arcul electric la sudare cu electrod Învelit este prezentat În figura 5
DESCRIPTION
DCADSCADCADSTRANSCRIPT
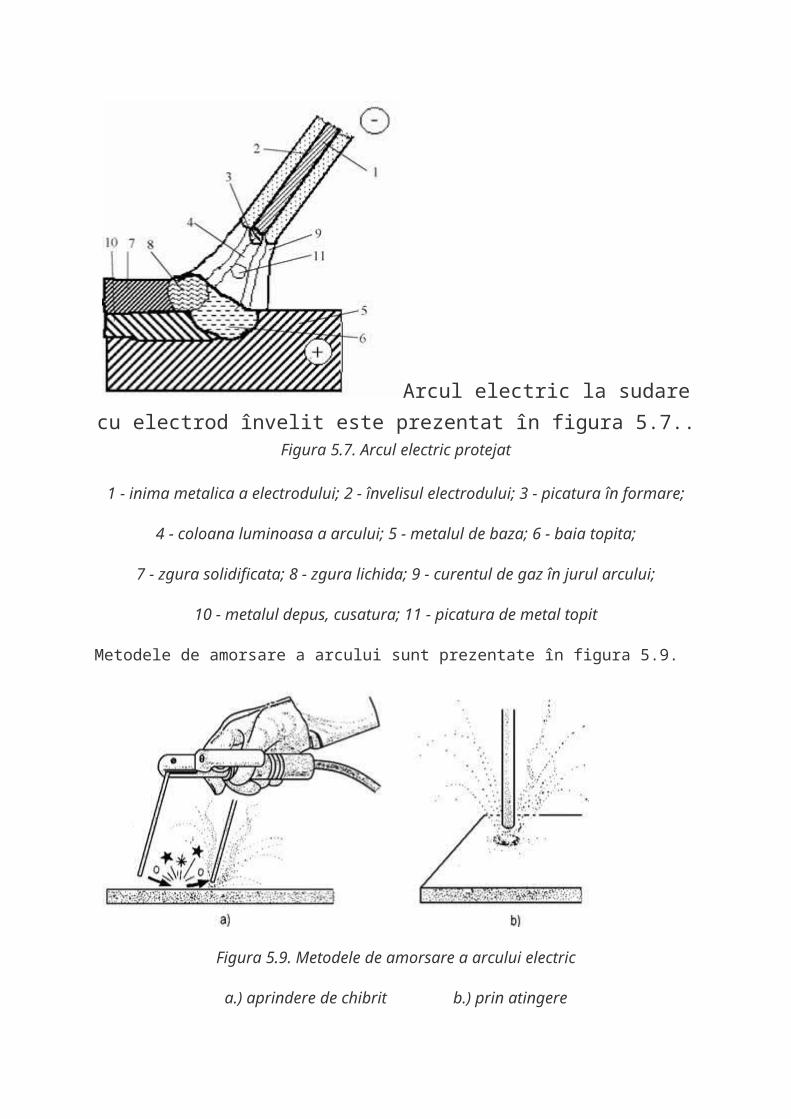
Arcul electric la sudare cu electrod învelit este prezentat în figura 5.7.. Figura 5.7. Arcul electric
protejat
1 - inima metalica a electrodului; 2 - învelisul electrodului; 3 - picatura în formare;
4 - coloana luminoasa a arcului; 5 - metalul de baza; 6 - baia topita;
7 - zgura solidificata; 8 - zgura lichida; 9 - curentul de gaz în jurul arcului;
10 - metalul depus, cusatura; 11 - picatura de metal topit
Metodele de amorsare a arcului sunt prezentate în figura 5.9.
Figura 5.9. Metodele de amorsare a arcului electric
a.) aprindere de chibrit b.) prin atingere

Operatorul trebuie sa fie preocupat totdeauna ca pozitia electrodului sa fie înscrisa într-un plan perpendicular pe suprafata baii de metal necesara realizarii sudurii (vezi figura 5.10).
