10-torneado - mec. de mantenimiento y adm....
TRANSCRIPT
10-TORNEADO

TORNEADO

CILINDRADO TORNO LINEAL

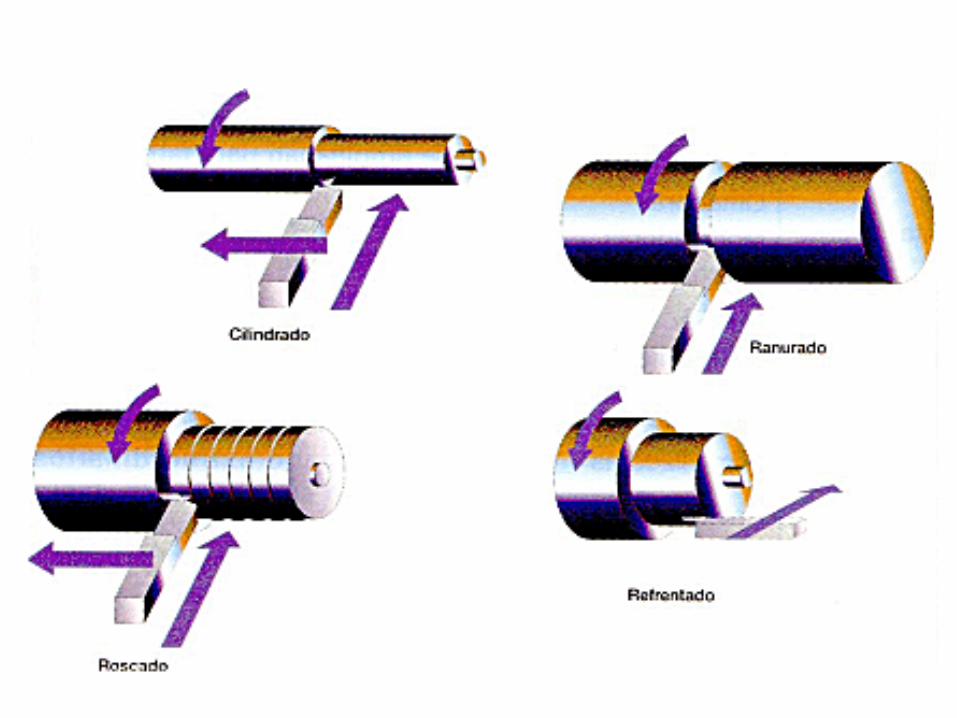
Torneado o cilindrado
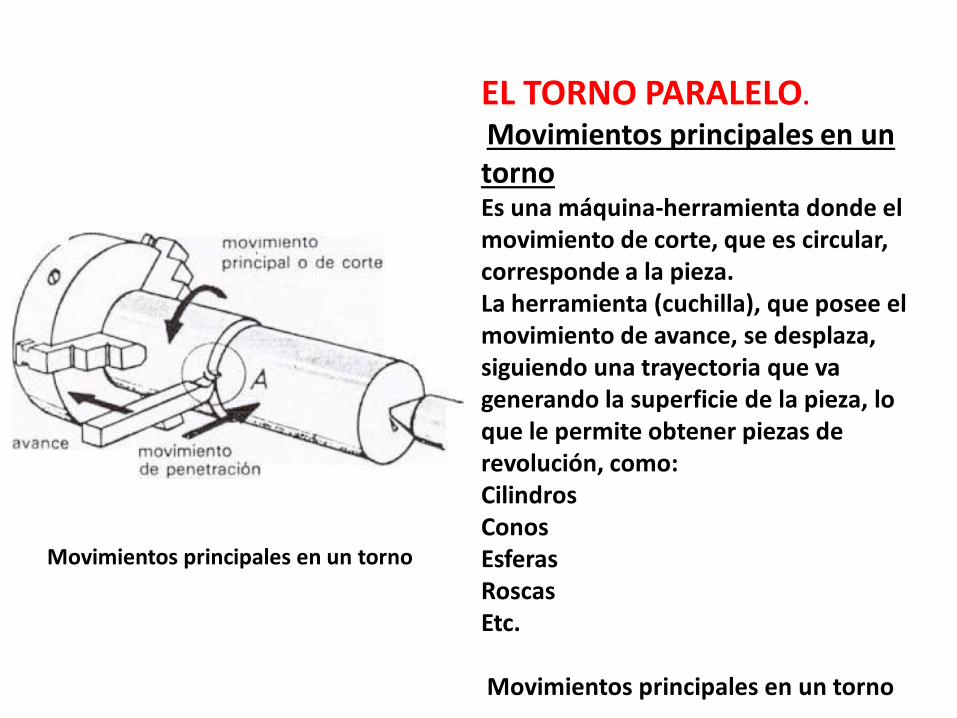
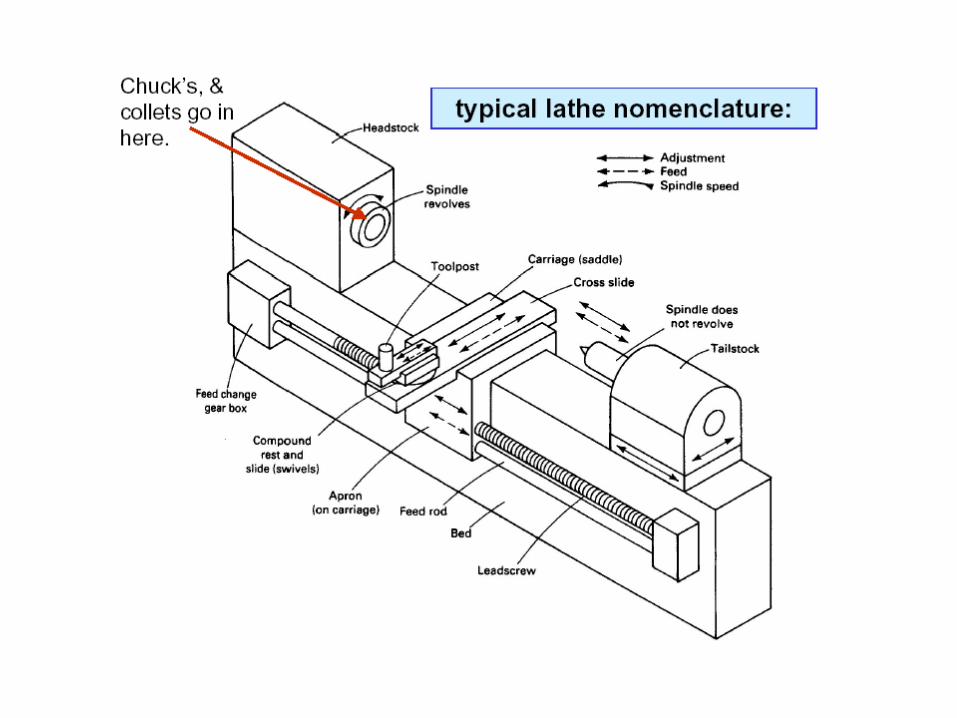
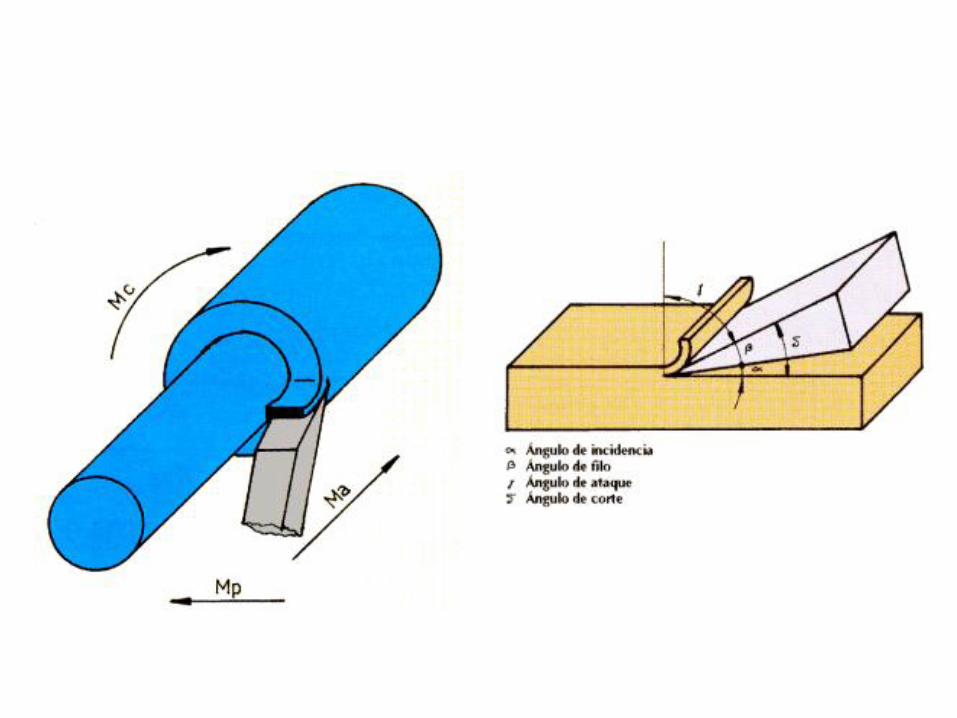
Movimientos principales en un torno
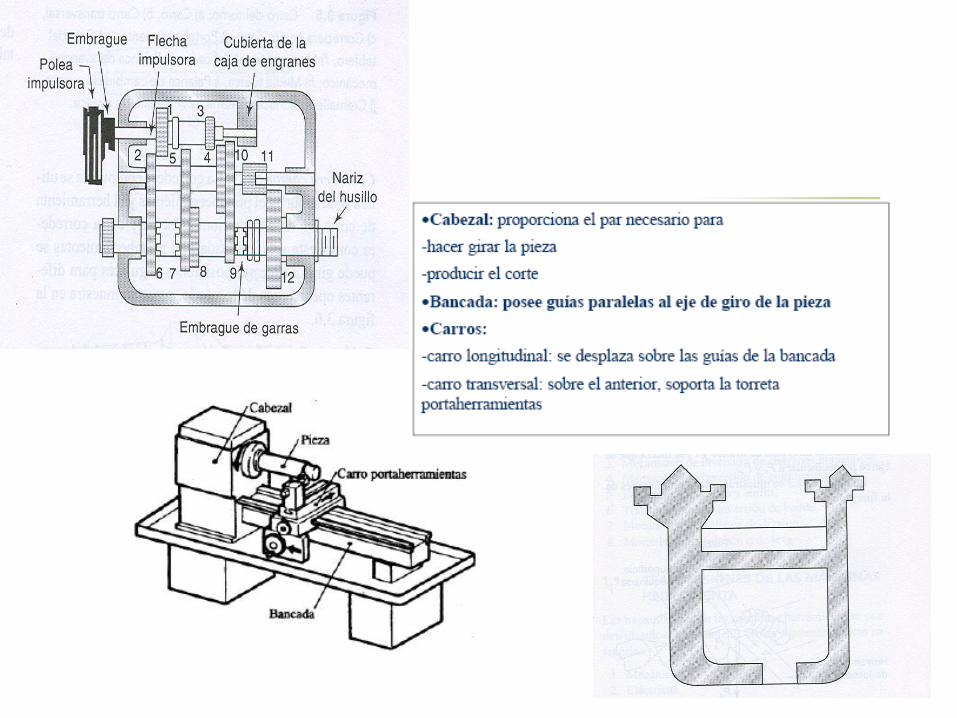
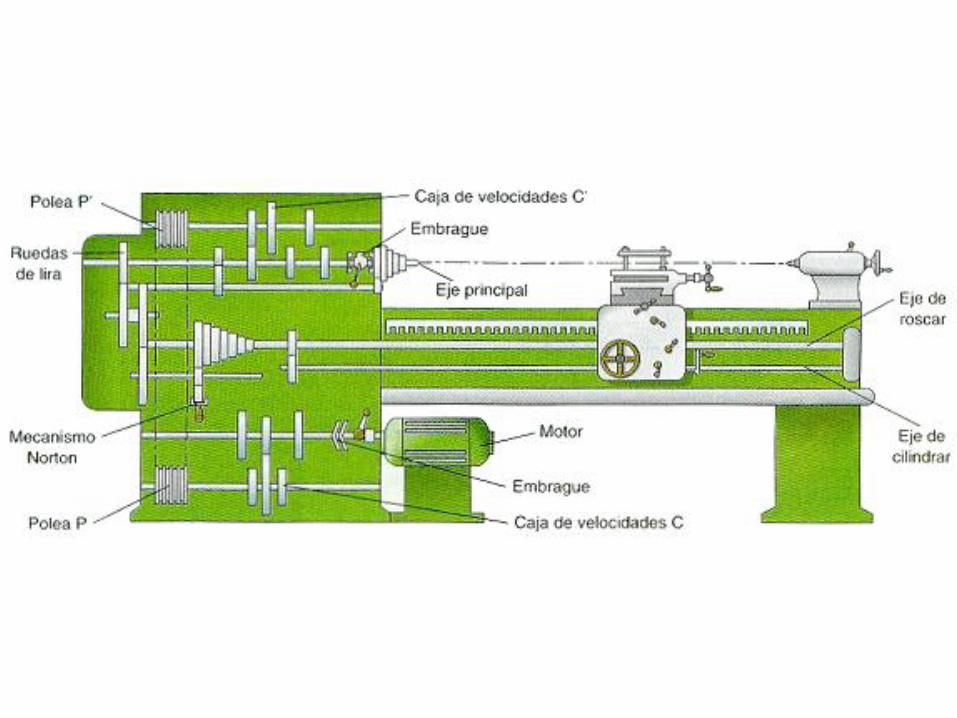
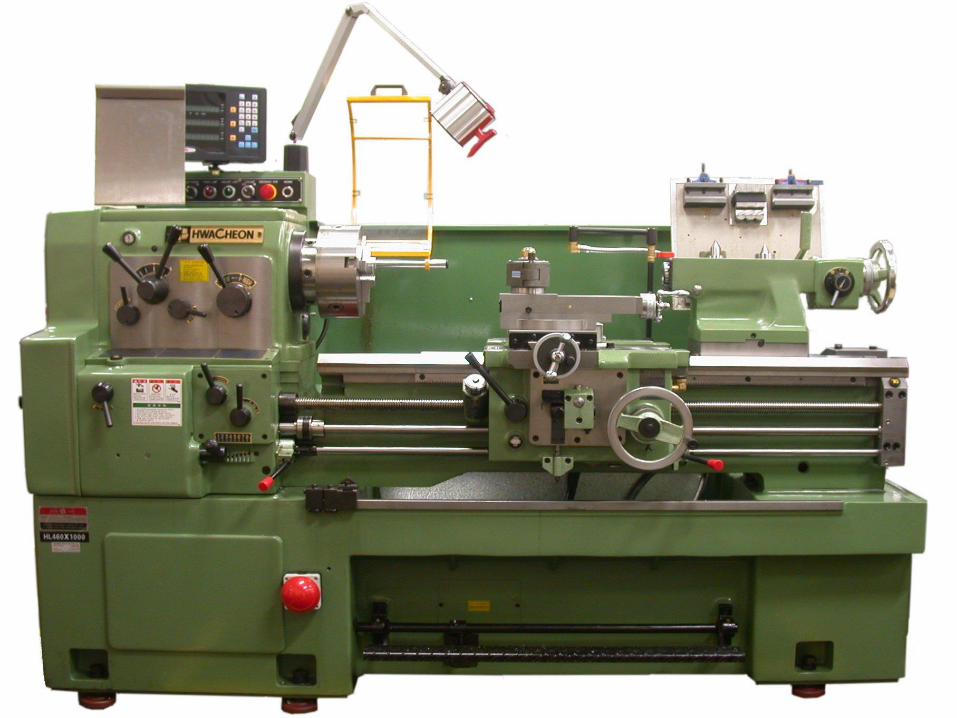
EL TORNO PARALELO.
Movimientos principales en un torno Es una máquina-herramienta donde el movimiento de corte, que es circular, corresponde a la pieza. La herramienta (cuchilla), que posee el movimiento de avance, se desplaza, siguiendo una trayectoria que va generando la superficie de la pieza, lo que le permite obtener piezas de revolución, como: Cilindros Conos Esferas Roscas Etc. Movimientos principales en un torno
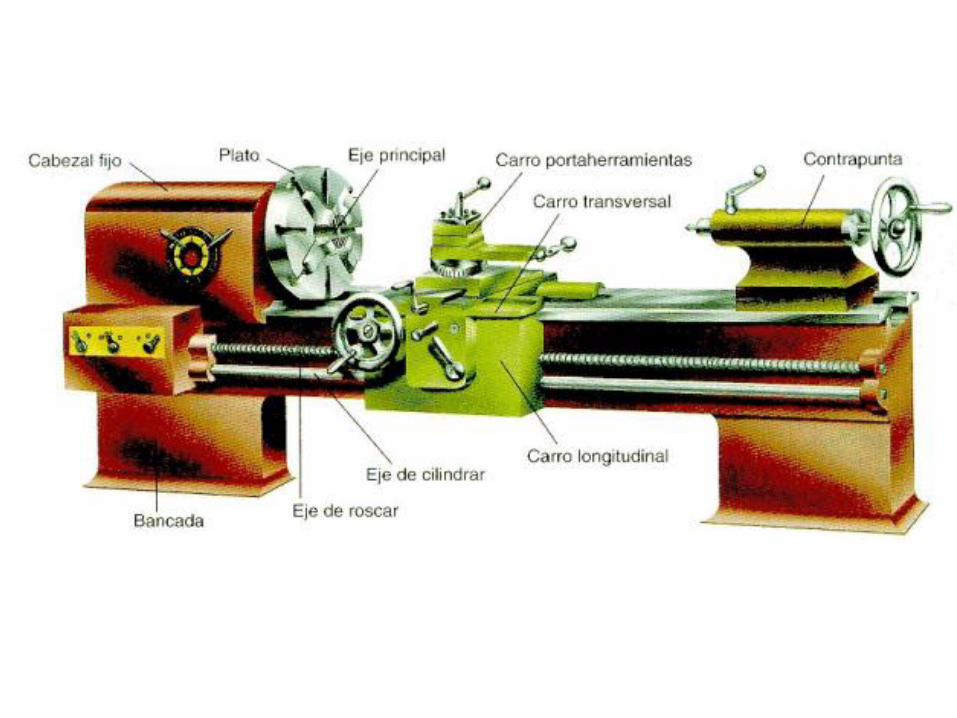
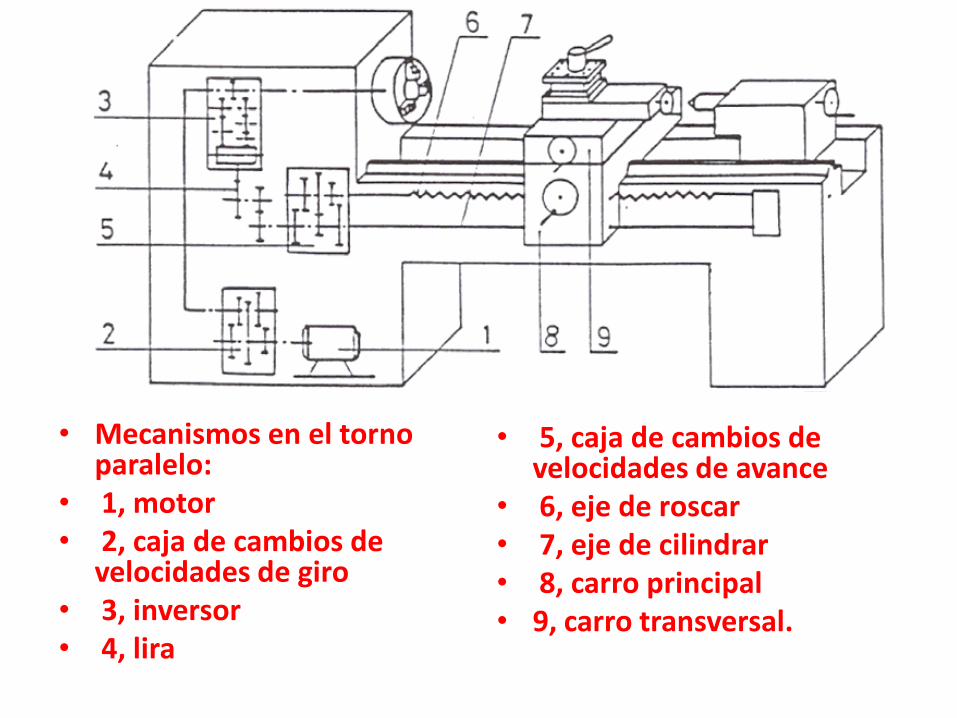
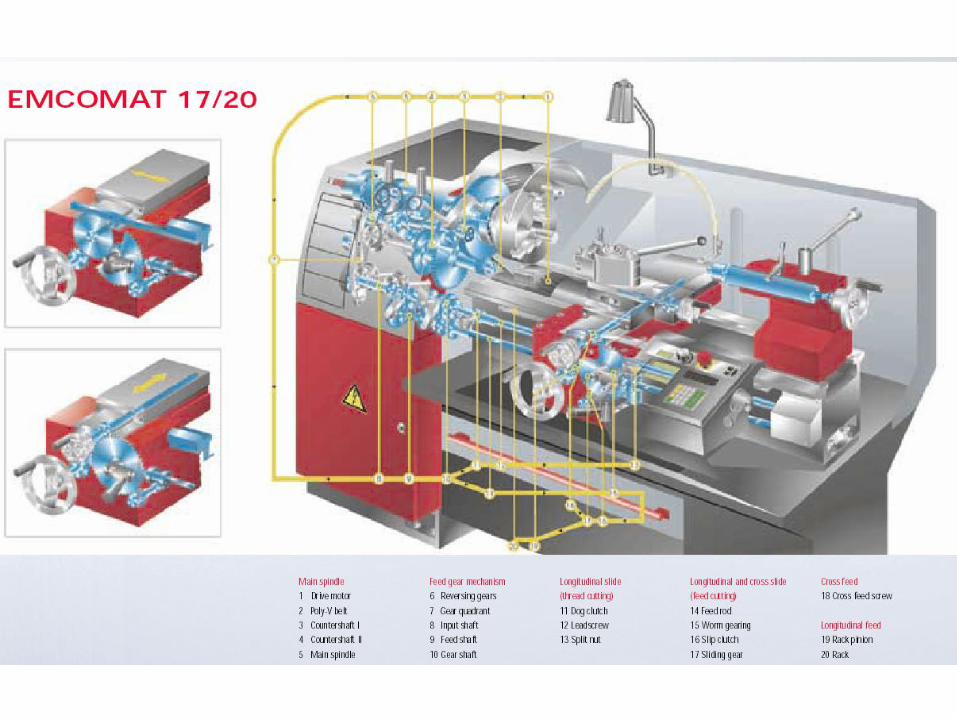
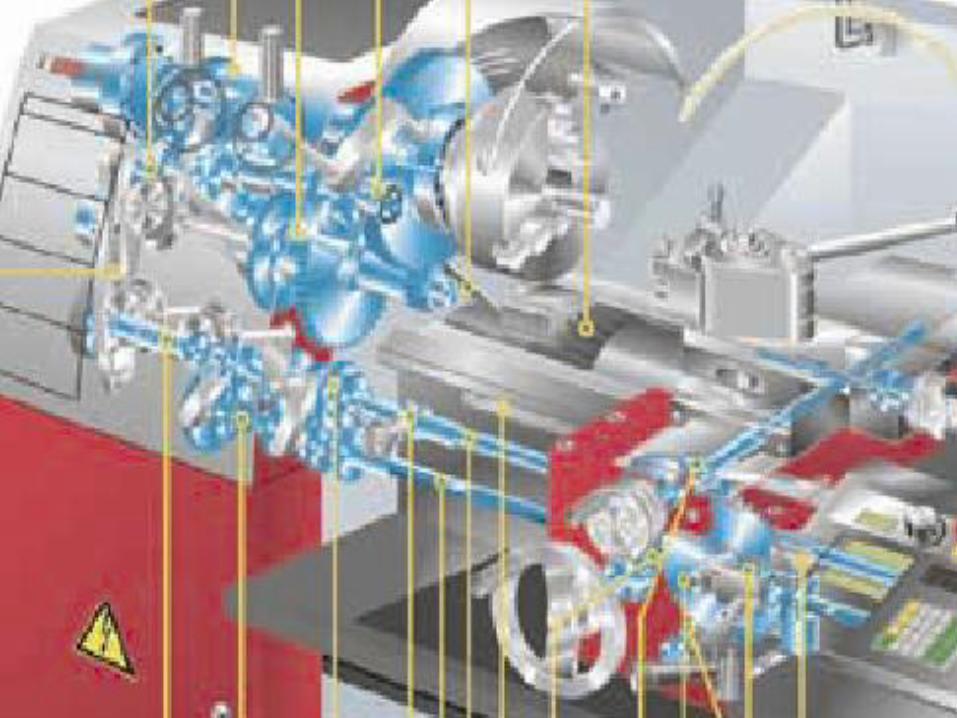
• Mecanismos en el torno paralelo:
• 1, motor • 2, caja de cambios de
velocidades de giro • 3, inversor • 4, lira
• 5, caja de cambios de velocidades de avance
• 6, eje de roscar • 7, eje de cilindrar • 8, carro principal • 9, carro transversal.

