y su implementación - cdi.org.pe · e no ok.chequea parÁmetros de proceso / herramientas /...
TRANSCRIPT

Jikoutei Kanketsu
y su implementación
Estableciendo la manera de
pensar para asegurar la calidad
Alejandro J. Macri

JIKOUTEI KANKETSU
• Para poder comprender el origen del término Jikoutei Kanketsu, primero es necesario recordar cómo nació el proceso de aseguramiento de Calidad de Toyota:
Fue con el telar de Kiichiro Toyoda el cual se detenía automáticamente cuando los hilos se cortaban. Es así como se establecieron las bases de “parar” y “visualizar” para realizar toda mejora de calidad y hacer posible el
“Construir la Calidad dentro del propio proceso”.
Alejandro J. Macri

• ¿Qué significa Jikoutei Kanketsu?
La traducción de la palabra japonesa al castellano es “Concluir (de manera perfecta) en el propio proceso”. Esto significa que toda tarea implica la existencia de un proceso propio y uno posterior, nuestro cliente. Producir con calidad aumenta el nivel del trabajo e incrementa la motivación de los trabajadores.
Alejandro J. Macri

¿Cómo se logra?
Esto se logra, principalmente, mediante los
siguientes puntos:
1- No pasar problemas al proceso siguiente:
asegurar la calidad del proceso, evitando
posibles problemas y previniendo pasarlos al
siguiente proceso. Para lograr la satisfacción
de nuestro cliente, es importante identificar
quién es él y cuáles son sus necesidades.
Alejandro J. Macri

2- Poder visualizar nuestros resultados de manera inmediata: los resultados de nuestra tarea y nuestras mejoras deben ser visualizados por todos, en el momento. De esta manera, los involucrados pueden confirmar que sus trabajos producen buenos resultados, aumentando su motivación.
Alejandro J. Macri

Alejandro J. Macri

Entonces, ¿qué es Jikoutei Kanketsu?
Jikoutei Kanketsu es un modo de pensar para
asegurar la calidad de nuestro trabajo. No es
una actividad por sí misma, sino que es la base
para poder realizar otras actividades de mejora
como Kaizen, Resolución de Problemas, etc.
Alejandro J. Macri

Implementación del Jikoutei Kanketsu
El concepto del Jikoutei Kanketsu
puede ser implementado tanto en el
área de producción como en el área
administrativa.
Alejandro J. Macri

Implementación del Jikoutei Kanketsu
en el área administrativa
En el área administrativa, la calidad es
asegurada también a través del mismo
proceso, aplicando el “Criterio de Juicio”
(Handankijun) siendo posible juzgar en
el momento si el trabajo realizado es
bueno o no.
Alejandro J. Macri

Implementación del Jikoutei Kanketsu
en el área de producción
En el área de producción se pueden
distinguir 3 niveles de
aseguramiento de calidad:
Alejandro J. Macri

Implementación del Jikoutei Kanketsu
en el área de producción
Nivel 1: mediante la inspección final
Nivel 2: mediante el chequeo en línea
Alejandro J. Macri

Implementación del Jikoutei Kanketsu
en el área de producción
Nivel 3: mediante el desarrollo de las condiciones necesarias para realizar cada trabajo de manera perfecta, asegurando la calidad en el propio puesto de trabajo, a la luz de los requisitos de Diseño, Ingeniería de Producción y los Estándares de Producción = Jikoutei Kanketsu.
Alejandro J. Macri

- Que el operario o staff y sus superiores puedan juzgar en el momento y con confianza si el
trabajo realizado es defectuoso o no. Y luego poder tomar acciones
en caso de problemas. - Eliminar la necesidad del
“retrabajo”, incrementando la confianza en la tarea realizada.
- Aumentar la motivación.
El objetivo:
Alejandro J. Macri

El Jikoutei Kanketsu debe ser parte de
nuestro trabajo diario.
Los procesos de trabajo deben ser
analizados y revisados, aspirando a
cumplir con los objetivos y
adicionalmente, deben ser
estandarizados para asegurar estas
condiciones.
Alejandro J. Macri

Implementando Jikoutei Kanketsu
en el área de producción, Nivel 3
Principales herramientas para su aplicación:
Alejandro J. Macri
Implementando Jikoutei Kanketsu
en el área de producción, Nivel 3
Qué es Troubleshooting?
Es un método estandarizado para
resolver los problemas que ocurren
en los productos o en los procesos
Alejandro J. Macri

