„wpływ stosowanych w polsce...
TRANSCRIPT

„Wpływ stosowanych w Polsce dodatków
na właściwości lepiszczy asfaltowych
w aspekcie technologii spieniania”
dr inż. Anna Chomicz-Kowalska
prof. dr hab. inż. Marek Iwański
mgr inż. Krzysztof Maciejewski

Rys.2. Klasyfikacja technologii wytwarzania
mma w zależności od zakresu temperatury ich
produkcji
Asfa
lt s
pie
nio
ny
HMA
• Hot Mix Asphalt („na gorąco”)
• 135C – 190C
WMA
• Warm Mix Asphalt („na ciepło”)
• 100C – 135C
HWMA
• Half-Warm Mix Asphalt („na półciepło”)
• 60C (80C) – 100C
CMA
• Cold Mix Asphalt („na zimno”)
• < 60C
Współczesne zastosowania asfaltu spienionego
Źródło: www.warmmixasphalt.com

GDDKiA
Zespołu nr 9
Przebudowa, Renowacja i Rehabilitacja drogi
OST D-04.10.01a
Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2012 r.
Źródło: https://www.gddkia.gov.pl

Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2013 r.
Źródło:
https://www.gddkia.gov.pl
[6]
„Zalecenia nie dotyczą technologii obniżenia temperatury produkcji i wbudowania mma za pomocą
spieniania asfaltu przy użyciu specjalistycznych instalacji lub dodawania wilgotnego kruszywa drobnej
frakcji” (pkt 1.5 [6])
„Typowa temperatura produkcji mieszanek WMA zawiera się w przedziale około 120-140ºC, natomiast
jest to zawsze powyżej 100ºC.” (pkt 1.8 [6])

Załącznik
do zarządzenia Nr 31
Generalnego Dyrektora Dróg
Krajowych i Autostrad
z dnia 16.06.2014
Katalog Typowych Konstrukcji
Nawierzchni Podatnych i Półsztywnych
Opracowano w:
Katedrze Inżynierii Drogowej
Politechniki Gdańskiej
Opracował zespół w składzie:
prof. dr hab. inż. Józef Judycki – Kierownik Zespołu
dr inż. Piotr Jaskuła
dr inż. Marek Pszczoła
dr inż. Jacek Alenowicz
dr inż. Bohdan Dołżycki
mgr inż. Mariusz Jaczewski
mgr inż. Dawid Ryś
mgr inż. Marcin Stienss
Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2014 r.
dopuszcza stosowanie mieszanek MCE i z asfaltem
spienionym w nowych konstrukcjach nawierzchni
drogowych obciążonych ruchem KR1-KR4
Tablica 2. Typowe konstrukcje górnych warstw nawierzchni podatnych zawierających warstwy wykonane w technologii recyklingu na zimno [KTKNPiP 2014]

Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2014 r.
http://wirtgen.de
Źródło:
https://www.gddkia.gov.pl Źródło:
https://www.gddkia.gov.pl

Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2018 r.
Procedury projektowania oraz wytyczne
stosowania materiałów odpadowych
i z recyklingu do technologii wytwarzania
mieszanek metodą na zimno z asfaltem
spienionym (MCAS)
„Wykorzystanie materiałów z recyklingu w mieszankach
mineralno-asfaltowych na zimno (MCAS) i na półciepło z
asfaltem spienionym (HWMA)”

Zastosowanie asfaltu spienionego w świetle krajowych
dokumentów technicznych – 2018 r.
„Wykorzystanie materiałów z recyklingu w mieszankach
mineralno-asfaltowych na zimno (MCAS) i na półciepło z
asfaltem spienionym (HWMA)”
Zalecenia dotyczące projektowania,
wytwarzania i wbudowywania mieszanek
mineralno-asfaltowych z asfaltem
spienionym o obniżonych temperaturach
technologicznych