Tornos Paralelos Universales Pesados Škoda
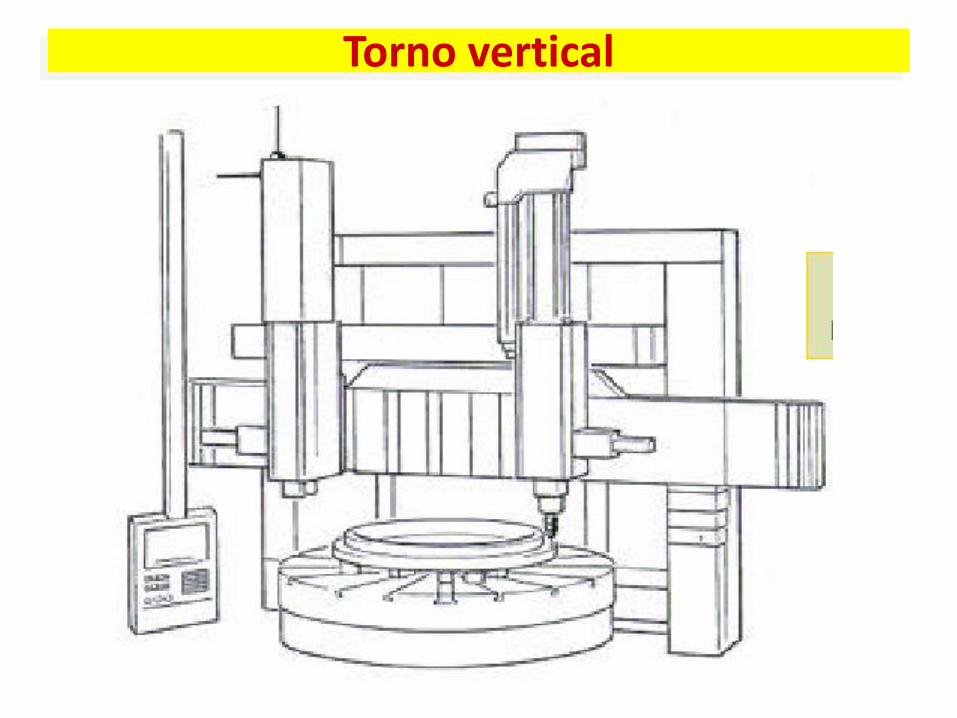
Torno vertical
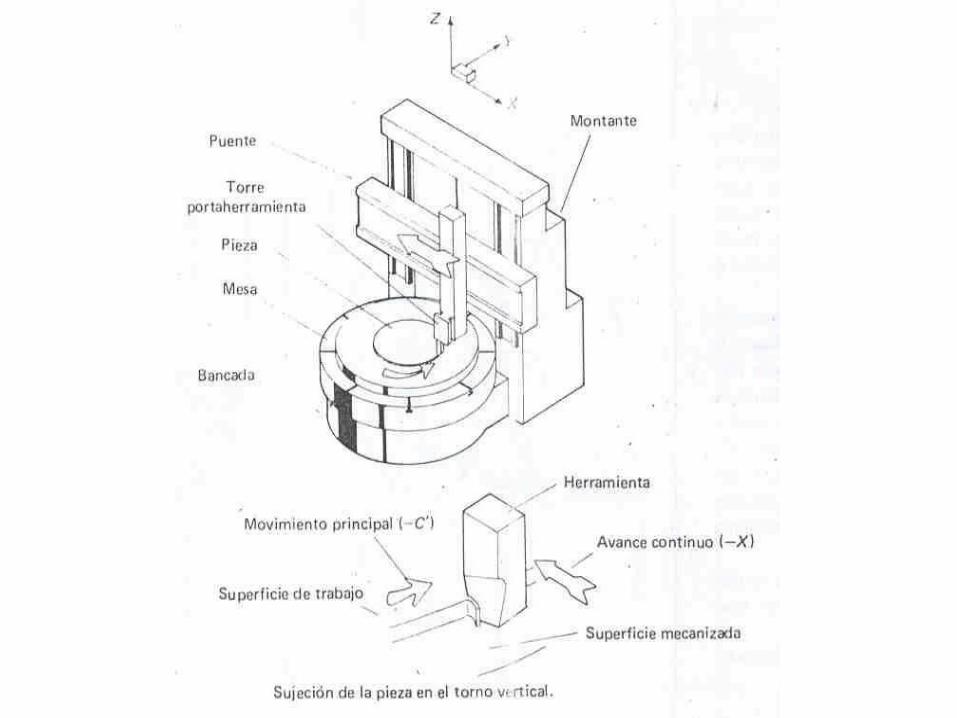
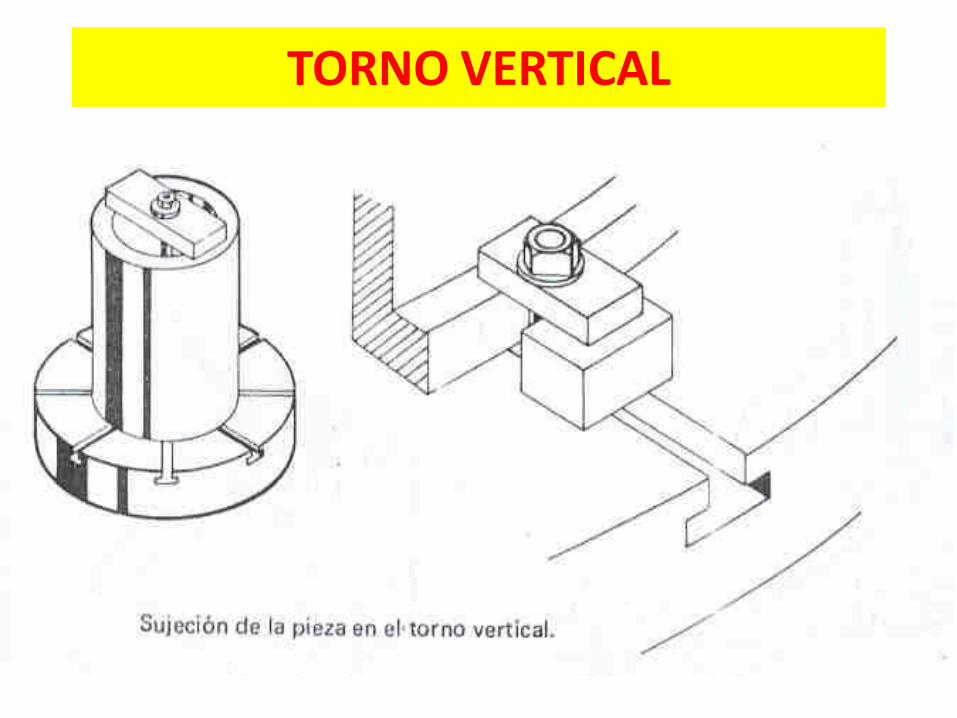
TORNO VERTICAL

