achieving full autonomy in control - global mining … new delhi beijing shenyang ... mining &...
TRANSCRIPT

00/2015
Achieving Full Autonomy in Control
2
00/2015
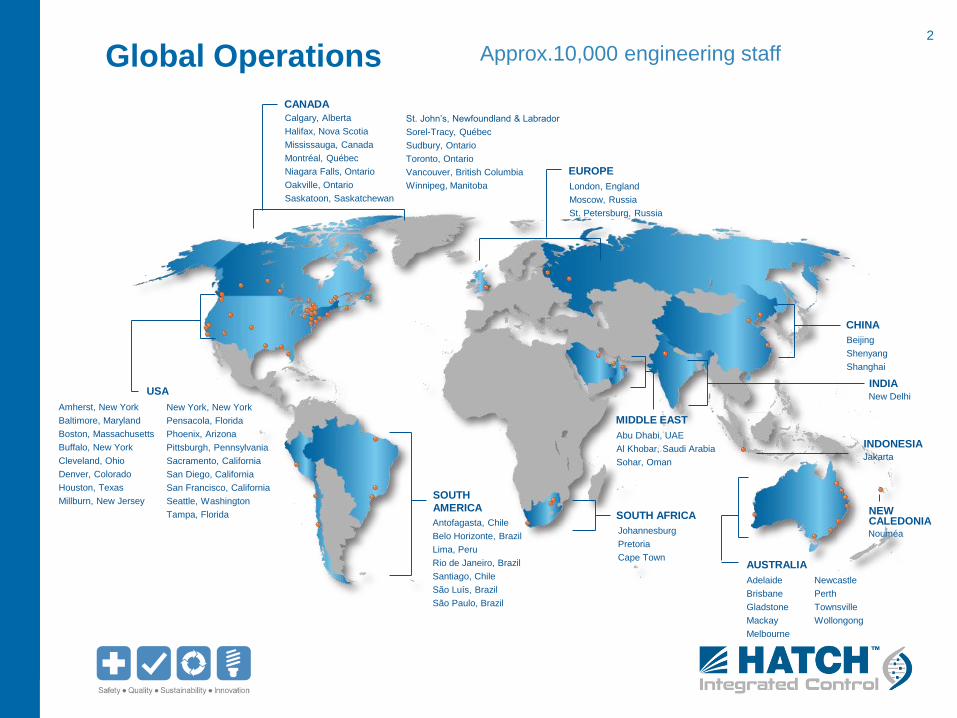
Global Operations Approx.10,000 engineering staff
CANADA
St. John’s, Newfoundland & Labrador
Sorel-Tracy, Québec
Sudbury, Ontario
Toronto, Ontario
Vancouver, British Columbia
Winnipeg, Manitoba
New York, New York
Pensacola, Florida
Phoenix, Arizona
Pittsburgh, Pennsylvania
Sacramento, California
San Diego, California
San Francisco, California
Seattle, Washington
Tampa, FloridaAntofagasta, Chile
Belo Horizonte, Brazil
Lima, Peru
Rio de Janeiro, Brazil
Santiago, Chile
São Luís, Brazil
São Paulo, Brazil
Newcastle
Perth
Townsville
Wollongong
Adelaide
Brisbane
Gladstone
Mackay
Melbourne
AUSTRALIA
MIDDLE EAST
SOUTH
AMERICASOUTH AFRICA
Amherst, New York
Baltimore, Maryland
Boston, Massachusetts
Buffalo, New York
Cleveland, Ohio
Denver, Colorado
Houston, Texas
Millburn, New Jersey
Calgary, Alberta
Halifax, Nova Scotia
Mississauga, Canada
