12- tema 4. tratamiento de fangos
DESCRIPTION
Tratamiento de Fangos Activados, Tratamiento, Aguas Residuales, Tratamiento terciario, secundarioTRANSCRIPT
Universidad Tecnológica Nacional
Facultad Regional Rafaela
Asignatura: SANEAMIENTO Y MEDIO AMBIENTE
TEMA 4
TRATAMIENTO DE FANGOS
Carreras:
5º Año Ingeniería Civil
4º Año Licenciatura en Organización Industrial
5º Año Ingeniería Industrial
Docentes:
Lic. Carina Griffa Ing. María Celeste Schierano
Página 2
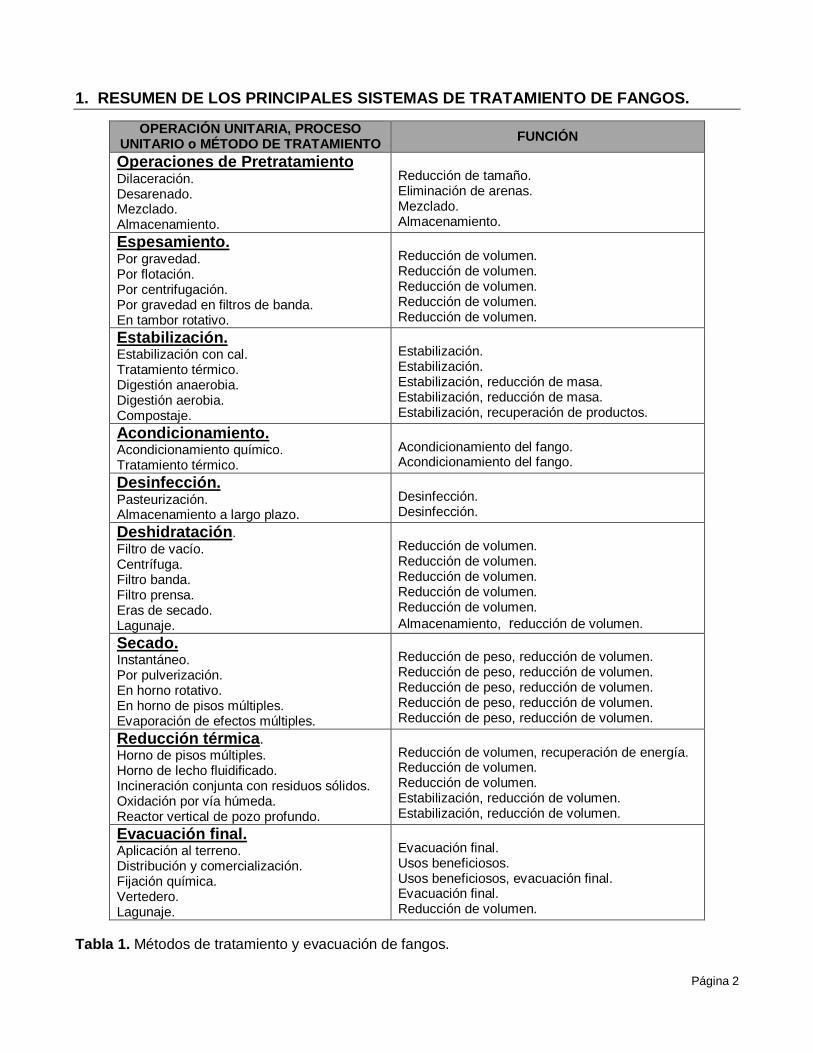
1. RESUMEN DE LOS PRINCIPALES SISTEMAS DE TRATAMIENTO DE FANGOS.
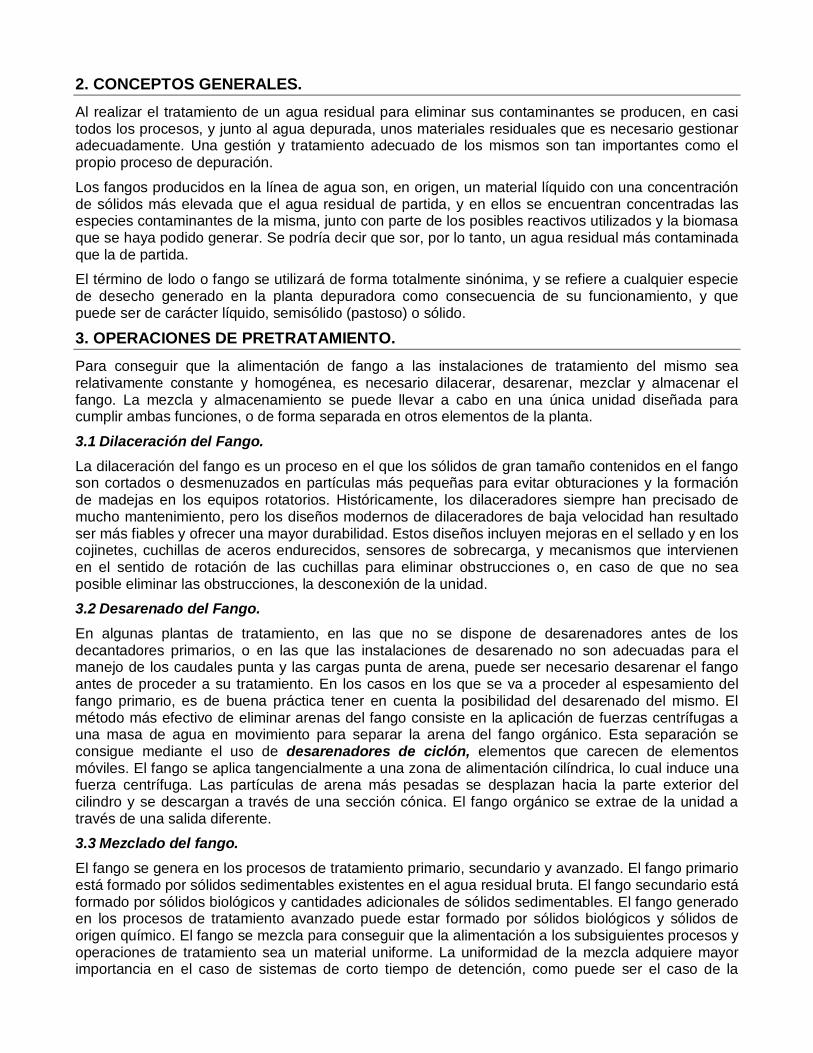
Tabla 1. Métodos de tratamiento y evacuación de fangos.
OPERACIÓN UNITARIA, PROCESO UNITARIO o MÉTODO DE TRATAMIENTO FUNCIÓN
Operaciones de Pretratamiento Dilaceración. Desarenado. Mezclado. Almacenamiento.
Reducción de tamaño. Eliminación de arenas. Mezclado. Almacenamiento.
Espesamiento. Por gravedad. Por flotación. Por centrifugación. Por gravedad en filtros de banda. En tambor rotativo.
Reducción de volumen. Reducción de volumen. Reducción de volumen. Reducción de volumen. Reducción de volumen.
Estabilización. Estabilización con cal. Tratamiento térmico. Digestión anaerobia. Digestión aerobia. Compostaje.
Estabilización. Estabilización. Estabilización, reducción de masa. Estabilización, reducción de masa. Estabilización, recuperación de productos.
Acondicionamiento. Acondicionamiento químico. Tratamiento térmico.
Acondicionamiento del fango. Acondicionamiento del fango.
Desinfección. Pasteurización. Almacenamiento a largo plazo.
Desinfección. Desinfección.
Deshidratación. Filtro de vacío. Centrífuga. Filtro banda. Filtro prensa. Eras de secado. Lagunaje.
Reducción de volumen. Reducción de volumen. Reducción de volumen. Reducción de volumen. Reducción de volumen. Almacenamiento, reducción de volumen.
Secado. Instantáneo. Por pulverización. En horno rotativo. En horno de pisos múltiples. Evaporación de efectos múltiples.
Reducción de peso, reducción de volumen. Reducción de peso, reducción de volumen. Reducción de peso, reducción de volumen. Reducción de peso, reducción de volumen. Reducción de peso, reducción de volumen.
Reducción térmica. Horno de pisos múltiples. Horno de lecho fluidificado. Incineración conjunta con residuos sólidos. Oxidación por vía húmeda. Reactor vertical de pozo profundo.
Reducción de volumen, recuperación de energía. Reducción de volumen. Reducción de volumen. Estabilización, reducción de volumen. Estabilización, reducción de volumen.
Evacuación final. Aplicación al terreno. Distribución y comercialización. Fijación química. Vertedero. Lagunaje.
Evacuación final. Usos beneficiosos. Usos beneficiosos, evacuación final. Evacuación final. Reducción de volumen.
Página 3
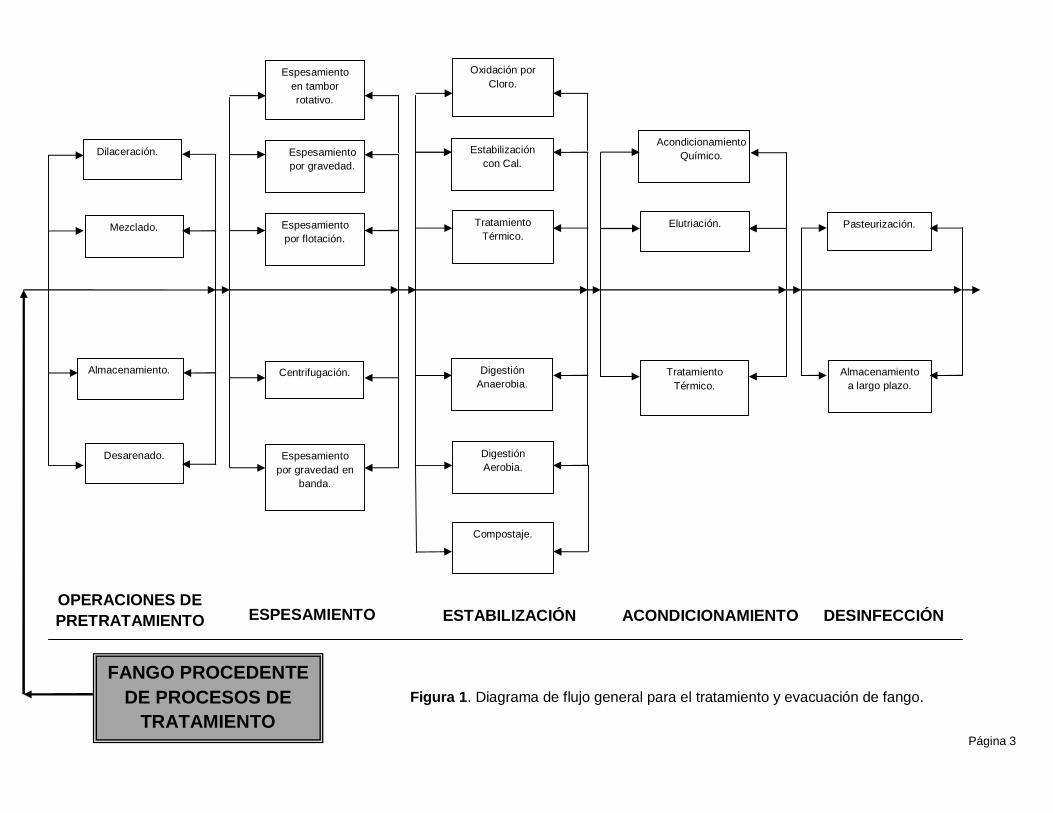
OPERACIONES DE PRETRATAMIENTO ESPESAMIENTO ESTABILIZACIÓN ACONDICIONAMIENTO DESINFECCIÓN
FANGO PROCEDENTE DE PROCESOS DE
TRATAMIENTO
Espesamiento por gravedad.
Espesamiento por flotación.
Centrifugación.
Espesamiento por gravedad en
banda.
Espesamiento en tambor rotativo.
Dilaceración.
Mezclado.
Almacenamiento.
Desarenado.
Elutriación.
Tratamiento Térmico.
Acondicionamiento Químico.
Pasteurización.
Almacenamiento a largo plazo.
Estabilización con Cal.
Tratamiento Térmico.
Digestión Anaerobia.
Digestión Aerobia.
Oxidación por Cloro.
Compostaje.
Figura 1. Diagrama de flujo general para el tratamiento y evacuación de fango.
Página 4
Lagunaje.
Filtro de Vacío.
Filtro Prensa.
Filtro de Banda Horizontal.
Centrífuga.
Eras de Secado.
Evaporador de efecto múltiple.
Secado Instantáneo.
Secado por pulverización.
Secado en horno rotativo.
Secado en horno de pisos
múltiples.
Reactor vertical de pozo
profundo.
Incineración en hornos de pisos
múltiples.
Incineración de lecho
fluidificado.
Combustión Instantánea.
Conincineración por residuos
sólidos.
Oxidación por vía húmeda.
Vertedero.
Aplicación al suelo.
Recuperación de terreno.
Reutilización.
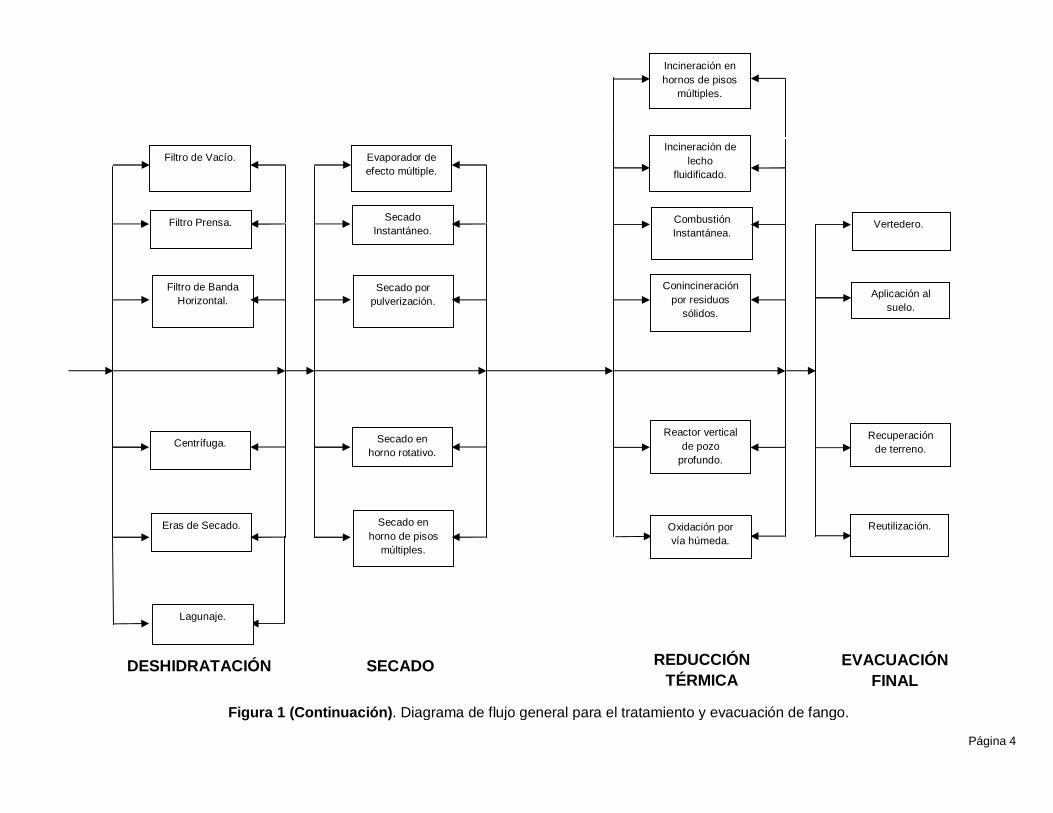
DESHIDRATACIÓN SECADO REDUCCIÓN TÉRMICA
EVACUACIÓN FINAL
Figura 1 (Continuación). Diagrama de flujo general para el tratamiento y evacuación de fango.
2. CONCEPTOS GENERALES. Al realizar el tratamiento de un agua residual para eliminar sus contaminantes se producen, en casi todos los procesos, y junto al agua depurada, unos materiales residuales que es necesario gestionar adecuadamente. Una gestión y tratamiento adecuado de los mismos son tan importantes como el propio proceso de depuración.
Los fangos producidos en la línea de agua son, en origen, un material líquido con una concentración de sólidos más elevada que el agua residual de partida, y en ellos se encuentran concentradas las especies contaminantes de la misma, junto con parte de los posibles reactivos utilizados y la biomasa que se haya podido generar. Se podría decir que sor, por lo tanto, un agua residual más contaminada que la de partida.
El término de lodo o fango se utilizará de forma totalmente sinónima, y se refiere a cualquier especie de desecho generado en la planta depuradora como consecuencia de su funcionamiento, y que puede ser de carácter líquido, semisólido (pastoso) o sólido.
3. OPERACIONES DE PRETRATAMIENTO. Para conseguir que la alimentación de fango a las instalaciones de tratamiento del mismo sea relativamente constante y homogénea, es necesario dilacerar, desarenar, mezclar y almacenar el fango. La mezcla y almacenamiento se puede llevar a cabo en una única unidad diseñada para cumplir ambas funciones, o de forma separada en otros elementos de la planta.
3.1 Dilaceración del Fango. La dilaceración del fango es un proceso en el que los sólidos de gran tamaño contenidos en el fango son cortados o desmenuzados en partículas más pequeñas para evitar obturaciones y la formación de madejas en los equipos rotatorios. Históricamente, los dilaceradores siempre han precisado de mucho mantenimiento, pero los diseños modernos de dilaceradores de baja velocidad han resultado ser más fiables y ofrecer una mayor durabilidad. Estos diseños incluyen mejoras en el sellado y en los cojinetes, cuchillas de aceros endurecidos, sensores de sobrecarga, y mecanismos que intervienen en el sentido de rotación de las cuchillas para eliminar obstrucciones o, en caso de que no sea posible eliminar las obstrucciones, la desconexión de la unidad.
3.2 Desarenado del Fango. En algunas plantas de tratamiento, en las que no se dispone de desarenadores antes de los decantadores primarios, o en las que las instalaciones de desarenado no son adecuadas para el manejo de los caudales punta y las cargas punta de arena, puede ser necesario desarenar el fango antes de proceder a su tratamiento. En los casos en los que se va a proceder al espesamiento del fango primario, es de buena práctica tener en cuenta la posibilidad del desarenado del mismo. El método más efectivo de eliminar arenas del fango consiste en la aplicación de fuerzas centrífugas a una masa de agua en movimiento para separar la arena del fango orgánico. Esta separación se consigue mediante el uso de desarenadores de ciclón, elementos que carecen de elementos móviles. El fango se aplica tangencialmente a una zona de alimentación cilíndrica, lo cual induce una fuerza centrífuga. Las partículas de arena más pesadas se desplazan hacia la parte exterior del cilindro y se descargan a través de una sección cónica. El fango orgánico se extrae de la unidad a través de una salida diferente.
3.3 Mezclado del fango. El fango se genera en los procesos de tratamiento primario, secundario y avanzado. El fango primario está formado por sólidos sedimentables existentes en el agua residual bruta. El fango secundario está formado por sólidos biológicos y cantidades adicionales de sólidos sedimentables. El fango generado en los procesos de tratamiento avanzado puede estar formado por sólidos biológicos y sólidos de origen químico. El fango se mezcla para conseguir que la alimentación a los subsiguientes procesos y operaciones de tratamiento sea un material uniforme. La uniformidad de la mezcla adquiere mayor importancia en el caso de sistemas de corto tiempo de detención, como puede ser el caso de la
Página 6
deshidratación del fango, el tratamiento térmico, o la incineración. La alimentación de un fango bien mezclado y con características uniformes favorece, en gran medida, el funcionamiento y rendimiento de las plantas.