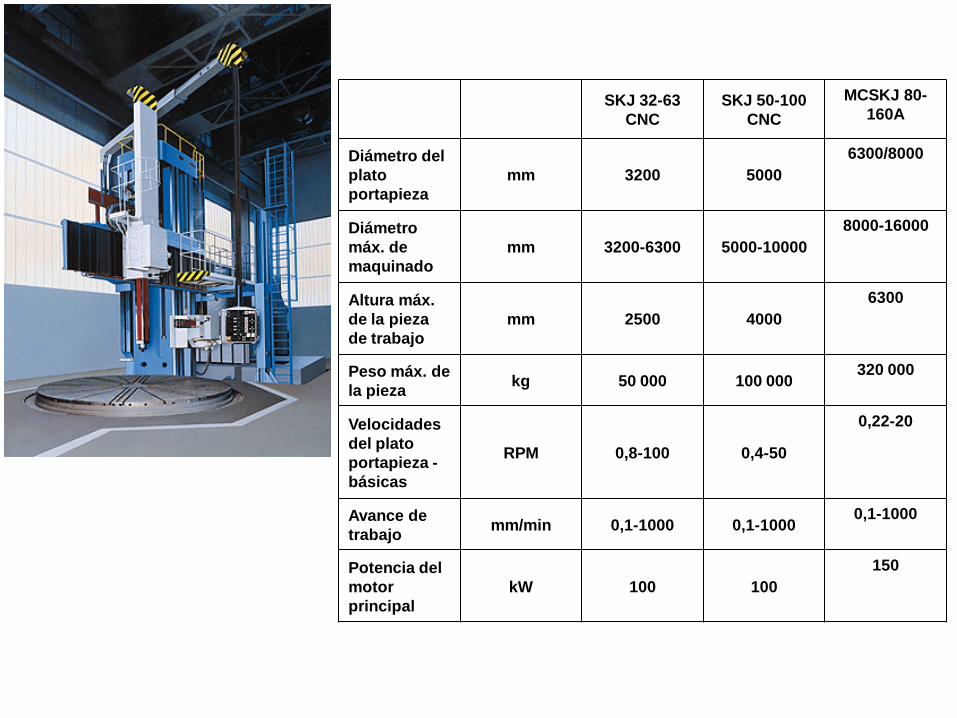
SKJ 32-63
CNC
SKJ 50-100
CNC
MCSKJ 80-
160A
Diámetro del
plato
portapieza
mm 3200 5000
6300/8000
Diámetro
máx. de
maquinado
mm 3200-6300 5000-10000
8000-16000
Altura máx.
de la pieza
de trabajo
mm 2500 4000
6300
Peso máx. de
la pieza kg 50 000 100 000
320 000
Velocidades
del plato
portapieza -
básicas
RPM 0,8-100 0,4-50
0,22-20
Avance de
trabajo mm/min 0,1-1000 0,1-1000
0,1-1000
Potencia del
motor
principal
kW 100 100
150


Torno lineal
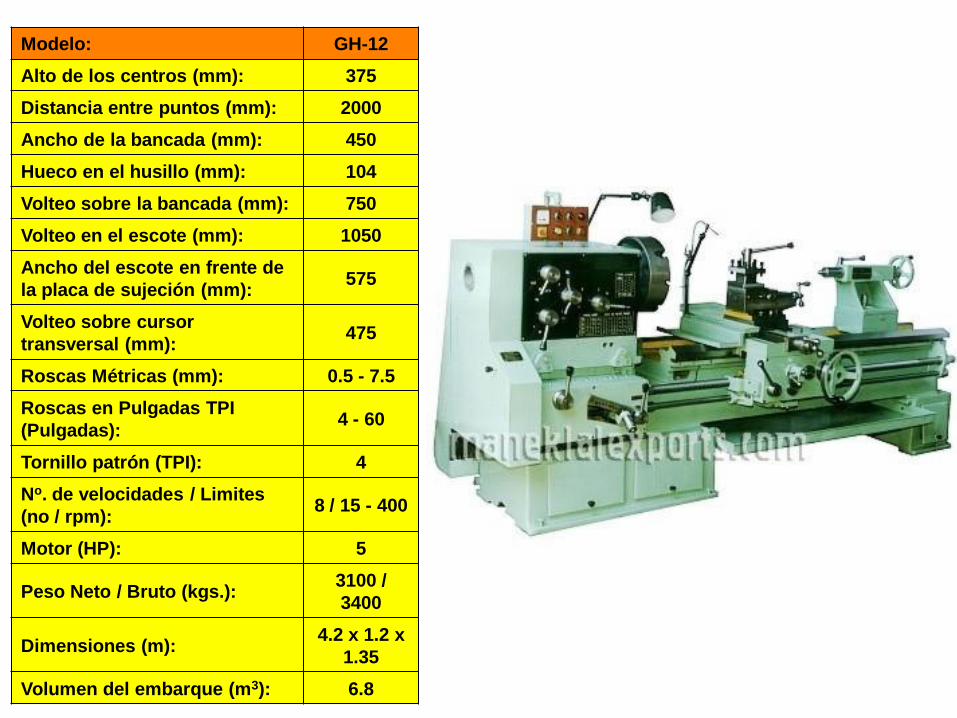
Modelo: GH-12
Alto de los centros (mm): 375
Distancia entre puntos (mm): 2000
Ancho de la bancada (mm): 450
Hueco en el husillo (mm): 104
Volteo sobre la bancada (mm): 750
Volteo en el escote (mm): 1050
Ancho del escote en frente de
la placa de sujeción (mm): 575
Volteo sobre cursor
transversal (mm): 475
Roscas Métricas (mm): 0.5 - 7.5
Roscas en Pulgadas TPI
(Pulgadas): 4 - 60
Tornillo patrón (TPI): 4
No. de velocidades / Limites
(no / rpm): 8 / 15 - 400
Motor (HP): 5
Peso Neto / Bruto (kgs.): 3100 /
3400
Dimensiones (m): 4.2 x 1.2 x
1.35
Volumen del embarque (m3): 6.8
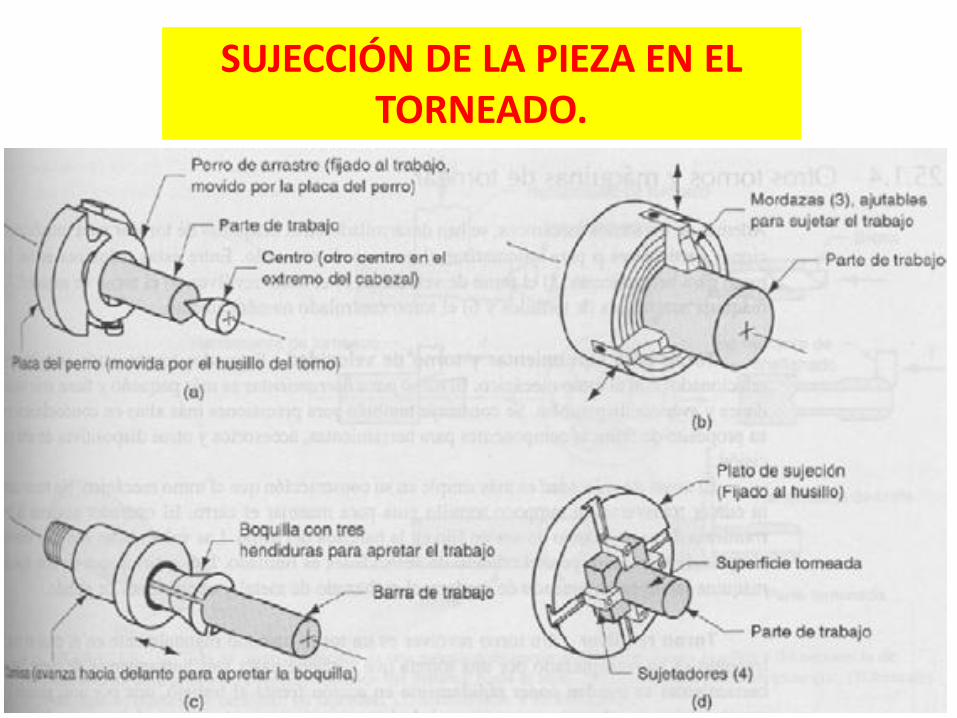
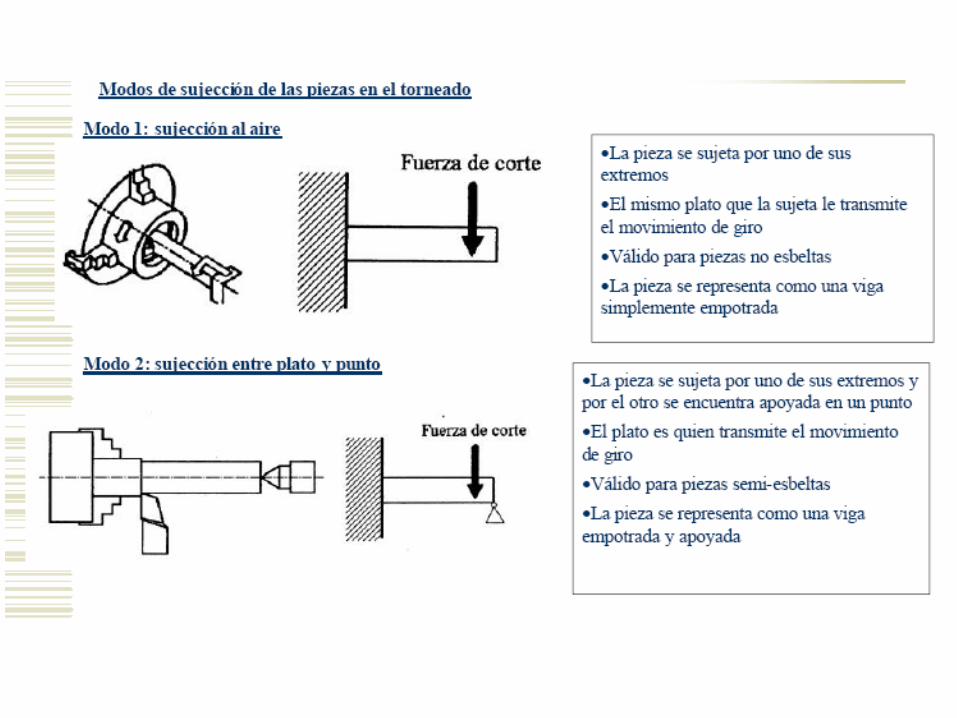
SUJECCIÓN DE LA PIEZA EN EL TORNEADO.
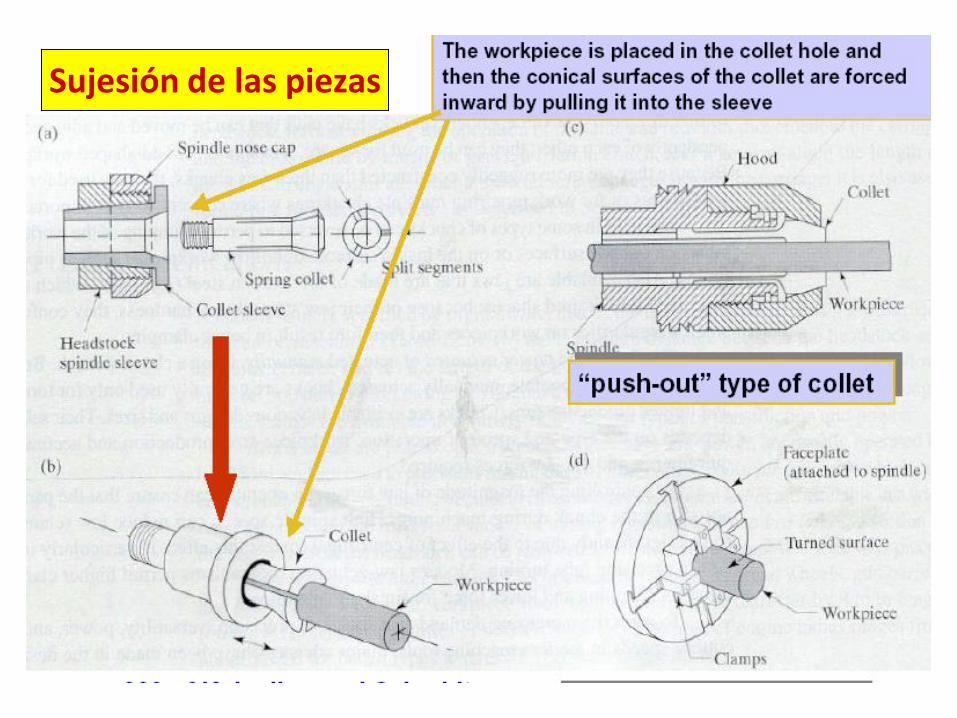
Sujesión de las piezas



