zeolite-filled silicone rubber membranes … membrane bioreactor offers the advantage of continuous...
TRANSCRIPT

Journal of Membrane Science, 35 (1987) 39-55 Elsevier Science Publishers B.V., Amsterdam - Printed in The Netherlands
39
ZEOLITE-FILLED SILICONE RUBBER MEMBRANES
PART 1. MEMBRANE PREPARATION AND PERVAPORATION RESULTS
H.J.C. te HENNEPE, D. BARGEMAN, M.H.V. MULDER and C.A. SMOLDERS
University of Twente, Department of Chemical Engineering, P.O. Box 217, 7500 AE Enschede (The Netherlands)
(Received February 23,1987; accepted in revised form May 26,1987)
Summary
Amongst the alternative fuels obtained from renewable resources alcohol from fermentation may become one of the most important. The combination of fermentation with pervaporation in a membrane bioreactor offers the advantage of continuous processing. In this membrane bioreac- tor alcohol-selective membranes are needed. The performance of the membranes available at pres- ent is poor. Much research is being carried out on silicone rubber but the selectivity of this material for alcohol is too low. Addition to the membrane of a sorptive filler with a high selectivity towards alcohol appears to improve both selectivity and flux. Silicalite, a novel type of hydrophobic zeolite, has been used for that purpose. Results presented in this paper indicate that transport through the zeolite pores contributes to a major extent to the total transport through the membrane.
1. Introduction
Fermentation alcohol represents one of the more important recources of renewable energy. Therefore, the recovery of alcohol from aqueous mixtures has received much attention recently [l-6]. At this moment fermentation is mostly carried out as a batch process. Because alcohol acts as an inhibitor for the microorganisms producing it, both the final alcohol concentration and the alcohol productivity are low [ 71.
Fermentation and membrane filtration can be combined in a so-called mem- brane bioreactor. Two concepts are possible ( see Fig. 1) : the microorganisms are immobilized within the membrane (for example within the hollow fiber wall), or a membrane module is coupled to the fermentor. In the latter concept the fermentation broth is continuously pumped through a membrane filtration unit. The rejected microorganisms are recycled to the fermentor while the inhibitory end-products permeate through the membrane. The membrane pro- cess used in the latter concept can vary from microfiltration to pervaporation.
0376-7388/87/$03.50 0 1987 Elsevier Science Publishers B.V.

40
F -feed P - product
hollow fiber with immobilized microorganisms in the fibre wall
fermentor coupled with membrane unit
Fig. 1. Two different types of membrane bioreactors.
Both concepts allow direct control of the alcohol concentration in the broth and the possibility of keeping it at an optimum level [ 8-101. In a second pro- cess the alcohol is concentrated to fuel quality.
Pervaporation is a useful technique to remove water from alcohol-rich mix- tures [ 111. The separation of alcohol from dilute mixtures, however, is less easy to accomplish since it requires alcohol-selective membranes. In the liter- ature several types of alcohol-selective membrane materials are mentioned, for instance nitrile-butadiene rubber and styrene-butadiene rubber [ 121 and poly- substituted acetylenes [ 131. Most of the investigations refer to the use of sil- icone rubber membranes. However, these latter membranes give a low selec- tivity combined with a very low flux [ 4,5].
Transport model As Mulder [ 141 pointed out, the mechanism of separation by pervaporation
can best be described in terms of the solution-diffusion model. The two main steps are the sorption of the permeants into the polymer matrix, followed by diffusion through the polymer. In order to enhance membrane performance one can either try to improve the selective sorption or to lower the diffusion barrier or do both. We have investigated the former concept by improving the preferential sorption of the membrane. Since the diffusion coefficient is a func- tion of the concentration of the permeants inside the membrane, a higher sol- ubility also affects the diffusional part of the transport mechanism.
The addition of an adsorptive filler to the membrane is a way to improve the uptake from the feed. In the case of an alcohol-selective membrane, e.g. silicon rubber, this filler should have a high selectivity towards the alcohol in order to enhance the selectivity of the membrane as a whole. A second requirement is that the energy of adsorption should be low enough to allow for desorption under pervaporation conditions. If no desorption occurs the flux will decrease due to the extra resistance introduced by the adsorbent particles and no effect on the selectivity will be obtained, as was shown by Paul and Kemp [ 151.

41
a
A I --------.
‘,
,
I3
c F -:5 r P F
t direction of transport
b
alcohol
water
F - feed side P - permeate side
Fig. 2. Proposed transport model for zeolite-filled membranes. (a) Concentration profiles for components A and B in an unfilled (-) and a filled membrane (---) . (b) Apparent pathways of alcohol and water transport through a silicalite-filled membrane.
