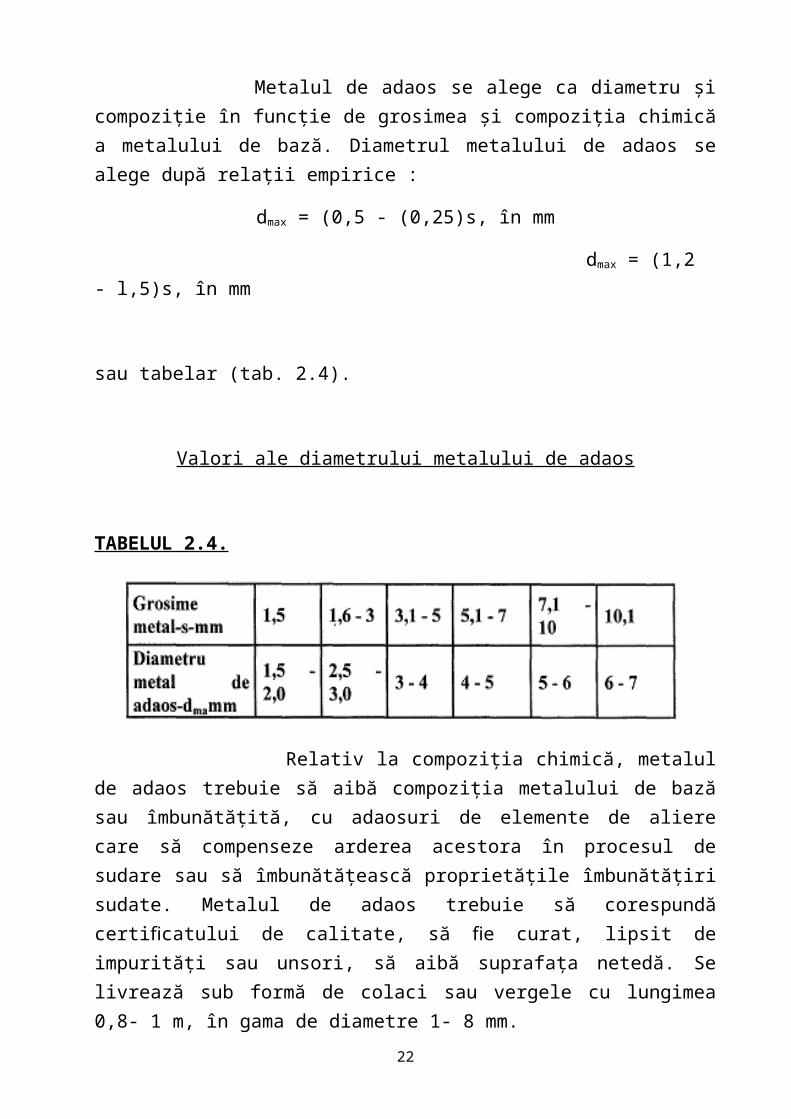
Metalul de adaos se alege ca diametru şi compoziţie în funcţie de grosimea şi compoziţia chimică a metalului de bază. Diametrul metalului de adaos se alege după relaţii empirice :
dmax = (0,5 - (0,25)s, în mm
dmax = (1,2 - l,5)s, în mm
sau tabelar (tab. 2.4).
Valori ale diametrului metalului de adaos
TABELUL 2.4.
15
Relativ la compoziţia chimică, metalul de adaos trebuie să aibă compoziţia metalului de bază sau îmbunătăţită, cu adaosuri de elemente de aliere care să compenseze arderea acestora în procesul de sudare sau să îmbunătăţească proprietăţile îmbunătăţiri sudate. Metalul de adaos trebuie să corespundă certificatului de calitate, să fie curat, lipsit de impurităţi sau unsori, să aibă suprafaţa netedă. Se livrează sub formă de colaci sau vergele cu lungimea 0,8- 1 m, în gama de diametre 1- 8 mm.