Troubleshooting
Ayuda a resolver los problemas que ocurren en las
líneas de forma rápida y eficaz permitiendo que:
1) Piezas No OK fluyan hacia el cliente (próximo proceso, Jikoutei Kanketsu).
2) Los responsables / involucrados sean rápidamente informados para tomar las acciones necesarias.
3) La línea vuelva a producir partes buenas rápidamente dentro de los estándares de eficiencia y productividad.
Alejandro J. Macri

Troubleshooting, obligaciones
del operador
1) parar la línea inmediatamente
2) avisar inmediatamente al superior:
* Cuándo ocurrió
* Dónde ocurrió el problema
* Si fue realizada alguna acción
3) comprender todas las indicaciones del
superior (preguntar hasta aclarar
todas las dudas)
4) no realizar nada fuera de lo solicitado
Alejandro J. Macri

Troubleshooting, procedimiento generalSI… QUIEN QUE
PARA, LLAMA INMEDIATAMENTE AL SUPERVISOR Y AGUARDA INSTRUCCIONES
ES
ÍT
EM
DE
SE
GU
RID
AD
, F
UN
CIO
NA
L O
RE
INC
IDE
NT
E?
SI LLAMA AL JEFE DE SECTOR
NO
SO
LU
CIO
NA
EL P
RO
BLE
MA
INM
ED
IAT
AM
EN
TE
?
NO LLAMA AL JEFE DE SECTOR
SE
DE
TE
CT
A D
UR
AN
TE
LA
OP
ER
AC
IÓN
CO
N P
RO
DU
CT
O N
O C
ON
FO
RM
E (
FU
ER
A D
E
ES
PE
CIF
ICA
CIÓ
N)
OPERADOR
SUPERVISOR
ES
ÍT
EM
DE
SE
GU
RID
AD
, F
UN
CIO
NA
L O
RE
INC
IDE
NT
E?
NO
SO
LU
CIO
NA
EL P
RO
BLE
MA
INM
ED
IAT
AM
EN
TE
?
NO
SI
CHEQUEA EL PRODUCTO FABRICADO DESDE EL ÚLTIMO CONTROL APROBADO
PARA DEFINIR LA EXTENSIÓN DEL PROBLEMA, AISLA E IDENTIFICA EL PRODUCTO
NO OK.
LLAMA AL JEFE DE SECTOR
SE
DE
TE
CT
A D
UR
AN
TE
LA
OP
ER
AC
IÓN
CO
N P
RO
DU
CT
O N
O C
ON
FO
RM
E (
FU
ER
A D
E
ES
PE
CIF
ICA
CIÓ
N)
SUPERVISOR
CHEQUEA PARÁMETROS DE PROCESO / HERRAMIENTAS / CALIBRES, ETC. DE
ACUERDO AL ESTÁNDAR.
AVISA SOBRE LO OCURRIDO AL JEFE DE SECTOR.
EN CASO DE SER NECESARIO, SOLICITA AL SUPERVISOR QUE ACTUALICE LOS ESTÁNDARES PARA EVITAR RECURRENCIA Y REENTRENE AL
OPERADOR
JEFE DE
SECTOR
SO
LU
CIO
NA
EL
PR
OB
LE
MA
INM
ED
IAT
AM
EN
TE
?
ESTABLECE LA ACCIÓN DE CONTENCIÓN POR MEDIO DEL ANÁLISIS DEL PROBLEMA EN EL SECTOR DE
PRODUCCIÓN (GENCHI GEMBUTSU)
LE INDICA AL SUPERVISOR QUE REALICE LAS ACCIONES DE CONTENCIÓN DEFINIDAS Y LE INFORMA SOBRE EL
PROBLEMA OCURRIDO.
INFORMA SOBRE LO OCURRIDO AL SUPERIOR INMEDIATO.
SI
NO
ES
ÍT
EM
DE
SE
GU
RID
AD
, F
UN
CIO
NA
L O
RE
INC
IDE
NT
E?
NO
SO
LU
CIO
NA
EL P
RO
BLE
MA
INM
ED
IAT
AM
EN
TE
?
SI
CHEQUEA EL PRODUCTO FABRICADO DESDE EL ÚLTIMO CONTROL APROBADO
PARA DEFINIR LA EXTENSIÓN DEL PROBLEMA, AISLA E IDENTIFICA EL PRODUCTO
NO OK.
SE
DE
TE
CT
A D
UR
AN
TE
LA
OP
ER
AC
IÓN
CO
N P
RO
DU
CT
O N
O C
ON
FO
RM
E (
FU
ER
A D
E
ES
PE
CIF
ICA
CIÓ
N)
AVISA AL OPERADOR QUE RETOME LA PRODUCCIÓN INFORMÁNDOLO SOBRE EL
PROBLEMA OCURRIDO.
SUPERVISOR
EN CASO DE SER NECESARIO, ACTUALIZA LOS ESTÁNDARES PARA EVITAR RECURRENCIA Y REENTRENA AL OPERADOR
SOLICITA ASISTENCIA A LAS ÁREAS DE SOPORTE (QC, INGENIERÍA, MANTENIMIENTO, ETC, ETC.)
INFORMA SOBRE LO OCURRIDO AL SUPERIOR INMEDIATO.
REGISTRA LO OCURRIDO EL EL PARTE DE TRS.
CONFIRMA EL DEFECTO CONTRA EL ESTANDAR E INFORMA A QC PARA LA
DISPOSICIÓN FINAL DEL PRODUCTO.
Alejandro J. Macri

