a hydrometallurgical process for the separation of aluminum, cobalt, copper and lithium in acidic...
TRANSCRIPT

Separation and Purification Technology 98 (2012) 396–401
Contents lists available at SciVerse ScienceDirect
Separation and Purification Technology
journal homepage: www.elsevier .com/locate /seppur
A hydrometallurgical process for the separation of aluminum, cobalt, copperand lithium in acidic sulfate media
Tasuma Suzuki a,⇑, Tomonori Nakamura a, Yuta Inoue a, Masakazu Niinae a, Junji Shibata b
a Department of Environmental Science and Engineering, Graduate School of Science and Engineering, Yamaguchi University, 2-16-1 Tokiwadai, Ube, Yamaguchi 755-8611, Japanb Department of Chemical, Energy and Environmental Engineering, Kansai University, 3-3-5 Yamate, Suita, Osaka 564-8680, Japan
a r t i c l e i n f o a b s t r a c t
Article history:Received 23 March 2012Received in revised form 24 June 2012Accepted 26 June 2012Available online 6 July 2012
Keywords:Spent lithium-ion secondary batteriesSolvent extractionLithiumCobalt
1383-5866/$ - see front matter � 2012 Elsevier B.V. Ahttp://dx.doi.org/10.1016/j.seppur.2012.06.034
⇑ Corresponding author.E-mail address: [email protected] (T. Suz
Acid leach liquors from spent lithium-ion batteries that use lithium cobalt dioxide (LiCoO2) as a cathodeactive material contain valuable metals such as cobalt and lithium, as well as common metals such asaluminum and copper. The objective of this study was to develop a hydrometallurgical process that pro-vides a degree of high selectivity between aluminum, cobalt, copper, and lithium from acidic sulfatemedia.
The results from batch experiments showed that a selective hydroxide precipitation approach was notsuitable because a significant amount of cobalt was coprecipitated with aluminum and/or copper hydrox-ides. In contrast, batch experiments and the subsequent data analysis indicated that the sequence of sol-vent extraction circuits using PC-88A, Acorga M5640, and tri-n-octylamine (TOA) extractants effectivelyseparates four metals of interest. In the first circuit of the proposed process, copper was selectivelyextracted by Acorga M5640 at pH 1.5–2.0. Aluminum, cobalt, and lithium remained in the aqueous phase.In the second circuit, aluminum was selectively extracted by PC-88A at pH 2.5–3.0. For separation of theremaining cobalt and lithium, Acorga M5640 provided higher cobalt selectivity (separation factor couldnot be accurately obtained due to negligible lithium extraction) compared to PC-88A (bCo, 90%/Li = 350 atpH 4.5) and PC-88A/TOA (bCo, 90%/Li = 1,170 at pH 5.4). However, the stripping efficiency of cobalt from theAcorga M5640 organic phase was found to be low (less than 10%). Therefore, the PC-88A/TOA mixedextractant rather than Acorga M5640 is a suitable choice for the separation of cobalt and lithium.
� 2012 Elsevier B.V. All rights reserved.
1. Introduction
Lithium-ion secondary batteries (LIBs) offer several advantagesover other secondary batteries (e.g., nickel metal-hydride batter-ies) including higher energy density and slower charge loss whennot in use. Because of these favorable characteristics, LIBs are cur-rently widely used for portable electronic apparatuses, and keepssubstituting for other secondary batteries. In Japan, for instance,according to the machinery statistics released by the Japanese Min-istry of Economy, Trade and Industry (METI), LIBs share went from28% in 2001 to 67% in 2010 market share of secondary batteries [1].In addition, it is anticipated that their use for automotive andrenewable energy storage applications will further expands theirconsumption in the near future. Hence, it is highly desirable to de-velop a recycling process capable of properly treating spent LIBs forenvironmental protection and recovering valuable metals fromthem for resource conservation.
At present, lithium cobalt dioxide (LiCoO2) is one of the mostwidely adopted cathode active material, although other active
ll rights reserved.
uki).
materials such as LiNiO2 and LiMn2O4 are expected to be usedmore frequently in the future. Various recycling processes for spentLIBs have been proposed in the literature [2–20], and the currentstatus was recently reviewed by Xu et al. [21]. Among the previ-ously proposed processes, many of them [5,11,13,15,17,18] havefocused on the recovery of cobalt because of its high price, andother metals (e.g., aluminum and copper used for cathode and an-ode support substrates, respectively) were simultaneously re-moved as hydroxides because each separation of these metalswas not considered to be economically viable. However, as notedby several studies, including Provazi et al. [18], selective precipita-tion is not efficient for selective recovery of metals due to thecoprecipitation of more concentrated metals, which may result inthe loss of valuable metals. Solvent extraction is more efficient inthe separation of metals than selective precipitation.