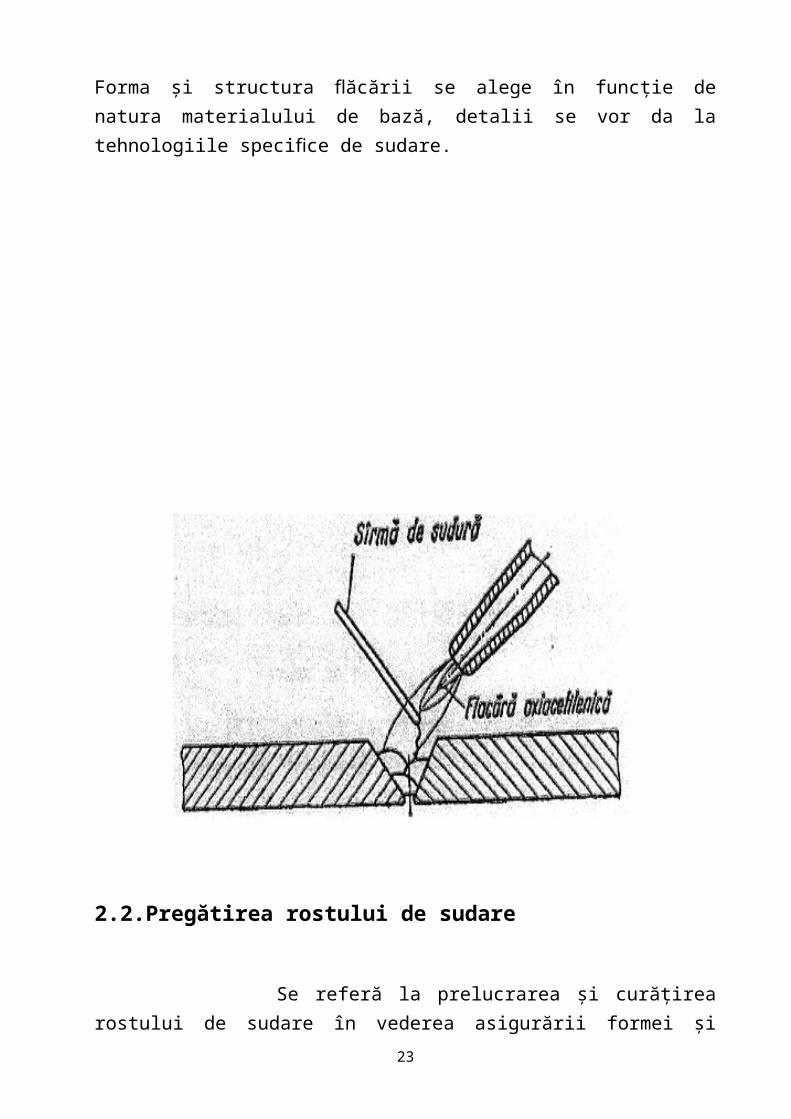
Forma şi structura flăcării se alege în funcţie de natura materialului de bază, detalii se vor da la tehnologiile specifice de sudare.
16
2.2.Pregătirea rostului de sudare
Se referă la prelucrarea şi curăţirea rostului de sudare în vederea asigurării formei şi stării necesare procesului de sudare. Rostul indicat la sudarea oţelurilor carbon şi slab aliate, se obţine prin tăiere mecanică sau cu oxigen.
2.3. Metode de sudare
Aplicată corect conduce la utilizarea rţională a căldurii flăcării, calitate superioară a îmbinării sudate, productivitatea maximă şi economie de material.
Metoda de sudare spre stânga (înainte), se aplică tablelor subţiri, până la 5-7 mm, este uşor de învăţat, permite obţinerea unor suduri cu aspect neted, estetic. Viteza de sudare este mică, debitul de gaze mare, calitatea îmbinării sudate este scăzută.
Sudarea spre dreapta (înapoi), se aplică tablelor mai groase, respectiv 5 - 30 mm la execuţia sudurilor solicitate în exploatare, la sudarea oţelurilor slab şi bogat aliate, materialelor neferoase aceasta deoarece flacăra fiind îndreptată spre cusătură realizează un tratament termic. Metoda este mai greu de însuşit, productivitatea
17
mai ridicată (cu 20 — 25%), consum de gaze mai scăzut (cu 10 — 15%) decât sudarea spre stânga.
2.4. Modul operator
Se referă la deplasarea si mişcările arzătorului şi metalului de adaos în timpul procesului de sudare. Acesta se deplasează în axa rostului, pentru repartizarea uniformă a căldurii şi metalului de adaos pe cele două componente, mişcările arzătorului şi metalului de adaos sunt în opoziţie, arzătorul fiind înclinat fată de suprafaţa componentelor, în funcţie de grosimea lor, metalul de adaos păstrează înclinaţie constantă (30 — 45°).
2.5. Tratamentele termice
Pot să fie preîncălzite sau tratamentele postoperatorii, ele făcându-se diferenţiat în funcţie de natura metalului de bază şi calitatea cerută îmbinării sudate. De la caz la caz, în funcţie de gabaritul componentelor, ele se pot executa cu flacăra de sudare, cuptoare sau vetre amenajate.