Figura 5.10. Pozitionarea electrodului
a). pozitie orizontala pendulare; b). pozitie înclinata ;
c). pozitie verticala ; d). pozitie cornisa;
e.). pozitie peste cap
5.2.2.1.Imbinari cap la cap în jgheab
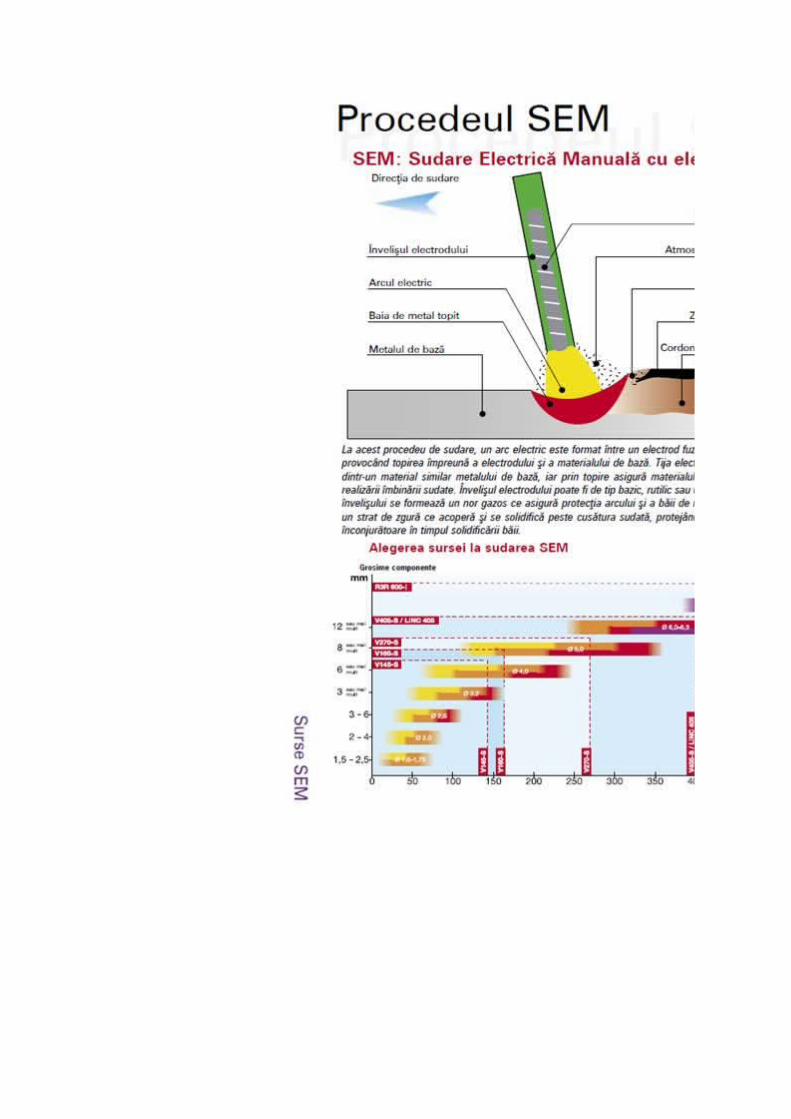
Sudarea cu electrozi înveliţi (procedeu SEM sau MMA)

SUDURA ELECTRICA CU ELECTROZI INVELITI (M.M.A. Manual Metal
Arc)(SEI)
A. INTRODUCERE
Procedeul MMA este de fapt procedeul traditional de sudare. Sudarea
efectiva este realizata cu ajutorului unei surse de tensiune/curent. Aceasta
tensiune este aplicata unui electrod. Piesa ce urmeaza sa fie sudata este
conectata la masa sursei de tensiune. Prin apropierea electrodului de piesa
legata la masa, se inchide circuitul electric prin intermediul unei scantei.
Intensitatea curentului, care se poate regla, este cea care determina cat de
tare va fi patruns materialul de sudat. La acest procedeu materialul de adaos
folosit este furnizat de catre electrodul de sudare. Sudarea cu electrod (initial
de carbune) a fost imbunatatita de Kjellberg in 1902 ajungandu-se la sudarea
cu electrod invelit. (SEI = Sudarea cu Electrod Invelit)
In zona unde se produce arcul electric se degaja o cantitate mare de caldura
ce produce topirea locala a electrodului(materialul de adaos) si a piesei de
sudat (materialul de baza).
