ytinspektion av slabs med kamera - henrik karlsson321210/fulltext01.pdf · ytinspektion av slabs...
TRANSCRIPT

Karlstads universitet 651 88 Karlstad Tfn 054-700 10 00 Fax 054-700 14 60
[email protected] www.kau.se
Fakulteten för ekonomi, kommunikation och IT
Henrik Karlsson
Ytinspektion av slabs med kamera
En investeringsbedömning på Avesta Jernverk
Examensarbete 30hp Civilingenjör Industriell Ekonomi
Datum: 2010-05-24 Handledare: Berndt Andersson Examinator: Berndt Andersson Hans Lindkvist
Karlstads Universitet 651 88 Karlstad Tfn 054-700 10 00 Fax 054-700 14 60
[email protected] www.kau.se

Förord Följande arbete är det avslutande momentet i min utbildning till Civilingenjör Industriell Ekonomi på Karlstads Universitet. Examensarbetet utfördes på stålverket i Avesta under vinterhalvåret 2009-2010. Under arbetet har jag varit beroende av hjälp och stöd från många personer på Avesta Jernverk. Jag är mycket tacksam för att ni har tagit er tid. Utan er hade arbetet inte varit möjligt att genomföra! Ett speciellt tack riktar jag till Anki och Per på kallslipen, Marie och Anders på stålverkets processutvecklingsavdelning och Daniel på Bredband. Ni har alla bidragit med mycket tid och engagemang för att stödja mitt arbete. Jag vill även tacka Berndt Andersson på Karlstads Universitet för sina råd och stöd under arbetets gång. Avesta, mars 2010 _______________________ Henrik Karlsson

Sammanfattning Avesta Jernverk tillverkar band och plåtar i rostfritt stål. Processen börjar med skrot som smälts och sedan gjuts till rätblocksformade ämnen, kallade slabs. Slabsen undersöks av operatörer efter defekter på ytan. Godkända slabs skickas vidare för valsning medan slabs med ytdefekter slipas för att få en bättre yta. Denna beslutsprocess är dock långt ifrån perfekt. Det är idag mycket svårt att undersöka slabs efter ytdefekter och hypotesen för detta arbete är att ett ytinspektionssystem skulle göra detta så pass mycket bättre att en investering är lönsam. För att avgöra om investeringen bör utföras krävs en uppskattning av i vilken grad ett ytinspektionssystem skulle upptäcka fler defekter som bör slipas bort. Det är också möjligt att ett sådant system skulle göra en annan bedömning än operatören beträffande om en defekt verkligen behöver slipas eller inte. På grund av den stora svårigheten i att undersöka slabs bedömdes investeringens största besparingspotential ligga i förbättrat utbyte senare i processen. Detta skulle åstadkommas genom att identifiera fler defekter, slipa bort dessa och därmed endast valsa på slabs med en fin yta. Ett försök utfördes därför för att undersöka hur stor utbytesförbättring företaget borde förvänta sig. Försöket indikerade dock inte att denna förbättring skulle vara av betydande storlek. I undersökningen hittades endast ett fåtal banddefekter som kan ha orsakats av ytdefekter på slabs. Här bör dock noteras att även om försöket upptog drygt hälften av projekttiden får dess resultat ses som osäkert då endast 2,8 % av de godkända slabsen undersöktes. Traditionella ekonomiska metoder användes för att uppskatta investerings lönsamhet. Störst betoning lades på investeringens nuvärde medan återbetalningstiden och internräntan inte fick lika stort utrymme. Kalkylräntan beräknades med hjälp av WACC där aktieägarnas avkastningskrav bestämdes med CAPM. Investeringens utbetalningar identifierades som inköp, installation, interna resurser, mjukvaruklassificering och underhåll medan inbetalningar bestod i förbättrat utbyte, minskad bearbetning och minskade interna resurser. I investeringsbedömningen användes två placeringar av ytinspektionssystemet, ett för att inspektera varmslipad yta och ett för oslipad yta. Med indata uppskattade utifrån försöket visade sig ett system för oslipad yta vara olönsamt. Även ett system för varmslipad yta visade sig olönsamt om inte investeringen kunde leda till en personalminskning. Med en personalneddragning görs bedömningen att investeringen skulle vara lönsam trots att nuvärdet med nämnda indata inte var positivt. Detta beror på att investeringen även för med sig svårkvantifierade inbetalningar, så som högre leveranssäkerhet, mindre arbetande kapital, säkerhetsförbättringar och marginalpåverkan på processförbättringsarbetet. Försök till att kvantifiera dessa ger en relativt stor positiv påverkan på investeringens lönsamhet.

Innehållsförteckning
1. Introduktion ........................................................................................................................1
1.1 Problemformulering ......................................................................................................1 1.2 Syfte .............................................................................................................................3 1.3 Frågeställning ...............................................................................................................3 1.4 Metod ...........................................................................................................................3 1.5 Disposition ...................................................................................................................4
2. Företags- och processbeskrivning .......................................................................................5
2.1 Avesta Jernverk ............................................................................................................5 2.2 Råvaruhantering ............................................................................................................5 2.3 Ljusbågsugn ..................................................................................................................5 2.4 Konverter (AOD-L) ......................................................................................................6 2.5 Skänkugn ......................................................................................................................6 2.6 Stränggjutverk ..............................................................................................................6 2.7 Slipverk ........................................................................................................................7 2.8 Varmvalsverk ...............................................................................................................8 2.9 Glödgning och betningslinjen........................................................................................8 2.10 Kallvalsverk ................................................................................................................9 2.11 Färdigställning ............................................................................................................9
3. Ytdefekter på slabs och dess påverkan på band ................................................................. 10
3.1 Allmän information ..................................................................................................... 10 3.2 Erfarenheter på Avesta Jernverk .................................................................................. 10
4. Kamerasystemet ............................................................................................................... 13
5. Investeringsteori ............................................................................................................... 14
5.1 Syftet med en investering ............................................................................................ 14 5.2 Grundläggande begrepp .............................................................................................. 14 5.3 Nuvärdesmetoden ....................................................................................................... 15 5.4 Internräntemetoden ..................................................................................................... 17 5.5 Återbetalningsmetoden ............................................................................................... 17 5.6 Skatteeffekter .............................................................................................................. 18 5.7 Val av kalkylränta ....................................................................................................... 19 5.8 Nollpunktsanalys ........................................................................................................ 21 5.9 Känslighetsanalys ....................................................................................................... 21 5.10 Scenarier ................................................................................................................... 21
6. Försöksplan ...................................................................................................................... 22
6.1 Bakgrund .................................................................................................................... 22 6.2 Försökets syfte ............................................................................................................ 23 6.3 Val av stålgrupper ....................................................................................................... 23

6.4 Genomförande ............................................................................................................ 24
7. Försöksutvärdering ........................................................................................................... 27
7.1 Försökets resultat ........................................................................................................ 27 7.1.1 Stålsort 1358 ............................................................................................................................. 27 7.1.2 Stålsort 2323 ............................................................................................................................. 29 7.1.3 Stålsort 194201 ......................................................................................................................... 31 7.1.4 Stålsort 6112 ............................................................................................................................. 33 7.1.5 Stålsorterna 6589xx.................................................................................................................. 34
7.2 Felkällor i försöket ...................................................................................................... 37 7.3 Försöksanalys ............................................................................................................. 38 7.4 Kontentan av försöket ................................................................................................. 40
8. Investeringsanalys ............................................................................................................ 41
8.1 Utbetalningar .............................................................................................................. 41 8.2 Inbetalningar ............................................................................................................... 43 8.3 Livslängd och kalkylränta ........................................................................................... 47 8.4 Investeringsbedömning: Ytinspektion av oslipade slabs .............................................. 48 8.5 Investeringsbedömning: Ytinspektion av varmslipade slabs ........................................ 51 8.6 Andra effekter: Ytinspektion av varmslipade slabs ...................................................... 55 8.7 Alternativa investeringar ............................................................................................. 59 8.8 Bör en investering utföras? ......................................................................................... 60
9. Slutsats och rekommendation............................................................................................ 62
Referenser ............................................................................................................................ 63
Bilaga A – Processchema ..................................................................................................... 64
Bilaga B – Hur bör utbytesförluster värderas när en flaskhals existerar? ............................... 66

Ytinspektion av slabs med kamera Henrik Karlsson
– 1 –
1
Figur 1. Illustration av syningssystemens placering.
1. Introduktion Avesta Jernverk är en del av Outokumpu koncernen, världens sjätte största tillverkare av rostfritt stål, och tillverkar rostfria band och plåtar. Produktionen startar med skrot som smälts ner och stränggjuts till rätblock, så kallade slabs. Dessa ämnen valsas sedan ut till band som säljs hela eller klippta till plåtar1. I tillverkningsprocessen från smälta till gjutning uppstår problem som orsakar ytdefekter på slabsen. Ytdefekterna påverkar förädlingsprocessen och försämrar utbytet från slabs till färdig produkt. Dessa defekter försöker Jernverket identifiera och sedan slipa bort. För denna process har verket två möjligheter; en varmslipningsprocess där slabsen kan slipas direkt efter gjutning och en kallslipningsprocess där materialet först behöver svalna för att bearbetas1. Idag är det de anställda på varmslipverket och kallslipverket som undersöker slabsen och noterar eventuella ytdefekter. Detta är dock en svår uppgift, speciellt när slabsen är varma. En installation av kamerautrustning för syning av slabs skulle förenkla produktionen och tros öka utbytet från slabs till färdig produkt.
1.1 Problemformulering Vid gjutning av slabs uppstår defekter på ytan som idag inte går att undvika. Dessa defekter kan senare ge problem i kommande produktionssteg. Med ett syningssystem skulle således defekter kunna upptäckas tidigare och avhjälpas. Detta kan göras genom att slipa bort ytdefekten och därmed få en jämnare och finare yta, fri från gjutdefekter. Är felet väldigt kraftigt kan också en bit av slabset skäras bort. När det gäller mindre defekter är det dock idag svårt att avgöra när ett fel är tillräckligt allvarlig för att kräva en slipning. Med stor sannolikhet slipas slabs som inte skulle behöva det samtidigt som slabs som skulle ha varit möjliga att rädda, med en slipprocess, släpps vidare. Idag slipas inte alla slabs i varmslipverket utan vissa stålsorter släpps alltid vidare oslipade. Detta är produkter som personalen på verket känner väl och vet att det oftast går bra att vidareförädla utan en slipprocess. Andra stålsorter, och första slabset i gjutsekvensen för alla stålsorter, slipas alltid. För att syna alla slabs krävs därför ett syningssystem både före och efter varmslipverket (se
1 För en mer detaljerad beskrivning se Kapitel 2 Företags- och processbeskrivning.

Ytinspektion av slabs med kamera Henrik Karlsson
– 2 –
2
figur). Ett syningssystem före varmslipverket (nummer ett i figuren) kan skapa direkta besparingar genom att minska antalet produkter som slipas samt förhindra att slabs som behöver slipas släpps vidare oslipade. Ett syningssystem efter varmslipverket (nummer två i figuren) skulle skapa besparingar i form av minskad mängd kallslipade slabs samt förhindra att slabs med för allvarliga ytdefekter släpps vidare utan att kallslipas eller skäras och delskrotas. Alla produkter som lämnar varmslipverket, före eller efter själva varmslipsprocessen, granskas idag av operatörer. Detta är dock en svår uppgift och hypotesen är att en syningsutrustning med kamerateknik skulle avgöra när slabs behöver slipas med en bättre träffsäkerhet. Besparingspotentialen för en syningsutrustning både före och efter varmslipverket måste alltså undersökas för att finna de inbetalningar som en investering skulle medföra. För att få fram den besparing som kamerateknik skulle innebära krävs kunskap om vilka problem ytdefekter på slabs orsakar under vidareförädlingen. Först när denna kännedom är tillräckligt bra är det möjligt att göra en vettig bedömning av när ett slabs ska slipas och när det inte ska slipas. Idag finns inte denna kunskap tillgänglig vilket krävs för att uppskatta framtida betalningsströmmar. I detta arbete kommer därför detta fenomen att undersökas genom att granska slabs och inspektera vilka defekter som uppkommer på de färdiga banden. Dock så innebär detta att endast den senare besparingspotentialen med de båda syningssystemen, det vill säga hur stora utbytesförluster som idag orsakas av ytdefekter på slabs, kan undersökas. Att inom detta arbete göra en bra bedömning av när ett slabs ska slipas och när det går att vidareförädla utan att slipa får bedömas som mycket osannolikt. Detta beror framför allt på att gränsen inte är klar utan vissa defekter går ibland bra att vidareförädla medan de vid ett annat tillfälle orsakar stora mängder skrot. För att göra en vettig bedömning kommer därför arbetet fokusera på att finna en besparingspotential i kostnader som uppstår på grund av att slabs med ytdefekter idag släpps vidare. Sen får antagandet att ett kamerasystem, samt den uppföljningsmöjlighet det ger, förbättrar kunskapen kring sambandet mellan ytdefekter på slabs och defekter på band så pass mycket att denna besparing bör nås efter en tid. Antagandet bör vara rimligt i och med att det idag finns kamerasystem installerade för att titta på valsade band och efter en genomförd investering skulle dessa kunna samköras med ett syningssystem för slabs. Det statistiska underlaget skulle således snabbt bli mycket större än vad som går att åstadkomma idag. Utöver de besparingar som ett syningssystem bör skapa måste också utbetalningarna som uppstår undersökas. Idag finns syningssystem med kamerateknik installerat i varmvalsverket (inspekterar varmvalsade band) och i glödgning och betningslinjen (inspekterar bandet före färdigställning). Dessa är båda levererade av samma företag (i arbetet kallad leverantören). Avesta Jernverk vill ha möjlighet att samköra de tre tänkta syningssystemen och därför är denna leverantör den som är aktuell för investeringen. Detta begränsar arbetet till en leverantör av utrustning. För leverantören är dock denna typ av syningsutrustning mycket ny och endast ett fåtal anläggningar har tidigare byggts. Härav råder en osäkerhet kring hur väl syningssystemet kommer att upptäcka defekter. Samma sak gäller kostnader för inköp av utrustning samt underhållskostnader.

Ytinspektion av slabs med kamera Henrik Karlsson
– 3 –
3
1.2 Syfte Detta arbete syftar till att ta fram ett investeringsunderlag, samt en kvalificerad bedömning av detta, för ytinspektion av slabs med kamera på Avesta Jernverk. Ambitionen är att denna bedömning ska ligga till grund för ett genomförande eller ett avfärdande av nämnda investering.
1.3 Frågeställning För att nå nämnda syfte krävs att följande frågor kan besvaras:
Vilka defekter på slabsytor orsakar kostnader i senare led? Hur vanligt förekommande är dessa och vilka kostnader orsakar de? Hur kommer ett syningssystem med kamera att påverka företagets betalningsströmmar?
1.4 Metod Detta arbete har utförts i tre moment; en introduktionsperiod, en datainsamlingsperiod och sist en bedömningsperiod. Introduktionsperioden bestod i att lära känna företaget och dess tillverkningsprocess. Detta gjordes genom att vara med vid de olika relevanta processtegen så som gjutning och slipning. Besök gjordes på de andra delarna av vidareförädlingsprocessen inom verket. Eftersom data kring slabsytans påverkan på färdigband behövdes för att uppnå syftet krävdes ett försök. Detta upptog drygt hälften av projekttiden om försöksplanering och utvärdering räknas in. Försöksplanen sammanställdes med hjälp av kunnig personal på företaget som kunde bedöma hur stålsorter bör generaliseras och själva försöket utföras. Försöksplanen kan läsas i sin helhet i Kapitel 6 Försöksplan och dess resultat i Kapitel 7 Försöksutvärdering. För att få en uppfattning av hur slabsytan kunde förväntas påverka bandet gjordes en litteraturstudie på ämnet. Litteraturen är dock inte så bred att det går att göra en bedömning av hur olika stålsorter påverkar fenomenet, framför allt skillnaderna mellan kolstål (som är vanligast i litteraturen) och de avancerade rostfria stålen som Avesta Jernverk tillverkar. Företagets erfarenheter i frågan har därför också undersökts. Till sist utfördes själva syftet med projektet nämligen investeringsbedömningen. Denna gjordes utifrån en litteraturstudie kring välkända och traditionella ekonomiska metoder. Dessa metoder finns presenterade i Kapitel 5 Investeringsteori. För bedömningen (se Kapitel 8 Investeringsanalys) lades fokus på nuvärdet även om återbetalningstid och internränta gavs ett visst utrymme. Kalkylräntan bestämdes med hjälp av WACC där aktieägarnas avkastningskrav uppskattades enligt CAPM. De värden som används i kalkylerna har hämtats från interna källor.

Ytinspektion av slabs med kamera Henrik Karlsson
– 4 –
4
1.5 Disposition Rapporten börjar med Kapitel 1 Introduktion. Här förklaras problemet som skall lösas och hur problemet angreps, syftet formuleras och några centrala frågor för att uppnå detta syfte utformas. Efter det inledande kapitlet följer Kapitel 2 Företags- och processbeskrivning som är en introduktion till Jernverket. Här får läsaren följa vidareförädlingsprocessen från skrot till band samt läsa en övergripande beskrivning av verksamheten. I Kapitel 3 Ytdefekter på slabs och dess påverkan på band beskrivs den fakta kring fenomenet som har legat till grund för försöksplanen. Kapitlet börjar med allmän information hämtad från litteraturen och fortsätter med de mer detaljerade erfarenheterna som finns på Avesta Jernverk. Kapitel 4 Kamerasystemet är en kort sammanfattning av vad ytinspektionssystemet är och hur det skulle kunna användas. Kapitel 5 Investeringsteori lägger grunden för den sista fasen i arbetet. Här sammanställs den litteratur som används vid investeringsbedömningen av ytsyningssystemet. Kapitlet börjar med de grundläggande förutsättningarna för en investeringsbedömning och fortsätter med specifika metoder för att göra densamma. Försöksplanen återfinns i Kapitel 6 Försöksplan. Denna börjar med en vid beskrivning av problemet och hur försöksplanen därmed bör vara upplagd. Senare beskrivs det specifika problemet med vilka stålsorter som försöket skall gälla och hur dessa kan generaliseras. Avslutningsvis beskrivs själva genomförandet. Resultatet från försöket beskrivs i Kapitel 7 Försöksutvärdering. Informationen sammanställs och de kopplingar mellan slabsyta och band som kan göras tydliggörs. Resultatet analyseras sedan och felkällor klargörs. Till sist presenteras en slutsats vilken ligger till grund för en del av de data som används i investeringsanalysen. I Kapitel 8 Investeringsanalys görs sedan själva investeringsbedömningen. Inbetalningar, utbetalningar, livslängd och kalkylränta analyseras och kalkyler för själva ytinspektionssystemet ställs upp. Några olika scenarier beskrivs liksom andra effekter som är mycket svåra att kvantifiera. I arbetets sista kapitel, Kapitel 9 Slutsats och rekommendation, tas kärnan i analysen upp och författaren beskriver hur han anser att företaget borde gå vidare med situationen.

Ytinspektion av slabs med kamera Henrik Karlsson
– 5 –
5
2. Företags- och processbeskrivning Följande beskrivning är baserad på interna källor, till största delen den så kallade processutbildningen som Jernverket använder för att utbilda ny personal.
2.1 Avesta Jernverk I Avesta finns en lång tradition av metallbearbetning. Redan på 1300-talet fanns järnhantering vid Avestaforsen. Några århundraden senare, år 1639, flyttades kopparförädlingen till Avesta från Falu Koppargruva. Rostfritt stål, som idag produceras på verket, började tillverkas först 1924. Från 2002 har Avesta Jernverk varit helägt av finska Outokumpu koncernen. Idag är Outokumpu den sjätte största tillverkaren av rostfritt stål i världen. I Avesta arbetar idag cirka 1000 personer och den totala produktionskapaciteten är på 430 000 ton slabs per år. Jernverket har valt att specialisera sig på tre produktsegment; 2m breda plåtar och band, tjocka varmvalsade band och specialstål. Med specialstål menas tre olika grupper av rostfria stål; duplexa stål, höglegerade austenitiska stål och värmebeständiga stål. En stor del av Jernverkets kunder befinner sig inom närbesläktade branscher. Tillverkare av rostfria rör och rostfria tankar, offshoreindustrin, processapparatur (värmeväxlar och filter) och hygieniska tankar inom livsmedelsindustrin står för en stor del av volymen. Nedan följer en kort beskrivning av förädlingsprocessen på Avesta Jernverk. Vissa delar av processen är viktigare för detta arbete och kommer därför behandlas mer i detalj. För en överblick över hur materialet rör sig på verket, se Bilaga A.
2.2 Råvaruhantering Jernverkets stålproduktion är skrotbaserad och inköpet av skrot samt tillsatsämnen står för mer än halva produktionskostnaden. Att anskaffa rätt skrot och till rätt pris är därför en viktig del i verksamheten. Innan materialet tas in i produktionen kontrolleras dess egenskaper noggrant och jämförs med de angivna. När råvarorna har tagits emot på verket hamnar de på råvarugården. Här sorteras materialen in i 120 olika bås. När sedan ett visst antal ton av en stålsort beställs tas beslut om att smälta ett bestämt antal charger av stålsorten. Råvaror lastas då på skrotkorgar och transporteras till ugnen.
2.3 Ljusbågsugn Innan skrotet kan placeras i ugnen behöver det förvärmas till cirka 300 grader. Detta är nödvändigt på grund av säkerhetsskäl då vatten som kommer in i ugnen kan orsaka explosioner. Förfarandet ger även en energibesparing då förvärmningen sker med avgaserna från ljusbågsugnen. I ljusbågsugnen sker smältningen genom att tre grafitelektroder sänks ner i ugnen och skapar ljusbågar mellan elektroderna och skrotet. Ljusbågarna håller en temperatur på cirka 10 000

Ytinspektion av slabs med kamera Henrik Karlsson
– 6 –
6
Figur 2. Modell av stänggjutmaskinen.
grader och har en maximal effekt på 90 MW. För att få en jämn temperatur i smältan används också tre gasolbrännare på totalt 9MW. Dessa positioneras vid ugnsväggen där värmen från elektroderna sämst når fram. När smältaren bedömer att allt stål är smält kontrolleras temperaturen av en robot och vid cirka 1650 grader tappas det.
2.4 Konverter (AOD-L) Efter att stålet har smälts transporteras det med en skänk till konvertern. Här sker kemiska processer vars uppgift är att styra stålets egenskaper. Detta utförs i tre olika steg. Först färskas stålet för att få ner kolhalten till önskad nivå. Färskningen åstadkoms genom att blåsa in syrgas i smältan. Sedan utförs en återreduktion då önskvärda legeringsämnen har hamnat i slaggen (restprodukter som flyter på smältan). Denna process återför nämnda ämnena till smältan genom att tillsätta kisel eller aluminium. Till sist, innan smältan tappas i en gjutskänk, genomförs en svavelrening för att få ner svavelhalten till en mycket låg nivå.
2.5 Skänkugn I skänkugnen sker de sista finjusteringarna av temperatur och sammansättning innan smältan stränggjuts till slabs. Innan legeringsämnena kan tillsättas behöver slaggen smältas. Detta görs med hjälp av tre elektroder som förs ned mot stålytan och smälter slaggen med hjälp av en ljusbåge. Elektroderna används också för att öka temperaturen om denna är för lågt inför stränggjutningen. Ibland kan temperaturen istället vara för hög för att genomföra gjutningen. Då tillsätts kylskrot med rätt sammansättning av legeringar. När elektroderna har smält slaggen kan legeringar tillsättas till smältan. I skänkugnen homogeniseras också temperatur och sammansättning hos smältan genom omrörning med hjälp av magnetfält och gas innan den skickas vidare för gjutning.
2.6 Stränggjutverk Efter att de sista finjusteringarna har gjorts i skänkugnen ska smältan gjutas till slabs i stränggjutverket. När smältan har lämnat skänkugnen finns inte längre någon möjlighet att höja temperaturen. Därför är det viktigt att tiden från skänkugnen till gjutstart är så kort som möjligt. När smältan ska börja stränggjutas befinner sig den i skänken. I botten av skänken sitter ett skivtärningsaggregat som reglerar flödet från skänken till gjutlådan. Från skänken ner till gjutlådan rinner stålet genom ett skyddsrör. Detta används för att undvika kontakt mellan smältan och luften då smältan tar upp syre och kväve vid kontakt.