Efekty stosowania mma z asfaltem spienianym wodą wytwarzanych i wbudowywanych w obniżonej temperaturze
redukcja emisji gazów
cieplarnianych;
zmniejszenie ilości energii
niezbędnej do doprowadzenia
lepiszcza do poziomu lepkości
pozwalającego otaczać kruszywo;
polepszenie warunków układania z
uwagi na niższy poziom emisji
lotnych związków organicznych
zawartych w asfalcie;
zmniejszenie uciążliwości wytwórni
mma w pobliżu terenów
zamieszkanych.
Środowiskowe Technologiczno-
produkcyjne
Ekonomiczne
zmniejszenie zużycia
energii poświęcanej na
podgrzanie głównych
materiałów składowych
mieszanki, tj. kruszywa
i asfaltu, a tym samym
kosztów.
zmniejszenie intensywności procesu starzenia asfaltu i mma z uwagi na ograniczenie temperatury w procesie wytwarzania;
wydłużenie sezonu wykonawczego;
wydłużenie czasu transportu z wytwórni na miejsce wbudowania;
skrócenie czasu stygnięcia mieszanki do poziomu, w którym można wprowadzić ruch;
poprawa warunków pracy przy wytwarzaniu, transporcie i układaniu mma

Technologia asfaltu spienionego
Rys. 5. Wpływ temperatury kruszywa na zdolność
do otaczania mm w technologii HWMA [Jenkins 1999]
Rys. 7. Mieszanka związana lepiszczem w sposób ciągły
Rys. 6. CMA – mieszanka MCAS (punktowo związana lepiszczem)
Zwiększanie temperatury
Źródło:
http://wirtgen.de
Źródło:
http://wirtgen.de
Przy wykorzystaniu asfaltu spienionego zdolność do
otaczania grubszych ziaren mieszanki mineralnej silnie
zależy od temperatury materiału mineralnego.
W 1999 r. Jenkins z zespołem badawczym opracowali
proces produkcji mma „na półciepło” HWMA
z asfaltem spienionym, których temperatura wynosi < 100C .

Cechy fizyczne piany asfaltowej
Właściwości fizyczne piany asfaltowej
oceniane są na podstawie
dwóch parametrów:
maksymalny wskaźnik ekspansji
(ERm - Expansion Ratio) – stosunek
maksymalnej objętości piany
asfaltowej (po spienieniu lepiszcza)
do objętości początkowej lepiszcza
(przed spienieniem),
okresu półtrwania (HL- Half-life) –
czas mierzony w sekundach, kiedy
piana asfaltowa zmniejszy swoją
objętość o połowę od momentu
uzyskania maksymalnej ekspansji.
Rys. 8. Zasada pomiaru ekspansji asfaltu oraz okresu jego półtrwania
http://www.asphaltacademy.co.za/

Wymagania względem cech fizycznych piany asfaltowej
Technologia spieniania przy użyciu wody nie wymaga stosowania dodatków w celu wytworzenia
piany asfaltowej.
Dodatki mogą mieć istotny wpływ na proces spieniania asfaltu – wymaga to każdorazowej
weryfikacji.
Temperatura
materiału mineralnego od 5ºC do 10ºC od 10ºC do 15ºC powyżej 15ºC
Wskaźnik ekspansji 12 10 8
Okres półtrwania [s] 8 8 6
Tablica 3. Wymagania dotyczące minimalnych wartości parametrów asfaltu spienionego w technologii MCAS
MC
AS
Wskaźnik ekspansji 12
Okres półtrwania [s] 10
HW
MA
Tablica 4. Wymagania dotyczące minimalnych wartości parametrów asfaltu spienionego w technologii HWMA

Czynniki wpływające na cechy fizyczne piany asfaltowej
• ilość wody spieniającej (FWC – foaming water content),
• temperatura asfaltu przed procesem spieniania,
• obecność modyfikatorów i dodatków,
• skład chemiczny asfaltu (pochodzenie, skład grupowy, …),
• właściwości reologiczne asfaltu,
• parametry techniczne procesu spieniania
(ciśnienie robocze asfaltu, wody, powietrza).
Rys. 9. Zalecane sposoby wyznaczania ilości wody spieniającej