B. CIRCUITUL DE SUDURA
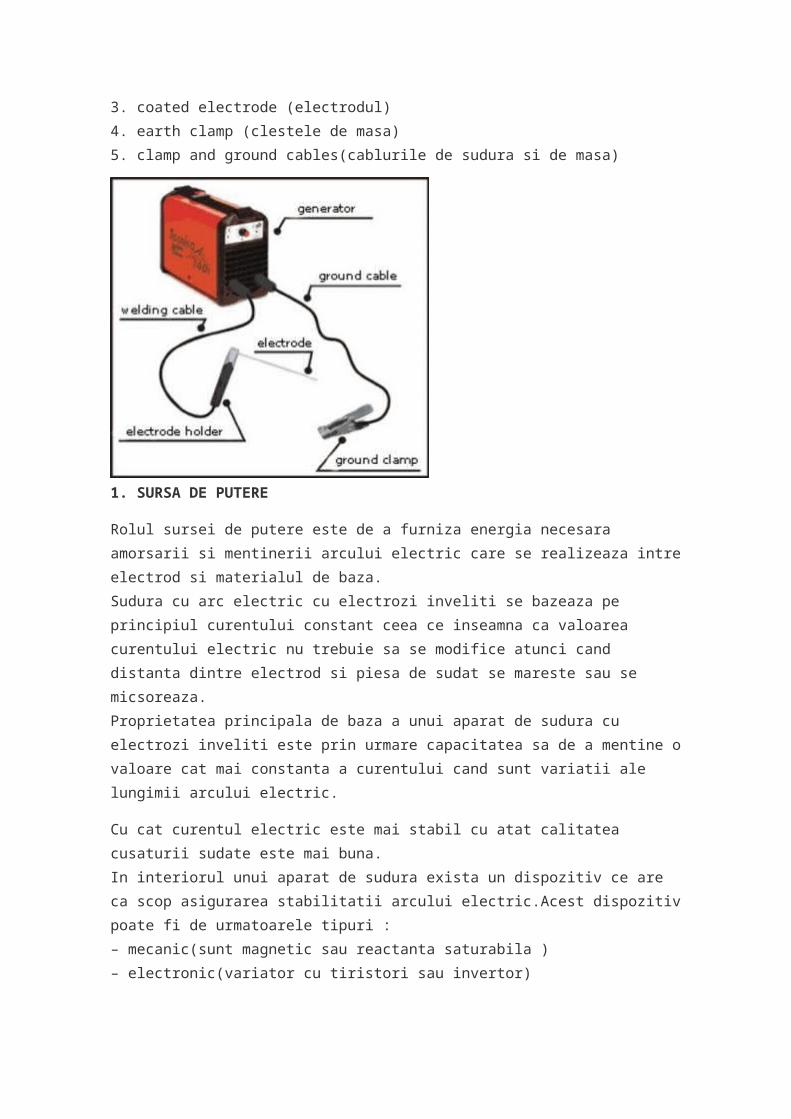
Circuitul de sudura este format in principal din urmatoarele elemente:
1. generator(aparatul de sudura)
2. electrode holder clamp (clestele de sudura)
3. coated electrode (electrodul)
4. earth clamp (clestele de masa)
5. clamp and ground cables(cablurile de sudura si de masa)
1. SURSA DE PUTERE
Rolul sursei de putere este de a furniza energia necesara amorsarii si
mentinerii arcului electric care se realizeaza intre electrod si materialul de
baza.
Sudura cu arc electric cu electrozi inveliti se bazeaza pe principiul curentului
constant ceea ce inseamna ca valoarea curentului electric nu trebuie sa se
modifice atunci cand distanta dintre electrod si piesa de sudat se mareste
sau se micsoreaza.
Proprietatea principala de baza a unui aparat de sudura cu electrozi inveliti
este prin urmare capacitatea sa de a mentine o valoare cat mai constanta a
curentului cand sunt variatii ale lungimii arcului electric.
Cu cat curentul electric este mai stabil cu atat calitatea cusaturii sudate este
mai buna.