Ytinspektion av slabs med kamera Henrik Karlsson
– 7 –
7
När smältan har lämnat skyddsröret hamnar det i gjutlådan. Gjutlådan används för att jämna ut temperaturen på stålet från skänken, reglera flödet ner i kokillen, fungera som buffert vid skänkbyte och minska antalet inneslutningar i smältan. Från gjutlådan flödar smältan, via ett gjutrör, ner i kokillen. Flödet måste även regleras från gjutlådan och detta sköts med en stoppare. Som tidigare nämnts får inte smältan komma i kontakt med luft. För att förhindra detta används täckmedel i gjutlådan och gjutpulver i toppen av kokillen. Kokillen är den gjutform som används för att bestämma dimensionen på slabset. När smältan tillåts rinna ner i kokillen svalnar den så att den yttersta delen bildar ett skal. Med hjälp av skalet kan sedan metallsträngen, medan det stelnar, dras i en båge så att materialet kommer ut horisontellt till skärstationen, se figur 2. Vid skärstationen skärs sedan slabsen ut ifrån gjutsträngen. Dessutom skärs delar av strängen bort som innehåller för hög andel defekter. Detta gäller framför allt den första och sista biten av varje sträng samt så kallade linkskarvar. Efter att slabsen har skurits ut märks de med ett identifieringsnummer som innehåller information om charge (smälta), slabsnummer och stålsort.
2.7 Slipverk När slabsen har lämnat skärstationen går rullbanan vidare till varmslipverket. Syftet med denna process är att avlägsna ytdefekter från gjutningen och därmed eliminera uppkomsten av defekter i senare led av förädlingen. Då det är mycket svårt att se defekter på ytan i detta skede är det förutbestämt vilka produkter som ska varmslipas och vilka som inte behöver genomgå bearbetningen. Av de gjutna produkterna slipas 60-70%. Varmslipmaskinen består av åtta slipmaskiner, fyra på varje sida. När ett slabs kommer in i maskinen slipas den ena sidan av två grovslipmaskiner och två finslipmaskiner. Sedan vänds slabset, så att den andra sidan hamnar uppåt, och samma procedur utförs en gång till innan materialet lämnar maskinen. Slipprocessen sker vid cirka 800 grader och ger en horisontell skäryta. När varmslipningen är klar synas materialet av operatörer efter ytdefekter och beroende på tillverkningsorder går materialet till varmbandverket, Degerfors eller kallslipverket. Den sistnämndas uppgift är att slipa slabs som varmslipverket inte klarat av eller där felen först blivit tydliga efter avsvalning. Kallslipverket består av tre slipmaskiner och en skärstation men till skillnad från varmslipverket kan bara en slipmaskin användas per slabs. Vilken som används beror mått och vikt på slabset. Kallslipmaskinerna har också möjlighet att slipa fläckar på slabsen där ytdefekter finns. Efter slipning synas ytan av operatörerna.

Ytinspektion av slabs med kamera Henrik Karlsson
– 8 –
8
Figur 3. Modell av steckelverket.
2.8 Varmvalsverk I Varmbandverket varmvalsas slabsen, upp till 200 mm tjocka, ut till ett band på mellan 2,5 och 12,7 mm. Resultatet blir en upp till en kilometer lång bandrulle. För varmvalsning krävs att materialet befinner sig över rekristallisationstemperaturen och detta åstadkoms i Varmbandverket med hjälp av två stegbalksugnar i början av linjen. De gasoleldade ugnarna höjer temperaturen i materialet till cirka 1250 grader och gör det redo för valsning. Själva valsningen utförs först i ett förpar där slabset valsas ner till en 20-32 mm tjock plåt. Denna plåt fortsätter in i steckelverket där den sista valsningen görs för att uppnå önskad tjocklek. I steckelverket valsas materialet fram och tillbaka genom att det materialet som inte valsas för tillfället rullas upp på hasplar, se figur. Runt dessa sitter ugnar som håller en temperatur på cirka 1000 grader och därmed håller materialets temperatur vid den nödvändiga. När bandet är klart hasplas det i slutet på linjen, tillåts svalna och skickas vidare till glödgnings- och betningslinjen.
2.9 Glödgning och betningslinjen Hit kommer bandet efter att det varmvalsats eller kallvalsats. Efter att bandet har hasplats på körs det genom den 240 m långa linjen. Behandlingen av stålet börjar med en glödgningsprocess på cirka 1100°C alstrat av olja/syrgas brännare. Även om materialets mekaniska egenskaper framför allt styrs av dess kemiska sammansättning har glödgningsprocessen stor betydelse. Här kan nämligen strukturen i stålet delvis styras. Efter att materialet har värmts upp behöver det snabbt kylas ner till strax över rumstemperatur. Detta görs med en kylsträcka på 57 m bestående av tre kylzoner. Normalt används bara två av dessa; ett luftkylningssystem och ett vattenkylningssystem. För vissa stålsorter som mycket snabbt måste ner i temperatur kan en bättre kylning uppnås med hjälp av den första zonen som kyler med en blandning av tryckluft och vatten. Efter kylningen går bandet genom en skalbrytare som spräcker oxidskalen som bildats. Detta görs för att underlätta den kemiska betningen. Innan bandet ska betas skall det ibland även blästras. Detta görs bara med det material där kunden kräver en högre ytfinhet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 9 –
9
Den avslutande behandlingsprocessen i linjen är betningsprocessen som skapar en ren och ljus stålyta. Denna består först av en elektrokemisk del som ska underlätta den efterföljande betningen i salpetersyra och fluorvätesyra, så kallad blandsyrabetning. Genom att behandla materialet med blandsyran tas det yttre oxidskiktet och det mycket tunna kromutarmade skiktet bort. Processen sker i tre betkar med stigande koncentration av syra. För att få bort alla syrarester spolas materialet rent med vatten efter betningsprocessen. Till sist, innan bandet lämnar anläggningen, synas det av ett automatiskt kamerasystem och manuellt av operatörer som antecknar ytdefekter på bandet och hur allvarliga dessa är. I dagsläget används fortfarande den manuella syningen som beslutunderlag för vilka fel som bör klippas bort eller meddelas kund.
2.10 Kallvalsverk Vissa band som varmvalsats och körts genom glödgnings- och betningslinjen ska sedan kallvalsas. Detta görs för att få ett tunnare band, finare yta och snävare toleranser. Band som kallvalsas går en till gång genom glödgnings- och betningslinjen innan de skickas till färdigställningen. Själva valsverket är ett 6-high kallvalsverk med sidostödda arbetsvalsar. Tre par valsar används för att överföra kraften till bandet; stödvalsar, mellanvalsar och arbetsvalsarna som har kontakt med materialet. Valsprocessen börjar med att bandet centreras på avhaspeln. Bandet löper sedan mellan av- och påhaspel ett antal gånger, så kallade stick, för att reducera bandets tjocklek till önskad dimension. Det första sticket är speciellt eftersom bandet då inte sitter fast i båda hasplarna. Det sista sticket är också mycket viktigt eftersom den yta som åstadkoms då inte går att finjustera vidare. Därför synas bandet innan sticket och arbetsvalsen byts ut om ytan inte har tillräckligt hög kvalité.
2.11 Färdigställning Innan materialet kan levereras till kund behöver det klippas och skäras till plåtar och band i olika dimensioner. Detta görs utifrån de önskemål som kunden har samtidigt som delar av produkten, som av olika anledningar inte klarar kraven för leverans till kund, kasseras. För att åstadkomma detta används Linje 2000, Linje 13 och Slittern. Linje 2000 används för att klippa plåtar eller ringar av längder över en meter och bredder mellan 0,8 och 2 meter. Materialet riktas också, vilket ger en plan plåt, och paketeras med skyddande papper eller plast. Slittlinjen delar endast band på längden, det vill säga kantskär eller skär ner bandet i smalare bandringar medan Linje 13 endast kan skära banden i önskade längder. Detta medför att band som går via Slittern behöver passera Linje 13 om kunden önskar plåtar eller kortare band. Utöver nämnda processteg finns en precisionsklippningsmaskin som används när kunder har extra höga krav på toleranser och ytfinhet. En bockkran finns också tillgänglig vilken med hjälp av vakuumlyft kan ge operatörerna möjlighet att titta på alla sidor av plåten efter eventuella fel. När materialet är godkänt och färdigbearbetat förpackas det och flyttas till ett automatiskt mellanlager i väntan på leverans till kund.
Ytinspektion av slabs med kamera Henrik Karlsson
– 10 –
10
3. Ytdefekter på slabs och dess påverkan på band
3.1 Allmän information Flertalet defekter på bandytan kommer från början ifrån slabsytan. Slabsdefekterna omformas sedan under valsprocesserna och hamnar som hål eller märken på bandet. (Moir & Preston 2002) Zahumensky och Merwin (2007) undersökte företeelsen genom att borra hål med olika djup och diameter i ett slabs. Sedan undersöktes utfallet efter varmvalsning och efter kallvalsning. Efter varmvalsning sågs inget samband mellan hålens diameter och om defekten hade följt med till bandet. Däremot gick det att urskönja ett samband mellan hålets djup och om en defekt återfanns på bandet, då ett djupare hål hade en större sannolikhet att transformeras till bandet. Alla defekter som kunde kopplas till de borrade hålen var så kallade slivers. Även om de borrade hålen var cirkulära så kunde defekterna ha mycket olika utseende. När det gäller den kallvalsade plåten var antalet defekter som följt med från slabsytan mycket färre. Defekterna tycks ha slitits isär och varje enskild defekt ger regelbundna ränder med defektfria mellanrum. Defekterna är också mycket ytligare än de som återfanns på det varmvalsade bandet. Detta visar att ju längre i bearbetningskedjan bandet kommer desto mer av defekterna valsas och betas bort. Zahumensky och Merwin (2007) beskriver detta som en helningsprocess. Författarna kan inte finna något samband kring storleken på slabsdefekten och sannolikheten för att den följer med till kallvalsade band. Denna procedur anses därför slumpmässig och beroende av många fler parametrar än ytan på slabset. Detta står i kontrast till transformationen vid varmvalsning som tycks visa ett klart sådant samband. Ervasti och Ståhlberg (1998) undersöker längsgående sprickor på slabs och dess effekt vid valsning. Denna typ av slabs defekt är relativt vanlig på stränggjutna slabs och framför allt i mitten av dessa. Vid varmvalsning är det mycket svårt att eliminera denna typ av defekt vilket resulterar i defekter på färdigtband. I en senare artikel, Ervasti och Ståhlberg (1999), undersöks tvärgående sprickor. Inte heller denna typ av defekt är ovanlig på stänggjutna slabs. Genom att simulera olika typer av tvärgående sprickor finner författarna ett klart samband mellan storleken på sprickan och defekten på varmvalsade band. Denna litteratur är dock skriven med stål med mycket lägre legeringshalter än de aktuella för detta arbete i åtanke. Som nämns i Ervasti och Ståhlberg (1999) har olika typer av stål, med skilda legeringar, olika beteende från slabs till färdigprodukt. Läsaren bör också ha i åtanke att de begrepp som används, till exempel slivers, inte nödvändigtvis behöver vara samma sak vid Jernverket och i den allmänna litteraturen.
3.2 Erfarenheter på Avesta Jernverk För att få en uppfattning kring vilka ytdefekter på slabs som finns på Jernverket och vilka effekter de har på band genomfördes en intervju med Martin Schwind från Forsknings- och utvecklingsavdelningen.
Ytinspektion av slabs med kamera Henrik Karlsson
– 11 –
11
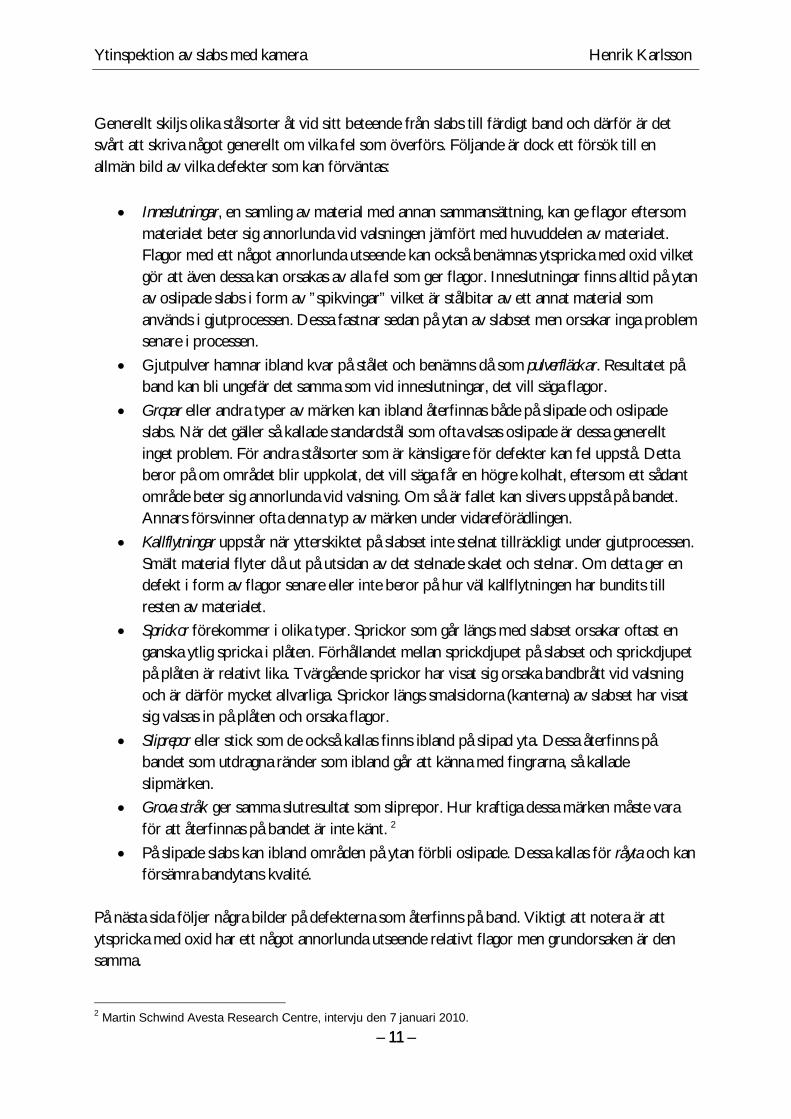
Generellt skiljs olika stålsorter åt vid sitt beteende från slabs till färdigt band och därför är det svårt att skriva något generellt om vilka fel som överförs. Följande är dock ett försök till en allmän bild av vilka defekter som kan förväntas:
Inneslutningar, en samling av material med annan sammansättning, kan ge flagor eftersom materialet beter sig annorlunda vid valsningen jämfört med huvuddelen av materialet. Flagor med ett något annorlunda utseende kan också benämnas ytspricka med oxid vilket gör att även dessa kan orsakas av alla fel som ger flagor. Inneslutningar finns alltid på ytan av oslipade slabs i form av ”spikvingar” vilket är stålbitar av ett annat material som används i gjutprocessen. Dessa fastnar sedan på ytan av slabset men orsakar inga problem senare i processen.
Gjutpulver hamnar ibland kvar på stålet och benämns då som pulverfläckar. Resultatet på band kan bli ungefär det samma som vid inneslutningar, det vill säga flagor.
Gropar eller andra typer av märken kan ibland återfinnas både på slipade och oslipade slabs. När det gäller så kallade standardstål som ofta valsas oslipade är dessa generellt inget problem. För andra stålsorter som är känsligare för defekter kan fel uppstå. Detta beror på om området blir uppkolat, det vill säga får en högre kolhalt, eftersom ett sådant område beter sig annorlunda vid valsning. Om så är fallet kan slivers uppstå på bandet. Annars försvinner ofta denna typ av märken under vidareförädlingen.
Kallflytningar uppstår när ytterskiktet på slabset inte stelnat tillräckligt under gjutprocessen. Smält material flyter då ut på utsidan av det stelnade skalet och stelnar. Om detta ger en defekt i form av flagor senare eller inte beror på hur väl kallflytningen har bundits till resten av materialet.
Sprickor förekommer i olika typer. Sprickor som går längs med slabset orsakar oftast en ganska ytlig spricka i plåten. Förhållandet mellan sprickdjupet på slabset och sprickdjupet på plåten är relativt lika. Tvärgående sprickor har visat sig orsaka bandbrått vid valsning och är därför mycket allvarliga. Sprickor längs smalsidorna (kanterna) av slabset har visat sig valsas in på plåten och orsaka flagor.
Sliprepor eller stick som de också kallas finns ibland på slipad yta. Dessa återfinns på bandet som utdragna ränder som ibland går att känna med fingrarna, så kallade slipmärken.
Grova stråk ger samma slutresultat som sliprepor. Hur kraftiga dessa märken måste vara för att återfinnas på bandet är inte känt. 2
På slipade slabs kan ibland områden på ytan förbli oslipade. Dessa kallas för råyta och kan försämra bandytans kvalité.
På nästa sida följer några bilder på defekterna som återfinns på band. Viktigt att notera är att ytspricka med oxid har ett något annorlunda utseende relativt flagor men grundorsaken är den samma.
2 Martin Schwind Avesta Research Centre, intervju den 7 januari 2010.

Ytinspektion av slabs med kamera Henrik Karlsson
– 12 –
12
Figur 4. Bilden till vänster visar flagor och bilden till höger slipmärken.
Figur 5. Bilden visar en ytspricka med oxid.

Ytinspektion av slabs med kamera Henrik Karlsson
– 13 –
13
4. Kamerasystemet Den investering som detta arbete handlar om är, som bekant, ett införande av automatisk ytinspektion av oslipade eller varmslipade slabs. Under detta arbete har endast en leverantör av kamerasystem undersökts. Följande text är en kort redogörelse för vad kamerasystemet är och vad det erbjuder. Leverantören har lång erfarenhet av ytinspektion av band, där företaget har levererat över 450 enheter, varav två finns på Avesta Jernverk. Ett inspekterar det varmvalsade bandet efter steckelverket, och ett inspekterar det betade bandet i glödgnings och betningslinjen, innan det går till kund. När det gäller ytinspektion av slabs har leverantören inte lika stor erfarenhet utan endast ett fåtal system har levererats för inspektion av gjuten yta och inget system för slipad yta. Defekterna som Jernverket visat, både slipad och oslipad, är dock så pass tydliga att leverantören inte anser det vara något problem att upptäcka dem. Ytinspektionssystemet för slabs som leverantören erbjuder Avesta Jernverk innehåller två sensorer med fem kameror och tjugo lampor vardera, en sensor för ovansidan och en sensor för undersidan av slabset, och två mindre sensorer med en kamera och två lampor för sidorna av slabset. Dessa kameror skickar bilder till en server där en bild på hela slabsytan, med angivna mått, sparas och kan undersökas med hjälp av medföljande mjukvara. Systemet klassificerar sedan defekter och anger hur allvarliga de är i realtid och därmed också vilka slabs som behöver slipas. Själva klassificeringen är dock inget som fungerar vid leverans utan är ett arbete som personalen på Jernverket själva måste utföra. Denna process underlättas av att de olika inspektionssystemen på verket kan samköras och slabsdefekter därmed automatisk kopplas samman med defekter på band. Utöver detta medföljer en syningsterminal där det är möjligt att se slabset i realtid från kameran, ett system för att utföra själva klassificeringen och licenser för mjukvaran. Det som inte medföljer är kylning till systemen och den byggnation som krävs för monteringen.

Ytinspektion av slabs med kamera Henrik Karlsson
– 14 –
14
5. Investeringsteori Med en investering menas allmänt ett uppskjutande av konsumtion idag till förmån för konsumtion i framtiden (Grubbström & Lundqvist 1996). För ett företag handlar en investering om att skjuta upp utbetalningar till sina ägare till förmån för framtida utbetalningar till de samma. Själva investeringsbedömningen kan ses som en option som investeraren får möjlighet att utnyttja (direkt eller senare) eller låta förfalla.
5.1 Syftet med en investering En investerings huvudsyfte är att öka företagets värde och därmed också dess aktieägares kapital (Löfsten 2002). Detta görs genom att göra investeringar som på sikt ger tillbaka mer värde till företaget än vad som krävs i uppoffring. Utöver detta finns ett annat grundläggande syfte och det är att säkra företagets överlevnad. I sinom tid blir utrustning utsliten eller gammalmodig och för att sälja produkter på marknaden krävs då investeringar. Detta förutsätter att det finns en ambition att driva verksamheten under en relativt lång tid framöver. (Grubbström & Lundqvist 1996) Investeringsplanering utgör en stor del av företagets planering. Med hjälp av investeringar kan de mål som företaget arbetar mot nås. Grubbström & Lundqvist (1996) tar upp följande frågor; ”Vilka marknader ska vi vända oss till? Vilka marknadsbehov ska vi täcka? Vilken teknologi ska vi arbeta med? Vilka produkter ska vi producera?” Vilken kvalité vill vi förknippas med eller vilket marknadssegment vill vi tillhöra? Är relevanta planeringsfrågor som bättre går att förknippa med detta arbete.
5.2 Grundläggande begrepp I Löfsten (2002) åskådliggörs investeringen grafiskt enligt figuren nedan.
Grundinvesteringen är alla de belopp av engångskaraktär som investeringen ger upphov till. Om dessa inte inträffar vid investeringens början beräknas kostnaderna om till denna tidpunkt. I grundinvesteringen ingår till exempel kostnader för inköp av utrustning, installation, inkörning, utbildning och förändring av rörelsekapital.
In- och utbetalningar syftar till de betalningsströmmar som investeringen ger upphov till. Det kan dock vara mycket vanskligt att uppskatta betalningsströmmar, speciellt sådana långt in i framtiden. (Löfsten 2002) Följande betalningsströmmar nämner
Figur 6. Illustration av betalningsströmmarna vid en investering.

