台灣銲接協會 twsen 970 non -destructive examination of fusion welds -visual examination en...
TRANSCRIPT
-1-
印行年月年月 本標準非經本協會同意不得翻印
台灣銲接協會
TWS 總號
類號
ICS 25.160.40
3 8 0 5
台 灣 銲 接 協 會 印 行 公 布 日 期 修 訂 公 布 日 期 103 年 11 月 1 日 年 月 日
(共 20頁)
銲接作業者檢定試驗─熔融銲接─鈦及
鈦合金/鋯及鋯合金
※
Approval Testing of Welders-Fusion Welding-
Titanium and titanium alloys, Zirconium and zirconium alloys
目錄
節次 頁次
1 .適用範圍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
2 .引用標準 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
3 .用語及定義 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .符號及英文縮寫 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .1 通則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .2 試驗材 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .3 消耗材料 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4 .4 雜項 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5 .檢定試驗的必要參數 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5 .1 通則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
5 .2 銲接方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .3 接頭型式 (對接銲及填角銲 ) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .4 材料分類 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .5 消耗性材料 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .6 尺度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .7 試驗材數量 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
5 .8 銲接姿勢 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
6 .銲接作業者的檢定認可範圍 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
6 .1 通則 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
6 .2 銲接方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
6 .3 接頭型式 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
6 .4 .材料分類 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
6 .5 消耗性材料 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
