a survey of technical aspects of site remediation: site remediation strategy
TRANSCRIPT
Pergamon
0956-053X(94)E0001-2
Waste Management, Vol. 14, No. 1, pp. 61-66, 1994 Copyright © 1994 Elsevier Science Ltd Printed in the USA. All rights reserved
0956-053)(/94 $6.00 + .00
ORIGINAL CONTRIBUTION
A SURVEY OF TECHNICAL ASPECTS OF SITE REMEDIATION: SITE REMEDIATION STRATEGY
Gregory A. Vogel,* Alan S. Goldfarb, and George A. Malone Hazardous Waste Systems, The MITRE Corporation, 7525 Colshire Drive, McLean, VA 22102-3481, U.S.A.
Dennis E. Lundquist Air Force Center for Environmental Excellence, Brooks Air Force Base, TX, U.S.A.
ABSTRACT. MITRE assembled design, cost, and performance information on five frequently applied remedial tech- nologies from more than 100 vendors directly involved in equipment design and construction and whose costs are independent of contractor markup. This document summarizes the practical experience gained by these vendors through thousands of site remediation projects. The Air Force Center for Environmental Excellence/Environmental Services Office requested this work to obtain an independent, conflict-free source of information for evaluating their contractor's selection of remedial technologies, equipment design, cost estimates, and proposals.
INTRODUCTION
Site remediation is a fundamental part of the U.S. Environmental Protection Agency's (EPA) Super- fund program. The oftentimes cumbersome and time-consuming administrative processes that com- prise much of Superfund were developed before ex- tensive experience with site remediation existed. As with the start-up of many new endeavors, Superfund has been questioned and criticized for being slow and ineffective. In response to such crit- icism, EPA has recently developed several initia- tives to streamline and improve the process.
These developments are of vital interest to the U.S. Air Force, which is required to follow the Comprehensive Environmental Response, Com- pensation, and Liability Act (CERCLA or Super- fund) requirements during implementation of the In- stallation Restoration Program (IRP) at their bases. The Air Force has established the goal of remedi- ating the estimated 2,000 contaminated sites at Air Force installations by year 2000. These sites are related to past activities and industrial practices at the installations and include old landfills, fuel spills, and leaks from petroleum storage areas. To support this goal, the Air Force Center for Environmental Excellence (AFCEE) was established at Brooks Air
Force Base, Texas, for planning, designing, and de- livering cost-effective solutions to the Air Force's environmental problems and challenges.
AFCEE initiated a study to contact vendors of applied remedial equipment and technologies to independently identify opportunities for expe- diting the IRP. AFCEE sought information about equipment design, performance, and cost, includ- ing the vendors ' experience with remediation projects. This series of articles summarizes the in- formation obtained from vendors. Mention of, or reference to, any product, contractor, or supplier does not constitute or grant government approval or recommendation.
This first article describes the approach, or strat- egy, to site remediation used by the vendors. This strategy was synthesized from many conversations and was not developed by a single vendor, although vendor opinions converged on many aspects. Sub- sequent articles in the series focus on providing practical technical information for engineers in- volved in site remediation. Specific technologies that are addressed include air stripping, soil vapor vacuum extraction, stabilization and solidification, and vapor phase thermal oxidation.
VENDOR PROFILE
Approximately 125 vendors of remedial equipment and related services supplied information for this
RECEIVED 10 JUNE 1993; ACCEPTED 14 JANUARY 1994. *To w h o m c o r r e s p o n d e n c e m a y be a d d r e s s e d .
61

62 G.A. VOGEL ET AL.
project, and detailed interviews were conducted with 35 vendors. All of the vendors contacted were very cordial and willing to supply all the informa- tion requested, taking considerable amounts of their time to explain and consider all of the issues and questions raised. In general, most of the vendors are young, small, but rapidly growing companies, a situation characteristic of a new and expanding in- dustry. Many of the companies are less than 5 years old with fewer than 30 employees. All companies except those involved in bioremediation reported rapid growth, some doubling their sales volume ev- ery 1, 2, or 3 years. Companies involved in biore- mediation have successful experience in many pro- jects but reported a reluctance by customers to commit heavily to this technology. The slow growth is probably due to a "wai t and see" attitude adopted by some customers.