Ytinspektion av slabs med kamera Henrik Karlsson
– 15 –
15
Northcott (1992) som inbetalningar och utbetalningar som ska lämnas utanför investeringskalkylen; Framtida intäkter som inträffar oberoende av investeringen, fasta kostnader som inte påverkas av investeringen, utbetalningar som redan uppstått eller kommer uppstå oberoende av investeringen och utbetalningar som orsakas av finansieringen. Den sistnämnda finns med i bedömningen av kalkylräntan.
Livslängden är den tid som investeringen löper över och motsvarar kalkylens planeringshorisont. Denna kan vara mycket svår att avgöra, framför allt på grund av den tekniska utvecklingen och vilka nya lönsamma investeringar den kan föra med sig.
Restvärdet är definierat som det diskonterade betalningsströmmarna bortom planeringshorisonten (livslängden). I praktiken brukar restvärdet motsvara ett skrotvärde eller en möjlighet att avyttra utrustningen till en annan användare. (Löfsten 2002)
Eftersom kostnader och besparingar uppstår vid olika tidpunkter behövs en kalkyleringsmetod som tar med tidsfaktorn i bedömningen. Detta beror på att en summa pengar (till exempel 1000kr) är värd mer idag än samma summa pengar om ett år. Pengar idag kan investeras i riskfria statspapper och öka i mängd (dock inte i värde) till nästa år. Därför kan inte kostnader och intäkter idag jämföras med de samma i framtiden utan alla värden måste beräknas till samma tidpunkt. (Berk & DeMarzo 2007) Detta kallas diskontering av betalningsströmmarnas värde. Även om vilken tidpunkt som helst kan väljas omräknas ofta alla värden till dagens pengavärde för att göra jämförelsen, så kallat nuvärde. (Löfsten 2002)
För en betalningsström gäller följande formel: Nuvärde = nr
C1
, där C är betalningsströmmen,
n antalet tidsperioder och r räntan per tidsperiod. Formeln förutsätter att räntan är konstant. (Berk & DeMarzo 2007)
5.3 Nuvärdesmetoden Så länge som alla betalningsströmmar flyttas till samma tidpunkt kan dessa jämförs och beslut baseras på resultatet. Detta är vad nuvärdesmetoden går ut på. Alla inbetalningar diskonteras till ett nuvärde och jämförs med alla diskonterade utbetalningar.
NPV = PV(Investeringens alla kassaflöden)
Där följande notation gäller: NPV = (Netto)nuvärdet PV = Nuvärdet av alla betalningsströmmar

Ytinspektion av slabs med kamera Henrik Karlsson
– 16 –
16
Detta resulterar i följande allmänna formel för att beräkna nuvärdet:
N
nnr
NCNPV0 1
Där följande notation gäller: NPV = (Netto)nuvärdet NC = Nettobetalningarna för varje period N = Investeringens livslängd (planeringshorisont) n = Perioden r = Den konstanta räntan
Nuvärdet representerar investeringens värde i pengar idag. Detta innebär att investeringar med positivt nuvärde skapar värde för investerarna, deras tillgångar stiger. (Berk & DeMarzo 2007) Berk & DeMarzo (2007) formulerar följande regel för investeringar: ”När ett investeringsbeslut ska tas, välj det alternativet med högst nuvärde. Att välja detta alternativ är ekvivalent med att få dess nuvärde idag.” För att förstå denna regel kan följande exempel används som är en omarbetad version från Berk & DeMarzo (2007): Du får möjlighet att investera 1 miljon kr idag och få tillbaka, med 100 % säkerhet, 1,1 miljon kr om ett år. Om den riskfria räntan är 5 % ger det ett nuvärde på:
krNPV 4761905,01
11000001000000
Denna investering ska bedömas som en vinst på 47619kr idag. För att få pengarna direkt behöver endast kassaflödena flyttas genom att låna pengar (till den riskfria räntan) för investeringen plus vinsten. Sedan betalas lånet samt räntan av när investeringen bär frukt året efter. Samma typ av förfarande kan användas för att ändra kassaflödena ifall individuella preferenser kring betalningsströmmarnas mönster existerar vid en investering (Berk & DeMarzo 2007). Investeringar sker dock sällan utan någon form av risk, det vill säga framtida betalningsströmmarna är inte helt säkra. Därför kan inte den riskfria räntan användas när nuvärdet skall beräknas. För att utföra investeringen kräver investerarna en riskpremie. Detta beror på att även om det genomsnittliga nuvärdet är samma som vid en riskfri investering är det bättre att få samma värde med 100 % säkerhet. Ett annat sätt att formulera det är att det är värre att förlora en miljon kronor i dåliga tider än det är fördelaktigt att vinna en miljon kronor i goda tider. Därför krävs en premie över den riskfria räntan för att göra en icke riskfri investering.3 (Berk & DeMarzo 2007)
3 Hur denna ränta bestäms framgår i Kapitel 5.7 Val av kalkylränta

Ytinspektion av slabs med kamera Henrik Karlsson
– 17 –
17
Som Löfsten (2002) skriver har nuvärdet inga direkta teoretiska svagheter. Ibland används dock en nuvärdeskvot för att bedöma investeringens lönsamhet per någon enhet, till exempel i förhållande till grundinvesteringen eller en begränsad resurs. Att använda sig av nuvärdeskvoten istället för nuvärdet kan vara ett bättre alternativ när till exempel utrymme eller kvalificerad arbetskraft sätter ett tak för hur mycket som kan investeras (Berk & DeMarzo 2007). En investering med ett nuvärde på 10 miljoner kr som tar upp allt tillgängligt utrymme i en byggnad är sämre än två investeringar med ett nuvärde på 6 miljoner kr som vardera bara tar upp hälften av utrymmet. Detta förutsätter att det inte är möjligt att använda något annat utrymme utan att resursen är begränsad. En annan nackdel är att metoden inte tar hänsyn till den likviditetsaspekt som kan finnas i praktiken, till exempel i form av en budgetbegränsning (Grubbström & Lundqvist 1996). Även här går en nuvärdeskvot att använda. Ibland finns ett intresse för att omvandla olika investeringar med olika grundkostnader och livslängd till så kallade annuiteter. Detta innebär att investeringens betalningskonsekvenser omvandlas till lika stora årsöverskott eller, om så är fallet, årsunderskott. (Löfsten 2002)
5.4 Internräntemetoden Om en investerings internränta är högre än kalkylräntan bör investeringen utföras annars inte. Detta är grundtanken bakom internräntemetoden. Oftast, men inte alltid, kommer metoden att ge ett korrekt beslutsunderlag, det vill säga det samma som vid användning av nuvärdesmetoden (Berk & DeMarzo 2007). För att bestämma internräntan används samma formel som vid nuvärdesberäkningen men NPV sätts till noll och r är den sökta variabeln. Interräntemetodens svaghet ligger framför allt i den matematiska ekvationen. Om investeringsförloppet är omvänt och börjar med en inbetalning följd av utbetalningar ger interräntan det motsatta svaret, det vill säga en lägre internränta är fördelaktig. Om nuvärdet är positivt för alla kalkylräntor finns ingen interränta som ger nuvärdet noll, samma sak gäller då nuvärdet endast är negativt. När nettobetalningsströmmarna är växlande positiva och negativa för perioderna kan flera internräntor uppstå. Det kan i sådana fall vara svårt att avgöra när investeringen ska utföras och inte. (Berk & DeMarzo 2007) Löfsten (2002) nämner även att interräntemetoden kan gynna kortsiktiga investeringar eftersom framtida betalningsströmmar nedvärderas. Även om internräntemetoden inte är lika säker som nuvärdesmetoden är interräntan väldigt intressant eftersom den visar hur känslig investeringen är för felbedömningar av kalkylräntan (Berk & DeMarzo 2007).
5.5 Återbetalningsmetoden Återbetalningsmetoden, ofta kallad pay-back eller pay-off, är en enkel metod som ofta används som grovsållningsmetod (Löfsten 2002). Grundtanken med metoden är att ju snabbare en investering återbetalar sig desto bättre. När återbetalningsmetoden används beräknas hur lång tid det tar att få tillbaka grundinvesteringen via
Ytinspektion av slabs med kamera Henrik Karlsson
– 18 –
18
inbetalningar. Denna tid jämförs sedan med en förutbestämd maxtid för investeringar; om återbetalningstiden är kortare genomförs investeringen annars inte. (Berk & DeMarzo 2007) Berk & DeMarzo (2007) skriver att återbetalningsmetoden inte är tillförlitlig eftersom den ignorerar pengars värdeförändring och företagets kapitalkostnad. Dessutom faller alla betalningsströmmar efter återbetalningstiden bort från bedömningen (Löfsten 2002). Återbetalningsmetoden har dock en viss lockelse då den ger en övervärdering av kortsiktiga investeringar. Samtidigt är det så att investeringar med väldigt korta återbetalningstider, så som 1-2 år, också kommer ge ett positivt nuvärde. Därför kan metoden användas som en första sållningsteknik i investeringsutbudet. (Berk & DeMarzo 2007) För att råda bot på en av metodens svagheter kan återbetalningstiden beräknas med en kalkylränta (Löfsten 2002).
5.6 Skatteeffekter En investering påverkar vanligtvis ett företags skatteutbetalningar och därmed påverkar skatteeffekterna investeringens betalningsströmmar. Detta kan ske i två former, dels genom att påverka företagets inkomstskatt och dels genom avskrivningar. Om företaget uppvisar vinst kommer ett årligt inbetalningsöverskott från en investering beskattas genom att företagets inkomstskatt ökar. Likaledes kommer ett årligt utbetalningsöverskott från investeringen innebära att företagets inkomstskatt minskar. Investeringar i anläggningstillgångar ökar i sin tur företagets underlag för skattemässiga avskrivningar. I företagets resultaträkning ses avskrivningen som en kostnad, eftersom värdet på tillgångarna skrivs ner, men i investeringskalkylen behandlas avskrivningen som en skattebesparing eftersom den sänker företagets inkomstskatt. (Löfsten 2002) Utöver dessa skattekonsekvenser kan en realisationsvinst uppstå om det bokförda värdet är lägre än det faktiska värdet vid en försäljning av inventariet. Detta är framförallt aktuellt vid slutet av investeringens livslängd, det så kallade restvärdet. Om det bokförda värdet är högre än det faktiska uppstår istället en realisationsförlust som är avdragsgill. Mervärdesskatt, så kallad moms, ska normalt inte tas med i investeringsbedömningen. Anledningen är att ett verkande företag avräknar skatten mot den mervärdesskatt företaget får ifrån sina kunder vid försäljning. (Grubbström & Lundqvist 1996) I Sverige ligger idag inkomstskatten för aktiebolag, den så kallade bolagsskatten, på 26,3 % av vinsten (Skatteverket 2009a). Avskrivningar kan göras enligt tre olika principer: omedelbara avdrag, räkenskapsenlig avskrivning och restvärdesavskrivning. Omedelbara avdrag gäller inventarier som har kort livslängd eller lågt värde. Räkenskapsenlig avskrivning kan göras enligt två olika principer med regeln att avdraget vid beskattningen motsvarar den avskrivning som gjorts i räkenskaperna. Huvudregeln som innebär en avskrivning på högst 30 % av inventariernas bokförda värde vid årets början och kompletteringsregeln som innebär full linjär avskrivning på fem år. Restvärdesavskrivning fungerar som huvudregeln i räkenskapsenlig avskrivning med de två skillnaderna att avskrivning får ske med högst 25 % av avskrivningsunderlaget och att det skattemässiga värdet inte behöver stämma överens med det bokförda värdet. (Skatteverket 2009b) Eftersom avskrivningen ger ett positivt kassaflöde för investeringen är det lönsammast att skriva ner anläggningens värde så fort som det är tillåtet. Detta beror på att avskrivningar längre fram i tiden har ett lägre nuvärde. (Berk & DeMarzo 2007)

Ytinspektion av slabs med kamera Henrik Karlsson
– 19 –
19
Om ett företag uppvisar vinst ökar inkomstskatten om investeringen ger en vinst medan inkomstskatten minskar om investeringen ger en förlust. I detta fall är beräkningen relativt enkel att utföra eftersom resultatet är entydigt. Om däremot företaget i utgångsläget går med förlust blir en investeringskalkyl med skatteeffekter meningslös eftersom inga skatteeffekter kan uppnås. Ett företag som uppvisar omväxlande vinst och förlust under investeringsperioden kan vara mycket svårt att bedöma utifrån skattekonsekvenser. Däremot är det i princip omöjligt att en lönsam investering skulle bli olönsam med hänsynstagande till skatter. (Grubbström & Lundqvist 1996)
5.7 Val av kalkylränta Vid användning av nuvärdesmetoden, eller andra metoder som beaktar pengars värdeförändring, måste som nämnts en ränta användas för att diskonera framtida betalningsströmmar. Kalkylräntan har även andra syften, varav den viktigaste enligt Löfsten (2002) är att bestämma företagets avkastningskrav. Räntan kan dock inte vara en riskfri ränta eftersom ett företags aktiviteter inte kan anses riskfria. Det finns ett flertal metoder för att bestämma kalkylräntan. I detta arbete kommer den så kallade Weighted average cost of capital, WACC, att användas eftersom den ofta framhålls av akademiker som en korrekt metod för denna typ av uppgift, se till exempel Berk & DeMarzo (2007) eller Northcott (1992). Normalt vid en investering kommer finansieringen inte från en känd källa, till exempel ett lån avsett enbart för att täcka investeringen. Istället tas medlen från en gemensam pott av pengar. För att få en uppfattning om hur hög kostnaden för att finansiera investeringen är beräknas därför ett medelvärde för de långfristiga finansieringsmetoderna. Dessa består av olika typer av lån med erfordrad ränta samt aktieägarnas avkastningskrav. Kortfristiga lån bör hållas utanför kalkylen eftersom de normalt inte används till denna typ av finansiering. Kostnaden för lån avgörs av hur stort lånet är, dess ränta samt skattesatsen. Det sistnämnda är relevant eftersom räntan ses som en kostnad och får dras av vilket sänker ett vinstbringande företags utbetalningar. Detta gäller dock inte för utdelning till aktieägare. Denna obalans för de båda finansierings möjligheterna leder till att lån generellt ger en lägre finansieringskostnad. (Northcott 1992) Detta resonemang leder fram till följande formel som beräknar en nominell kalkylränta enligt WACC metoden:
)1( bDEwacc rDE
DrDE
Er
Där följande notation gäller: E = Företagets aktievärde D = Marknadsvärdet hos företagets lån
Er = Aktieägarnas avkastningskrav
Dr = Genomsnittlig räntekostnad för företagets lån
b = Företagets skattesats

Ytinspektion av slabs med kamera Henrik Karlsson
– 20 –
20
Räntan som fås fram med ovanstående formel anger hur hög avkastning företaget i genomsnitt behöver ge sina investerare efter skatt (Berk & DeMarzo 2007). För att fritt kunna använda denna förenklade bild av verkligheten bör vissa kriterier vara uppfyllda. Berk & DeMarzo (2007) förutsätter att bolagsskatten är den enda avvikelsen som påverkar bedömningen, att förhållandet mellan aktiekapital och lån hålls konstant och att investeringen är typisk för företaget. Det första kriteriet får anses rimligt för företag som inte har extrem skuldnivå medan det andra kriteriet får anses rimligt i de flesta fall där investeringen inte är så stor att den påverkar förhållandet (Berk & DeMarzo 2007). Den sistnämnda punkten sätter dock fingret på ett problem med WACC metoden. Metoden bedömer, med hjälp av kapitalmarknaden, den risk som investeringar i företaget generellt har. Detta görs genom att finansieringskostnaden påverkas av företagets risk. Den kan däremot inte bedöma hur risken skiljer sig mellan olika projekt inom företaget. Northcott (1992) anser att konsekvensen blir att vissa lågriskinvesteringar utsätts för en för hög kalkylränta medan högriskprojekt beräknas med för låg. Det är dock svårt att hitta en teoretiskt korrekt metod för att göra denna bedömning exakt. Northcott (1992) föreslår att företaget delar upp sina investeringar i tre kategorier beroende på risk; en medelrisk kategori med en ränta beräknad enligt WACC, en lågrisk kategori med en lägre ränta och en högrisk kategori med en högre ränta. För att utföra beräkningen av kalkylräntan enligt WACC metoden bör ägarnas avkastningskrav och företagets upplåningsränta vara kända. Upplåningsräntan kan i idealfallet undersökas direkt. Ägarnas avkastningskrav är dock något svårare att finna. En vanlig metod för detta är Capital Asset Pricing Model, CAPM. Metoden syftar till att bedöma den förväntade avkastningen från en aktie genom att lägga till en riskpremie över den riskfria räntan. Riskpremien bestäms av hur företaget påverkas av konjunktursvängningar jämförs med en marknadsportfölj bestående av alla riskfyllda investeringsmöjligheter som investerare har. Följande formel används:
fMfE rRErrr
Där följande notation gäller: r = Aktiens förväntade avkastning
Er = Aktieägarnas avkastningskrav
fr = Den riskfria räntan
= Aktiens överensstämmelse med marknadsportföljens utveckling
MRE = Förväntad avkastning från marknadsportföljen I praktiken bestäms den riskfria räntan genom att använda statsobligationer över motsvarande tidshorisont. Tanken är här att staten inte kan gå i konkurs vilket torde ligga mycket nära verkligheten. beräknas normalt genom att undersöka hur aktievärdet har förändrats jämfört med marknadsportföljen åtminstone två år bakåt i tiden på veckobasis eller fem år på månadsbasis. Som marknadsportfölj används ett relevant index antingen ett internationellt eller ett börsindex. I USA till exempel är S&P 500 vanligt vilket motsvarar 500 stora aktiebolag.

Ytinspektion av slabs med kamera Henrik Karlsson
– 21 –
21
Generellt är det praktiskt vedertaget att använda ett nationellt eller internationellt index för samma region som aktien. (Berk & DeMarzo 2007)
5.8 Nollpunktsanalys Nollpunktsanalys, mer känd som break-even analys, går ut på att bedöma vid vilken nivå en typ av indata i kalkylen ger nuvärdet noll. Internräntemetoden, som tidigare har beskrivits, är en nollpunktsanalys med avseende på kalkylräntan. Metoden beräknar vilken kalkylränta som varken ger ett positivt eller negativt nuvärde. Vid en nollpunktsanalys bör även andra indata undersökas, vilka som är relevanta beror på investeringen. Även om nuvärdet är det mest användbara perspektivet för en nollpunktsanalys så går det även att använda sig av andra mått. Ett vanligt sådant är bruttointäkten, intäkten före skatter och räntor har betalts. Dock bör kommas ihåg att en bruttointäkt på noll inte tar grundinvesteringen med i bedömningen. (Berk & DeMarzo 2007)
5.9 Känslighetsanalys Med känslighetsanalys kan nuvärdets känslighet för de indata som används undersökas. Detta görs genom att variera en variabel och därmed se hur stor inverkan den har på nuvärdet. Förfarandet innebär att de indata som påverkar utfallet mest kan urskiljas. Möjlighet finns då att investera mer resurser i att klargöra vilket värde variabeln skall ha. (Berk & DeMarzo 2007) Riskfyllda investeringar uppstår om investeringens utfall påverkas kraftigt av volatil indata (Northcott 1992). Analysen visar också vilka aspekter som senare under brukandet av investeringen är kritiska för att lönsamheten skall vara vad kalkylen angav (Berk & DeMarzo 2007) .
5.10 Scenarier Nollpunkts- och känslighetsanalys tar endast variationen av en variabel i beaktning. Ibland räcker inte detta utan helt andra scenarier bör analyseras. Flera indata kan också påverka varandra, till exempel påverkar en produkts försäljningspris den sålda volymen. Det är i sådana fall viktigt att analyseras dessa scenarion. (Berk & DeMarzo 2007)

Ytinspektion av slabs med kamera Henrik Karlsson
– 22 –
22
Figur 7. Illustration av syningssystemens placering.
6. Försöksplan
6.1 Bakgrund Stränggjutverket gjuter slabs som sedan kommer på rullbana till varmslipverket. Beroende på stålsort och om slabset är första, något av dem i mitten eller sista i sekvensen kan verket slipa det eller skicka det vidare till nästa internkund, oftast varmvalsverket. För ett fåtal stålsorter skickas alla slabs till kallslipverket efter varmslipning. Idag sker denna urskiljning efter en förutbestämd operationsgång. Slabs som inte ska varmslipas synas idag av operatörer men det är en svår uppgift och med ett syningssystem före varmslipverket (punkt ett i figuren till höger) skulle detta kunna förbättras. Dessutom skulle detta system syna alla slabs innan slipning. Det finns alltså två möjligheter att göra besparingar på ett syningssystem:
Minska antalet slipade slabs och därmed öka utbytet samt minska bearbetningskostnaden. Förhindra att oslipade slabs som kommer att orsaka defekter senare i förädlingsprocessen
släpps vidare. Syningssystemet kan alltså föra valet, mellan att varmslipa eller inte, närmare ett optimum. När det gäller den första besparingspotentialen bedöms den idag till noll. Detta beror på att de stålsorter som idag alltid slipas har visat sig generera mycket stora defekter på band i senare led då de inte slipats. Men här finns naturligtvis en framtida besparingspotential. I detta försök kommer den andra besparingspotentialen att ligga i fokus för syningssystem ett. Där det andra syningssystemet har tänkt placeras, se figur 7, synar idag operatörerna på varmslipverket allt material. Om materialet uppfyller kraven skickas det vidare till nästa internkund annars går det till kallslipverket för ytterliggare en slipningsprocess. Detta är dock en mycket vansklig uppgift på grund av den höga temperaturen och svårigheten att syna slabset ordentligt när det hänger i traversen. Därför finns följande besparingspotential för ett syningssystem:

Ytinspektion av slabs med kamera Henrik Karlsson
– 23 –
23
Minska antalet kallslipade slabs och därmed öka utbytet samt minska bearbetningskostnaden.
Förhindra att varmslipade slabs som kommer att orsaka defekter senare i förädlingsprocessen släpps vidare.
Även här kan alltså ett syningssystem hjälpa till för att hitta den optimala kombinationen av alternativen. Den första besparingspotentialen är mycket svår att mäta eftersom fel på ytan ibland tycks orsaka fel på band och ibland inte. Inom omfånget av detta arbete går det troligen inte att göra en bra bedömning av när kallslipverket inte behöver slipa en synlig defekt. Den stora svårigheten med att se fel efter varmslipverket idag gör också att besparingspotentialen, för minskad kallslipning, bedöms som mycket mindre än för vidareförädlingen av defekta slabs. Detta försök kommer därför att fokusera på den senare besparingsmöjligheten.
6.2 Försökets syfte Detta försök syftar till att påvisa när ytdefekter på oslipade slabs samt varmslipade slabs orsakar defekter senare i förädlingsprocessen. Genom att finna dessa kommer en besparingspotential att kunna beräknas. Denna ska sedan ligga till grund för investeringsbedömningen av de två ytsyningssystemen.
6.3 Val av stålgrupper På grund av det stora antalet stålsorter, och att de tycks ha olika beteende när det gäller hur ytdefekter på slabs påverkar vidareförädlingen, krävs någon form av förenkling. Dels på grund av den enorma tid det skulle krävas för att undersöka alla stålsorter men även på grund av att det inte är möjligt att helt kontrollera vilka produkter som det går att syna. I det senare fallet sätts begränsningar av hur produktionen är planerad och för vilka produkter möjlighet finns att göra tester och därmed förlänga ledtiden någon dag. Genom att endast studera ett fåtal stålsorter bör alltså något kunna sägas om den totala populationen. Bilden på nästa sida visar hur produktionen var fördelad vecka 1-42 år 2009 mellan de olika stålgrupperna i stränggjutverket. I samråd med produktkvalitéansvarig och processutvecklingsansvarig på stålverket valdes därför följande stålsorter ut:
Av stålgruppen Standard består 82 % av produktvolymen av stålsorterna 1358 och 2323. Resultatet för dessa kan generaliseras till hela standardgruppen.
Stålgruppen Duplex består av flera stålsorter som enligt operationsgång alltid skickas till kallslipverket och därför inte kan undersökas i detta försök. Detta gäller framför allt stålsorten 66xx (där xx står för några olika varianter av stålsorten) och 6112 som därför går bort. Resterande del får representeras av 6589xx som är 73 % av producerad volym och bör ge en approximation av hela denna grupp. Från början var det även tänkt att stålsort 6112, som då levererades varmslipad, skulle undersökas. Under försökets gång ändrades dock operationsgången för 6112 till att alltid skickas till kallslipverket efter varmslipning och därmed blev det meningslöst att undersöka denna stålsort något mer.