6 .6 尺度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
6 .7 銲接姿勢 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
7 .檢驗與試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
7 .1 監督 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
7 .2 試驗材的形狀及尺度 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
7 .3 銲接條件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
-2-
TWS 3805
7.4 試驗方法 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
7 .5 試驗材和試片 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
8 .試驗材的合格要求 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
9 .再試驗 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
10.有效期限 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
10.1 初始檢定認可 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
10.2 展延期限 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
11.證書 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
12.標示 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17
附錄 A(參考)專業知識 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19
-3-
TWS 3805
前言
本標準係依標準法之規定,經國家標準審查委員會審定,由主管機關公布之中華民國國
家標準。
依標準法第四條之規定,國家標準採自願性方式實施。但經各該目的事業主管機關引用
全部或部分內容為法規者,從其規定。
本標準並未建議所有安全事項,使用本標準前應適當建立相關維護安全與健康作業,並
且遵守相關法規之規定。
本標準之部分內容,可能涉及專利權、商標權與著作權,主管機關及標準專責機關不負
責任何或所有此類專利權、商標權與著作權之鑑別。
-4-
TWS 3805
1.適用範圍
本標準規定鈦、鋯熔融銲接的銲接作業者的檢定試驗之基本要求、檢定認可範圍、試
驗條件、合格要求及證書發給。
本標準另一目的是對各應用領域銲接作業者檢定的技能檢定提供檢查單位 (機構 )互
相的基礎。
除應用之標準中規定適用更嚴格試驗外,依本標準實施試驗。
檢定試驗期間,應要求銲接作業者展示適合的實務經驗,及其要檢定項目的銲接方
法、材料及安全要求等專業知識 (專業知識不強制要求測試,詳細內容參考附錄 A)。
當買方、檢驗機構或其它組織要求銲接作業者作檢定試驗時,可應用本標準。
本標準適用手工或半自動熔融銲接方法;但不含機械化及自動化的方法 (參照 5.2)。
本標準檢定試驗涵蓋銲接作業者對列於 5.4 中各種材料經鍛製、鍛造或鑄造之半成品
及成品的工件。
檢定試驗證書是由具獨立責任之檢查者或檢查部門 (機構 )發給。
2.引用標準
下列標準因本標準所引用,成為本標準之一部分。下列引用標準適用最新版 (包括補充
增修 )。
CNS 12831 銲接詞彙
CNS 13002 銲接姿勢
CNS XXXX 銲接作業者檢定試驗─熔融銲接─鋼鐵材料
CNS XXXX 銲接作業者檢定試驗─熔融銲接─鋁及鋁合金
CNS XXXX 金屬材料銲接程序規範書及其檢定-銲接程序試驗-第 1 部:鋼