The improved sorption of components from the feed does not imply a higher saturation concentration in the polymer part of the membrane. The sorbent particles rather act as a kind of reservoir. During pervaporation the extra sorp- tion capacity has the effect that the feed-side concentration of the permeants in the membrane is maintained at the same level over a larger part of the membrane. This is illustrated in Fig. 2. In Fig. 2a the solid curves represent the concentration profiles of components A and B for the unfilled membrane. The dashed line for component A then is the profile for the filled membrane. For component B it is assumed that both concentration profiles coincide, in other words that there is no extra sorption of component B. Figure 2a depicts the situation where polymer and filler show selectivity towards the same com- ponent of the feed - in this case component A. Thus the selectivity of the membrane as a whole is improved. If, however, component B were to be favoured by the filler, then the selectivity of the filled membrane would be lower as compared to the polymer membrane.
In Fig. 2b a schematical drawing is given of the zeolite-filled membrane. We assume that the zeolite shows selectivity towards the alcohol and that the requirement of easy desorption is met. While being transported through the membrane the alcohol molecule is adsorbed and desorbed by subsequent zeolite particles and its path leads straight through the zeolite pores. If enough alcohol is present inside the membrane the zeolite pore system will be largely occupied by alcohol molecules, prohibiting the water molecules from entering the pores. Thus on its way through the membrane the water molecule has to travel around the zeolite particles.
The higher alcohol concentration inside the polymer close to the permeate side of the membrane and the fact that alcohol can travel along a straight line

42
while water has to follow a more tortuous path act together in explaining the way in which membrane performance is enhanced both in selectivity and flux when zeolite is added to the polymer matrix.
2. Zeolites
In the field of sorbents, zeolites or molecular sieves take a special place. One of the reasons for this is their unique property of selectivity at a molecular level. Zeolites are porous alumino-silicates with pore sizes between 0.3 and 1 nm. The pore size distribution is very sharp due to the fact that the pores form part of the crystal structure itself. The nature of the adsorbent-adsorbate interaction reaches from physical adsorption with moderate interactions to the strong forces operative in chemisorption. Besides this, with decreasing alu- minum content their character changes from hydrophilic to hydrophobic [ 16-181. A historical introduction on the subject of zeolites is given by Flani- gen [ 191. Comprehensive reading on the industrial techniques using zeolites is offered by a series of articels by Dwyer and others [ 20-241.
In the early 197Os, Argauer and Landolt described the preparation of the synthetic zeolite ZSM-5 [ 251, and some years later Grose and Flanigen [ 261 did so for silicalite-1. Both zeolites belong to the so-called Pentasil group [ 271. The main difference between ZSM-5 and silicalite-1 is the aluminum content, which is nil for the latter. The aluminum atoms in the lattice are so scarce that both zeolites behave as hydrophobic sorbents [ 28-301. Although the differ- ence in the amount of aluminum incorporated in the structure may be rela- tively large, the differences in sorptive properties are small. As shown by others [ 2,3,31-331 both silicalite-1 and ZSM-5 preferentially adsorb the alcohol from aqueous mixtures, the sorption capacity being about the same for both zeolites.
The adsorption on silicalite can be described as physical adsorption [ 29,301. This means that desorption can be achieved under relatively mild conditions. Thermogravimetrical experiments by Milestone and Bibby [ 2,3] show an almost complete desorption of adsorbed ethanol at a temperature of 100°C with air as purge gas. The aim of Milestone and Bibby was to remove alcohol from a fermentation broth through adsorption on silicalite in a packed column. After sorption the product is obtained by increasing the temperature of the column. The work on adsorption as done by Milestone is carried out in order to achieve a more or less continuous retraction of alcohol produced in a con- tinuous fermentation process. The adsorption process has to be preceeded by a step in which the liquid passing through the adsorption apparatus is sepa- rated from the broth (for example by microfiltration or ultrafiltration [ 61) .
3. Experimental
3.1 Zeolite preparation Silicalite-1 was prepared according to example 3 from the original patent by
Grose and Flanigen [ 261. The silica sol (30% SiO, in water) was prepared

43
from Degussa Aerosil200. All other reagents (NaOH, TPABr) were P.A. grade. The reaction mixture was prepared in a glass jar and then transferred into a teflon vessel. The reaction took place in a autoclave at 180” C under autogen- ous pressure, with the reaction time between 24 and 29 hours. After washing with water until the pH was below 8 and drying under vacuum, the zeolite precursor was calcined in air for 16 hours at 600°C. Before further use as a membrane additive the zeolite was sieved on a test sieve with an aperture size of 45 pm, the residue being negligible.