Ytinspektion av slabs med kamera Henrik Karlsson
– 24 –
24
I den värmebeständiga stålgruppen går 28 % av volymen bort eftersom de stålsorterna alltid kallslipas och därför inte bör ingå i försöket. Av resterande del består 72 % av stålsort 194201 som kan generaliseras till denna grupp.
De andra stålgrupperna; Ti-stab, Höglegerat och Övriga bedöms inte tillföra några betydande besparingar och utesluts därför från försöket.
Gjutna slabs v.1-42
57%
20%
9%
8%
3%
1%
2%
StandardDuplexVärmebeständigaTi-stabHöglegeratÖvriga Ej angivet
Följande tabell sammanfattar stålsorterna som kommer att ingå i försöket och hur de kan generaliseras till grupper:
Stålsort Generaliseras till 1358, 2323 Hela Standardgruppen.
6589xx Duplex bortsett från de stålsorter som alltid beordras till kallslipverket
194201 Värmebeständiga bortsett från de stålsorter som alltid beordras till kallslipverket.
Tabell 1. Stålsorterna som undersöktes i försöket och hur dessa sedan generaliserades.
6.4 Genomförande Genomförandet av detta försök är planerat till 10 veckor. Under denna tid bör så många slabs som är möjligt av angivna stålsorter granskas. För syningssystem ett, före varmslipverket, gäller att syna oslipade slabs vilket endast är standardstålen 1358 och 2323. För syningssystem två, efter varmslipverket, gäller att syna varmslipade slabs 6589xx, 194201 och första slabsen i sekvenser av 1358 och 2323. Produktionsplaneringen styr till stor del urvalet vilket ger en begränsad möjlighet att välja prover fritt. Under genomförandet kommer grundtanken vara att undersöka så många slabs som möjligt av varje angiven stålsort.
Figur 8. Fördelning mellan de olika stålgrupperna v.1-42 2009 i tonnage gjutet stål.

Ytinspektion av slabs med kamera Henrik Karlsson
– 25 –
25
Genomförandet kommer att ske enligt följande:
1. Genom att titta på den planerade produktionen väljs tillverkningsorder ut i samråd med logistik. Detta då ledtiden inte får ökas för tillverkningsorder med möjlig leveransförsening. Endast order med Bredband4 på Avesta Jernverk som vidareförädlare kommer att väljas ut på grund av uppföljningsmöjligheterna.
2. Cirka 4 slabs väljs slumpvis ut av dem som godkänts av operatörerna vid varmslipverket för vidareförädling i varmvalsverket. Dessa plockas ut (efter eller före varmslipverket beroende på stålsort) och läggs på en bock med ringar mellan varje slabs för vidare transport till kallslipverket.
3. Efter att slabsen svalnat tas de in på kallslipverket och synas. Vid syning kontrolleras hela slabset utom de korta smalsidorna eftersom ett syningssystem inte kommer att se defekter där. Defekter antecknas sedan enligt nedan:
Figur 9. Försökets syningsmall. Alla defekter mäts ut och noteras i figurerna ovan. Fotografier tas som referensbilder till de olika defekterna. All information läggs sedan upp i en excelfil så fort som möjligt. Slabsen skickas sedan vidare oberoende av ytdefekter.
4. Slabsens väg via varmvalsverket till glödgning, betning och kallvalsverk följs noga. Om någon kostnad som kan bero på slabsets yta upptäcks följs detta upp. När slabset kommit till Bredband granskas kamerabilderna som Bredbands ytsyningssystem tar på både varmvalsade och kallvalsade band. Fel försöker härledas till slabsytan genom att titta i det område på bandet som ytdefekten bör ha hamnat på om den inte försvunnit under
4 Bredband är enheten på Jernverket som innehåller glödgnings och betningslinjen, kallvalsverket och färdigställningen.

Ytinspektion av slabs med kamera Henrik Karlsson
– 26 –
26
processen. Detta görs genom att titta skalenligt på bandet jämfört med slabset. Förutom kamerabilderna görs en jämförelse med defekternas beräknade position och var Bredbands manuella syning har angett att defekter finns5. I det här fallet är det speciellt defekterna repor-varmvalsning (härefter enbart kallad repor), slipmärken, metallurgiska flagor, slivers och ytsprickor med oxid som är intressanta. Detta är alla defekter som tros kunna komma från slabsstadiet, repor då i form av en spricka i slabset. Till sist jämförs funna defekter med vad som har ansetts så allvarligt att de orsakat en utbytesförlust.
5. När de fyra första stegen är färdiga för alla slabs sammanställs informationen. Felfrekvensen räknas upp till en utbytesförlust per år och därmed kan en årskostnad beräknas. Till sist görs även en jämförelse mellan hur ofta ovan nämnda protokollförda banddefekter har noterats och hur ofta dessa har påvisats bero på slabsytan. Här måste det manuella syningsprotokollet användas eftersom det är enda metoden för att få ett underlag för hur många fel som uppträtt. Att manuellt titta över alla bandytor med hjälp av kamerabilderna är tidsmässigt inte realistiskt.
5 Det kamerasystem som inspekterar band i glödgnings- och betningslinjen är ännu inte klassificerat och kan därför inte automatiskt ange hur allvarliga defekter är. Beslut om vad som ska skrotas tas därför fortfarande av det syningsprotokoll som operatörer sammanställer efter syning av bandet. I detta protokoll anges var längsmed bandet defekten är placerad, vilken typ av defekt det är och hur allvarlig den är.

Ytinspektion av slabs med kamera Henrik Karlsson
– 27 –
27
7. Försöksutvärdering Genom försöket har 54st slabs undersökts varav 24st var oslipade och 30st var varmslipade. Av dessa 54 slabs valsades endast 44st under tiden som examensarbetet pågick. Undersökningen kan därmed endast baseras på utfallet hos dessa. Försöket utfördes enligt metoden beskriven i föregående kapitel. Stålsorterna 1358 och 2323 representerar Standardgruppen, 194201 representerar den Värmebeständiga gruppen och 6589xx den Duplexa6. Referensbilder för defekter på band finns i Kapitel 3.2 Erfarenheter på Avesta Jernverk.
7.1 Försökets resultat
7.1.1 Stålsort 1358 16st oslipade slabs av stålsorten 1358 undersöktes varav 15st har utvärderats. De defekter som kunde observeras var inneslutningar av typen spikvingar7 och olika typer av gropar, se figur 10 och 11. Tabellen nedan visar noterade slabsdefekter och de ytdefekter som noterats i den manuella syningen på varmvalsade och kallvalsade band för stålsort 1358.
Slabsdefekter Varmvalsade band Kallvalsade band
Slabsnummer
Inneslutningar
Gropar Ytsprickor med oxid
Metallurgriska flagor
Ytsprickor med oxid
Metallurgriska flagor
492979-01 (O) 8 1 EK EK 492979-01 (U) 28 EK EK 492979-02 (O) 11 EK EK 492979-02 (U) 11 1 EK EK 492979-03 (O) 9 EK EK 492979-03 (U) 22 2 EK EK 492979-04 (O) EA 3 EK EK 492979-04 (U) EA 1 2 EK EK 493358-02 (O) 23 EK EK 493358-02 (U) 72 EK EK 493359-03 (O) 27 5 493359-03 (U) 34 5 6 493359-04 (O) 28 5 2 493359-04 (U) 35 11 12 493360-01 (O) 23 10 493360-01 (U) 22 6 400077-02 (O) EA EK EK 400077-02 (U) EA 1 27 EK EK 400077-03 (O) EA 400077-03 (U) EA 400078-02 (O) EA 2
6 Detta är inte helt korrekt. Den Värmebeständiga gruppen i detta försök utesluter 1932 och 1961 och den Duplexa gruppen 6611, 6617, 663002 och 6631. Detta görs eftersom dessa stålsorter alltid kallslipas. För mer information se Kapitel 6.3 Val av stålgrupper. 7 Se 3.2 Erfarenheter på Avesta Jernverk

Ytinspektion av slabs med kamera Henrik Karlsson
– 28 –
28
Slabsdefekter Varmvalsade band Kallvalsade band
Slabsnummer
Inneslutningar
Gropar Ytsprickor med oxid
Metallurgriska flagor
Ytsprickor med oxid
Metallurgriska flagor
400078-02 (U) EA 27 400078-03 (O) EA 1 400078-03 (U) EA 400076-01 (O) EA 3 2 400076-01 (U) EA 2 1 11 400076-02 (O) EA 4 3 1 400076-02 (U) EA 1 7 400076-03 (O) EA 7 400076-03 (U) EA 3 4 Tabell 2. Noterade defekter för slabs och felkodade områden i Bredbands manuella syning för band, stålsort 1358. (O) står för ovansida, (U) för undersida, EA för ej antecknad och EK ej kallvalsad.
Figur 10. Bilderna visar inneslutningar av typen spikvingar.
Figur 11. Bilden till vänster visar en grop och den till höger en större inneslutning. Då ett fåtal av slabsen var varmslipade en halvmeter i varje ände, upptäcktes några oslipade fläckar och ett grovt stråk från slipmaskinen.

Ytinspektion av slabs med kamera Henrik Karlsson
– 29 –
29
Det finns inget som tyder på att de oslipade fläckarna eller det grova stråket har orsakat någon defekt på band. 3st gropar bedömdes så stora att de togs med i undersökningen. Ingen av dessa kunde heller kopplas samman med någon defekt på valsade band. När det gäller inneslutningar av typen spikvingar undersöktes bara dessa, när de hade normal storlek (figur 10), på de första tre slabsen. På dessa återfanns 89st men ingen av dessa gav någon defekt på band. På 4st slabs noterades antalet inneslutningar på ovan- och undersida. Totalt återfanns 252st men då utan angiven position. På grund av detta går det inte att veta med säkerhet att ingen av dessa återkom på bandet. Bredbands manuella syning angav dock inte fel på band som kunde överensstämma med den typ av defekt som kan sammankopplas med inneslutningar. Slabssidor med många inneslutningar kunde ge fina bandytor medan sidor med få inneslutningar kunde ge ytor med många defekter av de typer som tros komma från slabsstadiet8. Inneslutningar av denna typ återfanns i stort antal på alla slabs av stålsort 1358 även om de inte antecknades för de övriga slabsen. Ett antal inneslutningar av större storlek, se figur 11, undersöktes också utan att finna någon koppling till ytfel på band. Dessa inneslutningar är med stor sannolikhet också spikvingar eller klumpar av dessa. På syningsprotokollen för varmvalsade band återfanns 102st områden kodade ytspricka med oxid och 3st områden kodade metallurgiska flagor. För kallvalsade band återfanns 70st områden med ytsprickor med oxid och 1st område med metallurgiska flagor enligt protokoll. Detta försök kan inte visa att någon av dessa orsakats av defekter synliga på slabsytan. Således går det inte heller att koppla någon intern skrotning av band till defekter på slabsytan i detta försök gällande stålsort 1358.
7.1.2 Stålsort 2323 8st oslipade slabs av stålsort 2323 undersöktes, av vilka alla valsades. Den oslipade ytan för 2323 ser i stort ut som ytan för stålsort 1358. Under undersökningen kunde inneslutningar av typen spikvingar samt gropar observeras. Utöver detta hittades en cirka 5x3cm stor kallflytning i kanten på ett av slabsens bredsida, se figur 12. Tabellen nedan visar noterade slabsdefekter och de ytdefekter som noterats i den manuella syningen på varmvalsade band för stålsort 2323.
Slabsdefekter Varmvalsade band Slabsnummer Inneslutningar Gropar Kallflytningar Repor varmvalsning 493172-02 (O) 22 493172-02 (U) 43 493172-03 (O) 23 1 493172-03 (U) 14 493172-04 (O) 7 1 493172-04 (U) 16 1 493173-01 (O) 12 493173-01 (U) 8 1
8 Repor-varmvalsning (benämnda som repor i texten), ytsprickor med oxid, metallurgiska flagor, slivers och slipmärken.

Ytinspektion av slabs med kamera Henrik Karlsson
– 30 –
30
Slabsdefekter Varmvalsade band Slabsnummer Inneslutningar Gropar Kallflytningar Repor varmvalsning 493180-02 (O) 52 493180-02 (U) 73 493180-03 (O) 17 1 493180-03 (U) 36 493180-04 (O) 27 1 493180-04 (U) 29 493181-01 (O) 17 493181-01 (U) 27 Tabell 3. Noterade defekter för slabs och felkodade områden i Bredbands manuella syning för varmvalsade band, stålsort 2323. (O) står för ovansida och (U) för undersida.
Figur 12. Bilderna visar en kallflytning på stålsort 2323. På stålsort 2323 observerades 102st inneslutningar som märktes ut med position. Ingen av dessa gav någon defekt på band. 303st till noterades men märktes inte ut mer än på vilken bredsida och slabs de hade iakttagits. Inte heller dessa kunde på något sätt kopplas till defekter på band. Precis som i fallet med 1358 fanns ingen koppling mellan resultatet från Bredbands manuella syning och mängden inneslutningar. Även ett antal inneslutningar som inte hade det karakteristiska ”spikvingeutseendet” noterades9. Ingen av dessa kunde heller kopplas till defekter på band. När det gäller gropar observerades, liksom på 1358, 3st som var så pass stora att de noterades10. Ingen av dessa gav heller någon defekt. Den intressantaste defekten noterad för 2323 får nog anses vara kallflytningen, se figur 12. Detta är en typ av defekt som normalt inte skulle valsas på Jernverket, om den hade noterats av operatörerna vid varmslipverket. Dock visade det sig efter valsning att även denna ytdefekt hade försvunnit och inte återfanns på bandet. När det gäller syningsprotokollet rapporterades 2st repor på varmvalsade band. Dessa kunde inte knytas samman med någon slabsdefekt. Sammanfattningsvis innebär detta att ingen intern skrotning av band orsakats av noterade ytdefekter på slabs för stålsort 2323 i detta försök.
9 Dessa var troligen också, en eller flera, spikvingar även om de inte hade det karakteristiska utseendet i figur 10. 10 Se figur 11 för en uppfattning om vilken storlek det handlar om.

Ytinspektion av slabs med kamera Henrik Karlsson
– 31 –
31
7.1.3 Stålsort 194201 5st slipade slabs av stålsort 194201 undersöktes. Under examensarbetet valsades alla. Defekter som kunde observeras var framför allt slipdefekter i form av grova stråk och sliprepor men även gropar, områden med råyta, hanteringsskador samt en defekt noterad som inneslutning. I det senare fallet är det svårt att veta om det verkligen är en inneslutning utan ytterligare undersökningar. Det som har observerats, och antecknats som inneslutningar i detta arbete, är små områden som inte har haft samma utseende som resten av stålet. Bilden nedan visar hur ett sådant område kan ha sett ut.
Figur 13. Exempel på vad som noterades som inneslutning under försöket. Tabellerna nedan visar noterade slabsdefekter och de ytdefekter som noterats i den manuella syningen på varmvalsade band för stålsort 194201.
Slabsdefekter
Slabsnummer Grova stråk
Sliprepor
Gropar
Råytor Hanterings-
skador
Inneslutningar Svarta märken
493100-02 (O) 2 2 1 Ja 493100-02 (U) 3 1 Nej 493100-03 (O) 5 3 1 Ja 493100-03 (U) 1 Ja 493496-02 (O) 1 Ja 493496-02 (U) 6 1 Nej 493496-03 (O) 2 Ja 493496-03 (U) 4 1 Nej 493496-04 (O) 1 Nej 493496-04 (U) 8 Nej Tabell 4. Noterade defekter för slabs, stålsort 194201. (O) står för ovansida och (U) för undersida.
Varmvalsade band
Slabsnummer Repor
varmvalsning Ytsprickor med oxid
Metallurgiska flagor
493100-02 (O) 2 1 493100-02 (U) 493100-03 (O) 3 1 493100-03 (U) 4 493496-02 (O) 4 1

Ytinspektion av slabs med kamera Henrik Karlsson
– 32 –
32
Varmvalsade band
Slabsnummer Repor
varmvalsning Ytsprickor med oxid
Metallurgiska flagor
493496-02 (U) 14 493496-03 (O) 1 493496-03 (U) 1 1 3 493496-04 (O) 493496-04 (U) 2 1 6 Tabell 5. Felkodade områden i Bredbands manuella syning för band, stålsort 194201. (O) står för ovansida och (U) för undersida. Utöver ovan nämnde defekter fanns en stor mängd små svarta gropar, ibland så ytliga att de borde benämnas som prickar, över stor del av vissa slabsytor. Dessa har inte märkts ut då de funnits i väldigt stort antal. Dock kan ändå ett visst resultat fås eftersom Bredbands manuella syning inte har rapporterat fler banddefekter, generellt, för de slabssidor med denna typ av slabsdefekt. När det gäller grova stråk och sliprepor har en del gett slipmärken på bandet medan andra inte har gjort det. Slipmärken har även noterats på andra platser på bandet än där sliprepor eller grova stråk noterades på slabset11. Här är dock viktigt att notera att slipmärken i sig inte är en defekt som resulterar i skrot. På den platsen på slabset där inneslutningen hade noterats kunde inget finnas bandet.
Figur 14. Bilden till vänster visar kraftiga sliprepor och bilden till höger ett grovt stråk. Bilderna är dock endast exempel och inte tagna på stålsort 194201. Några hanteringsskador i form av intryckningar från rullar eller lyftkran märktes också ut. Ingen av dessa gav någon defekt på bandet. 2st gropar observerades på slabsytan och antecknades, varav en relativt stor, se figuren 15. Ingen av dessa gav sedan någon defekt på bandet.
11 Slipmärken är en felkod som anges i den manuella syningen på Bredband. När ordet slipmärken används i denna text, om inget annat nämns, syftar den dock på mycket svagare märken som noterats i kamerasystemet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 33 –
33
Figur 15. Bilden till vänster visar den kraftigaste av de båda groparna observerade på 194201. Bilden till höger visar råyta på varmslipad yta men är ett endast ett exempel och inte tagen på stålsort 194201. Den sista defekten att redogöra för är områdena med råyta. 5st positioner med råyta noterades samt ett område på en meter där råyta återfanns i flertalet fläckar. Sistnämnda område gav ingen defekt på bandet och inte heller 4st av de noterade fläckarna med råyta. Två meter ifrån den position där den sista fläcken med råyta borde ha återfunnits på bandet fanns dock en stor ytspricka med oxid, se figur 16. Avståndet från beräknad position får anses ligga inom den felmarginal som finns i försöket.
Figur 16. Kamerabilden visar banddefekten som kan ha orsakats av området med råyta, stålsort 194201. Defekten är roterad 90 grader jämfört med hur den uppträdde på bandet. I syningsprotokollet finns totalt rapporterat 8st repor, 12st områden med metallurgiska flagor och 25st områden med ytsprickor med oxid på varmvalsade band. På det band som kallvalsades fanns inga relevanta defekter med på protokollet. Av nämnda defekter på varmvalsade band finns alltså en ytspricka med oxid som skulle kunna komma ifrån ett område med råyta på slabset. Hela detta band skrotades dock av en annan orsak och därmed går det inte att härleda något skrot till råytan. De övriga kodade defekterna på banden kan inte kopplas till någon defekt på slabsytan.
7.1.4 Stålsort 6112 Stålsort 6112 var från början tänkt att ingå i detta försök men föll senare bort när processvägen ändrades till kallslipning efter varmslipning för alla slabs. 2st varmslipade slabs, som båda valsades, hann dock undersökas innan detta inträffade. De defekter som fanns på dessa slabs var ungefär de samma som på 194201; defekter noterade som inneslutningar, grova stråk, sliprepor, råyta och hanteringsskador i form av intryckningar. Utöver detta hade det ena slabset en drygt en meter lång spricka på ena smalsidan, det vill säga den oslipade kanten av slabset.