The design of most remediation equipment within each technology appears to be fairly stan- dardized, although individual vendors offer unique or additional features. For example, vendors offer packed in tower air strippers in the same diameters and heights, but variations are noted in sump design and packing materials. Many vendors use identical equipment for constructing remedial systems, such as vacuum extraction blowers and groundwater pumps. Of the technologies s tudied, water- contaminant phase separators exhibit the greatest diversity in design among vendors.
Despite these similarities in design, there is a sur- prising lack of concurrence among vendors regard- ing technology application and performance. For example, some vendors state that vacuum extrac- tion is not feasible in clay soils, whereas another vendor states that vacuum extraction in clays is fea- sible using closely spaced wells and by drawing a very high vacuum. Vendors also disagree on the suitability of using carbon adsorption to treat the exhaust gas from air strippers. Some bioremedia- tion vendors state that adding non-native microbes to contaminated soil is futile because the colonies die almost immediately, whereas other vendors claim successful remediation with non-native mi- crobes. Some air stripper vendors claim that the data used to design air strippers is unreliable, and one vendor stated that it is almost fortuitous that any air stripper performs effectively. One cause of these apparently conflicting assertions is that the unique environmental conditions existing at each site greatly affect technology performance. Addi- tional discussion of these issues appears in this se- ries of articles.
Very few of the vendors interviewed are in- volved in site characterization activities or the study phase of a clean-up project. Vendors are usu-
ally provided data and specifications by engineering firms or environmental consulting companies, and the equipment is designed to perform under the de- scribed conditions. Most vendors do not operate their equipment, nor are they contracted directly for site remediation. Those vendors that do partic- ipate in remediation state that they will not design remedial systems to specifications developed by other parties because their experience indicates that the data are often incomplete or inaccurate. Ven- dors not participating in site remediation report sim- ilar problems with occurrences of unreliable site data and design specifications. Most vendors have developed relationships with specific engineering companies and consultants that are known to pro- vide reliable data, and they will avoid doing busi- ness with organizations known to be unreliable to avoid blame and liability. As usually small compa- nies with limited resources, most vendors team with larger engineering firms to bid on government work.
STRATEGY FOR REMEDIATION
The following four-step strategy for remedia- tion became apparent from analysis of the ven- dor interviews:
1. Determine whether contamination exists as a re- sult of site activities.
2. If contamination exists, act promptly to protect receptors actually at risk, locate the source(s), and characterize environmental conditions.
3. Remediate the contamination source(s) as soon as possible.
4. Remediate remaining contaminated environmen- tal media to the extent necessary to protect hu- man health and the environment.
This strategy has been used by several vendors to remediate sites that are not on the Superfund National Priorities List. Vendors stated that reme- diation projects conducted for industrial clients not subject to Superfund requirements proceeded much more rapidly and at lower cost than Superfund pro- jects. Although the strategy does not coincide with the Superfund process, it could be implemented through a variety of existing provisions. The four- step remediation process described by vendors dif- fers from the Superfund process in some respects. This process is presented to stimulate thinking about improving the current Superfund implemen- tation strategy.
The following observations offered by vendors may help to further define the extent of revisions to the Superfund process that could be considered:

SITE REMEDIATION STRATEGY 63
• Remedial investigations are not expected to com- pletely define the entire extent of contamination or site characteristics prior to the start of source remediation. The primary goal of pre-remedial in- vestigations is to locate the source of any con- tamination that may exist. Site characterization is then aggressively pursued to support implemen- tation of appropriate remedial technologies iden- tified through experience at similar sites.
