520203
TRANSCRIPT
5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 1/8
2 • Febrero 2003
Inspección en Producción
O p t im iza c ió n d e e s t r a t e g ia s d e p r u e b ad u r a n t e e l d is e ñ o
Amit [email protected]
Los ingenieros han ut ilizado la expe-
riencia del pasado o preferencias
subjetivas como medio para asignar
estrategias de prueba a nuevos pro-
ductos, sin analizar las ventajas y de-
bilidades de los diferentes métodos
de prueba de una forma cuantitati-
va. Las herramientas del programa
DFT permiten realizar pruebas duran-
te el diseño de las placas, permitien-
do a los ingenieros de pruebas traba-
jar de manera concurrente con los diseñadores. El estudio de los resul-
tados demuestra que la detección
pronosticada por el programa DFT es
real cuando se compara con la detec-
ción de fallos lograda en producción.
La utilización del programa DFT du-
rante el diseño del PCB permite mo-
delar la detección o cobertura de fa-
llos de las diferentes estrategias de
prueba y reducir los punt os de ac-
ceso ICT (cama de pinchos), redu-
ciendo costes y mejorando la calidad.
En pruebas reales, la velocidad de captura de defectos se duplicó cuan-
do se utilizaron estrategias de prue-
ba alternativas, y la velocidad de pro-
ducción de la línea varió de manera
significativa dependiendo de la estra-
tegia de prueba elegida. Cuando el
programa DFT permite estas decisio-
nes en las primeras etapas del ciclo
de vida del producto, los OEMs y pro-
veedores consiguen reducciones de
coste en todo el ciclo de vida del pro-
ducto desde NPI hasta el proceso de
fabricación y el periodo de garantía.
Actualmente, los fabricantes de pla-
cas y módulos electrónicos de todo
el mundo, presionan a los Ingenieros
de prueba para reducir costes, au-
mentar la calidad y recortar el time to
market. Las estrategias de prueba
pueden ser utilizadas para proporcio-
nar a las organizaciones, una venta-
ja estratégica para mejorar el rendi-miento y la calidad ofrecida. Las
pruebas pueden y deben ser usadas
para ganar terreno en un entorno
competitivo, reduciendo costes y
mejorando el rendimiento durante
todo el ciclo de vida del producto,
desde el diseño hasta la introducción
del nuevo producto (NPI), fabricación
y garantía. El retorno de la inversión
(ROI) de una estrategia de pruebas
efectiva resulta en una mejora de
semanas en time to market y quizás
millones de dólares de ahorro1.
Los fabricantes electrónicos tie-
nen muchas opciones a considerar
cuando diseñan procesos de estrate-
gias de prueba2 para sus PCBAs (PCB
assemblies); inspección óptica auto-
matizada (AOI), inspección con rayos
X automatizada (AXI), pruebas con
sondas móviles sin contacto (FPT) y
test sobre el circuito (ICT). Cada una
de estas tecnologías tiene sus propias
características de detección de fallos
y rendimiento que los usuarios tienen
que evaluar frente a sus espectros de
fallos y rendimiento antes de deter-minar sus estrategias de prueba. Los
ingenieros tienen que hacer balance
de los costes de funcionamiento,
costes del capital, detección de fa-
llos, productividad, resolución del
diagnóstico, capacidad de realimen-
tación del proceso y fiabilidad del
producto a largo plazo. La pérdida
de puntos de acceso físico para prue-
bas añade otra dimensión de com-
plejidad al problema para muchos
PCBAs modernos. Determinar los fa-
llos y priorizar las redes que requie-
ren accesos físicos en una explora-
ción de límites y entorno de pruebas
digital, son retos difíciles. Utilizando
múltiples técnicas de pruebas de una
manera complementaria y distribui-
da, los fabricantes pueden lograr
importantes mejoras de rendimiento.
¿Qué herramientas se tienen
que utilizar en una estrategia de
pruebas distribuida? ¿Cuál es la de-
tección de fallos proporcionada por
cada técnica de pruebas? ¿Cómo tie-
nen que ser distribuidas las pruebas
para lograr el rendimiento requeri-do? ¿Cuál es el equilibrio correcto
entre el test complementario y la
detección de fallos? ¿Qué nodos re-
quieren accesos de prueba y qué
nodos no? ¿Cuáles son los riesgos/
huecos en mi estrategia de test op-
timizada? Estas son las preguntas
que los ingenieros están intentando
responder en nuestro actual entorno
de pruebas. Además el aumento de
la presión del time to market nos
obliga a que hagamos planes para
optimizar nuestras estrategias deprueba muy al principio, durante el
diseño del PCB, antes de fabricar.
Este artículo investiga la necesidad
de soluciones de pruebas distribui-
das. Diferentes estudios ilustran
como el software de diseño (DFT)
puede ser utilizado para optimizar las
estrategias de prueba durante el di-
seño del PCB para lograr un equili-
brio entre detección de fallos y cos-
tes de las pruebas.