Herramienta de corte
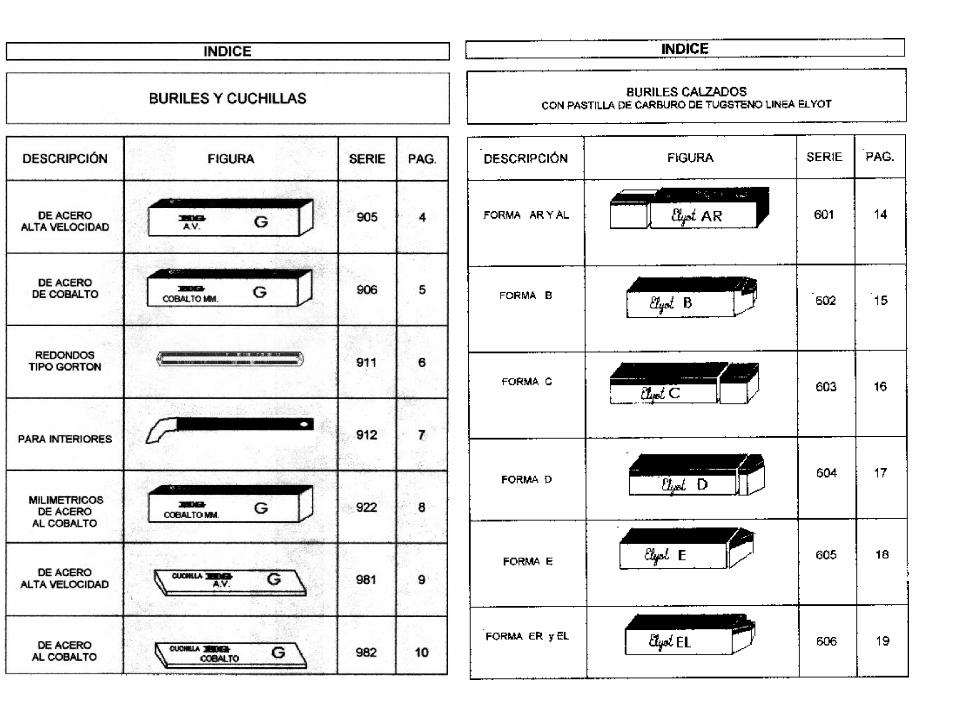
BURILES, CUCHILLAS, PORTA
BURILES Y PORTACUCHILLAS
B
U
R
I
L
E
S
M
O
N
T
A
D
O
B
U
R
I
L
E
S
M
O
N
T
A
D
O
B
U
R
I
L
E
S
M
O
N
T
A
D
O
BURILES
MONTADOS
B
U
R
I
L
E
S
M
O
N
T
A
D
O

Algunos tipos de buriles

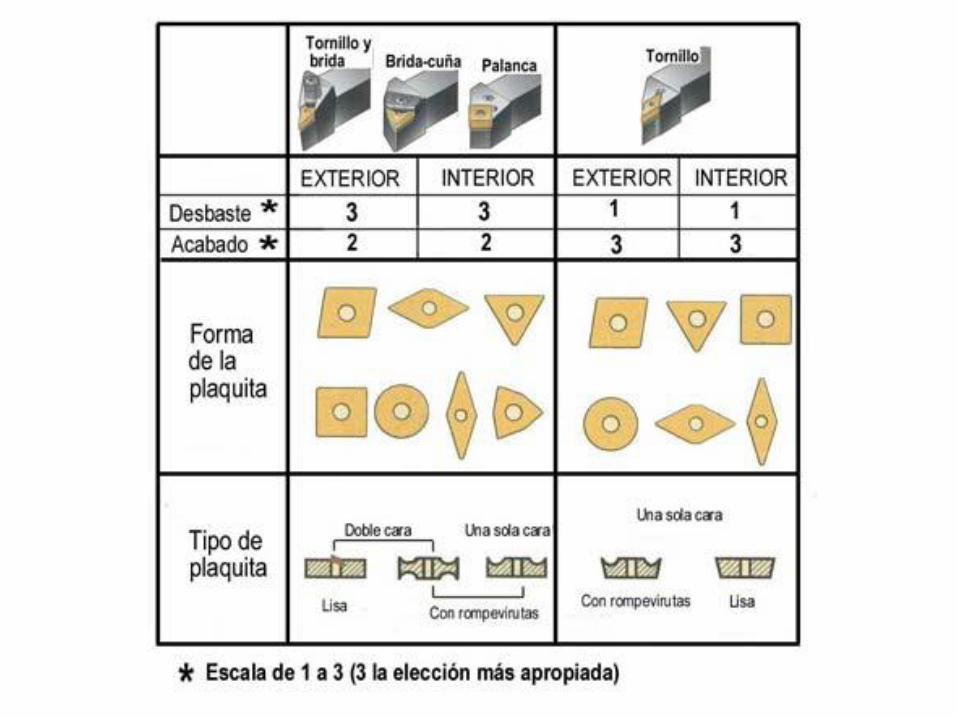
SELECCIÓN DE HERRAMIENTAS PARA EL TORNEADO
Fijación por palanca, Características: • excelente estabilidad, • alta exactitud en posición, • buena repetibilidad, • no dificulta salida de viruta, • cambio de plaquita rápido y fácil. Aplicaciones: • torneado exterior y mandrinado de grandes agujeros, y • todo tipo de mecanizado de pasada ligera a profunda.0000

Fijación por brida, C
Aplicaciones: • operaciones de acabado exterior e interior, • con diseños especiales en la brida y/o plaquita, alta precisión en el mecanizado de copia.

Fijación por tornillo, S Características: • gran variedad de plaquitas, • fijación segura, • excelente repetibilidad, • la viruta sale con facilidad, • requiere poco espacio. Aplicaciones: • mecanizado interior de diámetros pequeños, y • desde el desbaste ligero exterior al acabado de piezas pequeñas.