Źródło: www.astecinc.com
Wytwórnie MMA z asfaltem spienionym
Źródło:
www.astecinc.com
Źródło:
www.astecinc.com
Fot. 2. Pomiar parametrów piany asfaltowej pobranej z kontrolnej dyszy recyklera
Modyfikacja istniejących wytwórni:
Wytwórnie o specjalnej konstrukcji:
• o pracy cyklicznej • o pracy ciągłej
• np. „bęben w bębnie”
Fot. 6. Moduł spieniania asfaltu Fot. 7. Wytwórnia MMA o pracy ciągłej

WYNIKI BADAŃ

Wyniki badań asfaltów niemodyfikowanych (2012 – 2015)
Rys. 10. Zestawienie wyników z pomiaru cech fizycznych piany asfaltowej ERm (współczynnik
ekspansji) przy zmiennym poziomie FWC

Rys. 11. Zestawienie wyników z pomiaru cech fizycznych piany asfaltowej HL (okres półtrwania)
przy zmiennym poziomie FWC
Wyniki badań asfaltów niemodyfikowanych (2012 – 2015)
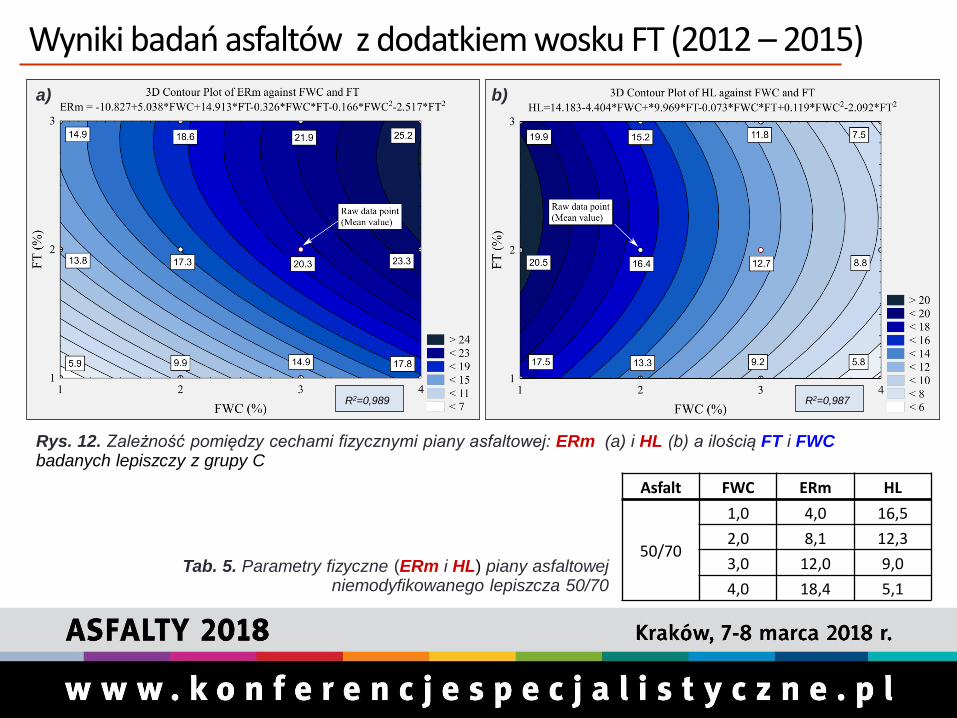
Wyniki badań asfaltów z dodatkiem wosku FT (2012 – 2015)
R2=0,989 R2=0,987
a) b)
Rys. 12. Zależność pomiędzy cechami fizycznymi piany asfaltowej: ERm (a) i HL (b) a ilością FT i FWC badanych lepiszczy z grupy C
Asfalt FWC ERm HL
50/70
1,0 4,0 16,5
2,0 8,1 12,3
3,0 12,0 9,0
4,0 18,4 5,1
Tab. 5. Parametry fizyczne (ERm i HL) piany asfaltowej niemodyfikowanego lepiszcza 50/70

Rys. 13. Zależność pomiędzy cechami fizycznymi piany asfaltowej: ERm (a) i HL (b) a ilością FT i FWC lepiszcza 50/70 producenta A
Asfalt FWC ERm HL
A:50/70
1,5 5,3 19,5
2,0 6,6 17,5
2,5 6,8 15,0
3,0 7,5 13,8
3,5 8,3 11,8
a) b)
Wyniki badań asfaltów z dodatkiem wosku FT (2016 – 2017)
Tab. 6. Parametry fizyczne (ERm i HL) piany asfaltowej niemodyfikowanego lepiszcza 50/70 producenta A