El mezclado de los fangos primarios, secundarios y del fango generado en los procesos de tratamiento avanzado, se puede llevar a cabo de diferentes formas:
1. En tanques de decantación primaria. Los fangos secundarios o terciarios se pueden recircular a los decantadores primarios para su sedimentación y mezcla con el fango primario.
2. En tuberías. Para asegurar un mezclado adecuado, este procedimiento requiere de un cuidadoso control de los puntos de generación del fango y de las velocidades de alimentación. Si no se ejerce este control, son de esperar amplias variaciones en la consistencia del fango.
3. En instalaciones de tratamiento de fangos que procuran largos tiempos de retención. Los digestores aerobios y anaerobios (tipo mezcla completa) pueden conseguir una mezcla uniforme de los fangos alimentados.
4. En un tanque de mezcla independiente. Esta práctica proporciona el mejor método de control de la calidad de los fangos mezclados.
En plantas de tratamiento con capacidad inferior a 3800 m3/día, el mezclado se suele llevar a cabo en los decantadores primarios. En las instalaciones de grandes dimensiones, la eficacia óptima se consigue espesando los fangos en unidades independientes antes de proceder al mezclado. Para asegurar un mezclado adecuado, los tanques de mezcla suelen estar equipados con mezcladores mecánicos y deflectores.
3.4 Almacenamiento del Fango. El almacenamiento del fango debe realizarse para laminar las fluctuaciones de la producción de fangos y permitir la acumulación de los mismos durante los períodos en los que las instalaciones de tratamiento subsiguientes se hallan fuera de servicio (por ejemplo, turnos de noche, fines de semana, y períodos de parada de equipos no programada). El almacenamiento del fango es particularmente importante en el caso de los procesos de estabilización con cal, tratamiento térmico, deshidratación mecánica, secado y reducción térmica, para los cuales es importante asegurar que la alimentación se lleve a cabo a caudal constante.
4. OPERACIONES DE ESPESAMIENTO (CONCENTRACIÓN). El contenido de sólidos del fango primario, activado, fango de lechos percoladores, o del resultado de la mezcla de ellos (por ejemplo, fango primario + fango activado), varía considerablemente en función de las características del fango, de las instalaciones de eliminación y bombeo de fangos, y del método de operación.
El espesado es un procedimiento que se emplea para aumentar el contenido de sólidos del fango por eliminación de parte de la fracción líquida del mismo. Por ejemplo, si el fango activado en exceso que normalmente se bombea de los tanques de sedimentación secundaria con un contenido de sólidos del 0,8%, se pudiera espesar hasta un contenido de sólidos del 4%, se conseguiría reducir el volumen del fango a una quinta parte. El espesado se suele llevar a cabo mediante procedimientos físicos, que incluyen el espesado por gravedad, flotación, centrifugación y filtros de banda por gravedad. En la Tabla 2 se describen los procedimientos de espesado típico.
La reducción del volumen de fango resulta beneficiosa para los procesos de tratamiento subsiguientes tales como la digestión, deshidratación, secado y combustión, desde los siguientes puntos de vista:
1. Capacidad de tanques y equipos necesarios. 2. Cantidad de reactivos químicos necesarios para el acondicionamiento del fango. 3. Cantidad de calor necesario para los digestores y cantidad de combustible auxiliar necesario
para el secado o incineración, o para ambos.
Página 7
En grandes proyectos, en los que el fango se debe transportar distancias importantes tales como el tratamiento en una planta independiente, la reducción del volumen del fango puede representar la reducción de las dimensiones de las conducciones y de los costos de bombeo. En proyectos pequeños, la necesidad de hacer compatible un tamaño mínimo práctico de la tubería con una velocidad mínima, puede exigir el bombeo de volúmenes importantes de aguar residual además del fango, lo cual disminuye el valor de la reducción de volumen conseguida. La reducción de volumen es muy deseable en los casos en los que se transporta fango líquido por medio de camiones cisterna para su aplicación directa al terreno como acondicionador de suelos.
El espesado del fango se realiza de alguna forma u otra en todas las plantas de tratamiento: en los decantadores primarios, en las instalaciones de tratamiento de fangos, o en unidades independientes especialmente diseñadas.
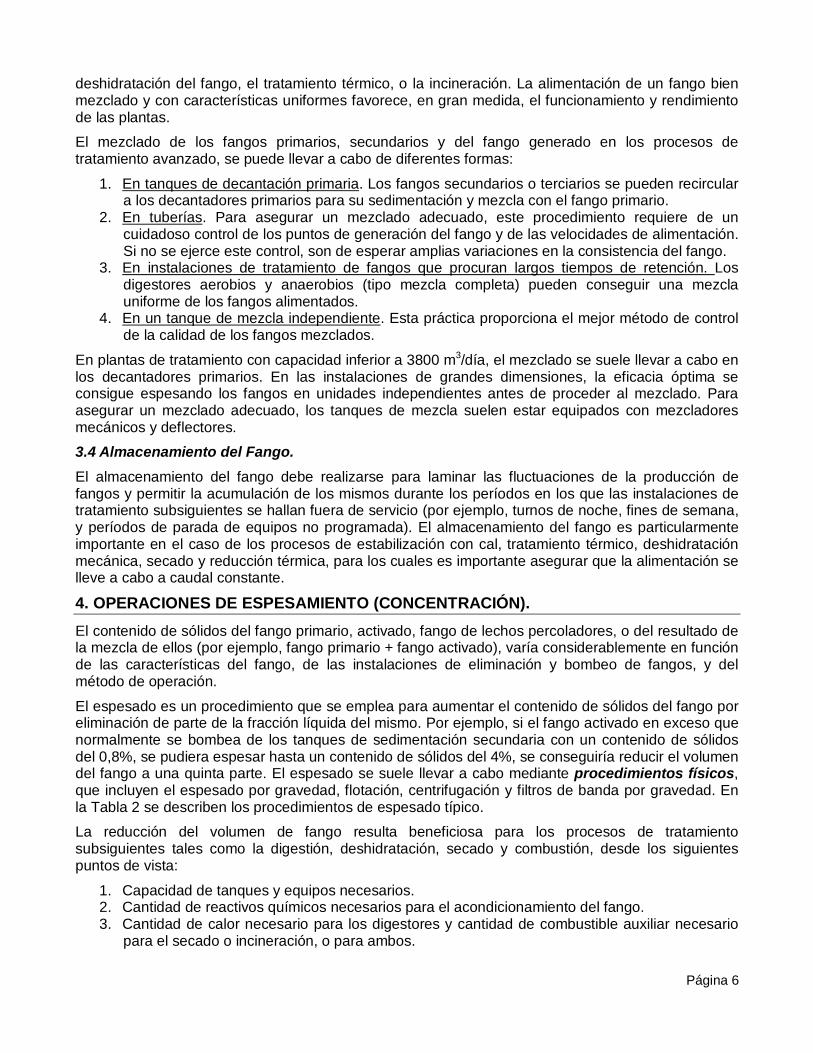
Tabla 2. Utilización de los métodos de espesado en el tratamiento de fangos. MÉTODO TIPO DE FANGO FRECUENCIA DE USO y
ÉXITO OBTENIDO
Gravedad Primario crudo Utilizado a menudo, excelentes resultados.
Gravedad Primario crudo y fango activado en exceso
Utilizado a menudo, especialmente en plantas pequeñas; resultados satisfactorios con concentraciones de fango variables entre el 4 y el 6%. En plantas de grandes dimensiones, las ventajas son mínimas.
Gravedad Fango activado en exceso Utilizado en pocas ocasiones, pobre concentraciones de sólidos (2-3%)
Flotación por aire disuelto Primario crudo y fango activado en exceso
Uso limitado; resultados similares a los de los espesadores por gravedad.
Flotación por aire disuelto Fango activado en exceso Uso común; buenos resultados (concentraciones de fango variable entre el 3,5 y 5%).
Centrífuga de cesta Fango activado en exceso
Uso limitado; excelentes resultados (concentraciones de fango variables entre el 8 y 10%).
Centrífuga de camisa maciza Fango activado en exceso
En aumento; buenos resultados (concentraciones de fango variables entre el 4 y el 6%)
Filtro de banda por gravedad Fango activado en exceso
En aumento; buenos resultados (concentraciones de fango variables entre el 3 y el 6%)
Espesador de tambor rotativo Fango activado en exceso
Uso limitado; excelentes resultados (concentraciones de fango variables entre el 5 y 9%).
Página 8
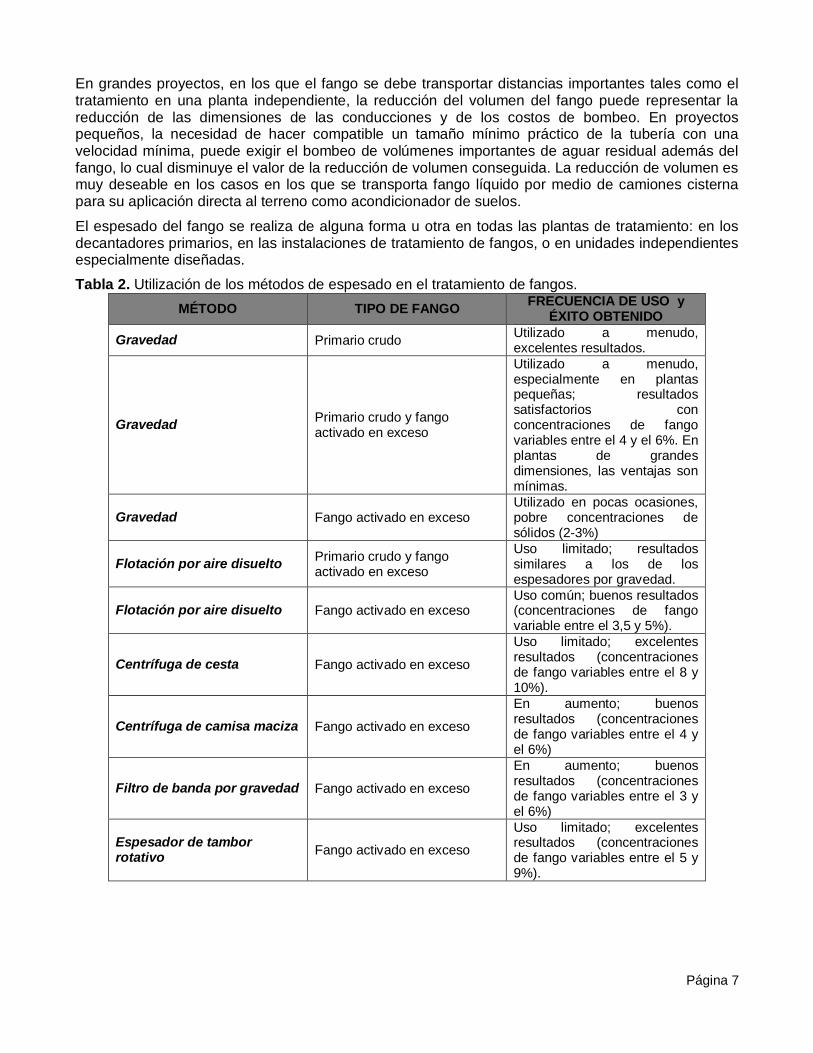
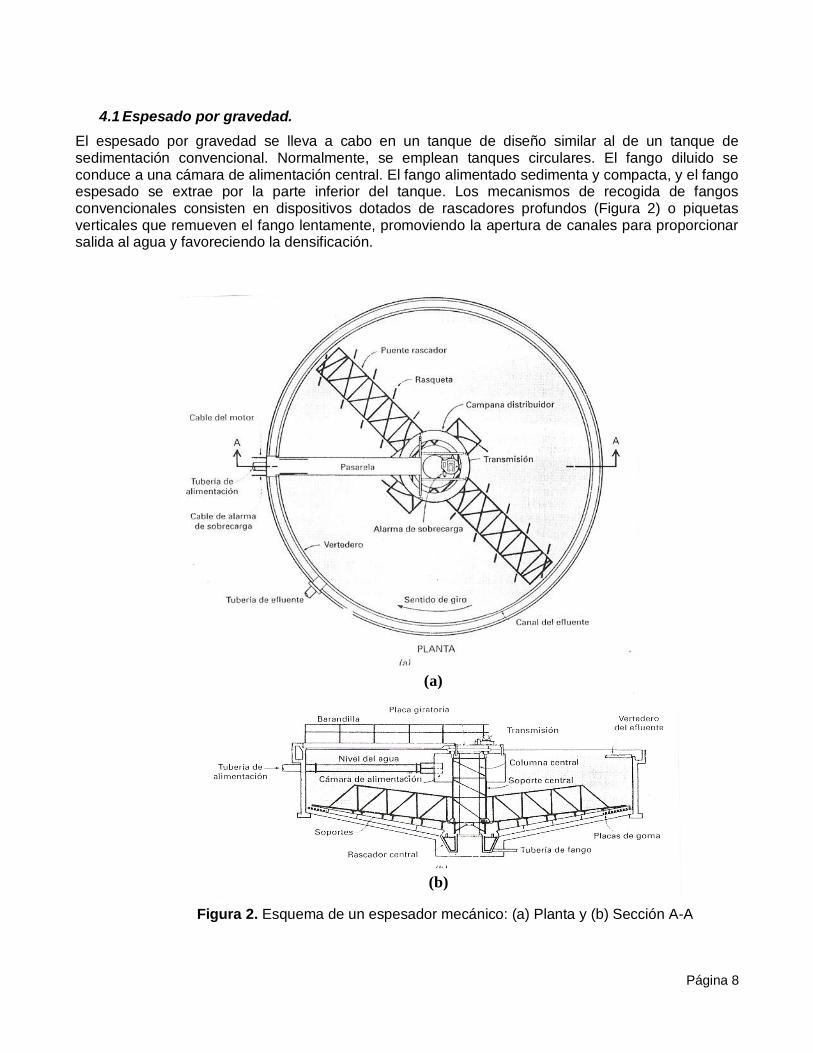
4.1 Espesado por gravedad. El espesado por gravedad se lleva a cabo en un tanque de diseño similar al de un tanque de sedimentación convencional. Normalmente, se emplean tanques circulares. El fango diluido se conduce a una cámara de alimentación central. El fango alimentado sedimenta y compacta, y el fango espesado se extrae por la parte inferior del tanque. Los mecanismos de recogida de fangos convencionales consisten en dispositivos dotados de rascadores profundos (Figura 2) o piquetas verticales que remueven el fango lentamente, promoviendo la apertura de canales para proporcionar salida al agua y favoreciendo la densificación.
(a)
(b)
Figura 2. Esquema de un espesador mecánico: (a) Planta y (b) Sección A-A
Página 9
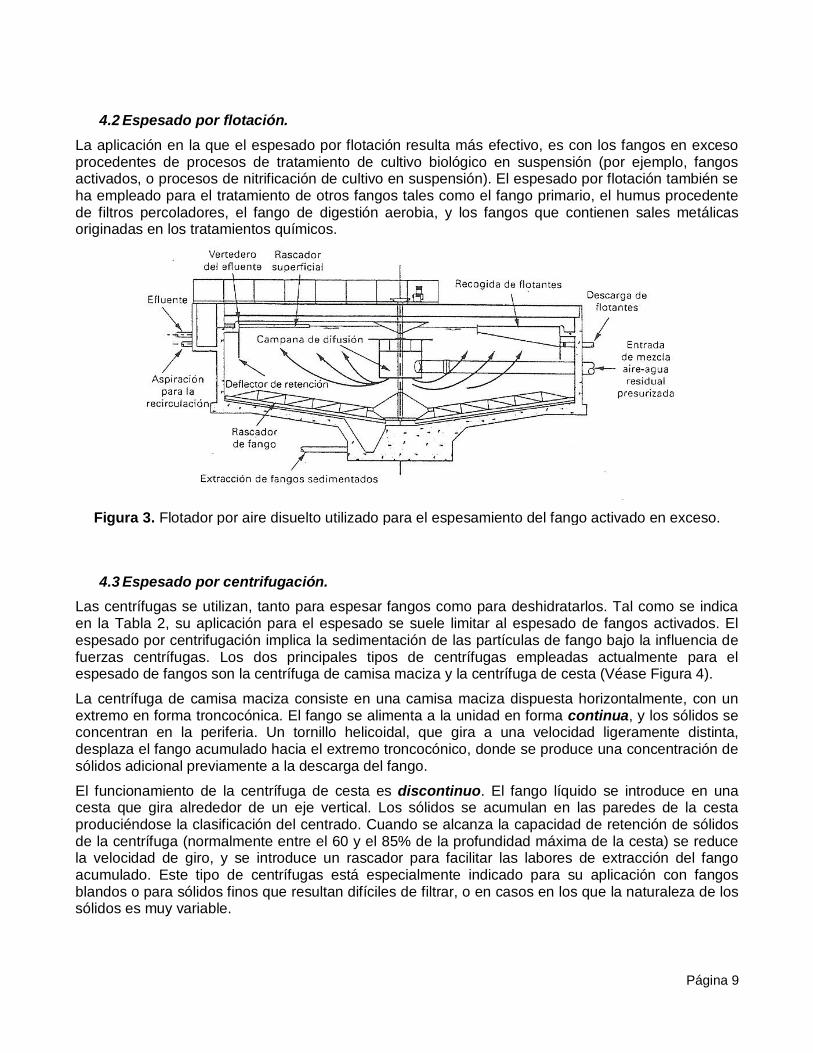
4.2 Espesado por flotación. La aplicación en la que el espesado por flotación resulta más efectivo, es con los fangos en exceso procedentes de procesos de tratamiento de cultivo biológico en suspensión (por ejemplo, fangos activados, o procesos de nitrificación de cultivo en suspensión). El espesado por flotación también se ha empleado para el tratamiento de otros fangos tales como el fango primario, el humus procedente de filtros percoladores, el fango de digestión aerobia, y los fangos que contienen sales metálicas originadas en los tratamientos químicos.