的電弧銲接及氣銲、鎳及鎳合金的電弧銲接
EN 287-1 Apporval test ing of welders -Fusion welding-Part1:Steels
EN 288-2 Specificat ion and approval of welding procedures for metal l ic
mater ials -Part2:Welding procedure specificat ion fro arc welding
EN 571-1 Non destructive test ing-Penetrant test ing-Penetrant
test ing-Part1:General pr inciples
EN 910 Destructive tests on welds in metal l ic mater ials -bend tests
EN 970 Non-destructive examination of fusion welds -Visual examination
EN 1289 Non-destructive examina tion of welds-Penetrant test ing of
welds-Acceptance levels
EN 1320 Destructive tests on welds in metal l ic mater ials -Fracture test
EN 1321 Destructive tests on welds in metal l ic mater ials -Macroscopic and
microscopic examination of welds
EN 1435 Non-destructive examination of welds -Radiographic examination
of welded Joints
EN ISO 4063 Welding and al l ied processes -Nmenclature of processes and
reference mumbers ( ISO 4063:1998)
EN ISO 6520-1 Welding and applied processes -Classificat ion of geometr ic
-5-
TWS 3805
imperfec tions in detal l ic mater ials -Part 1:Fusion welding(ISO
6520-1)
EN 25817 Arc-welded joints in steel -Guidance on quali ty levels for
imperfections(ISO 5817:1992)
EN ISO 6947 Welds-Working Posit ions -Definit ions of angles of slope and
rotat ion(ISO 6947:1993)
CR 12187 Weling-Guidelines for a grouping system of mater ials for welding
purposes
ISO 857 Welding,brazing and solder ing processes -Vocabulary
3 .用語及定義
CNS 12831、CNS XXXX(103 年 ISO9606-1)、CNS XXXX(103 年 ISO9606-2)所規定用
及定義適用於本標準。
4.符號及英文縮寫
4 .1 通則
當填寫試驗證明書不用很多文字敘述時,應使用下列英文字母符號及英文縮寫。
4.2 試驗材
a :公稱喉深
BW :對接銲
D :管外徑
FW :填角銲
P :板
t :板或管壁厚
T :管
z :填角銲腳長
4.3 消耗材料
nm:無填料材
wm:有填料材
4.4 雜項
bs :雙側 (雙面 )銲接
gg :銲接區有背面研磨或背面銑削
mb :有背襯銲接
nb :無背襯銲接
ng :銲接區無背面研磨或背面銑削
ss :單側 (單面 )銲接
5.檢定試驗的必要參數
5 .1 通則
為鑑別銲接作業者在指定範圍之能力,應檢查本節規定之各個準則。每一個準則均