Rys. 14. Zależność pomiędzy cechami fizycznymi piany asfaltowej: ERm (a) i HL (b) a ilością FT i FWC lepiszcza 50/70 producenta B
Asfalt FWC ERm HL
B:50/70
1,5 7,5 23,8
2,0 8,5 20,5
2,5 11,5 19,0
3,0 13,2 14,8
3,5 15,2 12,5
a) b)
Wyniki badań asfaltów z dodatkiem wosku FT (2016 – 2017)
Tab. 7. Parametry fizyczne (ERm i HL) piany asfaltowej niemodyfikowanego lepiszcza 50/70 producenta B

Asfalt 50/70 z płynnym dodatkiem WMA (2016-2017)
a)
b)
Rys. 15. Zależności pomiędzy cechami fizycznymi piany asfaltowej: ERm (a) i HL (b) a ilością FWC lepiszcza 50/70 producenta B z różnymi zawartościami płynnego dodatku WMA

Rys. 16. Zależności pomiędzy cechami fizycznymi piany asfaltowej: ERm (a) i HL (b) a ilością FWC lepiszcza 35/50 producenta B z różnymi zawartościami płynnego dodatku WMA
Asfalt 35/50 z płynnym dodatkiem WMA (2016-2017)
a)
b)

Asfalty 50/70 + płynne środki adhezyjne (2016-2017) PAS1 PAS2 PAS1 PAS2
Asfalt Prod ZawMod FWC ERm HL ERm HL Asfalt Prod ZawMod FWC ERm HL ERm HL
50/70 A 0,00 1,5 5,3 19,5 5,3 19,5 50/70 B 0,00 1,5 7,5 23,8 7,5 23,8
50/70 A 0,30 1,5 6,4 8,2 5,9 8,2 50/70 B 0,30 1,5 7,0 29,0 8,4 14,2
50/70 A 0,45 1,5 6,7 7,7 6,0 7,9 50/70 B 0,45 1,5 7,7 25,2 8,6 15,3
50/70 A 0,60 1,5 7,1 7,3 6,1 7,6 50/70 B 0,60 1,5 8,4 21,4 8,8 16,4
50/70 A 0,75 1,5 7,5 6,8 6,3 7,3 50/70 B 0,75 1,5 9,1 17,6 8,9 17,5
50/70 A 0,90 1,5 7,9 6,4 6,4 6,9 50/70 B 0,90 1,5 9,8 13,8 9,1 18,6
50/70 A 0,00 2 6,6 17,5 6,6 17,5 50/70 B 0,00 2 8,5 20,5 8,5 20,5
50/70 A 0,30 2 8,0 8,6 7,2 8,8 50/70 B 0,30 2 9,3 24,8 10,9 12,3
50/70 A 0,45 2 8,2 8,1 7,3 8,5 50/70 B 0,45 2 10,1 21,7 11,0 13,2
50/70 A 0,60 2 8,5 7,6 7,4 8,3 50/70 B 0,60 2 10,8 18,6 11,1 14,1
50/70 A 0,75 2 8,7 7,2 7,5 8,0 50/70 B 0,75 2 11,5 15,4 11,1 15,0
50/70 A 0,90 2 8,9 6,7 7,7 7,7 50/70 B 0,90 2 12,2 12,3 11,2 15,9
50/70 A 0,00 2,5 6,8 15,0 6,8 15,0 50/70 B 0,00 2,5 11,5 19,0 11,5 19,0