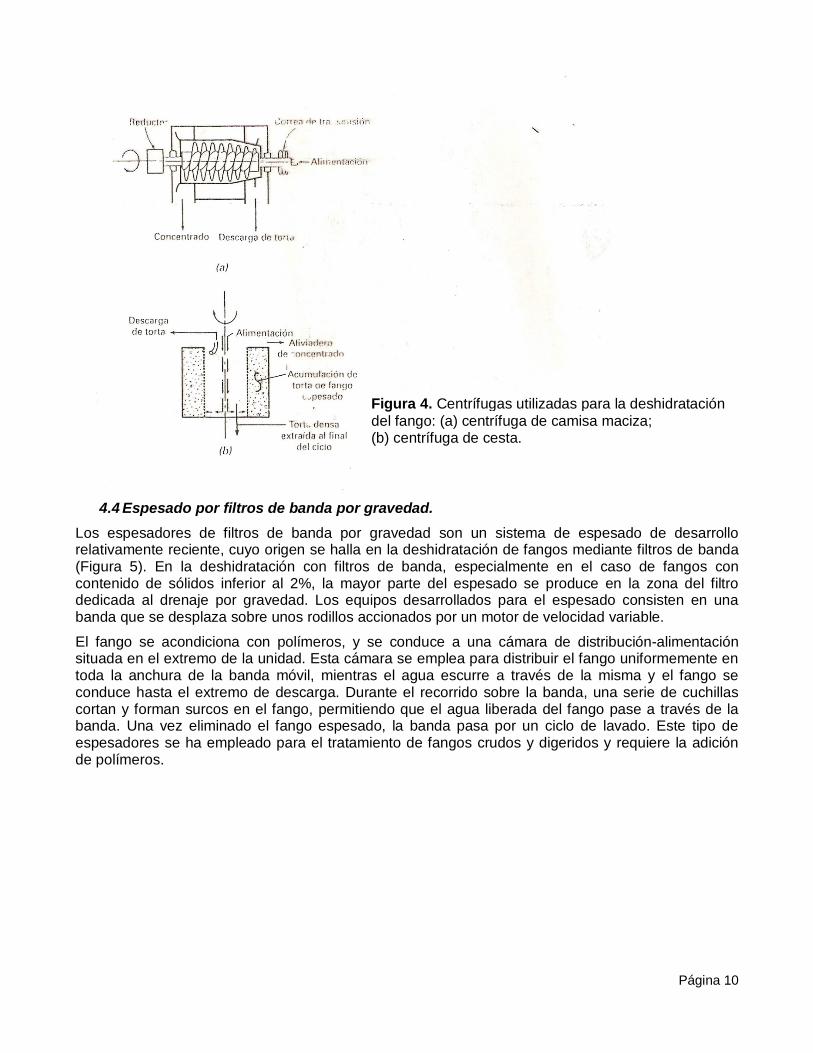
4.3 Espesado por centrifugación. Las centrífugas se utilizan, tanto para espesar fangos como para deshidratarlos. Tal como se indica en la Tabla 2, su aplicación para el espesado se suele limitar al espesado de fangos activados. El espesado por centrifugación implica la sedimentación de las partículas de fango bajo la influencia de fuerzas centrífugas. Los dos principales tipos de centrífugas empleadas actualmente para el espesado de fangos son la centrífuga de camisa maciza y la centrífuga de cesta (Véase Figura 4).
La centrífuga de camisa maciza consiste en una camisa maciza dispuesta horizontalmente, con un extremo en forma troncocónica. El fango se alimenta a la unidad en forma continua, y los sólidos se concentran en la periferia. Un tornillo helicoidal, que gira a una velocidad ligeramente distinta, desplaza el fango acumulado hacia el extremo troncocónico, donde se produce una concentración de sólidos adicional previamente a la descarga del fango.
El funcionamiento de la centrífuga de cesta es discontinuo. El fango líquido se introduce en una cesta que gira alrededor de un eje vertical. Los sólidos se acumulan en las paredes de la cesta produciéndose la clasificación del centrado. Cuando se alcanza la capacidad de retención de sólidos de la centrífuga (normalmente entre el 60 y el 85% de la profundidad máxima de la cesta) se reduce la velocidad de giro, y se introduce un rascador para facilitar las labores de extracción del fango acumulado. Este tipo de centrífugas está especialmente indicado para su aplicación con fangos blandos o para sólidos finos que resultan difíciles de filtrar, o en casos en los que la naturaleza de los sólidos es muy variable.
Figura 3. Flotador por aire disuelto utilizado para el espesamiento del fango activado en exceso.
Página 10
4.4 Espesado por filtros de banda por gravedad.
Los espesadores de filtros de banda por gravedad son un sistema de espesado de desarrollo relativamente reciente, cuyo origen se halla en la deshidratación de fangos mediante filtros de banda (Figura 5). En la deshidratación con filtros de banda, especialmente en el caso de fangos con contenido de sólidos inferior al 2%, la mayor parte del espesado se produce en la zona del filtro dedicada al drenaje por gravedad. Los equipos desarrollados para el espesado consisten en una banda que se desplaza sobre unos rodillos accionados por un motor de velocidad variable.
El fango se acondiciona con polímeros, y se conduce a una cámara de distribución-alimentación situada en el extremo de la unidad. Esta cámara se emplea para distribuir el fango uniformemente en toda la anchura de la banda móvil, mientras el agua escurre a través de la misma y el fango se conduce hasta el extremo de descarga. Durante el recorrido sobre la banda, una serie de cuchillas cortan y forman surcos en el fango, permitiendo que el agua liberada del fango pase a través de la banda. Una vez eliminado el fango espesado, la banda pasa por un ciclo de lavado. Este tipo de espesadores se ha empleado para el tratamiento de fangos crudos y digeridos y requiere la adición de polímeros.
Figura 4. Centrífugas utilizadas para la deshidratación del fango: (a) centrífuga de camisa maciza; (b) centrífuga de cesta.

Página 11
4.5 Espesador de tambor rotativo. El espesado de fangos también se lleva a cabo mediante tambores rotativos revestidos. Un equipo de espesamiento mediante tambores rotativos consiste en un sistema de acondicionamiento del fango activado (incluyendo la alimentación del polímero), y unos tamices cilíndricos rotativos. El fango se mezcla con el polímero en el tambor de mezcla y acondicionamiento, y, a continuación, el fango acondicionado pasa a una serie de tamices rotativos que separan los sólidos floculados en el agua. El fango espesado sale por un extremo de los tambores, mientras que el agua separada se filtra a través de los tamices.
En la aplicación a fangos activados se han conseguido espesamientos del orden del 3 y 4%, con la adición de polímeros. Las ventajas de este tipo de espesadores son el bajo mantenimiento necesario, el bajo consumo energético, y el reducido espacio necesario.
Figura 5. Espesador de filtros de banda por gravedad.
Página 12
5. OPERACIONES DE ESTABILIZACIÓN. La estabilización del fango se lleva a cabo para:
1. Reducir la presencia de patógenos. 2. Eliminar los olores desagradables. 3. Inhibir, reducir o eliminar su potencial de putrefacción.
El éxito en la consecución de estos objetivos está relacionado con los efectos del proceso u operación de estabilización sobre la fracción orgánica o volátil del fango. La supervivencia de los organismos patógenos, la proliferación de olores y la putrefacción, se producen cuando se permite que los microorganismos se desarrollen sobre la fracción orgánica del fango. Los medios de estabilización disponibles para eliminar el desarrollo de estas condiciones desagradables son:
1. Reducción biológica del contenido de materia volátil. 2. Oxidación química de la materia volátil. 3. Adición de agentes químicos para hacer el fango inadecuado para la supervivencia de los
microorganismos. 4. Aplicación de calor con el objeto de desinfectar o esterilizar el fango.
Las tecnologías disponibles para la estabilización del fango que se analizan son: estabilización con cal, tratamiento térmico, digestión anaerobia, digestión aerobia y compostaje.
5.1 Estabilización con cal. En el proceso de estabilización con cal, se añade suficiente cal al fango para elevar su pH por encima de 12. Este valor elevado del pH crea un entorno que no favorece la supervivencia de los microorganismos. Como consecuencia de esto, mientras se mantenga este pH, el fango no se pudrirá, no creará olores y no provocará riesgos para la salud pública. Para la estabilización del fango con cal se emplean dos métodos:
1. Adición de cal al fango al proceso antes del proceso de deshidratación, práctica conocida con el nombre de “Pretratamiento con cal”.
2. Adición de cal al fango después del proceso de deshidratación, o “Post-tratamiento con cal”.
Para la estabilización se puede emplear tanto cal hidratada, Ca(OH)2, como cal viva, CaO. En algunos casos, la cal se ha sustituido por cenizas volantes, polvos de hornos de cemento y carburo cálcico.
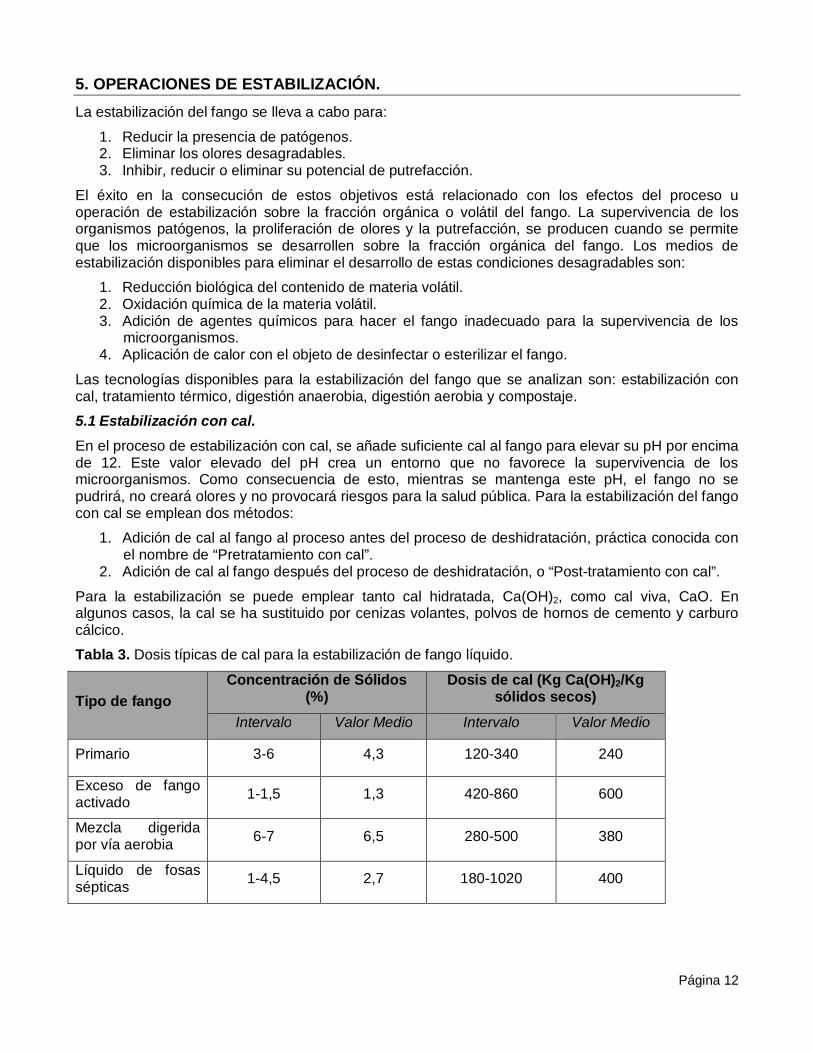
Tabla 3. Dosis típicas de cal para la estabilización de fango líquido.
Tipo de fango Concentración de Sólidos
(%) Dosis de cal (Kg Ca(OH)2/Kg
sólidos secos)
Intervalo Valor Medio Intervalo Valor Medio
Primario 3-6 4,3 120-340 240
Exceso de fango activado 1-1,5 1,3 420-860 600
Mezcla digerida por vía aerobia 6-7 6,5 280-500 380
Líquido de fosas sépticas 1-4,5 2,7 180-1020 400
Página 13
5.2 Tratamiento Térmico. El tratamiento térmico es un proceso continuo en el que el fango se calienta en un depósito a presión a temperatura de hasta 260° y a presiones de hasta 2760 kN/m2, durante un corto espacio de tiempo (aproximadamente 30 minutos). El tratamiento térmico sirve, básicamente, como proceso de estabilización y de acondicionamiento, aunque, en la mayoría de los casos, está considerado como un proceso de acondicionamiento.
El acondicionamiento térmico del fango permite que los sólidos sean aptos para la deshidratación sin necesidad de emplear reactivos térmicos. Cuando se somete al fango a temperaturas y presiones elevadas, la actividad térmica libera el agua ligada a los sólidos, provocando la coagulación de los mismos.
5.3 Digestión Anaerobia. La digestión anaerobia del fango se encuentra entre las formas de tratamiento biológico del agua residual más antiguas, y su origen se puede datar alrededor de 1850, cuando se desarrolló el primer tanque diseñado para la separación y retención de sólidos. Debido al gran interés existente en el ahorro y recuperación de energía, y en el deseo de obtener productos que permitan usos beneficiosos del fango del agua residual, la digestión anaerobia sigue siendo el proceso de estabilización de uso más extendido.
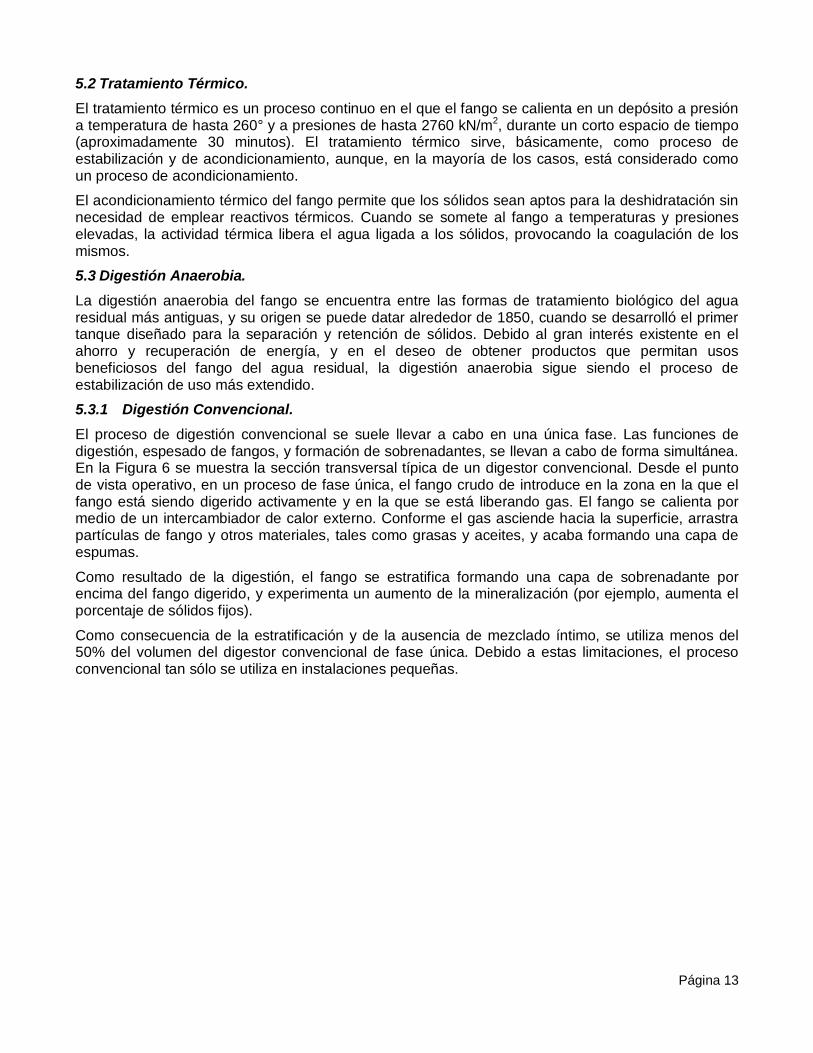
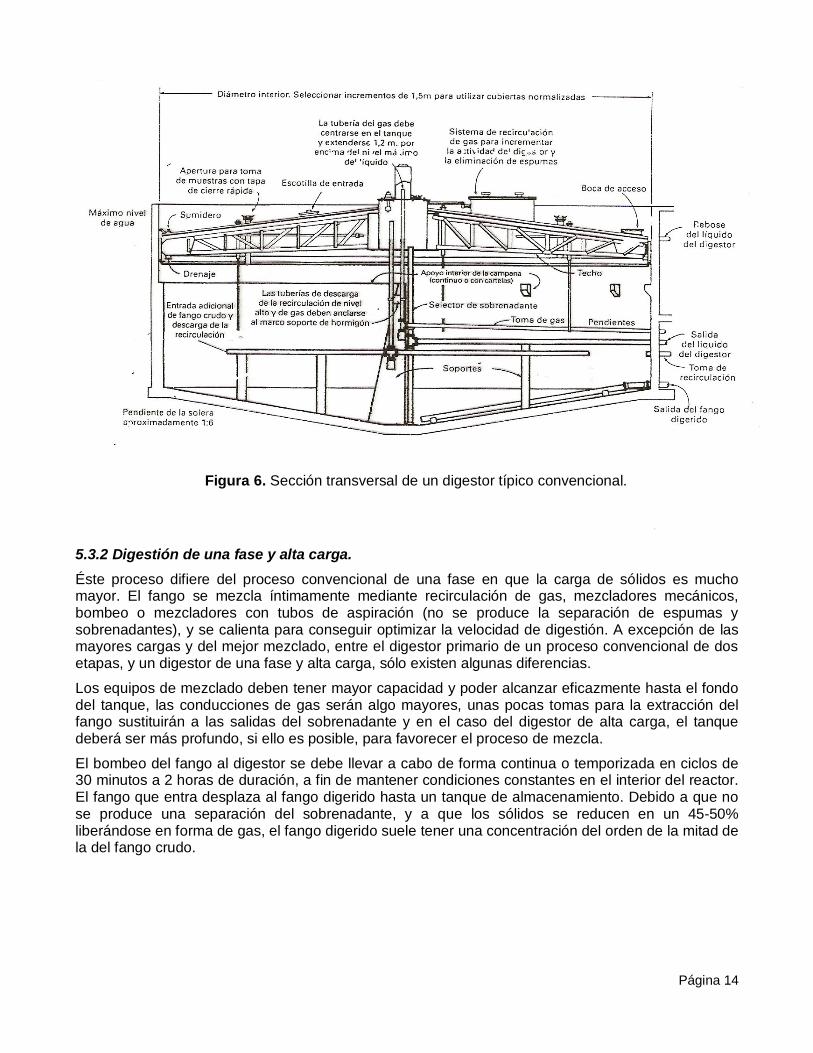
5.3.1 Digestión Convencional. El proceso de digestión convencional se suele llevar a cabo en una única fase. Las funciones de digestión, espesado de fangos, y formación de sobrenadantes, se llevan a cabo de forma simultánea. En la Figura 6 se muestra la sección transversal típica de un digestor convencional. Desde el punto de vista operativo, en un proceso de fase única, el fango crudo de introduce en la zona en la que el fango está siendo digerido activamente y en la que se está liberando gas. El fango se calienta por medio de un intercambiador de calor externo. Conforme el gas asciende hacia la superficie, arrastra partículas de fango y otros materiales, tales como grasas y aceites, y acaba formando una capa de espumas.
Como resultado de la digestión, el fango se estratifica formando una capa de sobrenadante por encima del fango digerido, y experimenta un aumento de la mineralización (por ejemplo, aumenta el porcentaje de sólidos fijos).
Como consecuencia de la estratificación y de la ausencia de mezclado íntimo, se utiliza menos del 50% del volumen del digestor convencional de fase única. Debido a estas limitaciones, el proceso convencional tan sólo se utiliza en instalaciones pequeñas.