18
CAPITOLUL III.
Tehnologia de sudare a principalelor aliaje feroase si neferoase
3.1. Sudarea oţelurilor carbon
Se realizează fără dificultăţi dacă se ţine seama de:
arderea carbonului şi formarea porilor;
formarea structurii Widmannstăttn.
În acest sens, regimul de sudare se prescrie astfel :
puterea arzătorului : 120 - 180 dm3/h/mm grosime
componentă
metalul de adaos de compoziţia metalului de bază al
componentelor, sau îmbunătăţit cu adaosuri de Si, Mn, M0,
pentru evitarea porilor, conform STAS 1126-76;
flacăra de sudare neutră, sudarea executându-se în zona
reducătoare a flăcării, cu viteză de sudare mare, pe cât
posibil sudarea executându-se într-o singură trecere;
la conţinut în carbon peste 0,3% se aplică o preîncălzire
la 150 - 3000C înainte de sudare, iar după sudare o
19
recoacere de detensionare la 750 - 800° C cu ciocănirea
uşoară a cusăturii, în scopul omogenizării structurii şi
detensionări îmbinării sudate.
3.2. Sudarea oţelurilor slab aliate Regimul de sudare impune respectarea următoarelor :
- puterea arzătorului redusă, respectiv 75-120 dm3/h/mm grosime componentă ;
- metal de adaos de compoziţia metalului de bază al componentelor ;
- prelucrarea rostului;
- flacără uşor reducătoare (k = 1,0 - 1,1) ;
- metoda de sudare şi modul operator .
Înainte de sudare, componentele se preîncălzesc la o temperatură corespunzătoare nivelului de aliere, grosimii etc.(250 - 300° C), sudarea se execută cu viteză mare, până la 10 mm grosime într-o singură trecere, peste 10 mm fiind admise şi două treceri.
După sudare, îmbinarea se supune normalizării prin încălzire la o temperatură corespunzătoare nivelului de aliere şi răcire în aer liniştit.
3.3. Sudarea otelurilor aliate Tehnologia de sudare se stabileşte diferenţiat în funcţie de compoziţia
oţelului, dificultăţile care apar sunt legate de :
- arderea elementelelor de aliere ;
- conductibilitate termică redusă ;
- posibilităţi de călire în ZIT ;
- tendinţă de fragilizare şi fisurare ;
Regimul de sudare va tine seama de :
- putere redusă a arzătorului, respectiv 100 - 140 dm3 /h/mm grosime componentă ;
- flacără de sudare reducătoare (k= 0,95 - 1,1) ;
20
- material de adaos de compoziţie identică sau îmbunătăţită compoziţiei metalului de bază al componentelor ;
- pregătirea rostului ca şi pentru oţelurile slab aliate.
Sudarea se execută continuu, cu viteză mare pentru a compensa conductibilitatea termică scăzută, pe cât posibil într-o singură trecere, poziţionând componentele la mijlocul zonei reducătoare a flăcării. Pentru evitarea oxidării elementelor de aliere se va folosi un flux decapant (borax).
Exceptând oţelurile inoxidabile Cr - Ni, componentele se preîncălzesc local sau global înainte de sudare la 250 - 300° C, iar după sudare se aplică o normalizare. La oţelurile Cr - Ni, după sudare, se aplică îmbinării sudate o
omogenizare prin încălzire la 1 1000 C, menţinere pentru omogenizare şi răcire rapidă
3.4. Sudarea fontelor
Sudând cu flacără de gaze fontele cenuşii (2,3 -3,0% C), se obţin îmbinări sudate de calitate foarte bună dacă se ţine seamă de următoarele :
- folosirea arzătoarelor de putere medie respectiv 100 – 150 dm3/h/mm grosime componentă ;
- flacăra de sudare este carburantă (k = 0,9 — 1,0) ;
- materialul de adaos are compoziţia 3,0 - 3,5 % C; 3,0 -3,5 % Si; 0,5 - 0,8%Mn; 0,03-0,1%S; 0,5- 0,8% P;
- flux de sudare format din sodă de rufe şi sare de bucătărie ;
- delimitarea locurilor defecte prin găurire cu un burghiu cu ø de 5 mm şi pregătirea pentru sudare conform;
- preîncălzirea locală, preferabil globală a piesei la 700 – 9000 C în vetre special amenajate, căptuşite cu materiale termoizolante ;
- sudarea cu viteză mare, în locuri feriţi de curenţi de aer, metalul de adaos se topeşte prin cufundarea în baia de sudură ;
- după sudare piesele se vor răci cu viteză foarte mică, prin împachetare în materiale termoizolante, nisip sau aşchii de turnătorie.