In interiorul unui aparat de sudura exista un dispozitiv ce are ca scop
asigurarea stabilitatii arcului electric.Acest dispozitiv poate fi de urmatoarele
tipuri :
– mecanic(sunt magnetic sau reactanta saturabila )
– electronic(variator cu tiristori sau invertor)
In functie de tipul dispozitivului de reglare a curentului electric exista trei
tipuri de aparate de sudura cu arc electric:
– aparate de sudura electromecanice-transformatoare de sudura
– aparate de sudura controlate electronic(cu reglaj cu tiristori)
– invertoare de sudura

In functie de polaritatea sursei de putere se disting urmatoarele doua
categorii:
a) aparat de sudura in curent alternativ(AC):
– tensiunea de iesire are o forma sinusoidala(vezi fig) si isi schimba sensul
periodic(cu frecventa de 50Hz).
– aceasta tensiune de sudura se obtine prin transformarea tensiunii de
alimentare(cu valoare mare) intr-o tensiune avand valoarea optima necesara
sudurii.
b) aparat de sudura in curent continuu(DC).
Tensiunea de sudura se obtine prin redresarea tensiunii din secundarul unui
transformator de sudura folosindu-se o punte redresoare monofazata sau
trifazata.
Daca circuitul de sudura este in curent continuu atunci se poate clasifica in
functie de polul care se leaga la materialul de sudat:
b1) polaritatea normala:clestele portelectrod se leaga la polul negativ al
aparatului de sudura iar polul pozitiv se leaga prin intermediul clestelui de
masa la piesa ce urmeaza a fi sudata.Caldura produsa de arcul electric este
concentrata pe piesa de sudat producand topirea locala a acesteia.in acest
fel, pe masura ce materialul metalic al electrodului se topeste,se asigura
patrunderea lui in materialul piesei de sudat.
b2) polaritate inversata:clestele portelectrod se conecteaza la polul pozitiv al
aparatului iar clestele de masa la polul negativ.Caldura degajata de arcul
electric se concentreaza in special pe electrod.Fiecare tip de electrod
necesita un anumit tip de curent(alternativ sau continuu) si in cazul
curentului continuu se impune utilizarea unei anumite polaritati.

Alegerea incorecta a curentului electric (AC/DC) sau a polaritatii poate duce
la la instabilitatea arcului electric si va influenta negativ calitatea cusaturii
sudate.
2. Clestele port-electrod
Are doua functii de baza:
– sa asigure o legatura electrica foarte buna intre sursa de sudura si electrod
– sa asigure o izolatie electrica buna astfel incat utilizatorul sa fie protejat de
eventualele socuri electrice;
3. Electrodul
Are doua parti componente:
– partea metalica ce are rolul de a conduce curentul electric si de a furniza
materialul metalic de adaos necesar procesului de sudura;
– invelisul electrodului are rolul de a asigura stabilitatea arcului electric si de
a proteja baia de sudura;

4-5. Cablurile de sudura si clestele de masa
Au rolul de a realiza circuitul electric de sudura.Alegerea lungimii si sectiunii
cablurilor de sudura se face in functie de curentul maxim de sudura debitat
de aparatul de sudura.
Clestele de masa trebuie sa asigure un contact electric solid intre el si piesa
de sudat.
C. DISPOZITIVELE ”ARC FORCE”, ”HOT START”, ”ANTI STICK”
Aparatele de sudura pot fi dotate cu dispozitive care sa asigure o calitate
sporita a cusaturii sudate si sa usureze utilizarea lor.
Dispozitivul ”ARC FORCE” favorizeaza transferul picaturilor de metal topit
de la electrod la materialul de baza, prevenind de asemenea intreruperea
arcului electric atunci cand picaturile fac scurt-circuit intre electrod si piesa
de sudat.
Dispozitivul ”HOT START” favorizeaza amorsarea arcului electric prin
furnizarea unui curent de sudura cu o valoare mai mare la fiecare noua
sudura.
Dispozitivul ”ANTI STICK” intrerupe automat curentul de sudura in
momentul in care electrodul se lipeste de piesa sudata, permitand astfel
dezlipirea usoara a acestuia fara a-l deteriora.