Implementando Jikoutei Kanketsu
en el área de producción, Nivel 3
Círculos de Calidad, aplicación práctica
Presentación de trabajo seleccionado como finalista en la
3a CONVENCIÓN JISHUKEN 2010 de APTA
(Asociación de Proveedores de Toyota Argentina)
Alejandro J. Macri

Silvio Sozo
HUTCHINSON
Industrialización
Colaborador
Alejandro Macri
VENTALUM
Gerente de Calidad,
Seguridad y Medio Ambiente
Líder del Círculo
Damian Fatti
HUTCHINSON
Supervisor de Calidad
Central
Colaborador
Ariel Vazquez
HUTCHINSON
Responsable de Control de
Calidad Sector Antivibrantes
Colaborador
Felix Zampelunghe
VENTALUM
Jefe de Producción
Colaborador
Jorge Sanchez
HUTCHINSON
Jefe del Sector Antivibrantes
Líder del Tema
Alejandro J. Macri

Alejandro J. Macri

Alejandro J. Macri
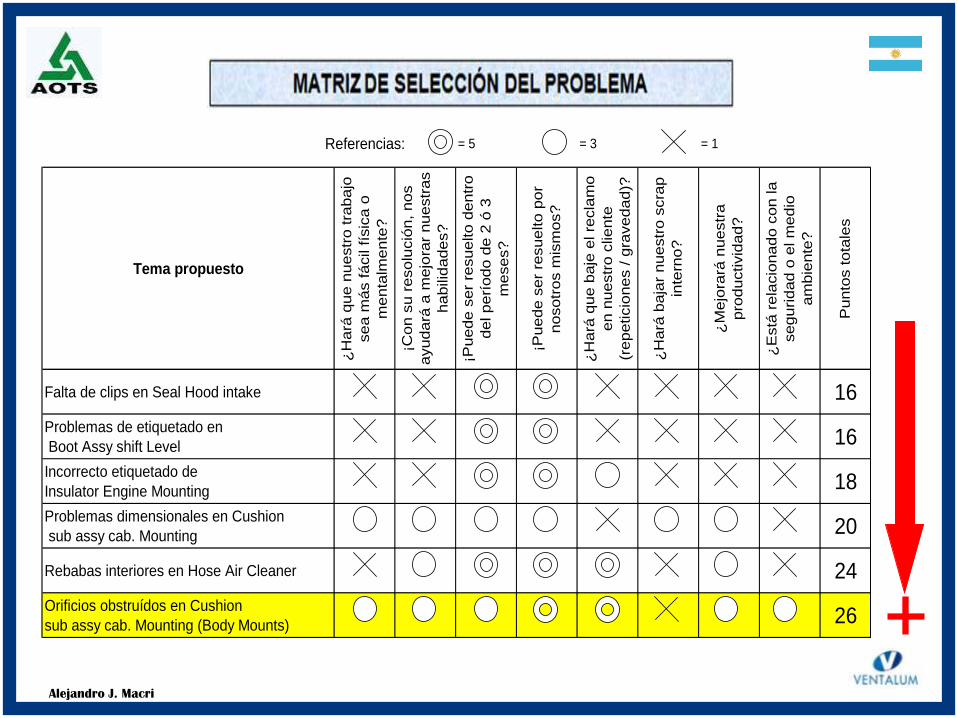
Referencias: = 5 = 3 = 1
Tema propuesto
¿H
ará
que n
uestr
o tra
bajo
sea m
ás fácil fís
ica o
menta
lmente
?
¡Con s
u r
esolu
ció
n, nos
ayudará
a m
ejo
rar
nuestr
as
habilid
ades?
¡Puede s
er
resuelto d
entr
o
del perí
odo d
e 2
ó 3
meses?
¡Puede s
er
resuelto p
or
nosotr
os m
ism
os?
¿H
ará
que b
aje
el re
cla
mo
en n
uestr
o c
liente
(repeticio
nes / g
ravedad)?
¿H
ará
baja
r nuestr
o s
cra
p
inte
rno?
¿M
ejo
rará
nuestr
a
pro
ductivid
ad?
¿E
stá
rela
cio
nado c
on la
seguridad o
el m
edio
am
bie
nte
?
Punto
s tota
les
Falta de clips en Seal Hood intake 16
Problemas de etiquetado en
Boot Assy shift Level 16
Incorrecto etiquetado de
Insulator Engine Mounting 18
Problemas dimensionales en Cushion
sub assy cab. Mounting 20
Rebabas interiores en Hose Air Cleaner 24
Orificios obstruídos en Cushion
sub assy cab. Mounting (Body Mounts) 26
Alejandro J. Macri