S e r e q u ie r e u n a
e s t r a t e g ia d e pr u e b a sd is t r ib u id a
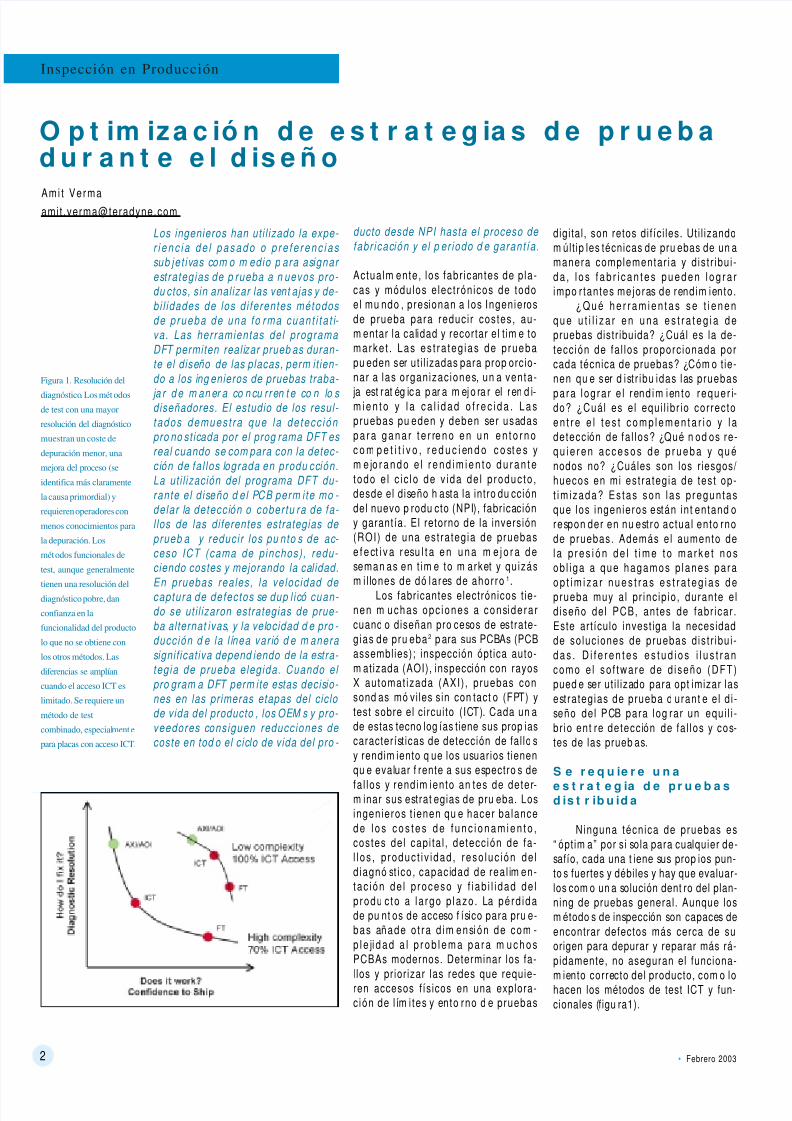
Ninguna técnica de pruebas es
“óptima” por si sola para cualquier de-
safío, cada una tiene sus propios pun-
tos fuertes y débiles y hay que evaluar-
los como una solución dentro del plan-
ning de pruebas general. Aunque los
métodos de inspección son capaces de
encontrar defectos más cerca de su
origen para depurar y reparar más rá-
pidamente, no aseguran el funciona-
miento correcto del producto, como lohacen los métodos de test ICT y fun-
cionales (figura1).
Figura 1. Resolución del
diagnóstico. Los mét odos
de test con una mayor
resolución del diagnóstico
muestran un coste de
depuración menor, una
mejora del proceso (se
identifica más claramente
la causa primordial) y
requieren operadores con
menos conocimientos para
la depuración. Los
métodos funcionales de
test, aunque generalmente
tienen una resolución deldiagnóstico pobre, dan
confianza en la
funcionalidad del producto
lo que no se obtiene con
los otros métodos. Las
diferencias se amplían
cuando el acceso ICT es
limitado. Se requiere un
método de test
combinado, especialmente
para placas con acceso ICT.

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 2/8
• Febrero 2003 3
Inspección en Producción
La enorme complejidad requie-
re un software moderno de análisis.
Diferentes métodos de pruebas va-
rían su abanico de detecciones como
se muestra en la figura 2. Una estra-
tegia de pruebas distribuida que in-
cluye los requerimientos correctos
como resolución del diagnóstico, de-
tección/cobertura de fallos, puntos
de acceso de test, t iempo de desarro-
llo de test, niveles de habilidad y cos-
tes de formación, ut ilización y t iem-po de operación, normalmente pro-
porciona resultados óptimos para un
PCBA en particular.
L a n e c e s i d a d d e
u t iliz a r D F T y t e n e ru n s o f t w a r e d e
e s t r a t e g ia d e p r u e b a s
¿Cómo desarrollar mejor estrate-
gias de test distribuidas? Ya que cada
método de pruebas, presenta niveles
de rendimientos variable con muchas
características diferentes (ver figuras
1 y 2). Uno puede fácilmente imagi-
nar la matriz de evaluación crecer
hasta proporciones de difícil manejo.