• High quality analytical laboratory results are not necessary for locating sources. Site contaminants and contaminated environmental media need to be identified but not extensively quantified. Be- cause sources are localized areas of high contam- inant concentrat ions, they often may be easily detected by sight, smell, or portable field instru- ments. The need for sensitive and defensible an- alytical testing is primarily to validate the success of a remedial technology.
• Remedial actions need to begin as soon as, but not before, sources are located. Additional stud- ies, numerical risk assessments, technology eval- uation, and design specifications are often not necessary for source remediation if experienced remediation contractors are used. Such activities cause delays that can make remediation more dif- ficult if site contaminants are in a dynamic state.
• Source remediation does not need to be an ex- tended and costly project. Vendors prefer to be- gin remediation on a relatively small scale at lo- cal ized sources , modifying the equ ipment as necessary to achieve successful results. After successful operat ion is demonstrated, the reme- dial system can be expanded or additional mod- ules can be added. By starting on a small scale, costs associated with changing the technical ap- proach or system design can be minimized. Suc- cessful source remedia t ion projects are often completed in less than 6 months to 1 year.
The remainder of this article focuses on re- medial technology selection and subsequent appli- cation to remediate contaminant sources and any res idual c o n t a m i n a t i o n that may remain af te r source remediation.
TECHNOLOGY SELECTION
Vendors use three primary strategies separately or in conjunct ion to remediate sites. The strategies are: (1) destruct ion or alteration of contaminants, (2) extract ion or separation of contaminants from environmental media, and (3) the in-situ contain- ment of contaminants . Technologies capable of contaminant destruct ion by altering their chemical
s t ructure are thermal , biological, and chemical treatment methods. These destruction technologies can be applied in-situ to contaminated media ex- tracted from their environment (such as excavated soil or extracted groundwater f rom a pump and treat system), or to concentrated contaminants de- rived from extraction or separation technologies. Technologies commonly used for separation and concentrat ion of contaminants from environmental media include soil vapor vacuum extract ion and groundwater t rea tment by one of the following methods: phase separation, carbon adsorption, air stripping, physical treatment, or some combination of these technologies. Careful selection and integra- tion of separation technologies should enhance nat- ural contaminant transport mechanisms to arrive at the most effective treatment scheme. For example, over 100 times more air than water can be moved through soil; therefore, for a volatile contaminant in soil that is relatively insoluble in water, vacuum extract ion would be a more efficient separation technology than groundwater extraction and con- taminant separation.
Containment technologies include groundwater pumping systems, stabilization, solidification, cap- ping, placement in a secure landfill, and the con- struction of slurry walls. The goal of containment is primarily to gain additional time before site reme- diation is undertaken. Some vendors believe that no containment technology is permanently effective, so some type of contaminant destruction or extrac- tion would have to occur after containment if a per- manent solution is required. Stabilization technolo- gies are o f ten p r o p o s e d for r emed ia t ing si tes contaminated by metals or other inorganic species. The mobility of these inorganic species is primarily dependent on the pH of the environmental media, so that altering an acidic pH to basic conditions may be sufficient to prevent migration.