The objective of this study was to develop a hydrometallurgicalprocess capable of effectively separating aluminum, cobalt, copper,and lithium. These four metals are typically included in acid leachliquors from spent LIBs employing LiCoO2 as a cathode activematerial. To achieve this objective, selective precipitation and sol-vent extraction experiments were performed using artificially pre-pared metal solutions to simulate H2SO4 leach liquors, and the

T. Suzuki et al. / Separation and Purification Technology 98 (2012) 396–401 397
performance of the processes based on these two separation tech-nologies was evaluated in terms of metal recovery and metal selec-tivity. The proposed process in this study was then compared withother processes from the literature to determine the advantages ofthe proposed process.
It is important to clearly state the reason behind our choice ofH2SO4 to prepare artificial acid leach liquors because the counteranion of metals influences the metal recovery and separation effi-ciencies in selective precipitation and solvent extraction processes.The acid leaching of LiCoO2 is usually performed with either H2SO4
[6–12,15,17,19,23,24], HCl [2,3,8,14] or HNO3 [4,5,8,20,25], oftencombined with reducing agents such as H2SO3, NH2OH, andH2O2. Among these inorganic acids, we assumed H2SO4 is usedfor acid leaching based on the following reasons, and the artificialacid leach liquors were prepared using metal sulfate and H2SO4.First, HCl is highly corrosive and attacks metal materials that arecommonly used in acid leaching facilities. Therefore, to avoiddevoting considerable attention to materials selection, HCl was ex-cluded for the choice of acids. Second, although HNO3 is less corro-sive compared to HCl due to its ability to form passive layers, it hasbeen reported that oxime-type extractants become degraded un-der prolonged contact time with HNO3 solutions [22]. For thesereasons, in our opinion, H2SO4 is the most appropriate inorganicacid for acid leaching.
2. Experimental methods
2.1. Materials
All solutions were prepared with distilled deionized (DDI) waterwith a resistivity greater than 18 MX cm�1 (WA200, Yamato Scien-tific Co. Ltd., Japan). All chemical reagents (guaranteed reagentgrade) were purchased from Nacalai Tesque, Inc. (Kyoto, Japan)or Wako Pure Chemical Industries, Ltd. (Osaka, Japan) and usedwithout further purification. Tri-n-octylamine (TOA, guaranteedreagent grade) was purchased from Nacalai Tesque, Inc. PC-88A(2-ethylhexyl 2-ethylhexylphosphonic acid, minimum purity is95 wt.%) and Acorga M5640 (5-nonyl-2-hydroxy-benzaldoxime,purity is 30–60 wt.%) were kindly donated by Daihachi ChemicalIndustry Co. Ltd. (Osaka, Japan) and Cytec Industries Inc. (Wood-land Park, NJ, USA), respectively. Kerosene, used as a diluent for or-ganic phases in solvent extraction experiments, was purchasedfrom Nacalai Tesque, Inc., and its main component was saturatedaliphatic hydrocarbons.
0
20
40
60
80
100
0 1 2 3 4 5 6 7
Al: MINEQL+Cu: MINEQL+Co, Li: MINEQL+Al: ExperimentCu: ExperimentCo: ExperimentLi: Experiment
Prec
ipit
atio
n (%
)
Equilibrium pH
Fig. 1. Hydroxide precipitation of aluminum, copper, cobalt, and lithium as afunction of the aqueous equilibrium pH. Experiments were performed using asingle-metal system. Hydroxide precipitation curves calculated using MINEQL+ arealso shown.
2.2. Chemical precipitation experiment
An aqueous solution containing 2.0 � 10�3 mol/L of target me-tal(s) and 0.2 mol/L of Na2SO4 as a back electrolyte was preparedby dissolving Al2(SO4)3�14–18H2O, CuSO4�5H2O, CoSO4�7H2O,Li2SO4�H2O, and Na2SO4 in DDI water. 15 ml of the aqueoussolution was transferred into a 50 ml glass conical flask, and thepH of the solution was adjusted to the predetermined pH byslowly adding concentrated H2SO4 or NaOH solutions as required.The change in volume during pH adjustment was negligible.Immediately after the pH adjustment, the flask was tightly sealedwith a glass cap and shaken at 160 rpm using a horizontal shaker(NTS-4000, Tokyo Rikakikai Co. Ltd., Japan) for 2 h at 25 �C.After 2 h of reaction time, the suspension was filtered through a0.2-lm mixed cellulose ester type membrane filter, and the finalpH was measured. The filtrate was immediately acidified byHNO3 to avoid additional metal precipitation and analyzed foraqueous metal concentrations.