Cuando se resuelve un problema con
tantos métodos de test, la optimiza-
ción de una estrategia de test se hace
difícil y lenta y en el mejor caso da
resultados discutibles.
En el pasado los ingenieros nor-
malmente elegían las estrategias de
test basándose en experiencias ante-riores o preferencias subjetivas.
Cuando ICT combinado con inspec-
ción visual ha sido una estrategia de
prueba efectiva ha sido aplicada du-
rante años arbit rariamente a muchos
PCBAs sin las metodologías de aná-
lisis disponibles actualmente. Los
PCBAs modernos en entornos con
costes y tiempos competitivos, re-
quieren que logremos rendimientos
de prueba más óptimos para cada
placa basados en caso-por-caso. Esto
requiere programas de modelado de
detección de fallos para cada compo-
nente específico para encontrar in-
formación sobre puntos de acceso
ICT perdidos, y una completa librería
de dispositivos, así como requisitos
particulares de rendimiento para
cada placa. Cada PCBA tendrá un
único espectro de fallos y si se utili-
za el software para diseñar una estra-
tegia de test con el espectro de fallos
en mente, se podrá conseguir un re-
sultado más óptimo y más comple-to.
Un factor crítico de los PCBAs
con puntos de accesos ICT limitados
es el análisis de pruebas durante el
diseño, antes de la fabricación. La
optimización de pruebas y el soft-
ware de modelado que permite el
análisis del test antes de hacer el
routing de los diseños PCB, requiere
menos repeticiones de diseño, un
time to market menor, una detección
de fallos mejorada y costes de com-
probación más bajos.
Figura 2. Errores
detectados por varios
sistemas de t est/inspección

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 3/8
4 • Febrero 2003
Inspección en Producción
D F X p a r a p la c a s co na c c e s o s I C T l im it a d o s
Hoy en día DFx3 es un área clave
a enfocar para los OEMs ya que ace-
lera al time to market y time to vo-
lume, reduce costes de fabricación y
disminuye los defectos. Verificando
los diseños PCB con una “ regla de
chequeo”, los defectos que pueden
impactar severamente la calidad de
la producción pueden ser fácilmen-te rectificados. De la misma forma,
un análisis efectivo de pruebas du-
rante el diseño puede mejorar el ren-
dimiento de dichas pruebas en pro-
ducción, de manera significativa.
El software DFT permite a los in-
genieros de pruebas trabajar concu-
rrentemente con los diseñadores y
estos pueden pronosticar el espectro
de fallos, hacer un planning de la
estrategia de pruebas, conocer la
detección de fallos y los puntos de
acceso de test antes de hacer elrouting del diseño PCB. Algunos pro-
gramas pronostican un espectro de
fallos para cada pin, componente y
señal en la placa y de este modo
identifican que pads de prueba pro-
porcionan mayor detección de fallos.
Haciendo una lista de los pads de
prueba que proporcionan detección
en orden descendente, los diseñado-
res pueden tomar decisiones inteli-
gentes sobre qué pads tienen que
estar presentes en las placas con ac-
ceso limitado. Lo fundamental es re-
ducir las iteraciones del diseño, losproblemas y mejorar rendimientos de
prueba en fabricación con costes
“acceso” y en este caso se puede uti-
lizar un software para cubrir un test
complementario entre, por ejemplo,
ICT y AXI.
Este test complementario puede
ser ejecutado de dos maneras, las
dos tienen que ser soportadas por
software – la manera preferida de-
pende de los requerimientos del mer-
cado:
1. Máximo AXI complementado conICT simplificado
Esta estrategia logra el máximo
de pruebas y una reducción de pads
de test ya que supone que los corto-
circuitos y circuitos abiertos serán de-
tectados por AXI y además esa detec-
ción de cortos/abiertos redundante
en los mismos pines no se realiza con
ICT. Con esta metodología, ICT es
utilizado sólo para verificar que un
componente funcional de valor co-
rrecto ha sido colocado en su posi-
ción, con la orientación correcta. Se
puede lograr esto haciendo el t est de
una unidad del dispositivo multi-
modular analógico o digital como se
muestra arriba en la f igura 3. Este es
un ejemplo de un test complemen-
tario donde los métodos de prueba
son ut ilizados de forma que minimi-
cen el solapamiento de los fallos y
consigan una reducción máxima de
los puntos de prueba (3 contra 12 en
este ejemplo). Se puede utilizar el
software DFT en la fase inicial del di-
seño para obtener un planning de
prueba que minimice los requisitosde los pads de test y de los utillajes
de prueba.. Así se reducen los costes
de utillajes (fixture), la complejidad,
el peso, el t iempo de depuración y el
plazo de entrega, una estrategia de-
seada para placas con accesos limi-
tados y en entornos de fabricación
que luchan con problemas de repe-
tibilidad (entre fixture y PCB) en pla-
cas con un número alto de pruebas.
2. Máximo ICT complementado con
AXI simplificado
Por otro lado, ot ros fabricante
pueden querer aplicar estrategias
más bajos. Además, si el programa
modela la detección de fallos propor-
cionada para cada máquina en el sis-
tema de test distribuido, se puede
identificar todos aquellos pads de
prueba que pueden ser eliminados
por la detección redundante de otras
etapas del test.