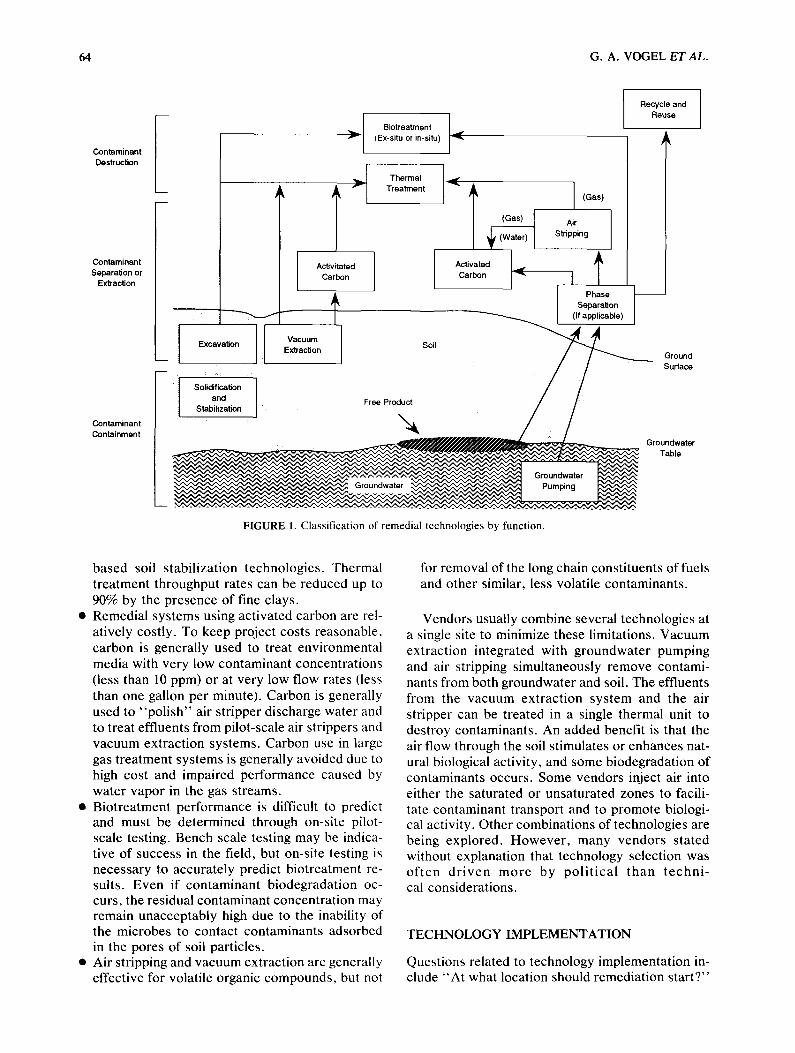
These concepts about site remediation strategies and the technologies associa ted with them are summarized in Fig. 1. One feature obvious from the figure is that the choice of applied technolo- gies is not extensive once a remedial strategy is deve loped , con t r a ry to the co n cep t f o rw a rded by EP A that n u m e r o u s t echno log i e s mus t be screened and evaluated prior to identifying a pre- ferred alternative. This assertion remains true if " innova t ive" technologies are included in Fig. 1. The following factors further limit the range of ap- plicable technologies:
• Soils high in clay content cause problems for any remedial technology. Their lack of porosity inhib- its air flow, which impairs both vacuum extrac- tion and bioremediation. Clays inhibit asphalt-
G.A. VOGEL E T A L .
Contaminant Destruction
Contaminant Separation or
Extraction
Contaminant Containment
L f
Activitated Carbon
Biotreatment (Ex-situ or in-situ)
Thermal Treatment i
~ T (Gas) Air
~ (Water) 1 Stripping
Activated ~ Carbon 1 ~ ]
Phase Separation
Recycle and Reuse
_ II Vaooum - - I =ava0on II Ex a°0o° So,, I1 '1
/ / Solidification and I Free Prod~ ~ / / I Stabilization I ___~
~ r o u n d w a t a r ~ Table
~ Groundwate" ^ ̂ ̂ ̂ ̂ ̂ ?" ~ ta r;ump/na; r ~
FIGURE 1. Classification of remedial technologies by function.
based soil stabilization technologies. Thermal treatment throughput rates can be reduced up to 90% by the presence of fine clays.
• Remedial systems using activated carbon are rel- atively costly. To keep project costs reasonable, carbon is generally used to treat environmental media with very low contaminant concentrations (less than 10 ppm) or at very low flow rates (less than one gallon per minute). Carbon is generally used to "polish" air stripper discharge water and to treat effluents from pilot-scale air strippers and vacuum extraction systems. Carbon use in large gas treatment systems is generally avoided due to high cost and impaired performance caused by water vapor in the gas streams.