2.3. Solvent extraction experiment
Metal stock solutions containing 2.0 � 10�3 mol/L of aluminum,cobalt, copper, and lithium were prepared from Al2(SO4)3�14–18H2O, CuSO4�5H2O, CoSO4�7H2O, and Li2SO4�H2O, respectively.Metal stock solutions also contained 0.2 mol/L of Na2SO4 as a backelectrolyte. 15 ml of the stock solution was transferred into a 50 mlglass conical flask, and the pH of the solution was adjusted to thepredetermined pH by adding concentrated H2SO4 or NaOH solu-tions as required. The change in volume during pH adjustmentwas negligible. After the pH adjustment, 15 ml of extractant di-luted in kerosene was transferred into the conical flask and itwas immediately tightly sealed with a glass cap. The conical flaskwas then shaken at 160 rpm using a horizontal shaker (NTS-4000, Tokyo Rikakikai Co. Ltd., Japan) for 2 h at 25 �C. The prelimin-ary experiments verified that 2 h was sufficient time to reach theextraction equilibrium between the phases under the experimentalconditions that were investigated in this study. After 2 h of extrac-tion time, the final pH and the metal concentration in the aqueousphase were measured, and the metal concentration in the organicphase was calculated from the difference between the metal con-centration in the aqueous phase before and after extraction.
2.4. Analytical methods
The pH of the solution was measured using a pH meter (HM-30G, DKK-TOA Corp., Japan) with a pH electrode (GST-5721C,DKK-TOA Corp., Japan). The metal concentrations were quantifiedby flame atomic absorption spectroscopy (AA-6200, ShimadzuCorp., Japan).
3. Results and discussion
3.1. Chemical precipitation experiments
The results of selective precipitation experiments using single-metal and multi-metal component systems are shown in Figs. 1and 2, respectively. Figs. 1 and 2 also show the hydroxide precipi-tation curves that were prepared from calculations using MIN-EQL + Version 4.5, a chemical equilibrium modeling software[26,27]. As shown in Fig. 1, for the single-metal system, nearly100% of the aluminum and copper was precipitated at pH 7.0,while cobalt and lithium remained in solution when the pH wasbelow 7.0. These precipitation trends were qualitatively well-rep-resented by the hydroxide precipitation curves that were calcu-lated using MINEQL+. However, for the multi-metal system

0
20
40
60
80
100
0 1 2 3 4 5 6 7
Al: MINEQL+Cu: MINEQL+Co, Li: MINEQL+Al: ExperimentCu: ExperimentCo: ExperimentLi: Experiment
Prec
ipit
atio
n (%
)
Equilibrium pH
Fig. 2. Hydroxide precipitation of aluminum, copper, cobalt, and lithium as afunction of equilibrium aqueous pH. Experiments were performed using a multi-metal system. Hydroxide precipitation curves calculated using MINEQL+ are alsoshown.
0
20
40
60
80
100
0 1 2 3 4 5 6 7
Al
Cu
Co
Li
Ext
ract
ion
(%)
Equilibrium pH
Fig. 4. Metal pH isotherms with 10 vol.% PC-88A in a kerosene diluent. Experimentswere performed using a single-metal system. Experimental conditions: metalconcentrations = 2.0 � 10�3 mol/L, A/O ratio = 1.0, 25 �C.
0
20
40
60
80
100
0 1 2 3 4 5 6 7
Al
Cu
Co
Li
Ext
ract
ion
(%)
Equilibrium pH
Fig. 5. Metal pH isotherms with 10 vol.% PC-88A and 5 vol.% TOA in a kerosenediluent. Experiments were performed using a single-metal system. Experimentalconditions: Metal concentrations = 2.0 � 10�3 mol/L, A/O ratio = 1.0, 25 �C.
398 T. Suzuki et al. / Separation and Purification Technology 98 (2012) 396–401
(Fig. 2), a significant amount of cobalt was precipitated when thepH was above 5.0, and approximately 50% of cobalt in the solutionwas precipitated at pH 7.0, indicating that cobalt was coprecipitat-ed with aluminum and/or copper hydroxides. Additionally, thehydroxide precipitation curves for aluminum and copper wereadjacent, thus making selective aluminum precipitation more dif-ficult. Therefore, it was concluded that a selective precipitation ap-proach was not suitable for separation of any single metals ofinterest.
3.2. Solvent extraction experiments with single or mixed extractants
The pH extraction isotherms of metals with 10 vol.% AcorgaM5640 and 10 vol.% PC-88A extractants are shown in Figs. 3 and4, respectively. A mixed extractant containing 10 vol.% PC-88Aand 5 vol.% TOA was also used to improve the metal separationefficiency, and the obtained pH extraction isotherms are shownin Fig. 5. The order of metal extraction with Acorga M5640(Fig. 3) was found to be:
Cu > Co > Al; Li:
Conversely, the order of metal extraction with PC-88A (Fig. 4)was different from that observed using Acorga M5640, and alumi-num was the most effectively extracted among the four metalsinvestigated in this study:
Al > Cu > Co > Li:
0
20
40
60
80
100
0 1 2 3 4 5 6 7
Al
Cu
Co
Li
Ext
ract
ion
(%)
Equilibrium pH
Fig. 3. Metal pH isotherms with 10 vol.% Acorga M5640 in a kerosene diluent.Experiments were performed using a single-metal system. Experimental condi-tions: metal concentrations = 2.0 � 10�3 mol/L, A/O ratio = 1.0, 25 �C.