3.2 Membrane preparation The silicone rubber (polydimethylsiloxane) membranes were prepared from
RTV 615 A and RTV 615 B from General Electric without purification. Rubber A, crosslinker B and silicalite were put together in a 25 ml jar and thoroughly mixed. The result was a paste with the consistency of a gum. The paste was mechanically cast on a perspex plate, casting thickness 150 ,um. The film was cured on the plate at 70’ C for 16 hours to assure complete crosslinking. The membranes were used without further treatment.
3.3 Zeolite and membrane characterization The result of the zeolite synthesis was investigated by means of X-ray dif-
fraction, SEM and adsorption measurements from both liquid phase (alco- hol-water mixtures) and gas phase ( N2). The liquid-phase measurements were performed according to a depletion method in which 1 g of silicalite and 10 ml of the liquid phase were mixed in a tube. After equilibrium was reached the supernatant liquid was analysed by gas chromatography. The amount of adsorbed alcohol was calculated from the difference in composition before and after contact with the zeolite, assuming that only alcohol had been adsorbed. Nitrogen adsorption was recorded on a Perkin Elmer Model 212D Sorptometer.
The crystal size was determined independently through SEM and mercury porometry. SEM was also used to characterize the membranes. The membrane thickness was measured with a micrometer.
3.4 Pervaporation measurements A schematic representation of the prevaporation apparatus is shown in Fig.
3. The membranes are localized in cells 1 to 3 with a membrane area of 28.3 cm2 per cell. The cell geometry is such as to avoid concentration polarization. The temperature of the feed is kept constant and can be varied between 20°C and 50°C through the heat exchanger and the thermostated water bath. At these temperatures the vapour pressure of the feed is above 1500 Pa. The pres- sure at the downstream side of the membrane is kept below 100 Pa, which value is well below 10% of the vapour pressure at the feed side. The difference in vapour pressure over the membrane -the driving force for transport -then is at such a level that a further decrease in downstream pressure does not affect

Fig. 3. Pervaporation apparatus; for explanation, see text.
flux or selectivity [ 341. The pressure controller 4 closes valve 5 when the pres- sure reaches the upper limit of 100 Pa. In this way interference between the different cells caused by excessive leaking through one of the membranes is avoided.
Liquid nitrogen is used as a cooling agent for the cold traps. At - 196” C the partial pressures of both alcohol and water are low enough to prevent loss of product through sublimation.
The test procedure is as follows: after installation the membrane in the cell the permeate is collected in cold trap D for the first 4 hours to allow steady state conditions to be reached. The subsequent 20 hours the permeate is col- lected in the trap corresponding to the cell in use. If necessary the permeate is collected again for another 20 hours.
Flux and selectivity are calculated from the equations:
J&f- pAtA x & (l/m2-hr)
) (2)
in which w = weight (kg) of permeate with density p (kg/l), At zpermeation time (hr) , A =membrane area (m”) and d=membrane thickness (pm) ; x is the weight fraction. As can be seen from eqn. (1)) the fluxes are normalized to a membrane thickness of 100 pm. Within the range of membrane thicknesses tested - 80 to 200 pm - the selectivity is assumed to be independent of the thickness.

45
Fig. 4. SEM photograph of silicalite crystals.
4. Results and discussion
4.1 Zeolite synthesis The product of the zeolite synthesis was identified by X-ray diffraction as
silicalite-1, the crystal structure being orthorombic with unit cell dimensions of a= 20.129 A, b= 19.866 A and c= 13.384 A. This is in good agreement with the work of Olson et al. on ZSM-5 [ 301. According to the diffractogram there were not impurities present in the zeolite sample. Figure 4 shows a SEM pho- tograph of the silicalite. As can be seen there are two different types of crystals, which differ in size and structure. The smaller spheres have a mean radius of about 0.5 ,um. The twinned discs are about 5 pm in size. According to Gabelica et al. [35] the two different crystal configurations are formed through two different types of reaction, designated A and B. These structures were not obtained simultaneously by Gabelica. The SEM photographs do not show any difference between calcined and non-calcined samples.
In Fig. 5a the size distribution of the crystals is given as derived from mer- cury porometry. With this technique the porous space between the crystals is measured. Considering the fact that it takes at least three particles to consti- tute a pore, the size of those particles can be computed from eqn. (3) (see Fig. 5b):
R, =R,/C (3)

46
RdVldR
' @xl)
0.4 -
0.2 -
0
0.01 0.1 1.0
Fig. 5a. Crystal size distribution.