Página 14
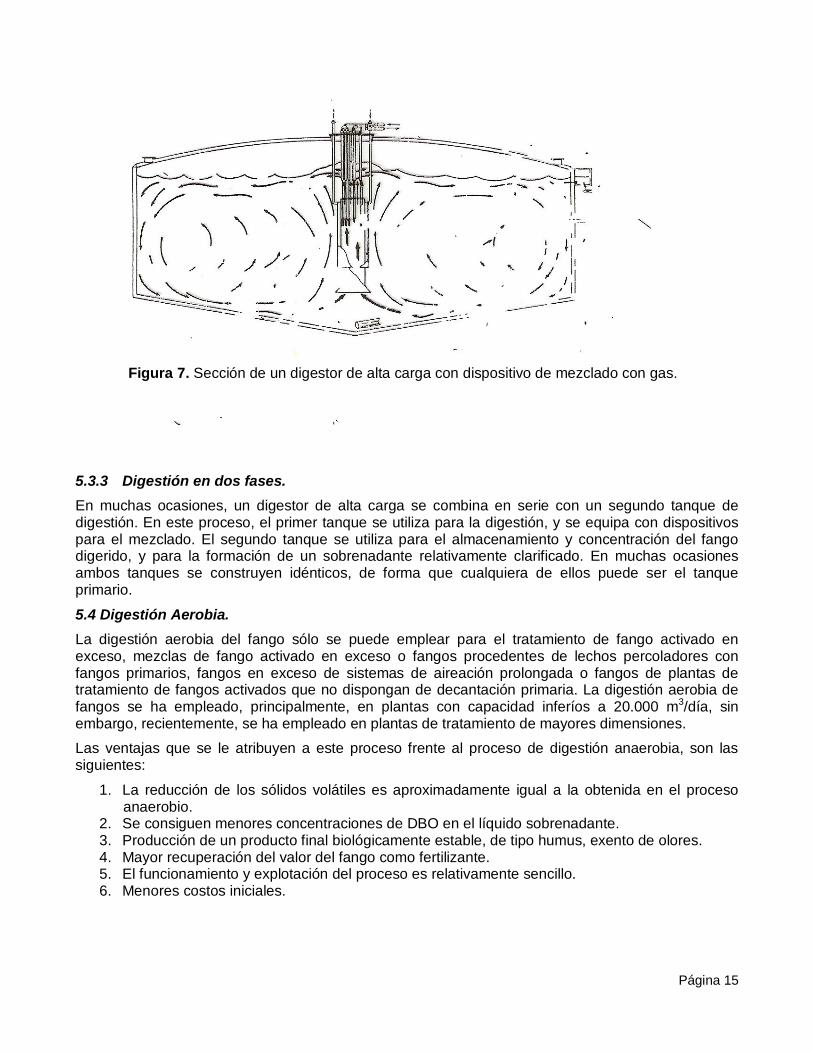
5.3.2 Digestión de una fase y alta carga. Éste proceso difiere del proceso convencional de una fase en que la carga de sólidos es mucho mayor. El fango se mezcla íntimamente mediante recirculación de gas, mezcladores mecánicos, bombeo o mezcladores con tubos de aspiración (no se produce la separación de espumas y sobrenadantes), y se calienta para conseguir optimizar la velocidad de digestión. A excepción de las mayores cargas y del mejor mezclado, entre el digestor primario de un proceso convencional de dos etapas, y un digestor de una fase y alta carga, sólo existen algunas diferencias.
Los equipos de mezclado deben tener mayor capacidad y poder alcanzar eficazmente hasta el fondo del tanque, las conducciones de gas serán algo mayores, unas pocas tomas para la extracción del fango sustituirán a las salidas del sobrenadante y en el caso del digestor de alta carga, el tanque deberá ser más profundo, si ello es posible, para favorecer el proceso de mezcla.
El bombeo del fango al digestor se debe llevar a cabo de forma continua o temporizada en ciclos de 30 minutos a 2 horas de duración, a fin de mantener condiciones constantes en el interior del reactor. El fango que entra desplaza al fango digerido hasta un tanque de almacenamiento. Debido a que no se produce una separación del sobrenadante, y a que los sólidos se reducen en un 45-50% liberándose en forma de gas, el fango digerido suele tener una concentración del orden de la mitad de la del fango crudo.
Figura 6. Sección transversal de un digestor típico convencional.
Página 15
5.3.3 Digestión en dos fases. En muchas ocasiones, un digestor de alta carga se combina en serie con un segundo tanque de digestión. En este proceso, el primer tanque se utiliza para la digestión, y se equipa con dispositivos para el mezclado. El segundo tanque se utiliza para el almacenamiento y concentración del fango digerido, y para la formación de un sobrenadante relativamente clarificado. En muchas ocasiones ambos tanques se construyen idénticos, de forma que cualquiera de ellos puede ser el tanque primario.
5.4 Digestión Aerobia. La digestión aerobia del fango sólo se puede emplear para el tratamiento de fango activado en exceso, mezclas de fango activado en exceso o fangos procedentes de lechos percoladores con fangos primarios, fangos en exceso de sistemas de aireación prolongada o fangos de plantas de tratamiento de fangos activados que no dispongan de decantación primaria. La digestión aerobia de fangos se ha empleado, principalmente, en plantas con capacidad inferíos a 20.000 m3/día, sin embargo, recientemente, se ha empleado en plantas de tratamiento de mayores dimensiones.
Las ventajas que se le atribuyen a este proceso frente al proceso de digestión anaerobia, son las siguientes:
1. La reducción de los sólidos volátiles es aproximadamente igual a la obtenida en el proceso anaerobio.
2. Se consiguen menores concentraciones de DBO en el líquido sobrenadante. 3. Producción de un producto final biológicamente estable, de tipo humus, exento de olores. 4. Mayor recuperación del valor del fango como fertilizante. 5. El funcionamiento y explotación del proceso es relativamente sencillo. 6. Menores costos iniciales.
Figura 7. Sección de un digestor de alta carga con dispositivo de mezclado con gas.
Página 16
Las principales desventajas del proceso de digestión aerobia son:
1. El mayor costo energético asociado al suministro de oxígeno necesario. 2. Se produce un fango digerido de pobres características para la deshidratación mecánica. 3. Es un proceso muy sensible a la temperatura, emplazamiento, y tipo de materiales con que se
construye el tanque.
Descripción del Proceso. La digestión aerobia es similar al proceso de fangos activados. Conforme se agota el suministro de substrato disponible (alimento), los microorganismos empiezan a consumir su propio protoplasma para obtener la energía necesaria para las reacciones de mantenimiento celular.
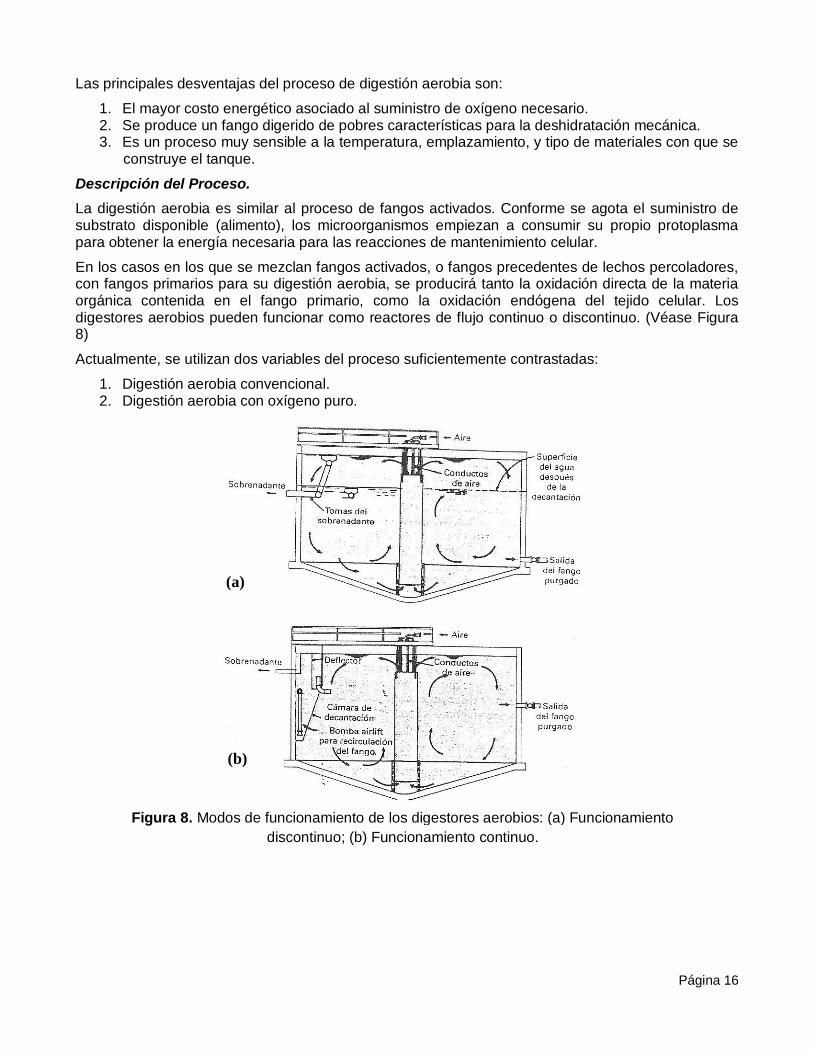
En los casos en los que se mezclan fangos activados, o fangos precedentes de lechos percoladores, con fangos primarios para su digestión aerobia, se producirá tanto la oxidación directa de la materia orgánica contenida en el fango primario, como la oxidación endógena del tejido celular. Los digestores aerobios pueden funcionar como reactores de flujo continuo o discontinuo. (Véase Figura 8)
Actualmente, se utilizan dos variables del proceso suficientemente contrastadas:
1. Digestión aerobia convencional. 2. Digestión aerobia con oxígeno puro.
Figura 8. Modos de funcionamiento de los digestores aerobios: (a) Funcionamiento discontinuo; (b) Funcionamiento continuo.
(a)
(b)
Página 17
5.5 Compostaje. Desde mediados de los años setenta, el compostaje del fango ha venido recibiendo creciente atención como alternativa económicamente viable y ambientalmente segura para la estabilización y evacuación final del fango de aguas residuales. Las cada vez más restrictivas normativas de contaminación atmosférica y de evacuación de fangos, junto con la previsible escasez de vertederos disponibles, han acelerado el desarrollo del compostaje como una opción viable de gestión del fango.
El compostaje es un proceso en el que la materia orgánica sufre una degradación biológica hasta alcanzar un producto final estable. El fango compostado adecuadamente es un material tipo humus, higiénico y libre de características desagradables. Aproximadamente el 20 o 30% de los sólidos volátiles se convierten en dióxido de carbono y agua. Conforme se produce la descomposición de la materia orgánica contenida en el fango, el compost se calienta hasta alcanzar temperaturas situadas en el intervalo de pasteurización (50 a 70°), lo cual permite la destrucción de organismos patógenos entéricos. Un fango bien compostado se puede emplear como acondicionador de suelos de usos agrícolas y hortícolas, o ser enviado a vertedero, cumpliendo siempre las limitaciones aplicables a los constituyentes del fango.
A pesar de que el compostaje se puede llevar a cabo tanto bajo condiciones aerobias como anaerobias, en casi la totalidad de las aplicaciones de los fangos procedentes de aguas residuales urbanas se emplea el compostaje aerobio. El compostaje en condiciones aerobias acelera la descomposición de la materia y da lugar a un mayor aumento de la temperatura, suficiente para la destrucción de patógenos, y también minimiza la producción de olores desagradables.
Microbiología del proceso. El proceso de compostaje implica una compleja destrucción de la materia orgánica junto con la producción de ácido húmico para dar lugar a un producto final estable. Los microorganismos que participan en el proceso pertenecen a tres grandes categorías: bacterias, actinomicetos y hongos. A pesar de que el conocimiento sobre las interrelaciones entre estas poblaciones microbianas no es completo, parece ser que la actividad bacteriana es la responsable de la descomposición de proteínas, lípidos y grasas a temperaturas termofílicas, así como de gran parte de la energía calorífica producida. Los hongos y los actinomicetos también estás presentes, en poblaciones variables, durante la fase mesofílica y termofílica del compostaje, y parecen ser los responsables de la destrucción de la materia orgánica compleja y de la celulosa presente en el material de enmienda o soporte.
Durante el proceso de compostaje, se observan tres fases de actividad diferentes con sus intervalos de temperatura asociados: mesofílica, termofílica y enfriamiento. En la fase mesofílica inicial, la temperatura en la pila de compostaje aumenta desde la temperatura ambiente hasta aproximadamente 40° con la aparición de hongos y bacterias productoras de ácidos. Conforme aumenta la temperatura de la masa compostada hasta alcanzar el intervalo termofílico de temperaturas (40 a 70°), estos microorganismos dejan paso a las bacterias termofílicas, los actinomicetos, y los hongos termofílicos. Es en esta fase, en el intervalo termofílico de temperaturas, en la que se produce la máxima degradación y estabilización de la materia orgánica. La fase de enfriamiento se caracteriza por una reducción de la actividad microbiana y por la sustitución de los organismos termofílicos por organismos mesofílicos (bacterias y hongos). Durante la fase de enfriamiento, se producirá una liberación adicional de agua por evaporación así como una estabilización del pH, y se completará la formación de ácido húmico.
Descripción del proceso. La mayoría de las operaciones de compostaje consisten en las siguientes etapas fundamentales:
1. Mezcla del fango deshidratado con un material de enmienda o soporte. 2. Aireación de la pila de compostaje bien por adición de aire, por volteo mecánico, o
mediante ambos sistemas. 3. Recuperación del material soporte (caso de que sea posible).

Página 18
4. Maduración adicional y almacenamiento. 5. Evacuación final.
El material de enmienda es un material orgánico que se añade al substrato a compostar con la finalidad de obtener un producto de menor peso y aumentar el volumen de huecos para favorecer la aireación. Los materiales de enmienda también se pueden emplear para aumentar la cantidad de materia orgánica presente en la mezcla. Los materiales de enmienda de uso más frecuente son aserrín, paja, compost reciclado y cáscaras de arroz. El material soporte es un material orgánico o inorgánico que se emplea para proporcionar soporte estructural y para aumentar la porosidad de la mezcla con objeto de mejorar la efectividad de la aireación. El material más empleado son astillas de madera, que se pueden recuperar y reutilizar. La aireación no sólo es necesaria para aportar oxígeno, sino también para controlar la temperatura de compostaje y eliminar la humedad excesiva.
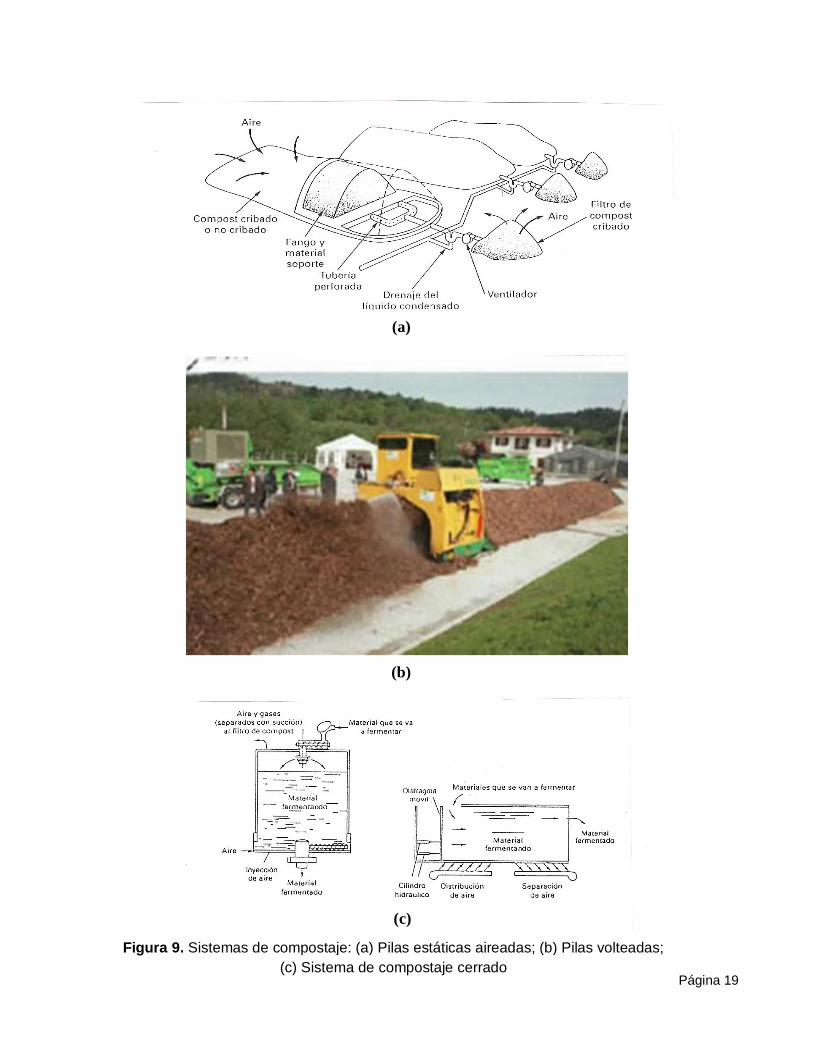
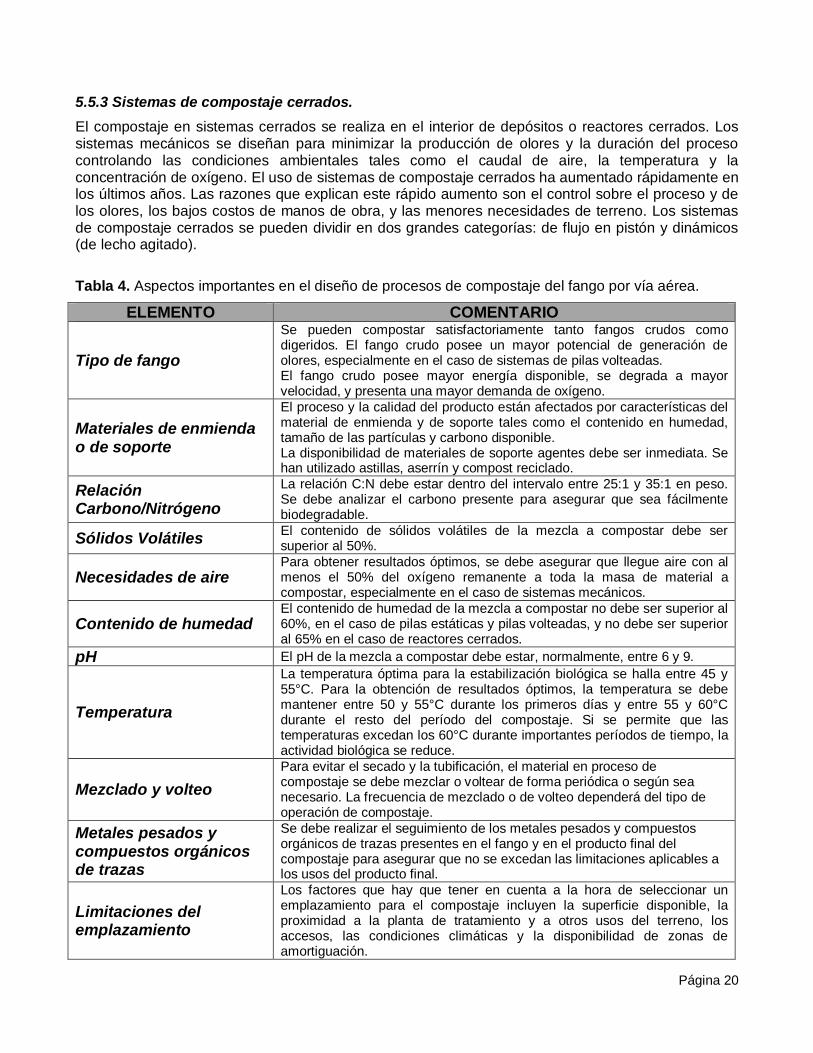
Los tres principales sistemas de compostaje utilizados son las pilas estáticas aireadas, las pilas volteadas y los sistemas mecánicos cerrados.