The pH extraction isotherms were shifted to the right (i.e.,extraction efficiency decreased at the given pH due to an antago-nism effect) by adding 5 vol.% TOA as the second extractant(Fig. 5). This antagonism effect was partially due to the electricinteraction between TOA and PC-88A molecules which decreasesthe number of PC-88A molecules involving metal extraction. Elec-tric repulsion of positively charged metal ions by TOA molecules atthe aqueous-organic interface also might be responsible for the de-creased metal extraction efficiencies. However, the order of metalextraction remained the same.
3.3. Evaluation of metal separation efficiency for PC-88A and PC-88A/TOA
As demonstrated in Fig. 3, oxime-type Acorga M5640 extractantcompletely extracted copper within the pH range of 1.5–2.0 withoutextracting the other three metals. Therefore, Acorga M5640 is theappropriate choice for copper separation. The data in Fig. 3 also indi-cate that cobalt seems to be separated from aluminum and lithiumat pH > 6.0. However, it is important to note that aluminum hydrox-ide starts to precipitate above pH 4.0 as shown in Figs. 1 and 2. In fact,there are no aluminum data points above equilibrium pH above 4.0in Fig. 3 because the initial aqueous pH was controlled so that the fi-nal equilibrium pH was not greater than 4.0. In other words, alumi-num removal from the aqueous phase using PC-88A or PC-88A/TOAat a pH below 4.0 is a required step prior to considering cobalt sep-aration in a near neutral pH range.
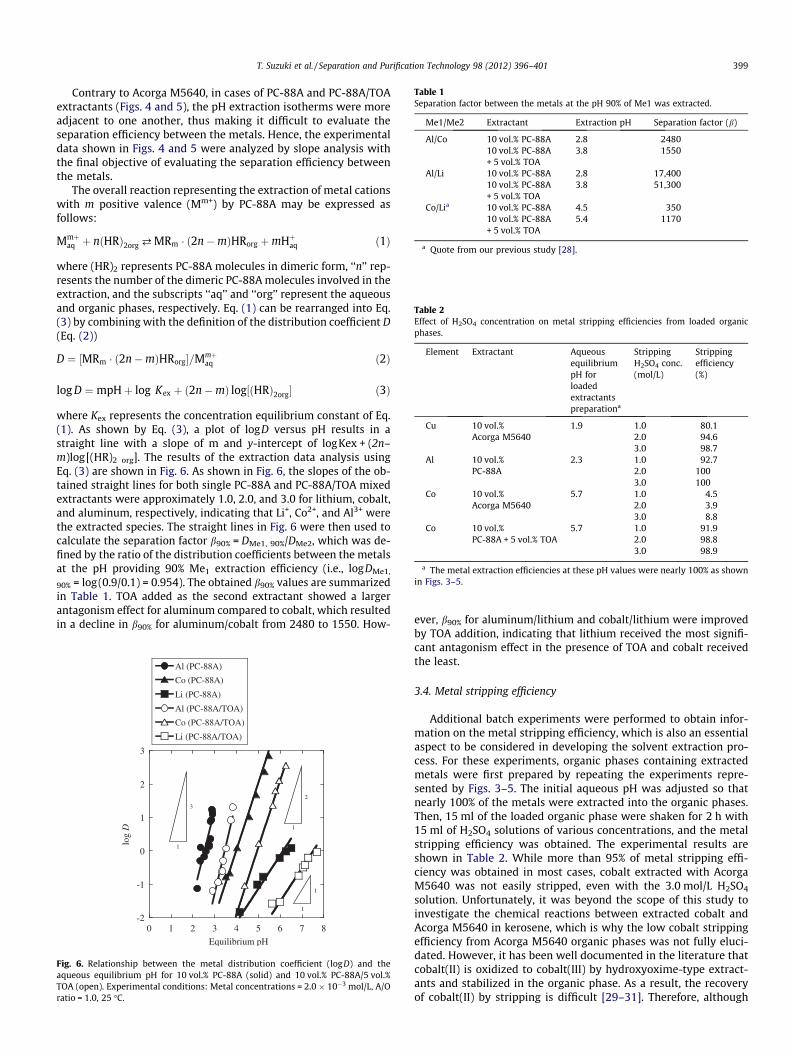
Table 1Separation factor between the metals at the pH 90% of Me1 was extracted.
Me1/Me2 Extractant Extraction pH Separation factor (b)
Al/Co 10 vol.% PC-88A 2.8 248010 vol.% PC-88A+ 5 vol.% TOA
3.8 1550
Al/Li 10 vol.% PC-88A 2.8 17,40010 vol.% PC-88A+ 5 vol.% TOA
3.8 51,300
Co/Lia 10 vol.% PC-88A 4.5 35010 vol.% PC-88A+ 5 vol.% TOA
5.4 1170
a Quote from our previous study [28].
Table 2Effect of H2SO4 concentration on metal stripping efficiencies from loaded organicphases.