Fijación por brida-tornillo, M Características: • gran rigidez, • excelente estabilidad, • alta exactitud en posición, • buena repetibilidad. Aplicaciones: • más accesible en operaciones de copiado exterior.
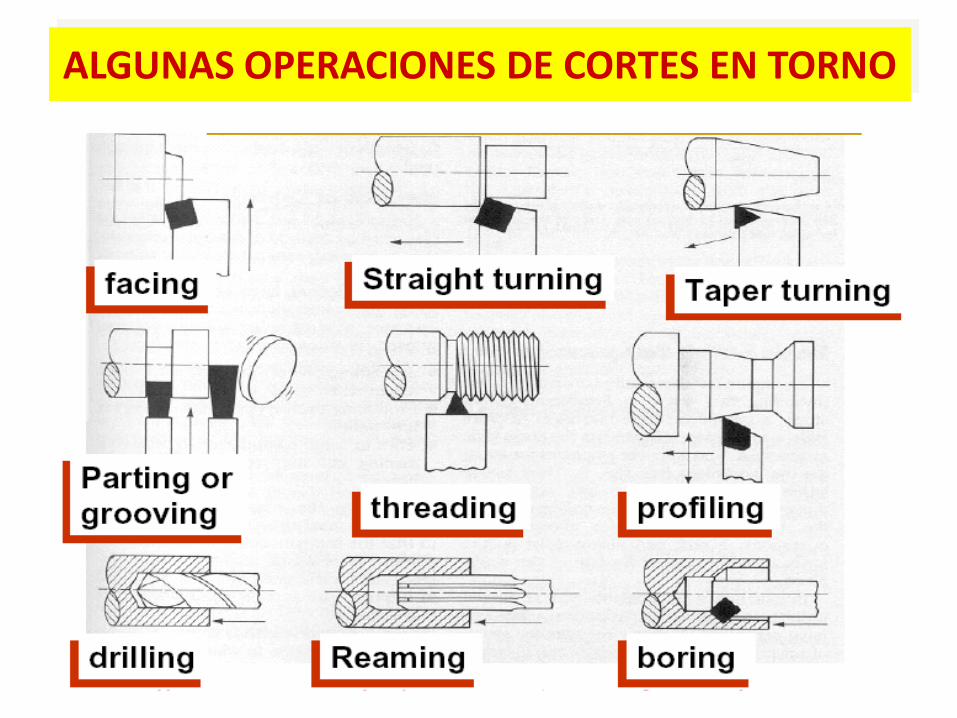
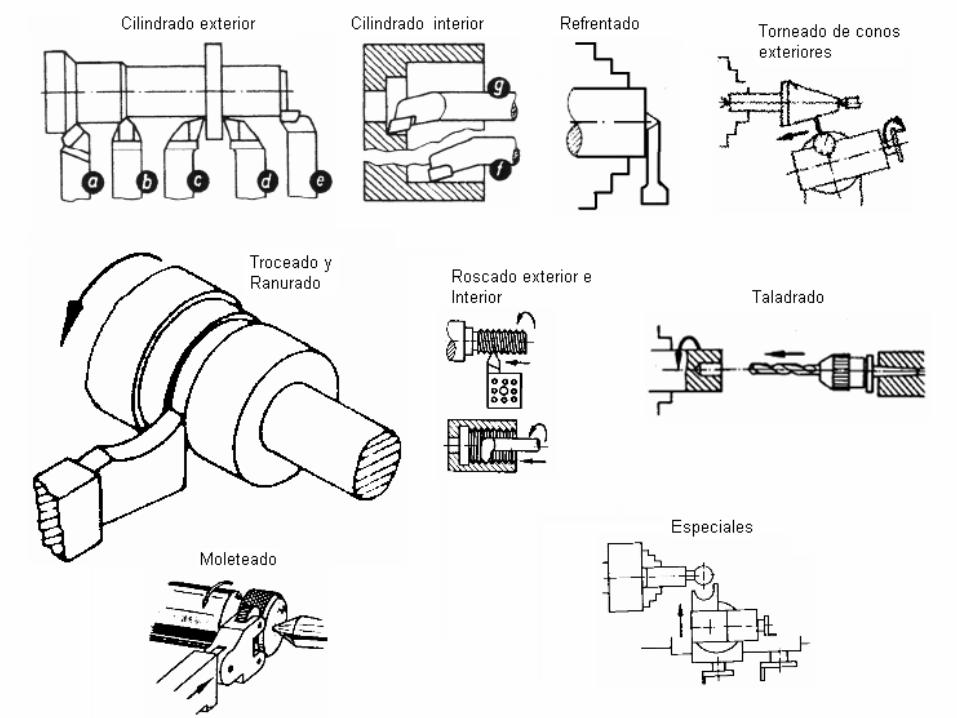
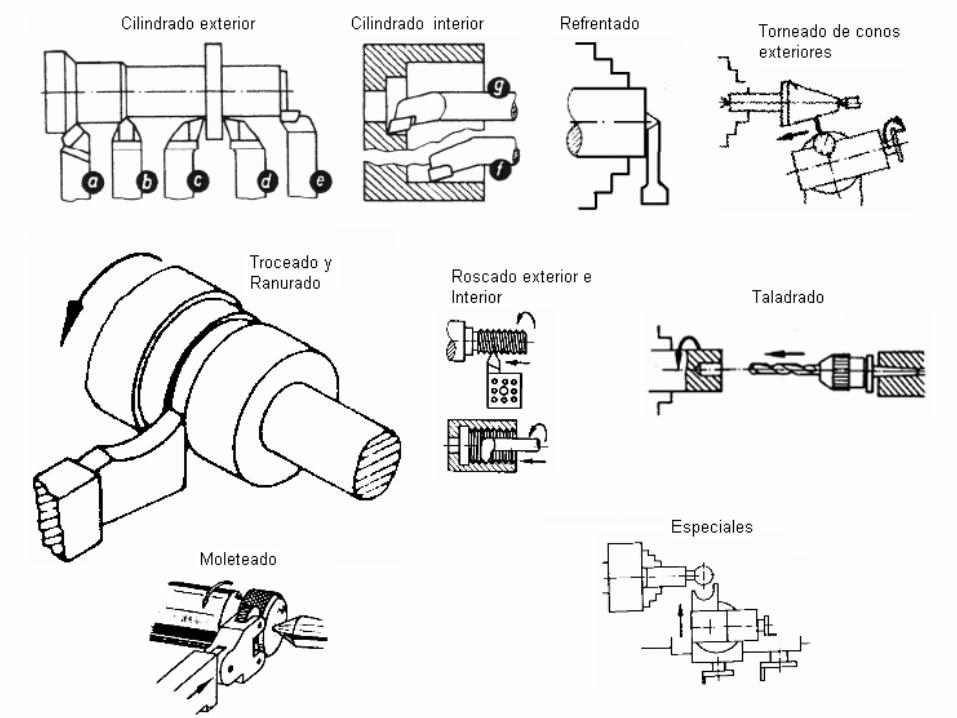
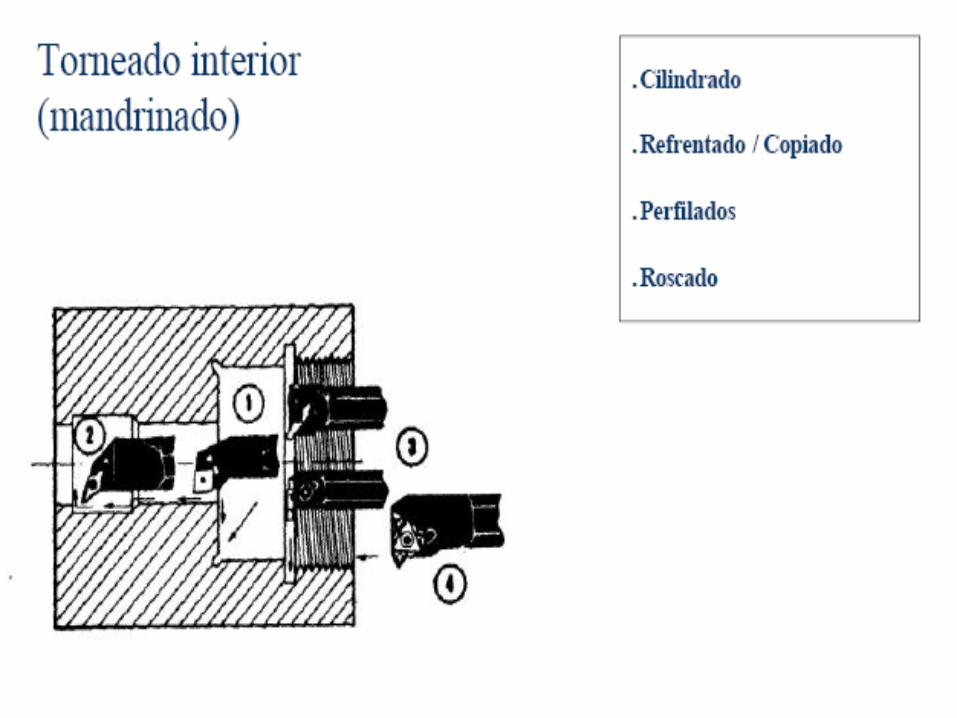
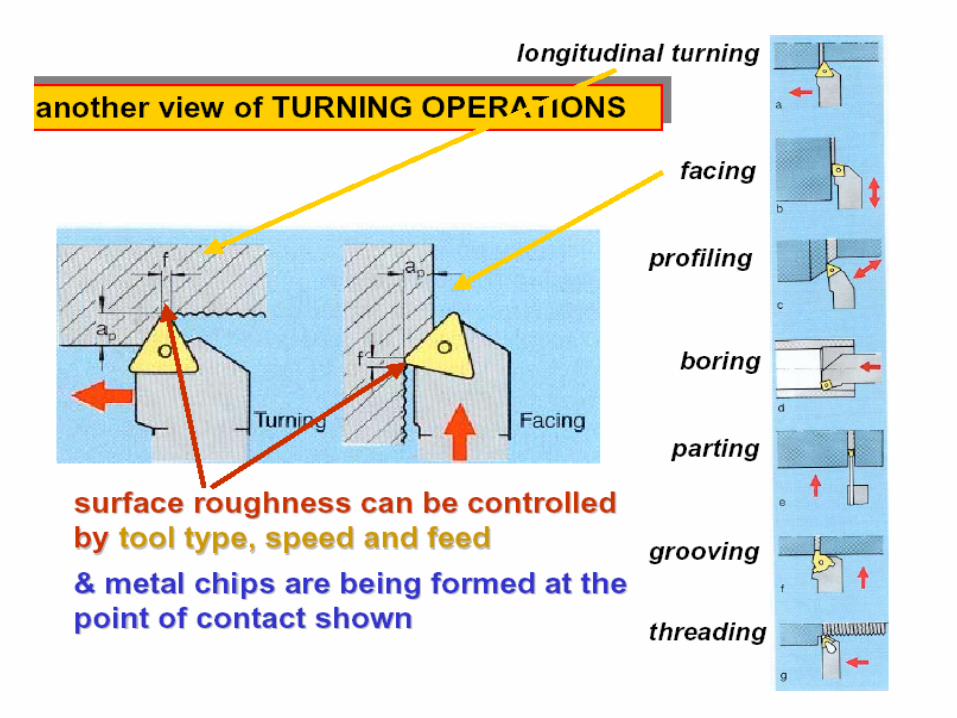
ALGUNAS OPERACIONES DE CORTES EN TORNO
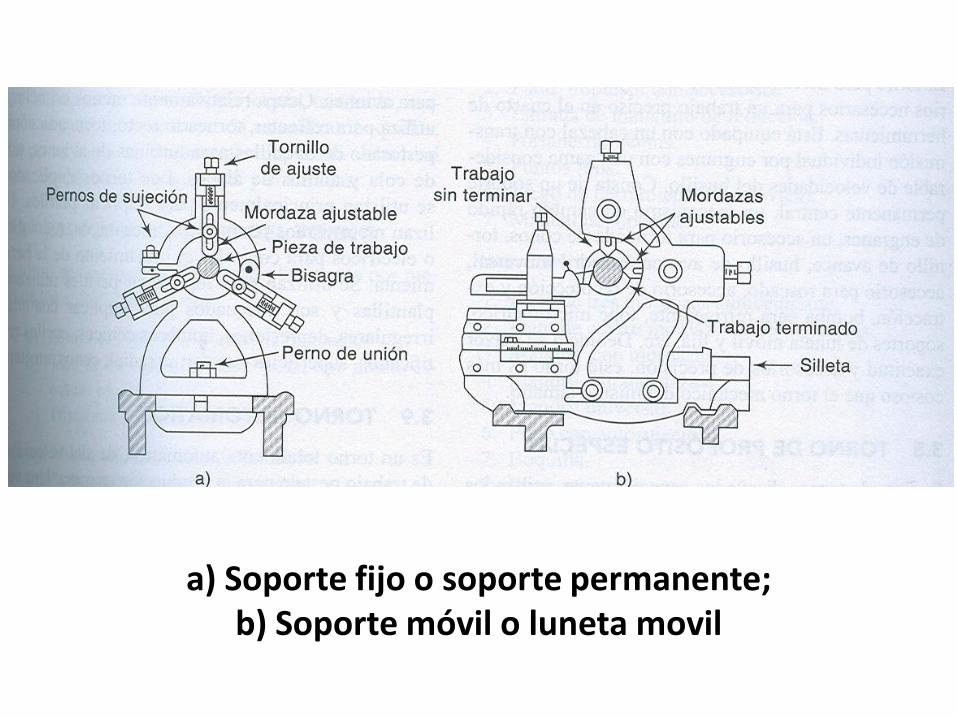
a) Soporte fijo o soporte permanente; b) Soporte móvil o luneta movil
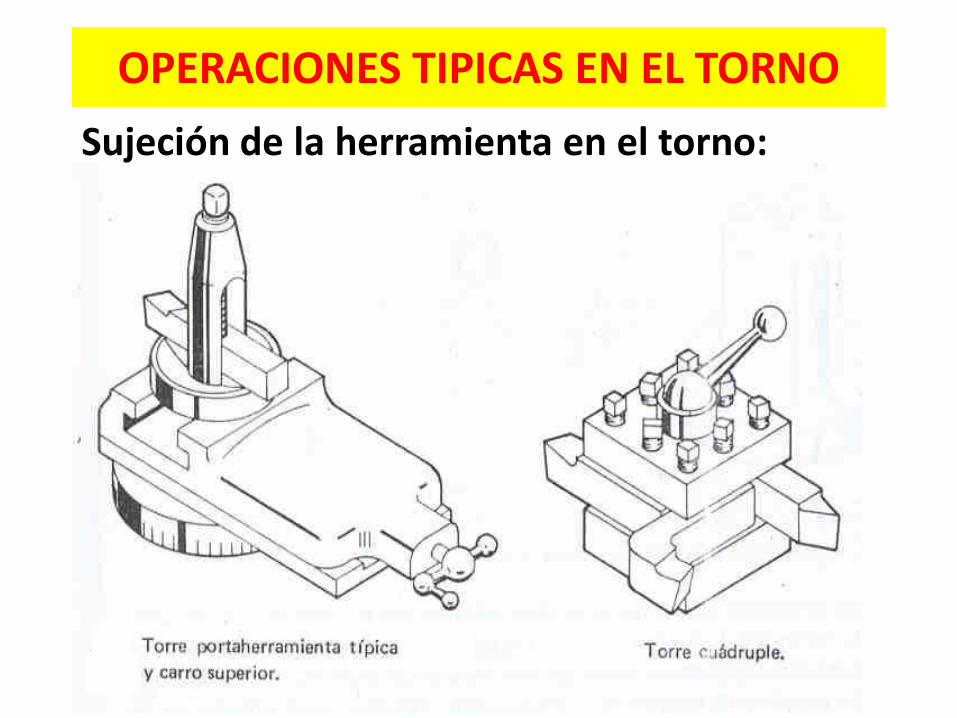
OPERACIONES TIPICAS EN EL TORNO
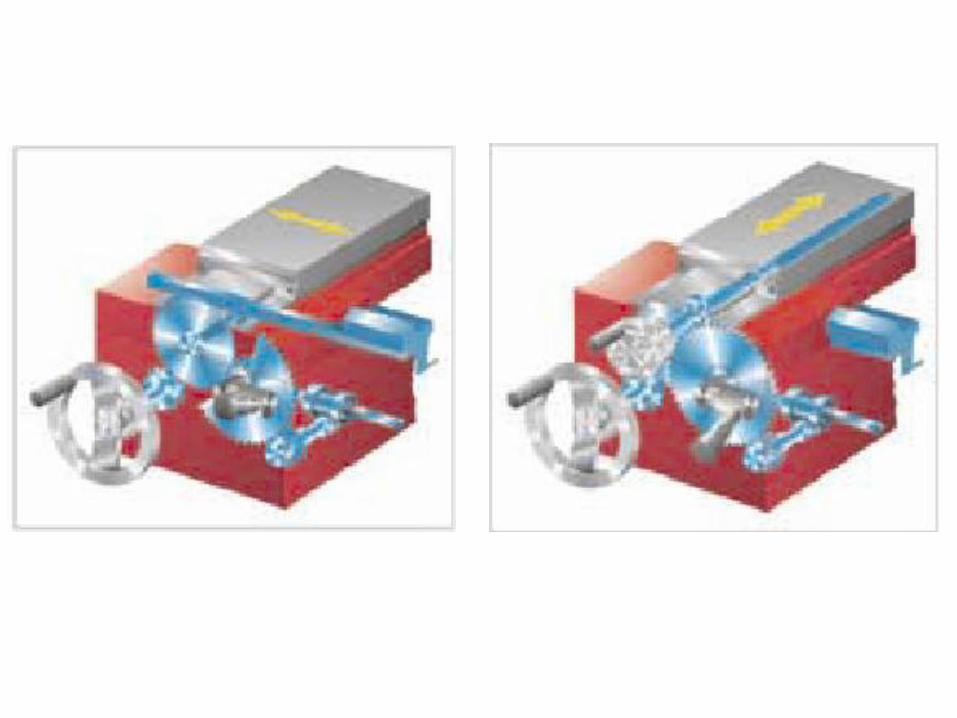
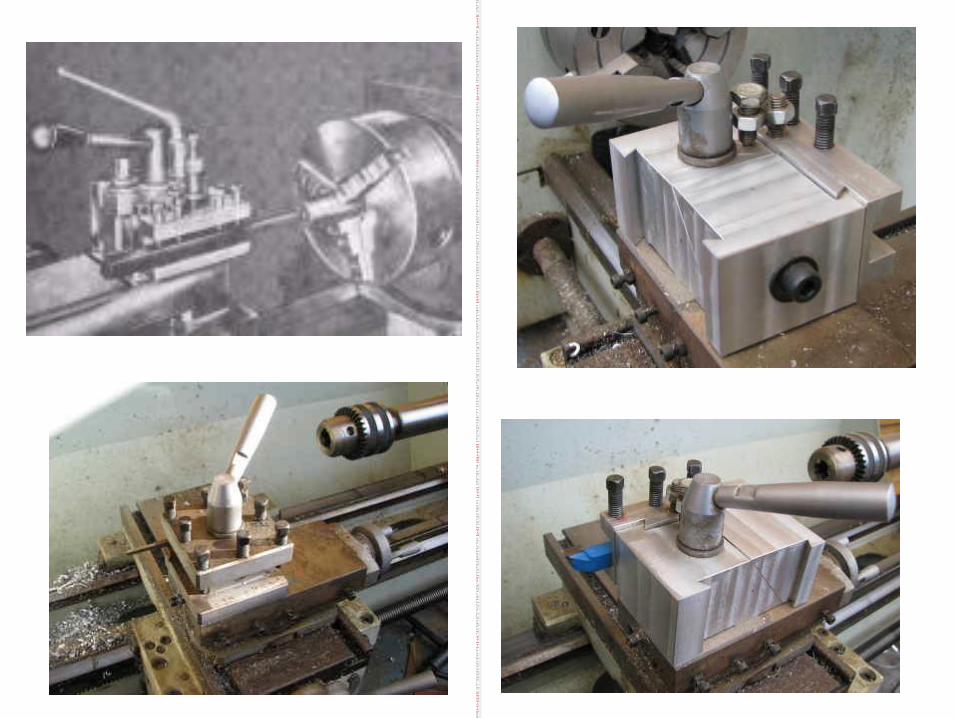
Sujeción de la herramienta en el torno:

ami
ent
a
de
cola
de
mil
ano
.
des
bas
te
de
la
col
a
mil
ano
.
Pas
am
os
la
herr
ami
ent
a
de
cola
de
mil
ano
por
los
dos
lad
os
asi
pod
rem
os
pon
er
dos
port
a
herr
ami
ent
as
a la
vez
.
aca
ba
do
de
la
col
a
de
mil
ano
.
Nue
va
me
nte
cog
em
os
la
p iez
a
en
el
torn
o
par
a
tala
drar
la,
deb
ido
a
que
nue
stra
fres
ado
ra
no
tien
e la
altu
ra
sufi
cien
te.
tal
adr
an
do.
Aho
ra
solo
ten
em
os
que
serr
ar
la
p iez
a
con
el
ang
ulo
que
ma
s o
me
nos
se
ve
en
la
foto
y
sob
reto
do
en
el
mis
mo
sen
tido
que
se
ve
en
la
foto
.
Est
o
hac
e
que
cua
ndo
apr
ete
mo
s la
p iez
a,
se
cier
ra
la
cola
de
mil
ano
apr
eta
ndo
el
port
a
herr
ami
ent
as
firm
em
ent
e.
ser
ran
do.
cor
te
fin
aliz
ado
.
Va
mo
s a
fabr
icar
el
port
a
herr
ami
ent
as
que
ira
sob
ra
la
p iez
a
que
he
mo
s
fabr
icad
o.
Seg
uim
os
el
mis
mo
pro
cedi
mie
nto
que
la
p iez
a
ant
erio
r.
Cor
tam
os
una
p iez
a,
la
esc
uad
ram
os
y
des
bas
tam
os
la
cola
de
mil
ano
,
per
o
est
a
vez
alre
ves
que
ant
es
ya
que
una
enc
ast
a
den
tro
de
la
otra
.
des
bas
tan
do
la
col
a
de
mil
ano
ma
cho
.
Pas
am
os
la
herr
ami
ent
a
de
cola
de
mil
ano
.
aca
ba
do
col
a
mil
ano
.
Fre
sa
mo
s la
reg
ata
don
de
se
intr
odu
cira
la
herr
ami
ent
a.
Fre
san
do
la
reg
ata
.
Tal
adr
am
os
y
rosc
am
os
don
de
iran
los
torn
illos
que
suj
etar
an
la
herr
ami
ent
a.
ros
can
do.
He
mo
s
sold
ado
dos
tuer
cas
a
un
torn
illo
par
a
pod
er
subi
r y
baj
ar
el
port
a
herr
ami
ent
as
cen
tran
do
la
herr
ami
ent
a.
sol
da
nd
o
tue
rca
s.
Bue
no
ya
lo
ten
em
os,
aho
ra
des
mo
nta
mo
s la
torr
eta
orig
inal
y la
sust
itui
mo
s
por
la
nue
stra
.
des
mo
nta
nd
o la
tor
ret
a.
tor
ret
a
mo
nta
da.
Si
fabr
icai
s