21
Respectând cele menţionate în îmbinarea sudată se creează condiţii de grafitizare, respectiv îmbinarea sudată are duritate scăzută, putându-se prelucra uşor după sudare. Sudarea cu flacără a fontelor cenuşii se aplică doar la repararea defectelor de turnare sau a efectelor produse în exploatare (fisuri, uzuri, etc.).
3.5. Sudarea metalelor si aliajelor neferoase
3.5.1. Sudarea cuprului si aliajelor sale
Sudarea cu flacără de gaze a cuprului este competitivă cu sudarea WIG (în mediu de gaz protector cu electrod nefuzibil). Calitatea bună a îmbinării sudate este condiţionată de respectarea următoarelor :
- folosirea unor arzătoare de putere mare, respectiv 180-225 dm3/h/mm grosime componentă care să compenseze conductibilitatea termică ridicată (6 ori mai mare decât la oţel) ;
- pregătirea rostului de sudare cu deschidere mare (3 - 5 mm) ;
- folosirea unei flăcări strict neutră (k = 11,05 - 1,1) care să evite
absorbţia gazelor (O 2 H2) ;
- folosirea unui flux decapant (borax calcinat) care să împiedice formarea oxizilor de cupru, oxizi care înrăutăţesc calitatea îmbinării sudate ;
- preîncălzirea componentelor până în apropierea temperaturii de
topire (700 – 8000 ) ;
- prinderi provizorii distanţate la 100 - 125 mm, sau folosirea unui rost variabil ;
- material de adaos cu conţinut de elemente dezoxidante (Si, Mn) ;
- sudarea cu viteze ridicate fără întreruperi şi reveniri ale flăcării de îmbinare ;
- tratarea termică a îmbinării după sudare prin încălzire la roşu (500-600°C) şi răcire rapidă în scopul micşorări grăunţilor.
22
În cazul alamelor se respectă indicaţiile tehnologice precedente cu deosebirea că flacăra de sudare este oxidantă (k=1,3 - 1,5) iar după sudare îmbinarea nu se tratează termic.
3.5.2. Sudarea aluminiului si aliajelor sale
Indicaţiile tehnologice pentru sudarea aluminiului şi aliajelor sale se rezumă la:
- folosirea arzătoarelor de putere mică (75 - 125 dm3/h/mm grosime) ;
- folosirea unei flăcări carburante (k= 0,9 - 1,0) pentru a preîntâmpina
formarea oxidului de aluminiu, greu fuzibil (2 050° C) ;
- metal de adaos de compozitia celui de bază al componentelor ;
- flux decapant pe bază de săruri de Li, Na, K, care să reducă. Al2 O2 format inerent ;
- preîncălzirea componentelor local sau global la 200 – 2500 C, în
scopul compensării conductibilităţii termice (de 3 ori mai mare ca a oţelului) ;
- prinderea provizorie ca şi la cupru ;
- sudare cu viteze mari, preferabil într-o singură trecere :
- după sudare ciocănirea la rece pentru umplerea porilor şi finisarea structurii şi înlăturarea chimică sau prin fierbere a resturilor de flux care sunt corozive.
23
CAPITOLUL IV.
