честность, качество,...
TRANSCRIPT

15 лет на рынке черной металлургии:честность, качество, нанотехнологии...
15 years on the steel industry market:integrity, quality, nanotechnology…


1
О кОмпании
инжиниринг
ТехнОлОгии сТалеплавильнОгО прОизвОдсТва
Технология производства флюидизированной извести
Технология производства стали с низким со-держанием кремния (менее 0,06 %) в техноло-гической линии: дсп, установка «печь-ковш» и мнлз
Универсальная технология рафинирования металла в промежуточном ковше, обеспечи-вающая низкое содержания газов (водорода и азота) и максимальное удаление неметалли- ческих включений, не вакуумируя металл
Технология повышения эксплутационного ре-сурса промежуточного ковша мнлз за счет изменения направленных потоков металла внутри промежуточного ковша посредством изменения конструкции металлоприемника
Технология увеличения производительности мнлз и улучшения качества непрерывноли-той заготовки (сляба)
Технология установки системы быстрой сме-ны стаканов-дозаторов (индивидуальная раз-работка проекта непосредственно под мнлз заказчика)
ресурсосберегающие технологии
ТехнОлОгии прОкаТнОгОпрОизвОдсТва
Технология производства термомеханически упрочненного сортового проката
Технология производства арматурной стали разделением полосы проката на две, три, че-тыре, пять ниток («слиттинг-процесс»)
Технология использования бандажированных валков с применением твердосплавных колец
ТехнОлОгиЯ лиТеЙнОгО прОизвОдсТва
ОБОрУдОвание
реФеренЦ-лисТ ООО «ТмТ»
ABOUT US
ENGINEERING
STEEL-SMELTING TECHNOLOGIES
Fluidized lime production technology
Technology of steel manufacturing with low content of silicon
Universal technology of steel refinement in pony ladle
Technology of lifetime extension of the continuous casting machine pony ladle
Technology of continuous casting machine productivity boosting and slab quality improvement
Technology of metering nozzle changer systems
Resource-saving technologies
TECHNOLOGIES FOR ROLLING MILLS
Technology of thermo-mechanically strengthened bars manufacturing
Technology of reinforcing steel manufacturing by the slitting process (dividing a strip of rolled metal into two, three, four, five strands)
Technology of banded rolls operation with carbide rings application
TECHNOLOGY OF FOUNDRY PRODUCTION
EQUIPMENT
REFERENSE-LIST
2-3
4-5
6-9
8-9
10-11
12-13
14-15
14-15
16-17
16-17
18-19
18-19
20-22
22-23
24-29
СОДЕРЖАНИЕ content

2
Наша специализация — это разработка и непосредственное внедрение техноло-гий в электрометаллургическом, сорто-прокатном и литейном производстве, тех-нологический консалтинг и аудит.
Сфера нашей деятельности охваты-вает следующие агрегаты:
• дуговые сталеплавильные печи;• установки «печь-ковш»;• машины непрерывной разливки стали;• сортовые прокатные станы.
Мы повышаем эффективность ме-таллургических предприятий и их кон-курентоспособность путем:
• увеличения объемов производства продукции;
• повышения качества продукции;• снижения издержек производства.
Одним из направлений деятельности нашей компании является разработка и внедрение технологий производства вы-сококачественных сталей с низким со-держанием азота, водорода и неметал-лических включений. соответствие хими-ческого состава и заданных заказчикoм свойств достигается контролем ключевых параметров процесса от шихтовки до раз-ливки и применением высокотехнологич-ных способов обработки стали. получен-ная таким образом продукция применяет-ся при производстве кордовой проволоки, антикоррозионных и морозоустойчивых труб, листа глубокой вытяжки для авто-мобильной промышленности.
наши специалисты имеют многолетний опыт работы на металлургических пред-приятиях республики Беларусь, россии, Украины, казахстана, кувейта, румынии, ОаЭ, египта и других стран.
О КОМПАНИИ

3
We develop and implement innovative technologies in electrometallurgy, foundry, section rolling production and provide technological consulting and auditing.
We are experts in:• electric arc furnaces; • ladle furnaces;• continuous casting machines;• bars and section rolling mills.
We increase the efficiency and competitiveness of metallurgical enterprises by means of:
• capacity extension;• product quality improvement;• cost optimization.
We develop and introduce production technologies of high-quality steel with low content of nitrogen, hydrogen and non-metal inclusions.
The compliance of chemical composition with the characteristics given by the Customer is achieved by controlling key elements of the process (from burdening to casting) and by using high-tech methods of steel processing. The obtained suchwise products are used in manufacturing of cord wire, anticorrosive and frost-resisting pipes, deep-drawing sheets for automobile industry.
We have longstanding experience in the metallurgical markets of Belarus, Russia, Ukraine, Kazakhstan, Kuwait, Romania, UAE, Egypt and many others.
ABOUT US
Belarus
Austria
UAE
Egypt
Romania
Kuwait
Kazakhstan
India
China
Russia
Germany

4
1. Аудит действующих на предприя-тии технологий, оборудования, органи-зации электросталеплавильного и сор- топрокатного производства:
• независимый анализ и оценка дей-ствующих технологий, оборудования, ор-ганизации производства;
• объективная оценка возможности снижения издержек производства за счет:
корректировки существующих тех-нологий и/или внедрения новых;модернизации имеющегося обору-дования;корректировки организации произ-водства.
2. Разработка концепции модерниза-ции электросталеплавильного, сорто-прокатного и литейного производства:
• подготовка концепции производства (выбор технологии, необходимого обору-дования, сырья и материалов, интеграция оборудования, логистика);
• выбор и обоснование для заказчика комплектности оборудования и запасных частей к нему;
• обоснование экономической целесо-образности предлагаемой концепции мо-дернизации (бизнес-план);
• разработка технических заданий для генерального подрядчика и генерального проектировщика;
• разработка рабочего плана мероприя- тий по модернизации производства;
• разработка планов подготовки и обу- чения персонала и специалистов заказчи-ка.
3. Технологическое сопровождение внедрения технологий и/или модерни-зации производства:
• корректировка действующих техно-логий и/или внедрение новых инновацион-ных технологий, обеспечивающих получе-ние результатов, необходимых заказчику;
• разработка технологической доку-ментации, относящейся к процессу произ-водства;
• корректировка организации процесса производства, разработка организацион-но-распорядительной документации;
• теоретическое и практическое обу-чение персонала заказчика, специаль-ная подготовка персонала без отрыва от производства;
• технологическая поддержка обору-дования во время испытаний и на этапе вывода его на проектную мощность.
ИНЖИНИРИНГ

5
We provide:1. An audit of the already-existing
technologies, equipment, organization of electrical steelmaking as well as bars and section rolling production with the help of:
• independent evaluation and analysis of the available technologies, equipment and production organization;
• unbiased evaluation of the possibility to reduce production costs by:
update of the available technologies and/or introduction of new ones;modernization of the available equipment;production process optimization.
2. Development of the concept of electrical steelmaking and rolling manufacture revamping by:
• preparation of the production concept (selection of technology, necessary equipment and raw materials, integration of equipment, logistics);
• determination and justification to the Customer of the set of equipment and spare parts;
• justification of financial viability of the
proposed revamping concept (business plan);• development of a project technical
specification for a general contractor and a general planner;
• development of a working schedule;• development of plans for training and
skill-improving of the Customer’s personnel.
3. Technological maintenance of the introduced equipment and/or production revamping:
• adjustment of the available technologies and/or implementation of new ones, that guarantee anticipated results for the Customer;
• development of technological documentation relevant to the production process;
• improvement of the production process organization, development of organizational and administrative documentation;
• theoretical and practical training of the Customer’s stuff, special on-the-job training of the personnel;
• technological support during equipment’s testing and on the stage of equipment’s lead-out to the planned production capacity.
enGIneeRInG