50/70 A 0,30 2,5 9,6 8,9 8,5 9,4 50/70 B 0,30 2,5 11,7 20,6 13,5 10,3
50/70 A 0,45 2,5 9,7 8,5 8,6 9,2 50/70 B 0,45 2,5 12,4 18,2 13,4 11,0
50/70 A 0,60 2,5 9,8 8,0 8,7 8,9 50/70 B 0,60 2,5 13,1 15,7 13,3 11,8
50/70 A 0,75 2,5 9,9 7,5 8,8 8,7 50/70 B 0,75 2,5 13,8 13,3 13,3 12,5
50/70 A 0,90 2,5 10,0 7,1 8,9 8,5 50/70 B 0,90 2,5 14,5 10,8 13,2 13,2
50/70 A 0,00 3 7,5 13,8 7,5 13,8 50/70 B 0,00 3 13,2 14,8 13,2 14,8
50/70 A 0,30 3 11,3 9,3 9,8 10,0 50/70 B 0,30 3 14,1 16,5 16,0 8,4
50/70 A 0,45 3 11,2 8,8 9,9 9,8 50/70 B 0,45 3 14,8 14,7 15,8 8,9
50/70 A 0,60 3 11,1 8,3 10,0 9,6 50/70 B 0,60 3 15,5 12,9 15,6 9,4
50/70 A 0,75 3 11,1 7,9 10,1 9,5 50/70 B 0,75 3 16,2 11,1 15,4 10,0
50/70 A 0,90 3 11,0 7,4 10,2 9,3 50/70 B 0,90 3 16,9 9,3 15,3 10,5
50/70 A 0,00 3,5 8,3 11,8 8,3 11,8 50/70 B 0,00 3,5 15,2 12,5 15,2 12,5
50/70 A 0,30 3,5 12,9 9,7 11,1 10,6 50/70 B 0,30 3,5 16,5 12,3 18,6 6,5
50/70 A 0,45 3,5 12,7 9,2 11,2 10,5 50/70 B 0,45 3,5 17,2 11,2 18,3 6,8
50/70 A 0,60 3,5 12,5 8,7 11,3 10,3 50/70 B 0,60 3,5 17,9 10,1 17,9 7,1
50/70 A 0,75 3,5 12,3 8,2 11,3 10,2 50/70 B 0,75 3,5 18,6 9,0 17,6 7,4
50/70 A 0,90 3,5 12,1 7,7 11,4 10,1 50/70 B 0,90 3,5 19,3 7,9 17,3 7,7
MCAS ERm ≥ 8 i HL ≥ 6
HWMA ERm ≥ 12 i HL ≥ 10
Zastosowanie w technologii:
Tab. 8. Parametry fizyczne (ERm i HL) piany asfaltowej lepiszczy 50/70 z dodatkiem środków adhezyjnych
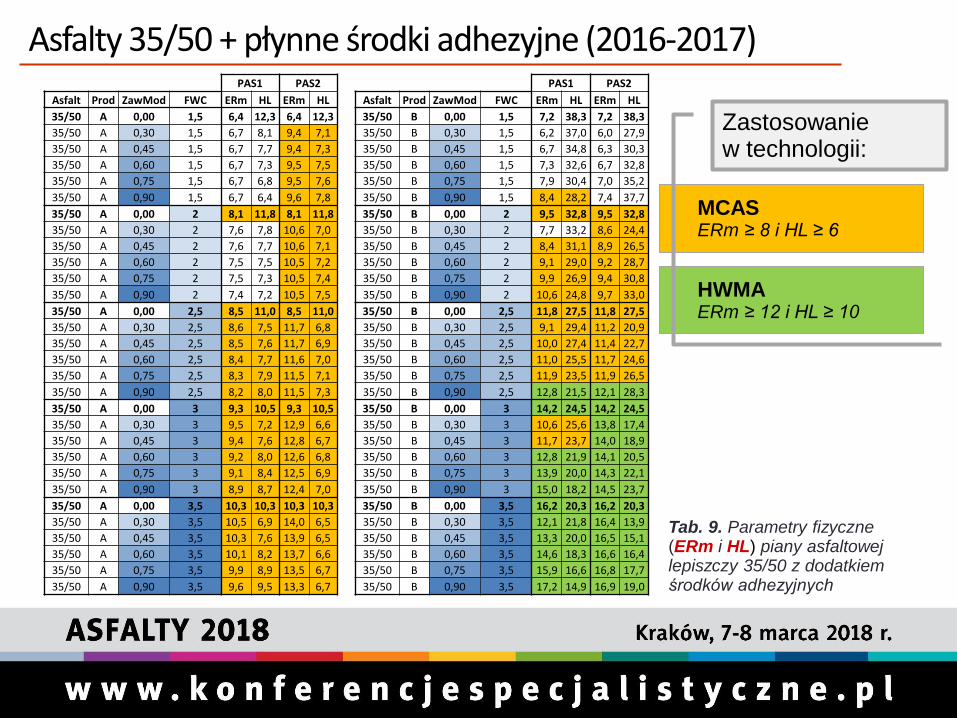
Asfalty 35/50 + płynne środki adhezyjne (2016-2017) PAS1 PAS2 PAS1 PAS2
Asfalt Prod ZawMod FWC ERm HL ERm HL Asfalt Prod ZawMod FWC ERm HL ERm HL
35/50 A 0,00 1,5 6,4 12,3 6,4 12,3 35/50 B 0,00 1,5 7,2 38,3 7,2 38,3
35/50 A 0,30 1,5 6,7 8,1 9,4 7,1 35/50 B 0,30 1,5 6,2 37,0 6,0 27,9
35/50 A 0,45 1,5 6,7 7,7 9,4 7,3 35/50 B 0,45 1,5 6,7 34,8 6,3 30,3
35/50 A 0,60 1,5 6,7 7,3 9,5 7,5 35/50 B 0,60 1,5 7,3 32,6 6,7 32,8
35/50 A 0,75 1,5 6,7 6,8 9,5 7,6 35/50 B 0,75 1,5 7,9 30,4 7,0 35,2