Montréal, Québec
Niagara Falls, Ontario
Oakville, Ontario
Saskatoon, Saskatchewan
CHINA
NEW CALEDONIA
Johannesburg
Pretoria
Cape Town
London, England
Moscow, Russia
St. Petersburg, Russia
EUROPE
INDIANew Delhi
Beijing
Shenyang
Shanghai
USA
Abu Dhabi, UAE
Al Khobar, Saudi Arabia
Sohar, Oman
Nouméa
INDONESIAJakarta
3
00/2015
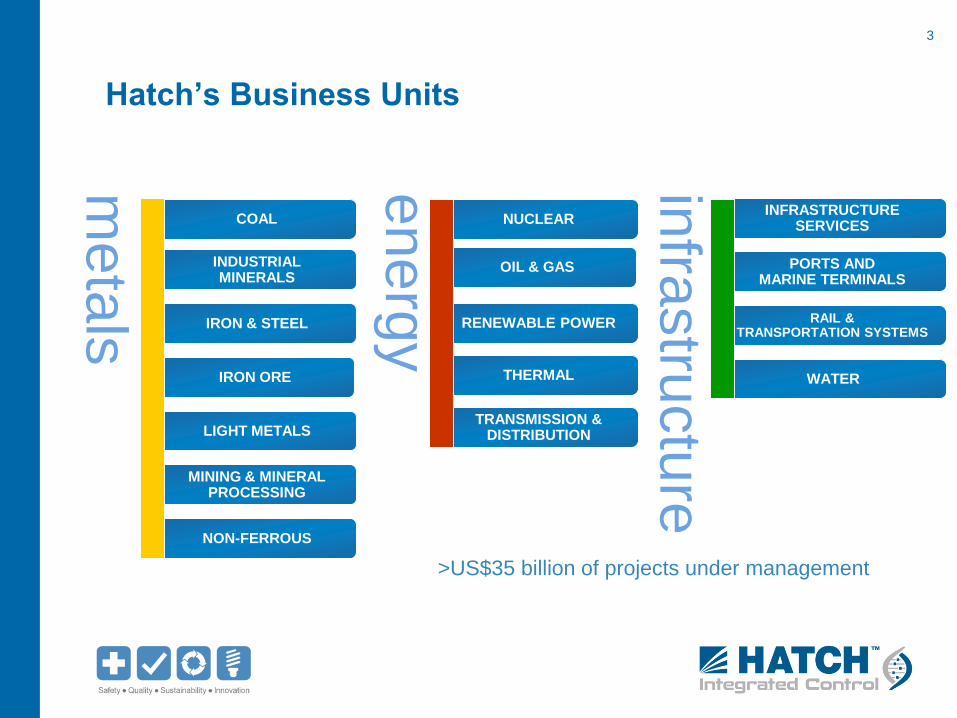
THERMAL
COAL
WATER
INFRASTRUCTURE SERVICES
PORTS AND MARINE TERMINALS
RAIL & TRANSPORTATION SYSTEMS
Hatch’s Business Units
NUCLEAR
NON-FERROUS
LIGHT METALS
MINING & MINERAL PROCESSING
INDUSTRIALMINERALS
IRON & STEEL RENEWABLE POWER
TRANSMISSION & DISTRIBUTION
OIL & GAS
en
erg
y
infra
stru
ctu
re
me
tals
IRON ORE
>US$35 billion of projects under management
4
00/2015
Agenda
• Why is Full Autonomy in control important?
• Barrier/Challenge to Full Autonomy in Control
• Overcoming these barriers using Hatch Integrated Control
(HIC) approach
• Case Study Example: Hatch Stockyard Automation
• Other Hatch Case Studies using HIC approach

5
00/2015
Why is Full Autonomy in Control Important?