Alejandro J. Macri
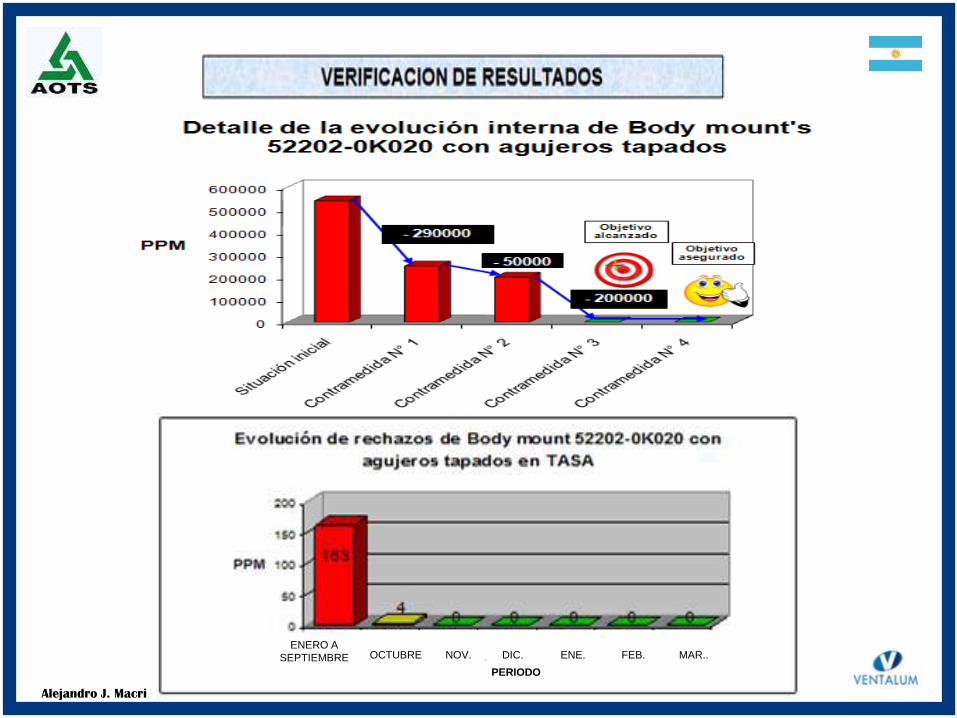
Tendencia de Body mount 52202-0K020 con
agujeros tapados en TASA
0
50
100
150
200
1° CUATRIMESTRE '09 2° CUATRIMESTRE '09
PPM
AGUJERO TAPADO EN
BODY MOUNT NO
PERMITE MONTAJE EN
CHASIS
277
5421 10 10 8 0
0
50
100
150
200
250
300
PPM
5220
2-0K
020
5220
5-0K
050
5220
1-0K
020
5220
4-0K
020
5220
5-0K
020
5220
3-0K
20
5220
6-0K
021
Part. #
Partes con mayor incidencia de agujeros
tapados
OK
NG

Alejandro J. Macri
DOCUMENTACIÓN
NECESARIA PARA EL
PROCESO,
ESTANDARES DE
CALIDAD Y AYUDAS
VISUALES
ALMACENAJE
INTERMEDIO DE
PIEZAS
APROBADAS
PARA PASAR A
OPERACIÓN DE
PINTADO DE
ARANDELA
MATERIA PRIMA
- ARANDELAS -
PIEZAS NG
ESCARIADORPIEZAS PARA
ESCAREAR
INYECTORA Y
MOLDE DE
INYECCIÓN
GENCHI GEMBUTSU