35/50 A 0,90 1,5 6,7 6,4 9,6 7,8 35/50 B 0,90 1,5 8,4 28,2 7,4 37,7
35/50 A 0,00 2 8,1 11,8 8,1 11,8 35/50 B 0,00 2 9,5 32,8 9,5 32,8
35/50 A 0,30 2 7,6 7,8 10,6 7,0 35/50 B 0,30 2 7,7 33,2 8,6 24,4
35/50 A 0,45 2 7,6 7,7 10,6 7,1 35/50 B 0,45 2 8,4 31,1 8,9 26,5
35/50 A 0,60 2 7,5 7,5 10,5 7,2 35/50 B 0,60 2 9,1 29,0 9,2 28,7
35/50 A 0,75 2 7,5 7,3 10,5 7,4 35/50 B 0,75 2 9,9 26,9 9,4 30,8
35/50 A 0,90 2 7,4 7,2 10,5 7,5 35/50 B 0,90 2 10,6 24,8 9,7 33,0
35/50 A 0,00 2,5 8,5 11,0 8,5 11,0 35/50 B 0,00 2,5 11,8 27,5 11,8 27,5
35/50 A 0,30 2,5 8,6 7,5 11,7 6,8 35/50 B 0,30 2,5 9,1 29,4 11,2 20,9
35/50 A 0,45 2,5 8,5 7,6 11,7 6,9 35/50 B 0,45 2,5 10,0 27,4 11,4 22,7
35/50 A 0,60 2,5 8,4 7,7 11,6 7,0 35/50 B 0,60 2,5 11,0 25,5 11,7 24,6
35/50 A 0,75 2,5 8,3 7,9 11,5 7,1 35/50 B 0,75 2,5 11,9 23,5 11,9 26,5
35/50 A 0,90 2,5 8,2 8,0 11,5 7,3 35/50 B 0,90 2,5 12,8 21,5 12,1 28,3
35/50 A 0,00 3 9,3 10,5 9,3 10,5 35/50 B 0,00 3 14,2 24,5 14,2 24,5
35/50 A 0,30 3 9,5 7,2 12,9 6,6 35/50 B 0,30 3 10,6 25,6 13,8 17,4
35/50 A 0,45 3 9,4 7,6 12,8 6,7 35/50 B 0,45 3 11,7 23,7 14,0 18,9
35/50 A 0,60 3 9,2 8,0 12,6 6,8 35/50 B 0,60 3 12,8 21,9 14,1 20,5
35/50 A 0,75 3 9,1 8,4 12,5 6,9 35/50 B 0,75 3 13,9 20,0 14,3 22,1
35/50 A 0,90 3 8,9 8,7 12,4 7,0 35/50 B 0,90 3 15,0 18,2 14,5 23,7
35/50 A 0,00 3,5 10,3 10,3 10,3 10,3 35/50 B 0,00 3,5 16,2 20,3 16,2 20,3
35/50 A 0,30 3,5 10,5 6,9 14,0 6,5 35/50 B 0,30 3,5 12,1 21,8 16,4 13,9
35/50 A 0,45 3,5 10,3 7,6 13,9 6,5 35/50 B 0,45 3,5 13,3 20,0 16,5 15,1
35/50 A 0,60 3,5 10,1 8,2 13,7 6,6 35/50 B 0,60 3,5 14,6 18,3 16,6 16,4
35/50 A 0,75 3,5 9,9 8,9 13,5 6,7 35/50 B 0,75 3,5 15,9 16,6 16,8 17,7
35/50 A 0,90 3,5 9,6 9,5 13,3 6,7 35/50 B 0,90 3,5 17,2 14,9 16,9 19,0
MCAS ERm ≥ 8 i HL ≥ 6
HWMA ERm ≥ 12 i HL ≥ 10
Zastosowanie w technologii:
Tab. 9. Parametry fizyczne (ERm i HL) piany asfaltowej lepiszczy 35/50 z dodatkiem środków adhezyjnych