D. ELECTROZII INVELITI
Caracteristici
Electrozii inveliti sunt formati din :
– materialul metalic de adaos-are rolul de a furniza materialul de adaos

necesar procesului de sudura. Materialul utilizat depinde de calitatea
materialului de baza si anume pentru otel carbon, la care sudura cu electrozi
inveliti este foarte raspandita ,el este dintr-un otel carbon moale(cu continut
redus de carbon).In timpul sudarii materialui de adaos se topeste inaintea
invelisului.
– invelisul –este cea mai importanta parte a electrodului a carei principala
functie este de a asigura protejarea cusaturii sudate in timpul sudarii.
Invelisul actioneaza asupra cusaturii in mai multe moduri si anume:
– prin incalzire se volatilizeaza si modifica atmosfera din zona baii de sudura:
– prin topire –fiind mai usor decat metalul topit pluteste pe deasupra baii de
sudura
– contine substante ce ajuta la purificarea materialului de baza ;
– poate contine metale care sa formeze aliaje cu materialul de baza;
– poate contine material de adaos sub forma de pulbere in scopul cresterii
cantitatii de material de adaos depus.
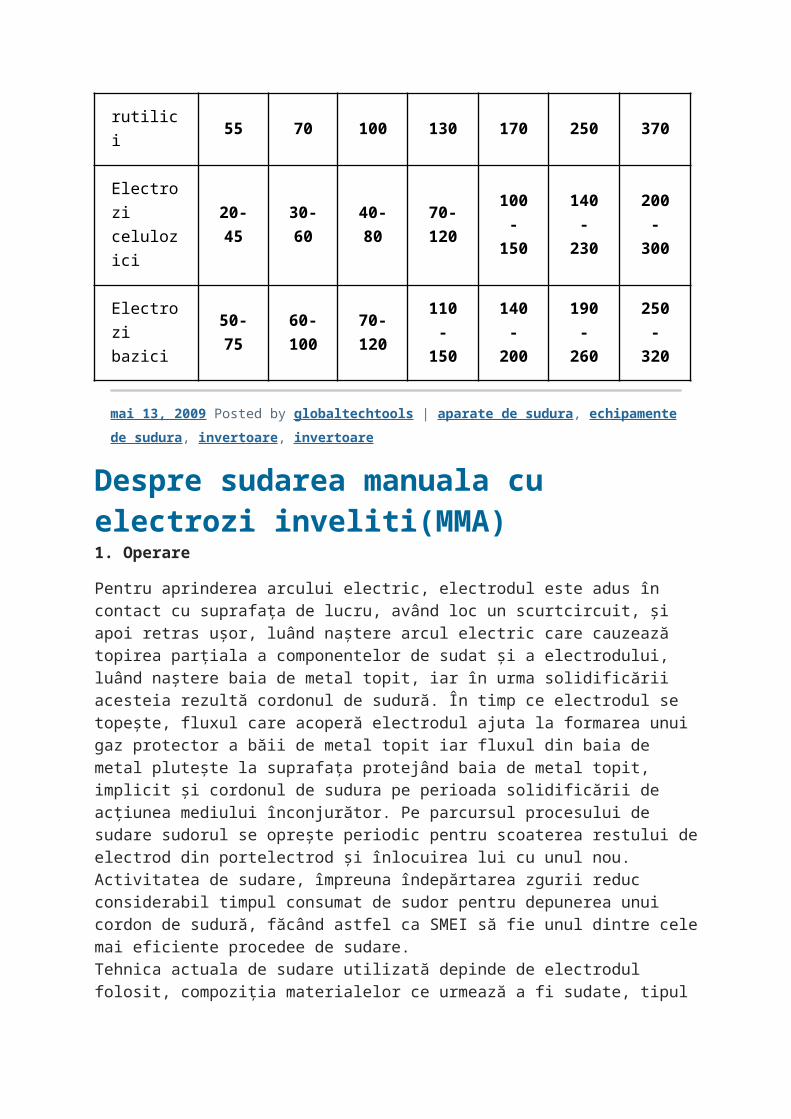
Alegerea curentului in functie de electrodul folosit
Valori aproximative a curentului (A)
Grosime
electrod
(mm)
1,60 2,00 2,50 3,25 4,00 5,00 6,00
Electrozi
rutilici
30-
55
40-
70
50-
100
80-
130
120-
170
150-
250
220-
370
Electrozi
celulozici
20-
45
30-
60
40-
80
70-
120
100-
150
140-
230
200-
300
Electrozi
bazici
50-
75
60-
100