• Biotreatment performance is difficult to predict and must be determined through on-site pilot- scale testing. Bench scale testing may be indica- tive of success in the field, but on-site testing is necessary to accurately predict biotreatment re- suits. Even if contaminant biodegradation oc- curs, the residual contaminant concentration may remain unacceptably high due to the inability of the microbes to contact contaminants adsorbed in the pores of soil particles.
• Air stripping and vacuum extraction are generally effective for volatile organic compounds, but not
for removal of the long chain constituents of fuels and other similar, less volatile contaminants.
Vendors usually combine several technologies at a single site to minimize these limitations. Vacuum extraction integrated with groundwater pumping and air stripping simultaneously remove contami- nants from both groundwater and soil. The effluents from the vacuum extraction system and the air stripper can be treated in a single thermal unit to destroy contaminants. An added benefit is that the air flow through the soil stimulates or enhances nat- ural biological activity, and some biodegradation of contaminants occurs. Some vendors inject air into either the saturated or unsaturated zones to facili- tate contaminant transport and to promote biologi- cal activity. Other combinations of technologies are being explored. However, many vendors stated without explanation that technology selection was often driven more by poli t ical than techni- cal considerations.
TECHNOLOGY IMPLEMENTATION
Questions related to technology implementation in- clude "At what location should remediation start?"
SITE REMEDIATION STRATEGY 65
"At what scale should remediation start? . . . . What is a reasonable schedule for remediation? . . . . What are reasonable cleanup goals and can they be at- tained?" Responses to these questions were similar among vendors contacted during this study.
Vendors stated that any free-phase contaminant (free product) encountered during a remedial inves- tigation or remedial action should be promptly re- moved from the environment. This material can be stored for later treatment, destruction, or product recovery. If no free product is encountered, sam- piing and analysis results from the remedial inves- tigation are used to estimate contaminant mass and volume in the environment. Vendors recognize the uncertainty associated with these results and at- tempt to design and construct flexible remedial strategies and systems. However, any site charac- terization occurring after the presence of contami- nation is established should be focused to support a proposed remedial strategy and the design of effec- tive and efficient remedial equipment. The concept that remedial technologies should be selected only after site characterization is erroneous, often result- ing in incomplete or inappropriate data collection.
The major objective of site remediation is to ini- tially remove the greatest mass of contaminants from sources as rapidly as possible, often beginning with relatively small-scale equipment located at ar- eas of highest contaminant concentrations. Site characterization should continue concurrently to monitor remedial action effectiveness and define the full extent of contamination. For example, a vacuum extraction system may start with five or fewer wells. As additional contaminated areas are located, and as more is learned about system per- formance, soil borings can be converted to extrac- tion wells and added to the treatment system. With proper design, the capacity of the system can be increased within limits by changing only the blower rather than replacing all associated equipment. Ad- ditional modular units can be added to the remedial system if larger capacities are required. Vendors prefer to start remediation on a small scale as soon as possible. If the system performs acceptably, its capacity can be increased to remediate an entire site. If the small-scale system does not perform ad- equately, another technology or approach to reme- diation can be tried. This approach to remediation is being recognized by EPA through development of their observational approach and the preparation of Records of Decision that allow latitude in imple- menting remedial technologies. These pilot-scale remediation projects also serve as effective treat- ability studies. Except for carbon adsorption and some biotreatment vendors, the vendors contacted during this study indicated that laboratory tests alone are virtually useless because all site condi-
tions cannot be simulated. Pilot-scale projects con- ducted on-site are the only effective means of ob- taining useful design information and verifying remedial technology selection.