R pore 1 ‘< R
pore 2
Fig. 5b. Pores between crystals.
where R, is the crystal size diameter and R, the pore size. If the number of particles building the pore is exactly three, then C=O.l%.
The bimodal distribution curve as measured for the pore-size distribution and as calculated for the crystal-size distribution, reflects the presence of the two crystal types, A and B. Comparing the data from SEM photographs with the mercury porometry measurements, the actual value of C is found to be about 0.2 for both crystal types, which means that the average pore was situ- ated between 3 or 4 particles.
Klein and Abraham [ 361 showed that the adsorption on silicalite from aqueous mixtures of ethanol can be described with the help of the Langmuir

47
adsorption volume of ethanol
0 1 2 3 4 5
equilibrium composition of ethanol in waler (vol.%)
Fig. 6. Adsorption of ethanol by silicalite from an ethanol/water mixture.
equation for a two-component system. The partial pressures from the vapour phase equation are replaced by the activity coefficients times the mole frac- tions of the components in the solution. Their results suggest that the water adsorption is small, adsorption taking place either from the liquid or from the vapour phase. Assuming that the water adsorption can be neglected adsorption values can be calculated from the depletion method. Figure 6 shows the results of these measurements. The curve is calculated with the help of the formulas given by Klein et al. and the activity coefficient values from the Margules equation (constants A12= 1.4090 and Aal = 0.9201 [ 371) .
Nitrogen adsorption measurements on H-ZSM-5 by Jacobs et al. [ 381 showed that at P/P, = 0.25 about 7 molecules of N, are present per channel intersec- tion. This means that per gramme of H-ZSM-5 an amount of 108 ml Nz (STP) can be adsorbed. For silicalite-1 which closely resembles H-ZSM-5 (except for the aluminum content) we found an adsorption of 92 _+ 4 ml N, (STP) /g at P/P,=O.256 and at - 196°C. This value corresponds to 6 molecules of Nz per intersection.
The agreement between literature data and our own work on both liquid and gas phase adsorption is satisfactory and combined with the results from X-ray

Fig. 7. SEM photograph of silicalite-filled silicone rubber membrane (a) cross-section; (b) detail from photograph (a).
diffraction and SEM it can be concluded that the silicalite used in the perva- poration experiments was of the proper quality.
4.2 Membrane characterization Figure 7a shows a SEM photograph of the cross-section of a silicone rubber
membrane with a zeolite silicalite content of 50% (w/w). There is no apparent clustering of the silicalite particles. Figure 7b shows the same cross-section at a higher magnification. As can be seen the crystals are imbedded in the rubber matrix with no voids around them. The photographs clearly show that the silicalite crystals are dispersed uniformly in the polymer matrix.
4.3 Pervaporation measurements Pervaporation experiments were performed studying the influence of the
silicalite content of the membranes, the feed composition and the* feed tem- perature as main variables. The pervaporation data are given in Fig. 8-11.
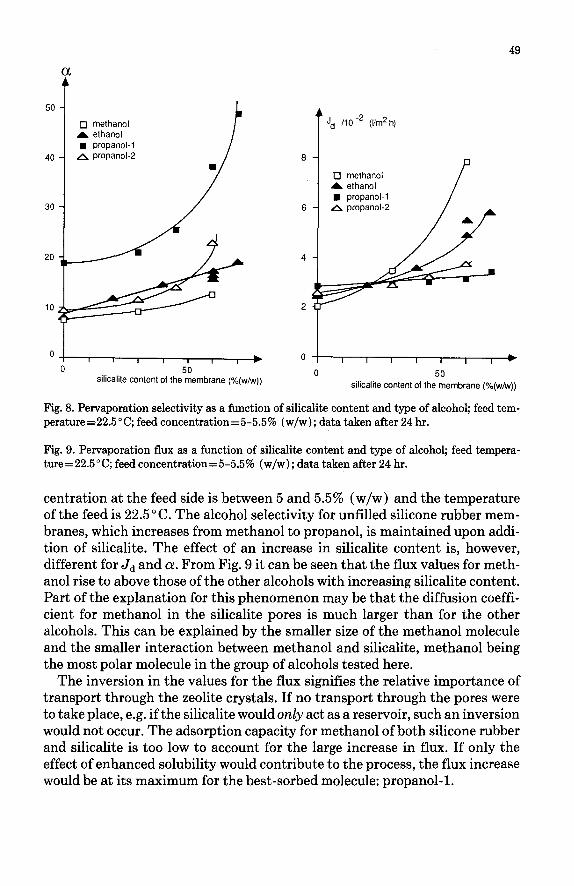
Dependence of membrane performance on the silicalite content Figure 8 shows the selectivity and Fig. 9 the flux as a function of the silicalite
content in the membrane for various alcohols. In both cases the alcohol con-
49
I 1 I I I I ,b 0 50
silicalite content of the membrane (%(w/w))
Jd /IO -2 (Vm’h)
!J methanol A ethanol n propanol-1
A propanol-2
I I I I I , I b 0 50
silicalite content of the membrane (%(w/w))
Fig. 8. Pervaporation selectivity as a function of silicalite content and type of alcohol; feed tem-
perature = 22.5’ C; feed concentration = 5-5.5% (w/w); data taken after 24 hr.