Alejandro J. Macri
CUANDO EL AGUJERO ESTÁ TAPADO CON GRAN CANTIDAD
DE GOMA ES MUY DIFICIL DESTAPARLO CON EL
ESCAREADOR.
EL RIESGO DE TRANSLADAR PIEZAS NG AL SIGUIENTE
PROCESO ES MUY ALTO
PIEZAS NG POR OPERADOR
0
1
2
3
4
Junio Julio Agosto Septiembre Octubre
mes
pie
sas N
G
Gomez Federico
Torres Leandro
ANALIZAMOS LA ASIGNACIÓN DE PIEZAS NG DE LOS
ÚLTIMOS 5 MESES PARA LOS DISTINOS OPERADORES
SIN ENCONTRAR GRANDES DIFERENCIAS
ANALIZAMOS LAS CAPACIDADES DE LOS
DISTINTOS OPERARIOS DE LA PRENSA
DE INYECCIÓN, CONTROL Y ESCAREADO
OBSERVANDO QUE AMBOS TIENEN LA
MISMA CALIFICACIÓN
48%52% TURNO NOCHE
TURNO M AÑANA
PIEZAS NG POR TURNO DE PRODUCCIÓN - JUNIO A OCTUBRE -
ANALIZAMOS LAS PIEZAS NG PRODUCIDAS EN LOS
DIFERENTES TURNOS DE PRODUCCIÓN,
CONCLUYENDO QUE NO EXISTEN TENDENCIAS
IMPORTANTES
PIEZAS NG POR DIA DE LA SEMANA
0
1
2
3
4
Lunes Martes Miércoles Jueves Viernes
día de la semana
pies
as N
G
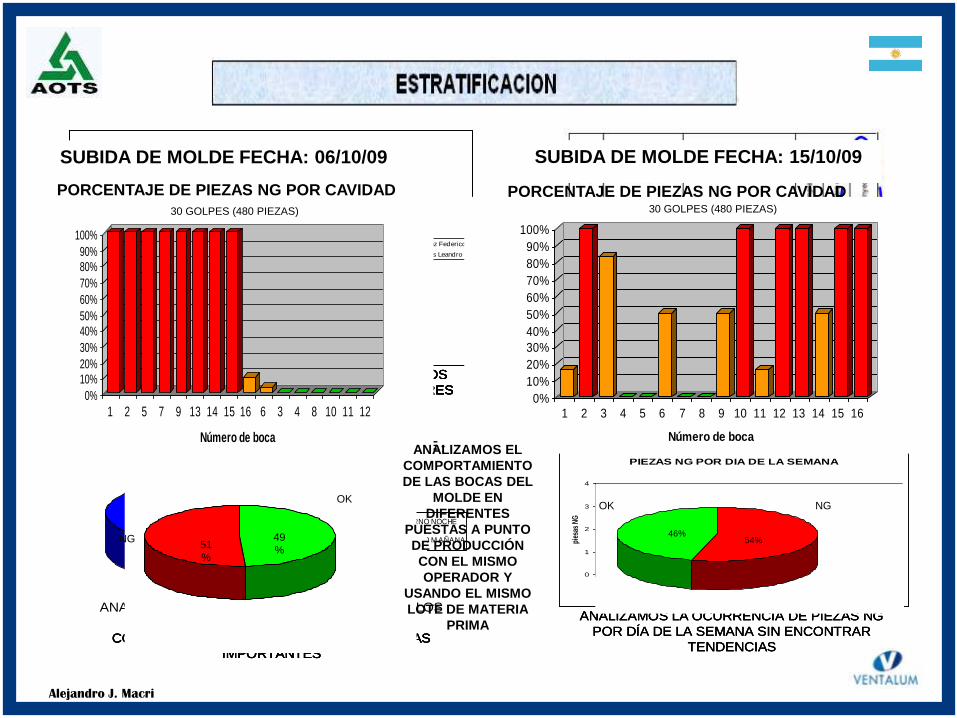
ANALIZAMOS LA OCURRENCIA DE PIEZAS NG
POR DÍA DE LA SEMANA SIN ENCONTRAR
TENDENCIAS
PIEZAS NG POR OPERADOR
0
1
2
3
4
Junio Julio Agosto Septiembre Octubre
mes
pie
sas N
G
Gomez Federico
Torres Leandro
ANALIZAMOS LA ASIGNACIÓN DE PIEZAS NG DE LOS
ÚLTIMOS 5 MESES PARA LOS DISTINOS OPERADORES
SIN ENCONTRAR GRANDES DIFERENCIAS
ANALIZAMOS LAS CAPACIDADES DE LOS
DISTINTOS OPERARIOS DE LA PRENSA
DE INYECCIÓN, CONTROL Y ESCAREADO
OBSERVANDO QUE AMBOS TIENEN LA
MISMA CALIFICACIÓN
48%52% TURNO NOCHE
TURNO M AÑANA
PIEZAS NG POR TURNO DE PRODUCCIÓN - JUNIO A OCTUBRE -
ANALIZAMOS LAS PIEZAS NG PRODUCIDAS EN LOS
DIFERENTES TURNOS DE PRODUCCIÓN,
CONCLUYENDO QUE NO EXISTEN TENDENCIAS
IMPORTANTES
PIEZAS NG POR OPERADOR
0
1
2
3
4
Junio Julio Agosto Septiembre Octubre
mes
pie
sas N
G
Gomez Federico
Torres Leandro
ANALIZAMOS LA ASIGNACIÓN DE PIEZAS NG DE LOS
ÚLTIMOS 5 MESES PARA LOS DISTINOS OPERADORES
SIN ENCONTRAR GRANDES DIFERENCIAS
ANALIZAMOS LAS CAPACIDADES DE LOS
DISTINTOS OPERARIOS DE LA PRENSA
DE INYECCIÓN, CONTROL Y ESCAREADO
OBSERVANDO QUE AMBOS TIENEN LA
MISMA CALIFICACIÓN
PIEZAS NG POR OPERADOR
0
1
2
3
4
Junio Julio Agosto Septiembre Octubre
mes
pie
sas N
G
Gomez Federico
Torres Leandro
