world class manufacturing report 2005 - - get a free
TRANSCRIPT
WORLD CLASSMANUFACTURINGREPORT 2005
part of the Industry Research program from The Manufacturer
sponsored by
in association with


CONTENTS ONE
ForewordWhat is world class?A journey without a destination 5
Sponsors 8
Introduction & methodology 11
World Class Manufacturing Report 2005 survey resultsUS manufacturers reveal their progress 13
Executive summarySurvey results in a nutshell 32
MaintenanceThe ugly ducklingTurn your maintenance function into a swan 33
World class benchmarkHead of the classHow do you know if you measure up? 36
World Class Manufacturing Report 2005 1
Transform yourmaintenance
Page 33
World class inperspective
Page 36


CONTENTS TWO
SAPAdaptive manufacturing 38One “can-do” company 41
Oliver WightImproving performance 43
TBM Consulting GroupHubbell’s lean advantage 46
Celerant ConsultingEmbracing reinvention 48
CMSsoftwareReal-time visibility 50
EDSClear communication 52
MAPICS, Inc.A touch of class 54
World Class Manufacturing Report 2005 3
Oliver WightNo buzzwords oracronyms
Page 43
CMSsoftwareThe role of ERPin world class
Page 50


World Class Manufacturing Report 2005 5
WCM 2005 FOREWORD
WHAT IS WORLD CLASS?Anand Sharma, author of The Perfect Engine, and Fortunemagazine’s hero of manufacturing, talks to Martin Ashcroft aboutwhat it takes to be world class
World class manufacturing sounds like an easy concept to understand.
Everyone knows what world class means, don’t they? If you’re world class, you
are among the best in the world at what you do. That’s all there is to it.
Unfortunately for manufacturers, there is no universally accepted dictionary
definition. Everyone has a different interpretation of world class manufacturing.
Manufacturing is a competitive business, but it’s not a sport where the winner
gets a trophy or a gold medal. So how do you measure world class? Is it the
company that sells the most, makes the best, or makes it quicker than anybody
else? Or is it a combination of these things? This survey taps into the minds of
the leaders of US manufacturing to assess their impressions of what world
class manufacturing means to them, and how far they think they have come
towards achieving that accreditation.
Anand Sharma reminded me of the Indian fable about the six blind men describing an elephant, which the
19th century American poet John Godfrey Saxe later turned into a poem. In case you don’t know the fable,
each man touches a different part of the elephant and forms his own unique impression of the creature. One
who feels the tusk likens it to a spear; the one who feels the trunk thinks it’s like a snake; the ear, a fan. You
get the idea. While we would be hesitant to describe US manufacturers as blind, this survey does reveal some
rather myopic impressions of world class manufacturing.
“I find that people define lean or continuous improvement as any one segment of all the things involved,” says
Sharma. “Quite often people say lean means just doing 5S, cleaning your place and making it look nice. To
me that is like breathing air. You have to do it, but it’s not even the beginning. A lot of people think that just
because they have conducted one or two events, people felt good, they cleaned the place up and that’s it, but
that doesn’t show in the results.
“People have diluted the essence of world class,” he continued. “The whole concept started out when Toyota
was doing exceptionally well in the 1970s and 80s when everybody else was struggling. So it’s now a concept
that has endured the test of time. To me, rather than defining it one way or another, the most important thing
is the visionary leadership that has unrelenting and constant focus on seven key attributes.”
Anand Sharma
▼
WCM--CMS Ad 2/10/05 2:17 PM Page 6

World Class Manufacturing Report 2005 7
WCM 2005 FOREWORD
These concepts, Sharma explained, are as follows:
• Absolute focus on satisfying the customer every day, in three specific areas:
i) increasing responsiveness in everything you do
ii) reliability in everything you do
iii) quality implied in everything you do
• Motivating and treating employees like appreciating assets (which everyone says but very few people do)
• Constant innovation in the products and services you provide. You have to be first to market and provide
end-to-end solutions
• Providing seamless synchronization throughout the value chain, so that you have a line of sight from the
moment you have contact from a customer
• Having a culture of continuous improvement:
i) doing more with less (because we could do all the above and go out of business)
ii) eliminating waste
iii) reducing lead time
• Strategic agility to turn on a dime. People can think when you have done it once you are done. They
become rigid in their new paradigm. Top management has to stay relevant to customer needs
• Achieve growth in top and bottom line and reduce trade working capital. It has to be a multiple of industry
average. The top line should be growing at two to three times industry average. The bottom line should
be growing at four to six times industry average.
“If you meet these seven attributes,” says Sharma, “and you do that, not just in one quarter but year after
year, that’s how I define a world class manufacturer.”
Sharma says that the world class journey is a journey without destination. He doesn’t mean without direction,
because the direction is clear—it’s forward. What he means is you never get to the end, because there is
always something you can improve. The minute you think you have finished is the time somebody else starts
to catch up to you. “There are a lot of people who are peripheral on this journey, however,” he says. In this
survey, roughly 80 percent of respondents claim to be following continuous improvement. Sharma believes,
from experience, that 10 to 20 percent of them are genuine and 80 percent are kidding themselves. “These
people do a little bit and think they are almost there,” he says. “People who have been doing it for years always
say they have just scratched the surface. That’s the difference in mindset.”
With all this in mind, our survey results make very interesting reading. But you have been warned. ❑