Ytinspektion av slabs med kamera Henrik Karlsson
– 34 –
34
Tabellen nedan visar noterade slabsdefekter och de ytdefekter som noterats i den manuella syningen på varmvalsade band för stålsort 6112.
Slabsdefekter Varmvalsade band
Slabsnummer Grova stråk
Sliprepor
Råytor
Inneslutningar Hanterings-
skador Repor
varmvalsning
Slivers 493087-02 (O) 5 7 8 493087-02 (U) 4 1 2 13 493087-03 (O) 2 1 2 493087-03 (U) 9 3 Tabell 6. Noterade defekter för slabs och felkodade områden i Bredbands manuella syning för band, stålsort 6112. (U) står för undersida och (O) ovansida. På de positioner där de grova stråken, slipreporna och den grova ytan borde återfinnas på banden fanns det i de flesta fall slipmärken12. Det ena bandet undersöktes noggrant efter slipmärken och 35st områden hittades varav endast 5st kan knytas till funna defekter på slabset. Slipmärken på dessa två slabs framträdde väldigt tydligt jämfört med stålsort 194201. En fläck med råyta observerades på slabset men ingen defekt på bandet kunde relateras till denna. Inneslutningar och hanteringsskador kunde inte heller kopplas till defekter på band. Där sprickan längs med smalsidan borde återfinnas fanns ett långt flagliknande märke, se figur 17. I det manuella syningsprotokollet var den angiven som en repa. Den beräknande startpositionen skiljde sig jämfört med utfallet med en meter och längden på flagan var också en meter kortare än den beräknade längden.
Figur 17. Kamerabilden visar defekten som troligen orsakades av sprickan på slabsets smalsida, stålsort 6112. Defekten är roterad 90 grader jämfört med hur den uppträdde på bandet. På syningsprotokollet för dessa slabs återfanns 11st kodade repor varav en kan anses komma från något observerat på slabsytan. De andra reporna var dock inte av samma utseende som figur 17 utan hade ett rakare utseende. Utöver detta har ett av banden slivers längs med båda kanterna. Dessa kan inte kopplas till någon noterad slabsdefekt. Det band som troligen fick en repa orsakad av en spricka i slabsstadiet skrotades av en annan orsak och defekten i sig orsakade alltså inget skrot.
7.1.5 Stålsorterna 6589xx Av de slipade stålsorterna 6589xx undersöktes 23st slabs varav 14st valsades under tiden för examensarbetet. Ett av de valsade banden kom dock aldrig till Bredband på grund av defekter som uppstod under varmvalsningsprocessen. 13st band återstod därför att undersöka. 2st av dessa omhasplades och klipptes efter varmvalsning vilket gör det mycket svårt att veta var på
12 Slipmärken är en felkod som anges i den manuella syningen på Bredband. När ordet slipmärken används i denna text, om inget annat nämns, syftar den dock på mycket svagare märken som noterats i kamerasystemet.
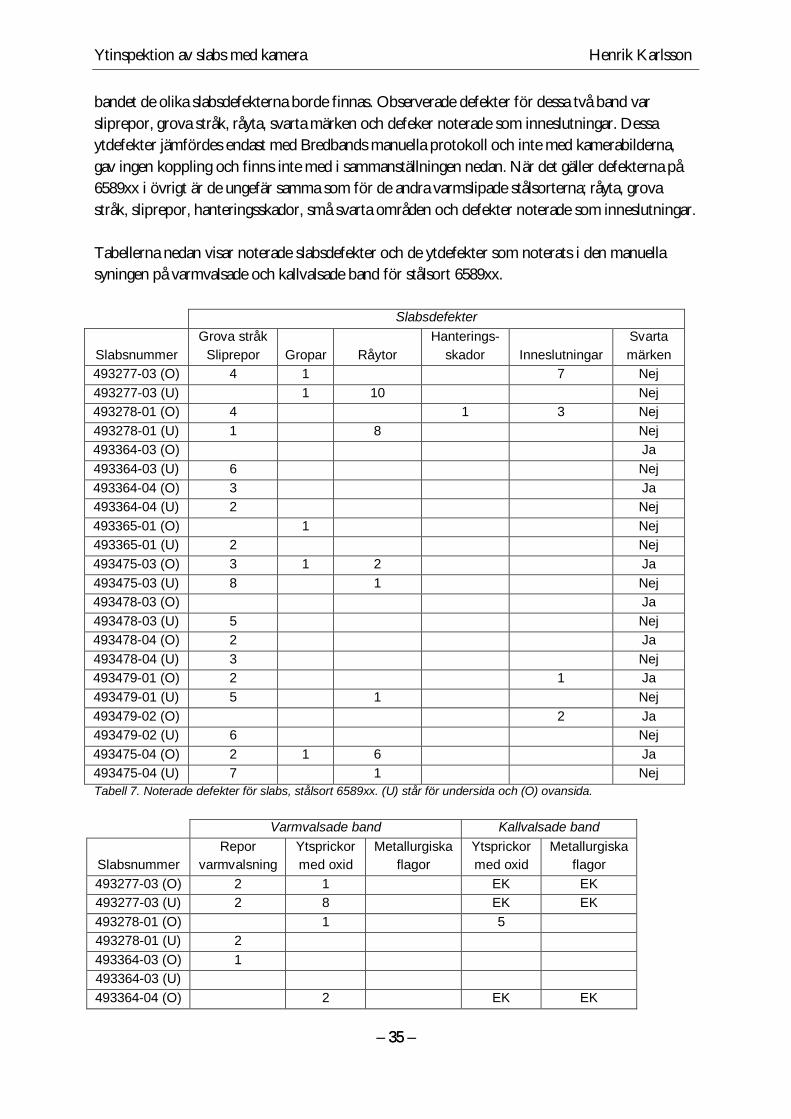
Ytinspektion av slabs med kamera Henrik Karlsson
– 35 –
35
bandet de olika slabsdefekterna borde finnas. Observerade defekter för dessa två band var sliprepor, grova stråk, råyta, svarta märken och defeker noterade som inneslutningar. Dessa ytdefekter jämfördes endast med Bredbands manuella protokoll och inte med kamerabilderna, gav ingen koppling och finns inte med i sammanställningen nedan. När det gäller defekterna på 6589xx i övrigt är de ungefär samma som för de andra varmslipade stålsorterna; råyta, grova stråk, sliprepor, hanteringsskador, små svarta områden och defekter noterade som inneslutningar. Tabellerna nedan visar noterade slabsdefekter och de ytdefekter som noterats i den manuella syningen på varmvalsade och kallvalsade band för stålsort 6589xx.
Slabsdefekter
Slabsnummer Grova stråk
Sliprepor
Gropar
Råytor Hanterings-
skador
Inneslutningar Svarta märken
493277-03 (O) 4 1 7 Nej 493277-03 (U) 1 10 Nej 493278-01 (O) 4 1 3 Nej 493278-01 (U) 1 8 Nej 493364-03 (O) Ja 493364-03 (U) 6 Nej 493364-04 (O) 3 Ja 493364-04 (U) 2 Nej 493365-01 (O) 1 Nej 493365-01 (U) 2 Nej 493475-03 (O) 3 1 2 Ja 493475-03 (U) 8 1 Nej 493478-03 (O) Ja 493478-03 (U) 5 Nej 493478-04 (O) 2 Ja 493478-04 (U) 3 Nej 493479-01 (O) 2 1 Ja 493479-01 (U) 5 1 Nej 493479-02 (O) 2 Ja 493479-02 (U) 6 Nej 493475-04 (O) 2 1 6 Ja 493475-04 (U) 7 1 Nej Tabell 7. Noterade defekter för slabs, stålsort 6589xx. (U) står för undersida och (O) ovansida.
Varmvalsade band Kallvalsade band
Slabsnummer Repor
varmvalsning Ytsprickor med oxid
Metallurgiska flagor
Ytsprickor med oxid
Metallurgiska flagor
493277-03 (O) 2 1 EK EK 493277-03 (U) 2 8 EK EK 493278-01 (O) 1 5 493278-01 (U) 2 493364-03 (O) 1 493364-03 (U) 493364-04 (O) 2 EK EK

Ytinspektion av slabs med kamera Henrik Karlsson
– 36 –
36
Varmvalsade band Kallvalsade band
Slabsnummer Repor
varmvalsning Ytsprickor med oxid
Metallurgiska flagor
Ytsprickor med oxid
Metallurgiska flagor
493364-04 (U) 2 EK EK 493365-01 (O) EK EK 493365-01 (U) EK EK 493475-03 (O) 6 1 1 EK EK 493475-03 (U) 1 EK EK 493478-03 (O) EK EK 493478-03 (U) EK EK 493478-04 (O) 8 EK EK 493478-04 (U) EK EK 493479-01 (O) 1 3 493479-01 (U) 493479-02 (O) 4 493479-02 (U) 493475-04 (O) 1 493475-04 (U) 1 Tabell 8. Felkodade områden i Bredbands manuella syning för band, stålsort 6589xx. (U) står för undersida, (O) ovansida och EK för ej kallvalsad. 8st slabs hade små svarta märken på ena bredsidan. I inget av fallen återfanns de på båda bredsidorna. Eftersom defekten återfanns över nästan hela ytan valdes ett par områden med antingen väldigt många svarta märken, eller enstaka som var större än de övriga, ut och noterades, se figur 18. Det totala antalet som märktes ut med position var 19st, av dessa gav 18st ingen defekt på bandet. Två meter ifrån den plats på band där den sista svarta slabsdefekten borde återfinnas upptäcktes ett utdraget märke liknande en ytspricka med oxid, se figur 19. Avståndet från beräknad position får anses ligga inom felmarginalen för försöket. Defekten finns dock inte med på det manuella syningsprotokollet och har inte heller resulterat i något internt skrot.
Figur 18. Bilderna visar svarta märken av den större storleken på stålsort 6589xx. 13st defekter i slabsstadiet noterades som inneslutningar. En meter ifrån beräknad position för en av dessa kunde en ytspricka med oxid liknande defekt hittas, se figur 20. Defekten är inte noterad i den manuella syningen och har inte orsakat något internt skrot. 29st områden med råyta har

Ytinspektion av slabs med kamera Henrik Karlsson
– 37 –
37
noterats på slabsytan, ingen av dessa gav någon defekt på band. Inga defekter återfanns heller för de 5st groparna eller det fåtal hanteringsskador som noterats. Här bör dock tilläggas att ingen av groparna var av den storleken som den största på 194201, se figur 15. När det gäller sliprepor och grova stråk gav dessa ibland slipmärken på beräknad position men inte alltid och inte i lika hög grad som för 6112 och 194201. Slipmärken återfanns även på platser där ingen av dessa defekter hade observerats på slabsytan. På de flesta band fanns det generellt betydligt färre slipmärken än för de båda andra varmslipade stålsorterna och de som återfanns var inte lika kraftiga. Ett av banden var dock ett undantag ifrån denna observation. På detta band hittades ett stort antal slipmärken och dessa var väldigt kraftiga även om inga var angivna på det manuella protokollet.
Figur 19. Kamerabilden visar den defekt som hittades i närheten av beräknad position för ett av de svarta märkena, stålsort 6589xx. Defekten är roterad 90 grader jämfört med hur den uppträdde på bandet.
Figur 20. Kamerabilden visar den defekt som hittades i närheten av beräknad position för en av inneslutningarna, stålsort 6589xx. Defekten är roterad 90 grader jämfört med hur den uppträdde på bandet. Syningsprotokollen för de 13st varmvalsade band som vidareförädlades på Bredband angav 2st områden med metallurgiska flagor, 23st repor och 16st områden med ytsprickor med oxid. På de band som också kallvalsades angavs 9st områden med ytsprickor med oxid och 3st områden med metallurgiska flagor. Varken för kallvalsade eller varmvalsade band kunde någon av dessa relateras till en slabsdefekt och således kan inte heller något internt skrot kopplas till noterade slabsdefekter.
7.2 Felkällor i försöket Ett försök som detta har naturligtvis felkällor. Med felkällor menas i detta fall orsaker till att försökets resultat, vad gäller förbindelsen mellan ytdefekter på slabs och defekter på band, inte är korrekt. Följande felkällor är listade utan inbördes ordning:
Metoden att anteckna fel på slabs och beräkna positionen för defekten på band skalenligt är felaktig. Detta skulle kunna stämma om materialet flyttar sig så pass mycket under valsning att författaren under försöket missat defekten på bandet. Här bör dock noteras att när kamerabilder från Bredband och det manuella syningsprotokollet har använts har området fem meter innan och fem meter efter i längsgående riktning på bandet undersökts. På bredden har minst två dm i båda riktningarna kontrollerats. Dessa förflyttningar av materialet måste därför vara större än detta avstånd.
Det finns en osäkerhet kring vilken ände på slabset som motsvarar framänden på bandet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 38 –
38
Detta beror på att slabsen lastas in i varmvalsverket av operatörer som anger hur slabset har varit orienterat. Denna information måste stämma för att beräkningarna av defekternas position ska vara korrekt. Det är också känt av författaren att dessa värden i ett fåtal fall har varit felaktiga. För de större defekterna, så som kallflytningen på 2323, har dock bandet undersökts på alla fyra möjliga positioner.
Tillräckligt mycket av bandet har klippts bort för att defekterna ska hamna utanför det granskade
området. Bandet kan klippas vid fyra tillfällen. Det första som alltid utförs är en kantklippning innan materialet går in i steckelverket. Om bandet efter valsning har någon defekt i ändarna som behöver klippas kan detta göras antingen på varmvalsverket eller på Avesta Klippcenter. Till sist klipps även bandet innan det går in i glödgnings- och betningslinjen på Bredband om en dragände behöver svetsas fast. Hänsyn har tagits till klippet innan steckelverket om det har varit av normal storlek. Om mer än normalt har klippts bort finns här en felmarginal på mindre än en meter. I de fall större delar av materialet har klippts bort vid klippcenter eller varmvalsverket har felmarginalen beräknats med hjälp av viktförlusten och sedan har denna felmarginal tagits hänsyn till vid undersökningen av bandet. Till sist gäller det klippet som görs innan glödgnings- och betningslinjen. Detta är endast till för att få en rak kant att svetsa mot och bedöms så litet att det inte är relevant.
Defekter på band har uppkommit från ytdefekter på slabs som inte noterats.
Att syna slabs är inte så lätt som det kan uppfattas. Därför finns det en möjlighet att relevanta defekter inte har upptäckts och därför inte kommit med i undersökningen. Här bör dock noteras att författaren har varit mycket noggrann under sökandet av slabsdefekter men att det trots det inte går att vara säker.
Defekterna har funnits på beräknad position på band men ändå inte upptäckts.
För att detta ska vara möjligt måste både kamerasyningssystemet på Bredband och den manuella syningen ha missat defekten på band.
7.3 Försöksanalys Detta försök har syftat till att undersöka när ytdefekter på slabs ger defekter på band. För få slabs har dock undersökts för att ge en korrekt bild. Av de slabs godkända av varmslipsoperatörerna har endast 2,8% synats under försöksperioden och andelen blir ännu lägre om endast de slabs som sedan valsades tas med. Underlaget är därför alldeles för svagt för att påstås representera de fel som finns på slabs av berörda stålsorter. Här nedan kommer ändock de resultat som kan dras från försöket diskuteras. För gruppen Standard finns det inget i detta försök som tyder på att defekterna på bandet kommer ifrån synliga defekter på slabsytan. Inneslutningar av typen spikvingar ger ingen defekt på band och inte heller gropar av den storleken som har funnits i försöket. När det gäller kallflytningen är en defekt för lite för att ge ett svar på faran med att valsa denna typ av defekter.

Ytinspektion av slabs med kamera Henrik Karlsson
– 39 –
39
Försöket visar dock att kallflytningar i vissa fall, åtminstone, går utmärkt att valsa. Av de felkoder som anses kunna orsakas av defekter på slabsytan fanns 107st kodade områden på syningsprotokollen för varmvalsade band och inga av dessa var relaterade till slabsytan. Detta ger en klar indikation på att den största andelen fel inte kommer från synliga defekter på slabsytan. Intressant är även att notera att det finns en stor skillnad i hur mycket defekter som noterats i syningsprotokollen för stålsorterna 1358 (105st noterade fel) och 2323 (2st noterade fel). Vad detta beror på är okänt, och kan mycket väl vara en tillfällighet, då stålen anses ha ett snarlikt beteende för detta försöks syfte. För den Värmebeständiga gruppen har väldigt få slabs, endast 5st, undersökts. De flesta defekter som märkts ut, så som sliprepor, grova stråk, gropar, hanteringsskador och inneslutningar, har inte gett någon defekt på band. Här är dock viktigt att komma ihåg att inneslutningar har använts som samlingsnamn för små områden som sett annorlunda ut i stålet. Därför är det mycket troligt att många av dessa inte är några inneslutningar i ordets egentliga betydelse. När det gäller gropar av en större storlek än en diameter på en centimeter och djup på cirka fem millimeter kan resultat bli ett annat än vad detta försök visat. När det gäller defekten råyta så kunde en stor ytspricka med oxid kopplas till en av dessa. På slabs av stålsorten hittades dock fyra till områden av liknande storlek och ett område med betydligt mer råyta som inte gav någon defekt. På samma band återfanns 6st ytterligare ytsprickor med oxid även om den relaterad till råytan var den största. Det är därför möjligt att det endast var en tillfällighet att defekten hamnade nära den beräknade positionen för råytan. Av de berörda felkoderna återfanns 44st noteringar på syningsprotokollen för varmvalsade band som med säkerhet inte orsakats av noterade slabsdefekter. Även här ges alltså en tydlig indikation på att de flesta defekterna inte orsakas av synliga defekter på slabsytan. För den Duplexa gruppen undersöktes två olika stål, 6112 och 6589xx. 6112 undersöktes i väldigt liten grad. Det som dock framkom var att en smalsidespricka med mycket stor sannolikhet hade orsakat en kraftig defekt på band. För 6589xx återfanns två defekter med en möjlig koppling till slabsytan. Detta var två utdragna märken som i ena fallet låg nära en noterad inneslutning på slabset och i andra fallet nära ett noterat svart märke, se figurerna 19 och 20. I båda fallen var inga defekter noterade på syningsprotokollet vilket antyder att dessa båda defekter inte var så allvarlig att de behövde noteras. En möjlighet är naturligtvis också att synaren helt enkelt har missat defekterna. Vidare gäller för båda slabsdefekterna att liknande fel har noterats på stålsorten utan att någon defekt har återfunnits på band. 18st snarlika svarta märken gav inga defekter och inte heller 14st likartade inneslutningsliknande defekter. Om dessa båda defekter på band har hamnat på positionen av en tillfällighet eller på grund av nämnda slabsdefekter är omöjligt att veta. Resultatet ger inget klart svar på om dessa slabsdefekter är olämpliga att valsa. Ett antal grunda gropar av en lillfingernagelsstorlek gav inte heller någon defekt på band. Mindre gropar av denna typ har alltså ingen påverkan på band. Av de relevanta felkoderna angavs 51st områden på syningsprotokollen. Eftersom inga av dessa kunde relateras till slabsdefekter är det troligt att de flesta defekter inte orsakas av något som kan observeras på slabsytan.

Ytinspektion av slabs med kamera Henrik Karlsson
– 40 –
40
De svarta märken som återfanns i mycket stort antal på varmslipade slabs skulle mycket väl kunna komma från de ”spikvinge” inneslutningar som finns i mängder på oslipade slabs. Storleken på dessa stämmer relativt bra överens och antalet är ofta ungefär det samma. Det förklarar dock inte varför vissa varmslipade slabs helt saknar dessa svarta märken eller varför de bara observerades på ena bredsidan i de flesta fall. Att slipmärken på band orsakas av den varmslipade ytan är helt säkert. Detta kan sägas eftersom inga slipmärken av denna typ finns på band valsade av kallslipade slabs och inga slipmärken alls på oslipade slabs. Däremot verkar inte alla grova stråk och sliprepor ge slipmärken på band. Dessutom finns det slipmärken även där inte något har noterats på slabs. Det är rimligt att anta att detta beror på att vissa delar av den varmslipade ytan som upplevs som normal faktiskt orsakar slipmärken. Det finns här även andra faktorer än själva ytan som påverkar. Stålsorten har en avgörande betydelse, där 6589xx ger mindre och svagare slipmärken än 194201 och 6112. Exakt hur varje slabs behandlas när det gäller uppvärmning inför valsningen, valsningen i sig och betningen efter valsningen kan alla ha betydelse. Detta är dock företeelser som inte har undersökts i detta försök.
7.4 Kontentan av försöket Av försöket kan fastställas att kantsprickor på stålsort 6112 kan resultera i en kraftig defekt på band. Kopplingar mellan andra slabsdefekter och banddefekter är mycket osäkra. Då endast 1 av 202 noterade defekter i den manuella syningen på stålsorterna 1358, 2323, 194201 och 6589xx har orsakats av en observerad slabsdefekt tyder allt på att de flesta banddefekterna inte orsakas av något som går att observera på slabsytan13. Försökets resultat ger inget bra underlag för att bedöma hur lönsamt ett ytsyningssystem av varmslipade eller oslipade slabs skulle vara eftersom osäkerheten kring resultatet är så stor.
13 De två övriga defekterna hittades endast i kamerasystemet och fanns inte noterade i Bredbands manuella syning.

Ytinspektion av slabs med kamera Henrik Karlsson
– 41 –
41
Varmslipverket
8. Investeringsanalys I följande text kommer den påhittade valutan HEV, Henriks Examensvaluta, användas. Detta är nödvändigt eftersom Jernverkets kostnader och intäkter är konfidentiella.
8.1 Utbetalningar När utbetalningarna för en investering bedöms ska endast de som orsakas av själva investeringen, dess särkostnader, tas med (Northcott 1992). Se Kapitel 5.2 Grundläggande begrepp för några exempel på situationer som inte räknas som utbetalningar vid en investeringskalkyl. De kostnader som uppstår vid en investering i ett ytinspektionssystem är inköpskostnader, installationskostnader, klassificeringskostnader och underhållskostnader. Inköpskostnaden för ett ytinspektionssystem är värderad enligt offert, i detta ingår två sensorer för bredsidor och två för smalsidor. Installationen av utrustningen ingår dock inte. Installationskostnaden beror naturligtvis på var och hur systemet installeras. Ingen djupare undersökning för detta har utförts inom detta arbete. Kamerasystemet skulle dock troligen kunna placeras enligt följande:
Figur 21. Bilden visar en möjlig placering av sensorer för inspektion av de båda varmslipade bredsidorna. De blå pilarna visar materialflödet som börjar med att slabs tas in i varmslipverket och dess ena sida slipas. Materialet vänds sedan med hjälp av vändaren och slipas på andra sidan.