4.1.Sudarea automată
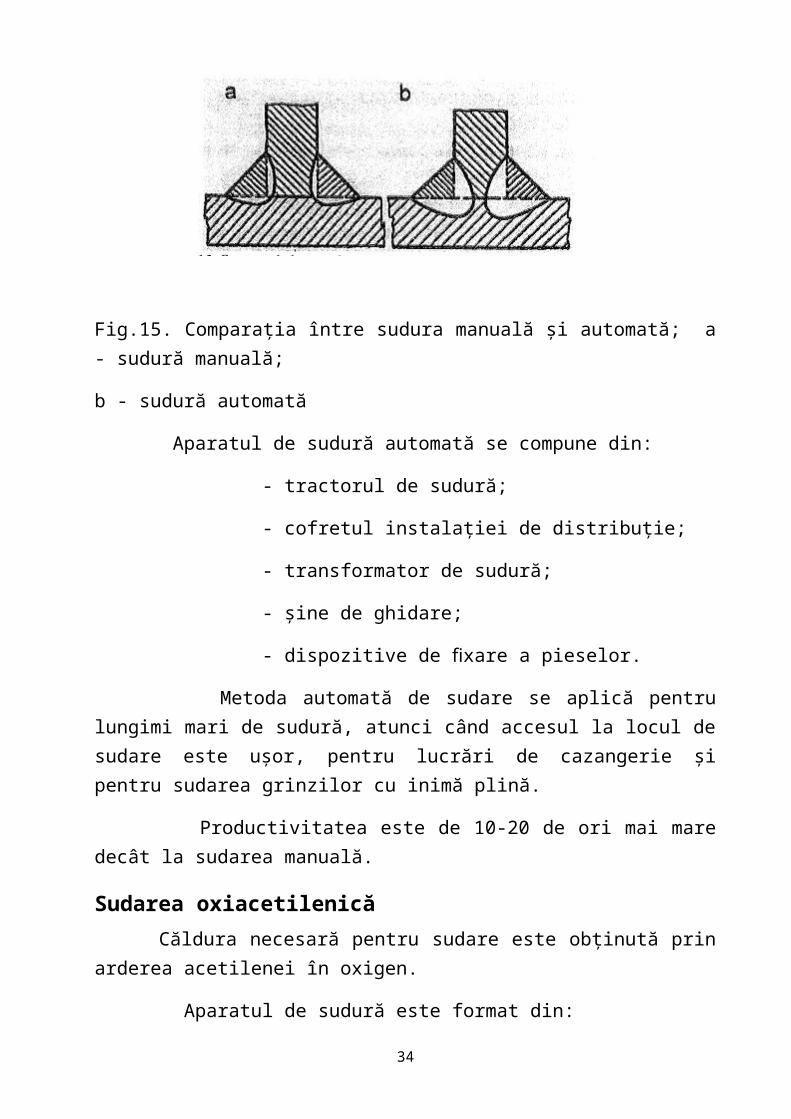
Prezintă avantajul realizării unei suduri uniforme şi de mai bună calitate,
adâncimea de sudură fiind mult mai mare (Fig.15).
Fig.15. Comparaţia între sudura manuală şi automată; a - sudură manuală;
b - sudură automată
Aparatul de sudură automată se compune din:
- tractorul de sudură;
- cofretul instalaţiei de distribuţie;
- transformator de sudură;
- şine de ghidare;
- dispozitive de fixare a pieselor.
Metoda automată de sudare se aplică pentru lungimi mari de sudură, atunci când accesul la locul de sudare este uşor, pentru lucrări de cazangerie şi pentru sudarea grinzilor cu inimă plină.
Productivitatea este de 10-20 de ori mai mare decât la sudarea manuală.
Sudarea oxiacetilenică Căldura necesară pentru sudare este obţinută prin arderea acetilenei în oxigen.
24
Aparatul de sudură este format din:
- cap de sudură;
- generator de acetilenă;
- butelie de oxigen.
4.3. Formarea fisurilor
În timpul sudării apar uneori fisuri în sudură sau în zonele învecinate. Unele fisuri apar în timpul când metalul trece prin zona de temperatură corespunzătoare fragilităţii la cald (1300 grade); acestea se numesc fisuri la cald; ele apar în general spre rădăcina sudurii sau în locurile unde sudura nu este suficient pătrunsă. Sulful şi unele elemente de aliere, ca nichelul, favorizează apariţia fisurilor la cald.
Fisurile care apar în timpul răcirii, după terminarea cristalizării, se numesc
fisuri la rece. Acestea se produc îndeosebi în metalul de bază, lângă cordonul de
sudură, datorita modificărilor structurale, cu schimbări de volum.
Fisurile sunt provocate de calitatea necorespunzătoare a oţelurilor ce se sudează în special când se utilizează electrozi care nu corespund oţelului respectiv, când materialul de bază conţine impurităţi sau când procesul de sudare nu este bine condus.
Controlul în privinţa fisurilor trebuie făcut cu mare atenţie, deoarece fisurile la cald se observă greu cu ochiul liber; acestea apar abia în timpul exploatării şi pot provoca accidente.
25
CAPITOLUL V.
Controlul calităţii sudurilor
La construcţiile metalice sudate se fac următoarele operaţii de verificare
şi de control:
- verificarea dimensiunilor fiecărei piese sudate şi a poziţiei ei relative în ansamblul îmbinării;
- examinarea şi verificarea cordoanelor de sudură;
- verificarea calităţii sudurii.
Dimensiunile si poziţia relativă se verifică prin măsurări, verificări cu şabloane şi examinarea exterioară.
