adopbio publishable final activity reports · · 2016-12-08publishable final activity report 2/25...
TRANSCRIPT

Project no. COOP-CT-2004-508723
ADOPBIO
Advanced Oxidation Processes and Biotreatments for Water Recycling in the Textile Industry Instrument: Co-operative research project Thematic Priority: Food quality and safety
Publishable Final Activity Reports Period covered: from 1st January 2005 to 30th June 2007 Date of preparation: June 2007 Start date of project: 1st January 2005 Duration: 30 months Project coordinator name: Gian Maria COLONNA Project coordinator organisation name: SSETA Revision: Final
ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 2/25 Period from 1st January 2005 to 30th June 2007 Publishable
Table of Contents
SECTION 1 – PROJECT EXECUTION ______________________________________________ 3
1.1 - Summary description of project objectives _______________________________ 3 Project Summary ________________________________________________________ 3 Project objectives _______________________________________________________ 3
1.2 – Project Organisation _________________________________________________ 4
1.3 – List of the participants________________________________________________ 5
1.4 – Work performed and end-results _______________________________________ 5 WP1 – Wet process analysis and specifications ________________________________ 5 WP2 – Laboratory tests on water treatment __________________________________ 10 WP3 – Design of the treatment system ______________________________________ 13 WP4 – Process control software ___________________________________________ 15 WP5 – Treatment system manufacturing ____________________________________ 18 WP6 – System integration and tests ________________________________________ 20 WP7 – Project Management ______________________________________________ 23
1.5 - Project’s relation to the State of the Art_________________________________ 23
1.6 - Impact of the project on the industry and research sector __________________ 24
SECTION 2 – DISSEMINATION AND USE__________________________________________ 25

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 3/25 Period from 1st January 2005 to 30th June 2007 Publishable
SECTION 1 – PROJECT EXECUTION
1.1 - Summary description of project objectives
Project Summary The AdOPBio project aims to develop a decolouring and recycling treatment of the wastewaters in the textile finishing industry, based on two alternative methods: Advance Oxidation Processes (UV-activated photolysis of hydrogen peroxide and thermal activated oxidation process) for the decolouration of the spent bath, combined with a bioflotation process for the destruction of the residual organic load. The combination of these wastewater treatments is expected to achieve a complete decolourisation of the process waters for every type of wet process (finishing, bleaching, dyeing, etc.). The project will also develop and implement a process-control software based on artificial neural network and systems dynamics.
Research centres in collaboration with textile finishing companies and suppliers of dyeing machines and wastewater treatment equipment will develop a prototype that will be tested and validated by the end-user companies (textile finishing companies) in order to accumulate experiences and improve the capability of the plant to match a wide range of industrial needs. The project includes all the steps in developing a wastewater treatment unit such as:
• modelling and laboratory investigations of AOP and bioflotation processes • design and manufacture of AOP and bioflotation reactors • design and manufacture of a dyeing machine, interfaced with both AOP reactors • implementation of an ANN-based process control software • interfacing the dyeing machine with the bioflotation treatment plant • tests of the plant in and industrial validation of the decolouring and recycling process.
Project objectives Today more than 4.000 compounds are used in the textile finishing process, which complicates design and setting up of a single cleaning up and recycling technology. The equipment used in decolouring and cleaning up processes is very hard to set and tune with the continuous variation in load and composition. Moreover, the pollutant charge can overload the capability of the cleaning plant, therefore failures are common and operational costs are prohibitive for SME companies. One of the purposes of the project will be to investigate different dyeing and finishing processes, drawing guidelines for the convenience of recycling water by this system. ADOPBIO will focus on a decolouring and cleaning up treatment for textile finishing wastewaters based on an UV-activated photolysis of the hydrogen peroxide (an targetted Advanced Oxidation Process, AOP) combined with a bioflotation treatment.
The combination of these treatments can achieve a complete decolourization and recycling of the process waters for every type of wet process (finishing, bleaching, dyeing, etc.). ADOPBIO will also focus on the development and implementation of process control software, based on artificial neural network and systems dynamics. The textile finishing wastewater treatment is expected to achieve the following characteristics:
Quality of the treated process water : • full decolorization (> 99% for interfering dyes; > 90% for other colour substances) • reduction of surfactants (≥ 99%) and toxic compounds (COD reduction ≥ 95%) if not
recyclable • recycling of at least 75% of the wastewaters

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 4/25 Period from 1st January 2005 to 30th June 2007 Publishable
• strong reduction of process sludges (0.05-0.1 Kg per Kg of removed COD or dye) • extraction of salts (to treat further for separating metals and recycling them)
Cost-effectiveness and ergonomy of the process • 75% of the wastewater recycled using AdOPBio system. • Important costs reduction of 3 Euros per cubic meters used in the industrial process
therefore less environmental taxes • process control by means of an ANN (Artificial Neural Network) -based expert system • simplicity of operations and information support to the operators • safety for operatives and environment (destruction of toxic compounds) • low investments and management costs for the plant (> 30%)
Design of the wastewater process and adaptability • adaptation of the treatment to the SME water flows (even at machine level) • dynamic process simulation based on systems dynamics • simplified and energy-saving configuration • improved equipment lifetime (against corrosion, exhausted membranes, …) • plant dimension scaled to the size of SME needs (<50 m2) • adaptation of the treatment to the finishing process (continuous, per batch)
Research centres in collaboration with textile finishing companies and suppliers of dyeing machines and wastewater treatment equipment will develop a prototype that will be tested and validated by the end-user companies (textile finishing companies) in order to accumulate experiences and improve the capability of the plant to match a wide range of industrial needs.
1.2 – Project Organisation
2. Laboratory tests on water treatments
2.1 Laboratory tests on AOPs
2.2 Laboratory tests on bioflotation
1. Wet process analysis and specifications
1.3 Specifications for recycling of process waters
1.2 Economic impact analysis of waters recycling
1.1 Review of the end-users wet processes
4. Process control software
4.2 Software implementation
4.1 Design of the ANN-based software
3. Design of the treatment system
3.1 Design of the bioflotation reactor
3.2 Design of the AOP reactors
3.3 Design of the dyeing machine
5. Treatment system manufacturing
5.1 Manufacture of the AOP reactors
5.2 Manufacture of the bioflotation reactor
5.3 Manufacture of the dyeing machine
6. System integration and tests
6.3 Analysis of results
6.1 ADOPBIO system integration
6.2 ADOPBIO system testing