ANALIZAMOS LA ASIGNACIÓN DE PIEZAS NG DE LOS
ÚLTIMOS 5 MESES PARA LOS DISTINOS OPERADORES
SIN ENCONTRAR GRANDES DIFERENCIAS
PIEZAS NG POR OPERADOR
0
1
2
3
4
Junio Julio Agosto Septiembre Octubre
mes
pie
sas N
G
Gomez Federico
Torres Leandro
ANALIZAMOS LA ASIGNACIÓN DE PIEZAS NG DE LOS
ÚLTIMOS 5 MESES PARA LOS DISTINOS OPERADORES
SIN ENCONTRAR GRANDES DIFERENCIAS
ANALIZAMOS LAS CAPACIDADES DE LOS
DISTINTOS OPERARIOS DE LA PRENSA
DE INYECCIÓN, CONTROL Y ESCAREADO
OBSERVANDO QUE AMBOS TIENEN LA
MISMA CALIFICACIÓN
ANALIZAMOS LAS CAPACIDADES DE LOS
DISTINTOS OPERARIOS DE LA PRENSA
DE INYECCIÓN, CONTROL Y ESCAREADO
OBSERVANDO QUE AMBOS TIENEN LA
MISMA CALIFICACIÓN
48%52% TURNO NOCHE
TURNO M AÑANA
PIEZAS NG POR TURNO DE PRODUCCIÓN - JUNIO A OCTUBRE -
ANALIZAMOS LAS PIEZAS NG PRODUCIDAS EN LOS
DIFERENTES TURNOS DE PRODUCCIÓN,
CONCLUYENDO QUE NO EXISTEN TENDENCIAS
IMPORTANTES
48%52% TURNO NOCHE
TURNO M AÑANA
PIEZAS NG POR TURNO DE PRODUCCIÓN - JUNIO A OCTUBRE -
ANALIZAMOS LAS PIEZAS NG PRODUCIDAS EN LOS
DIFERENTES TURNOS DE PRODUCCIÓN,
CONCLUYENDO QUE NO EXISTEN TENDENCIAS
IMPORTANTES
PIEZAS NG POR DIA DE LA SEMANA
0
1
2
3
4
Lunes Martes Miércoles Jueves Viernes
día de la semana
pies
as N
G
ANALIZAMOS LA OCURRENCIA DE PIEZAS NG
POR DÍA DE LA SEMANA SIN ENCONTRAR
TENDENCIAS
PIEZAS NG POR DIA DE LA SEMANA
0
1
2
3
4
Lunes Martes Miércoles Jueves Viernes
día de la semana
pies
as N
G
ANALIZAMOS LA OCURRENCIA DE PIEZAS NG
POR DÍA DE LA SEMANA SIN ENCONTRAR
TENDENCIAS
Alejandro J. Macri
49
%51
%%
PIEZAS
OK%
PIEZAS
NG
PORCENTAJE DE PIEZAS NG QUE ENTREGA EL PROCESO
OK
NG
SUBIDA DE MOLDE FECHA: 06/10/09
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1 2 5 7 9 13 14 15 16 6 3 4 8 10 11 12
Número de boca
PORCENTAJE DE PIEZAS NG POR CAVIDADPORCENTAJE DE PIEZAS NG POR CAVIDAD
30 GOLPES (480 PIEZAS)
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
Número de boca
SUBIDA DE MOLDE FECHA: 15/10/09
30 GOLPES (480 PIEZAS)
46%54% % PIEZASNG
% PIEZAS OK
NGOK
PORCENTAJE DE PIEZAS NG POR CAVIDAD
ANALIZAMOS EL
COMPORTAMIENTO
DE LAS BOCAS DEL
MOLDE EN
DIFERENTES
PUESTAS A PUNTO
DE PRODUCCIÓN
CON EL MISMO
OPERADOR Y
USANDO EL MISMO
LOTE DE MATERIA
PRIMA