6
00/2015
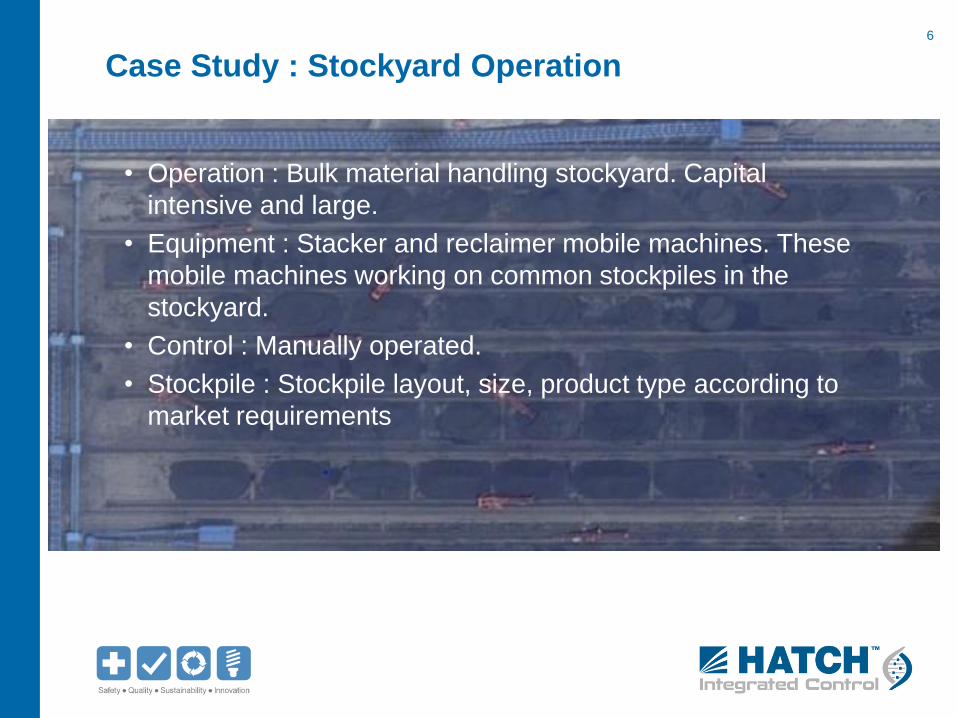
Case Study : Stockyard Operation
• Operation : Bulk material handling stockyard. Capital
intensive and large.
• Equipment : Stacker and reclaimer mobile machines. These
mobile machines working on common stockpiles in the
stockyard.
• Control : Manually operated.
• Stockpile : Stockpile layout, size, product type according to
market requirements
7
00/2015
Case Study : Stockyard Operation
What impacts performance?
• Performance/throughput based on operators acting upon
instructions.
• Variations and inconsistencies highly likely due to the “human
factor”. Direct impact on productivity.
• Operational capacity and flexibility would not be at ideal
levels, meaning potential lost production.
8
00/2015
Traditional Automation
For such a facility, “Traditional” automation can make a
difference.
• Automatic operation of an equipment. Less operator
intervention.
• Higher productivity, moving machines optimally to the right
spot, working the buckets at the right speed, etc.
• More visibility. Faster response to issues.
• Fewer personnel requirements
• Fewer mistakes
9
00/2015
What are the limits of Traditional Automation
• Limited alignment with business objectives and workflow
• Automation scope is limited within equipment items or plant
area
• Limited allowance for abnormal scenarios
• Missed improvement opportunities
• Systems not structured for optimisation and expansion.
Minimal flexibility.
Full Autonomy can address the above and more....