6
Производство флюидизированной извести фракцией, заданной Заказчи-ком, применяется для вдувания в рас-плав жидкой стали, чугуна и внепечной обработки стали. Полученный при этом продукт имеет высокую реакционную способность, высокую текучесть и длительный срок хранения (для ста-леплавильных агрегатов используется свежеобожженная известь фракцией 0 – 80 мм, при этом фракция 0 – 10 мм достигает до 10 – 20% от общего коли-чества извести).
Основной проблемой при исполь-зовании извести является наличие в ней фракции 10 и менее миллиметров, которая:
• быстро гидратирует (вступает в реак-цию с влагой воздуха) и является источни-ком поступления водорода в металл;
• понижает реакционную способность извести;
• затрудняет процесс транспортировки;• отрицательно воздействует на эколо-
гию предприятия:повышает (25 – 40%) запыленность (вынос извести с газами из сталепла-вильных агрегатов);повышает нагрузку на систему удале-ния газов и пыли;повышает нагрузку на систему аспи-рации трактов подачи извести;повышает износ оборудования;увеличивает транспортные операции;снижает газопроницаемость шихты с ростом выбросов пыли при исполь-зовании в шахтных печах (домны, ваг- ранки).
Таким образом, приблизительно 15% от общего объема извести, потребляемой предприятием, не участвуют в производ-
стве, а лишь являются источником отри-цательных производственных, экономи- ческих и экологических показателей.
Предлагаемое решение: • удалять долю мелкой фракции
(0 - 10 мм);• осуществлять ее переработку;• эффективно использовать в техноло-
гии производства.
Переработанная флюидизирован-ная известь имеет следующие преиму- щества:
• не гидратирует (не вступает в реак-цию с влагой), имеет длительный срок хранения;
• имеет высокую реакционную способ-ность, быстро образует гомогенный шлак, является активным десульфуратором;
• имеет повышенную текучесть, транс-портируется при помощи любого механи-ческого и пневматического оборудования;
• идеально подходит для вдувания в расплав чугуна и стали;
• экологична, не создает запыленности.
Таким образом, обработка стали и чугуна флюидизированной известью позволяет решить на предприятии сле-дующие задачи:
• снизить общее потребление извести;• снизить общий уровень брака стале-
плавильного производства;• сократить время внепечной обработ-
ки с повышением производительности всей технологической цепочки;
• увеличить производительность ос-новных агрегатов выплавки стали (чугуна);
• расширить сортамент выпускаемой продукции путем производства дорого-стоящих высокорентабельных марок ста-ли с особо низким содержанием серы.
ТЕХНОЛОГИИ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА
Технология производства флюидизированной извести

7
Fluidized lime production according to the Customer’s request is used for injection into molten steel and cast iron. The obtained product is characterized by high reactive capabilities, flow characteristics and extended storage period (freshly burned lime with mesh size from 0 to 80 mm with proportion of mesh size from 0 to 10 mm reaching 10-20% is used in the steel-smelting units).
Key problem is the presence of lime with mesh size from 0 to 10 mm that leads to:
• quick liming (react with humidity in the air) that results in hydrogen loading to the metal;
• reduction of lime’s reactive capabilities;• logistics difficulties;• adverse effect on the ecological situation:
increased dustiness, +25-40% (carrying out lime with gases from steel-smelting units);increased gas and dust removal system load;increased lime aspiration system load;
• increased equipment deterioration;• augmented transportation operations;• decreased burden permeability due to
increasing dust exhaust in shaft-type furnaces (blast-furnaces, cupola furnaces).
Thus approximately 15% of the consumed lime’s total volume is out of operation while producing additional negative industrial, commercial and ecological risks.
Proposed solution: • remove lime with mesh size from 0 to 10 mm;• perform lime processing;• effectively utilize it in production process.
Processed fluidized lime possesses following advantages:
• unexposed to liming (does not react with humidity), what results in extended storage period;
• high reactive capabilities, quickly makes homogeneous slag and has active desulphurizer properties;
• advanced liquidity that allows to use any kind of mechanical or pneumatic transportation systems;
• perfectly suits for injection into molten iron cast or steel;
• eco-friendly and dust-free method.
Therefore iron and steel processing with fluidized lime allows of achieving the following results:
• reduce lime’s total consumption; decrease in the overall level of steelmaking
rejects; • secondary refining time reduction along
with the increase in efficiency of all production chain;
• optimization of the steel manufacturing main units’ performance;
• expansion of the range of products through the production of highly expensive and cost-effective grades of steel with very low sulphur content.
STEEL-SMELTING TECHNOLOGIES
Fluidized lime production technology
8
Дополнительные возможности дан-ного комплекса:
• производство углеродосодержащих материалов (науглероживатель, тип «в») фракцией, заданной заказчиком, для вдувания через фурмы или горелочные устройства (имеет высокую текучесть) по-зволит:
обеспечить стабильность подачи углеродосодержащих материалов в ДСП и, как следствие, стабильность её работы;сократить время выплавки стали;повысить стойкость огнеупорной фу-теровки;повысить стойкость пневмотрасс;снизить затратную часть по закупке углеродсодержащих материалов для вдувания в ДСП;снизить себестоимость выплавки стали;
• производство основного материала для приготовления высококачественных шлакообразующих смесей (кристаллиза-тор, промковш мнлз);
• производство материала для приго-товления качественных шлакообразую-щих смесей (фракционный состав конеч-ного продукта определяется заказчиком);
• исходное сырье – известь (каменный уголь) фракцией 0-80 мм.
Внедрение на предприятии техноло-гии производства флюидизированной извести включает:
• изготовление и поставку оборудова-ния;
• передачу технической и технологичес- кой документации;
• теоретическое и практическое обуче-ние персонала и специалистов заказчика;
• шеф-монтаж оборудования;• запуск оборудования;• вывод оборудования на проектную
мощность.
Возможен вариант строительства установки по производству флюидизи-рованной извести «под ключ». Срок оку-паемости данного проекта – не более одного года.
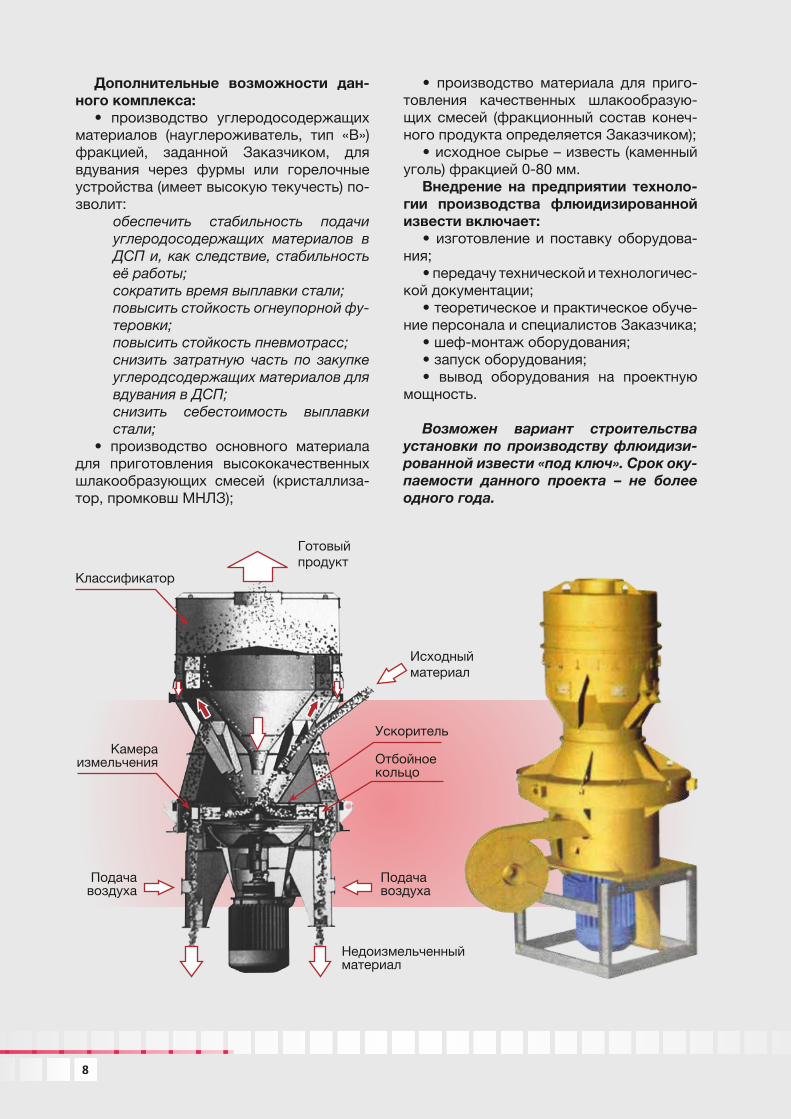
готовый продукт
Ускоритель
классификатор
камера измельчения
подача воздуха
подача воздуха
Отбойное кольцо
исходный материал
недоизмельченный материал
9
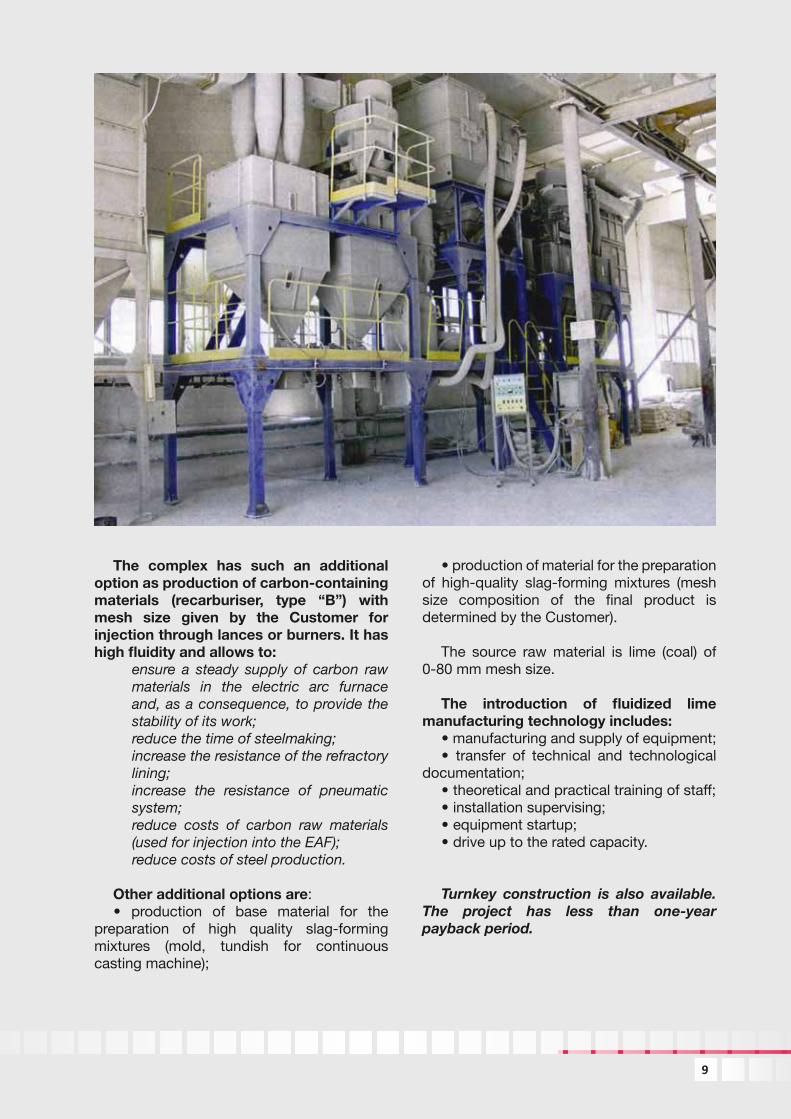
The complex has such an additional option as production of carbon-containing materials (recarburiser, type “B”) with mesh size given by the Customer for injection through lances or burners. It has high fluidity and allows to:
ensure a steady supply of carbon raw materials in the electric arc furnace and, as a consequence, to provide the stability of its work;reduce the time of steelmaking; increase the resistance of the refractory lining; increase the resistance of pneumatic system; reduce costs of carbon raw materials (used for injection into the EAF); reduce costs of steel production.
Other additional options are:• production of base material for the
preparation of high quality slag-forming mixtures (mold, tundish for continuous casting machine);
• production of material for the preparation of high-quality slag-forming mixtures (mesh size composition of the final product is determined by the Customer).
The source raw material is lime (coal) of 0-80 mm mesh size.
The introduction of fluidized lime manufacturing technology includes:
• manufacturing and supply of equipment; • transfer of technical and technological
documentation; • theoretical and practical training of staff; • installation supervising;• equipment startup;• drive up to the rated capacity.
Turnkey construction is also available. The project has less than one-year payback period.