SAP is the world's leading provider of business software solutions. Through mySAP
Business Suite, people in businesses around the globe are improving relationships with
customers and partners, streamlining operations, and achieving significant efficiencies
throughout their supply chains. The unique core processes of various industries, from aerospace to utilities, are
supported effectively by SAP's 23 industry solution portfolios. Today, more than 20,000 companies in over 120
countries run more than 64,500 installations of SAP(r) software. With subsidiaries in over 50 countries, the company
is listed on several exchanges including the Frankfurt stock exchange and NYSE under the symbol "SAP."
SAP for manufacturing companies: business benefitsSAP Manufacturing enables companies to establish truly adaptive manufacturing operations. It gives your managers and
shop-floor production personnel real-time visibility into information about production, supply, demand, and manufacturing
processes. And they now have the tools they need to take quick, appropriate action to solve problems and adapt to changes.
The SAP Manufacturing solution offers comprehensive, integrated capabilities that help you achieve greater visibility into
manufacturing operations, improved responsiveness, and superior performance. As a result, it enables your
manufacturing operations to run at the speed of your business in a constantly changing world.
SAP has the largest installed base of manufacturing customers of any enterprise applications vendor.
SAP Manufacturing helps manufacturers:
• Increase revenues and profits with improved customer satisfaction as a result of increases in on-time shipments
and improved fill rates, and the ability to focus manufacturing on the most profitable opportunities
• Reduce costs with minimized inventory, re-work, overtime, and expediting expenses due to automated alerts
and exception management; lower inventory carrying costs thanks to improved visibility; and decrease labor
costs by eliminating manual re-entry of manufacturing data into ERP systems—which can save multi-plant
manufacturers millions of dollars each year
• Reduce risk with an improved ability to identify and resolve quality issues, track detailed product and operational
information, and comply with regulatory requirements for environment, health, and safety management
With SAP Manufacturing, you can bring increased visibility and responsiveness to your operations and integrate
manufacturing with the enterprise and the supply chain. In turn, that can enable you to keep manufacturing aligned with
your overall business—and adapt smoothly and efficiently to ever-changing demand and supply conditions.
For more information on how SAP Manufacturing can help your company, visitwww.sap.com/manufacturing or call (877) 293-4942
WORLD CLASS MANUFACTURINGREPORT SPONSORS
World Class Manufacturing Report 20058

Celerant Consulting helps leading companies worldwide achieve better
business results by improving their operational performance. Our
collaborative style truly connects us to each client’s business, while our
can-do approach and the practical tools we provide change the fundamental dynamics of how people work,
individually and collectively. The outcome? Rapid improvements in process and personal performance, leading to
improved business results and sustained financial benefits—all within clearly defined timeframes.
www.celerantconsulting.com
WCM 2005 REPORT SPONSORS
World Class Manufacturing Report 2005 9
EDS provides a broad portfolio of business and technology solutions to help its
clients worldwide improve their business performance. EDS' core portfolio
comprises information technology (IT), applications and business process
services, as well as IT transformation services. EDS' A.T. Kearney subsidiary is
one of the world's leading high-value management consultancies.
We support the world's leading companies and governments in 60 countries.
Employees: approximately 117,000
2004 revenues: more than $20 billion
Ranked 87th on the Fortune 500
www.eds.com
Journey to Business ExcellenceOliver Wight professionals are leading business improvement specialists
who educate, coach, and mentor people to lead and sustain change on the
journey to business excellence and outstanding business performance.
With offices throughout North and South America, Europe, and the Asia/Pacific region, our
educators/consultants are at the leading edge of management thinking and practice. Our unique ‘Integrated
Business Management’ model lies at the heart of the client’s journey to business excellence. The ‘Integrated
Business Management’ model addresses all aspects of company planning and execution from the boardroom to
operational levels in both manufacturing and service sectors. ‘Integrated Business Management’ provides one
common agenda for your company with one set of figures and one set of priorities. It links diverse processes,
including the extended supply chain, product and customer portfolios, customer demand, and strategic planning,
into one seamless management process.
The renowned Proven Path process for change management lies at the heart of our approach to ‘Integrated
Change Management’. This integrates the strategic journey to excellence from major project management to
everyday improvement programs, ensuring actions are visible and contribute to company goals. Implementations
are supported by our practical experience and knowledge through education, facilitation, and coaching backed by
our unique ABCD Checklist, the most enduring standard for business excellence.
www.oliverwight.com