10
00/2015
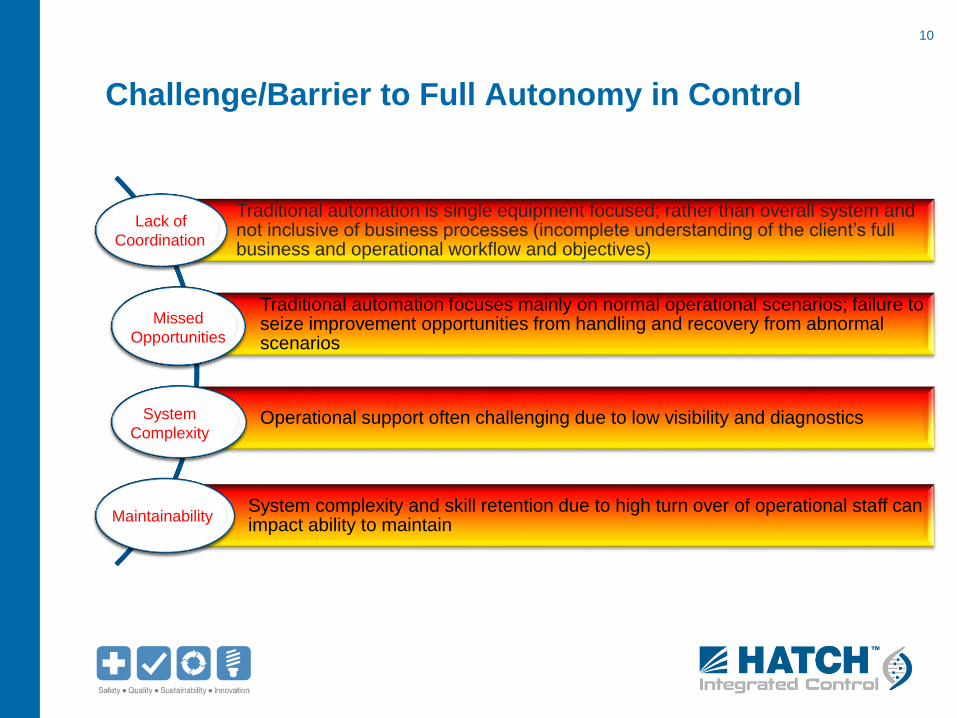
Challenge/Barrier to Full Autonomy in Control
Traditional automation is single equipment focused; rather than overall system and not inclusive of business processes (incomplete understanding of the client’s full business and operational workflow and objectives)
Traditional automation focuses mainly on normal operational scenarios; failure to seize improvement opportunities from handling and recovery from abnormal scenarios
Operational support often challenging due to low visibility and diagnostics
System complexity and skill retention due to high turn over of operational staff can impact ability to maintain
Lack of
Coordination
Missed
Opportunities
System
Complexity
Maintainability
11
00/2015
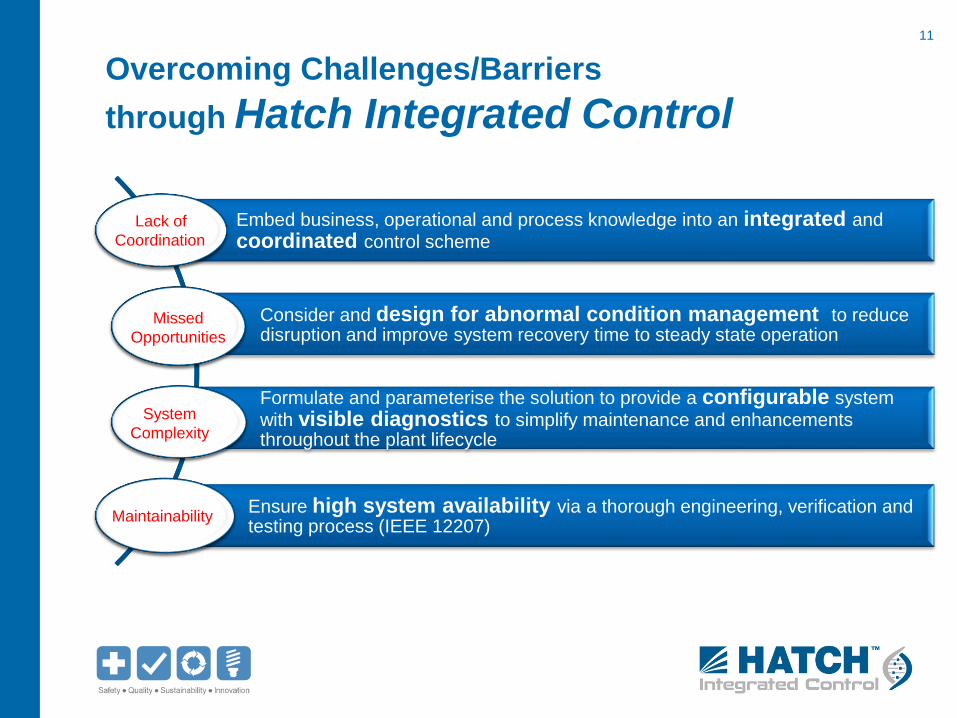
Overcoming Challenges/Barriers
through Hatch Integrated Control
Embed business, operational and process knowledge into an integrated and
coordinated control scheme
Consider and design for abnormal condition management to reduce disruption and improve system recovery time to steady state operation
Formulate and parameterise the solution to provide a configurable system
with visible diagnostics to simplify maintenance and enhancements throughout the plant lifecycle
Ensure high system availability via a thorough engineering, verification and testing process (IEEE 12207)
Lack of
Coordination
Missed
Opportunities
System
Complexity
Maintainability

12
00/2015
Case Study : Stockyard Operation
How can Hatch Integrated Control improve the
operation?