10
В предлагаемой Заказчику техноло-гии решены основные проблемы про-изводства низкобезкремнистых марок сталей, а именно:
• отсутствие подкоркового пузыря в слитке;
• отсутствие зарастания сталеразли-вочных стаканов и стаканов-дозаторов;
• наличие хорошей разливаемости;• контроль и регулировка активности
кислорода во время разливки с возмож-ностью снижения его содержания в пром-ковше менее 20 ррт;
• высокий коэффициент усвоения каль-ция и алюминия;
• значительное снижение себестоимос- ти стали в сравнении с уже известными технологиями;
• получение высококачественных низ-кобезкремнистых марок стали;
• повышение степени десульфурации стали, обеспечивающее получение в го-товом металле содержание серы по мас-
се не более 0,010 % (уровень содержания серы в металле оговаривается заказчи-ком дополнительно);
• глобуляризация сульфидных включе-ний в стали за счет перевода их в мало-деформируемые при прокатке сульфиды и оксисульфиды кальция, что, в свою оче-редь, обуславливает повышение пластич-ности и ударной вязкости готового прока-та;
• трансформация твердых включений глинозема в жидкие алюминаты каль-ция (при температуре разливки), которые легко всплывают и ассимилируются шла-ком, устраняя тем самым возможность зарастания отверстий разливочных ста-канов скоплениями твердых включений глинозёма;
• возможность проведения рафини-рования стали в промежуточном ковше с целью увеличения качества, снижения расхода кальция и улучшения разливае-мости.
Технология производства стали с низким содержанием кремния (менее 0,06 %) в технологической линии:
ДСП, установка «печь-ковш» и МНЛЗ

11
Silicon rate is no more than 0,06%. Implementation within technological line: EAF, LF and CCM (out-of-furnace treatment is partially conducted in pony ladle).
This technology is a perfect solution for steel manufacturing with low content of silicon. It allows to:
• prevent skin hole formation;• prevent skulling of pouring and metering
nozzles;• achieve high liquidity;• control oxygen activity in pony ladle
with the possibility of content adjustment of oxygen in metal (reduction up to 20 ppt);
• achieve high calcium and aluminium recovery rate;
• achieve significant steel cost reduction in comparison with other known technologies;
• produce high-quality steel with low content of silicon;
• increase desulfation rate (less than 0,010% in prepared metal), exact rate is specified additionally with the Customer;
• increase globularisation of sulphur inclusions that rises moldability and impact hardness of mill products;
• provide alum slate transformation into aluminium silicate (at pouring temperature), which is assimilated by slag and prevents skulling of pouring nozzles;
• make steel refinement in pony ladle and achieve high-quality production, as well as reduce utilization of calcium and improve liquidity.
Technology of steel manufacturing with low content of silicon