5.5.1 Pila estática aireada. El sistema de pila estática aireada consiste en una red de tuberías de conducción de aire sobre las que se distribuye una mezcla de fango deshidratado y un material soporte (Figura 9 (a)). En un sistema típico de pilas estáticas, el materia soporte suele estar constituido por astillas de madera que se mezclan con el fango deshidratado mediante una mezcladora de paletas o de tambor giratorio o mediante equipos móviles tales como una pala excavadora. El material se composta durante un período de 21 a 28 días, y se madura durante otro período adicional de 30 días o más. La altura de las pilas suele oscilar entre 2 y 2,5 metros. A menudo, para aislar la pila, se dispone de una capa de compost cribado encima de la misma.
Para el suministro de aire es frecuente emplear tuberías de plástico corrugado y, para mejorar el control del sistema de aireación, se recomienda que cada una de las pilas disponga de un sistema de soplantes individual. El cribado del compost madurado se suele llevar a cabo para reducir la cantidad de producto final que precisa ser evacuado y para recuperar el material soporte. Para mejorar el control del proceso y de la emisión de olores, en muchas de las instalaciones más modernas se cubren la totalidad o los elementos más importantes del sistema.
5.5.2 Pilas volteadas. En el sistema de pilas volteadas, las operaciones de mezclado y cribado son similares a las empleadas en los de pilas estáticas aireadas. La altura de las pilas es de 1 a 2 metros, con una anchura en la base de 2 a 4,5 metros. Las pilas se mezclan y voltean periódicamente durante el tiempo de compostaje. En algunas aplicaciones se incorpora aireación mecánica adicional (Véase Figura 9 (b)). En condiciones de operación normales, las pilas se voltean un mínimo de 5 veces mientras la temperatura se mantiene a, o por encima de 55°C. Esta operación suele ir acompañada de la liberación de olores desagradables. El período de compostaje oscila entre 21 y 28 días.
Recientemente, se han desarrollado equipos especialmente indicados para el mezclado del fango con el material soporte y para el volteo de las pilas. Al igual que en el caso de los sistemas de pila estática aireada, algunos de estos sistemas se han cubierto o se han construido en edificios cerrados.
Página 19
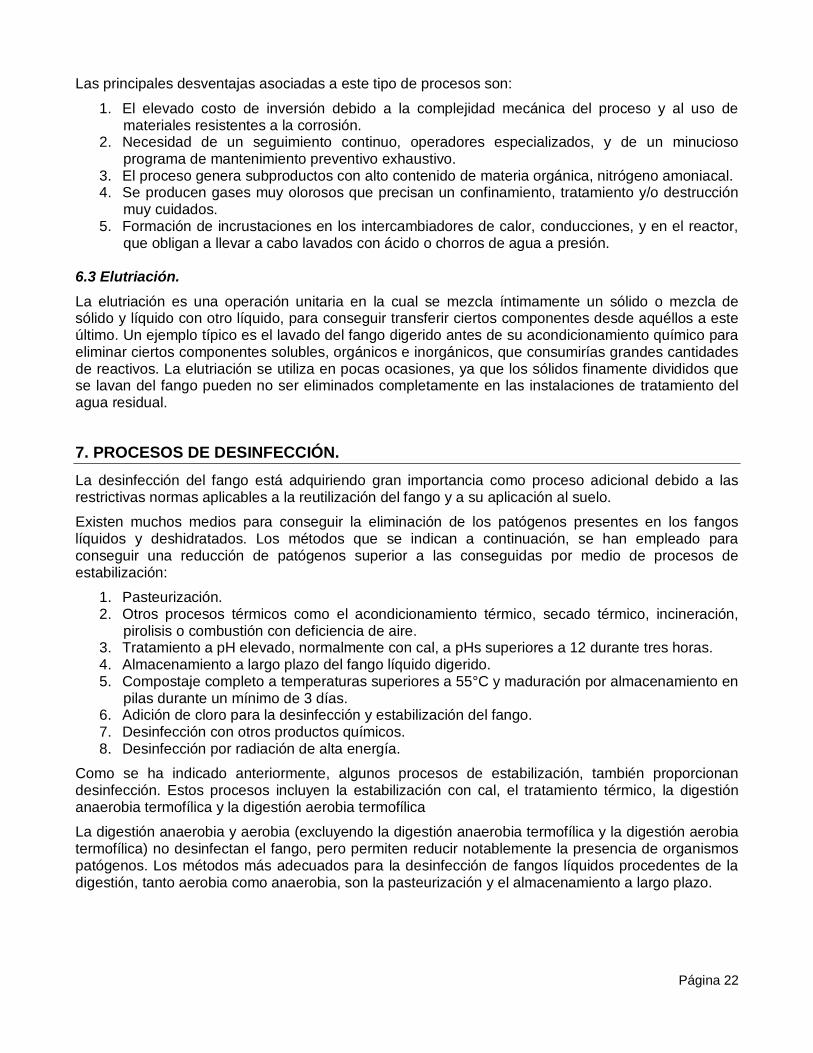
Figura 9. Sistemas de compostaje: (a) Pilas estáticas aireadas; (b) Pilas volteadas;
(c) Sistema de compostaje cerrado
(a)
(b)
(c)
Página 20
5.5.3 Sistemas de compostaje cerrados. El compostaje en sistemas cerrados se realiza en el interior de depósitos o reactores cerrados. Los sistemas mecánicos se diseñan para minimizar la producción de olores y la duración del proceso controlando las condiciones ambientales tales como el caudal de aire, la temperatura y la concentración de oxígeno. El uso de sistemas de compostaje cerrados ha aumentado rápidamente en los últimos años. Las razones que explican este rápido aumento son el control sobre el proceso y de los olores, los bajos costos de manos de obra, y las menores necesidades de terreno. Los sistemas de compostaje cerrados se pueden dividir en dos grandes categorías: de flujo en pistón y dinámicos (de lecho agitado).
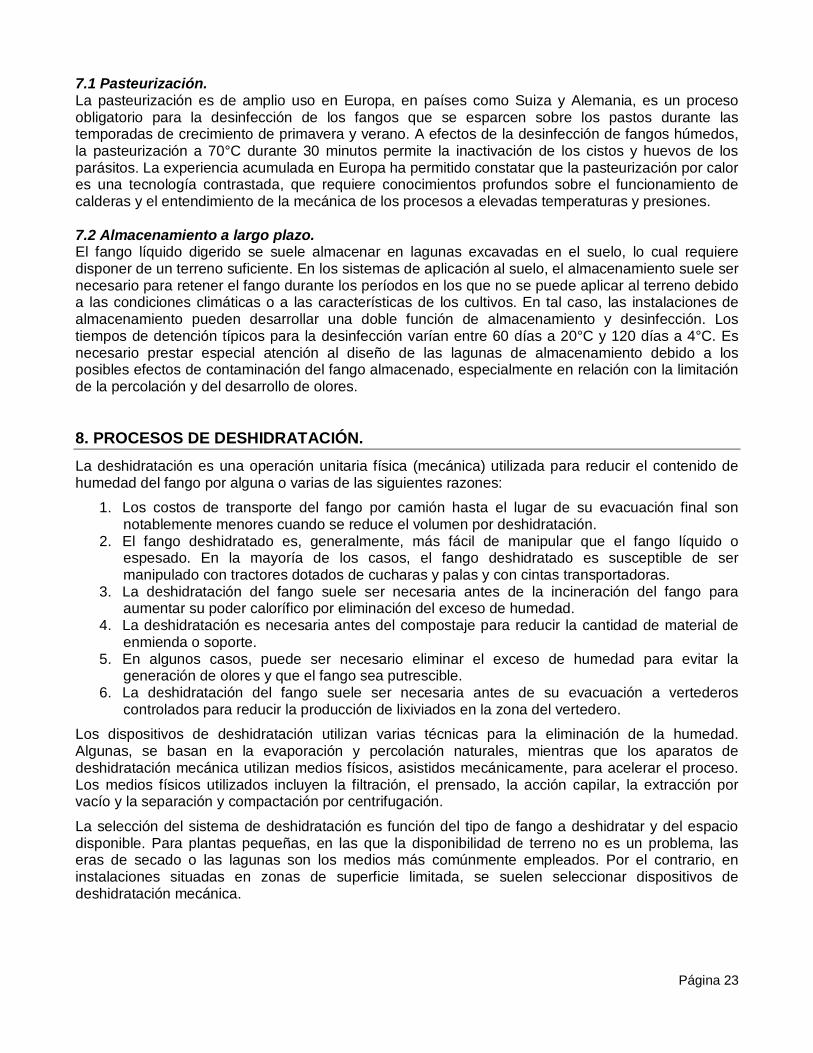
Tabla 4. Aspectos importantes en el diseño de procesos de compostaje del fango por vía aérea.
ELEMENTO COMENTARIO
Tipo de fango
Se pueden compostar satisfactoriamente tanto fangos crudos como digeridos. El fango crudo posee un mayor potencial de generación de olores, especialmente en el caso de sistemas de pilas volteadas. El fango crudo posee mayor energía disponible, se degrada a mayor velocidad, y presenta una mayor demanda de oxígeno.
Materiales de enmienda o de soporte
El proceso y la calidad del producto están afectados por características del material de enmienda y de soporte tales como el contenido en humedad, tamaño de las partículas y carbono disponible. La disponibilidad de materiales de soporte agentes debe ser inmediata. Se han utilizado astillas, aserrín y compost reciclado.
Relación Carbono/Nitrógeno
La relación C:N debe estar dentro del intervalo entre 25:1 y 35:1 en peso. Se debe analizar el carbono presente para asegurar que sea fácilmente biodegradable.
Sólidos Volátiles El contenido de sólidos volátiles de la mezcla a compostar debe ser superior al 50%.
Necesidades de aire Para obtener resultados óptimos, se debe asegurar que llegue aire con al menos el 50% del oxígeno remanente a toda la masa de material a compostar, especialmente en el caso de sistemas mecánicos.
Contenido de humedad El contenido de humedad de la mezcla a compostar no debe ser superior al 60%, en el caso de pilas estáticas y pilas volteadas, y no debe ser superior al 65% en el caso de reactores cerrados.
pH El pH de la mezcla a compostar debe estar, normalmente, entre 6 y 9.
Temperatura
La temperatura óptima para la estabilización biológica se halla entre 45 y 55°C. Para la obtención de resultados óptimos, la temperatura se debe mantener entre 50 y 55°C durante los primeros días y entre 55 y 60°C durante el resto del período del compostaje. Si se permite que las temperaturas excedan los 60°C durante importantes períodos de tiempo, la actividad biológica se reduce.
Mezclado y volteo Para evitar el secado y la tubificación, el material en proceso de compostaje se debe mezclar o voltear de forma periódica o según sea necesario. La frecuencia de mezclado o de volteo dependerá del tipo de operación de compostaje.
Metales pesados y compuestos orgánicos de trazas
Se debe realizar el seguimiento de los metales pesados y compuestos orgánicos de trazas presentes en el fango y en el producto final del compostaje para asegurar que no se excedan las limitaciones aplicables a los usos del producto final.
Limitaciones del emplazamiento
Los factores que hay que tener en cuenta a la hora de seleccionar un emplazamiento para el compostaje incluyen la superficie disponible, la proximidad a la planta de tratamiento y a otros usos del terreno, los accesos, las condiciones climáticas y la disponibilidad de zonas de amortiguación.

Página 21
6. OPERACIONES DE ACONDICIONAMIENTO.
El fango se acondiciona expresamente para mejorar sus características de deshidratación. Los dos métodos más comúnmente empleados implican la adición de reactivos químicos y el tratamiento térmico. Otros métodos de acondicionamiento, tales como la congelación, irradiación y extracción de disolventes, se han utilizado a novel experimental.
La elutriación, operación física de lavado ocasionalmente empleada en la práctica habitual, también es descripta en este apartado.
6.1 Acondicionamiento Químico. El uso de productos químicos para el acondicionamiento del fango para su deshidratación es una práctica económica debido al aumento de la producción y a la mayor flexibilidad que se obtiene. El acondicionamiento químico permite reducir la humedad del fango, desde el 65-85% hasta el 90-99%, dependiendo de la naturaleza de los sólidos a tratar. El acondicionamiento químico da lugar a la coagulación de los sólidos y a la liberación del agua absorbida. El acondicionamiento se lleva a cabo antes de sistemas de deshidratación mecánica tales como los filtros al vacío, centrifugación, filtros banda y filtros prensa. Los productos químicos que se emplean incluyen el cloruro férrico, cal, la alúmina y polímeros orgánicos.
La adición de reactivos de acondicionamiento puede aumentar el contenido de sólidos secos. Los polímeros no provocan un aumento notable de los sólidos secos, mientras que las sales de hierro y la cal pueden provocar aumentos del 20-30%.
La dosificación y aplicación de los reactivos resulta más sencilla si se realiza en forma líquida. En el caso de que el suministro de productos químicos sea en polvo, será necesario disponer de tanques de dilución. En la mayoría de las plantas, estos tanques deben tener capacidad suficiente para almacenar, como mínimo, la cantidad de líquido necesaria para la dosificación correspondiente a un día entero, y se debe disponer de dos unidades. En plantas de grandes dimensiones, normalmente se suele disponer de tanques con capacidad suficiente para la alimentación correspondiente a un turno de trabajo. Los tanques deben estar fabricados o revestidos con un material resistente a la corrosión. Para los tanques y conducciones por los que deban circular soluciones ácidas, los materiales más indicados son el cloruro de polivinilo (PVC), polietileno y goma. Las bombas dosificadoras deben ser resistentes a la corrosión. Estas bombas suelen ser del tipo de desplazamiento positivo con sistemas de variación de velocidad o de carrera variable para controlar el caudal.
6.2 Tratamiento Térmico. El tratamiento térmico es un proceso de estabilización y acondicionamiento del fango que comporta el calentamiento del fango bajo presión durante cortos períodos de tiempo. El tratamiento térmico se emplea para la coagulación de sólidos, romper la estructura de gel y destruir la afinidad del agua a los sólidos contenidos en el fango. Como consecuencia de ello, el fango se esteriliza y deshidrata rápidamente. El fango parcialmente oxidado en la unidad de tratamiento térmico se puede deshidratar por filtración al vacío, centrifugación, filtros banda o eras de secado.
Las ventajas de los tratamientos térmicos son:
1. El contenido de sólidos del fango deshidratado puede oscilar entre el 30-40%, en función del grado de oxidación conseguido.
2. El fango del proceso no suele precisar acondicionamiento con productos químicos. 3. El proceso permite estabilizar el fango y destruir la mayor parte de los organismos patógenos. 4. El fango del proceso tiene un poder calorífico de entre 28 y 30 kJ/g de sólidos volátiles. 5. El proceso es relativamente insensible a las variaciones en la composición del fango.
Página 22
Las principales desventajas asociadas a este tipo de procesos son:
1. El elevado costo de inversión debido a la complejidad mecánica del proceso y al uso de materiales resistentes a la corrosión.
2. Necesidad de un seguimiento continuo, operadores especializados, y de un minucioso programa de mantenimiento preventivo exhaustivo.
3. El proceso genera subproductos con alto contenido de materia orgánica, nitrógeno amoniacal. 4. Se producen gases muy olorosos que precisan un confinamiento, tratamiento y/o destrucción
muy cuidados. 5. Formación de incrustaciones en los intercambiadores de calor, conducciones, y en el reactor,
que obligan a llevar a cabo lavados con ácido o chorros de agua a presión. 6.3 Elutriación. La elutriación es una operación unitaria en la cual se mezcla íntimamente un sólido o mezcla de sólido y líquido con otro líquido, para conseguir transferir ciertos componentes desde aquéllos a este último. Un ejemplo típico es el lavado del fango digerido antes de su acondicionamiento químico para eliminar ciertos componentes solubles, orgánicos e inorgánicos, que consumirías grandes cantidades de reactivos. La elutriación se utiliza en pocas ocasiones, ya que los sólidos finamente divididos que se lavan del fango pueden no ser eliminados completamente en las instalaciones de tratamiento del agua residual.
7. PROCESOS DE DESINFECCIÓN. La desinfección del fango está adquiriendo gran importancia como proceso adicional debido a las restrictivas normas aplicables a la reutilización del fango y a su aplicación al suelo.
Existen muchos medios para conseguir la eliminación de los patógenos presentes en los fangos líquidos y deshidratados. Los métodos que se indican a continuación, se han empleado para conseguir una reducción de patógenos superior a las conseguidas por medio de procesos de estabilización:
1. Pasteurización. 2. Otros procesos térmicos como el acondicionamiento térmico, secado térmico, incineración,
pirolisis o combustión con deficiencia de aire. 3. Tratamiento a pH elevado, normalmente con cal, a pHs superiores a 12 durante tres horas. 4. Almacenamiento a largo plazo del fango líquido digerido. 5. Compostaje completo a temperaturas superiores a 55°C y maduración por almacenamiento en
pilas durante un mínimo de 3 días. 6. Adición de cloro para la desinfección y estabilización del fango. 7. Desinfección con otros productos químicos. 8. Desinfección por radiación de alta energía.
Como se ha indicado anteriormente, algunos procesos de estabilización, también proporcionan desinfección. Estos procesos incluyen la estabilización con cal, el tratamiento térmico, la digestión anaerobia termofílica y la digestión aerobia termofílica
La digestión anaerobia y aerobia (excluyendo la digestión anaerobia termofílica y la digestión aerobia termofílica) no desinfectan el fango, pero permiten reducir notablemente la presencia de organismos patógenos. Los métodos más adecuados para la desinfección de fangos líquidos procedentes de la digestión, tanto aerobia como anaerobia, son la pasteurización y el almacenamiento a largo plazo.
Página 23
7.1 Pasteurización. La pasteurización es de amplio uso en Europa, en países como Suiza y Alemania, es un proceso obligatorio para la desinfección de los fangos que se esparcen sobre los pastos durante las temporadas de crecimiento de primavera y verano. A efectos de la desinfección de fangos húmedos, la pasteurización a 70°C durante 30 minutos permite la inactivación de los cistos y huevos de los parásitos. La experiencia acumulada en Europa ha permitido constatar que la pasteurización por calor es una tecnología contrastada, que requiere conocimientos profundos sobre el funcionamiento de calderas y el entendimiento de la mecánica de los procesos a elevadas temperaturas y presiones. 7.2 Almacenamiento a largo plazo. El fango líquido digerido se suele almacenar en lagunas excavadas en el suelo, lo cual requiere disponer de un terreno suficiente. En los sistemas de aplicación al suelo, el almacenamiento suele ser necesario para retener el fango durante los períodos en los que no se puede aplicar al terreno debido a las condiciones climáticas o a las características de los cultivos. En tal caso, las instalaciones de almacenamiento pueden desarrollar una doble función de almacenamiento y desinfección. Los tiempos de detención típicos para la desinfección varían entre 60 días a 20°C y 120 días a 4°C. Es necesario prestar especial atención al diseño de las lagunas de almacenamiento debido a los posibles efectos de contaminación del fango almacenado, especialmente en relación con la limitación de la percolación y del desarrollo de olores.