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 5/25 Period from 1st January 2005 to 30th June 2007 Publishable
1.3 – List of the participants
Partic. no.
Participant name Participant short name Country
CR 1 Helios Italquartz Helios Italy
CR 2 Robert Blondel Blondel France
CR 3 Dama Engineering Dama Slovenia
CR 4 OBEM SpA OBEM Italy
CR 5 TSP D.D. TSP Slovenia
CO 6 Stazione Sperimentale per la Seta SSeta Italy
CR 7 Ecologia Applicata EcoAppl Italy
CR 8 University of Maribor UniMaribor Slovenia
1.4 – Work performed and end-results
WP1 – Wet process analysis and specifications Leader: Helios Participants: Helios, Blondel, TSP, Dama, EcoAppl, UniMaribor, SSETA WP1 – Objectives The objectives of the WP1 were the followings:
• description of the textile wet processes used by each end-user partner • definition of a strategy for reducing use and preventing accumulation of chemicals • economic impact analysis of wastewater recycling strategies and technologies • technical specifications for a resource-saving wastewater treatment
WP1 – Results 1 WET PROCESS ANALYSIS A deep review of the end-users wet processes was achieved through visiting the factories, collecting samples of products and process waters, and analysing them with a particular attention to the parameters that will be important for AOP and bioflotation treatments. Within wet-processes, dyeing was the subject of main investigations. In the following paragraphs results are reported for the two factories. 1.1 Wet process at Blondel SA. Robert Blondel SA is a group including 3 mills for textile finishing. The main plant is placed in St. Léger du Bourg Denis, near Rouen (Normandy), the second mill, Teinturie Centre Alsace, is situated near Strasbourg, the third plant, Teinture et Apprête de Normandie, is in Malaunay, close to Rouen. Robert Blondel SA works in partnership with important fashion houses (Lacoste, Kindy, Olimpia, Kookai, Eminence, etc.), offering a full service with a performant laboratory and a range of different capacity of baths on cones, hank and fabrics. Plant in St. Léger du Bourg Denis. Blondel’s factory in St. Léger du Bourg Denis is mainly dedicated to processing of yarns of different materials as cotton, viscose, wool and silk. The lay-out of the plant is divided in these parts: store room for raw materials; dyeing rooms; rewinding, inspection and packaging departments; general services as energy, water softening, steam and neutralization via CO2 of

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 6/25 Period from 1st January 2005 to 30th June 2007 Publishable
wastewater before storage in a basin. Cotton covers the highest percentage of production reaching more than 80% depending on the season and requests of fashion. Make-up of yarn is in cones but also hank processing is in use for particular purposes. Dyeing of cotton and cellulose fibres. After pre-treatments, yarn of cellulose fibres can be dyed with a wide range of dyestuffs: reactive, direct, vat, sulphur, azoic (naphtol). Blondel is used to dye with reactive and naphtol dyes. Reactive dyes are one third of the dyestuffs used in the word for cellulose fibres and batch processes are the most common for yarn. In batch dyeing, dye, alkali ( sodium hydroxide or carbonate or bicarbonate) and salt are added to the dyebath in one step, at the start of the process, or stepwise. In the stepwise process the alkali is added only after the dye has absorbed to the fibre. Its amount is determined by the reactivity of the system and the desired depth of shade (cold dyes are applied at lower pH compared to warm and hot dyes) Salt is added to improve bath exhaustion: the concentration employed depends on the substantivity of the dye and on the intensity of the shade. Higher concentrations, up to 80-100 g/l NaCl, are required for deep shades and low-affinity dyes. After dyeing, the liquor is drained off and the material is rinsed and then washed off with the addition of auxiliaries. Environmental issues of the dyeing of cotton. Most of the emission of dyeing are to water and may originate from: The dyes themselves (e.g. toxicity, metals, colour); Auxiliaries contained in the dye formulation; Basic chemicals (alkali, reducing and oxidising agents) and auxiliaries used in dyeing processes; Contaminants present on the fibre when it enters the process sequence. Spent dye-baths and water from washing operations always contain a percentage of un-fixed dyes because the rate of fixation vary considerably among the different classes of dye and may be low especially for reactive dyes for cotton (in literature from 50 to 95 %). Depending on the dye class and the application method employed, different additives are present in the dye formulations. They may be: dispersants (lignin or naphthalene sulphonates formaldehyde condensed, ethylene/propylene oxide copolymers), salts (sodium sulphate/chloride), powder binding (oils), anti-foaming (acetyl glycols), anti-freeze (glycerine, glycols), thickening (CMC, polyacrylates), buffer systems (phosphate, acetate). Since these substances are not absorbed by the fibres, they are completely discharged in the waste water. Other auxiliaries of environmental interest are: levelling agent (fatty amine/alky-lphenol ethoxylates), dispersing agents (acrylic –maleic acid copolymers), retarders (quaternary ammonium compounds), complexing agent (EDTA, DTPA, EDTMP, DTPMP), fastness improvers (cyanamide-amonia salt condensation products). Dyeing at Blondel’s Plant in St. Léger du Bourg Denis. Considering the dyestuffs in the colour kitchen of Blondel’s factory, they are in a list of 220 commercial names for a total amount of 25161 kg consumed in 2004. A selection of the first twenty, in order of the consumed amount but over 200 kg used in 2004, cover more than 75% of the yearly consumption and belong to reactive and naphtol dyeing classes. In agreement with Mr. Balguerye, looking at the trend of the production, we decided to study only reactive dyestuffs, namely Cibacron Black W-NN and the tern: Red, Yellow and Blue Levafix CA. Cibacron W are for dark shades and for warm (60°C) exhaust dyeing of cellulose fibres. Also high build up and good all round fastness properties. Levafix® CA is a new class of reactive dyes introduced in 1999 by DyStar company. CA, that is for Combined Anchor, refers to the use of chlorine-free tri-fluoropyrimidine, mono-fluorotriazine and new vinyl sulphone anchor groups. Levafix Red CA, Yellow CA, Blue CA and Navy CA exhaust on tone and give fixation in the 90+ percent range. These are suitable for all reactive dyeing processes. Some chemical characterisations were done on the sample of dyestuffs collected from Blondel, such as: metals content (chromium, cadmium, cobalt, cupper, zinc, nickel, iron) by ashing and wet digestion, UV/Vis spectra at different concentrations. Most of the data are