Focus areas:
• Safe autonomous operation without machine collision
• Efficient production
• Maximise stockyard capacity and flexibility
13
00/2015
Case Study : Stockyard Operation Challenges
Stockyard capacity dependent on ability of mobile machines to
work safely and close together
Stockyard flexibility dependent on ability to define and manage
the stockpile ore type, size, shape, stacking pattern, etc.
Stacking performance (consistency in stockpile geometry, size)
has a direct effect on reclaiming performance
Variability of operational performance due to manual operation
System maintainability and availability can significantly impact
productivity
14
00/2015
Case Study : Stockyard Operation
How can Hatch Integrated Control improve the
operation?
Via the Hatch Stockyard Automation (HSA) System
Embeds Stockyard Management System and Machine
Protection System
Operators provided high flexibility in defining and configuring
stockyard parameters
Advanced automation for unmanned operation. Variability
minimised and capacity utilisation maximised
15
00/2015
Case Study : Stockyard Operation
How can Hatch Integrated Control improve the
operation?
Via the Hatch Stockyard Automation (HSA) System
System engineered to provide configuration changes without
modifying the core underlying software. Extensive use of
generic algorithms
Robust and high reliability system
Workflow simplified and efficiency improved
16
00/2015
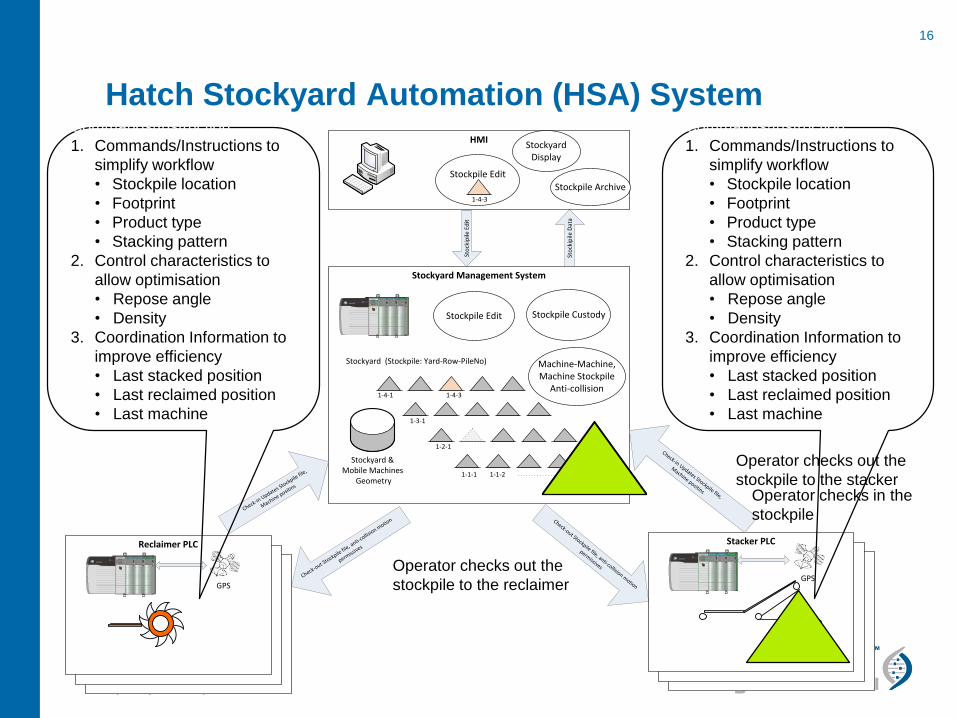
Hatch Stockyard Automation (HSA) System
Reclaimer PLC
Stockyard &Mobile Machines
Geometry
Stockyard Management System
1-1-51-1-1
1-2-1
1-3-1
1-1-2
Stockyard (Stockpile: Yard-Row-PileNo)
1-4-1
POWER
Allen-BradleyQUALITY
RUN
BAT
I/O
Rs232
OK
RUN PROGREM
Logix5550 DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC OUTPUT
O
K
ST
ST
0 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15
POWER
Allen-BradleyQUALITY
RUN
BAT
I/O
Rs232
OK
RUN PROGREM
Logix5550 DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC OUTPUT
O
K
ST
ST
0 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15
Stacker PLC
POWER
Allen-BradleyQUALITY
RUN
BAT
I/O
Rs232
OK
RUN PROGREM
Logix5550 DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC INPUT
O
K
ST
ST
ST
ST
0 1 2 3 4 5 6 7
1 1 1 1 2 2 2 2
6 7 8 9 0 1 2 32 2 2 2 2 2 3 3
4 5 6 7 8 9 0 1
1 1 1 1 1 1
0 1 2 3 4 58 9
DC OUTPUT
O
K
ST
ST
0 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15
HMI
Stockpile Edit
Stockpile Archive
Sto
ckip
ile D
ata
Sto
ckip
ile E
dit
1-4-3
1-4-3
Check-in Updates S