12
Данная технология необходима для производства:
• трубных марок сталей;• сталей для глубокой вытяжки;• кордовых сталей;• других качественных марок сталей.
Перечень необходимых работ по внедрению технологии:
• корректировка (при необходимости):технологии выплавки стали;технологии внепечной обработки стали;
• внедрение универсальной технологии рафинирования стали в промежуточном ковше;
• разработка температурно-скорост-ных режимов разливки стали.
С целью успешного функционирова-ния данной технологии специалистами «ТМТ»:
• разработана конструкция продувоч-ной фурмы;
• выбрана рациональная схема уста-новки подвода;
• определен необходимый расход аргона.
все вышеперечисленное дает возмож-ность обрабатывать весь металл непо-
средственно перед кристаллизацией.
Преимущества данной технологии:• производство качественных марок
стали с низким содержанием водорода, азота и неметаллических включений без ее вакуумирования;
• максимальное снижение зарастания погружных стаканов и стаканов-дозато-ров неметаллическими включениями;
• обеспечение в готовом металле низ-кого содержания серы;
• расширение сортамента выпускаемой продукции;
• снижение себестоимости выпускае-мой продукции за счет:
отказа от процесса вакуумирования;технологических приемов раскисле-ния, позволяющих увеличить коэф-фициенты усвоения дорогостоящих материалов.
из приведенных ниже практических результатов на одном из предприятий видно, что внедрение данной технологии позволило обеспечить получение годной после проката продукции, в 2 - 3 раза пре-вышающей требования стандарта по не-металлическим включениям.
Универсальная технология рафинирования металла в промежуточном ковше, обеспечивающая низкое содержание газов
(в частности, водорода и азота) и максимальное удаление неметалли-ческих включений, не вакуумируя металл
Справочно.Сравнение дефектов макроструктуры для углеродистых сталей
Макроструктура в баллах Требования ОСТ 14-21 Среднее значение полученных результатов
Центральная пористость <3 0,7Осевая хим.неоднор-сть <3 1.2Ликвац. полоски, трещины <2 0,7Краевое точ. загрязнение <2 0,7
Сравнение дефектов макроструктуры для легированных сталей
Макроструктура в баллах Требования ОСТ 14-21 Среднее значение полученных результатов
Центральная пористость <2 0,2Осевая хим.неоднор-сть <2 0.85Ликвац.полоски,трещины <1 0,66Краевое точ. загрязнение <1 0,625

13
This technology is used for production of:• pipe steel;• deep-drawn steel;• cord steel;• other high-quality steels.
The process of steel refinement in pony ladle technology introduction includes:
• update (if needed) of:steel casting technology;secondary refining technology;
• introduction of technology of steel refining in the intermediate ladle;
• development of temperature and speed operation cycle.
To introduce this technology we developed:
• special lance design; • sustainable conducting rod mounting
layout;• efficient proportions of argon utilization.
Thus the technology permits to process all the metal directly before solidification.
Steel refinement technology advantages:• production of steel with low oxygen,
nitrogen and non-metallic inclusions content without ladle-degassing treatment in pony ladle;
• efficient prevention of skulling of pouring and metering nozzles;
• production of low sulphur content steels;• product differentiation;• costs reduction with the help of:
waiving of degassing procedures;introducing of deoxidation techniques that permit to increase expensive materials gain ratio.
Case study
We analysed two cases of introduction into production of our technology. Results show that it triggers about three-time increase in key indicators of purity. See tables No.1 and No.2.
Universal technology of steel refinement in pony ladle Technology allows to achieve low oxygen, nitrogen and non-metallic inclusions content without ladle-degassing treatment in pony ladle
Table 1Carbon steel microstructure defects comparison
Microstructure rate Standard requirements OST 14-21 Average final value
Centre porosity <3 0,7Chemical inhomogeneity <3 1.2Segregation steamers, creaks <2 0,7Peripheral pointlike contaminating impurity <2 0,7
Table 2Alloy steel microstructure defects comparison
Microstructure rate Standard requirements OST 14-21 Average final value
Centre porosity <2 0,2Chemical inhomogeneity <2 0.85Segregation steamers, creaks <1 0,66Peripheral pointlike contaminating impurity <1 0,625

14
разливка стали на мнлз сверхдлин-ными сериями лимитируется износом ра-бочего слоя футеровки промковша, осо-бенно в зоне шлакового пояса и области падения струи, вытекающей из сталераз-ливочного ковша. существенного увели-чения стойкости футеровки промковша удается достичь при применении металло-приемников специальной геометрической формы (при необходимости – порогов, пе-регородок), учитывающей специфику кон-кретного промковша и условий разливки.
не существует универсальных решений для оптимальных геометрических пара- метров промковшей и металлоприем-ников. выбор конструктивных решений должен осуществляться в привязке к конкретным решениям с использованием методов физического и математического моделирования, обусловленных требова-ниями заказчика.
Виды работ, производимых по уве-личению серийности разливки стали на МНЛЗ:
1. Физическое моделирование про-цессов, протекающих в промежуточном ковше МНЛЗ:
• изготовление модели промежуточно-го ковша мнлз (модель представляет со-бой точную копию промежуточного ковша мнлз, уменьшенную не более чем в три раза);
• изучение возможностей управления процессом перетекания металла из стале-разливочного ковша в промежуточный;
• изучение характера воздействия струи металла, попадающей из сталераз-ливочного ковша, на характер переме-шивания жидкой фазы в промежуточном ковше;
• оценка характера перемешивания ме-талла и покровного шлака в промежуточ-ном ковше, сопровождающего процесс разливки;
• изучение динамики движения метал-ла (конвективных потоков) в объеме про-межуточного ковша от вхождения падаю-щей струи до истечения стали в кристал-лизаторы.
Результат физического моделирова-ния процессов, протекающих в проме-жуточном ковше МНЛЗ:
• выбор оптимальной конструкции ме-таллоприемника промковша (ведрообраз-ный тип, с отверстиями для направления потоков металла);
• выбор (при необходимости) оптималь-ной конструкции и месторасположения порогов или перегородок.
2. Математическое моделирование процессов, протекающих в промежу-точном ковше МНЛЗ:
• мониторинг всех процессов, проте- кающих в промежуточном ковше мнлз;
• сопоставление данных физического и математического моделирования всех процессов, протекающих в промежуточ-ном ковше мнлз.
Преимущества данной технологии (по данным промышленных испытаний на двух различных предприятиях):
средняя серийность разливки стали – 45 плавок;максимальная серийность – 64 плавки;количество крупных неметаллических включений (15 мкм и более) снижена на 35%.
Экономический эффект – более од-ного доллара на тонну годной стали.
Технология повышения эксплутационного ресурса промежуточного ковша МНЛЗ за счет изменения направленных потоков металла
внутри промежуточного ковша посредством изменения конструкции металлоприемника

15
Endurance of continuous casting is limited by tundish refractory lining lifetime (especially in slag belt and metal flow dumping zones). Significant extending of refractory lining lifetime is achieved by its design optimization (with special baffles and separators), which complies with particular conditions of every tundish and teeming conditions.
There is no all-purpose solution for optimization of tundish and metal receiver design. We provide physical and mathematical modelling for every particular case acording to the requirements of the Customer.
We provide such endurance optimization solutions as:
1. Physical modelling of the processes inside continuous casting machine pony ladle:
• elaborating of pony ladle virtual model (exact copy with scale not less than 3:1);
• key indicators of metal flow from teeming to pony ladle evaluation;
• iron flow behaviour assessment;• rabbling process evaluation;• convection streams evaluation
(comprehensive process analysis, from teeming ladle to casting mold).
As a result of these operations we consult on:
• выбор оптимальной конструкции ме-талmetal receiver efficient design (bucket design with flow control holes);
• baffles and separators design (if needed).
Basic pattern of a resultant speed of movement of a melt in separate sections of the intermediate ladle..
2. Mathematical modelling of the processes inside continuous casting machine pony ladle:
• process monitoring;• physical and mathematical data
comparison.
The technology advantages according to the data of industrial trials on two different factories):
increase in average pushing cycle – up to 45 casts;maximum pushing cycle – 64 casts;quantity of large (larger than 15 microns) inclusions is reduced by 15%.
Economic benefit: more than $1 per ton of accepted steel.
Technology of lifetime extension of the continuous casting machine pony ladle
Technology enables efficient iron flows inside pony ladle by optimization of metal receiver design
750
700
650
600
550
500
450