Cordoanele de sudură se verifică prin măsurări cu şabloane de control şi se examinează la exterior cu ochiul liber şi cu lupa.
Calitatea sudurii se verifică prin încercarea epruvetelor prin guri de control şi prin examinarea cu raze Roentgen, raze gama sau cu unde ultrasonice.
Controlul aplicat în scopul detectări defectelor unor piese sau a unor asamblări este cunoscut sub denumirea generală de control defectoscopic el se poate efectua, prin distrugerea piesei sau îmbinări controlate denumindu-se control distructiv, sau fără distrugerea acestora denumindu-se control nedistructiv.
26
5.1. Controlul defectoscopic distructiv Se aplică prin sondaj şi are dezavantajul că obiectele controlate îşi pierd utilitatea. O răspândire mult mai largă o are controlul defectoscopic ne-distructiv. El se poate efectua prin simpla observare cu ochiul liber sau cu o lupă, sau cu ajutorul unei aparaturi specializate.
Prin examinare vizuală se pot constata:
- uniformitatea sudurii;
- existenţa unor defecte de dimensiuni mari la suprafaţa sudurii sau în vecinătatea ei : crăpături, stropi, cratere, crestături etc.
5.2. Controlul efectuat cu aparaturii de control defectoscopic nedistructiv Are un domeniu de aplicabilitate mult mai larg deoarece poate pune în evidenţă cu o mare precizie defectele situate atât la suprafaţă cât şi în interiorul pieselor.
Alegerea metodei optime de control se face pe baza tipului de defecte urmărite şi în special pe baza locului unde sunt amplasate defectele astfel pentru
punerea in evidentă a defectelor de suprafaté se folosesc:
- pentru punerea în evidenţă a defectelor de suprafaţă se folosesc : controlul cu substanţe penetrante şi controlul cu pulberi magnetice;
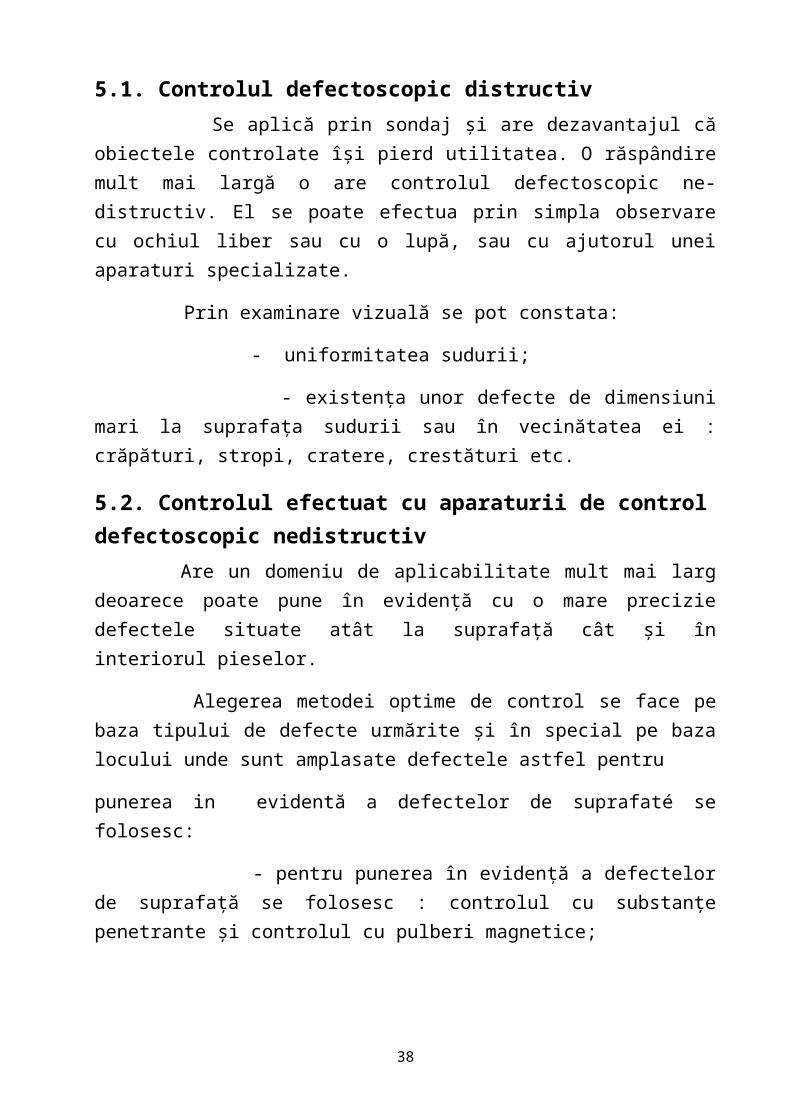
- pentru punerea în evidenţă a defectelor interioare se folosesc controlul
cu ultrasunete şi controlul cu radiaţii penetrante (tabelul 1).