A n á lis is d e l S o f t w a r eD F T
Librerías analógicas, digitales y
de Boundary Scan
El programa tiene que utilizar li-
brerías analógicas, digitales y de
boundary scan para realizar de ma-
nera precisa el análisis de detección
con ICT, MDA y FPT. Todos los mode-
los de los componentes tienen que
ser almacenados en una librería con
arquitectura abierta y con un forma-
to específico que no sea del fabrican-
te. Este formato neutral tiene que ser
generado automáticamente utilizan-
do herramientas proporcionadas por
el software que traducirán las libre-
rías de modelos del fabricante al for-
mato neutral.
La librería de modelos de dispo-
sitivos proporciona la función del pin
e información de la estructura del
dispositivo que permite al programa
tomar decisiones inteligentes refe-
rentes a los requisitos de los puntos
de acceso de prueba en circuito, para
un dispositivo multi-unidad analógi-
co y digital. Esto incluye, por ejem-
plo, la identificación de resistenciasindividuales en un paquete de resis-
tencias para proporcionar unidades
de test individuales.
El programa también tiene que
identificar redes de boundary scan
puras y sus puertos de acceso de test
(TAP) para el estudio de técnicas de
reducción.
Detección de fallos complemen-
taria y redundante
Diferentes factores obligan a las
estrategias de prueba a servir dife-
rentes exigencias del mercado. A ve-
ces el factor a tener a cuenta es el
Figura 3. Estudio de la
técnica de reducción en un
dispositivo multi-modular
analógico o digital, se
supone que se hace una
inspección automatizada
para la detección de los
cortocircuitos y circuitos
abiertos en cada pin del
dispositivo.

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 4/8
• Febrero 2003 5
Inspección en Producción
con máximo ICT en placas con acce-
sos limitados seguido de AXI para re-
llenar huecos en la detección de fa-
llos por la perdida de accesos. Ya que
ICT es generalmente un método de
test mucho más rápido que AXI, los
fabricantes con un volumen de requi-
sitos alto pueden preferir esta técni-
ca a la anterior. El software puede ser
utilizado para priorizar las necesida-
des del acceso para los diseñadores
antes de hacer el routing del diseñoPCB para poner de manera selectiva
pads de test donde se realiza una de-
tección de fallos mayor. Se puede uti-
lizar AXI sólo para proporcionar de-
tección donde ICT no la da, minimi-
zando el tiempo de test AXI.
Algunos tipos de PCBAs como
placas de airbag o placas para la
aviación que están destinadas a apli-
caciones de alta fiabilidad, normal-
mente requieren pruebas redundan-
tes para minimizar la posibilidad de
que no se detecten algunos defectos.
Sabiendo que ningún método de
prueba es perfecto, algunos OEMs
prefieren un alto nivel de detección
redundante para asegurar que todas
las oportunidades de fallos posibles
están suficientemente probadas. El
programa DFT es efectivo y t iene que
permit ir a los usuarios seguir tanto la
estrategia redundante como comple-
mentaria para identificar el grado de
la detección para conseguir los requi-
sitos de calidad y fiabilidad del entor-
no final.
Las estrategias de prueba que
están más enfocadas en la deteccióncomplementaria tenderán a ofrecer
una mayor velocidad de prueba y
costes más bajos que las estrategias
de detección redundante que verifi-
can los mismos tipos de fallos en va-
rias etapas. La estrategia de prueba
óptima depende de la aplicación fi-
nal y de las necesidades del usuario
para accesos de prueba, velocidad,
costes y fiabil idad. El programa DFT,
puede ayudar eficazmente a los fa-
bricantes a entender, calif icar y ana-
lizar estos factores para realizar un
balance de qué es apropiado para
cada PCBA en particular y de los ob-
jetivos de la fabricación.
Huecos en la det ección d e
fallos
Como se ha discutido antes, el
software tiene que utilizar librerías
analógicas, digitales y de modelos de
boundary scan para detectar la falta
de cobertura ICT, MDA y FPT a nivel
de pin del componente. Los usuarios
ganan visibilidad en la detección
complementaria vs la redundante
proporcionada por cada máquina en
sus sistemas de test distribuido. Ade-más, el programa tiene que determi-
nar qué defectos no han sido exami-
nados en una etapa de prueba deter-
minada y así identificar dónde el plan
de pruebas no tiene cobertura (ver fi-
gura 4). Es igual de importante para
un ingeniero de pruebas, saber donde
no hay cobertura de fallos en una es-
trategia de pruebas como saber don-
de si la hay. Tratando el espectro de
fallos y la cobertura de cada etapa de
comprobación como entidades com-
pletamente diferentes, el programa
proporciona información de forma
objetiva y no sesgada sobre el proble-
ma de detección de fallos.
Figura 4. Captura de
pantalla de detección de
fallos del software DFT, el
programa proporciona los
tipos de defectos probados
en cada etapa del test. Se
puede ver la detección
complementaria y la
redundante. La generación
de informes se hace a nivel
de pin del componente.
Los ingenieros tienen más
control de qué ha sido
probado y qué no ha sido
probado.