Ytinspektion av slabs med kamera Henrik Karlsson
– 42 –
42
Rullbana efter stränggjutverket
Figur 22. Bilden visar en möjlig placering av sensorer för inspektion av det ena oslipade sidan och de båda smalsidorna. Den blå pilen visar materialflödet. Av figurerna ovan framgår att det finns tillgängliga placeringar för sensorer för båda varmslipade bredsidorna, båda smalsidorna och ena oslipade bredsidan. Dessa bör kunna installeras utan någon stor okänd kostnad. När det gäller sensorn för den sista bredsidan är det osäkert var denna skulle placeras och därför föreligger här en osäkerhet kring installationskostnaden. Sensorerna för smalsidorna placeras förslagsvis där de kan inspektera alla slabs eftersom smalsidorna inte slipas. För beräkningarna kommer dessa placeringar antas. Installationskostnaderna består framför allt av kylningssystem och byggnation. Dessa kostnader uppskattas genom att ta de kostnaderna som uppstod för fyra år sedan när Jernverket installerade ett ytsyningssystem i varmvalsverket, där temperaturnivåerna är likvärdiga med denna installation. Kostnader uppstår också på grund av den klassificering av defekter som behöver göras. Utan denna funktion kommer inte systemet att känna igen defekter eller ange hur allvarliga de är. För att uppskatta denna kostnad kan antingen den angivna tiden från leverantören användas eller de erfarenheter som finns på Jernverket kring arbetet. Leverantören bedömer att detta kan utföras på 30 arbetsdagar. Erfarenhet från de två tidigare installationerna tyder dock på att det är ett större arbete. I kalkylerna kommer Jernverkets erfarenhet att användas. För detta krävs det en person som har goda kunskaper om ytdefekter på slabs och därmed troligen en processutvecklare eller motsvarande. Därför används genomsnittkostnaden för nämnda personalgrupp. Utöver dessa utbetalningar tillkommer även kostnader för interna resurser under installationsprojektet. Personal från flera olika delar av företaget behövs under projektets gång. Hur mycket resurser som krävs har baserats på erfarenheter från installationen i varmvalsverket. Vid denna bedömning används en genomsnittlig kostnad per arbetad timme för tjänstemän. Denna kostnad bör anföras till investeringen eftersom den största delen av personalen som involveras i projektet skulle skapa andra värden för företaget under denna tid om de inte deltagit i projektet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 43 –
43
Ovan nämnda kostnader för inköp, installation, klassificering och projekt summeras till 923 000 HEV och är investerings grundkostnad. Klassificeringskostnadens nuvärde används för att få fram denna summa, detta eftersom denna kostnad uppstår året efter. Underhåll av systemet utförs av personal på Jernverket. Detta handlar framför allt om att torka rent glaset lamporna lyser igenom, byta filter och göra kontroller av utrustningen. Ibland händer det även att delar av utrustningen behöver bytas. För att uppskatta detta har de underhållskostnader som har uppstått för systemet i varmvalsverket använts, vilka beräknas till 4 600 HEV per år. Här antas dock att de interna resurser som behövs för underhållsarbetet kan avvaras utan extra kostnader.
8.2 Inbetalningar Som Löfsten (2002) beskriver är syftet med en investering att öka företagets värde. För att undersöka om så är fallet bör inbetalningarna studeras utifrån ett fall där investeringen inte äger rum och ett fall där investeringen äger rum. Se Kapitel 5.2 Grundläggande begrepp för några exempel på situationer som inte räknas som inbetalningar vid en investeringskalkyl. En investering i ett kamerasystem för ytinspektion av slabs kommer att skapa inbetalningar till Outokumpu koncernen. Dessa kan komma ifrån flera olika faktorer. Till att börja med kan utbytet förbättras. Hur detta ska bedömas beror till stor del på var i förädlingsprocessen utbytesförlusten uppstår. Material från stränggjutverket rör sig, beroende på internkund, enligt någon av de tre figurerna nedan14:
Figur 23. Materialets väg efter att det lämnat stränggjutverket om stålverkets interna kund är Bredband i Avesta. Den gröna linjen visar den normala processvägen för stålsorter tillhörande Standardgruppen och de blå linjerna den normala processvägen för stålsorter tillhörande de andra grupperna samt första slabset i en gjutsekvens av Standardstål. I båda fallen görs undantag när operatörerna bedömer att slabset behöver, i fallet med Standardstål, varmslipas och, i fallet med de andra stålsorterna, kallslipas.
14 Detta är inte helt korrekt. Stålverket i Avesta har fler internkunder men över 98% av det material som produceras i stränggjutverket har någon av dessa tre internkunder.

Ytinspektion av slabs med kamera Henrik Karlsson
– 44 –
44
Figur 24. Materialets väg efter att det lämnat stränggjutverket om stålverkets interna kund är Degerfors. Den gröna linjen visar den normala processvägen inom Avesta för stålsorter tillhörande Standardgruppen och de blå linjerna den normala processvägen för stålsorter tillhörande de andra grupperna samt första slabset i en gjutsekvens av Standardstål. I båda fallen görs undantag när operatörerna bedömer att slabset behöver, i fallet med Standardstål, varmslipas och, i fallet med de andra stålsorterna, kallslipas. Alla slabs som kommer till Degerfors går igenom kallslipverket men endast vissa stålsorter slipas.
Figur 25. Materialets väg efter att det lämnat stränggjutverket om stålverkets interna kund är Nyby. Den gröna linjen visar den normala processvägen inom Avesta för stålsorter tillhörande Standardgruppen och de blå linjerna den normala processvägen för stålsorter tillhörande de andra grupperna samt första slabset i en gjutsekvens av Standardstål. I båda fallen görs undantag när operatörerna bedömer att slabset behöver, i fallet med Standardstål, varmslipas och, i fallet med de andra stålsorterna, kallslipas. Material med Nyby som internkund varmvalsas i Avesta och levereras som band. Ett kamerasystem kan minska utbytesförlusterna om systemet upptäcker en defekt som, om den vidareförädlas i sitt nuvarande tillstånd, resulterat i en defekt på säljbar produkt. I detta fall handlar det om en varmvalsad produkt eftersom det är först i detta skede som materialet granskas och en defekt kan upptäckas. När Bredband i Avesta är den interna kunden sker en syning av bandet först efter glödgning och betning och det är alltså i detta skede som utbytesförlusten, som med ett kamerasystem kunde ha förhindrats, uppstår. Band som går till Nyby granskas först efter en glödgningsprocess och det är först i detta skede som defekter kan upptäckas. För Degerfors passerar visserligen materialet ett kallslipverk men de stålsorter som inte slipas undersöks inte noggrant efter defekter utan går vidare för varmvalsning och betning. Det är först efter detta som en ytdefekt på plåten orsakad av slabsytan upptäcks. En eliminering av en sådan defekt i slabsstadiet ökar alltså utbytet i ett senare skede av vidareförädlingen. Detta förutsätter att defekten, i slabsstadiet, går att slipa bort. Denna utbytesförbättring kan bedömas olika beroende på om den ligger efter en flaskhals eller inte. Den minsta besparingen som kan åstadkommas med att eliminera felet är de rörliga

Ytinspektion av slabs med kamera Henrik Karlsson
– 45 –
45
kostnaderna för att tillverka samma mängd varmvalsad plåt som skrotades15. Till detta kommer kostnader från leveransförsening till kund och mer arbetande kapital än om produkten hade sålts. Om det däremot är så att en flaskhals ligger före skrotningspunkten innebär en ombearbetning att någon annan produkt som skulle ha tillverkats inte kommer att kunna framställas (eftersom ombearbetningen istället måste ske). Förlusten på grund av det försämrade utbytet är i detta fall approximativt den uteblivna intäkten från den okända produkten då företaget inte får sälja denna. Eftersom bortfallet sker i ett varmvalsat tillstånd bör även försäljningspriset på denna okända produkt användas för att uppskatta förlusten, med ett avdrag för skrotvärdet och den transaktionskostnad16 som uppstår för att realisera värdet. Till detta kommer också, precis som när ingen flaskhals existerade, kostnader i form av leveransförsening till kund och långsiktigt försämrad konkurrenskraft. Mer arbetande kapital bör dock inte vara aktuellt i detta fall eftersom produktionen redan har full beläggning. Följande exempel förklarar resonemanget: Om vi har två fall, ett där vi antar att kamerasystemet upptäcker en defekt och därför räddar ett helt band från intern skrotning, och ett där detta inte inträffar och bandet skrotas. I båda fallen arbetar stålverket på full kapacitet och får sälja allt som kan produceras. I det första fallet sker följande kassaflöden:
2211 BANDBANDSLIPABANDBAND RKNIRKRKNIKassaflöde
Där följande notation gäller: NI = Nettoinbetalning i form av försäljningspris minus transaktionskostnad och skrotvärde RK = Den rörliga kostnaden BAND1 = Det först tillverkade bandet som räddas av ytsyningssystemet BAND2 = Ett band av okänt värde som tillverkas vid ett senare tillfälle SLIPA = Varm- eller kallslipningsprocess för att avlägsna defekt på slabs I det andra fallet, utan ett kamerasyningssystem, sker följande kassaflöden:
11 2 BANDBAND RKNIKassaflöde Där samma notation gäller. Som kan ses är skillnaden SLIPBANDBANDBAND RKRKRKNI 212 . Den rörliga kostnaden är approximativt den samma, och kostnaden för att slipa ett slabs är låg, vilket innebär att det i det närmaste är nettoinbetalningen på det okända bandet, 2BANDNI , som är kostnaden för utbytesförlusten. En rimlig uppskattning torde här vara att använda den genomsnittliga nettoinbetalningen, i varmvalsat tillstånd, för de produkter som stålverket producerar slabs till.
15 När begreppet rörliga kostnader används i texten avses den rörliga kostnaden inom Jernverket och inte inköpet av material i form av skrot eftersom även internt skrot kan smältas om till nytt stål. Vidare är de rörliga kostnaderna endast de operativa kostnaderna där personalkostnader inte ingår. 16 I arbetet används endast en fraktkostnad som transaktionskostnad.

Ytinspektion av slabs med kamera Henrik Karlsson
– 46 –
46
I exemplet ovan är det möjligt att göra en ganska rimlig uppskattning av vad utbytesförlusten orsakar. I praktiken är det dock mycket svårt att göra en bra uppskattning av detta värde eftersom det genomsnittliga värdet som passerar varje flaskhals måste vara känt samt hur ofta dessa flaskhalsar uppträder och vilka produkter som har företräde i en sådan situation, se Bilaga B för ett utförligare resonemang. I de fall ytinspektionssystemet skulle upptäcka defekter som inte går att slipa bort men som kommer att orsaka defekter i senare led sparar systemet de rörliga kostnaderna för vidareförädling från det att defekten upptäckts till dess att felet annars skulle ha upptäcks. Det senare beror på vilken den interna kunden är för den aktuella produkten. Om kunden är Bredband i Avesta skulle defekten ha upptäckts efter glödgnings- och betningslinjen. I Degerfors skulle den upptäckas antingen i kallslipverket eller efter glödgning och betning. Om den interna kunden är Nyby upptäcks felet efter glödgningsprocessen. Om defekten är mycket allvarlig kan den även skrotas i alla fallen redan efter varmvalsningsprocessen. Ett ytsyningssystem kan också spara företaget pengar genom att minska den slipning som utförs på slabs. Detta genom att slabsdefekter som inte orsakar några banddefekter kan lämnas orörda. Beroende på om kameran sitter före eller efter varmslipverket kan besparingen antingen ske i minskade rörliga kostnader för varmslipning eller minskade rörliga kostnader för kallslipning. Eftersom slipprocesserna också minskar utbytet uppstår här en besparing som bör värderas olika beroende på om det finns en flaskhals tidigare i processen eller inte. Den minsta besparingen är den rörliga kostnaden för att framställa nytt material till samma skede i förädlingsprocessen. Om en flaskhals ligger före i processen bör dock materialet värderas enligt tidigare resonemang. Det kan även tänkas att företaget idag skrotar hela eller delar av slabs på grund av ytdefekter när det inte skulle ha varit nödvändigt. Detta får dock anses som osannolikt och finns inte med i kalkylerna. I de fall slabs skickas till kallslipverket förlängs också ledtiden vilket innebär att företagets arbetande kapital skulle minska om färre slabs tog denna processväg. Kamerasystemet kan även minska de resurser som företaget idag använder för att manuellt undersöka slabsytor. Här kan det både vara aktuellt med att minska utbetalningarna genom att minska personalstyrkan och att använda resurserna till andra ärenden inom företaget. I det senare fallet får antas att en person som får mer tid över till andra arbetsuppgifter sparar företaget lika mycket pengar, i genomsnitt, som dennes personalkostnader. Därmed skapas en inbetalning motsvarande personalkostnaden per mantimme som resursen kan utnyttjas till annat. Till sist kan även kostnader sänkas genom att studera bilder på ytan och därmed kartlägga hur dessa fel uppstår och vad som kan göras åt dem. Detta gäller framför allt defekter som uppstår under gjut- och varmslipprocesserna. Genom att eliminera att defekter överhuvudtaget uppstår finns en stor besparingspotential. Detta är naturligtvis något som personal på Jernverket arbetar med redan idag, men kamerabilder skulle underlätta detta. Reklamationer av defekta färdigprodukter hänförs inte som en kostnad som denna investering skulle minska. Detta beror på att klassificeringen av ett ytinspektionssystem för slabs inte

Ytinspektion av slabs med kamera Henrik Karlsson
– 47 –
47
kommer att fungera förrän långt efter ett system för syning av band på Bredband. Det senare system får då antas vara mycket bättre på att förhindra reklamationer än ett system som inspekterar slabs. För det material som inte levereras till Bredband antas en likvärdig kontroll av banden. Påverkan på mängden reklamationer antas därmed utebli vid en investering i slabssyning med kamera.
8.3 Livslängd och kalkylränta Som beskrivs i Kapitel 5.2 Grundläggande begrepp är investeringens livslängd den tid som investeringen löper över. Hur länge investeringen, kamerasystemet i det här fallet, kommer att brukas är svårt att veta. Det beror framför allt på hur länge utrustningen går att underhålla och när det lönsamhetsmässigt är motiverat att byta systemet mot ny teknik. I kalkylerna kommer 10 år att användas eftersom ytinspektionssystemet borde hålla den tiden både enligt leverantören och efter vad man erfarenhetsmässigt kan säga om motsvarade system i varmvalsverket som arbetar under liknande förhållanden. När denna utrustning kan tänkas bytas ut på grund av ny teknik är mycket svårt att bedöma i dagsläget. Att detta kamerasystem skulle användas i 10 år innan ett nytt införs upplevs inte som osannolikt. Något restvärde antas inte uppstå efter livslängden. Detta beror dels på att tekniken inom området bör vara mycket bättre om 10 år och dels att klassificeringen av defekter endast kommer att fungera på Jernverket och andrahandsvärdet därmed bedöms lågt. Kalkylräntan bestäms genom WACC metoden där aktieägarnas avkastningskrav bestäms med hjälp av CAPM, för en beskrivning av dessa två se Kapitel 5.7 Val av kalkylränta. CAPM:
%2,10 pfE rrr
Följande indata har används: pr , riskpremien, är satt till 5 % vilket är median riskpremien som Öhrlings
PricewaterhouseCoopers (2008) fick fram i sin undersökning av den svenska aktiemarknaden.
fr , den riskfria räntan, är satt till 4 % eftersom detta är vad som var aktuellt i ovan
nämnda undersökning. är beräknad mot OMX Helsinki 25 över fem års utveckling per dag17. Detta gav ett
beta på 1,24. Värt att notera är att fM rRE i CAPM formeln i Kapitel 5.7 Val av kalkylränta här är ersatt med
pr . Skillnaden mellan dessa är att det förstnämnda är den korrekta metoden för att bestämma den
sistnämnda. Riskpremien som används här för att beräkna kalkylräntan är dock indirekt uppskattad på detta vis eftersom Öhrlings PricewaterhouseCoopers i sin undersökning har tagit
17 Beräkningen har utförts genom att använda Outokumpus och OMX Helsinki 25:s kursförändring per dag, baserad på stängningskursen, de senaste fem åren (050216-100215).

Ytinspektion av slabs med kamera Henrik Karlsson
– 48 –
48
ett medianvärde på 32 marknadsaktörers bedömning av riskpremien (Öhrlings PricewaterhouseCoopers 2008). WACC:
%02,8)1(
bDEwacc rDE
DrDE
Er
Följande indata har används:
Förhållandet DE
D
, det vill säga företagets skulder i förhållande till företagets totala
värde, är satt till 35 %. Denna uppskattning har gjorts utifrån Outokumpus senaste årsbokslut, år 2009, där förhållandet låg på 32,4% men med en stigande trend. Företaget har som mål att ligga under 42,8%.
Er är beräknad enligt CAPM resonemanget på föregående sida.
Dr är uppskattad till 5,4 % för investeringens livslängd. Detta har gjorts genom att först uppskatta den ränta företaget i genomsnitt betalar på sina lån, med hjälp av det senaste årsbokslutet. Den totala summan räntebärande lån låg på 1649 miljoner euro medan räntekostnaderna var 38 miljoner euro, detta ger en ränta på cirka 2,3 %. Om dessa lån antas ha rörlig ränta ger detta en premie över den riskfria räntan på 2,1 % eftersom en riskfri en månaders statsskuldväxel ligger på 0,2 % i årsränta18. En riskfri statsobligation med 10 års löptid ligger på 3,3 % vilket med en premie på 2,1 % ger en total ränta på 5,4 %.
b är bolagsskattesatsen vilken är 26,3% i Sverige, se Kapitel 5.6 Skatteeffekter. Kalkylräntan 8,02 % är en nominell kalkylränta. Om inflationen, i, antas ha en nivå på 2 % blir
den motsvarande reala kalkylräntan %9,51
i
irr waccREALWACC . Denna ränta används i
nuvärdeskalkylerna eftersom det förenklar beräkningarna då alla in- och utbetalningar bör räknas upp med inflationen om en nominell ränta används19.
8.4 Investeringsbedömning: Ytinspektion av oslipade slabs I kalkylerna för ett kamerasystem av varmslipad yta används utbetalningar presenterade i Kapitel 8.1 Utbetalningar och inbetalningarna nedan. Dessa är baserade på det allmänna resonemanget i Kapitel 8.2 Inbetalningar. Ett system för inspektion av oslipade slabs skulle kunna placeras enligt figur 22. I kalkylerna antas att en placering för ytinspektion av båda bredsidorna är realistisk. Ett sådant system skulle alltså syna alla slabs som gjuts på Avesta Jernverk och ha möjlighet att avgöra vilka som ska varmslipas, släppas vidare eller skrotas.
18 Räntor på statsskuldväxel och statsobligationer gäller för 16 feb 2009. 19 Konsekvensen blir att avskrivningarna inte värderas korrekt då dessa inte ska räknas upp med inflationen. Denna felmarginal får dock anses liten.

Ytinspektion av slabs med kamera Henrik Karlsson
– 49 –
49
Andelen varmslipat material bedöms inte kunna minskas. Detta beror på att ytan på de stålsorter som varmslipas inte bedöms möjliga att valsa oslipade. De stålsorter där bara första slabset i en sekvens varmslipas bedöms inte heller minskas eftersom dessa oftast har en mycket låg kvalitet på ytan. I kalkylen sätts därför besparingspotentialen till noll för minskad varmslipning. Som har beskrivits kan kamerasystemet skapa inbetalningar i form av minskade utbytesförluster orsakade av ytdefekter på band. Detta genom att varmslipa ett slabs som annars skulle ha orsakat en utbytesförlust senare i vidareförädlingsprocessen. Besparingen är då, när ingen flaskhals är aktuell, den rörliga kostnaden för att producera ett varmvalsat band med avdrag för kostnaden att utföra slipprocessen. I kalkylerna antas att inte hela slabset slipas utan endast den del som har defeker och kostnaden för slipning därför är försumbar. Den rörliga kostnaden för att producera ett varmvalsat band av en standardstålsort har uppskattats genom fördelningen mellan stålverkets standardstålsorter och dess internkunder år 2009. Om en flaskhals föreligger bör istället den genomsnittliga nettoinbetalningen20 från ett ton material användas, enligt resonemanget på sidan 45. Denna är olika beroende på om flaskhalsen ligger före varmslipverket, eller om den ligger efter och då på vilken av de tre processvägarna, se figurerna 23, 24 och 25. I kalkylen kommer en genomsnittlig nettoinbetalning på de produkter som produceras i stränggjutverket, i varmvalsat tillstånd, att användas. Denna har uppskattats genom fördelningen mellan stålverkets stålsorter och internkunder år 2009. Initialt sätts dock utbytesförbättringen till noll eftersom inget förbättrat utbyte hittades för oslipade stålsorter i det försök som utfördes21. Resonemanget ovan är därför endast aktuellt i nollpunktsanalysen. Ett kamerasystem skulle också kunna skrota hela eller delar av slabs med defekter som inte går att varmslipa bort. Istället för att valsa på fel som senare ger utbytesförluster är det i dessa fall bättre att skrota materialet direkt. Besparingen med denna åtgärd beror på om det defekta materialet går igenom en flaskhals, och därmed förhindrar värdeskapande produktion, eller inte. För kalkylen antas att endast de rörliga kostnaderna uppstår, vilka har uppskattats genom fördelningen mellan stålverkets stålsorter och internkunder år 2009. I kalkylerna görs en grov uppskattning där ett fåtal slabs per år antas valsas i onödan. Detta ger en inbetalning på 8 300 HEV per år. På Jernverket utförs även en del manuella kontroller av materialet utöver den kontroll som görs av operatörer i varmslipverket. Detta görs framför allt i utvecklingssyfte, för att få information om fel som den manuella syningen inte ger tillräckligt underlag för. Denna kontroll skulle inte behövas med ett kamerasystem som lagrar bilder på alla slabs. Besparingen är beräknad till totalt 14 000 HEV per år. Andra inbetalningar som är aktuella är framför allt att systemet kan ge andra fördelar i utvecklingsarbetet än tidsbesparingen men även leveransförsening till kund och mer arbetande kapital än om produkten inte hade behövt omarbetas. Inga av dessa faktorer finns dock med i
20 Nettoinbetalningen är här beräknad enligt följande: Försäljningspris – Inköpskostnaden för skrot – Fraktkostnad. 21 Se Kapitel 7 Försöksutvärdering för en beskrivning av resultatet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 50 –
50
kalkylen. Påverkan från det arbetande kapitalet får anses vara liten och de två andra faktorerna mycket svåra att bedöma. Följande indata antas därmed:
Inbetalning Summa per år Kommentar Förbättrat utbyte 0 HEV Minskat arbete
14 000 HEV
Gäller tjänstemän som kan utnyttjas till andra arbetsuppgifter
Minskad onödig valsning 8 300 HEV Ett fåtal slabs per år antas valsas i onödan. Utbetalningar Kostnad Kommentar
Grundinvestering22 923 000 HEV Engångskostnad vid investeringen Underhåll 4 600 HEV Kostnaden gäller per år med start år ett. Tabell 9. Inbetalningar och utbetalningar för en investering i kamerasyning före varmslipverket. Till dessa data kommer också minskade skatteutbetalningar på grund av avskrivningar. Dessa värderas enligt kompletteringsregeln beskriven i Kapitel 5.6 Skatteeffekter. Inbetalningen dessa år beräknas med antagandet att de kostnader som betalas till externa aktörer måste avskrivas. Kalkylräntan sätts till 5,9 % och livslängden 10 år enligt resonemanget i Kapitel 8.3 Livslängd och kalkylränta. Nämnda indata ger ett nuvärde på -631 000 HEV efter skatt. Betalningsströmmarna uppskattas till följande utseende under livslängden:
Betalningsströmmar
-12 000 000 kr
-10 000 000 kr
-8 000 000 kr
-6 000 000 kr
-4 000 000 kr
-2 000 000 kr
0 kr
2 000 000 kr
0 1 2 3 4 5 6 7 8 9 10
År
InbetalningarUtbetalningar
Figur 26. Uppskattade betalningsströmmar före skatt år 0-10 för ett ytinspektionssystem av oslipad yta.
22 I denna summa ingår inköp, installation, interna projektresurser och klassificeringskostnadens nuvärde.