tockpile file,
Machine positins
Check-out Stockpile
file, a
nti-collis
ion motio
n
permiss
ives
Check-out Stockpile file, anti-collision motion
permissives
Check-in Updates Stockpile file,
Machine positins
Stockpile Edit Stockpile Custody
Machine-Machine, Machine Stockpile
Anti-collision
Stockyard Display
GPSGPS
Commands/Instruction
1. Commands/Instructions to
simplify workflow
• Stockpile location
• Footprint
• Product type
• Stacking pattern
2. Control characteristics to
allow optimisation
• Repose angle
• Density
3. Coordination Information to
improve efficiency
• Last stacked position
• Last reclaimed position
• Last machine
Operator checks out the
stockpile to the stackerOperator checks in the
stockpile
Operator checks out the
stockpile to the reclaimer
Commands/Instruction
1. Commands/Instructions to
simplify workflow
• Stockpile location
• Footprint
• Product type
• Stacking pattern
2. Control characteristics to
allow optimisation
• Repose angle
• Density
3. Coordination Information to
improve efficiency
• Last stacked position
• Last reclaimed position
• Last machine
18
00/2015
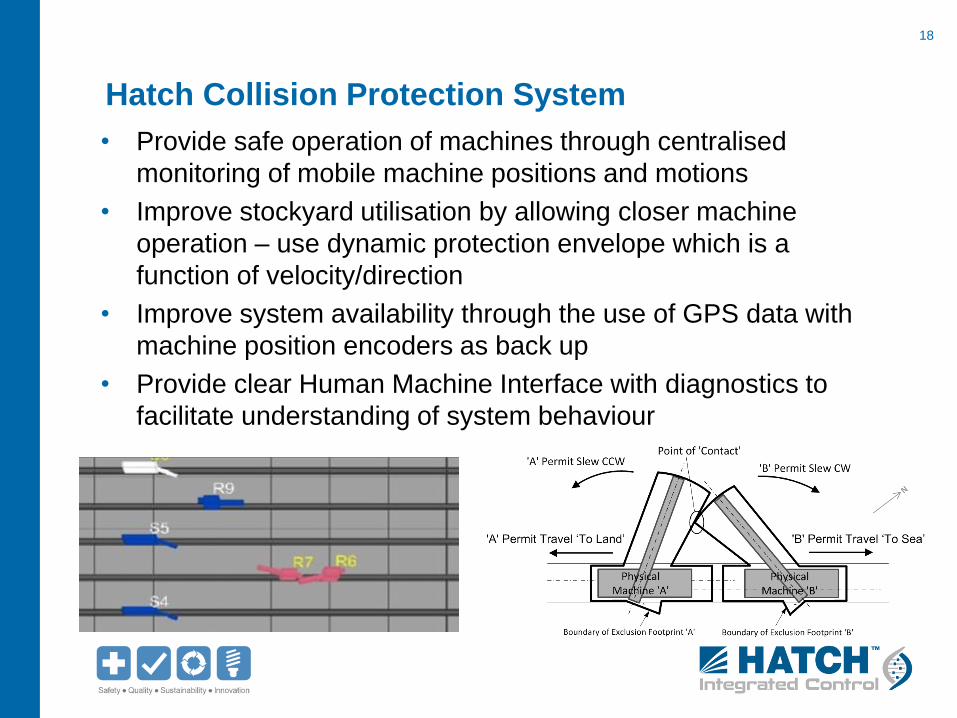
Hatch Collision Protection System
• Provide safe operation of machines through centralised
monitoring of mobile machine positions and motions
• Improve stockyard utilisation by allowing closer machine
operation – use dynamic protection envelope which is a
function of velocity/direction
• Improve system availability through the use of GPS data with
machine position encoders as back up
• Provide clear Human Machine Interface with diagnostics to
facilitate understanding of system behaviour
19
00/2015
Hatch Stockyard Automation - Achievements
Implemented at one of the world largest stockyard, achieving:
Full unmanned stockyard mobile machine operation (labour
reduction of approx. 4 operators per machine)
Improved stockyard flexibility (stockpile layout can be easily
reconfigured by operator; allowing client to adjust the stockpile
size to improve reclaiming efficiency and adjust inventory
location to suit market conditions)
System reliability and dynamic envelope of collision protection
improve the stockyard capacity through closer machines
operation and less disruption due to system outages
Productivity improvement through removal of variability due to
manual operation and advanced control automation
20
00/2015
Simplify Maintenance through Configuration
Management
Design systems to eliminate the need to modify the core software;
modifications made through configuration of attributes e.g.