Element Extractant AqueousequilibriumpH forloadedextractantspreparationa
StrippingH2SO4 conc.(mol/L)
Strippingefficiency(%)
Cu 10 vol.%Acorga M5640
1.9 1.0 80.12.0 94.63.0 98.7
Al 10 vol.%PC-88A
2.3 1.0 92.72.0 1003.0 100
Co 10 vol.%Acorga M5640
5.7 1.0 4.52.0 3.93.0 8.8
Co 10 vol.%PC-88A + 5 vol.% TOA
5.7 1.0 91.92.0 98.83.0 98.9
a The metal extraction efficiencies at these pH values were nearly 100% as shownin Figs. 3–5.
T. Suzuki et al. / Separation and Purification Technology 98 (2012) 396–401 399
Contrary to Acorga M5640, in cases of PC-88A and PC-88A/TOAextractants (Figs. 4 and 5), the pH extraction isotherms were moreadjacent to one another, thus making it difficult to evaluate theseparation efficiency between the metals. Hence, the experimentaldata shown in Figs. 4 and 5 were analyzed by slope analysis withthe final objective of evaluating the separation efficiency betweenthe metals.
The overall reaction representing the extraction of metal cationswith m positive valence (Mm+) by PC-88A may be expressed asfollows:
Mmþaq þ nðHRÞ2org ¢ MRm � ð2n�mÞHRorg þmHþaq ð1Þ
where (HR)2 represents PC-88A molecules in dimeric form, ‘‘n’’ rep-resents the number of the dimeric PC-88A molecules involved in theextraction, and the subscripts ‘‘aq’’ and ‘‘org’’ represent the aqueousand organic phases, respectively. Eq. (1) can be rearranged into Eq.(3) by combining with the definition of the distribution coefficient D(Eq. (2))
D ¼ ½MRm � ð2n�mÞHRorg�=Mmþaq ð2Þ
log D ¼mpHþ log Kex þ ð2n�mÞ log½ðHRÞ2org� ð3Þ
where Kex represents the concentration equilibrium constant of Eq.(1). As shown by Eq. (3), a plot of logD versus pH results in astraight line with a slope of m and y-intercept of logKex + (2n–m)log[(HR)2 org]. The results of the extraction data analysis usingEq. (3) are shown in Fig. 6. As shown in Fig. 6, the slopes of the ob-tained straight lines for both single PC-88A and PC-88A/TOA mixedextractants were approximately 1.0, 2.0, and 3.0 for lithium, cobalt,and aluminum, respectively, indicating that Li+, Co2+, and Al3+ werethe extracted species. The straight lines in Fig. 6 were then used tocalculate the separation factor b90% = DMe1, 90%/DMe2, which was de-fined by the ratio of the distribution coefficients between the metalsat the pH providing 90% Me1 extraction efficiency (i.e., logDMe1,
90% = log(0.9/0.1) = 0.954). The obtained b90% values are summarizedin Table 1. TOA added as the second extractant showed a largerantagonism effect for aluminum compared to cobalt, which resultedin a decline in b90% for aluminum/cobalt from 2480 to 1550. How-
-2
-1
0
1
2
3
0 1 2 3 4 5 6 7 8
Al (PC-88A)
Co (PC-88A)
Li (PC-88A)
Al (PC-88A/TOA)
Co (PC-88A/TOA)
Li (PC-88A/TOA)
log
D
Equilibrium pH
1
1
1
2
1
3
Fig. 6. Relationship between the metal distribution coefficient (logD) and theaqueous equilibrium pH for 10 vol.% PC-88A (solid) and 10 vol.% PC-88A/5 vol.%TOA (open). Experimental conditions: Metal concentrations = 2.0 � 10�3 mol/L, A/Oratio = 1.0, 25 �C.
ever, b90% for aluminum/lithium and cobalt/lithium were improvedby TOA addition, indicating that lithium received the most signifi-cant antagonism effect in the presence of TOA and cobalt receivedthe least.
3.4. Metal stripping efficiency
Additional batch experiments were performed to obtain infor-mation on the metal stripping efficiency, which is also an essentialaspect to be considered in developing the solvent extraction pro-cess. For these experiments, organic phases containing extractedmetals were first prepared by repeating the experiments repre-sented by Figs. 3–5. The initial aqueous pH was adjusted so thatnearly 100% of the metals were extracted into the organic phases.Then, 15 ml of the loaded organic phase were shaken for 2 h with15 ml of H2SO4 solutions of various concentrations, and the metalstripping efficiency was obtained. The experimental results areshown in Table 2. While more than 95% of metal stripping effi-ciency was obtained in most cases, cobalt extracted with AcorgaM5640 was not easily stripped, even with the 3.0 mol/L H2SO4
solution. Unfortunately, it was beyond the scope of this study toinvestigate the chemical reactions between extracted cobalt andAcorga M5640 in kerosene, which is why the low cobalt strippingefficiency from Acorga M5640 organic phases was not fully eluci-dated. However, it has been well documented in the literature thatcobalt(II) is oxidized to cobalt(III) by hydroxyoxime-type extract-ants and stabilized in the organic phase. As a result, the recoveryof cobalt(II) by stripping is difficult [29–31]. Therefore, although

Fig. 7. A proposed solvent extraction process for the separation of aluminum,copper, cobalt, and lithium from acidic sulfate media.