Moleteador
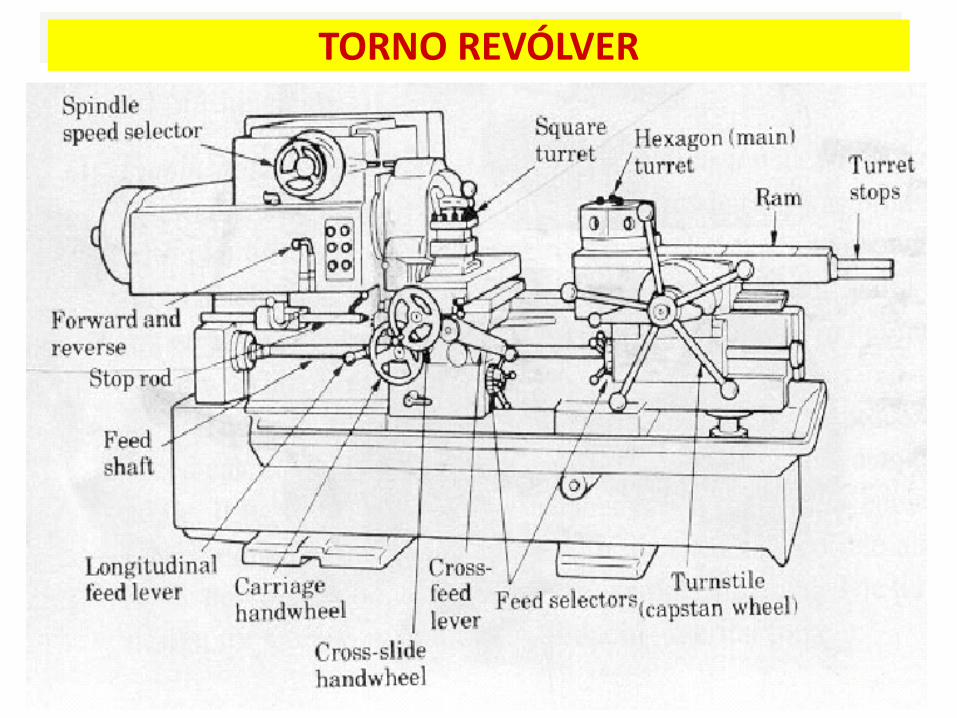
TORNO REVÓLVER


Modelo: PC-40
Capacidad Máxima de revolver
barra (mm): 40
Alto de los centros (mm): 190
Volteo sobre la bancada (mm): 400
Volteo sobre cursor transversal
(mm): 200
Diámetro del mandril (mm): 200
Distancia máx. entre el frente
del husillo y Torrecilla (mm): 560
No. de velocidades del husillo: 12
Limites de velocidades del
husillo (RPM): 98 - 1040
Max. useful stroke of Capstan
Slide (mm): 200
Movimientos de cursor
transversal (mm): 250
Diámetro del agujero en
Torrecilla (mm): 32
Largo x Ancho de la bancada
(mm): 1400 x 230
Peso neto / bruto (kgs.): 1800 / 2200
Dimensiones (mm): 1800x1100x
1500
Volumen del embarque (m3): 3.00
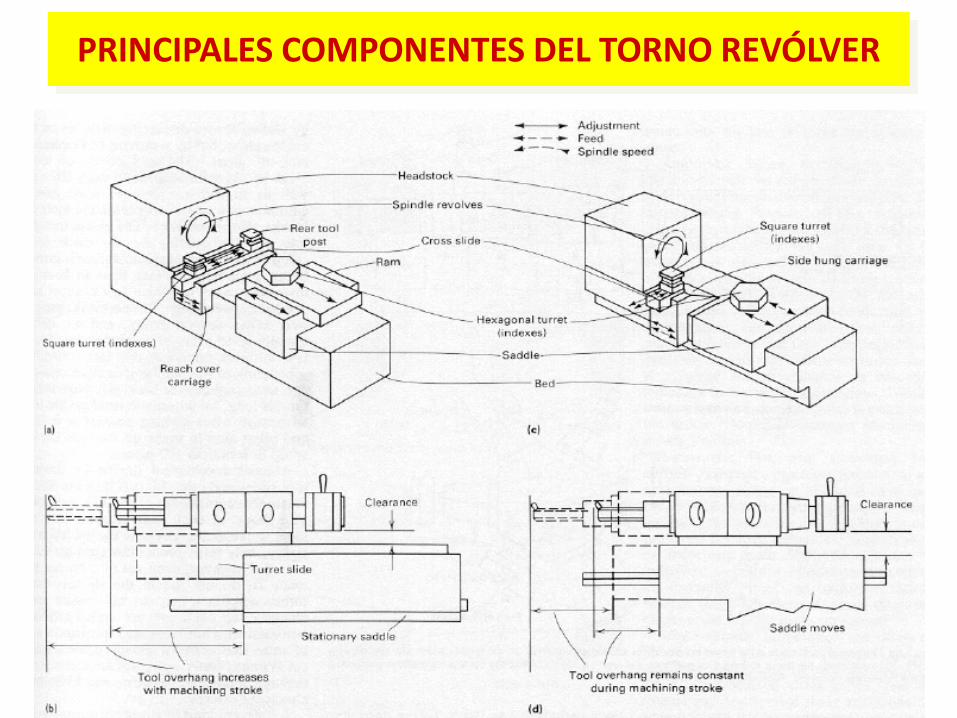
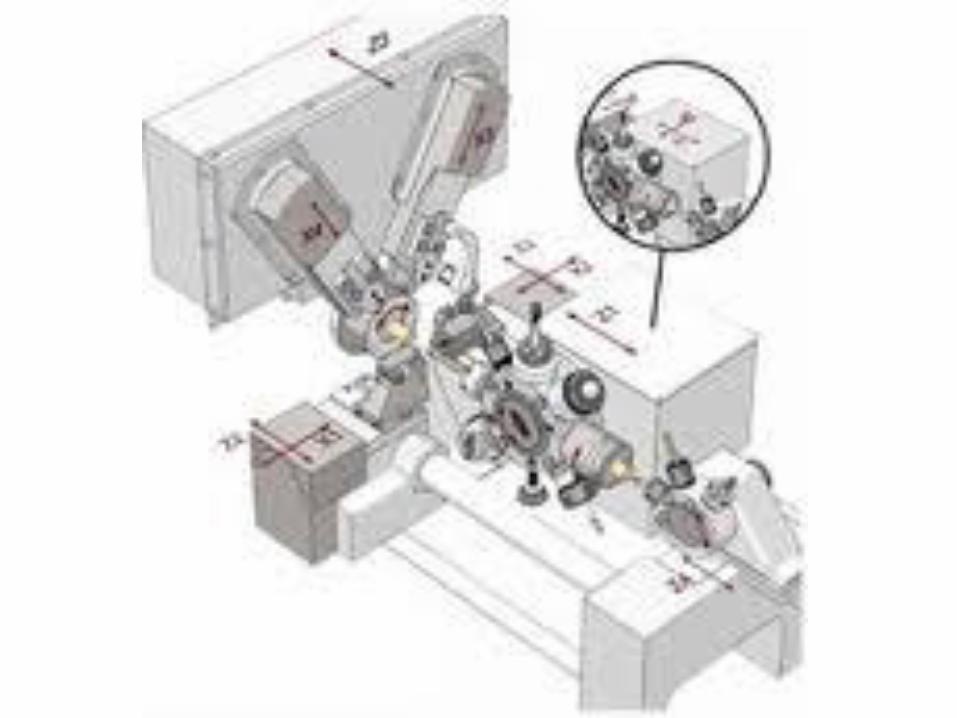
PRINCIPALES COMPONENTES DEL TORNO REVÓLVER
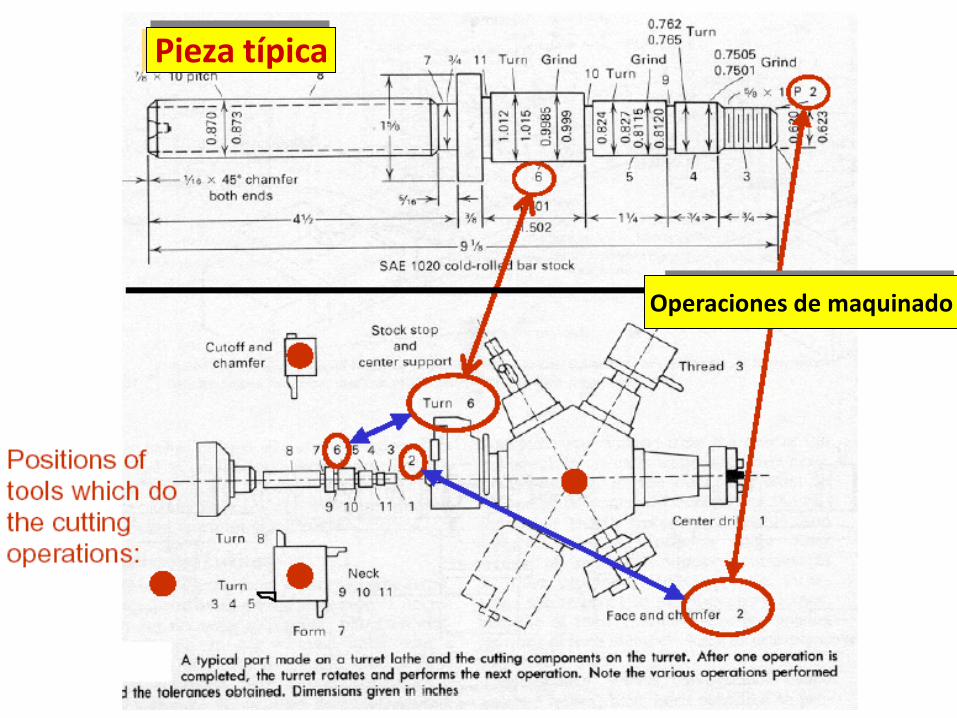
Pieza típica
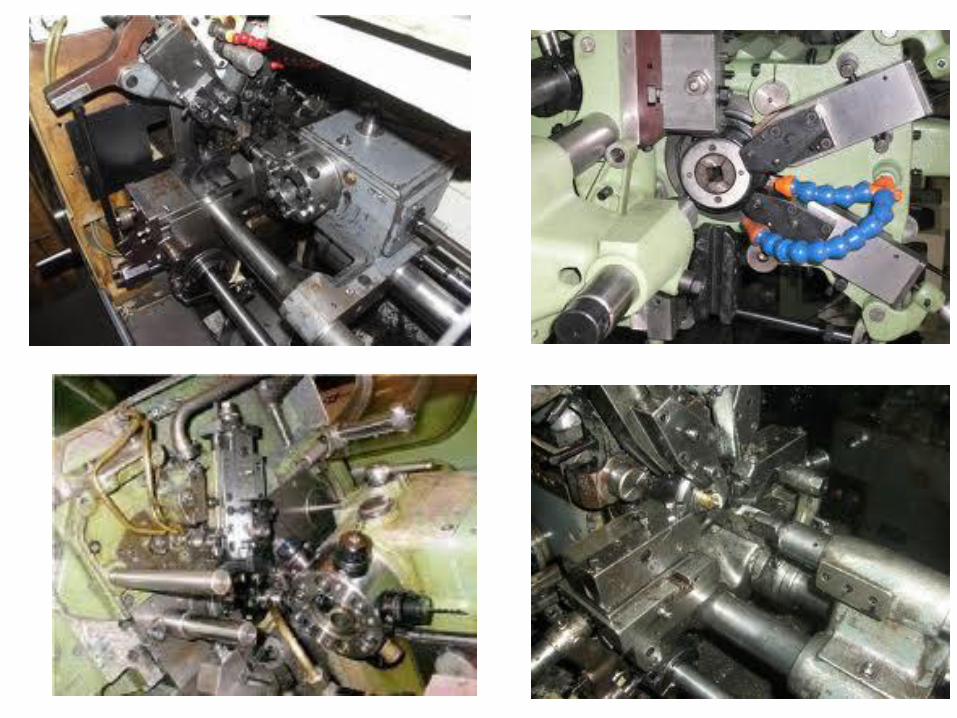
Operaciones de maquinado
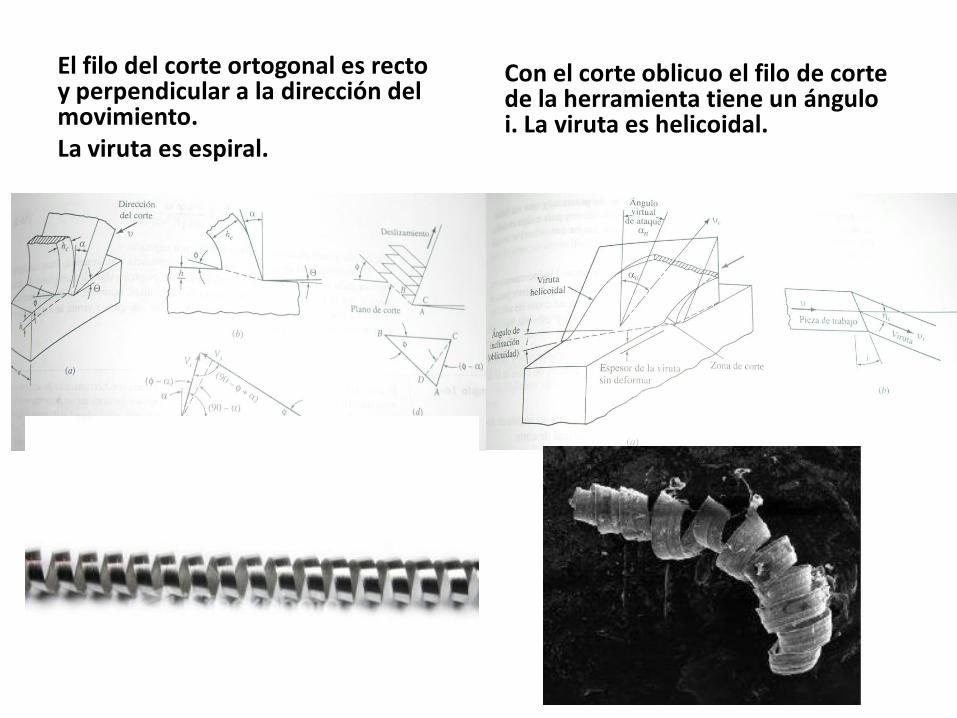
El filo del corte ortogonal es recto y perpendicular a la dirección del movimiento. La viruta es espiral.
Con el corte oblicuo el filo de corte de la herramienta tiene un ángulo i. La viruta es helicoidal.
Lubricantes • La remoción de viruta ocasiona un
calentamiento por fricción en la pieza.
• Las funciones del lubricante son: – Enfriar – Lubricar – remover la viruta.
• Al lubricar la zona de trabajo se mejora el acabado superficial y se disminuye el consumo de la potencia.
• Permite el incremento de la velocidad de corte.
• Los lubricantes pueden ser aceites minerales con aditivos, emulsiones, fluidos semisinteticos, fluidos sintéticos.
Viruta
• Dependiendo de la velocidad, ángulo de ataque, material varia la forma de la viruta.
• La viruta puede ser continua o corta.
• La viruta continua es difícil de remover y puede tapar la zona de trabajo enredándose en la pieza o la herramienta.
• La viruta continua se forma al maquinar materiales dúctiles a condiciones estables.
• Para romper la viruta continua: – Se incrementa el ángulo de ataque.
– Se puede forzar a doblarse y golpear la con una obstrucción.

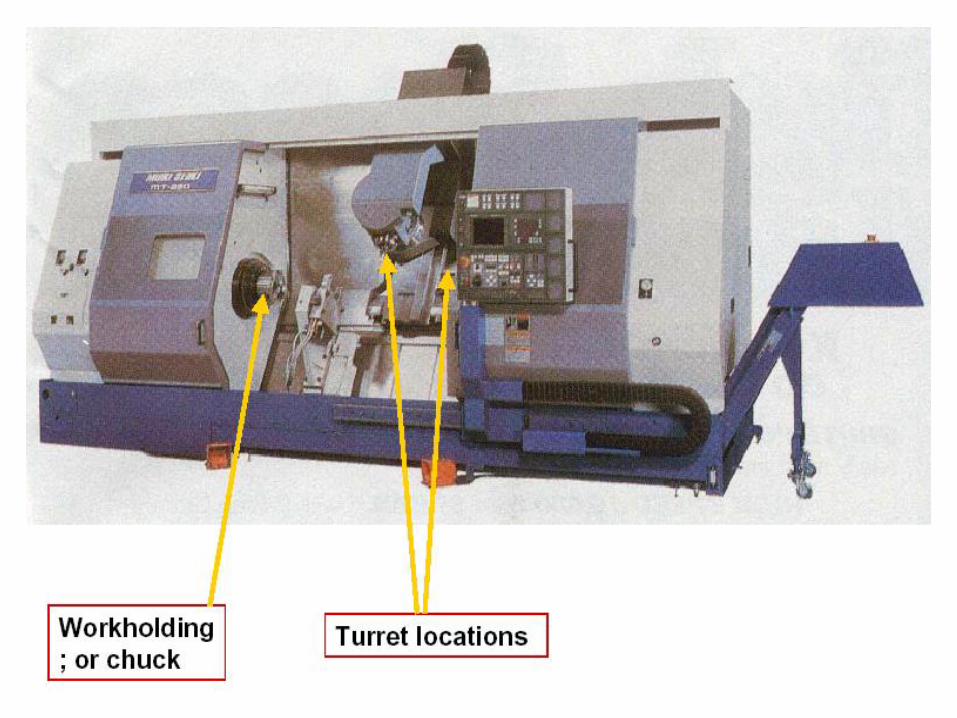
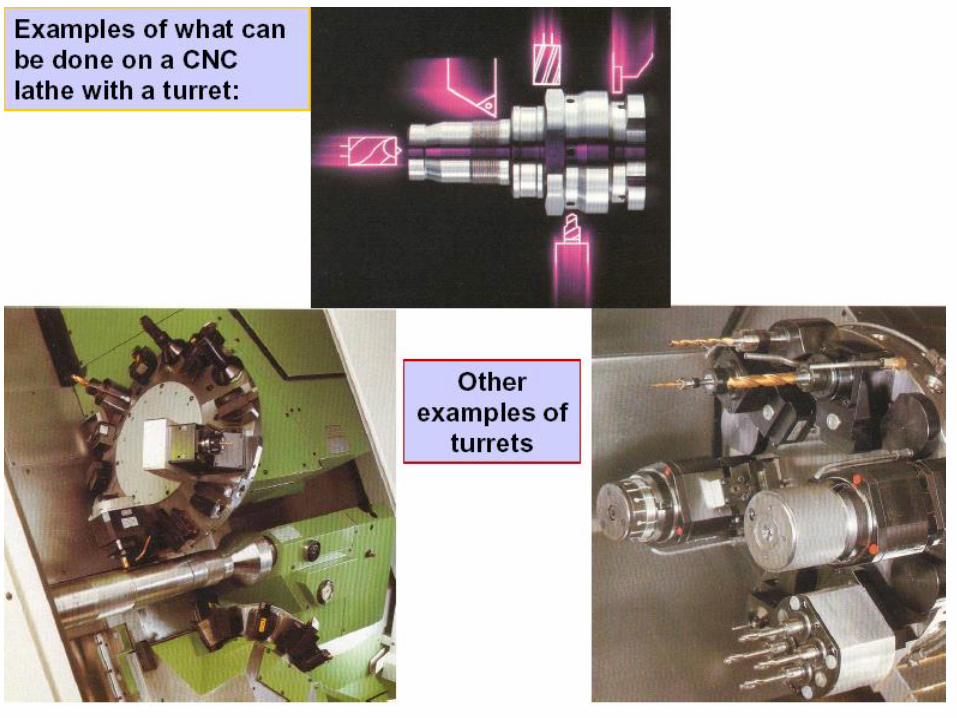
TORNOS AUTOMÁTICOS