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 7/25 Period from 1st January 2005 to 30th June 2007 Publishable
not far from the specifications of Ecolabel but it is worthy to note the very high value of cupper in Levafix Blue and the quantity of iron in Cibacron Black, two metals that may influence both the Advanced Oxidation Process and the biological treatment. Considering chemicals and auxiliaries in use at Blondel’s factory, they are in a list of 160 products, chemical or commercial names. Reported is a selection in order of the consumed amount but over 1000 kg used in 2004. The highest amounts are for chemicals: sodium chloride for reactive dyeing, hydrogen peroxide for bleaching, sodium hydroxide and carbonate for pH setting. Looking at the auxiliaries we selected the most important as amount and those used in the recipes for dyeing with the dyes above. UV/Vis spectra (1 mm cuvette) and TOC values of solutions 1 g/l of each auxiliary in water are reported. Some examples of the dyeing recipes in use at Blondel’s factory are reported. 1.2 WET PROCESSES at TSP d.d., Maribor TSP Tovarna sukancev in trakov d.d. is a private joint-stock company located in Maribor, Slovenia, about 10 km from Austrian border. They are producing sewing threads and trimmings. Today they are already certified according to ISO 9001 standards and in the process of preparing to meet very demand ISO TS 16949 standards used in automotive industry associations. They have also the certificate ÖKO-TEX STANDARD 100 for polyester sewing thread for clothing industry. Customers are supplier of materials such as elastic ribbons, listing pocket and sewing threads that are being built in seats covers for VW, PSA, RENAULT, ŠKODA and OPEL. Their products are divided in two large groups: sewing threads and trimmings. In the same sense is divided also their production department, which is organized in two sections, one for sewing thread production and the other for trimmings. Sewing thread section has another three parts, these are twisting department, dye-house and precision winding department with packaging. Dye-house 7 dye machines different sizes – batches sizes go from 10 to 200 kg. According the very high demands of the customers in automotive industries for very good reproducibility from batch to batch and machine to machine. Therefore they reconstructed the dye house step by step from year 2000. They linked 5 reconstructed dying machines together in on-line production managing and control system OrgaTEX, which enable efficient production planning and automatic process control. Beside the Orgatex they have colour matching system and ITMProcess – recipes management system (2003). Capacity is about 40 t monthly. LIST OF DYESTUFFS: CONSUMPTION in year 2004. In TSP they have around 74 dyestuffs in stock. The table reported showed the most used dyestuffs in year 2004. Quantities of dyestuffs used during the year 2004 are 4.300 kg. They are mainly metal complex and disperse dyestuffs. LIST OF CHEMICALS AND AUXILIARIES: CONSUMPTION in year 2004. Quantities of chemical products used during the year 2004 are 48.000 kg. The table reported showed the most used chemicals and auxiliaries in year 2004. Spectra and calibration curve of selected dyestuffs are reported in the activity report of WP2 in which data have been used for kinetic studies and models. Also TOC values of solutions 1ml/l of some of the auxiliaries listed are measured. 1.3 COMMENTS. The analysis of dyeing processes of the two factories shows that, because they work on completely different materials, they produce waste waters whose composition can be considered representative of an enough wide range of textile processing. Investigating their behaviour at AOP and bioflotation treatments we could have an almost complete view of the possibility in decolourization of waste waters from dyeing processes. Problems encountered: considering the number chemicals and recipes necessary for the production in the two factories, it was not allowed to investigate all of the possibility.
ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 8/25 Period from 1st January 2005 to 30th June 2007 Publishable
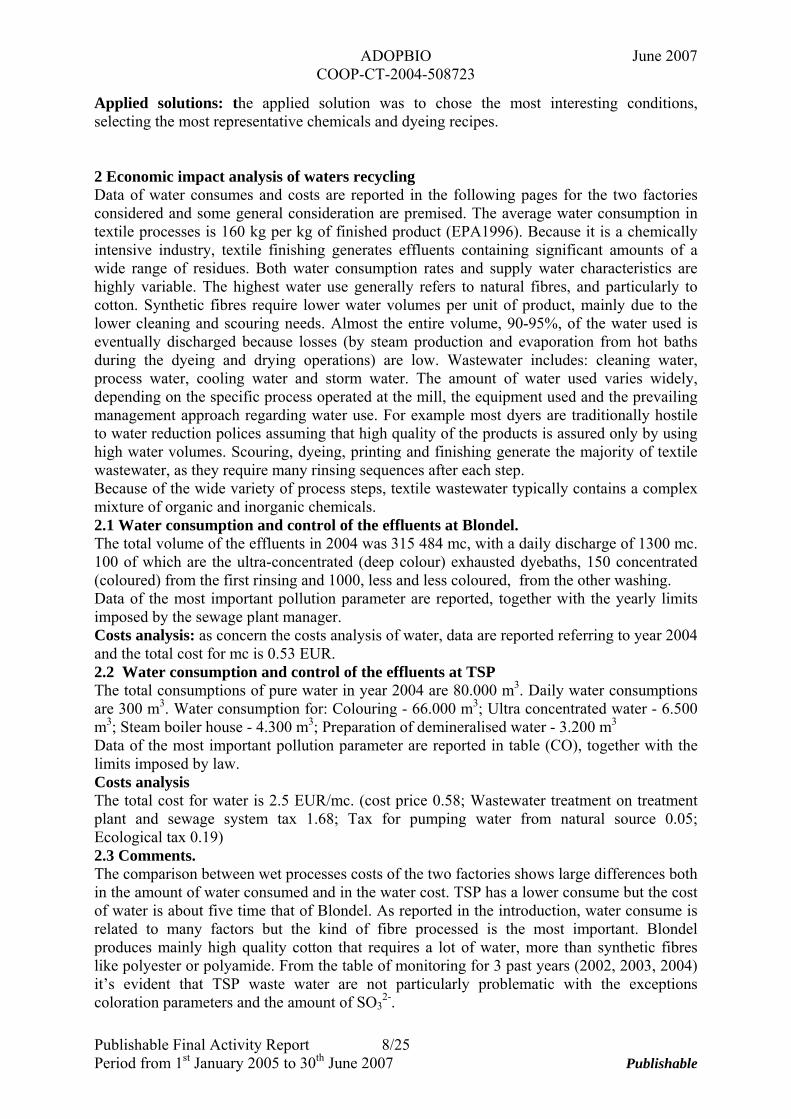
Applied solutions: the applied solution was to chose the most interesting conditions, selecting the most representative chemicals and dyeing recipes. 2 Economic impact analysis of waters recycling Data of water consumes and costs are reported in the following pages for the two factories considered and some general consideration are premised. The average water consumption in textile processes is 160 kg per kg of finished product (EPA1996). Because it is a chemically intensive industry, textile finishing generates effluents containing significant amounts of a wide range of residues. Both water consumption rates and supply water characteristics are highly variable. The highest water use generally refers to natural fibres, and particularly to cotton. Synthetic fibres require lower water volumes per unit of product, mainly due to the lower cleaning and scouring needs. Almost the entire volume, 90-95%, of the water used is eventually discharged because losses (by steam production and evaporation from hot baths during the dyeing and drying operations) are low. Wastewater includes: cleaning water, process water, cooling water and storm water. The amount of water used varies widely, depending on the specific process operated at the mill, the equipment used and the prevailing management approach regarding water use. For example most dyers are traditionally hostile to water reduction polices assuming that high quality of the products is assured only by using high water volumes. Scouring, dyeing, printing and finishing generate the majority of textile wastewater, as they require many rinsing sequences after each step. Because of the wide variety of process steps, textile wastewater typically contains a complex mixture of organic and inorganic chemicals. 2.1 Water consumption and control of the effluents at Blondel. The total volume of the effluents in 2004 was 315 484 mc, with a daily discharge of 1300 mc. 100 of which are the ultra-concentrated (deep colour) exhausted dyebaths, 150 concentrated (coloured) from the first rinsing and 1000, less and less coloured, from the other washing. Data of the most important pollution parameter are reported, together with the yearly limits imposed by the sewage plant manager. Costs analysis: as concern the costs analysis of water, data are reported referring to year 2004 and the total cost for mc is 0.53 EUR. 2.2 Water consumption and control of the effluents at TSP The total consumptions of pure water in year 2004 are 80.000 m3. Daily water consumptions are 300 m3. Water consumption for: Colouring - 66.000 m3; Ultra concentrated water - 6.500 m3; Steam boiler house - 4.300 m3; Preparation of demineralised water - 3.200 m3 Data of the most important pollution parameter are reported in table (CO), together with the limits imposed by law. Costs analysis The total cost for water is 2.5 EUR/mc. (cost price 0.58; Wastewater treatment on treatment plant and sewage system tax 1.68; Tax for pumping water from natural source 0.05; Ecological tax 0.19) 2.3 Comments. The comparison between wet processes costs of the two factories shows large differences both in the amount of water consumed and in the water cost. TSP has a lower consume but the cost of water is about five time that of Blondel. As reported in the introduction, water consume is related to many factors but the kind of fibre processed is the most important. Blondel produces mainly high quality cotton that requires a lot of water, more than synthetic fibres like polyester or polyamide. From the table of monitoring for 3 past years (2002, 2003, 2004) it’s evident that TSP waste water are not particularly problematic with the exceptions coloration parameters and the amount of SO3
2-.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 9/25 Period from 1st January 2005 to 30th June 2007 Publishable
Problems encountered: as concern the economic impact of wastewater recycling, it will be influenced by many factors that are evident if we look at the technical report on the end-users wet processes and at the results of tests also at laboratory scale. We have to face to different dyestuffs that have to be applied in specific conditions (pH, salinity, temperature, auxiliaries) and the response of the exhausted dye baths to the chemical (H2O2+UV/T) or biological treatments may vary in a large extent. The yield of the treatments is also related to the conditions of treatment, eventually modified as pH or adding catalytic substances. 3. Definition of a strategy for reducing use and preventing accumulation of chemicals. In consideration of the difference observed between the exhausted dye baths and the effluents from rinsing, it was decided to treat them with AOP separately or mixing the exhausted dyebath with the first rinsing that correspond to most of the colour discharged. It has particular relevance in the case of reactive dyestuff of Blondel when a very high concentration of salts are needed during dyeing and that are not compatible with the bioflotation conditions. The lay-out of the pilot plant will take into account of this strategy, as concern for example the dimensions of the different parts. 4. Technical specifications for a resource-saving wastewater treatment. Although water is the most used chemical in textile processing, it is difficult to say, or to get the dyers say, which must be the quality of water absolutely necessary for every step of the manufacturing. As a matter of fact, other than a few basic parameters that must be respected, the most important characteristic of waters suitable for the textile industry is a constant quality, according to which the recipes can be calibrated as quality and quantity of the auxiliaries or the pre-treatments. The following table reports the chemical characteristics of different waters suitable for the textile industry. A, B and C columns refer to a full scale factory use. Column A is the water from Como Lake and distributed in the Como textile production area by an industrial aqueduct. Column B refers to a polyester finishing industry pumping ground water from private wells. Column C refers to a case of wastewater reclamation in the Prato textile area. Values in column D are possible guide values already used as a reference in various Italian studies on textile wastewater post-treatment and reclamation. These values should satisfy the quality standards required for reuse in all the textile processes, after softening if required. Specific trials on scouring and dyeing of different fibres performed by various textile laboratories proved the suitability of reclaimed water even at higher COD contents (58 mg l-
1).
A B C D Origin Lake water Ground water Reclaimed
wastewater Guide values
TSS mg l-1 ‹ 1 10 22 10 COD mg l-1 ‹ 10 30 53 30 Abs. 420 ‹ 0.001 ‹ 0.001 0.02 0.01 pH 7.8 7.5 7.7 7-8 Conductivity µS cm-1 290 200 1636 1800