Fig. 9. Pervaporation flux as a function of silicalite content and type of alcohol; feed tempera- ture=22.5”C; feed concentration=5-5.5% (w/w); data taken after 24 hr.
centration at the feed side is between 5 and 5.5% (w/w) and the temperature of the feed is 22.5 ‘C. The alcohol selectivity for unfilled silicone rubber mem- branes, which increases from methanol to propanol, is maintained upon addi- tion of silicalite. The effect of an increase in silicalite content is, however, different for Jd and a!. From Fig. 9 it can be seen that the flux values for meth- anol rise to above those of the other alcohols with increasing silicalite content. Part of the explanation for this phenomenon may be that the diffusion coeffi- cient for methanol in the silicalite pores is much larger than for the other alcohols. This can be explained by the smaller size of the methanol molecule and the smaller interaction between methanol and silicalite, methanol being the most polar molecule in the group of alcohols tested here.
The inversion in the values for the flux signifies the relative importance of transport through the zeolite crystals. If no transport through the pores were to take place, e.g. if the silicalite would only act as a reservoir, such an inversion would not occur. The adsorption capacity for methanol of both silicone rubber and silicalite is too low to account for the large increase in flux. If only the effect of enhanced solubility would contribute to the process, the flux increase would be at its maximum for the best-sorbed molecule: propanol-1.

50
TABLE 1
Total flux separated into the parts for alcohol and water
Alcohol Silicalite content (% w/w)
o! J;‘c’“/10-2
(-) (I/m’-hr) Jp”/10-2 (l/m’-hr )
Methanol 0 7.6 0.71 1.31 30 9.5 1.43 2.08 60 13.0 3.83 4.01
Ethanol 0 7.6 0.84 1.56 40 14.9 1.90 1.72 60 16.5 2.76 2.31
Propanol-2 0 9.5 1.07 1.58 30 11.9 1.33 1.57 60 23.0 2.44 1.42
Propanol-1 0 19.1 1.58 1.18 30 21.2 1.78 1.13 60 38.3 2.40 0.75
Separation of alcohol-water mixtures by pervaporation at various degrees of filling. Feed concentration between 5 and 5.5% (w/w) alcohol. Feed temperature: 22.5”C. Data taken after 24 hr.
A second argument for the premise that at least part of the transport goes through the zeolite crystals is the variation in water flux at a given silicalite content as a function of the nature of the alcohol. This is illustrated in Table 1. In the case of propanol-1 water is totally excluded from the pores of the zeolite due to the strong interaction of this alcohol with the pore system: no water transport is possible through the zeolite pores and water has to permeate around the crystals. With increasing zeolite content the water flux decreases because of the increasing tortuosity. For the other alcohols the water transport occurs partly through the zeolite pores and partly through the polymer matrix.
The flux of propanol-1 increases with increasing silicalite content in spite of the obviously strong interaction between alcohol and zeolite. Also at 60% silicalite content the component flux for ethanol, propanol-1 and propanol-2 are equal within experimental error. The reason for the discrepancy, strong interaction versus relatively easy desorption, is object of further investigations.
The assumption by Klein and Abraham [ 361 that in the presence of ethanol the water adsorption from either liquid phase or gas phase is negligible does not rule out the possibility of water transport through the zeolite pores if the zeolite is embedded in a polymer matrix. The hydrophobic character of silical- ite is explained by Flanigen et al. [29] through the lack of possibilities for interaction between water and silicalite. That might be correct for water in an aqueous mixture of ethanol compared to water inside the silicalite pores. This explanation using the “lack of interaction” does not hold for the situation where

51
TABLE 2
Selectivity as a function of feed concentration and silicalite content
Alcohol cont., % (w/w)
Silicalite content, % (w/w)
20 40 60
3.6 9.3 11.5 16.0 5.5 10.1 14.7 18.5 7.5 9.3 14.9 25.0
Separation of ethanol/water mixtures by pervaporation at various degrees of filling with silicalite and at different alcohol concentrations in the feed. Feed temperature: 22.5”C. Data taken after 44 hr.
water in a silicone rubber matrix is compared with water in the zeolite pore. In both surroundings the possibilities for interaction are limited.