Podsumowanie
cechy fizyczne piany asfaltowej (ekspansja maksymalna, okres półtrwania) zależą od parametrów procesu spieniania (temperatura asfaltu, ilość wody spieniającej) które można łatwo kontrolować oraz właściwości od lepiszcza asfaltowego (na które wykonawca ma ograniczony wpływ),
stosowane popularnie dodatki do asfaltów (środki adhezyjne, woski syntetyczne) mogą mieć istotny wpływ na kształtowanie się pienistości lepiszczy asfaltowych, zależny od składu, procesu produkcji i pochodzenia lepiszcza asfaltowego,
pienistość lepiszczy asfaltowych oferowanych przez producentów może na przestrzeni lat ulegać znacznym zmianom,

Podsumowanie
lepiszcza asfaltowe krajowych producentów mogą być z powodzeniem wykorzystywane do wytwarzania mieszanek MCAS i AC HWMA najwyższej jakości.
Rodzaj
asfaltu
Dodatki do asfaltu [%, m/m]
Woski syntetyczne Płynne środki adhezyjne
35/50 ≤ 1,5% 0,3% ÷ 0,6%
50/70 ≤ 3,0%
Tablica 12. Zalecane zakresy dozowania dodatków do asfaltów i mma
„Wykorzystanie materiałów z recyklingu w mieszankach
mineralno-asfaltowych na zimno (MCAS) i na półciepło z
asfaltem spienionym (HWMA)”

Podsumowanie
Cel stosowania mieszanki HWMA
Zalecane temperatury
technologiczne mieszanek
HWMA [⁰C]
Temperatury technologiczne
mieszanek HMA [⁰C]
Wytwarzanie Zagęszczanie Wytwarzanie Zagęszczanie
Obniżenie temperatury wytwarzania i
wbudowywania mma 120 90 – 110
do 190
≥ 135 (próbki)
≥ 110
(wbudowanie)
Wydłużenie czasu transportu mma ≥ 120 90 – 110
Wydłużenie sezonu wykonawczego i skuteczne
wbudowywanie mma w nawierzchnię przy
niekorzystnych warunkach atmosferycznych
powodujących przyśpieszenie tempa jej
wychładzania
≥ 120 ≥ 110
Tablica 13. Zalecane zakresy temperatur technologicznych dla mieszanek HWMA
„Wykorzystanie materiałów z recyklingu w mieszankach
mineralno-asfaltowych na zimno (MCAS) i na półciepło z
asfaltem spienionym (HWMA)”

dr inż. Anna Chomicz-Kowalska
tel.: 500 598 270
mgr inż. Krzysztof Maciejewski
tel.: 604 475 664
Dziękujemy Państwu za uwagę!
Prof. dr hab. inż. Marek Iwański