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 10/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP2 – Laboratory tests on water treatment Leader: SSETA Participants: Helios, TSP, SSETA, UniMaribor, EcoAppl WP2 – Objectives The objectives of the WP2 were the followings:
• identification, by means of computer simulations of chemical reactions, of quenching phenomena, chain-termination & radical scavenging, toxic and intermediate compounds and their effects on the AOP-based wastewater treatment (interference, inhibition, etc.);
• investigation on the bioflotation (ammonification/nitrification capability and effects of temperature and oxygen injection pressure) and efficiency measurements
• definition of the best configuration of coupled AOP and bioflotation processes (exploitation of loops, pre-oxidation, reuse of reactants such as iron used for Fenton reaction as biological nutritient, coagulant, …)
• identification of the best methods for recovering salts or substances which accumulate during the process and may make ineffective the water recycling;
WP2 – Results Different reactors have been used at laboratory level, both as concern AOPs and Bioflotation. Here following are the pictures of the AOPs reactors ranging from 3 to 12 liters at SSeta lab and that at UniMaribor of 6 liters and continuous control of main parameters: The lamps tested were of an electric power of 500 and 1000 W also of different bulb length that is W/cm.
A: 3 liters in batch 1 lamp B: 6 liters in batch 2 lamps C: 12 liters 1 lamp flow

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 11/25 Period from 1st January 2005 to 30th June 2007 Publishable
The lamp of this reactor is of a tunable electric power from 400 to 1600W. Through these reactors we investigated the behavior of many of the substances in use at the end-users factories with particular attention to the dyestuffs of the largest consume. Beginning with degradation of the selected dyestuff, the tests were run adding all the chemical auxiliaries and salts necessary for a correct dyeing process with the purpose to investigate the quenching effect of the chemicals and the intermediates produced during the AOP treatments. As concern thermal enhanced oxidation, we did not need any specific reactor but only conventional lab tools. The course of the degradations has been followed measuring the absorbance, TOC, pH, conductivity, residual H2O2 etc. and the values at different times have been reported in diagrams and faced through a kinetic approach. Also the combination of AOP and Bioflotation has been tested. Here following are some cases of the results obtained. Degradation of the Levafix Red CA dyeing recipe in reactor B. The standard recipe for reactive dyeing is, as reported in WP1: Saiatol HP Jet 1 cc/l, Drimagene ER 1 cc/l, Airtex 0.3 cc/l, Dibamol ECO 0.3 cc/l, NaCl (80 g/l), NaCO3 (3 g/l) and NaOH (4 g/l). We added 0.2 g/l of Levafix Red CA The following spectra refer to the degradation with 1000 W lamp, without cooling, hydrogen peroxide 1500 mg/l .