For methanol and ethanol the increase in selectivity with increasing zeolite content of the membrane is chiefly explained by the increase in the selective sorption of alcohol. For propanol-1 an extra contribution originates from the increase in the apparent membrane thickness (tortuosity) which opposes the water flux. In a future article this tortuosity effect will be discussed in more detail [ 391.
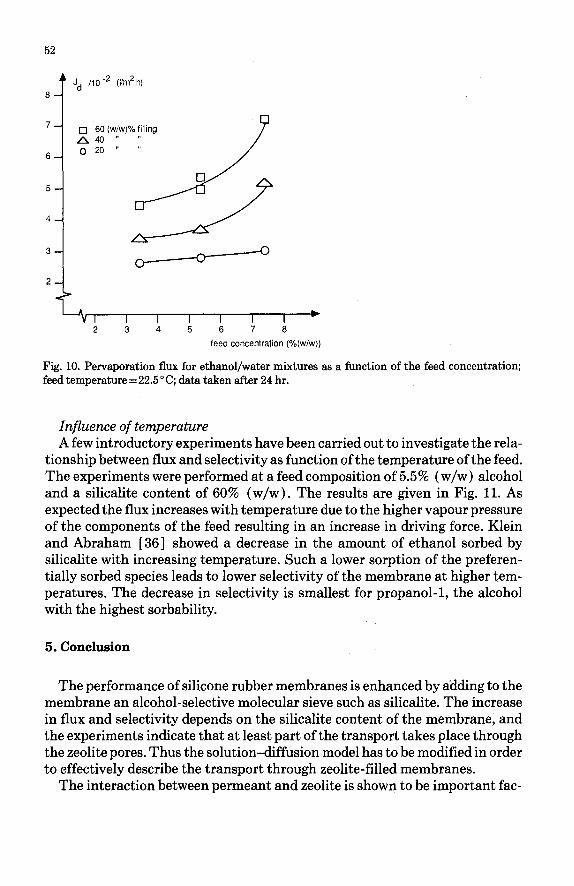
Influence of the feed concentration Table 2 and Fig. 10 illustrate the relationship between membrane perform-
ance and the ethanol concentration of the feed. Since for a small concentration interval the following relationship is assumed to hold:
there should be a linear dependence between the flux and the ethanol concen- tration in the feed. Figure 10 shows the flux for the feed concentration interval from 3.6 to 7.5% (w/w). At 20% (w/w) silicalite content the flux change is small and proportional with the feed concentration. At higher degrees of filling the flux change is greater and exponential. The change in selectivity with feed concentration and silicalite content as given in Table 2 shows the same tend- ency. At low silicalite content there is hardly any change at all while at higher degrees of filling the changes are more pronounced.
The exact reason for the observed behaviour is being investigated at the moment. It seems that the flux increase is caused by a higher concentration of alcohol in the membrane (as indicated in Fig. 2a, the dotted line for component A) while the rise in selectivity is due to a lowering of the water flux (tortuosity effect) .
52
Jd 110 -2 Wn*h) 8
q 60 A 40 0 20
2 3 4 5 6 7 0 feed concentration (“/(w/w))
Fig. 10. Pervaporation flux for ethanol/water mixtures as a function of the feed concentration; feed temperature = 22.5 ’ C; data taken after 24 hr.
Influence of temperature A few introductory experiments have been carried out to investigate the rela-
tionship between flux and selectivity as function of the temperature of the feed. The experiments were performed at a feed composition of 5.5% (w/w) alcohol and a silicalite content of 60% (w/w). The results are given in Fig. 11. As expected the flux increases with temperature due to the higher vapour pressure of the components of the feed resulting in an increase in driving force. Klein and Abraham [ 361 showed a decrease in the amount of ethanol sorbed by silicalite with increasing temperature. Such a lower sorption of the preferen- tially sorbed species leads to lower selectivity of the membrane at higher tem- peratures. The decrease in selectivity is smallest for propanol-1, the alcohol with the highest sorbability.
5. Conclusion
The performance of silicone rubber membranes is enhanced by adding to the membrane an alcohol-selective molecular sieve such as silicalite. The increase in flux and selectivity depends on the silicalite content of the membrane, and the experiments indicate that at least part of the transport takes place through the zeolite pores. Thus the solution-diffusion model has to be modified in order to effectively describe the transport through zeolite-filled membranes.