70-
120
110-
150
140-
200
190-
260
250-
320
mai 13, 2009 Posted by globaltechtools | aparate de sudura, echipamente de
sudura, invertoare, invertoare
Despre sudarea manuala cu electrozi inveliti(MMA)1. Operare
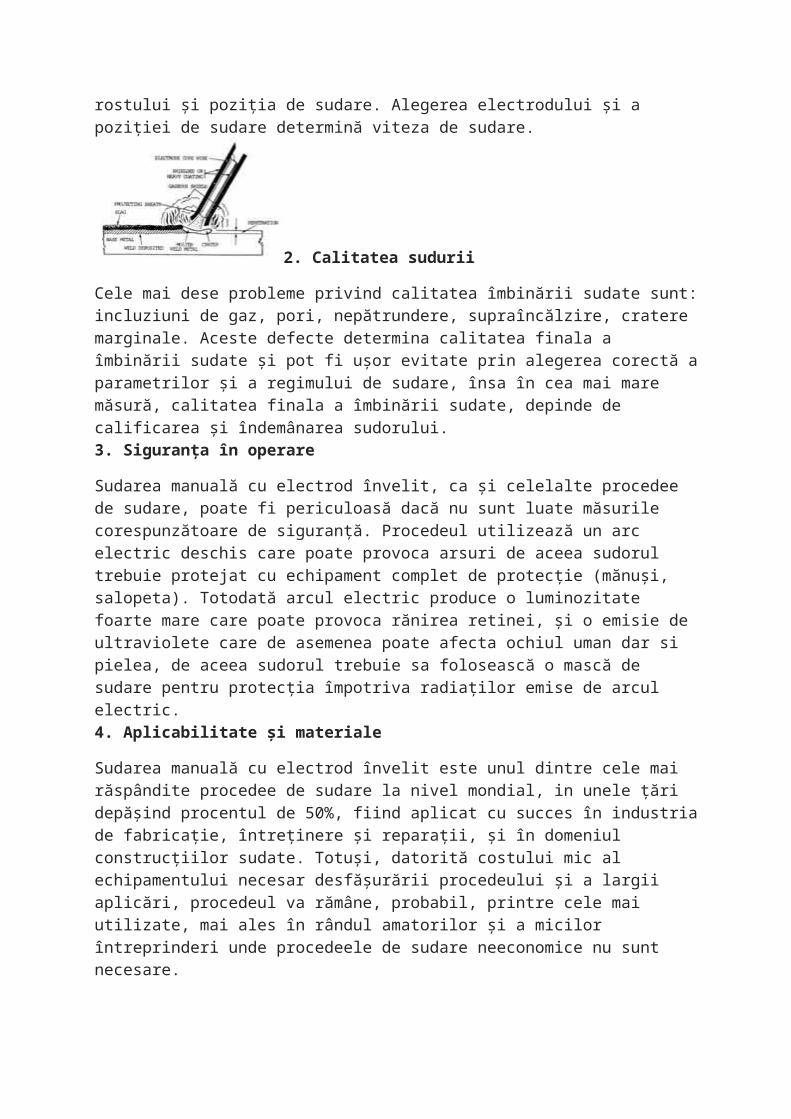
Pentru aprinderea arcului electric, electrodul este adus în contact cu suprafaţa de lucru, având loc un scurtcircuit, şi apoi retras uşor, luând naştere arcul electric care cauzează topirea parţiala a componentelor de sudat şi a electrodului, luând naştere baia de metal topit, iar în urma solidificării acesteia rezultă cordonul de sudură. În timp ce electrodul se topeşte, fluxul care acoperă electrodul ajuta la formarea unui gaz protector a băii de metal topit iar fluxul din baia de metal pluteşte la suprafaţa protejând baia de metal topit, implicit şi cordonul de sudura pe perioada solidificării de acţiunea mediului înconjurător. Pe parcursul procesului de sudare sudorul se opreşte periodic pentru scoaterea restului de electrod din portelectrod şi înlocuirea lui cu unul nou. Activitatea de sudare, împreuna îndepărtarea zgurii reduc considerabil timpul consumat de sudor pentru depunerea unui cordon de sudură, făcând astfel ca SMEI să fie unul dintre cele mai eficiente procedee de sudare.Tehnica actuala de sudare utilizată depinde de electrodul folosit, compoziţia materialelor ce urmează a fi sudate, tipul rostului şi poziţia de sudare. Alegerea electrodului şi a poziţiei de sudare determină viteza de sudare.