16
Перечень работ, необходимых по внедрению технологии:
1. Зона первичного охлаждения:изготовление модели кристаллизатора
(модель – его точная копия);изучение процессов кристаллизации,
выявление недостатков и причин неста-бильной кристаллизации;
выбор оптимальной конструкции крис- таллизатора;
разработка проекта оптимальной кон-струкции погружного стакана.
2. Зона вторичного охлаждения (расчет технологических параметров МНЛЗ):
температурно-скоростных;параметров охлаждения по зонам в за-
висимости от скорости разливки и темпе-ратуры металла;
разработка, при необходимости, про-екта зоны вторичного охлаждения;
изготовление и поставка оборудования (по желанию заказчика).
3. Разработка программного обеспе-чения:
разработка проекта автоматической системы управления, согласующейся с программным обеспечением мнлз (про-грамма будет обеспечивать управление скоростью охлаждения слитка по зонам в зависимости от скорости разливки и тем-пературы металла);
подготовка технической и технологиче-ской документации.
4. Технологическое сопровождение и практическое подтверждение резуль-татов, намеченных Заказчиком.
Технология увеличения производительности МНЛЗ и улучшения качества непрерывнолитой заготовки (сляба)
Широкая грань сляба
Ролик
Струя воды
Скопление воды
Водяная форсунка
Реальный режимохлаждения
Температура
Заданный режимохлаждения
17
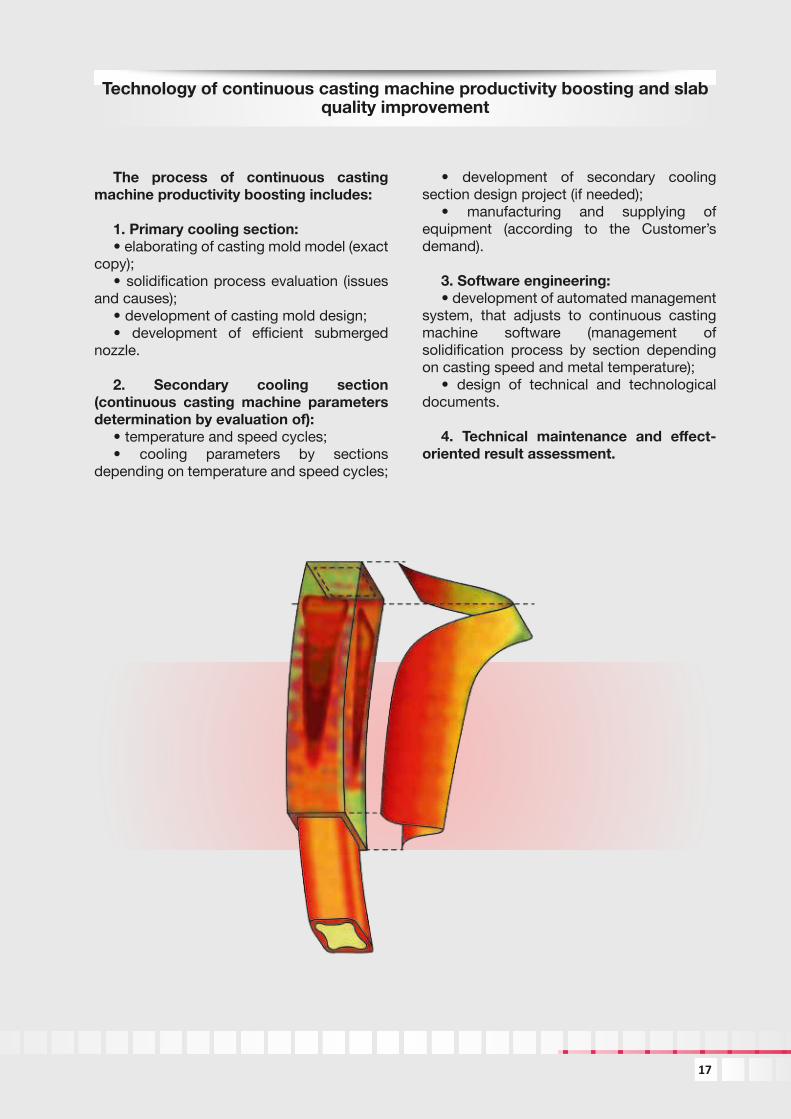
The process of continuous casting machine productivity boosting includes:
1. Primary cooling section:• elaborating of casting mold model (exact
copy);• solidification process evaluation (issues
and causes);• development of casting mold design;• development of efficient submerged
nozzle.
2. Secondary cooling section (continuous casting machine parameters determination by evaluation of):
• temperature and speed cycles;• cooling parameters by sections
depending on temperature and speed cycles;
• development of secondary cooling section design project (if needed);
• manufacturing and supplying of equipment (according to the Customer’s demand).
3. Software engineering:• development of automated management
system, that adjusts to continuous casting machine software (management of solidification process by section depending on casting speed and metal temperature);
• design of technical and technological documents.
4. Technical maintenance and effect-oriented result assessment.
Technology of continuous casting machine productivity boosting and slab quality improvement

18
повышение серийности процесса не-прерывной разливки стали сопряжено с известными трудностями, обусловленны-ми необходимостью поддержания ста-бильности скоростных режимов истече-ния жидкого металла из промежуточного ковша в кристаллизаторы мнлз. при этом расчетный расход стали, разливаемой от-крытой струей, обеспечивается за счет постоянства диаметра выпускного канала промежуточного ковша. Однако, по ряду причин, форма и размеры этого канала могут существенно изменяться, что отри-цательно сказывается на условиях фор-мирования струи и вызывает дестабили-зацию скоростного режима непрерывной разливки стали на сортовую заготовку.
в качестве действенной меры, позволя-ющей устранить негативные последствия затягивания или размывания канала про-межуточного ковша в условиях разливки длинными сериями, специалисты «ТмТ»
предлагают использовать специальные устройства, которые обеспечивают быст-рую замену пришедшего в негодность стакана-дозатора новым изделием без прерывания струи.
Применение данного устройства по-зволит:
• повысить серийность непрерывной разливки стали;
• гармонизировать срок службы фу-теровки промежуточного ковша и огне- упорной части его дозирующих устройств, обеспечивающих постоянство скорости перелива металла в кристаллизаторы;
• увеличить выход годной продукции и улучшить качество непрерывнолитой за-готовки.
Стоимость системы быстрой смены стаканов-дозаторов на 30% меньше за-падноевропейских аналогов.
Технология установки системы быстрой смены стаканов-дозаторов (индивидуальная разработка проекта непосредственно
под МНЛЗ Заказчика)
Ресурсосберегающие технологии вы-плавки стали в дуговых сталеплавиль-ных печах, обработки стали на установ-ках «печь-ковш» и разливки стали на машинах непрерывной разливки стали включают:
• разработку оптимальных энергети- ческих параметров ведения плавки в дсп
и обработки металла на установках «печь-ковш»;
• разработку оптимальной технологии раскисления и легирования стали;
• разработку мероприятий по сниже-нию расходных коэффициентов сырья, материалов и энергоносителей.
Ресурсосберегающие технологии

19
Extension of continuous casting endurance is connected to the issue of maintaining stable speed cycle of molten iron stream from pony ladle to casting mold. The rated expense of steel flow is reached by the stability of pony ladle outlet diameter. But its physical characteristics (shape and size) may change significantly, what results in flow decreasing and quality fluctuations during casting process.
We provide effective solution to forestall negative consequences of metering nozzle skulling. To meet this challenge we recommend special nozzle changer system, which functions without interruption of casting process.
System introduction allows to:• increase endurance of continuous
casting cycle;• optimize operation lifetime of pony ladle
refractory lining and its outlets, that control speed of molten iron flow into casting mold;
• increase production output and improve its quality characteristics.
We offer best price, that is 30% less than western companies’ proposals.
Technology of metering nozzle changer systemsDevelopment of particular solution on each continuous casting machine
Resource-saving technologies of steel melting in electric arc furnaces, steel treatment in ladle furnaces and steel casting on continuous casting machines consist of:
• development of the optimal energy parameters of heat in EAF and metal working in ladle furnaces (transformers setup,
development of modes and disposal of blowing devices on EAF);
• development of the optimal technologies for deoxidizing and steel alloying;
• development of the measures for reduction of raw materials and energy consumption.
Resource-saving technologies