The interaction between permeant and zeolite is shown to be important fac-

53
40
30
20
10
0
A A methanol
0 l ethanol
f-~ w propanol-1
2, I 20
I 30
I I 40 50
feed temperature (“C)
20
15
10
5
0
Fig. 11. Pervaporation flux and selectivity for alcohol/water mixtures as a function of feed tem- perature; feed concentration = 5-5.5% (w/w); silicate content of the membrane = 60% (w/w) ; data taken after 24 hr.
tor. Stronger interaction does not imply slower desorption: the alcohol flux for propanol-1 as compared to the flux for ethanol does not indicate such an effect. The interaction, however, has an effect on the transport of water: by the exclu- sion of water from the pore system water has to permeate around the zeolite particles, leading to a lower water flux and a higher selectivity. This is the case for propanol- l/water mixtures.
The way in which we have improved the flux and selectivity of silicone rub- ber membranes for the separation of alcohol and water may be adopted for other processes. Numerous examples of molecules having a favourable inter- action with silicalite or ZSM-5 are given by Dessau [ 40,411 and Shultz-Sibbel et al. [ 421. The preconditions to be fulfilled by the zeolite when used in a membrane are not different from those mentioned in this paper: l selectivity towards the same molecules as the unfilled membrane. l desorption under pervaporation conditions.
To these can be added: l for the combination of polymer and zeolite the transport rate through the
polymer matrix should be low enough as compared to the flux through the zeolite crystals to avoid less selective ‘leaks’ around the crystals.
54
Acknowledgement s
We would like to thank Lex Rijfkogel and Han Oude Groeniger for perform- ing the pervaporation experiments and Mr. J. Boeijsma and Dr. G.M.H. van de Velde for performing and evaluating the X-ray diffraction measurements. The work is financially supported by the Ministry of Economical Affairs in The Netherlands.
References
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17 18
H.J.C. the Hennepe, M.H.V. Mulder, C.A. Smolders, D. Bargeman and G.A.T. Schriider (G.F.T./SETEC) , Pervaporation process and membrane, European Patent Application 86 110 455.2,1986. N.B. Milestone and D.M. Bibby, Concentration of alcohols by adsorption on silicalite, J. Chem. Tech. Biotechnol., 31 (1981) 732. N.B. Milestone and D.M. Bibby, Adsorption of alcohols from aqueous solutions by ZSM-5, J. Chem. Tech. Biotechnol., 34A (1983) 73. S. Kimura and T. Nomura, Pervaporation of alcohol-water mixtures with silicone rubber membrane, Membrane, 7 (1982) 353. S. Kimura and Nomura, Pervaporation of organic substance-water system with silicone rub- ber membrane, Membrane, 8 (1983) 177. C.S. Ouiman and C.D. Chriswell, Process of concentrating ethanol from dilute aqueous solu- tion thereof, U.S. Patent 4,277,635,1981. B.L. Maiorella, H.W. Blanch and C.R. Wilke, Economic evaluation of alternative ethanol fermentation processes, Biotechnol. Bioeng., 26 (1984) 1003. M.H.V. Mulder and C.A. Smolders, Continuous ethanol production controlled by membrane processes, Process Biochem., 21 (1986) 35. W.J. Groot, C.E. van den Oever and N.W.F. Kossen, Pervaporation for simultaneous product recovery in the butanol/isopropanol batch fermentation, Biotechnol. Lett., 6 (1984) 709. G.H. Schouten and W.J. Groot, Economic feasibility of the production of iso-pro- panel-butanol-ethanol fuels from whey permeate, Process Biochem., 20(6) (1985) 117. M.H.V. Mulder, J. Oude Hendrikman, H. Hegeman and C.A. Smolders, Ethanol-water sep- aration by pervaporation, J. Membrane Sci., 16 (1983) 269. J.-P. Brun, C. Larchet, G. Bulvestre and B. Auclair, Sorption and pervaporation of dilute aqueous solutions of organic compounds through polymer membranes, J. Membrane Sci., 25 (1985) 55. T. Higashimura and T. Masuda, Membrane for liquid separation, European Patent Appli- cation 0,136,091, 1984. M.H.V. Mulder and CA. Smolders, On the mechanism of separation of ethanol/water mix- tures by pervaporation. I. Calculation of concentration profiles. J. Membrane Sci., 17 (1984) 289. /’ D.R. Paul and D.R. Kemp, The diffusion time lag in polymer membrane containing adsorp- tive fillers, J. Polym. Sci., Polym. Symp. Ed., 41 (1973) 79. N.Y Chen (Mobil Oil), Selective sorption of less polar molecules with crystalline zeolites ofhigh silica/alumina ratio, U.S. Patent 3,732,326,1973. N.Y. Chen, Hydrophobic properties of zeolites, J. Phys. Chem., 80 (1976) 60. H. Nakamoto and H. Takahashi, Hydrophobic natures of zeolite ZSM-5, Zeolites, 2 (1982) 61.