World Class Manufacturing Report 200510
MAPICS is the largest global solutions provider focused exclusively on
manufacturing with solutions installed in more than 10,000
manufacturing sites in 70 different countries. MAPICS works with each
manufacturer to help them become world class, providing solutions that are built around the key business processes
and improving the way they do business—from the initial product design to the ongoing management of financials.
MAPICS solutions are implemented on the two industry-leading technology platforms—Microsoft and IBM—and
support discrete, batch production and made to order operations in key vertical industries including electronics,
aerospace and defence, automotive, furniture and industrial equipment.
www.mapics.com
After more than a decade of serving a diverse client base on four continents, TBM
is today the global leader in Lean manufacturing consulting and business process
improvement. A leading provider of LeanSigma consulting and training services in
North and South America, Europe and Asia, the company’s mission is helping
manufacturers and service industry businesses remove obstacles to their business
potential and achieve new competitive advantages and consistent sales and earnings growth. The company
provides the strategic direction and hands-on implementation to guide Lean organizational transformation in
discreet and process manufacturing. Many of TBM’s clients have realized significant market growth and agility as
a result of TBM’s mentoring. TBM Consulting Group’s LeanSigma approach integrates Lean principles for
responsiveness and Six Sigma’s focus on quality.
www.tbmcg.com
CMSsoftware is a leading provider of fully integrated ERP solutions to manufacturers and
distributors operating in supply-chain-intensive manufacturing environments—characterized by
high customer expectations and heavy penalties for failing to meet those expectations.
With the increasingly stringent quality, performance and accuracy standards set by these
demanding customers, optimizing internal processes has never been more critical, and
controlling costs has never been more challenging. Businesses utilizing CMSsoftware maximize
management control throughout the enterprise by enhancing resource visibility and information
accessibility from the front-office to the shop floor. And they satisfy their demanding customers’ requirements and lower
their costs by utilizing CMS’ full array of robust “out-of-the-box” manufacturing-specific capabilities, including integrated
EDI/Release Accounting, Serialized Bar-Code Labeling and Real-Time Shop Floor Reporting.
CMSsoftware is a one-stop, turnkey solution provider, with an in-house staff of implementation, education, training,
support and hardware professionals ready to work directly with your staff to fully exploit our solution's strengths;
harnessing our functionality to meet your unique business challenges. This turnkey approach, along with the fully
integrated nature of our solutions, translates into a low short-term and long-term cost of ownership for our customers.
CMSsoftware is the solution of choice for over 2500 sites worldwide.
www.cmssoftware.com

World Class Manufacturing Report 2005 11
WCM 2005 INTRO & METHODOLOGY
WORLD CLASS MANUFACTURING REPORT 2005
INTRODUCTIONConquest Business Media’s Industry Research program, produced under the auspices of its flagship magazine
The Manufacturer, comprises a series of high level publications aimed at decision makers throughout
manufacturing in the United States. They cover key developments and issues facing senior managers,
including the impact of new production methods, and improving technologies and communications. Each
publication aims to inform and assist its senior-level readers, helping them to make the most appropriate
decisions for their companies and so maximize the benefits of emerging services, techniques and applications.
Against the background of a rapidly increasing focus on improvements in processes and techniques throughout
the manufacturing plant, Conquest Business Media launched its first World Class Manufacturing Industry
Report in the UK in 2002. This has now become an annual exercise and is launched this year in the US.
An essential element of each Industry Research Report is original market research. This report provides
unique, up-to-date information on the current understanding of lean manufacturing principles by US
manufacturers, as well as indicating how far along the world class journey they have traveled, both in broad
terms and with regard to the take up of lean processes and procedures.
The survey also documents the perceived benefits that drive manufacturers to implement lean
manufacturing principles, and their plans for future investment and initiatives. It also analyzes the problems
they face in carrying these out.
METHODOLOGYAn email questionnaire was used for this detailed and complex research project. Over 100 responses were
received from senior production executives at a variety of US manufacturing sites. This number is sufficient
to provide statistically significant results at the ‘total sample’ level, but sub-sample analysis should be
interpreted as no more than indicative. The sample was drawn at random from the Conquest Business Media
circulation database.
All questionnaires were carefully checked, edited and coded for computer analysis. No quotas were set and
no weights applied. The questionnaire was originally designed by Coleman Parkes Research, and carefully
updated and improved by Conquest Business Media’s Manufacturing Research Center.