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 5/8
6 • Febrero 2003
Inspección en Producción
Costes de garantía, fi abili-
dad del producto y devolu-
ciones
Cuando los ingenieros tienen la
capacidad de identificar donde tie-
nen y dónde no t ienen cobertura de
test y en qué grado esta cobertura se
solapa con otras etapas del test, pue-
den evaluar si su plan de pruebas
presenta los requisitos de fiabilidad
para el entorno de usuario final. La
cantidad de devoluciones, los costesde la garantía y los costes comercia-
les del cliente son grandes inconve-
nientes para todos los fabricantes, de
ahí que el nivel de calidad del pro-
ducto sea una medida clave para el
rendimiento de cualquier estrategia
de pruebas. El programa DFT permi-
te a las organizaciones minimizar la
exposición a estos factores y asegu-
rar un nivel de fiabilidad de produc-
to que satisfaga los requisitos del
mercado. Se puede conseguir un
ahorro importante a través de garan-
tías y costes de devoluciones reduci-
dos.
E s t u d io d e c a s o s
Metodología
Se aplicaron tres estrategias de
test a determinadas PCBAs con acce-
sos ICT limitados, utilizando el pro-
grama de análisis DFT. La detección
de fallos y otros atributos del rendi-
miento han sido medidos para cada
plan de test y en cada placa utilizan-
do la capacidad de generación deinformes del programa. A pesar de
que el software puede generar infor-
mes de cobertura de muchos tipos
de fallos como valor, orientación,
desviación y ausencia de dispositivos,
sólo se muestran la detección de cor-
tos y abiertos para simplificar el aná-
lisis y mostrar los resultados. Las li-
brerías analógicas, digitales y mode-
los de boundary scan estaban dispo-
nibles para el programa DFT para
que inteligentemente determinase la
detección y eliminase los accesos ICT
probe (pads de prueba) en áreas
donde las etapas de test se solapa-
ban o tenían detección de fallos re-
dundante.
Métod o de reducción de punt os
de prueba
Los siguientes métodos de elimi-
nación de accesos fueron utilizados
en ICT cuando otra etapa de test (AXI
o AOI) cubría la detección de fallos:
• Realizar el test para un elemento
en dispositivos multi-elemento, ana-
lógicos y digit ales en los casos en queotra etapa de test cubre los cortos y
abiertos en ot ros pines (explicado en
la figura 3, se eliminan accesos en n-
1 elementos).
• Accesos para señales TAP sólo en
dispositivos boundary scan para ve-
rificar componentes y orientación
correcta (cortos y abiertos en otros
pines están comprobados en otra
etapa de test o vía una red puramen-
te de boundary scan).
Los siguientes tipos de estrate-
gias de eliminación de accesos no
fueron aplicados, aunque se puede
lograr una reducción de accesos
mayor aplicando estas técnicas:
• Pines virtuales boundary scan: Uti-
lizar celdas boundary scan como
controladores y detectar recursos
para realizar tests de dispositivos que
no son de tipo boundary scan y así
eliminar los accesos que hay en estas
redes.
• Eliminar las conexiones en un lado
de las resistencias serie de termina-
ción donde las resistencias son utili-
zadas en redes de conexión de dispo-sitivos digitales, eliminar la conexión
en un lado de la resistencia y contro-
lar/detectar utilizando la conexión
restante.
• Redes de pin único no ut ilizado:
Estas son redes en las que la única
conexión es a través de un pin del
dispositivo no utilizado.
• Tests mínimos de disposit ivos no
boundary scan y no multi-elemento
para verif icar sólo presencia, función
y orientación. Si se comprueban los
cortos y abiertos en otra etapa de
test, se puede eliminar el acceso en
muchos pines del dispositivo. Esto
requiere modificar las librerías de
componentes antes del modelado
del software y ejecución del test.
Estrat egias de prueba
Se han analizado tres estrategias
de prueba en cada placa:
1. ICT (sólo)
• Descripción: ICT es el único méto-
do de test utilizado. ICT utiliza el
máximo número de accesos en laplaca, permit ido por el diseño.
• Ventajas: La estrategia más común
utilizada en la industria de hoy en
día. La detección de fallos no es bue-
na cuando el acceso es limitado.
2. Transmisión 4 AXI y ICT
• Descripción: Se utiliza la transmi-
sión de rayos X para hacer el test de
todas las uniones posibles en esta
placa de doble cara. ICT proporcio-
na la detección de cortos y abiertos
complementaria en los pines que no
son accesibles por la transmisión de
rayos X y proporciona detección de
otros defectos como componentes
correctos y orientación.
• Ventajas: Más velocidad de test,
coste más bajo, estrategia de test
combinado AXI/ICT ya que la trans-
misión por rayos X generalmente
opera a una velocidad triple que
cross-section por rayos X. Proporcio-
na una detección sumamente mejo-
rada para placas con accesos ICT li-
mitados sin sacrif icar la velocidad de
producción y ofreciendo una fiabili-dad mayor del producto y menor
número de devoluciones.