19
20 21 22
23 24 25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
E.M. Flanigen, Molecular sieve zeolite technology - The first twenty-five years, Pure Appl. Chem., 52 (1980) 2191. J. Dwyer and A. Dyer, Zeolites for industry, Chem. Ind., (2nd April, 1984) 237. A. Dyer, Uses of natural zeolites, Chem. Ind., (2nd April, 1984) 241. R.P. Townsend, Ion exchange in zeolites - basic principles, Chem. Ind., (2nd April, 1984) 246. L.V.C. Rees, Adsorption and diffusion of gases in zeolites, Chem. Ind., (2nd April, 1984) 252. J. Dwyer, Zeolite structure, composition and catalysis, Chem. Ind., (2nd April, 1984) 258. R.J. Argauer and G.R. Landolt (Mobil Oil), Crystalline zeolite ZSM-5 and method of pre- paring the same, U.S. Patent 3,702,886,1972. R.W. Grose and E.M. Flanigen (Union Carbide), Crystalline silica, U.S. Patent 4,061,724, 1977. G.T. Kokotailo and W.M. Meier, Pentasil family of high silica crystalline materials, in: R.P. Townsend (Ed. ) , The Properties and Applications of Zeolites, The Chemical Society, Lon- don, Special Publication No. 33, 1980. D.H. Olson, W.O. Haag and R.M. Lago, Chemical and physical properties of the ZSM-5 substitutional series, J. Catal., 61 (1980) 390. E.M. Flanigen, J.M. Bennet, R.M. Grose, J.P. Cohen, R.L. Patton, R.M. Kirchner and J.V. Smith, Silicalite, a new hydrophobic crystalline silica molecular sieve, Nature, 271 (1978) 512. D.H. Olson, G.T. Kokotailo, S.L. Lawton and W.M. Meier, Crystal structure and structure- related properties of ZSM-5, J. Phys. Chem., 85 (1981) 2238. A.J. Groszek (British Petr. Comp.) , Process for separating ethanol from dilute aqueous solu- tions thereof, European Patent Application 0,101,254,1984. W.A. Schumacher and V.W.-S. Hwa, Separation of water-ethanol mixtures by sorption, ORNL/MIT-298,198O. R.M. Dessau and W.O. Haag (Mobil Oil), Process for the production of fermentation ethanol, U.S. Patent 4,442,210,1984. F.W. Greenlaw, W.D. Prince, R.A. Shelden and E.V. Thompson, Dependence of diffusive permeation rates on upstream and downstream pressures, I. Single component permeant, J. Membrane Sci., 2 (1977) 141. Z. Gabelica, E.G. Derouane and N. Blom, Factors affecting the synthesis of pentasil zeolites, in: T.E. Whyte, R.A. Dalla Betta, E.G. Derouane and R.T.K. Baker (Eds.), Catalytic Mate- rials: Relationship between Structure and Reactivity, ACS Symposium Series 248, American Chemical Society, Washington, DC, 1984, p. 219. S.M. Klein and W.H. Abraham, Adsorption of ethanol and water vapors by silicalite, AIChE Symp. Ser., 79(230) (1983) 53. J. Gmehling and U. Onken, Vapo-Liquid Equilibrium Data Collection, Aqueous-Organic Systems, Dechema Chemistry Data Series, Vol. 1, Part 1,1977. P.A. Jacobs, H.K. Beyer and J. Valyon, Properties of the end members in the Pentasil family of zeolites: Characterisation as adsorbents, Zeolites, 1 (1981) 161. H.J.C. te Hennepe, D. Bargeman, M.H.V. Mulder and C.A. Smolders, Zeolite-filled silicone rubber membranes. Part 2. Sorption and facilitated transport, in preparation. R.M. Dessau, Selective sorption properties of zeolites, in: W.H. Flank (Ed.), Adsorption and Ion Exchange with Synthetic Zeolites, ACS Symposium Series 135, American Chemical Soci- ety, Washington, DC, 1980, p. 123. R.M. Dessau (Mobil Oil), Selective sorption by zeolites, European Patent Application 0,031,676,1981. G.M.W. Shultz-Sibbel, D.T. Gjerde, C.D. Chriswell, J.S. Fritz and W.E. Coleman, Analytical investigations of the properties of uses of a new hydrophobic molecular sieve, Talanta, 29 (1982) 447.