Tabelul. 1
Domeniul de aplicare a metodelor de control defectoscopic nedistructiv
27
5.3. Controlul defectoscopic cu pulberi magnetice Se face prin introducerea piesei cercetate într-un câmp magnetic, produs de o
bobină sau de un jug magnetic, sau prin trecerea unui curent electric de intensitate
mare prin piesă. (Fig.17).
Fig.17. Magnetizarea pieselor în vederea controlului defectoscopic cu pulbere
magnetic:
a - cu jug magnetic;
b - cu bobină;
c - prin trecerea curentului electric prin piesă;
1- piesă examinată;
2. jug magnetic;
28
3. bobină;
4. manşon de contact;
5. transformator electric.
Pe suprafaţa piesei examinate se presară pulbere magnetică (oxid feroferic) sau
mai bine se lasă să se scurgă o suspensie de pulbere magnetică în petrol lampant cu
adaos de ulei de transformator. În locurile în care se găsesc defecte de suprafaţă sau situate în imediata ei vecinătate se vor produce acumulări de pulbere magnetică (Fig.18). Pentru uşurarea efectuării controlului se utilizează pulberi fluorescente,
acumulări, punându-se foarte uşor în evidenţă prin iluminarea suprafeţei cu raze
ultraviolete.
Fig.l8. Punerea in evidenţă a defectelor cu ajutorul pulberilor magnetice:
l şi 2 — defecte care pot fi puse in evidenţă; 3 şi 4- defecte care nu pot fi
evidenţiate.
5.4. Controlul defectoscopic cu lichide penetrate - decurge în felul următor:
- suprafaţa piesei, degresată şi curăţată în mod special înainte se acoperă cu
un strat subţire şi uniform de vopsea foarte fluidă de obicei de culoare roşie;
29
- vopseaua se depune prin pensulare, pulverizare sau imersare;
- datorită fluidităţii ei ridicate, vopseaua pătrunde în cele mai mici defecte de
suprafaţă (Fig. 19a);
- după scurgerea unui anurnit timp 10-l5minute suprafaţa se curăţă de
vopsea prin ştergere sau prin spălare şi uscare (Fig. l9b);
- în felul acesta vopseaua va rămâne numai în interiorul defectelor (Fig.19c);
- pe suprafaţa piesei se depune apoi un strat subţire de suspensie de caolină
într-un lichid foarte volatil (Fig. 19(1);
- după uscare caolina absoarbe din interiorul defectelor vopseaua (Fig.19e)
astfel încât acestea vor fi puse în evidenţă prin pete de culoare roşie pe un fond alb al caolinei.
Metoda descrisă este cunoscută sub numele de metoda colorării. În practică, mai este întâlnită însă şi o altă variantă metoda fluorescenţei la care în locul vopselei se foloseşte un lichid fluorescent, defectele punându-se în final în evidenţă iluminare cu raze ultraviolete (pe fondul alb, apar pete galbene-verzui, strălucitoare). Prin acţiune îngrijită din partea operatorului prin metodele descrise pot fi puse in evidengé şi fisuri cu deschideri de ordinul micronilor.
Fig.19. Schema controlului defectosccpic cu lichide penetrante.
30
5.5. Controlul defectoscopic cu ultrasunete
Constituie una dintre cele mai răspândite metode de control ne-distructive.
Această metodă se bazează pe proprietatea lor de a se reflecta atunci când întâlnesc în cale un obstacol. Undele ultrasonore se produc prin efecte piezoelectric în
transductoare cu plăcuţe de cuarţ sau de titanat de bariu, denumite palpatoare
(Fig.19.b)
Fig.20. Controlul cu ultrasunete al îmbinărilor sudate.
31
Undele produse pot fi longitudinale când mişcarea particulelor mediului se efectuează pe direcţia de deplasare a undelor sau transversale când mişcarea particulelor este perpendiculară pe direcţia de deplasare a undelor.
Controlul se efectuează prin deplasarea palpatorului pe suprafaţa piesei controlate (Fig.20a).