400 T. Suzuki et al. / Separation and Purification Technology 98 (2012) 396–401
Acorga M5640 provided higher cobalt selectivity over lithium com-pared to PC-88A/TOA, PC-88A/TOA mixed extractant rather thanAcorga M5640 is an advisable choice for the separation of cobaltand lithium.
3.5. A proposed hydrometallurgical process for separating Al, Co, Cu,and Li
In the literature, chemical precipitation methods are often ap-plied for valuable metal separation from acid leach liquors of spentsecondary batteries [3,5,11,13,15,17,18,32,33]. For instance, Dorel-la and Mansur [11] performed selective precipitation and solventextraction experiments aiming to develop a hydrometallurgicalprocess for the recovery of cobalt from spent LIBs. It is importantto note that they manually separated the anode and cathode beforethe acid leaching step. Therefore, the metal components includedin the acid leach liquors were aluminum, cobalt, and lithium (cop-per used for the anode substrate was not included). According tothe separation process they proposed, aluminum was first removedby hydroxide precipitation, followed by solvent extraction withCyanex 272 to extract cobalt. However, a significant amount (morethan 50%) of cobalt was coprecipitated with aluminum hydroxidewhen the pH increased to 7.0 to precipitate nearly 100% of the alu-minum. As a result, a high recovery of cobalt with high purity wasnot feasible with this process. These findings are qualitatively con-sistent with our results (Fig. 2). More recently, Provazi et al. [18]comprehensively compared selective precipitation and solventextraction processes for the selective separation of metals con-tained in the main types of spent secondary batteries. Based ontheir experimental results, they concluded that selective precipita-
Table 3Comparison of cobalt/lithium separation factors between the processes used in this studyratio = 1.0, using kerosene as a diluent and sulfate media.
References Metal concentration (g/L) Extractant
Cobalt Lithium
This studya 0.118 0.013 10 vol.% PC-88AThis studya 0.118 0.013 10 vol.% PC-88A + 5 vol.% TOSwain et al. [8] 0.59 0.138 0.03 M Na-Cyanex 272 + 5 vSwain et al. [10] 6.52 4.49 0.75 M Cyanex 272 + 5 vol.%Chen et al. [19] 20 2.5 25 wt.% PC-88A (known as
a Quoted from Table 1; 2.0 � 10�3 mol/L corresponds to 0.118 g/L and 0.014 g/L for cob Separation factors for our previous study were calculated using slope analysis. Con
experimental results.c TBP (tributyl phosphate) was added as a phase modifier.
tion was not efficient in the selective separation of metals due tothe coprecipitation of more concentrated metals, and solventextraction was more efficient in the separation of metals. Again,our results from chemical precipitation experiments (Fig. 2) werequalitatively consistent with these findings from the literature;therefore, it can be reasonably concluded that chemical precipita-tion approaches are not suitable for selective metal separation.
Along these lines, the solvent extraction process for the separa-tion of aluminum, cobalt, copper, and lithium was constructedbased on the experimental results and the subsequent data analy-sis. The process flow is presented in Fig. 7. In the first circuit of theproposed process, copper is selectively extracted by Acorga M5640within a pH range of 1.5–2.0. Aluminum, cobalt, and lithium re-main in the aqueous phase. In the second circuit, aluminum isselectively extracted by PC-88A within the pH range of 2.5–3.0. Fi-nally, for the separation of the remaining cobalt and lithium, PC-88A/TOA rather than Acorga M5640 was used due to its higherstripping efficiency, although Acorga M5640 provided higher co-balt selectivity.
The solvent extraction process constructed in this study hasfour unique features. First, the optimum pH range for three extrac-tion circuits increases in a stepwise manner, thus eliminating te-dious back and forth pH adjustments. Second, the solventextraction process constructed in this study is capable of recover-ing not only cobalt and lithium, which are the primary focus ofrecycling efforts, but also copper and aluminum. Especially for cop-per, it is anticipated that depletion and shortage will occur duringthe 21st century, even though progress in mining technologies isassumed [34,35]. Therefore, the capability of recovering high pur-ity copper will bring large economic benefits in the not-so-distantfuture. Third, the solvent extraction process proposed in this studyprovides high selectivity between cobalt and lithium (Table 3). Thecomparison of the cobalt/lithium separating factors for the processused in this study and those in the literature are somewhat difficultand misleading because the metal separation efficiency variesdepending on extraction conditions (e.g., organic phase diluent,O/A ratio, temperature, metal concentrations, extractant concen-tration, counter anion of metals). Nonetheless, the comparison stillprovides some ideas. As shown in Table 3, the PC-88A/TOA extract-ant provided higher cobalt selectivity compared to other extract-ants used in the literature. This is clearly a technical advantageof the process proposed in this study over those in the literature.Finally, all extractants used in the proposed process were alreadyqualified and well marketed in many countries. Therefore, the pro-posed process can be quickly implemented into the currently oper-ating solvent extraction plants in many countries. However,needless to say, further studies will be required to comprehen-sively demonstrate the effectiveness of the proposed process inthe real solvent extraction plants. Subjects for further studiesmight include the influence of metal concentration on metal sepa-ration efficiencies, construction and use of a McCabe–Thiele dia-
and those in the literature. All studies were performed at ambient temperature, O/A
Co extraction% and the corresponding separation factorb
Co extraction (%) Separation factor
90 350A 90 1,170ol.% TBPc �85 �60TBPc �100 �380
P507 in China) �80 �55
balt and lithium, respectively.versely, separation factors reported in the literature were calculated directly from

T. Suzuki et al. / Separation and Purification Technology 98 (2012) 396–401 401
gram, and demonstration of the validity of the proposed process ona continuous basis.