-6-
TWS 3805
為檢定試驗重要因子。
銲接作業者檢定試驗應在試驗材上實施,同時與銲接構件的類型無關。
5.2 銲接方法
本標準包括下列銲接方法
131-惰氣遮護金屬電弧銲接 (MIG 銲接 )
141-惰氣遮護鎢極電弧銲接 (TIG 銲接 )
15-電漿電弧銲接
或其它經同意之熔融銲接方法
5.3 接頭型式 (對接銲及填角銲 )
試驗材應依 7.2 以板 (P)或管 (T)製成對接銲 (BW)或填角銲 (FW)作檢定試驗。
註:〝管〞單獨或組合使用,用於表示〝管材〞、〝管件〞或〝空心結構〞。
5.4 材料分類
鈦及鈦合金材料分類為 51、52、53 或 54,鋯及鋯合金材料分類 61 或 62。可用上述
分類內的任一材料,代表分類所有材料作檢定試驗。假如生產工作主要是鋯銲接,
則銲接作業者應以鋯作檢定試驗。
5.5 消耗性材料
認可試驗中,填料材和遮護氣體 (包括電漿氣體 )應與相關 pWPS 或 WPS 使用的母材
和方法相容。
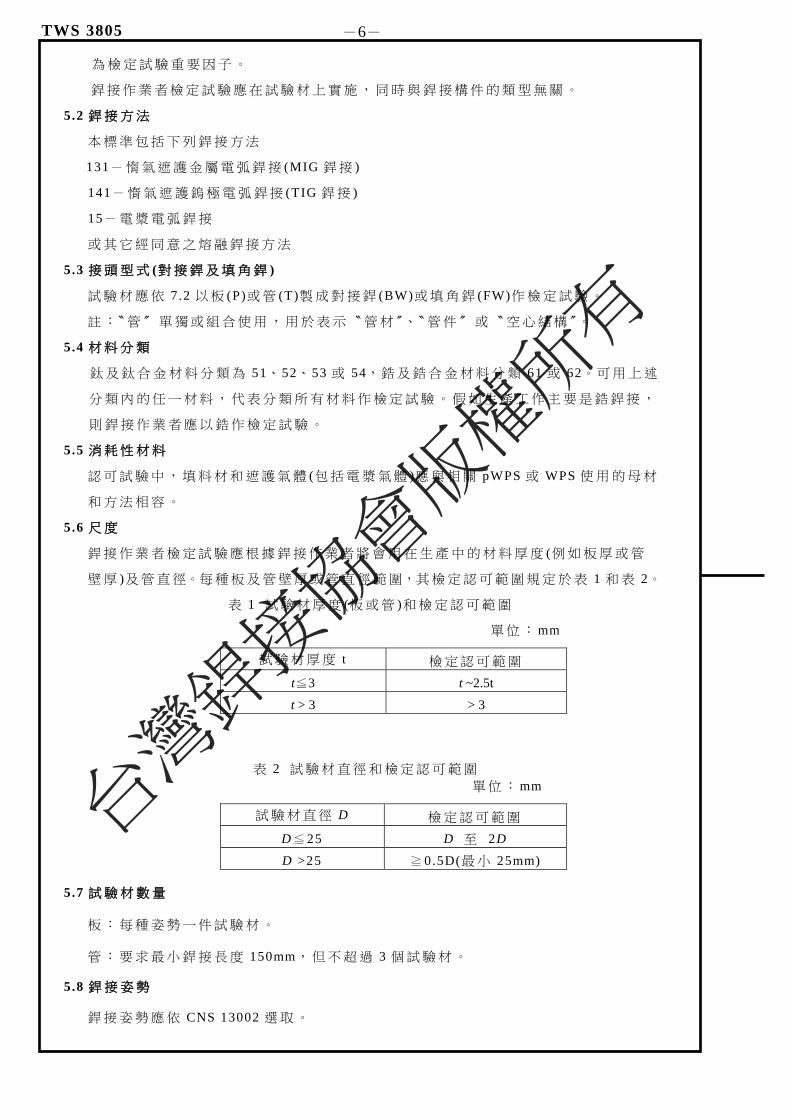
5.6 尺度
銲接作業者檢定試驗應根據銲接作業者將會用在生產中的材料厚度 (例如板厚或管
壁厚 )及管直徑。每種板及管壁厚或管直徑範圍,其檢定認可範圍規定於表 1 和表 2。
表 1 試驗材厚度 (板或管 )和檢定認可範圍
單位:mm
試驗材厚度 t 檢定認可範圍
t≦3 t ~2.5t
t > 3 > 3
表 2 試驗材直徑和檢定認可範圍
單位:mm
試驗材直徑 D 檢定認可範圍
D≦25 D 至 2D
D >25 ≧0.5D(最小 25mm)
5.7 試驗材數量
板:每種姿勢一件試驗材。
管:要求最小銲接長度 150mm,但不超過 3 個試驗材。
5.8 銲接姿勢
銲接姿勢應依 CNS 13002 選取。
-7-
TWS 3805
試驗材應依 CNS 13002 於規定各姿勢之公稱角度限度內完成銲接。
6.銲接作業者的檢定認可範圍
6 .1 通則
如同一般規則,銲接作業者檢定之試驗材所使用條件不僅用於試驗中,也用於全部
接頭,應考量兩者均易於銲接。每種試驗類型其檢定認可範圍列在下列各節及表中;
表中認可範圍涵蓋同一列中有顯示之項目。
6.2 銲接方法
每個試驗通常只檢定一種銲接方法,改變銲接方法要新的檢定試驗。不過,銲接作
業者可能藉由一個單獨的試驗來檢定超過一種的銲接方法,或者藉由兩個分開的檢
定試驗來涵蓋多種銲接方法。例如檢定要求作單側單道銲接,根部用 TIG 無背襯銲
接,填料用 MIG 的情況,銲接作業者可用下列兩者之一作檢定:
(a)於每種銲接方法認可範圍內,用同時存在多種銲方法的接頭作檢定試驗,例如無
背襯根部銲道用 TIG 銲接,次道或次層用 MIG 施銲。
(b)使用分開的檢定試驗,一個以 TIG 作無背襯根部銲道,另一個用有背襯 MIG 銲接
作完整填料 (或者亦可用 MIG 作有或無背面研磨或銑削的兩側銲接 )。
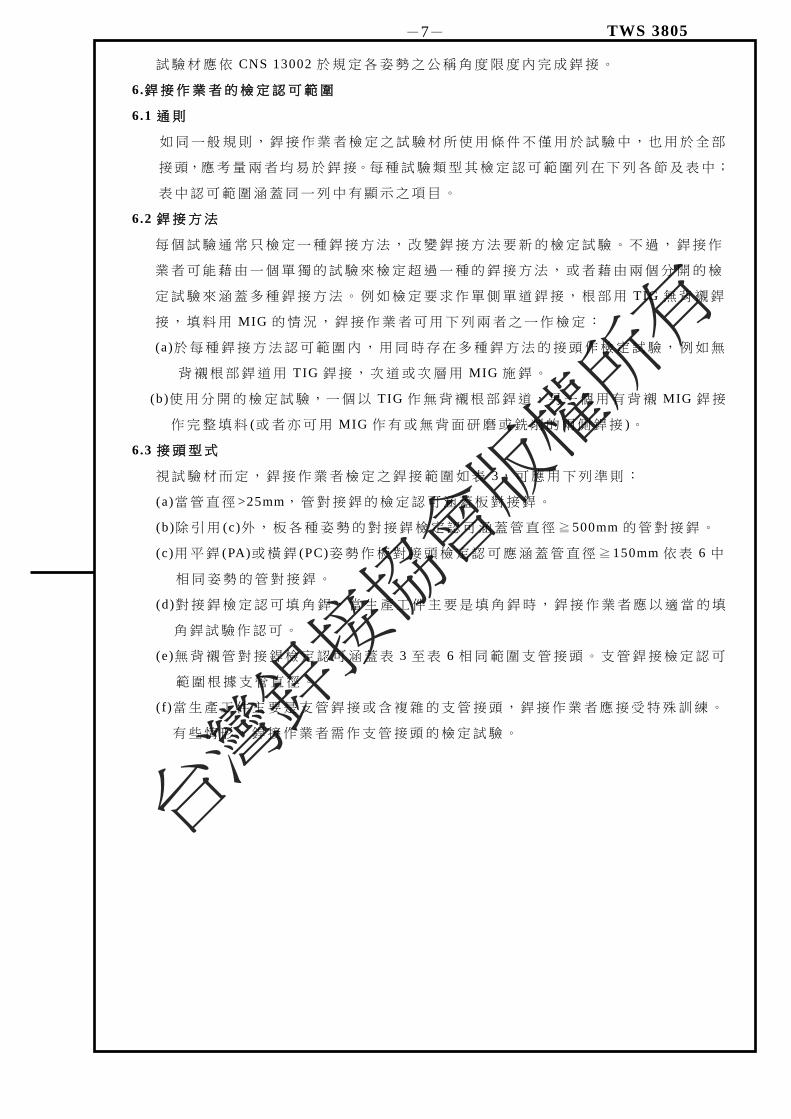
6.3 接頭型式
視試驗材而定,銲接作業者檢定之銲接範圍如表 3,可應用下列準則:
(a)當管直徑 >25mm,管對接銲的檢定認可涵蓋板對接銲。
(b)除引用 (c)外,板各種姿勢的對接銲檢定認可涵蓋管直徑≧500mm 的管對接銲。
(c)用平銲 (PA)或橫銲 (PC)姿勢作板對接頭檢定認可應涵蓋管直徑≧150mm 依表 6 中
相同姿勢的管對接銲。
(d)對接銲檢定認可填角銲,當生產工件主要是填角銲時,銲接作業者應以適當的填
角銲試驗作認可。
(e)無背襯管對接銲檢定認可涵蓋表 3 至表 6 相同範圍支管接頭。支管銲接檢定認可
範圍根據支管直徑。
( f)當生產工件主要是支管銲接或含複雜的支管接頭,銲接作業者應接受特殊訓練。
有些情形,銲接作業者需作支管接頭的檢定試驗。
-8-
TWS 3805
表 3 對接接頭試驗的檢定認可範圍 (銲接型式細部說明 )
銲接型式細部說明
檢定認可範圍
板之對接銲 管之對接銲
單側銲接
ss
雙側銲接
bs
單側銲接
ss
有背襯
mb
無背
襯
nb
有研
磨
gg
無研
磨
ng
有背襯
mb
無背襯
nb
板
之
對
接
銲
單側銲接
ss
有背襯 mb * - ○ - (1) -