3. Cross-section AXI & ICT
• Descripción: Se utiliza cross-section
por rayos X para testear tantas unio-
nes como sea posible y que estén
accesibles (generalmente más del
99%). ICT proporciona detección de
fallos en otros defectos como com-
ponentes correctos o orientación
pero no está enfocado a la detección
de cortos y abiertos cubierta ya por
AXI.
• Ventajas: Estrategia AXI/ICT com-
5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 6/8
• Febrero 2003 7
Inspección en Producción
binada para placas complejas desti-
nadas a aplicaciones de alta fiabili-
dad. Proporciona la mayor detección
posible y minimiza las devoluciones.
4. AOI & ICT
• Descripción: Se utiliza AOI para tes-
tear todas las uniones posibles y que
sean accesibles (uniones escondidas
como BGAs no pueden ser compro-
badas). Se utiliza un proceso AOI de
2 pasos. ICT proporciona deteccióncomplementaria de otros defectos
como componentes correctos y
orientación pero no está enfocado a
detectar cortos y abiertos de las sol-
daduras accesibles por AOI ya que
AOI se ocupa de estas.
• Ventajas: Estrategia combinada
AOI/ICT para placas de alto volumen
con accesos ICT de funcionalidad
obligada. Proporciona una detección
de fallos buena con un coste reduci-
do.
Estudi o de placas
Placa 1
• Doble cara, densidad alta, gran
complejidad
• Bajo volumen de producción
• Utilización final en telecomunica-
ciones
• Dimensiones de las placas 16” x
16.5”
• 33.325 uniones
• 3408 componentes
• 8044 redes/señales
Placa 2
• Doble cara, densidad alta, gran
complejidad
• Alto volumen de producción
• Utilización final en informática
• Dimensiones de las placas 16” x
14.5”
• 20.630 uniones• 3250 componentes
• 5128 redes/señales
Placa 3
• Doble cara, densidad alta
• Alto volumen de producción
• Electrónica de consumo
• 3883 uniones de soldadura
• 992 componentes
• Placa sin BGAs
• 1295 redes/señales
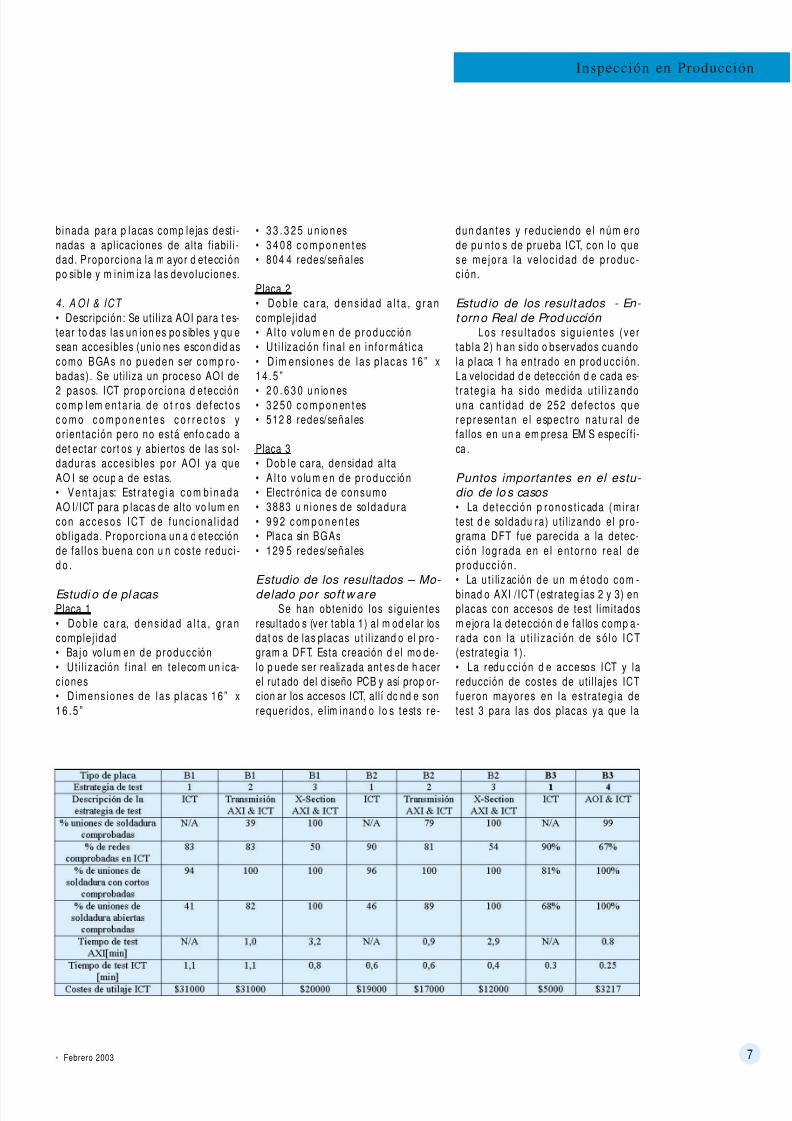
Estudio de los resultados – Mo-
delado por soft w are
Se han obtenido los siguientes
resultados (ver tabla 1) al modelar los
datos de las placas uti lizando el pro-
grama DFT. Esta creación del mode-
lo puede ser realizada antes de hacer
el rutado del diseño PCB y así propor-
cionar los accesos ICT, allí donde son
requeridos, eliminando los tests re-
dundantes y reduciendo el número
de puntos de prueba ICT, con lo que
se mejora la velocidad de produc-
ción.