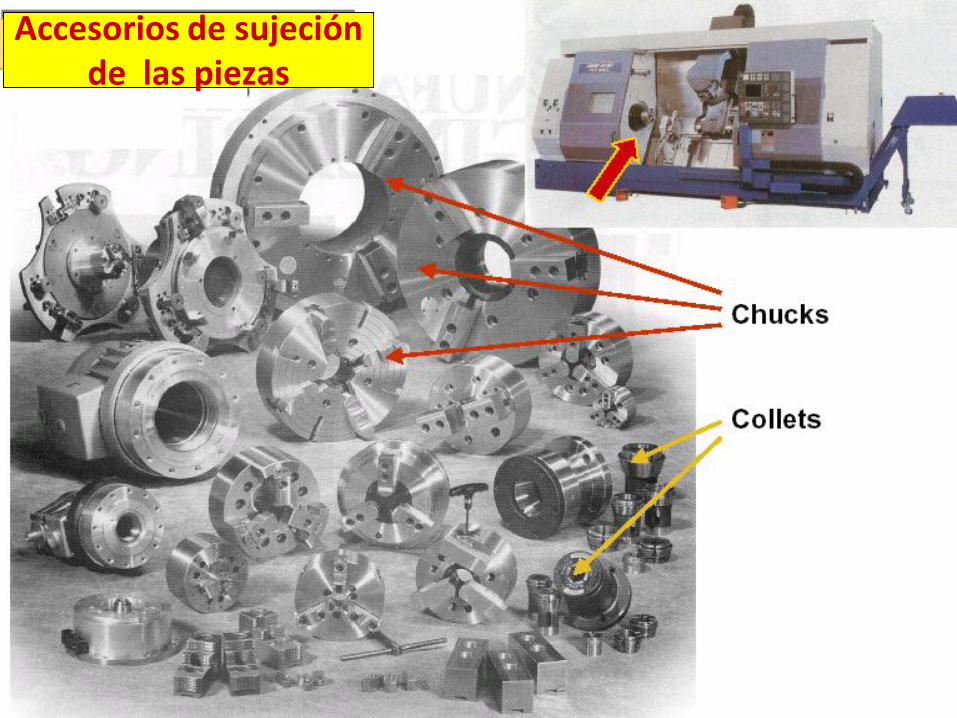
Accesorios de sujeción de las piezas
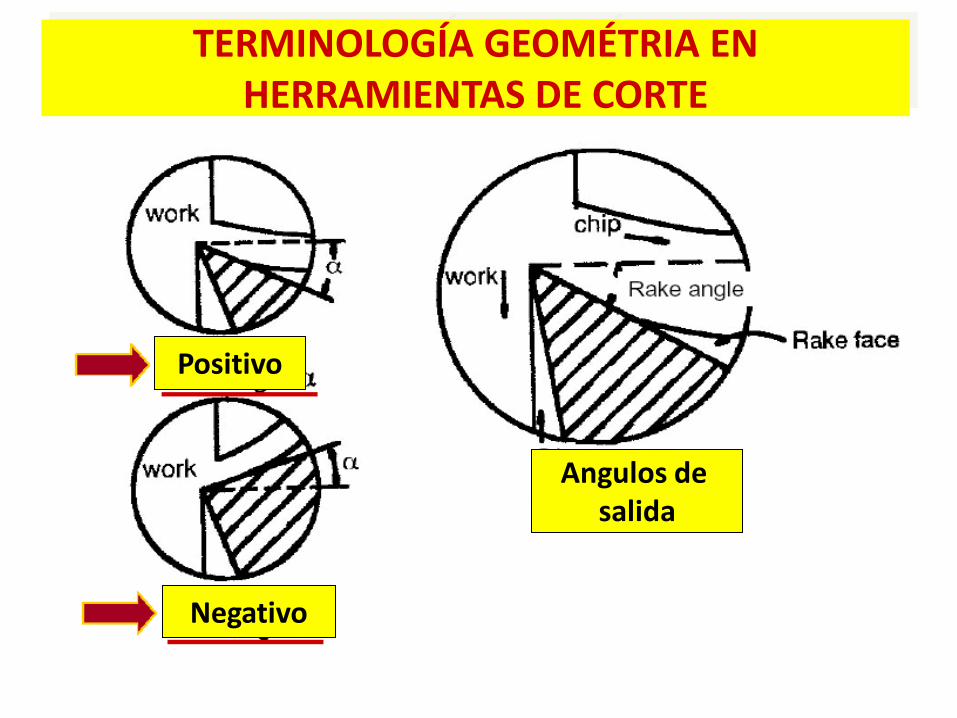
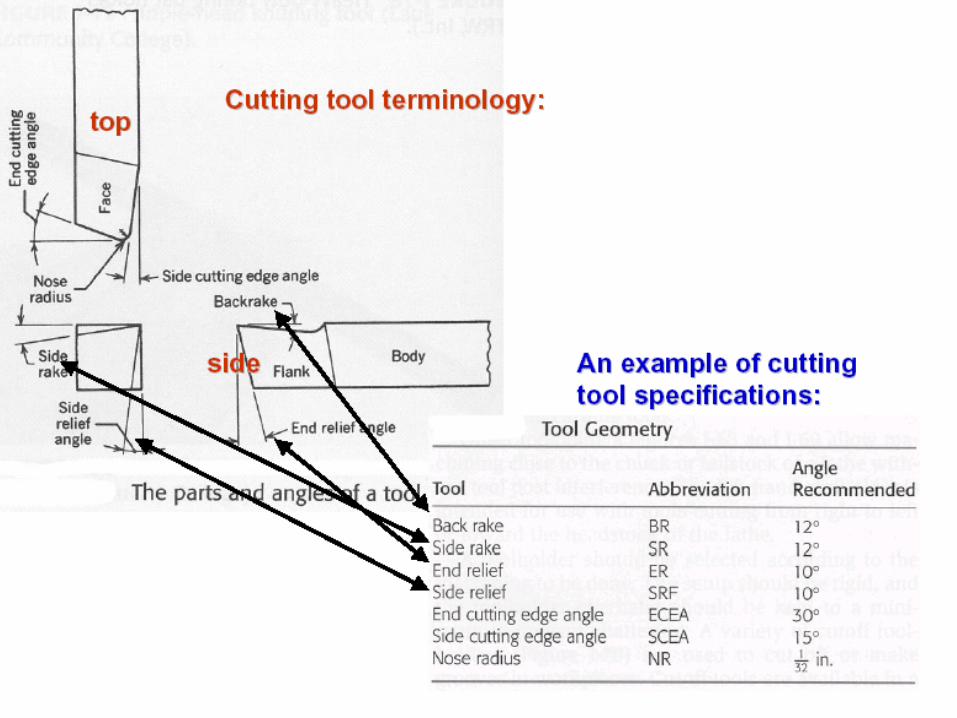
TERMINOLOGÍA GEOMÉTRIA EN HERRAMIENTAS DE CORTE
Positivo
Negativo
Angulos de salida
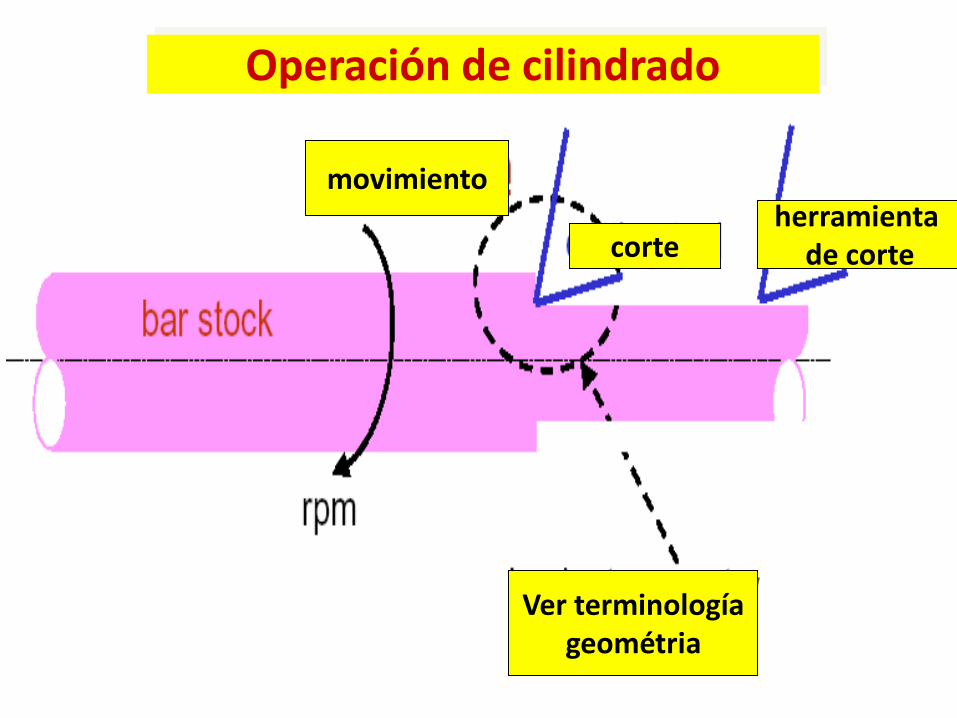
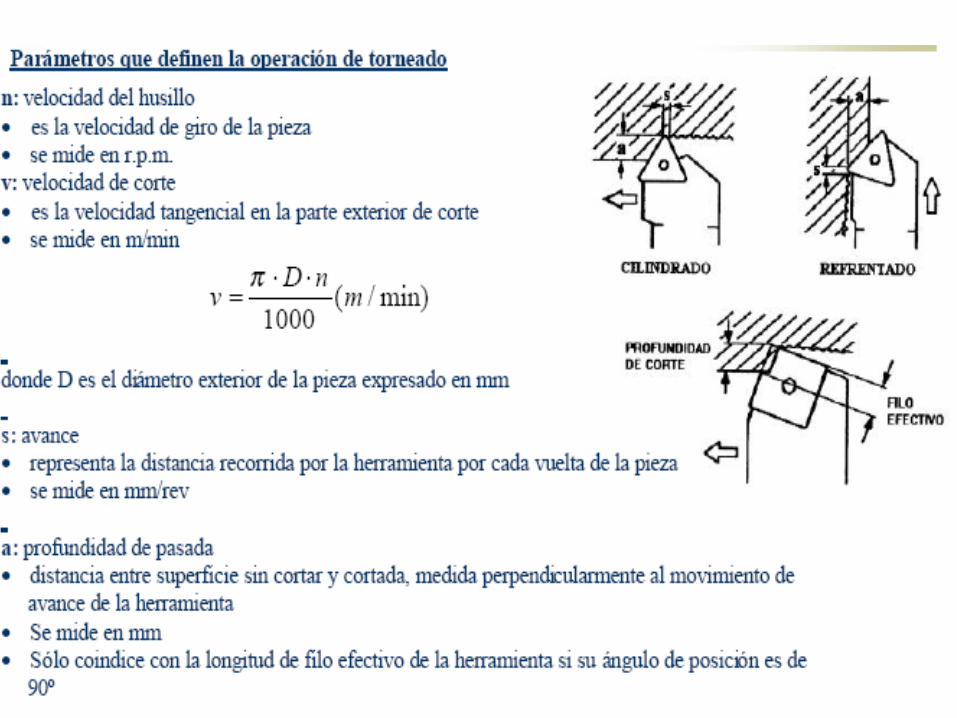
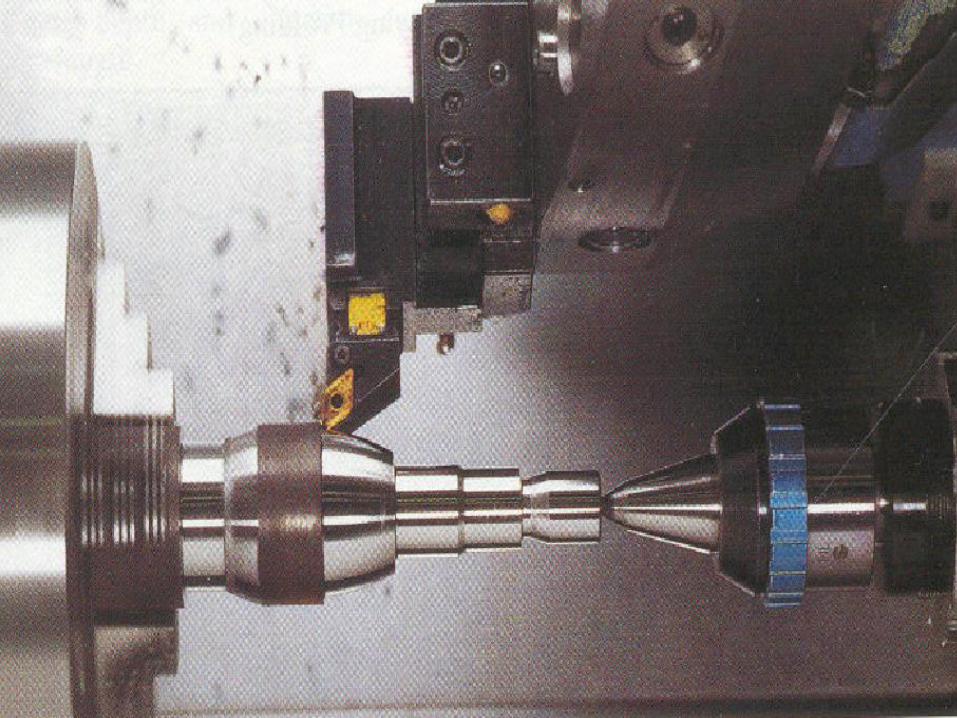
Operación de cilindrado
movimiento herramienta
de corte corte
Ver terminología geométria

Centro Giratorio
Accesorios de Máquina-Herramientas
Punto de Reserva para Centros Giratorios
Centro de Tubo Centro
/ Punto Muerto
Escariador Expansivo
Portabroca con llave
(mandril) Manguito para Broca Eje para Portaborca