無背襯 nb ○ * ○ ○ (1) (1)
雙側銲接
bs
有研磨 gg ○ - * - (1) -
無研磨 ng ○ - ○ * (1) -
管
之
對
接
銲
單側銲接
ss
有背襯 mb ○ - ○ - * -
無背襯 nb ○ ○ ○ ○ ○ *
註: ( 1 ) 參照 6.3(b)及 6.3(c)
*表示銲接作業者在檢定試驗已認可的銲接。
○表示銲接作業者被檢定認可的銲接。
-表示銲接作業者不被檢定認可的銲接。
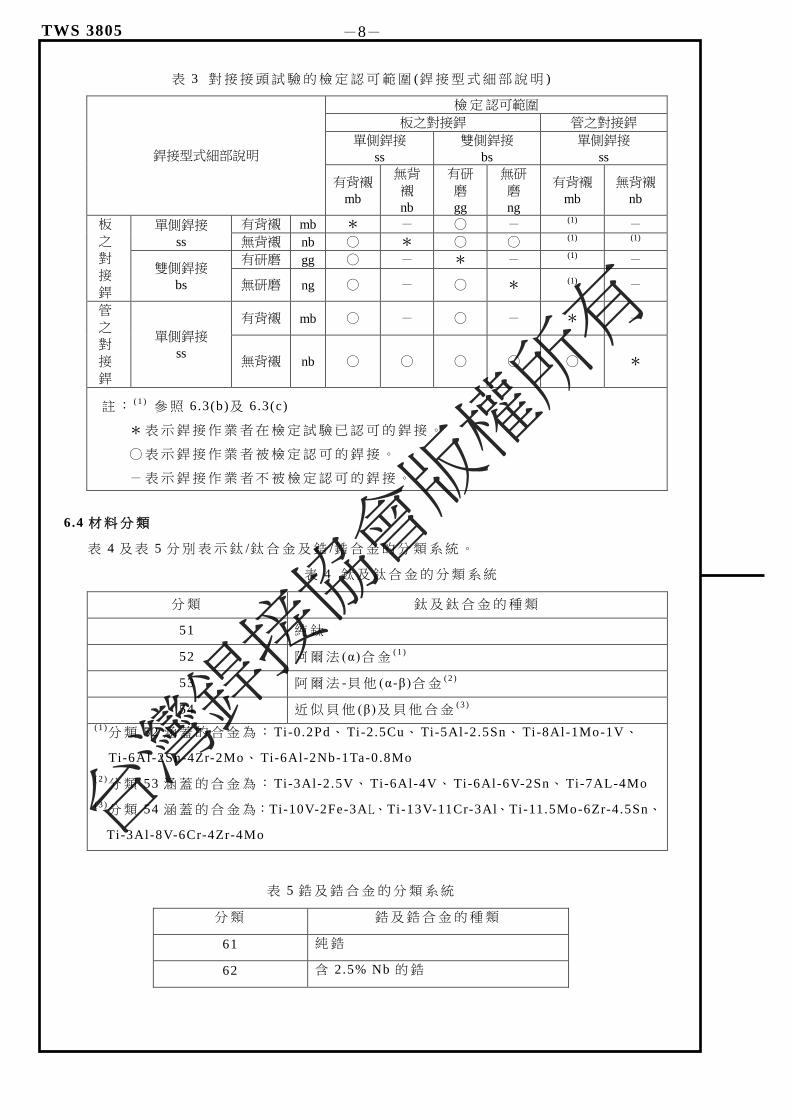
6 .4 材料分類
表 4 及表 5 分別表示鈦 /鈦合金及鋯 /鋯合金的分類系統。
表 4 鈦及鈦合金的分類系統
分類 鈦及鈦合金的種類
51 純鈦
52 阿爾法 (α)合金 ( 1 )
53 阿爾法 -貝他 (α-β)合金 ( 2 )
54 近似貝他 (β)及貝他合金 ( 3 )
( 1 )分類 52 涵蓋的合金為: Ti-0.2Pd、 Ti-2.5Cu、 Ti-5Al-2.5Sn、 Ti-8Al-1Mo-1V、
Ti-6Al-2Sn-4Zr-2Mo、 Ti-6Al-2Nb-1Ta-0.8Mo
( 2 )分類 53 涵蓋的合金為: Ti-3Al-2.5V、 Ti-6Al-4V、 Ti-6Al-6V-2Sn、 Ti-7AL-4Mo
( 3 )分類 54 涵蓋的合金為:Ti-10V-2Fe-3AL、Ti-13V-11Cr-3Al、Ti-11.5Mo-6Zr-4.5Sn、
Ti-3Al-8V-6Cr-4Zr-4Mo
表 5 鋯及鋯合金的分類系統
分類 鋯及鋯合金的種類
61 純鋯
62 含 2.5% Nb 的鋯
-9-
TWS 3805
6.5 消耗性材料
以指定之填料材及遮護氣體作檢定試驗,在相同的銲接方法下,對其它任何能和母
材分類相容銲接的填料材應給予檢定認可。
6.6 尺度
檢定認可範圍依據材料厚度 (板厚或管壁厚 )及 /或管直徑,如表 1 及表 2 所示。
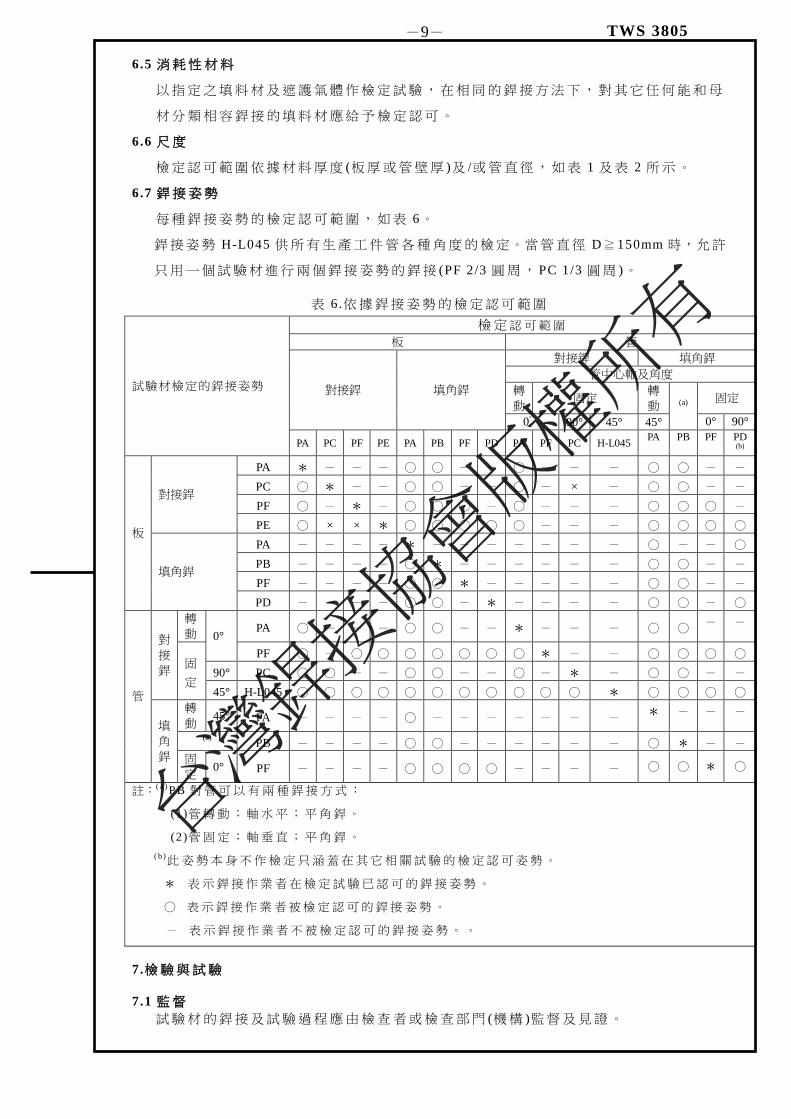
6.7 銲接姿勢
每種銲接姿勢的檢定認可範圍,如表 6。
銲接姿勢 H-L045 供所有生產工件管各種角度的檢定。當管直徑 D≧150mm 時,允許
只用一個試驗材進行兩個銲接姿勢的銲接 (PF 2/3 圓周, PC 1/3 圓周 )。
表 6.依據銲接姿勢的檢定認可範圍
試驗材檢定的銲接姿勢
檢定認可範圍
板 管
對接銲 填角銲
對接銲 填角銲
管中心軸及角度
轉
動 固定
轉
動 (a) 固定
0゜ 90° 45° 45° 0° 90°
PA PC PF PE PA PB PF PD PA PF PC H-L045 PA PB PF PD
(b)
板
對接銲
PA * - - - ○ ○ - - ○ - - - ○ ○ - -
PC ○ * - - ○ ○ - - ○ - × - ○ ○ - -
PF ○ - * - ○ ○ ○ - ○ - - - ○ ○ ○ -
PE ○ × × * ○ ○ ○ ○ ○ - - - ○ ○ ○ ○
填角銲
PA - - - - * - - - - - - - ○ - - ○
PB - - - - ○ * - - - - - - ○ ○ - -
PF - - - - ○ ○ * - - - - - ○ ○ - -
PD - - - - ○ ○ - * - - - - ○ ○ - ○
管
對
接
銲
轉
動 0° PA ○ - - - ○ ○ - - * - - - ○ ○ - -
固
定
PF ○ - ○ ○ ○ ○ ○ ○ ○ * - - ○ ○ ○ ○
90° PC ○ ○ - - ○ ○ - - ○ - * - ○ ○ - -
45° H-L045 ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ * ○ ○ ○ ○
填
角
銲
轉
動 45° PA - - - - ○ - - - - - - - * - - -
(a) PB - - - - ○ ○ - - - - - - ○ * - -
固
定 0° PF - - - - ○ ○ ○ ○ - - - - ○ ○ * ○
註:( a ) PB 對管可以有兩種銲接方式:
(1 )管轉動;軸水平;平角銲。