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 12/25 Period from 1st January 2005 to 30th June 2007 Publishable
The time needed to the disappearance of the red colour was more than 20 min. but the solution became yellow and not completely transparent. After adding hydrogen peroxide (again 1500 mg/l) and going on with the irradiation for 20 min, the yellowness disappeared but the opalescent effect persisted. Some litres of this treated solution were prepared and given to Ecologia Applicata for the evaluation of the efficacy of the biological process. At the same time a sample coming from biological treatment in the lab of Ecologia Applicata, but still coloured, was submitted to UV/H2O2 under our standard conditions, other than a higher concentration of hydrogen peroxide (3000 mg/l). The colour disappeared in 20 min but a brown deposit appear on the bottom of the vessels, in which we could determine a very high concentration of iron and cupper. Degradation of Irgalan Gelb 3RL KWL and other dyes in thermal enhanced decolouration. In the following graph is reported the degradation of a metal complex dyestuff. In this experiment was investigated the effect of the concentration of H2O2 but in the same way also the influence of the temperature, the amount of catalyst and the concentration of different dyestuffs have been considered.
Results from kinetic studies of the UV/H2O2/catalyst decolouration show that all studied reactions are of pseudo first order. For metal complex dyes the best conditions among tested were: pH 7, dye concentration 30 mg/l, H2O2 5 ml. For reactive dyes the best conditions were: pH 3, dye concentration 30 mg/l, H2O2 3 ml. Some HPLC analysis allowed to understand part of the chemical mechanism of degradation of dyes in the solution treated by AOP. Maleic acid was identified as an intermediate before complete mineralization and this is due to opening the aromatic rings of the structure.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 13/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP3 – Design of the treatment system Leader: SSETA Participants: Helios, Blondel, TSP, OBEM, SSETA, EcoAppl, UniMaribor
WP3 – Objectives The objectives of the WP3 were the followings:
• executive design of the pilot reactor for the bioflotation treatment • executive design of the AOPs pilot reactors (UV- and thermal-activated AOPs) • executive design of the dyeing machine interfacing with AOP reactors • executive design of the recycling plant, interfaced with AOP and bioflotation reactors,
together with a salts extraction system
WP3 – Results - the work performed Executive design of the pilot reactor for the bioflotation treatment: The goals consist in:
• determination of the size of BF reactor; • determination of the lay-out of BF system: reactor, reservoir and decanter; • determination of the foam depression device; • determination of internal flow; • final reactor design and manufacturing
Executive design of the pilot reactor for AOP treatment: The goals consist in:
• determination of the type and number of UV lamps; • determination of the volume and number of reactors elements; • determination of the type of material of reactors elements; • determination of internal flow; • final reactor design and manufacturing
Executive design of the dyeing machine interfacing with AOP reactor: The goals consist in:
• determination of the dyeing capacity; • determination of the volume of the dyeing vessel; • determination of the type and material of heating elements; • determination of type and capacity of the dyeing pump; • determination of the type of device to install • determination of the type of machine control • final machine design and manufacturing
Executive design of the recycling plant interfacing with AOP and bioflotation reactors: The goals consist in:
• determination of the various type of possible recycling flow; • determination of the volume of the recycling flow; • determination of the type and material of recycling elements; • determination of type and capacity of the recycling pumps; • final design and manufacturing

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 14/25 Period from 1st January 2005 to 30th June 2007 Publishable
- the methodologies and approaches employed, The final aim is the definition of the design of the various elements to be assembled together in a complete system to carry out the recycling treatments in autonomous way. The design were drown using a 3D CAD system integrated with a FEA technology CAE system (Ansys) taking in great account the necessity to obtain a system capable to perform the required work, but easily modifiable, in case of necessity, or if required, after the first test results. The piping design takes account of the research approach and allow a great connections flexibility, in order to test the different combination of the implemented treatments. - the end results, The final design result is the 3D drawing of the dyeing machine, reactors, tanks, ready for the manufacturing start-up, as shown in the following pictures:
Bioflotation system

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 15/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP4 – Process control software Leader: UniMaribor Participants: DAMA, TSP, SSETA, EcoAppl, UniMaribor WP4 – Objectives The objectives of the WP4 were the followings:
• definition of functionalities of the software controlling the treatment and feed-back actions on the finishing process upstream
• implementation of the software and ß-tests by means of process simulation • simulating how the AOP cells dynamically interact and work together for the benefit
of the whole - input for learning and neural network organisational control WP4 – Results The ANN-based models were built for model dye solutions to help in the process control. For on – line prediction ANN models were performed using different number of neurons. 4 dimensional neurons were arranged in a rectangular grid. Each component of the neuron corresponds to one variable determining the concentration of dye, volume H2O2 added, intensity of the lamp and decoloration time. Different Kohonen-ANN architectures (5x5x4, 6x6x4, 8x8x4, 10x10x4, 20x20x4 …) were constructed. All were checked for conflicts, which mean that two samples of different type fall into the same neuron. Validation of the model was performed using cross validation. During the learning phase the number of epochs and subsequently the number of iterations were optimized. Cross validation means taking as model all experiments but one and trying to predict the results of the experiment that was left out. The leave one out procedure was made for all experiments. The predicted results were calculated and correlation between Yexp and Ymodel was calculated. This process helps to calculate the results for the experiment that has never been used in learning phase.
Dye Lambda Data Net size r-model r-cross val. IRGALAN GELB 3RL KWL 456 nm 25 8 x 8 0.99 0.77 IRGALAN BORDEAUX EL. 200% 549 nm 30 8 x 8 0.97 0.87 IRGALAN GRAU GLN 577 nm 23 8 x 8 0.99 0.84 ERIONYL SCHWARZ M-BN 594 nm 13 6 x 6 1 -0.18 ERIONYL SCHWARZ M-BN 641 nm 13 6 x 6 1 -0.15 DOROSPERS ROT KRR 522 nm 15 6 x 6 1 0.34 JAUNE LEVAFIX CA 15 6 x 6 1.00 0.89 IRGALAN BORDEAUX EL. 200%(full experimental design) 550 nm 130 20x20 1.00 0,99
Comment: Erionyl Schwarz M BN and Dorospers Rot KRR gave bad r-cross validation because the decolouration using H2O2 /UV procedure was not successful for these kind of dyes. The best solution for the controlled output is final absorbance Af: iUVpif ATPCfADA )),,(1()1( −=−= (1)