• Stockpile Management System allows operator to configure for
each stockpile:
– Size
– Position
– Permitted Ore type (prevent contamination)
– Permitted Stacking Pattern and Reclaiming Pattern
• Collision Protection System allows the engineer to configure each
machine without the need to modify collision protection algorithms:
– Mobile machine rail location and permitted movement area
– Geometrical dimension of each mobile machine
– Maximum deceleration rate of each mobile machine
21
00/2015
Improving Availability
• By parametrising the software implementation into a set of
generic algorithms and a set of configurable attributes; after initial
detailed testing, future modifications can be implemented through
configuration changes rather than core software changes – this
significantly improves system availability and lowers risk
• A bulk material handling supervisory control system called HPT
developed by Hatch using this principle has achieved an
availability better than 99.95, with average downtime of less than
1 hr p.a. over the last 10 years despite over 26 stages of
expansion (through configuration changes)

23
00/2015
Track Record of Hatch Integrated Control Approach
• Review of a mineral sands operation culminating in the delivery of
AUD$3.3 million p.a. productivity improvement through the integrated
control approach
• Review and implementation of an integrated control strategy to
coordinate the crushing and milling areas enabling the operation to
achieve its nameplate capacity.
• The HPT Route Control system has delivered a 6% productivity
improvement and facilitated more than 20 stages of expansion of a
bulk ore handling port, with system availability better than 99.96%.

24
00/2015
Track Record of Hatch Integrated Control Approach
• The Hatch Reclaimer control strategy that has successfully delivered
a performance improvement resulting in savings of over AUD$1.2
million p.a. for demurrage costs.
• Hatch Stockyard Automation (HSA) which has enabled safe and
efficient unmanned operation of mobile machines within a stockyard,
whilst improving overall efficiency and consistency at one of the
largest coal ports in the world.
• The Hatch Virtual Spud (HVS) control technology which allows
‘spudless’ dredge operation delivering productivity improvements of
10-20% by increasing the continuous mining area approx 9 fold and
removing non-productive time due to spud walk and crabbing
movements.

25
00/2015
For more
information,
please visit
www.hatch.ca