4. Conclusions
In an effort to develop a hydrometallurgical process capable ofeffectively separating aluminum, cobalt, copper, and lithium inacidic sulfate media, selective precipitation and solvent extractionexperiments were performed. The following conclusions can bedrawn:
(1) Aluminum could not be selectively precipitated because thehydroxide precipitation curves for aluminum and copperwere adjacent. Additionally, a significant amount of cobaltwas coprecipitated with aluminum and/or copper hydrox-ides. Therefore, selective precipitation approaches were con-cluded to be unsuitable for the separation of the metals ofinterest.
(2) Aluminum, cobalt, copper, and lithium were effectively sep-arated using the following sequence of solvent extractioncircuits: (i) copper extraction with Acorga M5640 withinthe pH range of 1.5–2.0, (ii) aluminum extraction with PC-88A within the pH range of 2.5–3.0, and (iii) cobalt extrac-tion with PC-88A/TOA within the pH range of pH 5.5–6.0.Additionally, high metal stripping efficiencies (>98%) fromthe organic phases were obtained using a 3.0 mol/L H2SO4
solution.
Acknowledgements
The authors gratefully acknowledge the financial support of theJapanese Ministry of the Environment, Grants-in-aid for scientificresearch (K22067), and Arai Science and Technology Foundationto conduct this study. The authors also gratefully acknowledgeDaihachi Chemical Industry Co. Ltd. and Cytec Industries Inc. forthe donation of PC-88A and Acorga M5640, respectively.
References
[1] http://www.meti.go.jp/english/statistics/index.html.[2] P. Zhang, T. Yokoyama, O. Itabashi, T.M. Suzuki, K. Inoue, Hydrometallurgical
process for recovery of metal values from spent lithium-ion secondarybatteries, Hydrometallurgy 47 (1998) 259–271.
[3] M. Contestabile, S. Panero, B. Scrosati, A laboratory-scale lithium-ion batteryrecycling process, Journal of Power Sources 92 (2001) 65–69.
[4] C.K. Lee, K.I. Rhee, Preparation of LiCoO2 from spent lithium-ion batteries,Journal of Power Sources 109 (2002) 17–21.
[5] S. Castillo, F. Ansart, C. Laberty-Robert, J. Portal, Advances in the recovering ofspent lithium battery compounds, Journal of Power Sources 112 (2002) 247–254.
[6] J. Nan, D. Han, X. Zuo, Recovery of metal values from spent lithium-ionbatteries with chemical deposition and solvent extraction, Journal of PowerSources 152 (2005) 278–284.
[7] S.M. Shin, N.H. Kim, J.S. Sohn, D.H. Yang, Y.H. Kim, Development of a metalrecovery process from Li-ion battery wastes, Hydrometallurgy 79 (2005) 172–181.
[8] B. Swain, J. Jeong, J.C. Lee, G.H. Lee, Separation of cobalt and lithium frommixed sulphate solution using Na-Cyanex 272, Hydrometallurgy 84 (2006)130–138.
[9] D.P. Mantuano, G. Dorella, R.C.A. Elias, M.B. Mansur, Analysis of ahydrometallurgical route to recover base metals from spent rechargeable
batteries by liquid–liquid extraction with Cyanex 272, Journal of PowerSources 159 (2006) 1510–1518.
[10] B. Swain, J. Jeong, J. Lee, G. Lee, J. Sohn, Hydrometallurgical process for recoveryof cobalt from waste cathodic active material generated during manufacturingof lithium ion batteries, Journal of Power Sources 167 (2007) 536–544.
[11] G. Dorella, M.B. Mansur, A study of the separation of cobalt from spent Li-ionbattery residues, Journal of Power Sources 170 (2007) 210–215.
[12] D.A. Ferreira, L.M.Z. Prados, D. Majuste, M.B. Mansur, Hydrometallurgicalseparation of aluminium, cobalt, copper and lithium from spent Li-ionbatteries, Journal of Power Sources 187 (2009) 238–246.
[13] J. Li, P. Shi, Z. Wang, Y. Chen, C.-C. Chang, A combined recovery process ofmetals in spent lithium-ion batteries, Chemosphere 77 (2009) 1132–1136.