Estud io de los resultados - En-
t orno Real de Prod ucción
Los resultados siguientes (ver
tabla 2) han sido observados cuando
la placa 1 ha entrado en producción.
La velocidad de detección de cada es-
trategia ha sido medida utilizandouna cantidad de 252 defectos que
representan el espectro natural de
fallos en una empresa EMS específi-
ca.
Puntos importantes en el estu-
dio de lo s casos
• La detección pronosticada (mirar
test de soldadura) util izando el pro-
grama DFT fue parecida a la detec-
ción lograda en el entorno real de
producción.
• La utilización de un método com-
binado AXI /ICT (estrategias 2 y 3) en
placas con accesos de test limitados
mejora la detección de fallos compa-
rada con la utilización de sólo ICT
(estrategia 1).
• La reducción de accesos ICT y la
reducción de costes de utillajes ICT
fueron mayores en la estrategia de
test 3 para las dos placas ya que la

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 7/8
8 • Febrero 2003
Inspección en Producción
detección AXI también es la más alta
para la estrategia 3.
• Aunque la estrategia 3 proporcio-
na el máximo número de accesos detest AXI y máxima detección combi-
nada de fallos, observar que el t iem-
po de test AXI en la estrategia de test
3 es tres veces mayor que en la estra-
tegia 2.
• Aunque la estrategia 2 ofrece poca
reducción de accesos sobre la estra-
tegia 1, la detección de fallos mejo-
ra de forma significativa sobre la es-
trategia 1 a pesar de que los acce-
sos de test de t ransmisión AXI en las
placas 1 y 2 son del 39% y 79% res-
pectivamente.
• Se prefiere la estrategia 2 para
volúmenes de producción altos con
sensibilidad en los costes que re-
quiere mejor fiabilidad durante
mucho t iempo ya que el t iempo de
test es un tercio del tiempo en la
estrategia 3.
• La estrategia 3 se adapta mejor a
los productos que tienen un volumen
de fabricación más bajo, no tan sen-
sibles a los costes de fabricación y
que t ienen unos costes de avería muy
altos.
• La estrategia 4 puede ser muy efec-tiva en entornos de fabricación de
gran volumen en placas con un nú-
mero de dispositivos BGA bajo. La
detección de fallos puede ser mejo-
rada significativamente en compara-
ción con el uso de únicamente la es-
trategia ICT.
C o n c lu s io n e s
Los ingenieros han utilizado las
experiencias o preferencias subjetivas
como medio para asignar estrategias
de test a un nuevo producto sin ana-
lizar las ventajas y debilidades de va-
G l o s a r i o
Análisis de test.- Se utiliza toda
la información BOM y CAD para de-
terminar el acceso f ísico ICT. Además
la detección de fallos de otras etapas
de test como AXI, FPT o AOI están in-
cluidas en el modelo de la cobertura
del test y se toman decisiones como
qué etapas de test tienen que pro-
porcionar cobertura en qué partes y
pines. Cualquier falta de acceso esinvestigada y se determinan los re-
querimientos de los pads de test en
base a la detección de fallos de to-
das las etapas (no sólo ICT) y en la
información de la librería de disposi-
tivos (BSCAN, analógica, digital).
Cobertura de fallos.- La efectivi-
dad de una etapa de test para detec-
tar un tipo de defecto específico en
una posición totalmente accesible
Cobertura de test.- Cobertura de
test = “Cobertura de fallos” x «Test
de acceso».
Espectro de fallos.- Los tipos de
defectos y posiciones donde pueden
ocurrir en el PCBA.
GENCAM.- El estándar IPC 2541.
Este estándar establece las necesida-
des y otras consideraciones para
intercambiar información entre equi-
pos de software para la fabricación
electrónica y sistema de información
de fábrica. Esta información consis-
te en parámetros y atributos, datos
del producto, información de proce-
sos, monitorización y control de
equipos, utilización de recursos yconsumo de material. Para más infor-
mación visitar www.gencam.org.
Test de acceso.- El nivel de acce-
sos que tiene la etapa de test hacia
el PCBA. Por ejemplo, ICT puede te-
ner un acceso menor al 100% a las
señales en el PCBA mientras que la
transmisión AXI puede tener un ac-
ceso menor al 100% a las uniones de
soldadura en el PCBA. El concepto de
test de acceso es independiente de la
“ cobertura de fallos”.
Test de proceso.- El “ Test de pro-
ceso” o “ Test Estructural” engloba
todas las operaciones de test e ins-
rios logros de test diferentes de una
manera cuantitativa. Los PCBAs mo-
dernos, en nuestro entorno compe-
titivo de coste y calidad requierenuna estrategia más optimizada para
cada PCBA en particular.
Las herramientas del programa
DFT que ofrece análisis de test duran-
te el diseño de las placas, permite a
los ingenieros de test trabajar concu-
rrentemente con los diseñadores.