Alejandro J. Macri

Alejandro J. Macri

MOLDE
Pastillas Picot no
son adecuadas
Permiten excesivo
ingreso de goma
La luz entre pastilla y
perno es excesiva
Dañado
Bajero y reja
marcados
Carga incorrecta
de arandela
METODO
Setup
Variaciones respecto
al establecido
Aumento del volumen
de goma para
inyectar la pieza
Para compensar
fugas de material
Molde dañado
Control
No existe un sistema
antierror que detecte la
pieza defectuosa
Poco efectivo
Falta aplicación de 5S
en el puesto de trabajo
Falta iluminación para
el control visual
Condiciones de
ergonomía deficientes
en escareado y control
de eliminación de
goma en el agujero de
la arandela
Aumento del cansancio
del operador
Riesgo de
mezcla de
piezas
Trabajo rutinario
favorece la
desconcentración
a lo largo de la
jornada
No son totalmente
conocidas por el
operador
No existe un buen uso
de los Skill maps
La metodología debe
ser revisionada
Instrucciones de
trabajo y control no
son efectivas
No están claramente
definidas
Faltan detalles
importantes
AGUJERO
OBSTRUÍDO EN
BODY MOUNT
# 62202-0K020
TEAM MEMBER
Entrenamiento
El entrenamiento que
se realiza en el puesto
de trabajo no es
efectivo
Las habilidades
necesarias no están
claramente definidas
MANTENIMIENTO
Preventivo de molde
no efectivo
Falta estandarizar
ítems de control
Correctivo no
efectivo
Faltan solicitudes de
mantenimientoFalta estandarizar chequeo
de molde post producción
13
12
11
1
2
3
4
5
10
6
7
9
8
ANALISIS DE LAS CAUSAS

32
42 43 44 45
1La luz entre pastilla Picot y perno es
excesiva
Verificar dimensiones de pastilla y
perno, controlar contra plano y
analizar diseño
SOZOPLAN
REAL
2 Carga incorrecta de arandela Verificar carga de arandela en molde SOZOPLAN
REAL
3 Molde dañado Verificar el correcto estado del molde SOZOPLAN
REAL
4 Riesgo de mezcla de piezas
Verificar ubicaciones de las piezas de
diferentes estados de aprobación y
analizar posibilidad de mezclas
MACRIPLAN
REAL
5Falta aplicación de 5S en el puesto
de trabajoVerificar aplicación correcta de 5 S MACRI
PLAN
REAL
6Falta iluminación para el control
visual
Medir la intencidad de la iluminación
y contrastar contra minimos según
especificaciones
FATTIPLAN
REAL
7
Trabajo rutinario favorece la
desconcentración a lo largo de la
jornada
Verificar condiciones de relevos FATTIPLAN
REAL
8La metodología del uso de los Skill
Maps debe ser revisionada
Verificar la metodología de
confección y utilización de los Skill
Maps
VAZQUEZPLAN
REAL
9Faltan detalles importantes en las
Instrucciones de Trabajo y Control
Chequear Instrucciones de Trabajo y
ControlVAZQUEZ
PLAN
REAL
10No existe un sistema antierror que
detecte la pieza defectuosa
Verificar el método y dispositivo de
aplicación de pintura en la arandelaVAZQUEZ
PLAN
REAL
11 Falta estandarizar ítems de control
Analizar ventajas de una lista de
chequeo estándar para tareas del
mantenimineto preventivo del molde
SANCHEZPLAN
REAL
12Falta estandarizar chequeo de molde
post producción
Analizar ventajas de estandarizar un
Check List de condiciones del molde
luego de salir este de producción
SANCHEZPLAN
REAL
13
Las habilidades necesarias para el
desarrollo de la tarea no están
claramente definidas
Verificar definiciones de habilidades
necesarias para la tareaVAZQUEZ
PLAN
REAL
POSIBLE CAUSA ANALISISN° RESULTADOSEMANA
RESPONSABLE
Las habilidades necesarias para el desarrollo de la tarea no están claramente
definidas
Resultado
Falso = Las habilidades necesarias para la realización del moldeo se
encuentran en el SKILL MAP.
La habilidades están definidas en base a la capacitación realizada por
CALIDAD & PRODUCCION al personal productivo, posteriormente se evalúa la
efectividad de la misma.
“No se necesitan habilidades especiales para este puesto de trabajo”
Documentación verificada:
SKILL MAP & Registros de capacitación
Descripción de habilidades en Skill Map
PLAN DE
PRESENTACIÓN
INSTRUCCION
PARA
ESCARIADO
PLAN DE CONTROL
CUADERNO CON DETALLE DE DEFECTOS NO ADMITIDOS
INSTRUCCIONES DE TRABAJO Y CONTROL PRESENTES
EN EL PUESTO DE TRABAJOSe controlo la producción en Moldeo (Inyección) de la referencia 52202-0K020
correspondiente a los turnos tarde y noche, aproximadamente 2000 piezas (1000 por
Turno), luego se realizo el control 100% de las mismas solicitando el nombre de los
operadores vinculados a esta producción por lotes producidos (este punto es para
validar la correcta utilización de los SKILL MAP)
Resultado : Cero Piezas No Conformes.
Operador TORRES LEANDRO Legajo 3701 habilidad según Skill Map Domina.
Operador GOMEZ FEDERICO Legajo 3704 habilidad según Skill Map Domina.
Descripción de habilidades en Skill Map
Especificación de iluminación en LUX según Anexo IV correspondiente a los artículos
71 a 84 de la reglamentación aprobada por decreto Nº 351/79.
Tabla 1: intensidad media de iluminación para diversas clases de tarea Visual.
(Basada en Norma IRAM-AADL J 20-06)
Tareas moderadamente
Críticas y prolongadas,
Con detalles medianos.
300 a 750
LUX
Trabajos medianos, mecánicos y
manuales, inspección y montaje; trabajos
comunes de oficina, tales como; lectura,
escritura y archivo.
Resultados obtenidos en la
medición del: Puesto de
Escareado y Control con la
Presencia del Operador
481 LUX.
ANALISIS DE LAS CAUSAS
FALSO
FALSO
FALSO
FALSO
FALSO PERO
A MEJORAR
FALSO
VERDADERO
VERDADERO
VERDADERO
VERDADERO
VERDADERO
VERDADERO
FALSO PERO
A MEJORAR
SE VERIFICA EN EL REGISTRO DE MANTENIMIENTO DEL MOLDE DE INYECCIÓN QUE EL ESTADO DEL
MISMO FUE VERIFICADO ANTES DE CADA ENTRADA A PRODUCCIÓN
Alejandro J. Macri