(2 )管固定;軸垂直;平角銲。
( b )此姿勢本身不作檢定只涵蓋在其它相關試驗的檢定認可姿勢。
* 表示銲接作業者在檢定試驗已認可的銲接姿勢。
○ 表示銲接作業者被檢定認可的銲接姿勢。
- 表示銲接作業者不被檢定認可的銲接姿勢。。
7.檢驗與試驗
7 .1 監督
試驗材的銲接及試驗過程應由檢查者或檢查部門 (機構 )監督及見證。
-10-
TWS 3805
試驗材銲接前,應由檢查者及銲接作業者共同作識別記號 (例如打鋼印或噴色漆方
式 )。
如果銲接條件不正確或銲接作業者技能顯然不符合標準要求時 (例如過度及 /或全面
修補 ),檢查者及檢查部門 (機構 )可停止試驗。
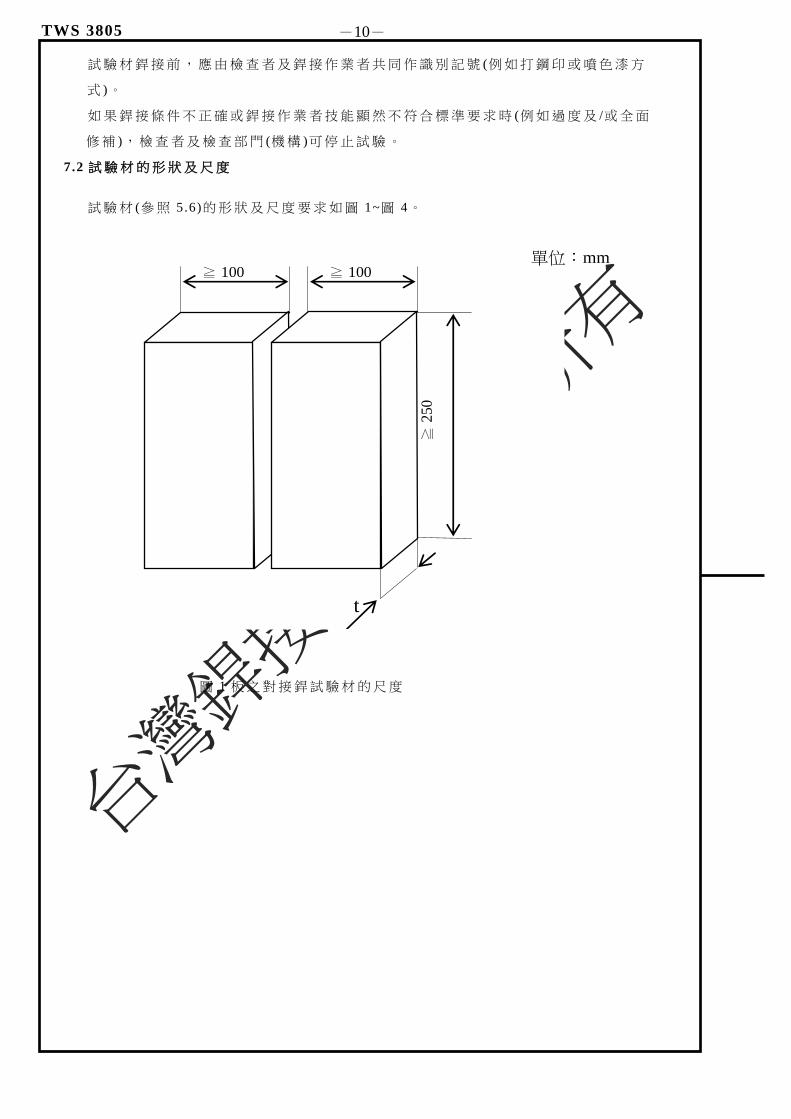
7.2 試驗材的形狀及尺度
試驗材 (參照 5.6)的形狀及尺度要求如圖 1~圖 4。
圖 1 板之對接銲試驗材的尺度
≧ 100 ≧ 100
≧ 2
50
單位:mm
t
-11-
TWS 3805
單位:mm
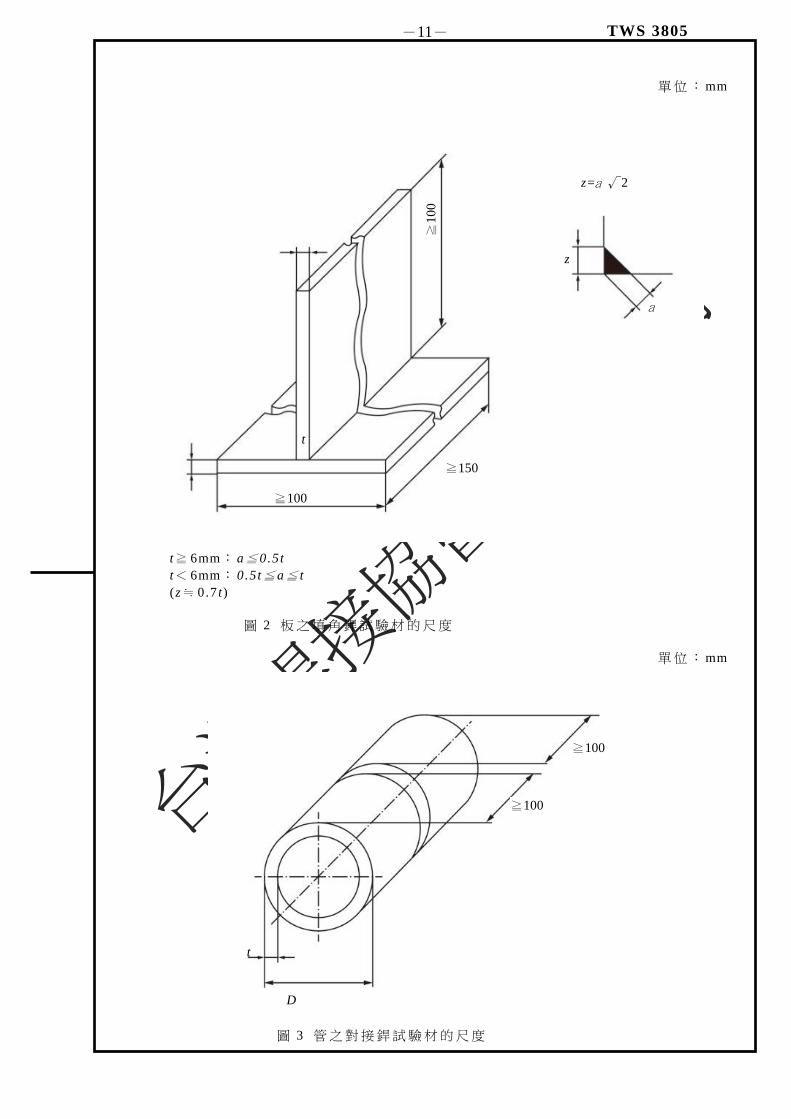
t≧ 6mm: a≦0.5t
t< 6mm: 0.5t≦a≦ t
(z≒ 0.7 t)
圖 2 板之填角銲試驗材的尺度
單位:mm
圖 3 管之對接銲試驗材的尺度
少圖
≧1
00
≧100
≧150
z
a
z=a √2
t
≧100
≧100
D
t
-12-
TWS 3805
單位:mm
7 .3 銲接條件
銲接作業者的檢定試驗應與生產中使用條件相當並遵從依 CNS XXXX(102 年, JIS
Z3421-1)完成的 WPS 或 pWPS。
應使用下列條件:
(a)試驗材的銲接時間應與同常生產條件的作業時間相當。
(b)試驗材在根部及面道,應至少有一處停弧及再起弧,且在檢驗長度內作識別以供
檢查。
(c)試驗材識別
(d)除表面曾整修之銲道外,且經檢查者及檢查單位 (機構 )允可下,銲接作業者可用
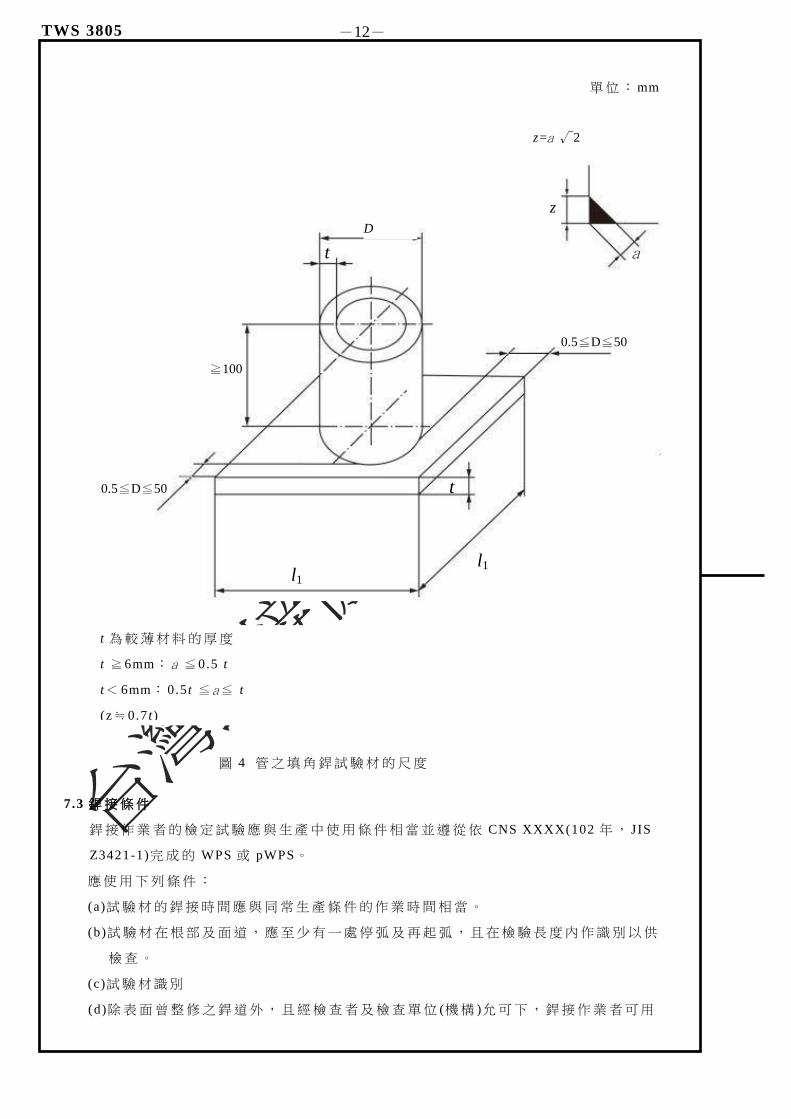
t 為較薄材料的厚度
t ≧6mm: a ≦0.5 t
t< 6mm: 0.5 t ≦a≦ t
(z≒0.7 t)
圖 4 管之填角銲試驗材的尺度
z=a √2
0.5≦D≦50
0.5≦D≦50
z
a
D
t
l1 l1
t
≧100
-13-
TWS 3805
研磨去除微小的瑕疵。
7 .4 試驗方法
每個完成的銲接應依適切標準 (例如 EN970)作目視檢驗,包括根面上及表面側邊銲
後原態的回火色。目視檢驗應以液滲檢測或其它試驗方法施行 (參照表 7)。
管的根部檢查,試驗材應切成兩半管。
如果目視檢驗及回火色評估為合格後,必須再作表 7 內其它強制的試驗。
在機械性質試驗前,有使用背襯時應先去除。試驗材可用機械方法切開或去除起始
端及收尾端至少 25mm 部份 (圖 5 及 6)。
表 7 試驗方法
試驗方法 板之對接銲 管之對接銲 填角銲
目視 強制 強制 強制
彎曲 強制 強制 -
破裂 - - 強制
液滲 非強制 非強制 非強制
巨觀 (包括硬度 ) 非強制 非強制 非強制
射線 非強制 非強制 -
7.5 試驗材和試片
7 .5 .1 通則
7.5.2 至 7.5.5 提供試驗材及試片型式、尺度及自備的細部說明,另外也指示機械
性質試驗的要求。
7.5.2 對接銲
應依適切標準 (例如 ISO 5173)作橫向彎曲試驗,彎曲角度應為 180゜。
至少應作兩件背彎及兩件表面彎試驗 (管,參照圖 5)。通常,壓具或內滾輪直徑應
為:
-分類 51 是 4 t
-分類 52、 53、 54 及 61、 62 是 6 t
視母材的延性而定,經同意可使用較大直徑的壓具或內滾輪直徑。
板或管壁厚≧10mm 時,橫向彎曲試驗可用 4 件側彎試驗替代。
射線檢測時,試驗材應在銲後原態下,依適切標準符合其要求 (例如 ISO1106-1 或
ISO1106-2, leve1 B)。
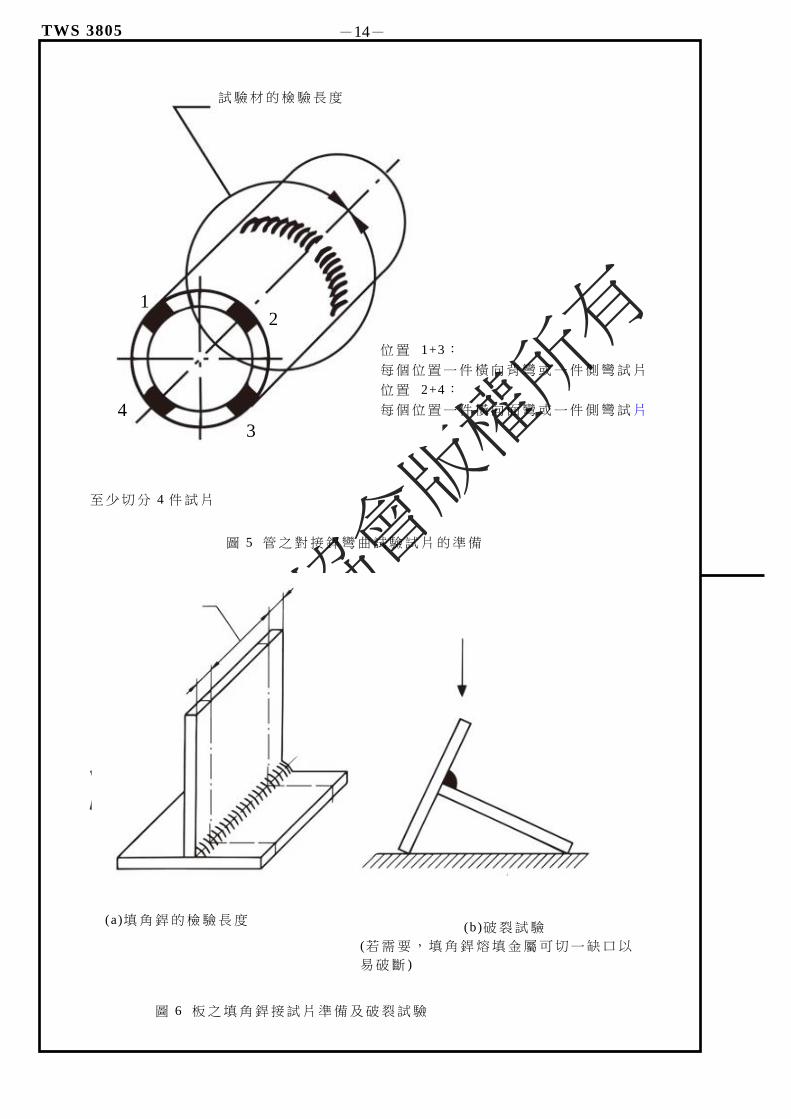
7.5.3 板之填角銲
破裂試驗應依適切標準 (例如 EN 1320)實施;有需要時試驗材可切成數個試片〔參
照圖 6(a)〕。每個試片應依圖 6(b)顯示的位置來破斷,並於破斷後作檢查。