2. Calitatea sudurii
Cele mai dese probleme privind calitatea îmbinării sudate sunt: incluziuni de gaz, pori, nepătrundere, supraîncălzire, cratere marginale. Aceste defecte determina calitatea finala a îmbinării sudate şi pot fi uşor evitate prin alegerea corectă a parametrilor şi a regimului de sudare, însa în cea mai mare măsură, calitatea finala a îmbinării sudate, depinde de calificarea şi îndemânarea sudorului.3. Siguranţa în operare
Sudarea manuală cu electrod învelit, ca şi celelalte procedee de sudare, poate fi periculoasă dacă nu sunt luate măsurile corespunzătoare de siguranţă. Procedeul utilizează un arc electric deschis care poate provoca arsuri de aceea sudorul trebuie protejat cu echipament complet de
protecţie (mănuşi, salopeta). Totodată arcul electric produce o luminozitate foarte mare care poate provoca rănirea retinei, şi o emisie de ultraviolete care de asemenea poate afecta ochiul uman dar si pielea, de aceea sudorul trebuie sa folosească o mască de sudare pentru protecţia împotriva radiaţilor emise de arcul electric.4. Aplicabilitate şi materiale
Sudarea manuală cu electrod învelit este unul dintre cele mai răspândite procedee de sudare la nivel mondial, in unele ţări depăşind procentul de 50%, fiind aplicat cu succes în industria de fabricaţie, întreţinere şi reparaţii, şi în domeniul construcţiilor sudate. Totuşi, datorită costului mic al echipamentului necesar desfăşurării procedeului şi a largii aplicări, procedeul va rămâne, probabil, printre cele mai utilizate, mai ales în rândul amatorilor şi a micilor întreprinderi unde procedeele de sudare neeconomice nu sunt necesare.Sudarea manuală cu electrod învelit este uzual folosită pentru sudarea oţelurilor carbon, oţelurilor slab şi înalt aliate, oţelurilor inoxidabile, fontelor. Deşi nepopular procedeul poate fi aplicat şi la sudarea nichelului, a cuprului şi, în cazuri rare, a aluminiului.Se pot suda grosimi de material începând cu 1,5mm; şi în funcţie de îndemânarea sudorului procedeul poate fi aplicat în toate poziţiile de sudare.5. Echipament
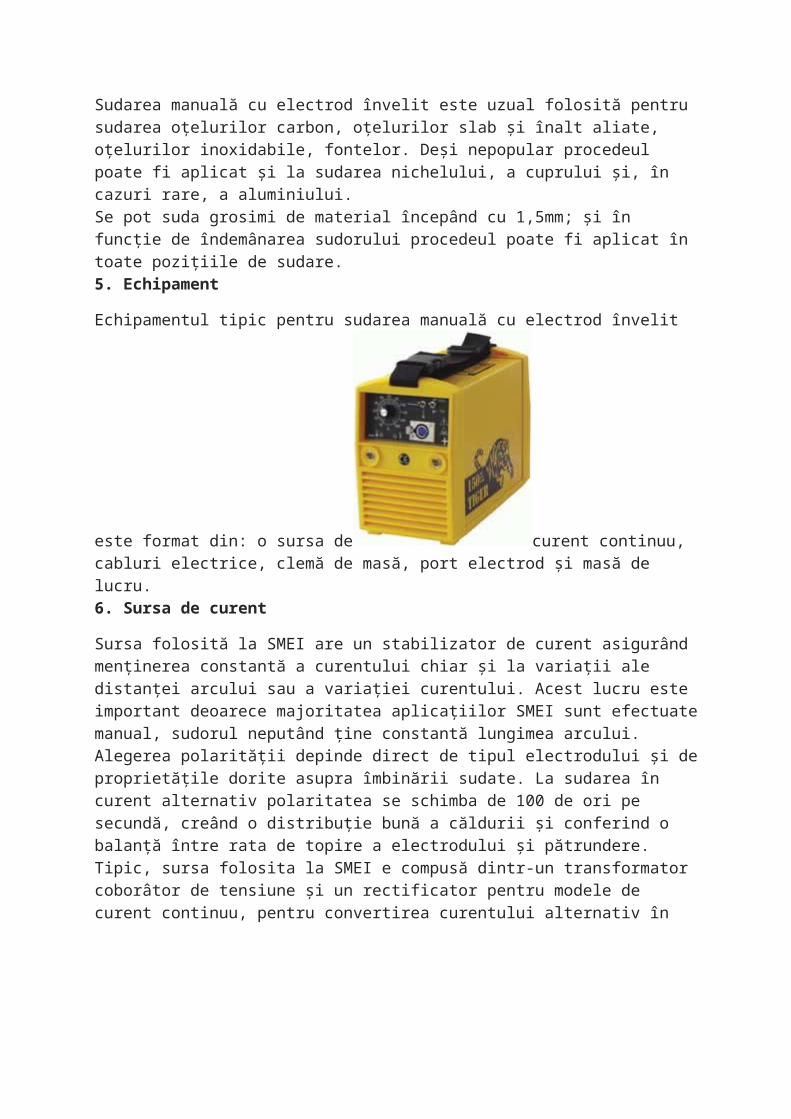