Ytinspektion av slabs med kamera Henrik Karlsson
– 51 –
51
Denna investering har en återbetalningstid, utan ränta och efter skatt, på cirka 53 år och därmed en negativ internränta över en livslängd på 10 år. För att investeringen ska vara lönsam behöver någon eller några andra ovärderade inbetalningsskällor skapa ett positivt nuvärde. En nollpunktsanalys23 ger att dessa inbetalningar måste uppgå till minst cirka 133 000 HEV per år om det antas att realiseringen av dessa värden kräver klassificeringen som tar ett år. Dessa värden skulle kunna komma från minskad varmslipning, förbättrade utbytesförluster eller en marginalpåverkan på processutvecklingsarbetet. De två förstnämnda har i kalkylerna satts till noll eftersom de bedöms mycket små och den sistnämnda har inte utvärderats eftersom den är mycket svårbedömd. Om det resultat som hittades i detta arbete kring oslipade standard stålsorter är felaktig, och det finns betydande inbetalningar att hämta i ett förbättrat utbyte efter klassificeringen, kan dessa värderas olika, som beskrivet i Kapitel 8.2 Inbetalningar. Beroende på hur mycket av produktionen som sker med en flaskhals krävs olika stora förbättringar av utbytet. I beräkningen antas sannolikheten för att en utbytesförlust, i varmvalsat tillstånd, uppstår vara lika stor oberoende av stålsort inom standardgruppen och oberoende av internkund. Följande tabell anger några nivåer för investerings nollpunkt med avseende på förbättrat utbyte: Andel av produktionen som
sker med en flaskhals Nollpunkten för
investeringen 0 % 480 ton per år
25 % 266 ton per år 50 % 184 ton per år 75 % 141 ton per år
Tabell 10. Resultatet från en nollpunktsanalys med avseende på förbättrat utbyte i varmvalsat tillstånd.
8.5 Investeringsbedömning: Ytinspektion av varmslipade slabs I kalkylerna för ett kamerasystem av varmslipad yta används utbetalningar presenterade i Kapitel 8.1 Utbetalningar och inbetalningarna nedan. Dessa är baserade på det allmänna resonemanget i Kapitel 8.2 Inbetalningar. Ett system för ytinspektion av varmslipade slabs skulle kunna placeras enligt figur 21. Det får också antas att sensorerna för smalsidorna placeras så att de synar alla slabs som lämnar stränggjutverket, enligt figur 22. Systemet får sedan avgöra om de varmslipade slabsen ska kallslipas eller fortsätta förädlas som de är. När kamerasystemet upptäcker en ytdefekt och denna kallslipas bort, istället för att valsas och bli en banddefekt, blir besparingen antingen den rörliga kostnadsbesparingen eller den genomsnittliga nettoinbetalningen. I kalkylerna används den genomsnittliga rörliga kostnaden för att tillverka de Värmebeständiga och Duplexa stålsorterna, som inte alltid kallslipas, per
23 Se Kapitel 5.8 Nollpunktsanalys för en beskrivning.

Ytinspektion av slabs med kamera Henrik Karlsson
– 52 –
52
varmvalsade ton. Denna är beräknad genom fördelningen mellan stålverkets berörda stålsorter och dess internkunder år 2009. I uppskattningen har antagandet att den rörliga kostnaden för kallslipning är låg och därmed kan bortses från. Om utbytesförlusten uppstår efter en flaskhals används resonemanget på sidan 45. Detta innebär att samma kostnad som för en utbytesförlust på Standardstål bör användas även om de Värmebeständiga och Duplexa stålsorterna i sig är värda mer. Inbetalningar skapade av ett förbättrat utbyte har uppskattats utifrån de tre defekter som hittades på stålsorterna 194201 och 6589xx i försöket24. Inga av dessa defekter kunde med säkerhet sägas vara relaterade till slabsytan. Antagandet görs dock att dessa defekter var relaterade till nämnda yta och att ett klassificerat kamerasystem skulle ha beordrat kallslipning av dessa defekter. Inga av defekterna gav heller något internt skrot men för beräkningen värderas de som att de orsakat en meter skrot av berörda band. En meter används alltså som en approximation på hur mycket skrot en enstaka punktdefekt orsakar. Totalt motsvarade dess tre defekter cirka 0,05 procent av de band av berörda stålsorter som undersöktes i testet25. Om detta antas för år 2009:s produktion av de berörda stålsorterna summeras detta till ungefär 28 ton. Här utförs generaliseringen utifrån de grupper som anges i Kapitel 6.3 Val av stålgrupper, det vill säga utbytesförlusten antas uppträda lika ofta på närbesläktade stålsorter26. Dessutom antas felet uppträda lika ofta på material som går till Nyby och Degerfors och dessutom ge en lika stor utbytesförlust i de fallen. Dessutom måste hur stor del av produktionen som sker med en flaskhals anges. Detta sätts initialt till 25 %. Inbetalningar som kommer från minskade kostnader för kallslipning av varmslipade slabs är också realistiska att vänta sig. Det är mycket osannolikt att endast defekter som behöver avlägsnas kallslipas idag. En mycket god kunskap om slabsytors påverkan på band krävs för att uppnå detta. Efter klassificering av ytinspektionssystemet antas denna kunskap ha förbättrats tillräckligt mycket för att kallslipningen ska minska i andel av producerad volym. Ingen undersökning har utförts i detta arbete för att uppskatta hur mycket av materialet som kallslipas i onödan. Författarens uppfattning är dock att flera av de defekter som hittades på de godkända slabsen som undersöktes i försöket skulle ha slipats bort om de kommit till kallslipverket för utvärdering. En grov uppskattning är därför att mängden som inte skulle behöva kallslipas idag är relativt stor och initialt kommer en minskning på 10 % av det material som kallslipas, men inte beordrats dit på grund av någon speciell egenskap hos stålsorten, användas27. Denna uppskattning motsvarar 3700 ton med år 2009:s produktionstakt. Kallslipningen värderas till den rörliga kostnaden samt utbytesförlusten som uppkommer under processen. Varav den senare värderas enligt den rörliga kostnaden för att framställa nya slabs.
24 Se Kapitel 7 Försöksutvärdering och speciellt 7.3 Försöks analys för mer information om dessa tre defekter. 25 Faktum är att defekterna motsvarar cirka 0,05 % av 194201 och cirka 0,05 % av 6589xx. 26 Detta är naturligtvis samma stålsorter som de rörliga kostnader beräknas utifrån. 27 Vissa stålsorter, så som 1962 och 6611, kallslipas alltid eftersom ytfinheten bedöms vara avgörande för bandkvalitén.

Ytinspektion av slabs med kamera Henrik Karlsson
– 53 –
53
Precis som i fallet med ett kamerasystem före varmslipverket antas även en besparing från minskat arbete, 14 000 HEV och en besparing från onödig valsning av defekt material, 8 300 HEV. Systemet skulle även i detta fall kunna användas som ett verktyg i utvecklingsarbetet men med denna placering framför allt utvecklingen av varmslipprocessen. Detta har dock inte värderats i kalkylerna. Förlorade intäkter på grund av leveransförsening till kund och mer arbetande kapital har inte heller initialt tagits med i bedömningen. Följande indata antas därmed:
Inbetalning Summa per år Kommentar Förbättrat utbyte
15 000 HEV
28 ton per år och 25 % av produktionen sker med en flaskhals.
Minskad kallslipning 19 100 HEV Endast de rörliga kostnaderna. Minskat arbete
14 000 HEV
Gäller tjänstemän som kan utnyttjas till andra arbetsuppgifter.
Minskad onödig valsning
8 300 HEV
Ett fåtal slabs per år antas valsas i onödan.28
Utbetalningar Kostnad Kommentar Grundinvestering29 923 000 HEV Engångskostnad vid investeringen. Underhåll 4 600 HEV Kostnaden gäller per år. Tabell 11. Inbetalningar och utbetalningar för en investering i kamerasyning efter varmslipverket. Till dessa data kommer också minskade skatteutbetalningar på grund av avskrivningar. Dessa värderas precis som i fallet med ytinspektion av oslipade slabs. Kalkylräntan är 5,9% och livslängden 10 år enligt resonemanget i Kapitel 8.3 Livslängd och kalkylränta. Nämnda indata ger ett nuvärde på -470 000 HEV efter skatt. Betalningsströmmar uppskattas till utseendet angivet på nästa sida under livslängden.
28 Det enda som kan göras för att uppskatta hur mycket ett ytinspektionssystem skulle rädda är att göra en kvalificerad gissning. Egentligen är det dock orimligt att båda placeringarna av systemet skulle upptäcka lika många defekter av denna typ. 29 I denna summa ingår inköp, installation, interna projektresurser och klassificeringskostnadens nuvärde.

Ytinspektion av slabs med kamera Henrik Karlsson
– 54 –
54
Betalningsströmmar
-12 000 000 kr
-10 000 000 kr
-8 000 000 kr
-6 000 000 kr
-4 000 000 kr
-2 000 000 kr
0 kr
2 000 000 kr
0 1 2 3 4 5 6 7 8 9 10
År
InbetalningarUtbetalningar
Figur 27. Uppskattade betalningsströmmar år 0-10 för ett ytinspektionssystem av varmslipad yta. Betalningsströmmarna är presenterade före skatt. Denna investering har en återbetalningstid, utan ränta och efter skatt, på cirka 19 år och därmed också en negativ internränta om livslängden 10 år används. En nollpunktsanalys ger att en utbytesförbättring på 214 varmvalsade ton måste uppnås eller att kallslipningen i Avesta ska minska med 22 800 ton per år. I det sistnämnda fallet bör dock även personalkostnaden beaktas eftersom produktionsminskningen är så stor. Om detta görs krävs istället en produktionsminskning 10 800 ton per år för att nå nollpunkten30. Eftersom andelen av produktionen som sker med en flaskhals inte är känd kan nollpunkten variera ganska kraftigt när det gäller utbytesförbättringen. I beräkningarna ovan användes en andel på 25 % och tabellen nedan anger några fler andelar. Om approximationen, en punktdefekt orsakar en meter skrot, är felaktig och istället en annan längd borde användas skulle utbytesförbättringen förändras. Till exempel skulle 2 meter innebära 56 ton skrot per år, 5 meter 140 ton per år och 10 meter 280 ton per år. Andel av produktionen som
sker med en flaskhals Nollpunkten för
investeringen 0 % 353 ton per år
25 % 214 ton per år 50 % 153 ton per år 75 % 119 ton per år
Tabell 12. Resultatet från en nollpunktsanalys med avseende på förbättrat utbyte i varmvalsat tillstånd. Om inbetalningarna inte kommer från någon av ovan nämnda källor behöver cirka 99 000 HEV per år, efter klassificeringen, tillkomma från ovärderade källor. 30 Detta är en mycket grov uppskattning baserad på budgeterad personalkostnad för 2010 och antal ton som passerade kallslipverket 2009.

Ytinspektion av slabs med kamera Henrik Karlsson
– 55 –
55
Ett annat scenario är att ytsyningssystemet skulle ge möjlighet att omfördela personal så att antalet operatörer vid varmslipverket kunde minskas med en person31. Om sedan kamerasystemet skulle göra detta möjligt efter fem års tid skulle investeringen, med i övriga samma värden som i figur 27 och tabell 11, ge ett nuvärde på cirka -8 000 HEV och följande betalningsströmmar:
Betalningsströmmar
-12 000 000 kr
-10 000 000 kr
-8 000 000 kr
-6 000 000 kr
-4 000 000 kr
-2 000 000 kr
0 kr
2 000 000 kr
4 000 000 kr
0 1 2 3 4 5 6 7 8 9 10
År
InbetalningarUtbetalningar
Figur 28. Uppskattade betalningsströmmar före skatt år 0-10 för ett ytinspektionssystem efter varmslipverket med en personalneddragning från år 6. Ovanstående scenario skulle ge en återbetalningstid på cirka 8 år, utan ränta och efter skatt, och en internränta på cirka 5,75 % över en livslängd på 10 år. Som beskrivs i Kapitel 5.8 Nollpunktsanalys anger internräntan även nollpunkten för kalkylräntan, i detta fall den reala. En nollpunktsanalys ger följande resultat; 31 ton förbättrat utbyte om en flaskhals uppträder 25 % av tiden och 4000 ton minskad kallslipning om denna värderas enligt de rörliga kostnaderna. Om personalbesparingen kan nås ett år tidigare blir nuvärdet positivt.
8.6 Andra effekter: Ytinspektion av varmslipade slabs Det finns även andra effekter som uppstår vid en investering. Dessa har inte tagits med i kalkylerna ovan eftersom de bedöms som svårvärderade. Effekter som skulle stärka investerings nuvärdet är framför allt konkurrensfördelar som orsakas av en bättre leveranssäkerhet, påverkan på det arbetande kapitalet och kamerasystemets möjligheter att underlätta utvecklingsarbetet. Dessa effekter diskuteras endast utifrån ett ytinspektionssystem av varmslipad yta eftersom denna investering bedöms ha störst sannolikhet att bli lönsam, både utan dessa effekter och med dem. Betalningsströmmarna på grund av marginalförbättringar på utvecklingsarbetet är mycket svåra att göra en uppskattning av. Det handlar här framför allt om att teknikpersonalen kan utreda kvalitetsförsämringar snabbare. När ett fel, till exempel på Bredband, upptäcks och felet tros 31 Detta scenario är inte beaktat för ett ytsyningssystem av oslipad yta eftersom denna syning inte alls är lika noggrann och därmed tidskrävande.

Ytinspektion av slabs med kamera Henrik Karlsson
– 56 –
56
komma från slabsstadiet måste personalen leta reda på var felet uppstår och hur det kan åtgärdas. Denna process skulle underlättas om kamerabilder fanns lagrade på de slabs som tros ha haft kvalitetsproblem. Tidsbesparingen, det vill säga den tid teknikpersonalen behöver använda för att undersöka fel på slabsytor, finns uppskattad i kalkylerna i föregående avsnitt. Däremot är inte konsekvensen av att kvalitetsproblem åtgärdas snabbare och därmed utbytesförlusterna förbättras uppskattad. Dessutom är det naturligtvis tänkbart att bilderna på slabsytorna skulle, på marginalen, vara det som behövs för att göra andra förbättringar i processerna före kamerasystemet. Skulle till exempel ett kamerasystem efter varmslipverket, på sikt, minska de rörliga kostnaderna med en låg andel för varmslipprocessen är det en besparing på över 10 000 HEV per år räknat på 2010 års budget. Om detta är möjligt är inget som författaren har försökt, eller skulle kunna, bedöma. När det gäller förbättrad konkurrenskraft på grund av ökad leveranssäkerhet har Jernverket en uppskattad värdering av kostnaden för en leveransförsening. Värderingen är baserad på vad marknadsorganisationen anser sig vinna långsiktigt på att öka leveranssäkerheten. Om dessa värden skulle läggas till kalkylen ovan skulle den rörliga kostnaden för en utbytesförlust ökas med denna kostnad. När produktionen sker genom en flaskhals bör dock inte kostnaden för leveransförsening vara aktuell eftersom Jernverket inte kan sälja mera. Effekten på de båda scenarierna är ytterst marginell med en besparing på under 900 HEV per år. Nollpunkten för minskade utbytesförluster blir endast 12 ton per år mindre i fallet utan en personalminskning. Dessutom är det tveksamt om denna typ av långsiktiga effekter ska hänföras till investeringskalkylen då det är osäkert om det går att realiserade dem. Här finns dock en positiv effekt på nuvärdet. Om det dessutom kan antas att den extra ledtid som en kallslipprocess skulle medföra ibland leder till en leveransförsening ökar den rörliga kostnaden för kallslipprocessen. För beräkningarna antas att detta sker 25 % av tiden. Om denna inbetalning läggs till scenariot på sidan 55 som innefattar en personalneddragning, ger det ett nuvärde på 180 000 HEV, en återbetalningstid på 7 år och en internränta över 10 år på 9,15 %. Nollpunkten för minskad slipvolym är i detta scenario endast 1300 ton per år. Med scenariot på sidorna 53-54, vilket inte innefatta en personalneddragning, skulle nuvärdet bli -280 000 HEV och nollpunkten för minskad kallslipning skulle vara cirka 7500 ton. Att en kallslipningsprocess verkligen skulle innebära en leveransförsening och att detta verkligen skulle resultera i en förlorad intäkt med den värdering som här använts är dock mycket tveksamt. Den sista positiva effekten på kalkylerna är investeringens påverkan på det arbetande kapitalet. Kapital skulle bindas till mindre grad med ett ytinspektionssystem dels för att material inte behöver omarbetas lika ofta och dels för att ledtiden förkortas när material inte går till kallslipverket. I det första fallet är påverkan så liten relativt den rörliga kostnaden att den inte ger någon relevant effekt. I det senare fallet kan dock effekten vara betydande detta på grund av att en stor mängd material idag går till kallslipverket endast för omsyning. Om förkortningen i ledtid ens har någon påverkan på det arbetande kapitalet är svårt att säga eftersom kallslipverket inte är den naturliga processvägen. Det är möjligt att Jernverket hinner arbeta in den förlorade tiden som

Ytinspektion av slabs med kamera Henrik Karlsson
– 57 –
57
omsyningen innebär. Men om det antas att så inte är fallet uppstår en kapitalkostnad som kan uppskattas. Material som går vägen via kallslipverket antas ha en ledtid på cirka 5 dagar mer än det som inte har denna processväg. Vidare antas att den färdiga produkten på grund av detta får sin inbetalning fördröjd 5 dagar, det vill säga faktureringen sker 5 dagar senare. Detta borde innebära att det är 5 dagars kapitalkostnad för denna inbetalning som ett ytinspektionssystem, som inte valt kallslipverket som processväg, skulle ha sparat åt företaget. För att göra en uppskattning antas kapitalkostnaden vara 5,9 %, WACC beräknad i Kapitel 8.3 Livslängd och kalkylränta, och kapitalet som binds upp dessa 5 extra dagar det totala försäljningspriset för varmvalsade band32. För det senare används stålsort och internkundsfördelningen av vad som produceras i stränggjutverket, det vill säga samma värde som vid tidigare flaskhalsberäkningar, med ett tillägg för skrotvärdet eftersom företaget binder även detta kapital under tillverkningsprocessen. I de två scenarierna presenterade på sidorna 53-55 användes en förändrad processväg, på grund av minskad kallslipning, för 3700 ton per år. Dessutom skickades förra året drygt 6000 ton varmslipade slabs från varmslipverket kodade för omsyning till kallslipverket utan att någon kallslipning utfördes. Som ett exempel kan antas att totalt skulle 10 000 ton mindre, per år, ta processvägen via kallslipverket och därför få en förkortad ledtid på 5 dagar. Den årliga besparingen skulle då bli cirka 18 000 HEV. Nuvärdet med scenariot utan personalneddragningar, på sidorna 53-54, skulle då bli cirka 383 000 HEV och nuvärdet för scenariot med personalneddragningar, på sidan 55, cirka 80 000 HEV. Denna värdering av ledtidsökningen är dock endast teoretisk och i praktiken är det långt ifrån säkert att företaget får en inbetalning 5 dagar tidigare för att processvägen inte innefattar kallslipverket. Däremot föreligger här en svårbedömd besparing i minskade kapitalkostnader. Påverkan på nuvärdet från resonemanget ovan gällande inverkan på utvecklingsarbetet, bättre leveranssäkerhet och mindre arbetande kapital åskådliggörs i tabellen nedan:
Svår kvantifierad inbetalning Positiv påverkan på nuvärdet
En minskning av de rörliga kostnaderna i varmslipverket
80 000 HEV
Leveransförsening vid skrotning av varmvalsade band
4 000 HEV
Leveransförsening i 25 % av fallen om kallslipverket är processvägen
180 000 HEV
Mer arbetande kapital när kallslipverket är processvägen
83 000 HEV
Tabell 13. Exemplifierad positiv påverkan på nuvärdet från svårbedömda besparingar. I kvantifieringen ovan antas att effekten från minskad varmslipning inträffar direkt efter klassificeringen av inspektionssystemet.
32 Detta är endast en uppskattning. Skulle resonemanget, med sina antaganden, utvecklas fullständigt skulle ett medelvärde av försäljningspriset utifrån alla färdiga produkter användas och inte enbart på varmvalsade band. Dock är skrotvärdet det samma i båda fallen och dess bidrag till det totala värdet är i majoritet.