有巨觀試驗時,應自檢驗長度等距位置至少取 4 件試片。巨觀試驗應依適切標準 (例
如 EN 1321)實施。
-14-
TWS 3805
圖 5 管之對接銲彎曲試驗試片的準備
至少切分 4 件試片
試驗材的檢驗長度
位置 1+3:
每個位置一件橫向背彎或一件側彎試片
位置 2+4:
每個位置一件橫向面彎或一件側彎試片
3 4
1 2
(b)破裂試驗
(若需要,填角銲熔填金屬可切一缺口以
易破斷 )
(a)填角銲的檢驗長度
圖 6 板之填角銲接試片準備及破裂試驗
-15-
TWS 3805
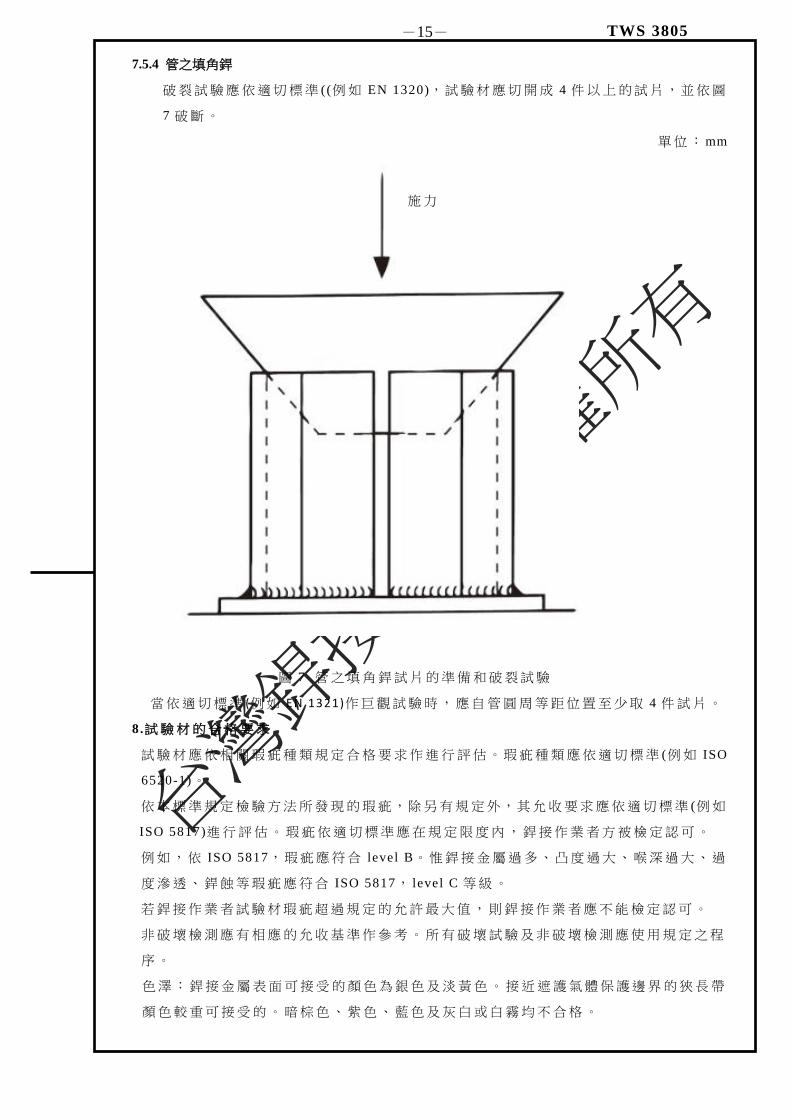
7.5.4 管之填角銲
破裂試驗應依適切標準 ( (例如 EN 1320),試驗材應切開成 4 件以上的試片,並依圖
7 破斷。
單位:mm
圖 7 管之填角銲試片的準備和破裂試驗
當依適切標準 (例如 EN 1321)作巨觀試驗時,應自管圓周等距位置至少取 4 件試片。
8.試驗材的合格要求
試驗材應依相關瑕疵種類規定合格要求作進行評估。瑕疵種類應依適切標準 (例如 ISO
6520-1)。
依本標準規定檢驗方法所發現的瑕疵,除另有規定外,其允收要求應依適切標準 (例如
ISO 5817)進行評估。瑕疵依適切標準應在規定限度內,銲接作業者方被檢定認可。
例如,依 ISO 5817,瑕疵應符合 level B。惟銲接金屬過多、凸度過大、喉深過大、過
度滲透、銲蝕等瑕疵應符合 ISO 5817, level C 等級。
若銲接作業者試驗材瑕疵超過規定的允許最大值,則銲接作業者應不能檢定認可。
非破壞檢測應有相應的允收基準作參考。所有破壞試驗及非破壞檢測應使用規定之程
序。
色澤:銲接金屬表面可接受的顏色為銀色及淡黃色。接近遮護氣體保護邊界的狹長帶
顏色較重可接受的。暗棕色、紫色、藍色及灰白或白霧均不合格。
施力
-16-
TWS 3805
彎曲試驗:試片應均勻的彎曲,且銲接區、熱影響區和母材與壓具半徑密合。如此可
顯示銲接期間帶入的氣體不會降低銲接區延性,且銲接對母材成形不會有不良影響。
9.再試驗
任一試驗材若未遵從本標準要求,銲接作業者應做新的試驗材。
如果試驗失敗是歸因於銲接作業者的技術不足,則銲接作業者將被視為再試驗前若未
經過進一步訓練,應無能力符合本標準的要求。
如果試驗失敗是由於冶金的或其它外在的原因,或者是無法直接歸因於銲接作業者的
技術時,為能評估品質應要求在完整新的試驗材料及 /或新的試驗條件下增加一次試
驗。
10.有效期限
10 .1 初始檢定認可
自通過試驗要求之日起銲接作業者檢定認可即生效。此日期可與發行證書日期不
同。
銲接作業者檢定有效期限,於銲接管理者或雇主提供 6 個月期間符合之相關證明
後,為期兩年,且應滿足下列情況:
(a)銲接作業者應合理在認可範圍連續從事銲接工作;允許有 6 個月以內中斷期。
(b)應無特定原因可質疑銲接作業者的技能和專業知識。
若上述任一條件不具備時,應被撤消或廢止檢定認可。
10 .2 展延期限
證書檢定有效期限可對原檢定認可範圍展延 2 年期限;應依 10.1 提供滿足下列之
每個條件:
(a)銲接作業者完成的生產銲接已符合要求的品質;
(b)試驗記錄 (例如半年份射線檢測文件或破壞試驗測試報告等 ),應與銲接作業者檢
定證書一起作成檔案並維持之。
檢查者或檢查部門 (機構 )應對上述條件及其內容確認符合後,簽署銲接作業者檢定
試驗證書的展延。
11.證書
應先確認銲接作業者已通過檢定試驗。所有相關的試驗條件必須記錄在證書上。如
果銲接作業者任一項試驗失敗則不應發給證書。
證書應由具獨立責任的檢查者或檢查部門 (機構 )發行,且應包含 CNS XXXX(ISO
9606-1,103 年 ) 附錄 A 所有詳細資訊,銲接作業者檢定試驗證書格式建議使用 CNS
XXXX 附錄 A(ISO 9606-1,103 年 )。若用其它格式的銲接作業者檢定試驗證書,亦應
包含 CNS XXXX 附錄 A(ISO 9606-1,103 年 )的內容。
製造者的 pWPS 或 WPS 應依本標準提供材料、銲接姿勢、銲接方法、認可範圍等相
關資料。
銲接作業者的檢定試驗證書應中、英文並列。
專業知識 (參照附錄 B)的檢查應使用〝合格〞或〝未測試〞標示。