Pueden pronosticar el espectro de
fallos y la renuncia a los accesos de
test antes de hacer el rutado de los
diseños PCB. Las ventajas de utilizar
el programa DFT son: menor ciclo de
diseño, mejores accesos de test, de-
tección de fallos mejorada, menos
problemas, costes de producción
menores, mejor t ime to market, me-
jor calidad y costes de devolución
menores.
El estudio de los resultados de-
muestra que la detección pronostica-
da por el programa DFT es realista
cuando ésta se compara con la con-
seguida en producción. Utilizando el
programa DFT durante el diseño del
PCB para modelar la detección de
fallos de diferentes estrategias de test
y renunciar a los accesos ICT puedereducir los costes de forma signif ica-
tiva y mejorar la calidad. La velocidad
de captura de fallos se dobla al em-
plear AOI y AXI junto con ICT y la
velocidad de producción varía sensi-
blemente dependiendo de la estrate-
gia de test elegida. Cuando el pro-
grama DFT permite tomar estas de-
cisiones en las primeras etapas del
ciclo de vida del producto, los pro-
veedores de las OEMs y EMS pueden
ganar reduciendo costes en todo el
ciclo de vida del producto desde NPI
hasta el proceso de fabricación y ga-
rantía.

5/17/2018 520203 - slidepdf.com
http://slidepdf.com/reader/full/520203 8/8
• Febrero 2003 9
Inspección en Producción
pección anterior al test funcional.
Estas etapas de test e inspección son
generalmente enfocadas a verif icar el
ensamblaje correcto del PCB (no fun-
cionalidad).
Test distribuido.- Una estrategia
de test que evalúa las ventajas de
varias máquinas de test (midiendo su
detección de fallos, accesos, veloci-
dad de test, resolución del diagnós-
tico u otros atributos) en tanto de
forma complementaria como consolapamiento para conseguir un ren-
dimiento combinado óptimo para las
necesidades del negocio. ❏
L is t a d e a c r ó n im o s
AOI Automated Optical Inspec-
tion
API Automated Paste Inspection
AXI Automated X-Ray Inspec-
tion
BIST Built in Self test
BSCAN Boundary Scan IEEE 11.49.1
CAD Computer Aided Design
CEM Contract Electronics Manu-
facturer
DFM Design For manufacturing
DFT Design For Test
DFx Design for Test & Manufac-
turing
EMS Electronic Manufacturing
Services
ESS Environment Stress Scree-
ning
ICT In-Circuit t est
FPT Flying Probe Test
FT Funct ional Test
HVI Human Visual Inspection
MDA Manufacturing Defect
Analyser
MVI Manual Visual Inspect ion
(HVI)
NPI New Product Introduction
OEM Original Equipment Manu-
facturer
PCB Printed Circuit Board
PCBA Printed Circuit Board Ass-
embly
QFP Quad Flat PackRIP Repair In Process
ROI Return on Investment
SMT Surface Mount Technology
TAP Test Access Port
WIP Work in Process
R e f e r e n c i a s
1 Modelo de Return on Investment de
la estrategia de test Teradyne, Revis-
ta online SMT, 09/01 “ Effective Test
Strategies for Modern PCBAs”.2 Mirar Glosario para la definición de
“ Test de Proceso” o “ Test Estructu-
ral”.3 DFx = DFM & DFT. Mirar Glosario.4 Los equipos AXI normalmente están
disponibles en tres formatos:
• Transmisión AXI – llamado común-
mente como rayos X de “2D”.
• Cross section AXI – llamado co-
múnmente como rayos X de “3D”.
• Combo AXI – uti liza tanto el mé-
todo “2D” como “3D”. Aunque los
términos “2D” y “ 3D” son utilizados
más en nuestra industria, los autores
creen que estos términos pueden ser
engañosos e inexactos en su descrip-
ción de la tecnología de transmisión
y cross-section de rayos X.
La transmisión de rayos-X captu-
ra la información de todo el volumen
de la unión de soldadura, y en la ima-
gen final de escala de grises, la t rans-
misión de rayos-X representa la sol-
dadura de manera más completa
que cross-section de rayos-X que
captura sólo una parte de la unión de
soldadura en la imagen final en es-cala de grises. Aunque en teoría,
múltiples partes de un sistema de
cross-section de rayos-X puede ser
acumulado para construir un mode-
lo en tres dimensiones de la soldadu-
ra, los sistemas de cross-section AXI
actuales no realizan esta operación y
analizan las partes sólo en dos di-
mensiones y carecen de información
de la parte superior e inferior de esa
parte. Los equipos Combo AXI utili-
zan una combinación de técnicas de
transmisión y cross-section de mane-
ra concurrente durante la inspección
de un PCB. Los sistemas Combo au-
tomáticamente aplican cada técnica
donde se acomodan mejor y permi-
ten a los usuarios la capacidad de
preferir una técnica sobre otra si se
desea. Este documento utilizará los
términos transmisión, cross-section y
Combo de rayos-X y evita el uso de
los términos “2D” y”3D” ya que es-
tos son inexactos y engañosos.5 Fuente: proyecto de estrategia de
test NEMI.