Ytinspektion av slabs med kamera Henrik Karlsson
– 58 –
58
För att se hur dessa faktorer påverkar lönsamheten hos investeringen bör de jämföras med nuvärdet för scenariot utan personalminskningar, -470 000 HEV, och för det med en personalminskning, -8 000 HEV. Det finns även andra effekter som väger till fördel för investeringen. För det första påverkar hur den rörliga kostnaden i kalkylerna är bestämd. I denna bedömning används det som Jernverket har definierat som sina rörliga kostnader, vari inga personalkostnader ingår. Därför föreligger ovärderade besparingar om minskat arbete friställer personal som kan utnyttjas till andra arbetsuppgifter. Likaså kan det finnas andra fasta kostnader som inte är fasta inom hela det intervall som investeringen påverkar produktionen. Effekten bör dock vara marginell eftersom produktionsförändringarna som kamerasystemet kan göra är relativt små. En ytterligare positiv effekt som är svår att värdera är den minskade olycksrisken som personalen på varmslipverket utsätts för med ett kamerasystem. Själva syningsprocessen som idag utförs på varmslipverket innebär att materialet hänger i en tångliknande travers. Synaren tittar över slabsets ovansida och smalsidor på nära håll och om traversen i detta läge skulle släppa slabset föreligger risk för en allvarlig olycka. Syning av undersidan sker inte nära men med materialet högt ovanför synaren (dock inte rakt ovanför) hängandes i traversen. Om slabset skulle falla ner skulle även i detta fall risk föreligga för en allvarlig olycka. Dessutom föreligger en risk för brännskador på grund av slabsens höga temperatur och noggrannheten som krävs vid syningen. Hur stor inverkan på dessa risker ett ytinspektionssystem skulle få är svårt att bedöma och inget som författaren har undersökt. Riskerna föreligger fortfarande i och med att de anställda måste flytta slabsen med traversen och ibland även lägga ringar mellan slabsen vilket resulterar i en olycksrisk om traversen skulle tappa materialet. På marginalen skulle dock ett system minska olycksrisken eftersom tiden som operatörerna utsätts för fara skulle minska. Utöver dessa svårbedömda positiva effekter på nuvärdet finns det flera faktorer som kan försämra investerings lönsamhet. Till att börja med kan inköpskostnaden för systemet ha underskattats. Den angivna kostnaden är baserad på det kostnadsförslag som leverantören har lämnat. Vad som ingår i detta är inte grundligt undersökt och jämfört mot vad Jernverket vill utnyttja systemet till. Till exempel finns det ett flertal tjänster som ingick vid inköpet av kamerasystemet i varmvalsverket som inte finns med i detta kostnadsförslag. Om Jernverket även i detta fall vill ha dessa tjänster från leverantören kommer kostnaderna att öka. Likaså föreligger en osäkerhet kring installationskostnaden då denna inte har uppskattats utifrån den faktiska installationen utan utifrån en tidigare installation på Jernverket. Det är dock svårt att veta om detta har resulterat i en över- eller underskattning. Tiden för att klassificera defekter kan också ha underskattas, men troligen inte överskattats baserat på erfarenheter på verket. Om klassificeringstiden skulle dubbleras skulle det kraftigt påverka kalkylerna eftersom inbetalningar enligt modellen först börjar inträffa efter klassificeringen är klar. I praktiken kommer dock vissa mindre inbetalningar inträffa redan innan klassificeringen är slutförd. Underhållskostnaderna kan också avvika från de angivna men har inte en lika stor inverkan eftersom de är relativt små och utdragna över tiden och därmed påverkade av kalkylräntan liksom investeringens inbetalning. Något som däremot skulle ha en mycket kraftig påverkan på investeringens lönsamhet är om

Ytinspektion av slabs med kamera Henrik Karlsson
– 59 –
59
livslängden har bedömts felaktigt. En livslängd på 5 år skulle göra investeringen omöjlig att genomföra medan en livslängd på 15 år skulle bidra mycket positivt till nuvärdet. Detta beror på att investeringen har en stor grundkostnad men låga löpande utgifter. Vid en längre livslängd bör dock dessa utgifter omvärderas då underhåll blir mer nödvändigt ju mer utrustningen slits. I kalkylerna har antagits att Outokumpu påverkas av de skatteeffekter som en investering medför enligt Kapitel 5.6 Skatteeffekter. Vad företaget kommer att visa för resultat under investerings livslängd är mycket osäkert. För detta arbeta har dock antagits att företagets inkomstskatt minskar om dess kostnader ökar och det därmed finns möjlighet att få positiva effekter från avskrivningar. Sist bör även påpekas att alla dessa effekter påverkas av hur kalkylräntan är bestämd. När WACC beräknas görs detta utifrån antagandet att företagets skuldsättningsgrad ska vara konstant över perioden, se Kapitel 5.7 Val av kalkylränta. Historiskt har dock Outokumpus förhållande mellan skuldvärde och aktievärde förändrats kraftigt. Något rimligt alternativ till att sätta denna konstant finns dock egentligen inte. Vidare får risknivån för investeringen antas vara ekvivalent med en normal investering för Outokumpu koncernen. Detta innebär att ingen riskjustering av WACC behöver göras.
8.7 Alternativa investeringar Investeringen i ett kamerasystem av oslipad eller varmslipad yta försöker lösa ett problem; Jernverket vill ha en bättre kontroll över slabsytornas kvalité. För att lösa problemet finns det dock andra tänkbara lösningar. Författaren har i detta arbete inte undersökt dessa. Nedan presenteras ändock några tankar om andra lösningar och vilka konsekvenser de borde få. Något som borde undersökas innan en investering utförs är andra leverantörer av ytinspektionsteknik. Förvisso skulle detta medföra att den hjälp i klassificeringsprocessen som en samkörning av de olika kamerasystemen på Jernverket skulle ge försvinner. Det är dock alltid en bra ide att undersöka vad mer som erbjuds. Inbetalningar skulle långsiktigt skapas enbart genom att få ett system som fotograferade slabset yta och lagrade fotografiet eftersom detta skulle ge ett större statistiskt underlag för att fastställa vilka defekter som verkligen behöver slipas bort. En förbättrad kunskap på detta område skulle innebära inbetalningar även om operatörerna fortfarande fick avgöra när slabs behöver slipas. En förbättrad kunskap går naturligtvis även att uppnå utan ett kamerasystem men försöket i detta arbete visar att det är svårt att lyckas. Något som skulle underlätta mycket är sparade bilder på många slabsytor så att möjlighet finns att leta efter band med ytdefekter och sedan titta hur motsvarande slabsyta såg ut. Det finns även möjlighet att skapa bättre förutsättningar för den manuella syningen av slabs. Om denna ska fungera tillfredställande, i den meningen att nästan allt som idag definieras som defekter upptäcks, krävs en del utrustning. Eftersom detta inte har undersökts finns ingen uppskattning om vilka inköp som behöver göras. Det enda som är självklart är att en anordning för att vända slabsen behöver införskaffas. Om det antas att den personal som idag finns på varmslipverket räcker till för att göra en noggrann kontroll av slabsytorna uppstår i stort sett endast en grundinvestering. Författaren har dock svårt att se hur denna lösning skulle skapa några större inbetalningar för Jernverket. Konsekvensen skulle med stor sannolikhet bli att andelen

Ytinspektion av slabs med kamera Henrik Karlsson
– 60 –
60
slipade slabs skulle stiga, både sådana som behöver slipas och sådana som egentligen inte behöver slipas. Med denna lösning uteblir de stora inbetalningsmöjligheterna med ett kamerasyningssystem, nämligen en bättre sortering av vilka defekter som ska slipas och vilka som inte ska det samt en eventuell personalminskning.
8.8 Bör en investering utföras? Syftet med detta arbete är att bedöma om en investering av ett ytinspektionssystem för slabs bör utföras. För att svara på frågan måste investeringens påverkan på företagets framtida betalningsströmmar förutsägas. Detta kräver för den aktuella investeringen en uppfattning om hur mycket fel Jernverket idag gör när det gäller valet att valsa, slipa eller skrota slabs. Relevant för investeringen är sedan i vilken omfattning ett kamerasystem skulle göra ett mer korrekt val. Beroende på vilken uppfattning som finns om denna skillnad kan investeringen ses som lönsam eller olönsam. Kalkyler baserade på resultaten från försöket i detta arbete kommer att ge ett negativt nuvärde om inte en personalneddragning på varmslipverket kan genomföras som en följd av inspektionssystemet. Detta eftersom besparingar på grund av förbättrat utbyte är små och kallslipkostnaderna för låga för att göra investeringen lönsam. När det gäller ett system som inspekterar oslipad yta finns det inget som tyder på att betydande besparingar kan ske varken i form av minskad varmslipning eller förbättrat utbyte. Även om inbetalningar kan komma från andra källor är det svårt att se hur denna investering skulle bli lönsam. Till detta kommer att det föreligger en osäkerhet kring placeringen av sensorn för ena bredsidan vilket kan göra ett positivt nuvärde ännu svårare att uppnå. Om Jernverket i framtiden tror sig göra en betydande minskning av mängden varmslipade slabs kan betydande inbetalningar uppstå. I ett sådant fall måste dock dessa inbetalningar vara beroende av ett kamerasystem för att hänföras till investeringen. Om en annan bedömning vad det gäller minskade utbytesförluster görs bör investeringen vara lönsam vid en utbytesförbättring någonstans under 400 ton per år. Om ett ytinspektionssystem ska installeras är det istället fördelaktigare att välja ett för varmslipad yta. Här hittades banddefekter i försöket som kan ha orsakats av slabsdefekter. Eftersom resultatet från försöket är osäkert kan det tänkas att utbytesförbättringen har underskattats. Dessutom finns också möjlighet att minska mängden kallslipade slabs vilket ger ett bidrag till investeringens lönsamhet. Om en personalminskning kan ske från senast år 6 av investerings livslängd bör inbetalningar från svårvärderade faktorer göra investeringen lönsam. Detta förutsätter att grundinvesteringen är rimligt uppskattad i kalkylerna. Om så är fallet men ingen personalneddragning kan ske bör investeringen bli lönsam någonstans under 300 ton per år i förbättrat utbytet, förutsatt att de andra inbetalningskällorna är ungefär som uppskattade. Utöver detta resonemang tillkommer den strategiska aspekten där Jernverket vill vara en leverantör av högkvalitativa produkter och säkerhetsförbättringen som investeringen medför. Även om säkerhet värderas högt inom företaget är det svårt att veta vilket värde dessa två faktorer bör ha i bedömningen. Uppenbart är dock att de har en positiv påverkan på investeringen. För att med bättre visshet avgöra om investeringen är lönsam skulle fler försök kunna göras dels för att undersöka hur mycket slabs som kallslipas i onödan och dels för att grundligare undersöka

Ytinspektion av slabs med kamera Henrik Karlsson
– 61 –
61
utbytesförbättringen. Författaren tror dock att det är en mycket svår uppgift att få fram ett bra underlag för en investeringsbedömning. Om investeringen är lönsam eller inte framkommer troligen först om en klassificering av ett kamerasystem utförs eftersom Jernverket då får reda på hur stor skillnad investeringen gör för slabsens processväg. Sammanfattningsvis kan därför fastslås att det med tillgängligt underlag är svårt att se om investeringen är lönsam eller inte, beroende på osäkerheten från försöket och en osäkerhet kring ifall en personalminskning är möjlig.

Ytinspektion av slabs med kamera Henrik Karlsson
– 62 –
62
9. Slutsats och rekommendation Detta arbete hade som uppgift att undersöka om Avesta Jernverk bör investera i ett kamerasystem för ytinspektion av slabs. För att göra en bedömning av detta fastställdes följande frågeställningar:
Vilka defekter på slabsytor orsakar kostnader i senare led? Hur vanligt förekommande är dessa och vilka kostnader orsakar de? Hur kommer ett syningssystem med kamera att påverka Outokumpus
betalningsströmmar? De två första frågorna försökte besvaras med ett försök. Resultatet indikerade att antalet defekter som orsakar kostnader i senare led, men idag inte upptäcks, var få. Hur vanligt förkommande dessa var går dock inte att dra någon bestämd slutsats om, på grund av osäkerheterna i försöket. I investeringsbedömningen är därmed dessa indata osäkra och likaså andra variabler som påverkar investeringens lönsamhet. Nuvärdet blir därmed endast en grov uppskattning av det förväntade utfallet. Däremot går det att få en uppfattning om hur företaget bör gå vidare med investeringsplanerna. Författaren ser betydligt större potential i ett inspektionssystem för varmslipad yta jämfört med ett för oslipad yta. Detta beror dels på större besparingspotential, och därmed högre inbetalningar, men också på en osäkerhet kring installationskostnaden för ena sensorn vid syning av oslipade slabs. Därför bör Jernverket, om det bedöms lämpligt att gå vidare med investeringsplanerna, fokusera på en kontroll av varmslipad yta. Med indata baserade på försöket i detta arbete kommer inte en installation av ett ytinspektionssystem för varmslipad yta vara lönsamt om inte en personalminskning kan ske senast det sjätte året efter inköpet. Om en sådan neddragning kan ske kommer de inbetalningar som använts tillsammans med andra svårvärderade effekter skapa en lönsam investering. Detta förutsatt att grundinvesteringen är någorlunda bra uppskattad. Till sist vill författaren rekommendera Avesta Jernverk att ytterligare undersöka hur defekter på slabsytan påverkar bandkvalitén. Om en investering utförs är det viktigt att förstå att en betydande del av inbetalningarna kommer från en förbättrad kunskap kring vilka ytdefekter som inte bör valsas. Därför är det oerhört viktigt att systemet inte klassificeras utifrån dagens regelverk utan att ett nytt sådant tas fram med hjälp av de uppföljningsmöjligheter systemet erbjuder.

Ytinspektion av slabs med kamera Henrik Karlsson
– 63 –
63
Referenser Berk, J. & DeMarzo, P. (2007). Corporate Finance. Pearson Education: Boston. Ervasti, E & Ståhlberg, U. (1999). Behaviour of longitudinal surface cracks in the hot rolling of steel slabs. Journal of Materials Processing Technology. 94, 141-150 Ervasti, E & Ståhlberg, U. (1999). Transversal cracks and their behaviour in the hot rolling of steel slabs. Journal of Materials Processing Technology. 101, 312-321 Grubbström, R. & Lundquist, J. (1996). Investering och finansiering. Academia Adacta: Lund. Löfsten, H. (2002). Investeringsprocessen: Kalkyler, strategier och finansiering. Lund: Studentlitteratur. Moir, S. & Preston, J. (2002). Surface defects – evolution and behaviour from cast slab to coated strip. Journal of Materials Processing Technology. 125-126, 720-724 Nationalencyklopedin (2009). [Elektronisk]. Tillgänglig: http://www.ne.se.bibproxy.kau.se:2048/lang/investering [2009-10-27] Northcott, D. (1992). Capital Investment Decision-Making. Academic Press: London. Skatteverket (2009a). [Elektronisk]. Tillgänglig: http://www.skatteverket.se/skatter/privat/error/skattetabeller/skattjuridiskapersoner2009.4.5947400c11f47f7f9dd8000870.html?posid=3&sv.search.query.allwords=bolagsskatt [2009-12-12] Skatteverket (2009b). [Elektronisk]. Tillgänglig: http://www.skatteverket.se/svarpavanligafragor/foretag/balansposter/foretagbalansposterfaq/jagharkoptmaskinerochkontorsinventariersomskaanvandasiminnaringsverksamhethurskajagberaknaavdragetfordessainventarieinkop.5.18e1b10334ebe8bc8000117864.html?posid=1&sv.search.query.allwords=avskrivning [2009-12-12] Zahumensky, P & Merwin, M. (2008). Evolution of artificial defects from slab to rolled products. Journal of Materials Processing Technology. 196, 266-278 Öhrlings PricewaterhouseCoopers. (2008). Riskpremien på den svenska aktiemarknaden.
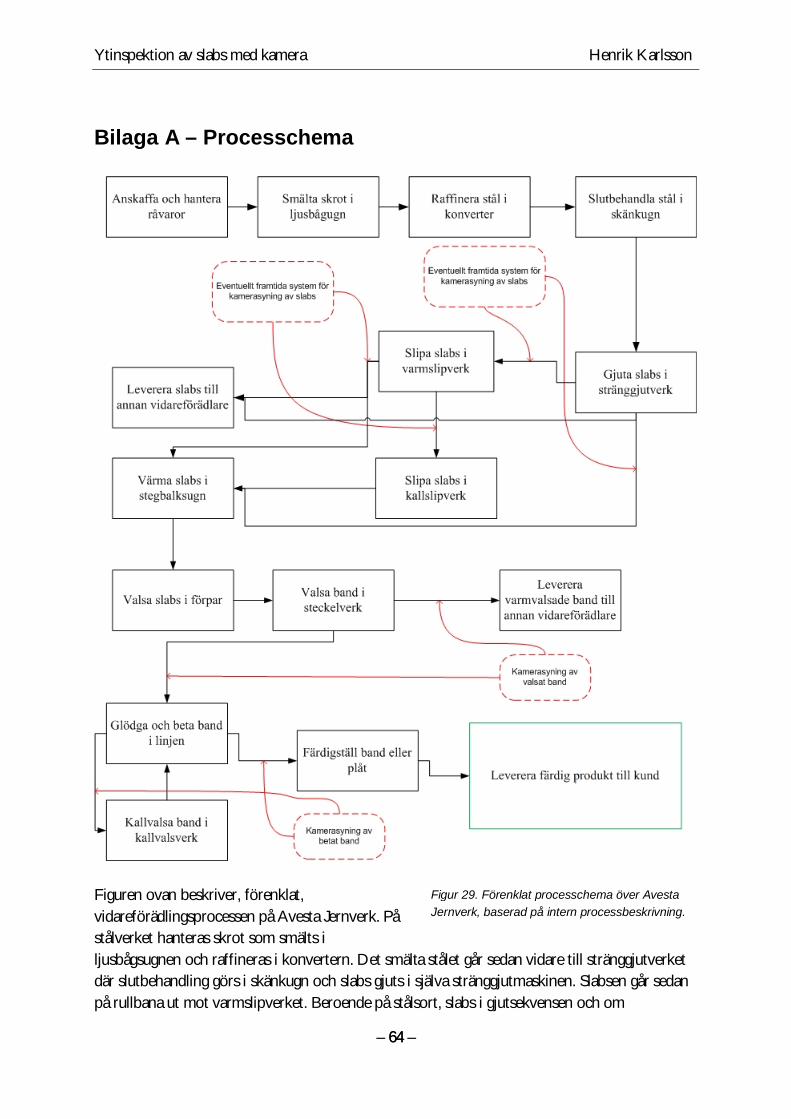
Ytinspektion av slabs med kamera Henrik Karlsson
– 64 –
64
Figur 29. Förenklat processchema över Avesta Jernverk, baserad på intern processbeskrivning.
Bilaga A – Processchema
Figuren ovan beskriver, förenklat, vidareförädlingsprocessen på Avesta Jernverk. På stålverket hanteras skrot som smälts i ljusbågsugnen och raffineras i konvertern. Det smälta stålet går sedan vidare till stränggjutverket där slutbehandling görs i skänkugn och slabs gjuts i själva stränggjutmaskinen. Slabsen går sedan på rullbana ut mot varmslipverket. Beroende på stålsort, slabs i gjutsekvensen och om

Ytinspektion av slabs med kamera Henrik Karlsson
– 65 –
65
operatörerna ser någon defekt på materialet varmslipas slabset, skickas direkt till nästa process eller går vidare till kallslipverket. Efter att slabsen varmslipats synas de av operatören och vid ett godkännande skickas det vidare till nästa vidareförädlare. Slabs med defekter skickas till kallslipverket för en ytterliggare slipoperation. Nästa vidareförädlare kan vara varmvalsverket på orten men också andra varmvalsverk inom koncernen, som till exempel verket i Degerfors. Den investering av ett syningssystem med kamerateknik som undersöks i detta arbete ska, om den utförs, placeras efter stränggjutverket för att syna oslipade slabs och/eller efter varmslipverket för att syna slipade slabs. På Avesta Jernverk fortsätter flödet med att värma slabsen i stegbalksugn för att valsa i förpar och senare i steckelverket. Varmvalsade band skickas antingen vidare till glödgnings- och betningslinjen inom Avesta Jernverk eller till andra vidareförädlare inom koncernen. Ett motsvarande kamerasystem som det som undersöks i detta arbete finns idag installerat efter steckelverket. Efter glödgnings- och betningslinjen synas bandet både manuellt av operatörer och automatiskt med ett kamerasystem från samma tillverkare som det aktuella för detta arbete. Material som gått genom linjen kan antingen färdigställas eller kallvalsas. Om bandet först kallvalsas går det igenom glödgnings- och betningslinjen en gång till innan det fortsätter vidare. Efter att materialet passerat färdigställningen läggs det på mellanlager innan det fortsätter vidare till kund.

Ytinspektion av slabs med kamera Henrik Karlsson
– 66 –
66
Bilaga B – Hur bör utbytesförluster värderas när en flaskhals existerar? I denna bilaga vill författaren diskutera hur en utbytesförlust borde värderas vid en situation med fullt kapacitetsutnyttjande för den aktuella investeringssituationen. Metoden som används i kalkylerna i Kapitel 8 Investeringsanalys är väldigt förenklad. Denna förenkling var tvungen att göras på grund av tidsramarna som arbetet skedde inom. Dessutom skulle en bättre värdering inte ha tillfört speciellt mycket till resultatet av analysen. För att nedan beskrivna resonemang ska vara aktuellt krävs följande förutsättningar:
Outokumpu skulle sälja fler produkter om något processteg från inköp av råvaror till avlägsnandet av banddefekten kunde producera mer. Detta är vad som vidare, och tidigare i arbetet, benämns som en flaskhals. Viktigt är att inte flaskhalsen kan elimineras med övertid eller andra enkla åtgärder.
Banddefekten som orsakar utbytesförlusten skulle upptäckas av ett införskaffat ytinspektionssystem, men inte av den manuella syningen, och denna slabsdefekt ska vara möjlig att avlägsna med en slipprocess.
Konsekvensen av att försöka vidareförädla defekt material genom en flaskhals blir att mindre säljbart material kan förädlas igenom flaskhalsen och därmed också mindre material säljas till kund. Förlusten blir då ungefär nettoinbetalningen som den uteblivna försäljningen skulle ha gett upphov till. Detta kan förklaras med följande formler som också återfinns i analysen:
Kassaflöde med kamera 2211 BANDBANDSLIPABANDBAND RKNIRKRKNI
Kassaflöde utan kamera 11 2 BANDBAND RKNI
Differensen 2212 BANDSLIPBANDBANDBAND NIRKRKRKNI
Där följande notation gäller: NI = Nettoinbetalning i form av försäljningspris minus transaktionskostnad och inköpskostnad för skrot RK = Den rörliga kostnaden BAND1 = Det först tillverkade bandet som räddas av ytsyningssystemet BAND2 = Ett band av okänt värde som tillverkas vid ett senare tillfälle SLIPA = Varm- eller kallslipningsprocess för att avlägsna defekt på slabs Frågan är dock hur detta bör värderas för investeringen eftersom flaskhalsarna kommer vara på olika positioner (se figuren nedan för ett exempel) i förädlingsprocessen och därmed också ha olika sannolikheter för värdet av det okända materialet (värdet är den uteblivna försäljningen av

Ytinspektion av slabs med kamera Henrik Karlsson
– 67 –
67
material som skulle ha passerat flaskhalsen). Vidare föreligger olika sannolikheter för att en defekt produkt från stränggjutverket ska passera de olika flaskhalsarna. Dessutom bör undersökas hur ofta dessa flaskhalsar uppträder och vilka produkter som har företräde i denna situation eftersom detta påverkar sannolikheten för vilken den uteblivna nettoinbetalningen är. Om, till exempel, situationen är som i figuren nedan med flaskhalsar B, C och D (men inte A) skulle en uppskattning av hur ofta dessa flaskhalsar uppträder och vilket värde den uteblivna produktionen i de olika fallen har behöva göras. Viktigt att notera är att flaskhalsarna B, C och D här ligger placerade före en eventuell defekt kan avlägsnas.
Figur 30. Bilden visar en skiss av hur materialflödet förgrenar sig efter att materialet har lämnat stränggjutverket. Flaskhalsarna som är utmärkta är endast som exempel och författaren har inte gjort någon utförlig undersökning för att kartlägga flaskhalsar. För att denna värdering ska vara korrekt får ingen mer flaskhals förekomma innan produkten säljs till kund. Vidare bör värderingen av den okända produkten vara baserad på vad produkter som passerar flaskhalsen säljs som. Om den uteblivna produktionen skulle ha gått till att vidareförädla materialet till rör inom koncernen bör försäljningspriset på dessa rör beaktas med avdrag för de rörliga kostnaderna som uppstår efter flaskhalsen. I investeringsanalysen beaktas enbart försäljningspriset på varmvalsade band vilket, om inte helt korrekt, får anses rimligt eftersom produkter som ska vidareförädlas mer (och därmed ge större marginal till företaget) bör ha företräde genom flaskhalsen. I analysen används också ett genomsnittligt värde baserat på den stålsorts och internkundsfördelning stränggjutverkets produkter hade om de sålts som varmvalsade band. Detta är en uppskattning som skulle stämma relativt bra om det endast fanns en flaskhals och denna låg innan stränggjutverket, flaskhals A i figuren ovan. Detta är med stor sannolikhet inte en helt korrekt bild eftersom fler stålverk existerar inom koncernen. Dock är logistiks bedömning att Avesta Jernverk historiskt (men likväl under tiden verket varit en del av Outokumpu koncernen) skulle ha fått sälja mer material om stålverket hade klarat att producera ett större tonnage felfria produkter.