Echipamentul tipic pentru sudarea manuală cu electrod învelit este format
din: o sursa de curent continuu, cabluri electrice, clemă de masă, port electrod şi masă de lucru.6. Sursa de curent
Sursa folosită la SMEI are un stabilizator de curent asigurând menţinerea constantă a curentului chiar şi la variaţii ale distanţei arcului sau a variaţiei curentului. Acest lucru este important deoarece majoritatea aplicaţiilor
SMEI sunt efectuate manual, sudorul neputând ţine constantă lungimea arcului.Alegerea polarităţii depinde direct de tipul electrodului şi de proprietăţile dorite asupra îmbinării sudate. La sudarea în curent alternativ polaritatea se schimba de 100 de ori pe secundă, creând o distribuţie bună a căldurii şi conferind o balanţă între rata de topire a electrodului şi pătrundere.Tipic, sursa folosita la SMEI e compusă dintr-un transformator coborâtor de tensiune şi un rectificator pentru modele de curent continuu, pentru
convertirea curentului alternativ în curent continuu. Deoarece în mod normal sursa de curent este alimentată prin curent alternativ de înaltă tensiune, transformatorul este utilizat pentru a reduce curentul şi a mări intensitatea. Ca rezultat, în loc de 220V la 50A de exemplu, puterea oferita de transformator poate fi în jur de 17-45V la o intensitate de până la 600A. Sursa folosita poate fi de tip transformator, invertor sau redresor.7. Electrodul
Alegerea electrodului pentru SMEI se face în funcţie de mai mulţi factori, cum ar fi: tipul materialului de sudat, poziţia de sudare sau proprietăţile dorite a îmbinării sudate. Electrodul este învelit cu un strat de flux care conferă protecţie băii de metal şi cordonului de sudură sub forma de gaze protectoare şi zgură.În general compoziţia electrodului este asemănătoare cu cea a materialului ce urmează a fi sudat. Învelişul electrodului putând fi rutilic, bazic, pentru majoritatea aplicaţilor, pentru aplicaţii speciale folosindu-se electrozi cu înveliş corespunzător aplicaţiei (celulozic, titanic,…).Electrozii sunt standardizaţi conform AWS, EN, DIN.Sursa:www.sudura.comSchema unei instalatii de sudat manual cu
electrozi inveliti