[14] R.-C. Wang, Y.-C. Lin, S.-H. Wu, A novel recovery process of metal values fromthe cathode active materials of the lithium-ion secondary batteries,Hydrometallurgy 99 (2009) 194–201.
[15] J. Kang, G. Senanayake, J. Sohn, S.M. Shin, Recovery of cobalt sulfate from spentlithium ion batteries by reductive leaching and solvent extraction with Cyanex272, Hydrometallurgy 100 (2010) 168–171.
[16] Y. Pranolo, W. Zhang, C.Y. Cheng, Recovery of metals from spent lithium-ionbattery leach solutions with a mixed solvent extractant system,Hydrometallurgy 102 (2010) 37–42.
[17] J.M. Zhao, X.Y. Shen, F.L. Deng, F.C. Wang, Y. Wu, H.Z. Liu, Synergistic extractionand separation of valuable metals from waste cathodic material of lithium ionbatteries using Cyanex272 and PC-88A, Separation and PurificationTechnology 78 (2011) 345–351.
[18] K. Provazi, B.A. Campos, D.C. Espinosa, J.A. Tenório, Metal separation frommixed types of batteries using selective precipitation and liquid–liquidextraction techniques, Waste Management 31 (2011) 59–64.
[19] L. Chen, X. Tang, Y. Zhang, L. Li, Z. Zeng, Y. Zhang, Process for the recovery ofcobalt oxalate from spent lithium-ion batteries, Hydrometallurgy 108 (2011)80–86.
[20] L. Li, R. Chen, F. Sun, F. Wu, J. Liu, Preparation of LiCoO2 films from spentlithium-ion batteries by a combined recycling process, Hydrometallurgy 108(2011) 220–225.
[21] J. Xu, H.R. Thomas, R.W. Francis, K.R. Lum, J. Wang, B. Liang, A review ofprocesses and technologies for the recycling of lithium-ion secondarybatteries, Journal of Power Sources 177 (2008) 512–527.
[22] F.J. Alguacil, A. Cobo, M. Alonso, Copper separation from nitrate/nitric acidmedia using Acorga M5640 extractant. Part I: Solvent extraction study,Chemical Engineering Journal 85 (2002) 259–263.
[23] B. Swain, J. Jeong, Y. Yoo, J.C. Lee, Synergistic separation of Co(II)/Li(I) for therecycling of LIB industry wastes by supported liquid membrane using Cyanex272 and DR-8R, Hydrometallurgy 101 (2010) 20–27.
[24] M. Petrániková, A. Miškufová, T. Havlík, O. Forsén, A. Pehkonen, Cobaltrecovery from spent portable lithium accumulators after thermal treatment,Acta Metallurgica Slovaca 17 (2011) 106–115.
[25] C.K. Lee, K.I. Rhee, Reductive leaching of cathodic active materials from lithiumion battery wastes, Hydrometallurgy 68 (2003) 5–10.
[26] MINEQL+Version 4.5: Equilibrium Modeling System. Environmental ResearchSoftware, 1998.
[27] W. Schecher, Thermochemical Data Used in MINEQL+version 4.5,Environmental Research Software, 2001.
[28] M. Niinae, T. Suzuki, T. Nakamura, J. Shibata, Separation of cobalt and lithiumfrom chloride and sulfate solutions by solvent extraction, Resources Processing57 (2010) 141–145 (in Japanese).
[29] J. Szymanowski, Hydroximes and Copper Hydrometallurgy, CRC Press, BocaRaton, 1993. p. 281.
[30] S. Nishihama, N. Sakaguchi, T. Hirai, I. Komasawa, Photoreductive stripping ofcobalt loaded on hydroxyoxime extractant in a liquid-liquid extraction system,Industrial and Engineering Chemistry Research 39 (2000) 4986–4990.
[31] K.C. Sole, P.M. Cole, in: Y. Marcus, A.K. Sengupta (Eds.), Ion Exchange andSolvent Extraction, 15 ed., Marcel Dekker, New York, 2002, p. 154.
[32] L. Pietrelli, B. Bellomo, D. Fontana, M.R. Montereali, Rare earths recovery fromNiMH spent batteries, Hydrometallurgy 66 (2002) 135–139.
[33] D.A. Bertuol, A.M. Bernardes, J.A.S. Tenorio, Spent NiMH batteries the role ofselective precipitation in the recovery of valuable metals, Journal of PowerSources 193 (2009) 914–923.
[34] K. Tokimatsu, T. Ito, T. Shinkuma, K. Furukawa, T. Ogiwara, T. Kosugi, T.Nishiyama, Copper demand and supply simulation in 21st century based onthe IPCC SRES Scenarios, Journal of the Mining and Materials ProcessingInstitute of Japan 120 (2004) 681–687 (in Japanese).
[35] J.E. Tilon, World Metal Demand Trends and Prospects, Resources for theFuture, Washington, DC, 1990, pp. 305-325.