Undele ultrasonore pătrund în corpul cercetat şi se reflectă atunci când întâlnesc un defect sau fundul piesei. Datorită faptului că efectul piezoelectric este reversibil acelaşi palpator va reacţiona semnalele reflectate şi le va transmite sub formă de impulsuri electrice la un amplificator şi la un osciloscop. Pe ecranul osciloscopului apar semnale care indică nu numai existenţa defectului dar şi adâncimea la care se află.
Pe ecranul osciloscopului se obţin de regulă două semnale:
- I care arată intrarea ultrasunetelor în piesă (semnal de intrare);
- F provenind de la ecoul produs prin reflectarea ultrasunetelor când
întâlnesc fundul piesei (semnal de fund);
- existenţa unui defect este marcată de apariţia unui alt semnal D amplasat
între semnalele I şi F la o distanţă kd proporţională cu distanţa d la care se găseşte defectul în piesă.
Dispariţia semnalului de fund de pe ecranul osciloscopului arată existenţa unui
defect de dimensiuni mari, care reflectă în totalitate undele ultrasonore. Pentru controlul îmbinărilor sudate se folosesc de obicei undele transversale.
CAPITOLUL VI.
Norme privind sănătatea şi securitatea în muncă
Prin nerespectarea regulilor de sănătate şi a securitate în muncă se pot produce următoarele accidente:
electrocutări;
îmbolnăvirea ochilor şi arsuri ale pielii provocate de radiaţiile arcului
electric;
32
arsuri şi răniri produse de scântei, picături de metal, zgură sau de piesele încălzite;
intoxicări provenite de la gaze şi fumul degajat;
incendii cauzate de scânteile împrăştiate de arcul electric.
Sursele de curent pentru sudare cât şi masa de lucru trebuie să fie legate
la priza de pământ înainte de punerea lor în funcţiune. Legăturile vor fi
executate de electricieni.
Sudorul trebuie să lucreze numai pe covoare de cauciuc sau pe grătare de lemn şi îmbrăcat cu echipament de protecţie mănuşi, şort din piele, bocanci, care să-l apere atât împotriva stropirilor cât şi împotriva radiaţiilor arcului.
Se interzice sudarea pieselor vopsite sau în apropierea substanţelor inflamabile deoarece se pot provoca incendii.
Cablurile de sudare trebuie să fie în stare perfectă; nu este admisă legarea pieselor şi apoi izolarea lor cu bandă izolatoare.
Ecranele şi măştile trebuie să protejeze complet faţa, gâtul şi urechile sudorului, atât împotriva radiaţiilor, cât şi contra stropilor. Pentru curăţirea zgurii şi a picăturilor de metal, sudorul trebuie să poarte ochelari de protecţie cu vizoare de sticlă necolorată.
Cabinele sudorilor vor fi bine iluminate şi înconjurate cu paravane pentru a se feri persoanele din jur de radiaţiile arcului electric.
La locurile fixe de sudare se vor amenaja guri de aspirare pentru gazele
şi fumul ce se degajă în timpul sudării şi se va asigura o bună ventilaţie.
La sudarea pe santiere (de constructii sau navale) in locuri
periculoase, sudorii vor purta centuri de siguranta sau vor lucra pe scaune
suspendate.
33
34
BIBLIOGRAFIE
1. N. Atanasiu, E Ariesanu, Gh. Peptea, Utilajul si tehmologia lucrărilor
mecanice, Editura Didactică şi Pedagogică, Bucureşti, 1980;
2.Gh. Manea, Organe de maşini, Editura Didactică şi Pedagogică, Bucureşti, 1970;
3. Aurel Ciocîrlea - Vasilescu Mariana Constantin, Asamblarea întreţinerea şi repararea maşinilor şi instalaţiilor, Editura Didactică şi Pedagogică, Bucureşti 2002;
4. St. Păcintescu, P. Vrteli, Asamblarea maginilor, Editura Didactica si
Pedagogica, Bucuresti, 1966.
35
ANEXE
Echipament transportabil oxi-gaz
36
CLASIFICAREA ÎMB1NĂRlLOR SUDATE
Suduri orizontale; Suduri orizontale; Sudură verticală;
- în plan orizontal - de colţ - Sudură de plafon
- în plan vertical (în cornişe) - în jgheab (peste cap)
37
Elementele geometrice ale rostului:
.
α - unghiul rostului
r - deschiderea rostului [mm]
c - grosimea peretelui rostului [mm]
Exemple de realizare a diverselor îmbinări sudate prin puncte
38
39