Alejandro J. Macri

Alejandro J. Macri

ANTES DESPUES
CONTRAMEDIDA 3
(CAUSAS N 4, 5 y 7)
Modificar el puesto de
control y rebabado de
piezas. Implementar
metodología 5S,
mejorar ergonomía del
puesto y minimizar el
riesgo de mezcla de
piezas
El 100% de las piezas pasa
al siguiente proceso con el
agujero destapado.
El nuevo sistema de control
actúa como poka-yoke,
evitando que piezas sin
escarear pasen a la
siguiente operación.
Se mejoró el coeficiente
ergonómico de la operación
de escareado en 42%
respecto a la condición de
inicio y el nuevo sistema de
control permitió reducir la
fatiga visual del operador
logrando de este modo un
aumento en la
concentración durante la
ejecución de la tarea.
JUICIO
MUY BUENA
Alejandro J. Macri

ANTES
NO SE REALIZABA EN EL PUESTO DE PINTADO
DE LA ARANDELA NINGUN CONTROL DE
AGUJEROS Y EL DISPOSITIVO PERMITÍA
PROCESAR LAS PIEZAS NG
ACTUAL
CONTRAMEDIDA 4
(CAUSA Nº 10)
Colocar poka yoke
detectivo (tipo
puente c/ micro) y
modificar pernos de
colocación de
piezas en puesto de
pintado de arandela
PIEZA OK
PIEZA NG
Este poka yoke
adicional permite
garantizar que NO
pasen piezas con
agujero tapado a
embalaje final y
lleguen así a TASA
JUICIO
MUY BUENA
Alejandro J. Macri
ENERO A
SEPTIEMBRE OCTUBRE NOV. DIC. ENE. FEB. MAR..
PERIODO

Alejandro J. Macri

Evaluación de los miembros del círculo
0
1
2
3
4
5
1- Herramientas de Calidad
2- Método para la Resolución
de Problemas
3- Ideas de Mejoras
Presentadas
4- Trabajo en Equipo
5- Conciencia Kaizen
6- Conciencia de Calidad
7- Motivación para
el Autoaprendizaje
8- Ambiente de Trabajo
Anterior
Actual
Alejandro J. Macri

MUCHAS GRACIAS