Vendors find it advantageous and practicable to have remedial equipment operating within 3 months after the discovery of contamination. Some states require that remedial equipment be operating within 2 weeks after the discovery of free petroleum prod- uct in a groundwater well. The objective of rapid response is to minimize the spread of contamina- tion, which also minimizes project scope and cost and protects the environment. Nearly all of the con- taminant mass at a site is found as free product or adsorbed to the soil. If free product is present, soil saturated with contaminants must also be present. The contaminant occupies the soil pore space and may comprise as much as 30% of the total soil vol- ume. Thus, remediation must initially focus on free product removal and soil treatment. Typically, less than 3% of contaminant mass is in groundwater, which limits the effectiveness of pump and treat technologies for removing contaminant mass. Ven- dors believe that the majority of contaminant mass should be remediated within 6 months to 1 year. Requirements for longer remediation periods may be indicative of ineffective technologies and/or im- practical clean-up standards. Proposed remedies es- timated to require 5 or more years to achieve clean- up goals should be reevaluated to ensure that the contaminant source has been located and that effec- tive remedial technologies have been selected to eliminate the source.
Rapid remedial response can be facilitated be- cause most remedial equipment is relatively stan- dardized in design and size for individual technolo- gies. Most remedial systems can be specified, designed, and even delivered within a few weeks. Vendors view site remediation as an evolving con- struction process, with the equipment being altered and capacity increased to meet the site conditions encountered and experienced during the initial stages of remediation. This trial-and-error approach based on experience accommodates the high vari- ability in site conditions; for example, soil perme- abilities can range from 10 -6 to 10 cm/s; contami- nant concentrations can range from 100% free product to one part per billion; and groundwater pumping rates at wells can range from 1 to 1,000 gallons per minute. Conventional design and con- struction projects are often not capable of accom- modating such large variability. However, vendors stress that the success of the trial-and-error ap- proach to remediation depends largely upon the skill and expertise of the contractor for minimizing error. The information obtained from vendors sug- gests that, in many cases, equipment design and

66 G .A . VOGEL ET AL.
installation for site remediation does not have to be a time-consuming and costly process.
Remediation is usually conducted to satisfy a goal established by a regulatory agency. These nu- merical goals are often established based on the es- timated risk to human health. This estimated risk does not consider the mass of contaminants present at a site, which vendors believe to be the driving force for remediation. In addition, the EPA meth- odology for estimating risk contains so many arbi- trary assumptions that nearly any cleanup goal can be justified using assumptions that appear reason- able for a specific site. Whether a cleanup goal is higher or lower than it should be becomes an aca- demic argument when technology capabilities are considered. Each remedial technology, or combina- tion of technologies, can attain some finite level of performance that is extremely dependent on site conditions. If the cleanup requirement is sig- nificantly beyond technology capabilities, huge amounts of money would be wasted pursuing an unattainable goal. EPA has recently recognized this problem and has issued treatment-based standards, rather than specific numerical standards, for the Maximum Contaminant Level (MCL) of lead and copper in drinking water. EPA is preparing policy announcements for implementing these new MCLs for site remediation. During one remediation proj-
ect, millions of gallons of contaminated groundwa- ter were remediated to drinking water quality, only to be discharged to a sewer. Vendors unanimously agree that clean-up goals and remedial technology capabilities must be reconciled before a project is initiated.
In summary, remediation is an evolving and, therefore, unconventional construction process, with equipment being altered and capacity in- creased to meet site conditions experienced during the initial stages of remediation. An advantage of this phased approach is that if the remediation sys- tem does not perform adequately, an alternate re- mediation technology can be tried without having incurred a major investment loss. The success of this trial-and-error approach depends largely upon the skill and expertise of the remediation con- tractor. Conventional approaches to design and construction projects and the current Superfund ad- ministrative process do not generally have the flex- ibility to adapt to the large variability and uncer- tainty associated with remediation of uncontrolled hazardous waste sites. Experience with the Super- fund program has shown that a significantly re- vised, rather than a streamlined, program may be necessary to achieve clean-up goals within the near term without imposing a significant burden on the economy.
Open for discussion until 23 June 1994.