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 16/25 Period from 1st January 2005 to 30th June 2007 Publishable
where ),,( TPCfD UVp= is the ANN mapping, and Ai is the initial absorbance. Decolourisation factor was selected as the ANN output. Decolourisation factor is given by the formula
i
fi
AAA
D−
= (2)
where Ai is initial absorbance (before the decolourisation process), and Af is final absorbance (after the decolourisation process). Consequently, 0=D means that the process was completely unsuccessful while 1=D means that the decolourisation is perfect. Optimal control is proposed to solve the control problem. The most important thing when applying optimal control is to define a cost function. If the latter is not chosen wisely, the results of the control will be unsatisfactory. The cost has to include all important aspects of the control problem. In our case, we decided to choose the following cost function:
maxmax
UVe
max
ppfd TP
TPkCC
kAgkJ ++= )( (3)
where g(Af) is the function that defines the cost due to unsatisfactory final absorbance:
2
0( )
( )f satis
ff satis f satis
A Ag A
A A A A<⎧
= ⎨ − ≥⎩ (4)
If the final absorbance is greater than a certain threshold Asatis (the acceptable level of the final absorbance), the first term of the cost function will be 0. If, however, the final absorbance is greater, the first term will be positive. Constants Cmax, Pmax and Tmax are maximal values of Cp, PUV and T used in the modelling process, respectively. Thus, the second and the third term in Eq. (3) represent the cost due to H2O2 consumption and the cost due to energy consumption, respectively. The first term in Eq. (3) represents the punishment of the unsatisfactory decolourisation. Defining the structure of the cost function (3) is not enough for solving the problem. One of the most subtle tasks is choosing the values of the constants kd, kp and ke that represent the weights of the decolourisation cost, the peroxide cost, and the energy cost, respectively. Inserting (1) into (3), the following form of the cost function is obtained:
maxmax
UVe
max
ppiUVpdiUVp TP
TPkCC
kATPCfgkATPCJ ++−= ))),,(1((),,,( (5)
The cost function depends on four variables and two known functions: f is the mapping realised by the ANN, and g is given by Eq. (4). The optimal control is given by minimising the cost function (5) with respect to three control variables (Cp, PUV and T). Since the minimisation is done in four dimensional space (Cp, PUV, T, and Ai) each optimal control variable depends upon the fixed value of initial absorbance (that is of course known prior to the decolourisation process). Minimisation can be done off-line to come up with the control functions:
)(
)()(
3
2
1
ip
i
iUV
AhCAhT
AhP
==
= (6)
The three control functions h1, h2, and h3 are obtained in tabular form minimising the cost function for the set of equidistantly spaced values for Ai.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 17/25 Period from 1st January 2005 to 30th June 2007 Publishable
It is obvious that the functions given in Eq. (6) have to be recalculated for each new dye and also if the circumstances change. This means that the analysis of the laboratory experiments results only represent some initial control algorithm, while the actual one has to be obtained when the results from the real process are available. In the continuation of the project the program in the Matlab language was built that is capable of automatically train the ANN model ),,( TPCfD UVp= (7)
of the process based on the measurements given in the form of ASCII files (the measurements will be collected from the real plant). After building the model, the control functions PUV, T, Cp are recalculated. They are given in the tabular form as a function of the initial absorbance. The output is produced in the form of an ASCII file that is used by the industrial PC to tune the control parameters on the PLC.
0
5
10
0
20
40
600
0.2
0.4
0.6
0.8
1
volume of H20
2 [mL/L]
PUV
= 1600 W
time [min]
deco
lour
isat
ion
ANN approximation of the mapping f ANN approximation of the mapping f for PUV = 1600 W for T = 30 min
Weighted criterion functions for two different selected weights

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 18/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP5 – Treatment system manufacturing Leader: OBEM Participants: Helios, Blondel, UniMaribor, EcoAppl, SSETA, OBEM WP5 – Objectives The objectives of the WP5 were the followings:
• manufacture of reactors for UV- and thermal-activated AOPs • manufacture of the bioflotation reactor • manufacture of the dyeing machine interfaced with the AOP reactors
WP5 – Results - the work performed, Manufacture of reactors for UV and thermal activated AOPs: The goals consist in:
• manufacturing of the reactor chambers and lamps supports; • assembling of the reactors chambers on a proper frame; • assembling of the reactors connection pipes, valves and pumps; • manufacturing of the electrical and pneumatic system;
Manufacture of the bioflotation reactor: The manufacturing of the bioflotation reactor has been carried out by ECOLOGIA APPLICATA to his subcontractor. The goals consist in:
• manufacturing of the bioflotation reactor; • manufacturing of the connection pipe between the various reactor parts; • assembling of the reactor electrical cabinet; • manufacturing of the electrical system
Manufacture of the dyeing machine interfaced with the AOP reactor The manufacturing of the dyeing machine has been carried out by OBEM according to the previous design. The goals consist in:
• manufacturing of the dyeing machine; • assembling of the dyeing machine, aop reactor and bioflotation reactor; • manufacturing of the connection pipe between the machine and the reactors; • assembling of the electrical cabinet supplied by DAMA; • manufacturing of the electrical and pneumatic system
- the methodologies and approaches employed, The final project aim is the definition of a system extremely flexible to allow the exploring of all possible configurations for the cleaning process, because its efficiency depends on the characteristics of the wet process that is related to the type of textile material to be dyed. The "connection flexibility" for the system allow to test several configurations and provide flexible cleaning solutions, according to the composition of the bath waters. The two treatments, AOP and Bioflotation, can be carried out separately and independently giving more efficiency to the system.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 19/25 Period from 1st January 2005 to 30th June 2007 Publishable
For the best results the unit must be very simple to use so OBEM and DAMA developed a dedicated software, based on the OBEM “VisualDye” control system, to control and operate in automatic mode the system - the end results, The final design consist of an integrated system composed of a laboratory DYEING MACHINE connected with the intermediate storage tanks, the AOP reactor, the BIOFLOTATION reactor, the control cabinet and the piping system connecting all the parts, with the necessary appurtenances to allow a proper working of the system. All the parts are installed on a metallic base to have an easy transportation system to allow the testing in the partner’s facility using their industrial processes. The final assembling, as shown in the annexed photo, proves that the objectives were fully reached.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 20/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP6 – System integration and tests Leader: OBEM Participants: Helios, Blondel, TSP, Dama, OBEM, SSETA, EcoAppl, UniMaribor WP6 – Objectives The objectives of the WP6 were the followings:
• integration of the wastewater treatment and recycling system (AOP reactors + dyeing machine + bioflotation reactor + tertiary treatment equipments)
• wastewater and recycling system interfacing with the ANN-based software • validation tests, analysis of technical results and operational costs
WP6 – Results 1 Integration of the wastewater treatment and recycling system (AOP reactors + dyeing machine + bio flotation reactor BF + tertiary treatment equipments): The final design consist in a platform were are installed all the parts of the system to allow the transportation without any disassembling. In this way the system can be easy installed in the involved partners facilities for the necessary tests. Each part (dyeing machine, reactors, tanks, pumps,...) is fixed on the platform and connected with the others by an austenitic stainless steel type 316 piping also fixed on the platform. In the piping system are installed all the valves pumps, probes, gauges necessaries for the working in order to allow a great flexibility and the possibility to test different configurations to check the different ADOPBIO recycling technologies.(See fig 1) The valves involved in the process are automatically driven by the PC control system, while the auxiliaries valves (e.g. tanks drain, washing, discharging, liquor check) are manually driven. All the process data are controlled by the PC control system, so can be easily memorized for reference. The system is completed by a recycled water storage tank having a capacity of 1000 liters to recover the treated water. This tank is equipped with a proper pump automatically driven which allow the reuse of this water directly in the dyeing machine or for tanks and/or reactors filling or washing. As shown in the diagram of fig 1 and in the scheme of fig 2 the working possibilities of the system are various due to its flexibility. In fact the system can works as follows
o Dyeing + AOP o Dyeing + Bio flotation o Dyeing + AOP + Bio flotation o Dyeing with reuse of recycled water + AOP o Dyeing with reuse of recycled water + Bio flotation o Dyeing with reuse of recycled water + AOP + Bio flotation
The industrial tests were carried out using, either the dyeing liquor from the dyeing equipment, and the liquor from industrial dye-houses to check the validity of the prototype. During these tests the necessity of minor modifications has been evidenced, and the following improvements puts into service: AOP reactor tank heating system; AOP reactor tank pH control and dosing system; AOP reactor liquor sampling collection; AOP reactor flow rate modification; Lamps cooling. As concern a tertiary treatment equipment, a filtration step has been considered but only at lab scale and also the addition of a specific enzyme for residual H2O2 reduction was proved to be needed to get the decolorized liquor be reusable in a dyeing process.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 21/25 Period from 1st January 2005 to 30th June 2007 Publishable
Fig 1 ADOPBIO System working scheme 2. Wastewater and recycling system interfacing with the ANN-based software Based on the ANN model of the process, the control algorithm has been proposed that includes cost function minimisation. The cost function includes a part where insufficient decolourisation is punished and a part where high consumption of energy and H2O2 is punished. Based on the gains of these terms, different control strategies can be achieved. Since we are dealing with a highly nonlinear system, the optimisation has to be done for each batch. This procedure can also be done off-line since there are only two influential variables (initial absorbance and dye sort) that take part in control output scheduling. The ANN-based models were built for model dye solutions to help in the process control. For on – line prediction ANN models were performed using different number of neurons. 4 dimensional neurons were arranged in a rectangular grid. Each component of the neuron corresponds to one variable determining the concentration of dye, volume H2O2 added, intensity of the lamp and decolouration time. Different Koh-NN architectures (5x5x4, 6x6x4, 8x8x4, 10x10x4…) were constructed. All were checked for conflicts, which mean that two samples of different type fall into the same neuron. No conflicts were observed in any of these networks. The analysis of formed clusters shows, that the samples are separated into three distinct groups according to three different concentrations of the dye. The weights in the i-level of the Kohonen neural network correspond to the i-th variable of the sample representation vector. The normalization of the experimental data was performed before entering the values into the program. The normalised weights surfaces of 4 levels in 5x5x4, 6x6x4,8x8x4,10x10x4 dimensional Koh-NN have been performed. The distribution of weights in individual levels coincides with individual clusters. Counter propagation ANN have been used for prediction of decolourization efficiency. The target values were calculated from initial and final absorbancies measured according to experimental design. Three TSP Irgalan and four Blondel Levafix dyes (model solutions) were decolourised according to Placket Burmann experimental design. For each model solution the optimal learning conditions for ANN were searched. The size of network and numbers of epochs were chosen according to the best correlation between experimental and predicted values of dye decolouration. Validation of the model was performed using cross validation. During the learning phase the number of epochs and subsequently the number of iterations were optimised. Cross validation means taking as model all experiments but one and trying to predict the results of the experiment that was left out. The leave one out procedure was made
UV reactor UV-activated AOP
1 to 3 700 W UV lamps continous recicling from tank to reactor temperature control
Bioflotation reactor
Bioflotation system by Ecologia Applicata 450 liters storage tank Ph control
Dyeing Apparatus
- 50 liters of dyeing liquor
- up to 400 liters of washing water
Storage tank 1000 liters recycled water storage tank
reuse of recycled water in the dyeing apparatus