8. PROCESOS DE DESHIDRATACIÓN. La deshidratación es una operación unitaria física (mecánica) utilizada para reducir el contenido de humedad del fango por alguna o varias de las siguientes razones:
1. Los costos de transporte del fango por camión hasta el lugar de su evacuación final son notablemente menores cuando se reduce el volumen por deshidratación.
2. El fango deshidratado es, generalmente, más fácil de manipular que el fango líquido o espesado. En la mayoría de los casos, el fango deshidratado es susceptible de ser manipulado con tractores dotados de cucharas y palas y con cintas transportadoras.
3. La deshidratación del fango suele ser necesaria antes de la incineración del fango para aumentar su poder calorífico por eliminación del exceso de humedad.
4. La deshidratación es necesaria antes del compostaje para reducir la cantidad de material de enmienda o soporte.
5. En algunos casos, puede ser necesario eliminar el exceso de humedad para evitar la generación de olores y que el fango sea putrescible.
6. La deshidratación del fango suele ser necesaria antes de su evacuación a vertederos controlados para reducir la producción de lixiviados en la zona del vertedero.
Los dispositivos de deshidratación utilizan varias técnicas para la eliminación de la humedad. Algunas, se basan en la evaporación y percolación naturales, mientras que los aparatos de deshidratación mecánica utilizan medios físicos, asistidos mecánicamente, para acelerar el proceso. Los medios físicos utilizados incluyen la filtración, el prensado, la acción capilar, la extracción por vacío y la separación y compactación por centrifugación.
La selección del sistema de deshidratación es función del tipo de fango a deshidratar y del espacio disponible. Para plantas pequeñas, en las que la disponibilidad de terreno no es un problema, las eras de secado o las lagunas son los medios más comúnmente empleados. Por el contrario, en instalaciones situadas en zonas de superficie limitada, se suelen seleccionar dispositivos de deshidratación mecánica.
Página 24
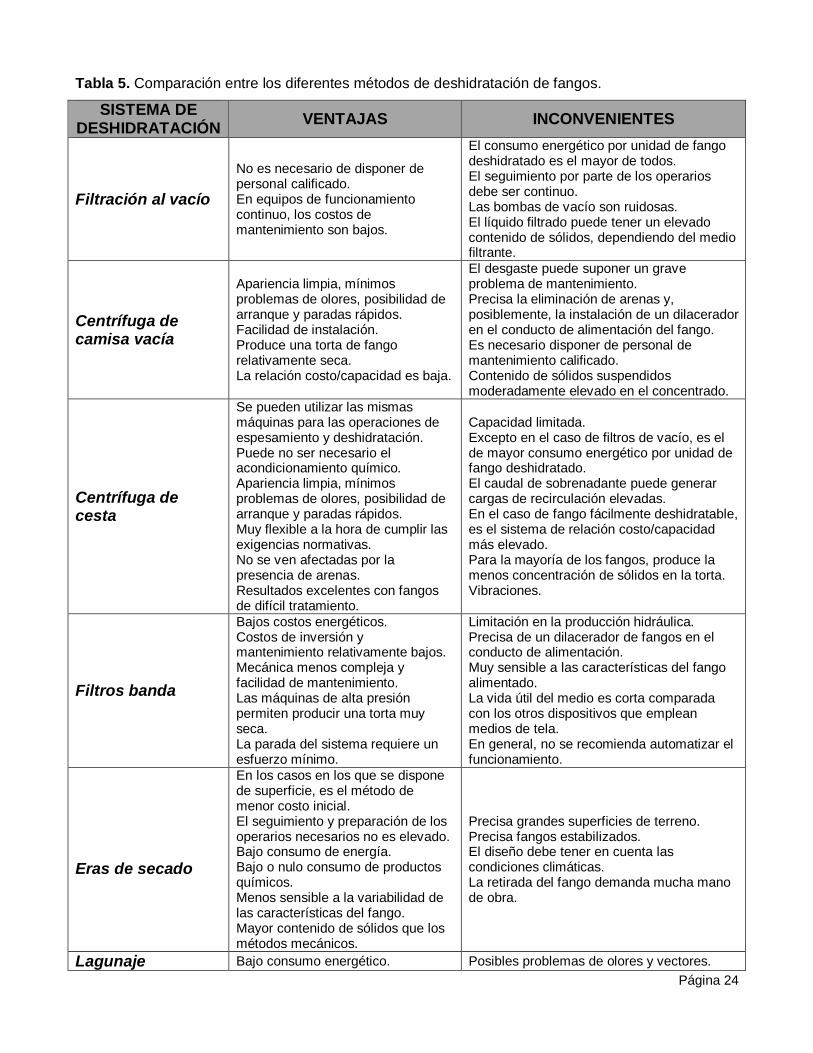
Tabla 5. Comparación entre los diferentes métodos de deshidratación de fangos.
SISTEMA DE DESHIDRATACIÓN VENTAJAS INCONVENIENTES
Filtración al vacío
No es necesario de disponer de personal calificado. En equipos de funcionamiento continuo, los costos de mantenimiento son bajos.
El consumo energético por unidad de fango deshidratado es el mayor de todos. El seguimiento por parte de los operarios debe ser continuo. Las bombas de vacío son ruidosas. El líquido filtrado puede tener un elevado contenido de sólidos, dependiendo del medio filtrante.
Centrífuga de camisa vacía
Apariencia limpia, mínimos problemas de olores, posibilidad de arranque y paradas rápidos. Facilidad de instalación. Produce una torta de fango relativamente seca. La relación costo/capacidad es baja.
El desgaste puede suponer un grave problema de mantenimiento. Precisa la eliminación de arenas y, posiblemente, la instalación de un dilacerador en el conducto de alimentación del fango. Es necesario disponer de personal de mantenimiento calificado. Contenido de sólidos suspendidos moderadamente elevado en el concentrado.
Centrífuga de cesta
Se pueden utilizar las mismas máquinas para las operaciones de espesamiento y deshidratación. Puede no ser necesario el acondicionamiento químico. Apariencia limpia, mínimos problemas de olores, posibilidad de arranque y paradas rápidos. Muy flexible a la hora de cumplir las exigencias normativas. No se ven afectadas por la presencia de arenas. Resultados excelentes con fangos de difícil tratamiento.
Capacidad limitada. Excepto en el caso de filtros de vacío, es el de mayor consumo energético por unidad de fango deshidratado. El caudal de sobrenadante puede generar cargas de recirculación elevadas. En el caso de fango fácilmente deshidratable, es el sistema de relación costo/capacidad más elevado. Para la mayoría de los fangos, produce la menos concentración de sólidos en la torta. Vibraciones.
Filtros banda
Bajos costos energéticos. Costos de inversión y mantenimiento relativamente bajos. Mecánica menos compleja y facilidad de mantenimiento. Las máquinas de alta presión permiten producir una torta muy seca. La parada del sistema requiere un esfuerzo mínimo.
Limitación en la producción hidráulica. Precisa de un dilacerador de fangos en el conducto de alimentación. Muy sensible a las características del fango alimentado. La vida útil del medio es corta comparada con los otros dispositivos que emplean medios de tela. En general, no se recomienda automatizar el funcionamiento.
Eras de secado
En los casos en los que se dispone de superficie, es el método de menor costo inicial. El seguimiento y preparación de los operarios necesarios no es elevado. Bajo consumo de energía. Bajo o nulo consumo de productos químicos. Menos sensible a la variabilidad de las características del fango. Mayor contenido de sólidos que los métodos mecánicos.
Precisa grandes superficies de terreno. Precisa fangos estabilizados. El diseño debe tener en cuenta las condiciones climáticas. La retirada del fango demanda mucha mano de obra.
Lagunaje Bajo consumo energético. Posibles problemas de olores y vectores.
Página 25
Nulo consumo de productos químicos. Estabilización adicional de la materia orgánica. En los casos en los que se dispone de superficie, el costo de inversión es bajo. Es el método que requiere menos preparación de los operarios.
Posible riesgo de contaminación subterránea. Mayor ocupación de terreno que los métodos mecánicos. La apariencia puede resultar desagradable a la vista. El diseño debe tener en cuenta las condiciones climáticas.
Filtros prensa de placas
La mayor concentración de sólidos en la torta. Baja concentración de sólidos suspendidos en el líquido filtrado.
Funcionamiento discontinuo. Elevado costo de los equipos. Elevado costo de la mano de obra. Necesidad de una estructura de soporte especial. Los equipos ocupan una gran superficie. Es necesario disponer de personal de mantenimiento calificado. Los sólidos adicionales generados por la gran cantidad de productos químicos añadidos precisan ser evacuados.
8.1 Filtración al vacío La filtración al vacío se ha venido utilizando para la deshidratación de fangos durante más de 60 años, pero su uso ha descendido en los últimos 10 años debido al desarrollo y mejora de equipos de deshidratación mecánica alternativos. Algunas de las razones que explican el descenso de la popularidad de este método son:
1. La complejidad del sistema.
2. La necesidad de reactivos para acondicionamiento.
3. Los elevados costos de explotación y mantenimiento.
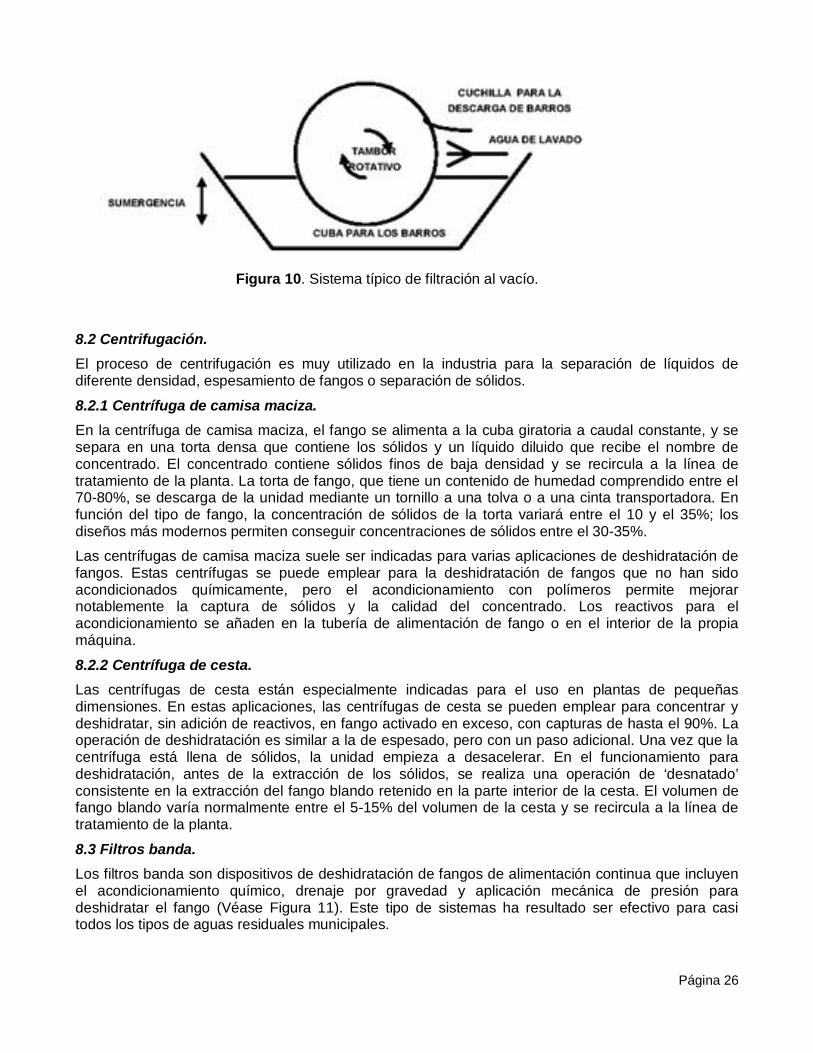
Bases teóricas del proceso. En la filtración al vacío, la fuerza motriz que actúa sobre la fase líquida provocando el movimiento a través de un medio poroso, es la presión atmosférica, debido a la aplicación del vacío en la superficie inferior del medio filtrante. El filtro de vacío consiste en un tambor cilíndrico horizontal que gira, parcialmente sumergido, en una cuba de fango. Los materiales empleados como medio filtrante son telas filtrantes o mallas metálicas en espiral. La superficie del tambor está cubierta por un medio poroso, la selección del mismo depende de las características de deshidratación del fango. La superficie del tambor está dividida en sectores circulares. Cada sector está separado del sector adyacente en los extremos del tambor y está unido a una válvula rotativa situada en el eje del tambor mediante una conducción de vacío/drenaje. La válvula rotativa controla las diferentes fases del ciclo de filtración y conduce el filtrado hacia el exterior del tambor. Conforme el tambor va girando, la válvula permite que cada sector pase por cada una de las tres etapas del proceso: formación, deshidratación y descarga de la torta.
Los resultados obtenidos con este tipo de sistemas varían ampliamente, en función de las características del fango a filtrar. Entre todos los parámetros, el más importante es el contenido de sólidos del fango. El acondicionamiento químico del fango antes de la filtración se lleva a cabo para aumentar el contenido de sólidos, reducir los sólidos del filtrado y mejorar las características de deshidratación. Los reactivos normalmente utilizados son la cal, el cloruro férrico y polímeros. Generalmente, el fango proveniente de los decantadores primarios requiere menor cantidad de reactivos que el fango procedente de los procesos de tratamiento biológico.
Página 26
8.2 Centrifugación. El proceso de centrifugación es muy utilizado en la industria para la separación de líquidos de diferente densidad, espesamiento de fangos o separación de sólidos.
8.2.1 Centrífuga de camisa maciza. En la centrífuga de camisa maciza, el fango se alimenta a la cuba giratoria a caudal constante, y se separa en una torta densa que contiene los sólidos y un líquido diluido que recibe el nombre de concentrado. El concentrado contiene sólidos finos de baja densidad y se recircula a la línea de tratamiento de la planta. La torta de fango, que tiene un contenido de humedad comprendido entre el 70-80%, se descarga de la unidad mediante un tornillo a una tolva o a una cinta transportadora. En función del tipo de fango, la concentración de sólidos de la torta variará entre el 10 y el 35%; los diseños más modernos permiten conseguir concentraciones de sólidos entre el 30-35%.
Las centrífugas de camisa maciza suele ser indicadas para varias aplicaciones de deshidratación de fangos. Estas centrífugas se puede emplear para la deshidratación de fangos que no han sido acondicionados químicamente, pero el acondicionamiento con polímeros permite mejorar notablemente la captura de sólidos y la calidad del concentrado. Los reactivos para el acondicionamiento se añaden en la tubería de alimentación de fango o en el interior de la propia máquina.
8.2.2 Centrífuga de cesta. Las centrífugas de cesta están especialmente indicadas para el uso en plantas de pequeñas dimensiones. En estas aplicaciones, las centrífugas de cesta se pueden emplear para concentrar y deshidratar, sin adición de reactivos, en fango activado en exceso, con capturas de hasta el 90%. La operación de deshidratación es similar a la de espesado, pero con un paso adicional. Una vez que la centrífuga está llena de sólidos, la unidad empieza a desacelerar. En el funcionamiento para deshidratación, antes de la extracción de los sólidos, se realiza una operación de ‘desnatado’ consistente en la extracción del fango blando retenido en la parte interior de la cesta. El volumen de fango blando varía normalmente entre el 5-15% del volumen de la cesta y se recircula a la línea de tratamiento de la planta.
8.3 Filtros banda. Los filtros banda son dispositivos de deshidratación de fangos de alimentación continua que incluyen el acondicionamiento químico, drenaje por gravedad y aplicación mecánica de presión para deshidratar el fango (Véase Figura 11). Este tipo de sistemas ha resultado ser efectivo para casi todos los tipos de aguas residuales municipales.
Figura 10. Sistema típico de filtración al vacío.
Página 27
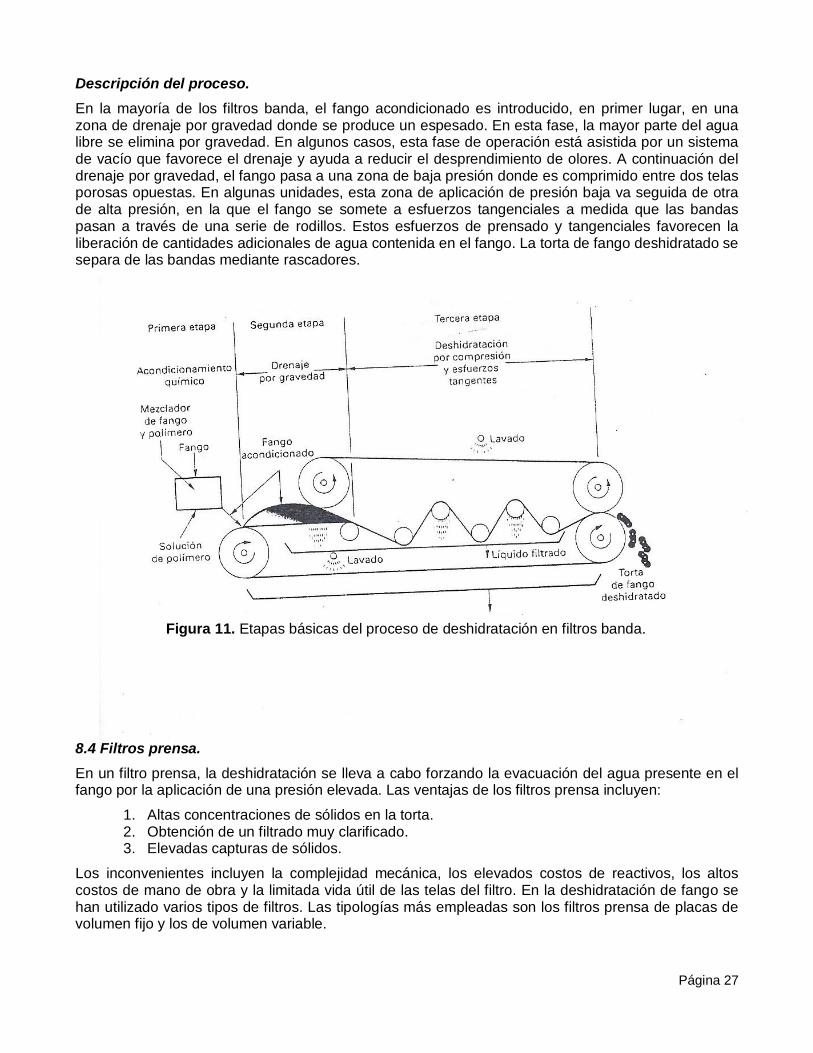
Descripción del proceso. En la mayoría de los filtros banda, el fango acondicionado es introducido, en primer lugar, en una zona de drenaje por gravedad donde se produce un espesado. En esta fase, la mayor parte del agua libre se elimina por gravedad. En algunos casos, esta fase de operación está asistida por un sistema de vacío que favorece el drenaje y ayuda a reducir el desprendimiento de olores. A continuación del drenaje por gravedad, el fango pasa a una zona de baja presión donde es comprimido entre dos telas porosas opuestas. En algunas unidades, esta zona de aplicación de presión baja va seguida de otra de alta presión, en la que el fango se somete a esfuerzos tangenciales a medida que las bandas pasan a través de una serie de rodillos. Estos esfuerzos de prensado y tangenciales favorecen la liberación de cantidades adicionales de agua contenida en el fango. La torta de fango deshidratado se separa de las bandas mediante rascadores.