20
Перечень работ по внедрению техно-логии:
• подбор и размещение оборудования для термической обработки металла в су-ществующих условиях;
• внедрение технологии получения про-дукции, соответствующей всем существу-ющим классам прочности: ат400-ат1200 по сТО асЧм7-93; гОсТ 10884-94 94 и международным стандартам: ASTM а615, ENV 10080, DIN488, BS 4449, SFS 1215 и др.;
• обучение, сопровождение и контроль за соблюдением технологии производства термомеханически упрочненного проката (арматуры и катанки, №6 – №40).
процесс термомеханического упроч-нения арматуры осуществляется после прокатного стана в специальной установ-ке (линии термоупрочнения). после резко-го охлаждения прутка водой образуется верхний закалочный слой – мартенсит, при этом ядро сохраняет структуру – ау-стенит. далее в течение короткого време-ни происходит саморегулирование тем-пературы наружного слоя и центра ядра, что обусловлено градиентом температур между обеими частями. Таким образом, мартенситный слой подвергается саморе-гулированию.
Окончательное формирование структуры прутка осуществляется на холодильнике.
В результате применения вышепе-речисленных технологий необходимый уровень механических свойств стали достигается:
• корректировкой схемы сборки трас-сы термоупрочнения;
• расходом и давлением воды в трассе термоупрочнения;
• температурой самоотпуска металла;• скоростью прокатки на стане. Макроструктура арматурного прутка
после термомеханического упрочнения:• наружный (мартенсит);• ядро (феррит-перлитная структура);• переходная зона (смешанная кристал-
личская структура байнит).
Преимущества данной технологии:• производство продукции, соответст-
вующей всем существующим классам прочности и международным стандартам;
• сокращение затрат на дорогостоящие легирующие добавки в сталеплавильном производстве;
• производство арматуры, сочетающей хорошую способность к сварке с высоки-ми прочностными и пластическими свой-ствами.
ТЕХНОЛОГИИ ПРОКАТНОГО ПРОИЗВОДСТВА
Технология производства термомеханически упрочненного сортового проката

21
The list of operations for the technology introduction:
• selection and placing of equipment for thermal working of metal in existent conditions;
• implementation of technologies of products manufacturing in accordance with all existing strength classes: At400 - Atl200 under STO ASChM7-93; GOST 10884-94 and international Standards ASTM A615, ENV 10080, DIN488, BS 4449, SFS 1215 and other;
• training, support and technology observance control of thermo-mechanically strengthened rolled section manufacturing (reinforced bars and wire rod No.6-No.40).
The process of thermal and mechanical strengthening of reinforced bars is conducted after the rolling mill in a special facility (thermo strengthening line). After a rapid water cooling of a rod, the upper hardened layer (martensite) is formed; meanwhile the core preserves its structure – austenite. Then within a short period of time a temperature self-adjustment of the outer layer and the core centre takes place due to the gradient of both parts’ temperatures. Thus the martensite layer undergoes self-adjustment.
Final formation of a rod structure occurs on the cooling bank.
The necessary level of steel’s mechanical properties is achieved by:
• update of thermo strengthening line assembling scheme;
• consumption and pressure of water in thermo strengthening line;
• temperature of metal’s self-tempering;• speed of rolling on a mill. Rod macrostructure after thermal and
mechanical strengthening:
• outer (martensite);• core (ferrite-pearlite structure);• transition zone (compound crystalline
structure – bainite).
Advantages of this technology:• manufacturing of products in accordance
with all existing strength classes;• reduction in costs of expensive alloying
additions in steel-melting manufacture;• manufacturing of reinforced bars, which
combines durability and plastic properties with good welding ability.
TECHNOLOGIES FOR ROLLING MILLS
Technology of thermo-mechanically strengthened bars manufacturing

22
Технология производства арматурной стали «слиттинг-процессом» – это форми-рование во время прокатки промежуточ-ного раската, состоящего из нескольких круглых профилей, соединенных между собой тонкой (=*0,5 мм) перемычкой.
дальнейшее продольное разделение раската на отдельные части осуществля-ется в межклетьевом пространстве путем расклинивающего действия неприводны-ми клиновидными роликами. далее фор-мирование каждого раската до готового сечения происходит в отдельных калиб- рах.
Перечень работ по внедрению техно-логии:
• разработка и расчеты калибровок для
прокатных станов;• разработка и изготовление привалко-
вой арматуры;• рекомендации в выборе и использо-
вании прокатных валков, колец, шайб и бандажей из различных материалов (ста-ли, чугуна, быстрореза, твердого сплава).
Достигаемый эффект – снижение удельных расходов по переделу:
• электроэнергии на тонну проката;• газа на тонну нагретой заготовки;• валков на тонну проката;• увеличение выхода годного металла;• снижение потерь тепла и других видов
энергозатрат при прокатке, что позволяет получать стабильные профилеразмеры и механические свойства готового проката.
Технология производства арматурной стали разделением полосы проката на две, три, четыре, пять ниток («слиттинг-процесс»)

23
Technology of reinforcing steel manufacturing through the slitting process means forming an intermediate roll consisting of several round profiles connected by a thin (~0,5 mm) bulkhead while performing rolling.
The further lengthwise slitting of a roll into separate parts is performed in the interstand space by non-drive sphenoid rollers through the wedging process. Further on, the formation of each roll into the finished cut is performed according to different calibres.
The list of operations for the technology introduction:
• development and calculation of calibration testing for rolling mills;
• development and manufacturing of rolling armature;
• recommendations in selecting and manufacturing of forming rolls, rings, ring plates and bands from: steel, iron, high-speed steel and hard alloy.
Advantages of this technology – decrease of cost per unit:
• electric power per ton of rolled product;• gas per ton of heated billet;• rollers per ton of rolled product;• increase of the metal yield;• increase in rolling mill’s productivity;• reduction of heat loss and other power
inputs in the process of rolling, which provides obtaining of stable profile size and mechanical properties of finished rolled product.
Technology of reinforcing steel manufacturing by the slitting process (dividing a strip of rolled metal into two, three, four, five strands)
400
350
300
250
200
150
100
50
01 strand
Dynamic of the growth of productivity after slitting-process implementation(on the example of a circle with the diameter 10 mm)
2 strands 3 strands 4 strands 5 strands
Prod
uctiv
ity (%
)

24
Бандажированные валки применяют в работе на чистовых группах мелкосорт-ных станов по выпуску кругов и арматуры.
Справочно.Твердосплавный материал обладает
твердостью калибра NRC77/...88, дающую высокую износостойкость, прочность и ударную вязкость.
Преимущества данной технологии:• повышение износостойкости ка-
либров в 20 и более раз в сравнении со стальными и чугунными валками;
• сокращение технологических просто-ев станов, связанных с переходами кали-бров и перевалкой валков;
• получение хорошего качества по-верхности.
Перечень работ по внедрению техно-
логии:• расчет количества ручьев и располо-
жение колец на валках;• разработка и предоставление черте-
жей валков (осей), твердосплавных колец, крепежных и фиксирующих элементов;
• разработка технологии сборки и де-монтажа бандажированных валков;
• технология охлаждения бандажиро-ванных валков в процессе эксплуатации;
• обучение и контроль соблюдения тех-нологии сборки, нарезки и охлаждения бандажированных валков во время работы.
Технология использования бандажированных валков с применением твердосплавных колец

25
Banded rolls are used during the work on finishing groups of light-section rolling mills (circles and reinforcement bars manufacturing).
InfoCarbide material has hardness calibre that
complies with NRC77/…88 and provides high durability, lasting qualities and impact hardness.
Advantages of this technology:• increase in the calibre wear resistance
20 times and higher in comparison with steel and pig iron rolls;
• reduction of technological downtime of the rolling mills, connected with calibres
transferring and rolls reloading;• achievement of good quality of surface.
Process of technology implementation consists of:
• calculation of the grooves number and rings on the rolls disposal;
• development of rolls (axes), carbide rings, fastening and fixing elements drawings;
• development of the technology of the assembling and dismantling of the banded rolls;
• technology of the banded rolls cooling during operation;
• training and observance control of the technology of assembling, rifling and cooling of the banded rolls during work.
Technology of banded rolls operation with carbide rings application