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 22/25 Period from 1st January 2005 to 30th June 2007 Publishable
for all experiments. The predicted results were calculated and correlation between Yexp and Ymodel was calculated. This process helps to calculate the results for the experiment that has never been used in learning phase. 3 Validation tests, analysis of technical results and operational costs Validation tests were driven in three steps: - in Como, at Sseta premises, with waste waters collected in some factories of the area, mainly processing silk with acids or metal-complex dyes. As we have to transport waters by truck, the experiments were run in batches. - in Maribor, at TSP factory, with waste waters coming from dyeing processes applying disperse and metal-complex dyestuffs. The BF plant was run in continuous with different residence time while AOP in batches of 50 litres. - in Malaunay (Rouen), at Blondel factory, with mixed effluent as concern BF and with exhausted dye-bath from reactive dyestuffs processes feeding AOP reactor. Analysis of technical results are more easy for BF, because have been on the basis of daily feeding and chemical analysis, and may be summarized as follows: - For TSP disperse dyesuffs in HRT = 7 d removals were for COD (Chemical Oxigen Demand) 64% and for BiAS (non-ionic tensides) 82% - For TSP metal complex dyes in HRT=2 d COD removal was 45% and BiAS removal was 21%, may be for the metal content that lower the efficiency of the biological oxidation - For mixed effluent of Blondel factory in HRT = 4 d: COD removal was 57% and BiAS removal 74%. In a further step, with HRT=2 d, COD removal was 82% and BiAS removal 83%, may be for the best acclimatisation of microorganisms. The tests in Adopbio pilot show that the bioflotation decreases toxicity in every condition (different HRT and waste water) but only a slight decoloration was reached. As concern AOP treatment, many tests on the exhausted dye-baths have been done both in Maribor and in Malaunay and the results were used to produce data to apply and train ANN. It was not always possible to reach a complete decolourization unless a huge amount of H2O2 and very long treatment times were applied. As after BF the mixed effluents took advantage of a large decreasing of the most important environmental parameters, like COD and BiAS, but the decoloration was not complete, leaving a reddish residue, samples of this colored solution were tested in a following passage in the AOP reactor. Only decreasing the pH of the solutions we could reach a complete decolourization and it was also possible, after the decomposition of H2O2, to dye a piece of cotton in the same shade and color as with demineralized water. Operational costs of the plant are mainly due to electricity, chemicals, lamps replacing, maintenance and handling. As concern electricity the price of kW is widely dependent from the considered country and the provider. The costs for chemicals are very low: strong acids or bases for pH modification ( HCl 37%, d= 1,18, 140-180 euro/ton; NaOH 36 Be, d=1,35, 60-120 euro/ton), hydrogen peroxide (d,135 200-250 euro/ton) , the ironII salt for TEO is only in catalytic amount and eventually ammonium phosphate from a commercial fertilizer. No lamps have been replaced during the tests and the usual life time is 2000 hrs. It might be shortened if too much ignitions were applied. The time spent in maintenance is strictly dependent from the waste water to be treated. If some suspended material or a very high organic load are present, a fouling effect might be the cause of quartz tube loosing transparency. The objectives have been reached as concern decolourization and water reuse. Operational costs of the plant appeared to be difficult to foreseen because they are widely dependent on the dyeing process.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 23/25 Period from 1st January 2005 to 30th June 2007 Publishable
WP7 – Project Management Leader: SSETA WP7 – Objectives The objectives of the WP7 were the followings:
• monitoring of technical progress and financial control of the project • assistance for consortium members to anticipate organizational problems • setting up of corrective actions in order to respect the objectives of the project
WP7 – Results The overall commitment of project partners is good and the work and resources between the RTD performers and the SMEs is well balanced. The work performed by the RTD performers has allowed a good progress towards the objectives of the project, in particular in the validation of the pilot plant. Then, the pilot has been well implemented in collaboration with the SMEs. The SMEs have well participated to the activities led in particular in the building of the pilot plant (OBEM, DAMA and HELIOS) and in the performance of the tests in the plant of TSP and BLONDEL.
1.5 - Project’s relation to the State of the Art
There are many physical and chemical processes available for treatment of textile effluents. Economic viability is a critical factor in considering end-of-pipe treatment for a given dye-house effluent. This applies particularly to the challenge of colour removal and the production of a consistent quantity of treated water suitable for reuse in at least some wet-processing operations. The range of basic physical and chemical processes that have been used by dye-houses includes: biochemical and chemical oxidation and reduction, coagulation and flocculation using inorganic and organic agents, adsorbtion/absorbtion using natural and synthetic inorganic and organic agents, membrane techniques. Research continues on novel methods but it is till now clear that a single process may not give treatment results so satisfactory as to produce water suitable for reuse. Hence, when recycling is the ultimate target, a multi-step system will be necessary and this is also the approach of ADOPBIO project. ADOPBIO system is a combination of a biological treatment and an Advanced Oxidation Process, that is not a new idea, but we selected two non conventional treatment processes. Bioflotation is an improved aerobic biological treatment which shows high efficiencies to reduce the polluting charge of finishing baths. It is based on a high diffusion efficiency of oxygen in water through an “oxygenation nozzle”, which operates by cavitation, producing a very fine nebulization with water droplets up to a diameter of 6-20 µm. The fine dimension allows an intimate contact between water and air; the specific contact surface grows up enormously (each gram of water contacts an exchange surface ranging from 3.000 to 10.000 cm2, depending on the operation conditions) and increases the capability to diffuse and solubilize oxygen in water. The system generates a dynamical equilibrium among the active foam (where the purification of bacterial activity takes place), floating sewage and clarified liquid. One of the most interesting strength point for bioflotation consists in the use of surfactant compounds (already present in textile effluents) to increase the activated foam.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 24/25 Period from 1st January 2005 to 30th June 2007 Publishable
As concern the state of the art of biological processes, we might consider the recent development of small bio-reactors with microorganism fixed on a solid support, like membranes, but they seems to be more delicate and difficult to use then Bioflotation. The situation of AOP is more complicated because, at laboratory level, a lot of different systems are available for the treatment of wastes, but only ozone have been applied at full scale level, as a polishing step after the application of a preliminary alternative treatment. UV lamps are commercially applied for the bactericidal effect or for the remediation of waters contaminated by low quantities of highly toxic substances. In ADOPBIO UV radiation has been used as photo-activators of H2O2 to produce OH radicals that are able to oxidize most organic substances in solution. This system has an efficient effect in the decoloration of wastewaters containing dyestuffs and in general in the demolition of organic water-soluble substances. The efficiency of the process is highly influenced by many factors but mainly by the composition of the solutions. The state of the art of AOPs using H2O2 is, once more, a combination of tools that look for the increasing of the production of OH radicals or the exploitation of UV radiation. Ultrasounds and catalysts have been investigated by research groups and in ADOPBIO we proved iron II salts for their catalytic action that substantially improved the reaction rate in some of the tested solutions. Artificial Intelligence Technology for plant operation have been studied for the control of ADOPBIO system and applied at laboratory level, where some chemical parameters have been measured in continuous. Artificial neural networks have been applied but other models, like fuzzy models, spline models, etc. have been used for process control by research groups.
1.6 - Impact of the project on the industry and research sector
The textile finishing industry is one of the most important water consumers in Europe as, for the moment, water represents the only efficient carrier for dyes and other compounds in the textile finishing and dyeing processes. A textile finishing company uses in average 100-150 m3 of water per ton of textile material treated. Meanwhile, the availability of water resources becomes more and more limited. The wastewater treatment plants, currently installed in the mills, allow only the respect of legal pollution thresholds and the recycling of little quantities of waters for secondary activities in the mill (washing of machines). Nevertheless, they do not perform a complete destruction of the polluting charge and can only transfer, more or less efficiently, the contaminants from one phase to another, leaving the final environmental and recycling problem unsolved. In some cases the environmental impact of finishing textile processes could cause the displacement of polluting activities, with dramatic consequences for company finances. The decolouring and cleaning up treatment that AdOPBio intends to develop is based on two alternative methods: UV-activated photolysis of hydrogen peroxide (for the decolouration of the spent bath) combined with a bioflotation process (for the destruction of the residual organic load). The combination of these wastewater treatment processes is expected to achieve a complete decolourisation of the process waters for every type of dyeing process. The project will also develop and implement a process-control software based on artificial neural network and systems dynamics.