8.4 Filtros prensa. En un filtro prensa, la deshidratación se lleva a cabo forzando la evacuación del agua presente en el fango por la aplicación de una presión elevada. Las ventajas de los filtros prensa incluyen:
1. Altas concentraciones de sólidos en la torta. 2. Obtención de un filtrado muy clarificado. 3. Elevadas capturas de sólidos.
Los inconvenientes incluyen la complejidad mecánica, los elevados costos de reactivos, los altos costos de mano de obra y la limitada vida útil de las telas del filtro. En la deshidratación de fango se han utilizado varios tipos de filtros. Las tipologías más empleadas son los filtros prensa de placas de volumen fijo y los de volumen variable.
Figura 11. Etapas básicas del proceso de deshidratación en filtros banda.
Página 28
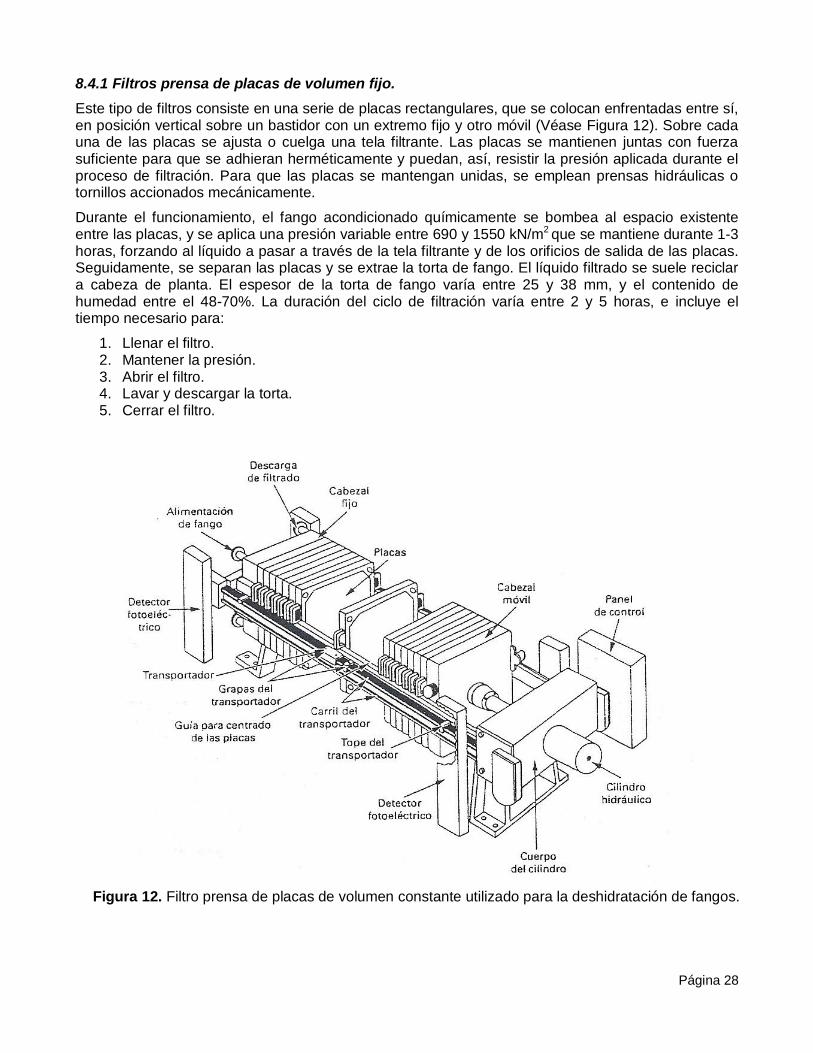
8.4.1 Filtros prensa de placas de volumen fijo. Este tipo de filtros consiste en una serie de placas rectangulares, que se colocan enfrentadas entre sí, en posición vertical sobre un bastidor con un extremo fijo y otro móvil (Véase Figura 12). Sobre cada una de las placas se ajusta o cuelga una tela filtrante. Las placas se mantienen juntas con fuerza suficiente para que se adhieran herméticamente y puedan, así, resistir la presión aplicada durante el proceso de filtración. Para que las placas se mantengan unidas, se emplean prensas hidráulicas o tornillos accionados mecánicamente. Durante el funcionamiento, el fango acondicionado químicamente se bombea al espacio existente entre las placas, y se aplica una presión variable entre 690 y 1550 kN/m2 que se mantiene durante 1-3 horas, forzando al líquido a pasar a través de la tela filtrante y de los orificios de salida de las placas. Seguidamente, se separan las placas y se extrae la torta de fango. El líquido filtrado se suele reciclar a cabeza de planta. El espesor de la torta de fango varía entre 25 y 38 mm, y el contenido de humedad entre el 48-70%. La duración del ciclo de filtración varía entre 2 y 5 horas, e incluye el tiempo necesario para:
1. Llenar el filtro. 2. Mantener la presión. 3. Abrir el filtro. 4. Lavar y descargar la torta. 5. Cerrar el filtro.
Figura 12. Filtro prensa de placas de volumen constante utilizado para la deshidratación de fangos.
Página 29
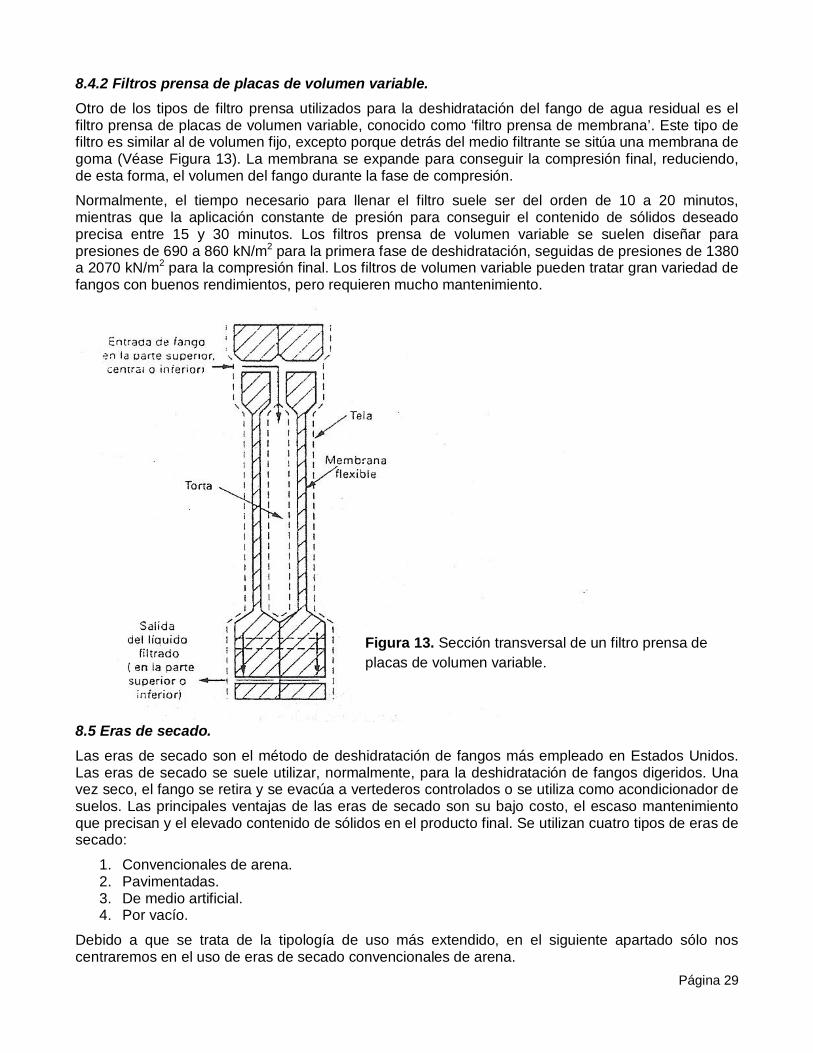
8.4.2 Filtros prensa de placas de volumen variable. Otro de los tipos de filtro prensa utilizados para la deshidratación del fango de agua residual es el filtro prensa de placas de volumen variable, conocido como ‘filtro prensa de membrana’. Este tipo de filtro es similar al de volumen fijo, excepto porque detrás del medio filtrante se sitúa una membrana de goma (Véase Figura 13). La membrana se expande para conseguir la compresión final, reduciendo, de esta forma, el volumen del fango durante la fase de compresión.
Normalmente, el tiempo necesario para llenar el filtro suele ser del orden de 10 a 20 minutos, mientras que la aplicación constante de presión para conseguir el contenido de sólidos deseado precisa entre 15 y 30 minutos. Los filtros prensa de volumen variable se suelen diseñar para presiones de 690 a 860 kN/m2 para la primera fase de deshidratación, seguidas de presiones de 1380 a 2070 kN/m2 para la compresión final. Los filtros de volumen variable pueden tratar gran variedad de fangos con buenos rendimientos, pero requieren mucho mantenimiento.
8.5 Eras de secado. Las eras de secado son el método de deshidratación de fangos más empleado en Estados Unidos. Las eras de secado se suele utilizar, normalmente, para la deshidratación de fangos digeridos. Una vez seco, el fango se retira y se evacúa a vertederos controlados o se utiliza como acondicionador de suelos. Las principales ventajas de las eras de secado son su bajo costo, el escaso mantenimiento que precisan y el elevado contenido de sólidos en el producto final. Se utilizan cuatro tipos de eras de secado:
1. Convencionales de arena. 2. Pavimentadas. 3. De medio artificial. 4. Por vacío.
Debido a que se trata de la tipología de uso más extendido, en el siguiente apartado sólo nos centraremos en el uso de eras de secado convencionales de arena.
Figura 13. Sección transversal de un filtro prensa de placas de volumen variable.
Página 30
8.5.1 Eras de secado convencionales de arena. Estas eras de secado se suele utilizar en comunidades de pequeñas dimensiones y población de tamaño medio, aunque se han dado casos en los que se han empleado en instalaciones más grandes. Para la deshidratación del fango en ciudades con poblaciones superiores a 20.000 habitantes se deben considerar otras alternativas. En municipios grandes, el costo de inversión inicial, el costo de retirada del fango y de la reposición de arena, y la gran superficie de terreno necesaria, hacen prohibitivo el uso de las eras de secado.
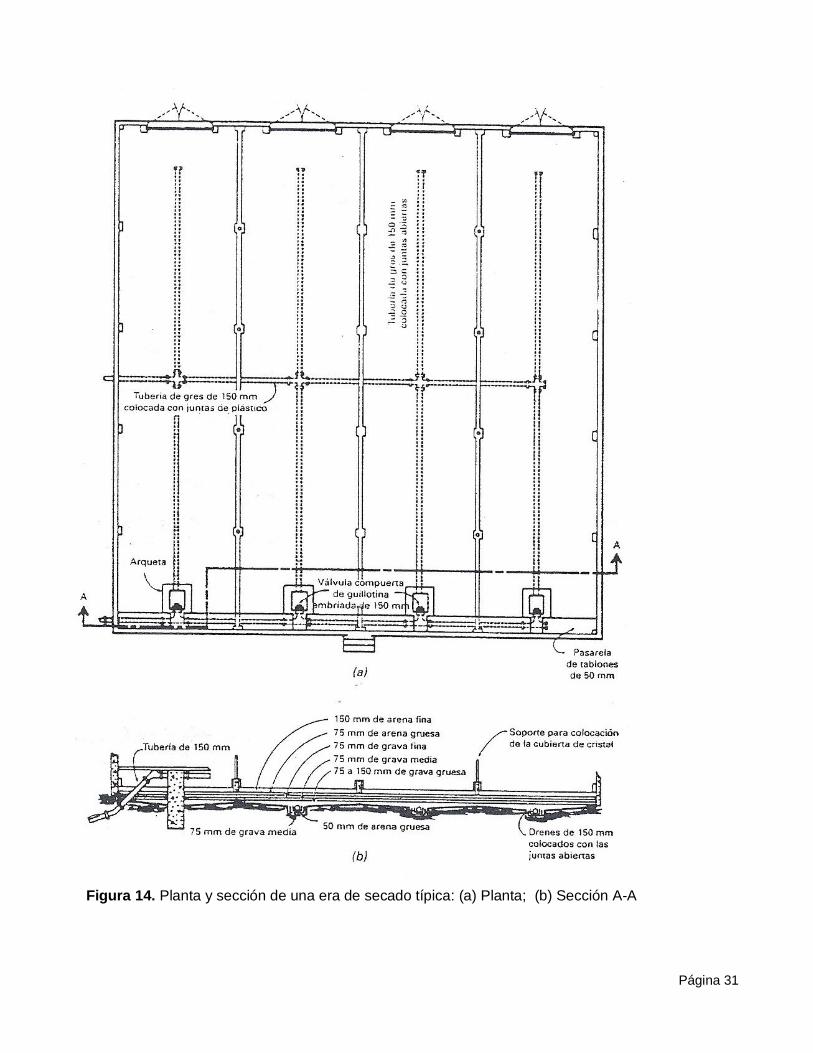
En una era de secado convencional de arena, el fango se extiende sobre la misma, formando una capa de 200 a 300 mm de de espesor, y se deja secar. El fango se deshidrata por drenaje a través de la masa de fango y de arena, y por evaporación desde la superficie expuesta al aire (Figura 14). La mayor parte del agua se extrae por drenaje, razón por la cual es importante disponer de un sistema de drenaje adecuado. Las eras de secado están equipadas con tuberías de drenaje lateral (tuberías de gres con las juntas abiertas, o tuberías de plástico perforadas), dispuestas con pendientes mínimas del 1% separadas entre 2,5 y 6 cm. Estos conductos deben colocarse adecuadamente y cubrirse con grava gruesa o piedra machacada. El lecho de arena debe tener un espesor de 200 a 300 mm, con un cierto espesor adicional para compensar las pérdidas que se puedan producir durante las operaciones de limpieza. Los lechos de arena de mayores espesores ralentizan el proceso de drenaje. La arena no debe tener un coeficiente de uniformidad superior a 4,0 y debe tener un tamaño efectivo de grano comprendido entre 0,3 y 0,75 mm.
La superficie de secado se divide en eras individuales de aproximadamente 6 m de ancho por 30 m de longitud, o de dimensiones tales que el ciclo de carga normal permita el llenado de una o dos de ellas. Las separaciones interiores suelen consistir en dos o tres tablones creosotados, y están colocadas por encima de la otra, hasta una altura de 380 a 460 mm, apoyadas en las ranuras de unos postes de hormigón prefabricados. Las paredes perimetrales pueden ser de igual construcción, o bien ser terraplenes de tierra en el caso de eras descubiertas, pero convendrá que los muros de la cimentación sean de hormigón caso de que las eras sean cubiertas.
El fango se puede extraer de las eras después de que se haya secado y drenado suficientemente para ser paleable. El fango seco posee una textura gruesa y agrietada y es de color negro o marrón oscuro. El contenido de humedad, después de 10 a 15 días en condiciones favorables, es del orden del 60%. La extracción del fango se realiza manualmente con palas cargando carretillas o camiones, o mediante una pala rascadora o de ataque frontal. Para facilitar esta operación, es necesario adoptar las medidas adecuadas para permitir el desplazamiento de los camiones a lo largo de las eras.
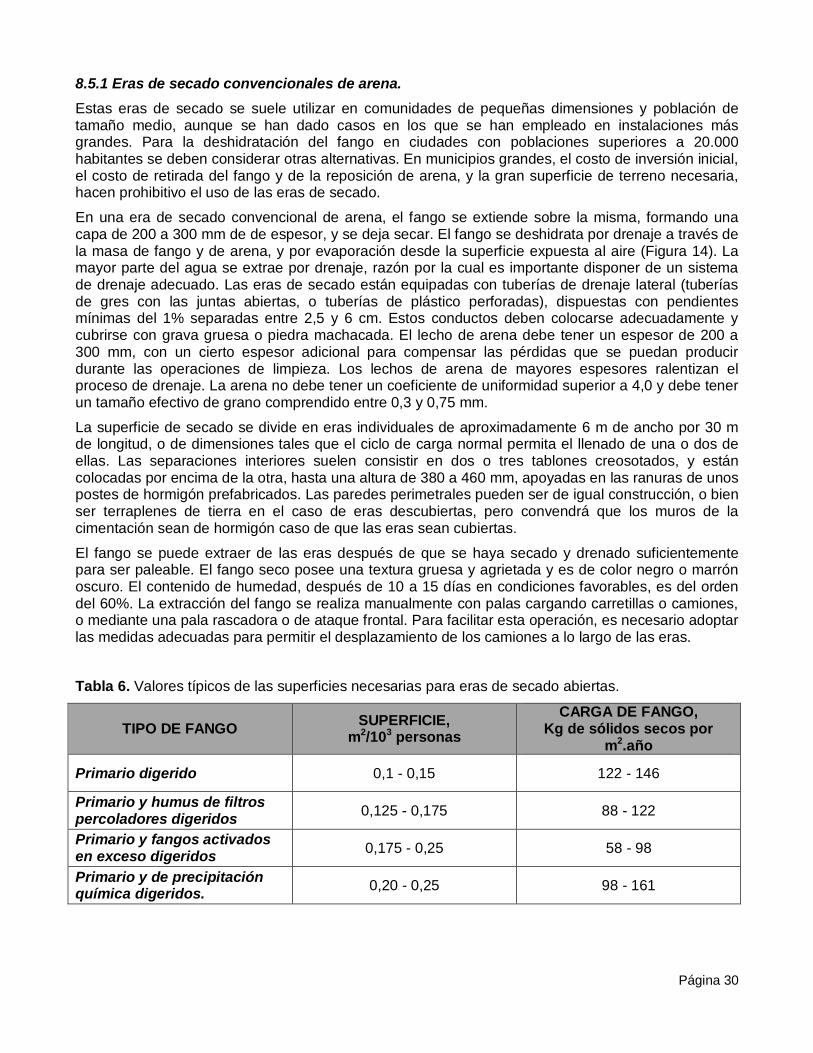
Tabla 6. Valores típicos de las superficies necesarias para eras de secado abiertas.