26
Одно из перспективных направлений деятельности нашей компании – ввод в эксплуатацию собственного современ-ного высокотехнологичного литейного производства для выпуска отливок из чугуна и стали методом литья по газифи-цируемым моделям (далее – метод ЛГМ).
Продукция:• отливки из чугуна и стали – от 10 кг до
1300 кг;• максимальные размеры отливки
(Шхвхд, мм) – 900х700х1500;• чистота поверхности отливок – Rz 40;• весовая и размерная точность – 4-10
класс по гОсТ 26645-85;• марки чугунов: от сЧ 15 ... вЧ 50 до из-
носостойких марок;• марки сталей: от ординарных углеро-
дистых ст 20-45 до прецизионных вы-соколегированных, теплостойких и жа-ропрочных сплавов.производственные мощности позволя-
ют выпускать до 2000 т продукции в год.
Оборудование:• шихтовый участок;• модельный участок для изготовления
моделей в пресс-формах;• модельный участок для изготовления
моделей на 3D-фрезере;• плавильный участок (индукционная
печь);• литейный модуль;• опочный парк (Шхвхд, мм):
1800х1200х1200, 1200х1200х1200;• участок термообработки;• участок финишной обработки.
Технологияспециалисты компании в вопросе вы-
бора технологии литья исходили из сле-дующих требований:• снизить затраты на последующую ме-
ханическую обработку;• обеспечить стабильное качество и точ-
ность литья;• снизить себестоимость продукции;• уменьшить экологическую нагрузку.
предпочтение было отдано методу лгм.
ТЕХНОЛОГИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА

27
We are planning to introduce our own up-to-date high-tech foundry that will be able to produce steel and iron casts using lost-foam casting (LFC) technology.
Products:• iron and steel casts (10 to 1300 kg);• maximum size (WxHxL): 900x700x1500
mm;• cast surface purity – Rz 40;• weight and dimensions precision – class 4
to 10 (GOST 26645-85);• casts: from SCh-15 and VCh-50 to wear-
resistant cast iron;• steel: from ordinary carbon steel ST20-
45 to precision alloyed, heatproof, heat-resistant steels.
Perspective capacity is up to 2000 tons of production annually.
Equipment:• stockyard department;• mold-making department (press tool);• mold-making department (3D milling);• melt department (induction furnace);• casting department;• box casting department (WxHxL)
1800x1200x1200 mm and 1200x1200x1200 mm;
• heat processing department;• final machining department.
TECHNOLOGY OF FOUNDRY PRODUCTION

28
в основе данного метода лежит про-цесс получения отливок путем заполнения жидким металлом вакуумируемых форм с пенополисторольной моделью, которая под действием теплоты жидкого метал-ла газифицируется (испаряется). модель при этом замещается жидким металлом, который впоследствии кристаллизуется и затвердевает в вакуумируемой форме из несвязанного кварцевого песка (связую-щие материалы в данном процессе не тре-буются).
Способы производства моделей:• с использованием пресс-форм;• путем вырезания из пенополистироль-
ной заготовки (позволяет существенно сократить время выполнения заказа).данная технология является универ-
сальной и рассчитана на мелкосерийное и единичное производство высококачест- венных отливок с часто меняющейся но-менклатурой.
Справочно.В США, Японии и Европе данный метод
известен под логотипом LOST-FOAM. В настоящее время в развитых странах этим методом производится до 30% литья.
Преимущества данной технологии:• возможность изготовления тонкостен-
ных стальных отливок;• соответствие точности отливок, полу-
ченных методом лгм, литью, получен-ному при лвм и в формах из хТс;
• уменьшение припусков на механообра-ботку на 50% (как следствие-снижение трудоемкости последующей механи- ческой обработки);
• снижение обрубно-очистных работ бо-лее чем на 50%;
• снижение стоимости и сроков выпол-нения единичных и мелкосерийных за-казов;
• применение совершенных и компакт-ных систем нейтрализации газов и от-сутствие необходимости применения стержней делают производство макси-мально экологичным.

29
Technology• Our technology satisfies the following
requirements:• subsequent mechanical treatment costs
reduction;• stable quality and precision of casting;• production costs reduction;• environmental stress reduction.
We gave our preference to lost-foam casting (LFC).
Lost-foam casting (LFC) is a type of evaporative-pattern casting process that is similar to lost-wax casting with the exception of the usage of foam for the pattern instead of wax. This process takes advantage of the low boiling point of foam to simplify the lost-wax casting process by removing the need to melt the wax out of the mold.
Patterns are made using:• die casting;• expanded polystyrene modelling (time-
saving method).This technology is universal and used for
small-scale and single-piece manufacturing high-quality casts of frequently changing models.
Info.LFC method is widely used in the United
States, Japan and European counties. More than 30% of casting products on developed markets is made using the LFC method.
Technology advantages:• availability of thin wall steel casts
production;• excellent precision (full compliance of LFC
casts with cold hardening prototypes);• up to 50% reduction of allowances for
machining, as consequence, lowering of work content of the subsequent machining;
• more than 50% reduction of cleaning and chop procedures;
• cost and time saving maximizes when small-scale and single-piece manufacturing is needed;
• eco-friendly production due to implication of small-sized and universal isolation of pollutant systems.

30
выбор основного технологического оборудования ограничен, как правило, не-сколькими компаниями с мировым именем. поставка от них комплектующих, расход-ных и запасных частей – существенная ста-тья в ремонтном фонде предприятия.
Компания «ТМТ» располагает возмож-ностями по изготовлению оборудования, узлов и деталей для электрометаллурги-ческого и прокатного производства, в том числе:• комплекса для производства флюиди-
зированной извести;• комплекса для производства пыле-
угольного топлива;• малых огнеупорных форм для проме-
жуточного ковша;• частей к прокатным станам;
• твердосплавных шайб;• систем смены стаканов-дозаторов.
специалисты нашего конструкторского отдела выполнят для вас детальный ин-жиниринг и передадут комплект чертежей для дальнейшего размещения заказов на конкурентной основе.
ОБОРУДОВАНИЕ

31
Core process equipment market is largely controlled by a few huge players, which pursue maximization of aftermarket support revenues. Thus, spare parts supply budget becomes significant area of expenditures. We are able to propose an alternative for a more reasonable price.
«TMT» LC has capacity to produce such equipment and minor components for electrometallurgical and rolling mill production as:
• luidized lime production facilities;• powder fuel production facilities;• high-heat elements of pony ladle
refractory lining;• rolling mills elements;• carbide spacing washers;• metering nozzle changer systems.
Our design-engineering department’s experts supply our clients with elaborated engineering blueprints for further order placement on a competitive basis.
EQUIPMENT