認可試驗任何的必要參數超過允許的範圍,應重新試驗並獲得新的證書。
-17-
TWS 3805
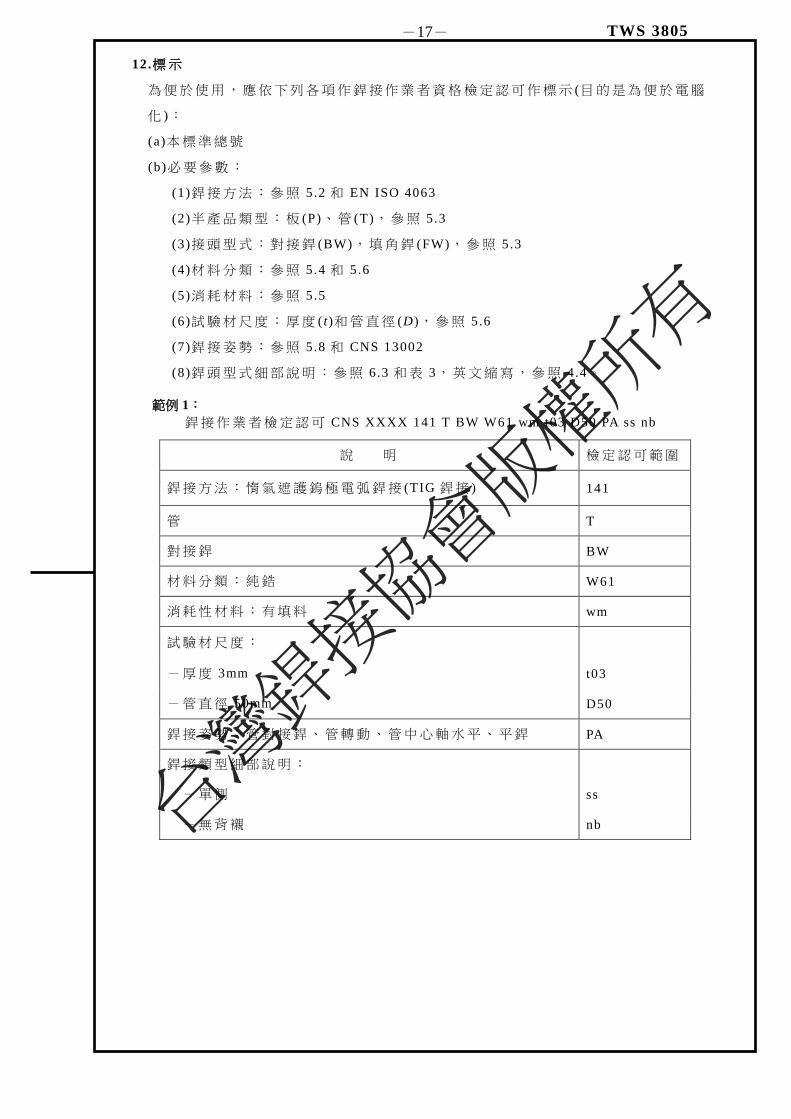
12.標示
為便於使用,應依下列各項作銲接作業者資格檢定認可作標示 (目的是為便於電腦
化 ):
(a)本標準總號
(b)必要參數:
(1)銲接方法:參照 5.2 和 EN ISO 4063
(2)半產品類型:板 (P)、管 (T),參照 5.3
(3)接頭型式:對接銲 (BW),填角銲 (FW),參照 5.3
(4)材料分類:參照 5.4 和 5.6
(5)消耗材料:參照 5.5
(6)試驗材尺度:厚度 ( t)和管直徑 (D),參照 5.6
(7)銲接姿勢:參照 5.8 和 CNS 13002
(8)銲頭型式細部說明:參照 6.3 和表 3,英文縮寫,參照 4.4。
範例 1:
銲接作業者檢定認可 CNS XXXX 141 T BW W61 wm t03 D50 PA ss nb
說 明 檢定認可範圍
銲接方法:惰氣遮護鎢極電弧銲接 (TIG 銲接 ) 141
管 T
對接銲 BW
材料分類:純鋯 W61
消耗性材料:有填料 wm
試驗材尺度:
-厚度 3mm t03
-管直徑 50mm D50
銲接姿勢:管對接銲、管轉動、管中心軸水平、平銲 PA
銲接類型細部說明:
-單側 ss
-無背襯 nb
-18-
TWS 3805
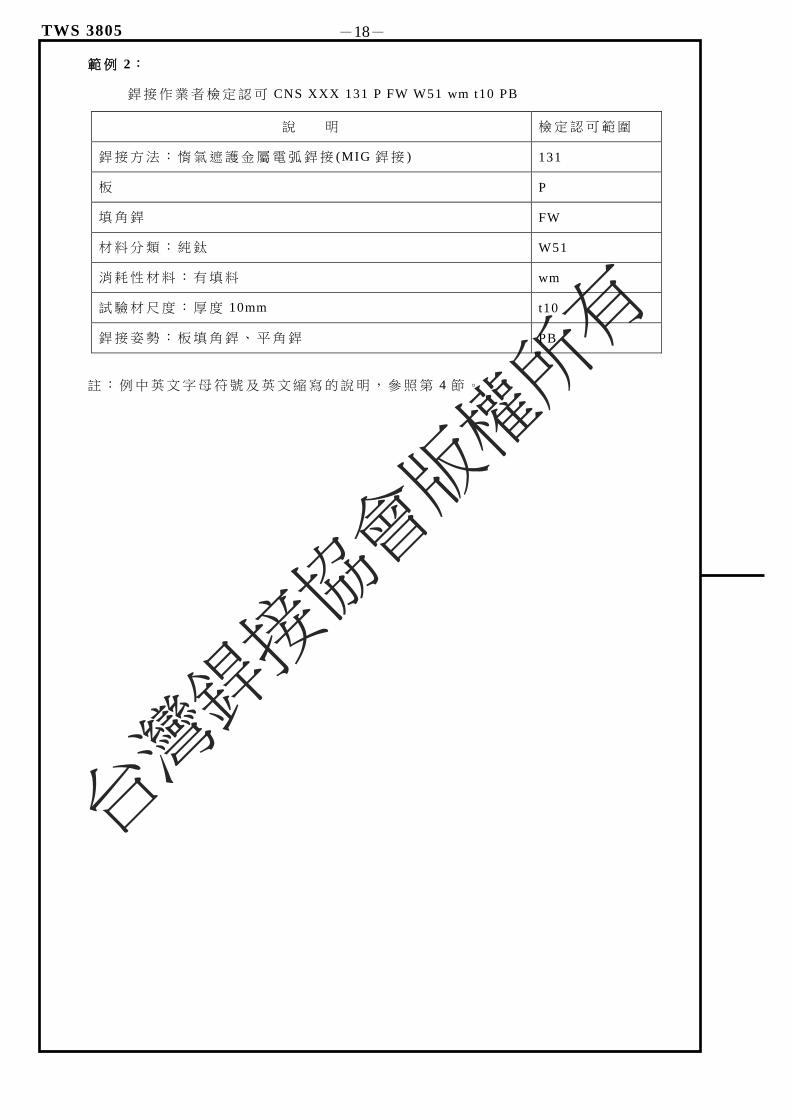
範例 2:
銲接作業者檢定認可 CNS XXX 131 P FW W51 wm t10 PB
說 明 檢定認可範圍
銲接方法:惰氣遮護金屬電弧銲接 (MIG 銲接 ) 131
板 P
填角銲 FW
材料分類:純鈦 W51
消耗性材料:有填料 wm
試驗材尺度:厚度 10mm t10
銲接姿勢:板填角銲、平角銲 PB
註:例中英文字母符號及英文縮寫的說明,參照第 4 節。
-19-
TWS 3805
附錄 A (參照 )
專業知識
A.1 通則
建議對專業知識作測試,但不強制。
但有一些國家會要求銲接作業者經過專業知識測試。若有作專業知識測試,則應記
載於銲接作業者資格證書上。
本附錄專業知識為確保銲接作業者能依循程序及遵行通常實際應用的概要。本附錄
指示的專業知識僅將是最基本水準。
由於不同國家其訓練計劃不同,在此僅提出標準化之一般目標或專業知識的類別,
實際問題應由各國制定銲接作業者檢定試驗的範圍 (但要包含 B.2 內容 )。
銲接作業者專業知識的實際測試,依下列任一方式或其組合進行:
(a)筆試 (選擇題 )
(b)依寫出之問題作口試
(c)電腦測試
(d)依寫出之準則作演示 /觀察測試
專業知識測試範圍僅限於檢定試驗所使用銲接方法之相關知識。
A.2 要求
A.2.1 電弧銲接
A.2.1 .1 銲接設備
(a)重要元件及設備的識別及組合
(b)銲接電流的種類
(c)正確聯結銲接電纜迴路
A.2.2 銲接方法
A.2.1 .2 遮護氣體電弧銲接 (131、 141、 15)
(a)電極的型式及尺度
(b)遮護氣體及流量的識別
(c)火嘴 /銲嘴型式、尺度與維護
(d)熔滴移行模式的選擇及限制
(e)銲接電弧防風保護
A.2.3 母材
(a)材料識別
(b)高溫下的行為
A.2.4 消耗性材料
(a)消耗性材料識別
(b)消耗性材料的儲存搬運及保存條件
(c)正確尺度的選擇
(d)電極及填料材的乾淨度
(e)線卷的控制
-20-
TWS 3805
( f)氣體流量及品質的管理及監控
A.2.5 安全及意外預防
A.2.5 .1 通則
(a)安全設備組裝、設定及關閉程序
(b)銲接煙塵及氣體的安全控制
(c)個人防護
(d)火災的危險
(e)狹窄空間內銲接
( f)瞭解銲接環境
A.2.5.2 氣體遮護電弧銲接
(a)增加電擊傷害的環境
(b)電弧輻射
(c)弧擊的影響
(d)壓縮氣體的安全儲存、搬運及使用
(e)氣管及接合的洩漏偵測
A.2.6 銲接順序 /程序
理解銲接程序要求及銲接參數的影響
A.2.7 接頭準備及銲接符號
(a)接頭準備與銲接程序規範書 (WPS)一致
(b)溶融面的清潔度
A.2.8 銲接瑕疵
(a)瑕疵識別
(b)發生原因
(c)預防及補救措施
A.2.9 銲接作業者檢定
銲接作業者應瞭解認可範圍