TIPO DE FANGO SUPERFICIE, m2/103 personas
CARGA DE FANGO, Kg de sólidos secos por
m2.año
Primario digerido 0,1 - 0,15 122 - 146
Primario y humus de filtros percoladores digeridos 0,125 - 0,175 88 - 122
Primario y fangos activados en exceso digeridos 0,175 - 0,25 58 - 98
Primario y de precipitación química digeridos. 0,20 - 0,25 98 - 161
Página 31
Figura 14. Planta y sección de una era de secado típica: (a) Planta; (b) Sección A-A
Página 32
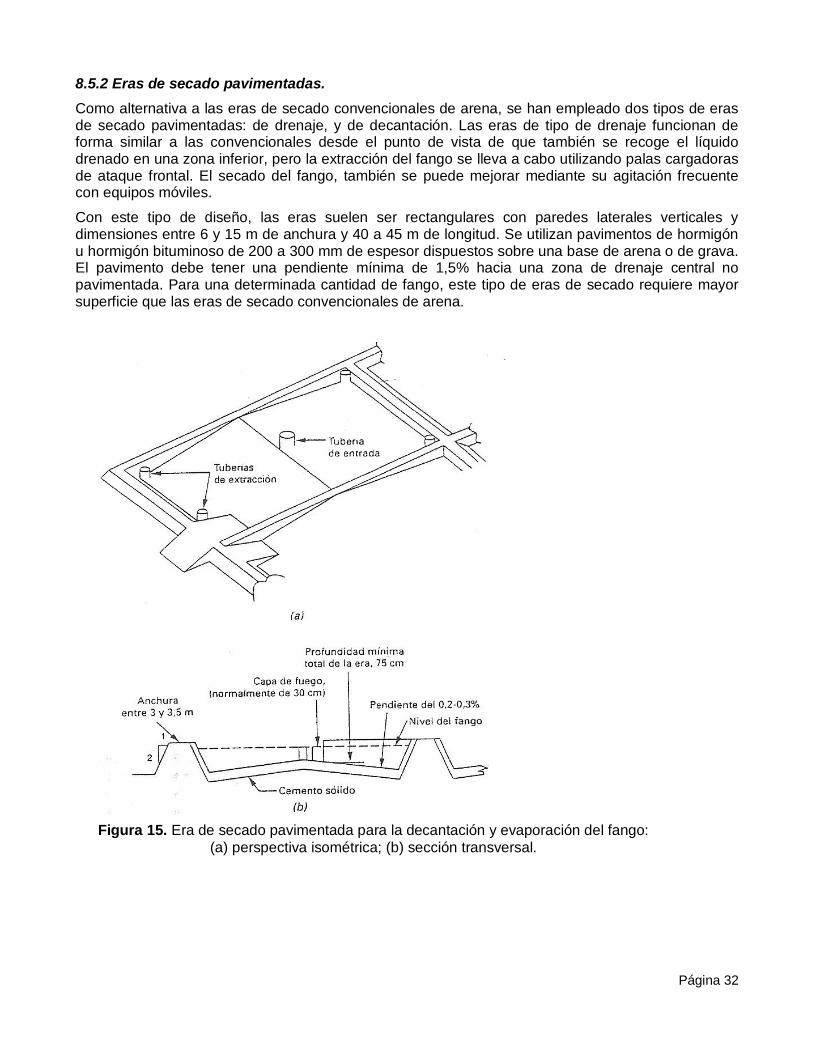
8.5.2 Eras de secado pavimentadas. Como alternativa a las eras de secado convencionales de arena, se han empleado dos tipos de eras de secado pavimentadas: de drenaje, y de decantación. Las eras de tipo de drenaje funcionan de forma similar a las convencionales desde el punto de vista de que también se recoge el líquido drenado en una zona inferior, pero la extracción del fango se lleva a cabo utilizando palas cargadoras de ataque frontal. El secado del fango, también se puede mejorar mediante su agitación frecuente con equipos móviles.
Con este tipo de diseño, las eras suelen ser rectangulares con paredes laterales verticales y dimensiones entre 6 y 15 m de anchura y 40 a 45 m de longitud. Se utilizan pavimentos de hormigón u hormigón bituminoso de 200 a 300 mm de espesor dispuestos sobre una base de arena o de grava. El pavimento debe tener una pendiente mínima de 1,5% hacia una zona de drenaje central no pavimentada. Para una determinada cantidad de fango, este tipo de eras de secado requiere mayor superficie que las eras de secado convencionales de arena.
Figura 15. Era de secado pavimentada para la decantación y evaporación del fango: (a) perspectiva isométrica; (b) sección transversal.
Página 33
8.6 Lagunaje. Las lagunas de secado se pueden emplear para la deshidratación de fango digerido en lugar de las eras de secado. Debido a los posibles problemas asociados al desprendimiento de olores, las lagunas de secado no son adecuadas para la deshidratación de fangos crudos, fangos tratados con cal ni fangos con sobrenadantes muy concentrados. Al igual que en el caso de las eras de secado, el rendimiento de las lagunas depende del clima: las precipitaciones y las bajas temperaturas inhiben el proceso de deshidratación. La mejor aplicación de las lagunas de secado se da en las zonas con elevadas tasas de evaporación. La deshidratación por drenaje sub-superficial y percolación está limitada por las cada vez más estrictas normativas ambientales y de control de las aguas subterráneas. Caso de que en la zona situada por debajo de la laguna se encuentre un acuífero utilizado para el suministro de agua potable, será necesario revestir la laguna o limitar la percolación.
El fango digerido no acondicionado se descarga a la laguna de forma que se consiga una distribución uniforme del mismo. La profundidad de fango suele variar entre 0,75 y 1,25 m. El principal mecanismo responsable de la deshidratación es la evaporación. Normalmente, se suele incluir dispositivos para la decantación del sobrenadante y su recirculación a cabeza de planta. El fango se retira mecánicamente, con un contenido de sólidos que suele oscilar entre 25 y 30%. La duración del ciclo operativo varía entre varios meses y años. Normalmente, el bombeo de fango a la laguna se lleva a cabo durante 18 meses, dejándose la laguna en reposo durante los 6 siguientes.
9. SECADO TÉRMICO. El secado del fango es una operación unitaria que involucra la reducción del contenido de agua, por la vaporización de ésta al aire. En las eras de secado de fangos convencionales, la evaporación a la atmósfera se produce por la diferencia en las presiones de vapor. En los aparatos de secado mecánico, se aporta calor auxiliar para aumentar la capacidad de retención de vapor del aire ambiente y para proporcionar el calor latente necesario para la evaporación. El objeto del secado térmico es la eliminación de humedad del fango líquido, de forma que se pueda incinerar con eficacia o procesar para su transformación en fertilizante. El secado es necesario en la fabricación de fertilizantes para que sea posible triturar el fango, para reducir su peso y para prevenir la continuación de la acción biológica. El contenido de humedad del fango seco es inferior al 10%.
Para el secado del fango se pueden emplear 5 procesos mecánicos:
1. Sistema de secado instantáneo. 2. Sistemas de secado por pulverización. 3. Sistemas de secado rotativos. 4. Sistemas de secado de pisos múltiples. 5. Sistemas de evaporación de efecto múltiple.
La mayoría de estos sistemas se pueden emplear para el secado o para la incineración. Los sistemas de secado de fangos pueden ir precedidos por el proceso de deshidratación. En las plantas de tratamiento de aguas residuales, el tipo de sistema más empleado es el de secado instantáneo.
9.1 Sistemas de secado instantáneo. Este sistema supone la pulverización del fango en un molino, o mediante una técnica de suspensión atomizada, en presencia de gases caliente. El equipo se debe diseñar de modo que las partículas permanezcan en contacto con los gases calientes turbulentos durante el suficiente tiempo para conseguir la transferencia de masa de humedad desde el fango a los gases.
La operación consiste en un molino que recibe una mezcla de fango húmedo o torta y fango seco reciclado. La mezcla tiene un contenido de humedad aproximado del 50%. Los gases calientes y el fango se fuerzan hacia un conducto en el que tiene lugar la mayor parte del secado, y hacia un ciclón en el que se separan el vapor y los sólidos. Esta operación permite conseguir contenidos de humedad
Página 34
del 8%. El fango seco se puede utilizar o comercializar como acondicionador de suelo o se puede incinerar en hornos en cualquier proporción hasta el 100% de producción.
Control de la contaminación atmosférica y de olores. Las dos medidas de control más importantes relacionadas con el secado térmico del fango son la eliminación de cenizas y el control de olores. Para temperaturas del gas de salida de 340-370°C, resulta idóneo el uso de ciclones con eficiencias del 75-80%. Los lavadores por vía húmeda presentan rendimientos mayores y permiten condensar parte de la materia orgánica de los gases de salida, pero pueden llevar consigo pequeñas gotas de agua.
El secado del fango tiene lugar a temperaturas cercanas a los 370°C, mientras que la incineración completa requiere temperaturas entre 650 y 760°C. para conseguir la destrucción de olores, los gases liberados deben alcanzar temperaturas cercanas a los 730°C. Por lo tanto, los olores se pueden reducir notablemente recalentando los gases generados en el proceso de secado hasta un mínimo de 730°C en una incineradora. A temperaturas inferiores, se puede dar la oxidación parcial de los compuestos generadores de olores, lo cual puede aumentar el carácter desagradable y la intensidad de los olores producidos.
10. REDUCCIÓN TÉRMICA. La reducción térmica del fango incluye:
1. La conversión total o parcial de los sólidos orgánicos a productos finales oxidados, principalmente dióxido de carbono y agua, por incineración u oxidación por vía húmeda.
2. La oxidación y volatilización parcial de los sólidos orgánicos por pirolisis o combustión completa para formar productos finales que tienen poder calorífico.
Las principales ventajas de la reducción térmica son:
1. Máxima reducción de volumen reduciendo por lo tanto las necesidades de evacuación. 2. Destrucción de patógenos y compuestos tóxicos. 3. Posible recuperación de energía.
Las desventajas observadas son:
1. Elevados costos de inversión y de explotación. 2. Necesidad de disponer de operarios muy calificados. 3. El posible efecto ambiental negativo de los residuos producidos (emisiones de aire y cenizas). 4. La evacuación de los residuos, que pueden ser clasificados como residuos peligrosos, puede
ser complicada y costosa.
Los procesos de reducción térmica se utilizan con mayor frecuencia en plantas de dimensiones medias o grandes, en las que las opciones de evacuación final sean limitadas.
Los fangos procesados por reducción térmica suelen ser fangos crudos deshidratados. Antes de la incineración no suele ser necesario estabilizar el fango. De hecho, esta práctica puede ser contraproducente ya que la estabilización, especialmente la digestión aerobia y anaerobia, reduce el contenido volátil del fango y por lo tanto aumenta las necesidades de combustible auxiliar. El uso de tratamiento térmico antes de la incineración constituye una excepción a esta circunstancia. Los fangos tratados térmicamente tienen muy buenas características para la deshidratación, haciendo que el fango sea autocombustible. Los fangos se pueden someter a reducción térmica por sí solos o en combinación con residuos sólidos urbanos.
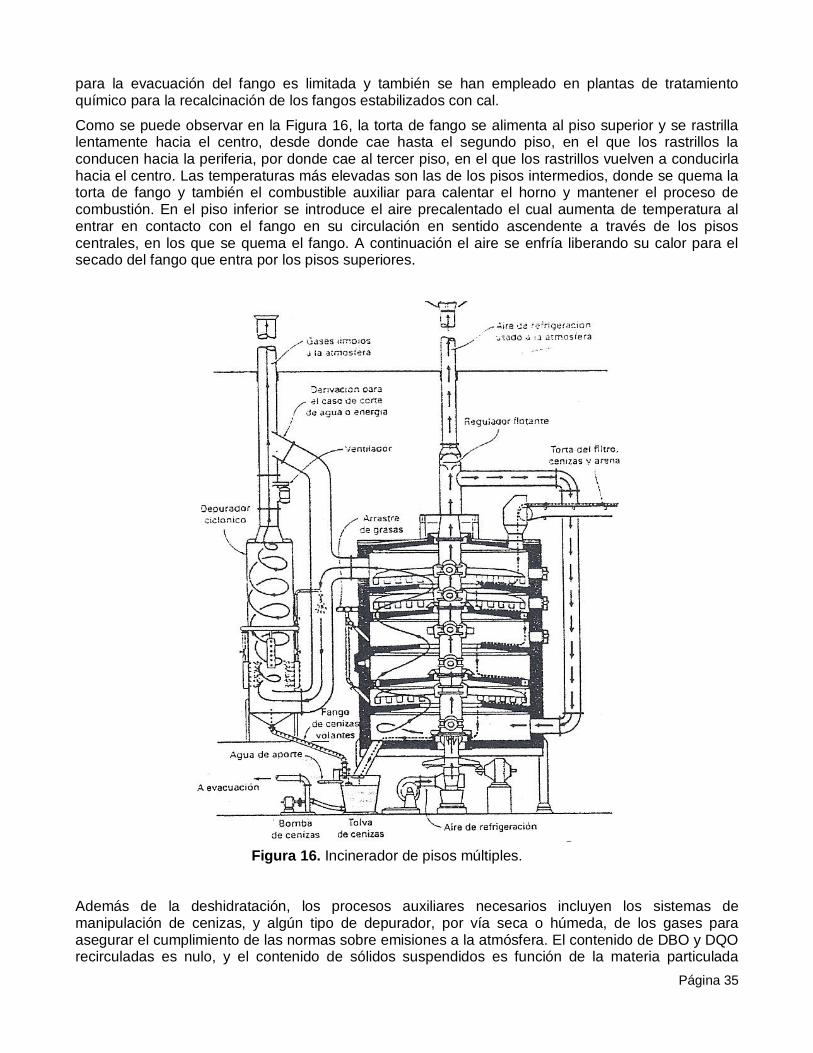
10.1 Incineración en hornos de pisos múltiples. Se utiliza para convertir la torta del fango deshidratado en cenizas inertes. Debido a la complejidad del proceso y a la necesidad de contar con operarios altamente calificados, la incineración en hornos de pisos múltiples sólo se puede utilizar en plantas de grandes dimensiones. Este tipo de hornos también se ha utilizado en plantas de pequeñas dimensiones en laque la disponibilidad de terreno
Página 35
para la evacuación del fango es limitada y también se han empleado en plantas de tratamiento químico para la recalcinación de los fangos estabilizados con cal.
Como se puede observar en la Figura 16, la torta de fango se alimenta al piso superior y se rastrilla lentamente hacia el centro, desde donde cae hasta el segundo piso, en el que los rastrillos la conducen hacia la periferia, por donde cae al tercer piso, en el que los rastrillos vuelven a conducirla hacia el centro. Las temperaturas más elevadas son las de los pisos intermedios, donde se quema la torta de fango y también el combustible auxiliar para calentar el horno y mantener el proceso de combustión. En el piso inferior se introduce el aire precalentado el cual aumenta de temperatura al entrar en contacto con el fango en su circulación en sentido ascendente a través de los pisos centrales, en los que se quema el fango. A continuación el aire se enfría liberando su calor para el secado del fango que entra por los pisos superiores.
Además de la deshidratación, los procesos auxiliares necesarios incluyen los sistemas de manipulación de cenizas, y algún tipo de depurador, por vía seca o húmeda, de los gases para asegurar el cumplimiento de las normas sobre emisiones a la atmósfera. El contenido de DBO y DQO recirculadas es nulo, y el contenido de sólidos suspendidos es función de la materia particulada
Figura 16. Incinerador de pisos múltiples.
Página 36
capturada en el depurador. En condiciones de funcionamiento adecuadas, la emisión de materia particulada al aire desde los depuradores de vía húmeda son inferiores a 0,65 Kg/103 Kg de fango seco tratado.
La manipulación de las cenizas puede llevarse a cabo por vía seca o húmeda. En el sistema por vía húmeda, la ceniza cae en una tolva situada debajo del horno, donde forma una pasta con el agua procedente del depurador de los gases de escape. Después de agitar esta pasta, se bombea hasta una laguna o se deshidrata mecánicamente. En el sistema por vía seca, las cenizas se transportan mecánicamente a una tolva de almacenamiento para su descarga a camiones para su evacuación final como material de relleno en el caso de que las cenizas secas resulten ambientalmente aceptables. Las cenizas se suelen acondicionar con agua. La densidad de las cenizas es de 5,6 Kg/m3 (cenizas secas), o de 880 Kg/m3 (cenizas húmedas).
11. EVACUACIÓN FINAL. La evacuación final del fango y los sólidos que no se emplean para usos beneficiosos suele implicar, generalmente, algún tipo de aplicación al suelo. La evacuación al mar llevada a cabo en las principales ciudades costeras de los Estados Unidos está actualmente prohibida, y está quedando fuera de uso debido a los cambios introducidos en las normas de control de la contaminación del agua. Además de esparcir el fango sobre el suelo, existen otras opciones de evacuación final del fango, entre las que se incluyen el lagunaje y el transporte a vertederos.
Al igual que en el caso de la aplicación del fango al suelo, las normas que controlan la evacuación del fango son cada días más estrictas, y precisan ser observadas y repasadas a la hora de proyectar instalaciones de evacuación de fango.
11.1 Vertederos. Si se dispone de un emplazamiento adecuado, la evacuación de fangos, grasas, arenas y otros sólidos, se puede realizar en un vertedero controlado. En función de las normativas estatales y federales, puede ser necesario estabilizar el fango antes de su aplicación. Para reducir el volumen a transportar y para controlar la generación de lixiviados en el vertedero, suele ser necesario deshidratar el fango. En muchos casos, la concentración de sólidos es un factor importante en la determinación de la aptitud de un fango para su evacuación en vertederos. El sistema de evacuación en vertederos resulta más adecuado en los casos en los que también se aprovecha para la evacuación de los restantes sólidos de la comunidad.
En un vertedero controlado ideal, los sólidos se depositan en una zona determinada, se compactan in situ mediante un tractor o un rodillo, y se cubre con una capa de 30 cm de suelo limpio. Las condiciones desagradables, tales como olores y moscas, se pueden minimizar cubriendo diariamente los sólidos depositados. En algunos vertederos, como material de recubrimiento se ha utilizado fango compostado y fango tratado químicamente. El fango compostado también sirve para reducir los olores que puede generar la evacuación de residuos sólidos urbanos.
En aplicaciones del fango como material de relleno, las normativas pueden obligar al control de vectores mediante el recubrimiento diario (o con mayor frecuencia), y pueden incluir limitaciones sobre la generación de metano.
Página 37
A la hora de seleccionar el emplazamiento para la evacuación del fango, se debe prestar atención a aspectos tales como:
1. Zonas ambientalmente sensibles, tales como terrenos pantanosos, llanuras de inundación, zona de recarga de acuíferos, y el hábitat de especies en extinción.
2. Control de la escorrentía de aguas superficiales. 3. Protección de las aguas subterráneas. 4. Contaminación atmosférica debido al polvo, materia particulada y olores. 5. Vectores transportadores de enfermedades. 6. Aspectos de seguridad relacionados con la presencia de materiales tóxicos, incendios y
accesos.
Los camiones que transportan el fango húmedo y arena deben ser capaces de acceder al emplazamiento sin circular por zonas de población densa o de actividad industrial. Después de varios años, durante los que los residuos se descomponen y compactan, el emplazamiento se puede utilizar para usos recreativos y otros usos para los que la subsidencia gradual no represente un inconveniente.
11.2 Lagunaje. El uso de técnicas de lagunaje es otro método de común aplicación para la evacuación del fango, ya que es una opción sencilla y económica en caso de que la planta de tratamiento se halle en una zona remota. Una laguna es un estanque excavado en el terreno en el que se descarga fango crudo o digerido. En estanques de fango crudo, los sólidos orgánicos se estabilizan mediante procesos de descomposición aerobia y anaerobia, lo cual puede dar lugar a la generación de olores desagradables. Los sólidos estabilizados sedimentan en el fondo de la laguna, donde se acumulan. El exceso de líquido de las lagunas, en caso de que exista, se devuelve a la planta de tratamiento.
Las lagunas se deben situar lejos de autopistas y urbanizaciones con objeto de minimizar las condiciones desagradables, y deben estar cercadas para impedir el acceso a personas no autorizadas. Si la limpieza se pretende llevar a cabo por rascado, las lagunas deben ser relativamente profundas (1 a 1,5 m). Si la laguna sólo se utiliza con fango digerido, las condiciones desagradables anteriormente citadas no deben presentar problema.
Se debe estudiar la posibilidad de drenaje superficial y la existencia de percolación para determinar los posibles efectos sobre las aguas subterráneas. Si se dan problemas de percolación excesiva o si las normativas exigen el control de lixiviados, puede ser necesario tener que impermeabilizar la laguna. El fango depositado en lagunas puede almacenarse durante un tiempo indefinido, o se puede extraer periódicamente después del drenaje y secado.