32
1998-2003 РУП «БМЗ» (Белорусский металлургический завод), Жлобин, Республика Беларусь
Участие в модернизации дугосталеплавильной печи «дсп – 100» и машины непре-рывного литья заготовки (мнлз) с целью увеличения производительности. Освоение технологии производства кордовых марок сталей к70, к80.Увеличение производительности сортопрокатного стана за счет внедрения «слит-тинг-процесса».
2005 «АМУРМЕТАЛЛ», Комсомольск-на-Амуре, РФ
Увеличение объемов производства и внедрение ресурсосберегающих технологий выплавки стали. Отработка технологии рафинирования стали на установке доводки стали и уста-новке «ковш-печь».достигнутые показатели: • сокращение расхода электроэнергии на 15%; • увеличение объема производства на 10%.
2006«КАСТИНГ», Павлодар, Казахстан
внедрение технологии производства арматурного проката «слиттинг-процессом». разработка технологии, конструирование привалковой арматуры, обучение пер-сонала. в результате освоено производства арматуры №12,14 с разделением на две нит-ки. производительность по этим профилям увеличилась на 60%.
2006-2007 «АШИНСКИЙ МЗ», Аша, РФ
разработка концепции модернизации сталеплавильного производства, в том числе:• выбор оборудования;• подготовка бизнес-плана;• проработка логистики грузопотоков;• разработка технологических инструкций при освоении дугосталеплавильной
печи «дсп – 120» (Consteel). в результате осуществлен переход от мартеновского способа производства ста-ли к электросталеплавильному.
2008 «КАСТИНГ», Павлодар, Казахстан
результаты выполнения контракта:• изменение калибровки черновой и промежуточной группы клетей;• конструирование привалковой арматуры;• поставка и освоение твердосплавных шайб на валках чистовой группы клетей
сортопрокатного стана. в результате сокращено время настройки стана после перевалок и переходов, производство увеличено на 10%.
РЕФЕРЕНЦ-ЛИСТ ООО «ТМТ»

33
1998-2003 Steel Works (BSW), Zhlobin, Gomel region, Belarus
Modernization of electric arc furnace (DSP-100) and continuous casting machines with the purpose of efficiency optimization.Introduction of cord steel production technology (K70, K80).Optimization of bar-rolling mill efficiency by introduction of the slitting process.
2005 OJSC “Amurmetall”, Komsomolsk-on-Amur, Russia
Providing steel production growth in coherence with introduction of resources-saving technology.Steel refinement technology introduction in ladle metallurgy facility and ladle-furnace facility.Key figures: • 15% energy consumption reduction;• 10% production growth.
2006 “Casting LLC”, Pavlodar, Republic of Kazakhstan
Reinforcing bar production technology with slitting operation introduction.Technology development, casting roller construction, personnel training. Key figures: introduction of the process of production of armature No.12,14 (with slitting operation);60% efficiency growth.
2006-2007 “Ashansky MZ”, Asha, Russia
Development of a modernization concept (equipment consulting, business assessment, logistics optimization of electric arc furnace DSP-120 (Consteel), operation procedures development). Key achievements: transition from open hearth (Siemens-Martin process) to electric arc furnace.
2008 “Casting”, Pavlodar, Kazakhstan
Roughing mill and intermediate stand standardization. Development and production of casting rollers.Supplying and introduction of carbide spacing washers for finisher stand equipment of bar-rolling mill.Key figures: 10% production growth by timing optimization.
REFERENSE-LIST

34
2008-2009 «КSP STEEL», Павлодар, Казахстан
разработка и внедрение технологии производства трубных марок сталей. в результате получены низкие показатели содержания азота и водорода в стали без процесса вакуумирования.
2010–2012 ОАО «ЕВРАЗ ЗСМК», Новокузнецк, РФ
поставка привалковой арматуры для производства арматурного проката «сли-тинг-процессом». поставка запасных частей и быстроизнашивающихся деталей.выполнены условия контракта.
2011 ОАО «ЕВРАЗ ЗСМК», Новокузнецк, РФ
результаты выполнения контракта:• разработка технологии; • конструирование, изготовление и поставка привалковой арматуры, • освоение технологии производства арматурного проката №8, 10, 12, 14 с раз-
деление на две нитки. достигнуты контрактные показатели производительности.
2011 ОАО «ЕВРАЗ ЗСМК», ОАО «Актив», Костанай, Казахстан
результаты выполнения контракта:• выдача заключения по объему поставки технологического оборудования про-
катного стана; • оценка проведения холодных, горячих и гарантийных испытаний;• выдача предложения по объему поставки вспомогательного оборудования,
крановому хозяйству, составу испытательной лаборатории; • оказание консультационных услуг в переговорах по поставке основного и вспо-
могательного оборудования; • проведение экспертизы основных технических решений (ОТр) генпроектиров-
щика проекта.
2011 «КSP STEEL», Павлодар, Казахстан
результаты выполнения контракта:• выдача заключения по объему поставки технологического оборудования про-
катного стана; • оценка проведения холодных, горячих и гарантийных испытаний; выдача пред-
ложения по объему поставки вспомогательного оборудования, запасных ча-стей;
• оказание консультационных услуг в переговорах по поставке основного и вспо-могательного оборудования с фирмой «Siderengineering S.p.a.».

35
2008-2009 “KSP Steel”, Pavlodar, Kazakhstan
Development and introduction of pipe steel production. Key achievements: low nitrogen and hydrogen content without vacuum evaporation implementation.
2010-2012 “EVRAZ ZSMK”, Novokuznetsk, Russia
Supply of casting rollers for bar-rolling mill with slitting operation option.Supply of spare parts.Key contract indicators achieved.
2011 “EVRAZ ZSMK”, Novokuznetsk, Russia
Contract implementation results:• technology development, • construction, development and production of casting rollers, • production of armature No.8,10,12,14 (with two lines division).Key performance indicators achieved
2011 “EVRAZ OJSC”, “Active”, Kostanay, Kazakhstan
Contract implementation results:• bar-rolling mill equipment supply consulting report;• assessment of cold, hot and guarantee tests;• additional equipment, crane facilities and laboratory evaluation consulting;• assisting during negotiations over equipment and spare parts supply;• inspection of main design solution of general contractor.
2011 “KSP Steel”, Pavlodar, Kazakhstan
Contract implementation results:• bar-rolling mill equipment supply consulting report;• assessment of cold, hot and guarantee tests;• additional equipment and spare parts supply consulting;• assisting during negotiations over main and supplemental equipment with
Siderengineering S.p.a.

36
2012 «КSP STEEL», Павлодар, Казахстан
результаты выполнения контракта:• поставка технической документации по проекту «ввод в эксплуатацию про-
катного стана с проволочным блоком и освоение производства круглого про-ката в бунтах диаметром от 5,5 до 12 мм»;
• инжиниринг, проектирование и разработка документации, включая деталь-ные чертежи привалковой арматуры и расчет параметров прокатки;
• разработка мероприятий, обеспечивающих выпуск продукции в бунтах;• ввод в эксплуатацию, освоение технологии и получение контрактных показа-
телей производительности; • техническое и технологическое сопровождение организации технического
обслуживания оборудования; • проведение обучения персонала заказчика.
2012-2013 ОАО «Соколовско-Сорбайское Горно-перерабатывающее Объединение», Рудный, Казахстан
поставка оборудования, разработка и передача технической документации, внедрение технологии производства арматурного проката.
2013 DVM ExportGmbH, Deutschland, Koeln
поставка привалковой арматуры, запасных частей и быстроизнашивающихся деталей для сортопрокатного стана.

37
2012 “KSP Steel”, Pavlodar, Kazakhstan
Contract implementation results:• technical documents on project of bar-rolling mill with wire shaft clearing for
operation and introduction of round-bar iron production (5,5 and 12 mm coils);• engineering, project conception and designing of documents (including elaborating
blueprints of armature and pilgering evaluation);• coil production consulting;• clearing for operation and key performance indicators evaluation;• technical and technological support of maintenance works;• personnel training.
2012-2013 OJSC “SSGPO”, Rudny, Kazakhstan
Supply of equipment, development of technical documents, reinforcing steel production technology introduction.
2013 «DVM Export GmbH», Köln, Germany
Bar-rolling mill equipment, spare parts supply and rapid-wearing parts.

38
ОБОРУДОВАНИЕ ДЛЯ СОРТОПРОКАТНыХ СТАНОВ, ИЗГОТОВЛЕННОЕ ПО ЗАКАЗУ ООО «ТМТ»

39
EQUIPMENT MADE BY ORDER OF «TMT» COMPANY

ООО «ТМТ»
220015, Республика Беларусь г. Минск, ул. Одоевского, 117
тел./факс: +375 (17) 269 94 52
TMT LC
117, Odoevskogo street Minsk, Republic of Belarus, 220015 tel./fax: +(375) 17 269-94-52 +(375) 17 269-94-60
www.oootmt.by e-mail: [email protected]