ADOPBIO June 2007 COOP-CT-2004-508723
Publishable Final Activity Report 25/25 Period from 1st January 2005 to 30th June 2007 Publishable
The main purpose of ADOPBIO project was to built a pilot plant for testing real wastewaters from dyeing of textiles. The design of the plant derived from a lot of laboratory experiments and the experience of the partners and has to allow every combination of the two treatment processes with dyeing:
o Dyeing + AOP o Dyeing + Bio flotation o Dyeing + AOP + Bio flotation o Dyeing with reuse of recycled water + AOP o Dyeing with reuse of recycled water + Bio flotation o Dyeing with reuse of recycled water + AOP + Bio flotation
This was achieved integrating in a metallic base all the parts of the plant. The end-user partners allow us to test a representative selection of dyeing conditions, making use of disperse, metal-complex or reactive dyestuffs, and so the outcomes of the project will have a wide impact on the textile industrial sector. As we know ADOPBIO plant is the only one available
SECTION 2 – DISSEMINATION AND USE
Nb Exploitable
knowledge Exploitable products or measures
Sector of Application Timetable for commercial
use
Patent of IPR
protection
Owner and other partners involved
R1 Integrated AOP and Bioflotation reactor
AOP system Textile, printing, paper and tannery
12 to 24 months after the end of the project
Planned OBEM and the other SMEs are the owners.
R2 ANN system Process control software
Waste water treatment plants in textile, printing, paper,food,pharmaceutical industries,hospitals etc
12 to 24 months after the end of the project
Planned DAMA and the other SMEs are the owners