World Class Manufacturing Report 2005 13
WCM 2005 RESULTS
SECTION 1: Understanding World Class Manufacturing
THE CONCEPT
Which of the following do you consider to be the most important attributes of a world classmanufacturer? (Respondents were asked to check up to three attributes)
Although all our respondents were senior manufacturing executives, manufacturers are by no means
homogenous. They have to be competitive on many playing fields, including quality, price, speed and reliability
of delivery, flexibility and innovation. Each has its own priorities, so, with replies coming from sectors as varied
as chemicals, metal fabrication, precision instruments and automotive equipment, one might expect a broad
span of opinion on what constitutes a world class manufacturer.
0% 10% 20% 30% 40% 50% 60% 70% 80%
Has a fully integrated supply chain 5%
Management information is available in real timeto aid planning and decision making
8%
Always meets financial expectations 10%
Maximizes shareholder value 14%
A benchmark in its sector across a range ofquantifiable performance measurements 19%
Responds quickly to the changing needsof its customers
52%
Product quality is of paramount importance 67%
Always strives for continuous improvement 58%
Empowers employees to be involvedand take responsibility 47%
Follows lean manufacturing principlesthroughout the whole company 25%
The most efficient factory layoutand production processes 8%
Brings new products to marketregularly and quickly 6%

World Class Manufacturing Report 200514
The survey results, however, show that the importance of certain attributes is shared by many. Product quality
was the single most common response, being selected in the top three by two thirds of respondents. Over
half also felt that continuous improvement and rapid response to customers should be in the top three
attributes. Almost half selected employee empowerment.
There is then a big gap, with lean manufacturing being considered most important by only a quarter of
respondents. The option that most closely resembles the experts’ definition of a world class company,
however, the benchmark over a range of quantifiable performance measurements, was seen as important
by less than 20 percent of respondents. The fact that the majority chose individual aspects of the whole
suggests that manufacturers still have rather a narrow view of what constitutes world class.
Which of the following benefits do you associate with the term lean manufacturing?(Respondents were asked to check as many as apply)
The vast majority of respondents associate lean manufacturing with improved efficiency, removal of
waste, inventory and lead time reduction, and reduced costs. Significantly, although workforce
reduction is often thought to be a consequence of efficiency initiatives, less than a fifth of respondents
linked it to lean manufacturing.
Where do you believe lean manufacturing principles are valuable?
Encouragingly, over 90 percent of respondents felt that lean manufacturing principles were valuable
throughout the entire organization.
0%
20%
40%
60%
80%
100%
Workforcereduction
Reducedcosts
Inventoryreduction
Improvedefficiency
and processes
Removalof waste
Lead timereduction
79%87% 91%
83% 78%
17%

World Class Manufacturing Report 2005 15
WCM 2005 RESULTS
SECTION 2: Business Strategy
CURRENT BUSINESS PRIORITIES
Which of the following are key priorities for your business? (Respondents were asked to check as many as apply)
Cost reduction is still at the top of the agenda for most manufacturers, with over 90 percent of respondents
citing it as a key priority. Two thirds are focused on improving quality, while almost as many are concerned to
optimize materials flow around the factory. Other priorities shared by over half of respondents are new
product development, reducing time to market and skills training. Maintenance is less of a priority, although
still favored by over a third. Investment, however, especially in IT systems, is well down the priority list.
0% 20% 40% 60% 80% 100%
Investment in new comms/telecomms system
Investment in new IT systems
Optimizing existing IT systems
Staff skills training
New product development
Supply chain management
Cost reduction
Improving quality
Optimizing materials flowaround the factory
Reducing time to market
Improving maintenance
Investment in newproduction equipment
7%
16%
30%
56%
59%
60%
91%
66%
63%
56%
37%
30%

World Class Manufacturing Report 200516
For each item that is not currently a key focus, please say why not
A list of issues that manufacturers consider to be key prioritiesonly tells you half the story. If two thirds of
respondents are focused on improving product quality, for instance, does the other third not care about quality?
So we thought we would find out, and we discovered a revealing set of figures. With only two exceptions (staff
skills training and telecoms investment) the top reason that respondents gave for not treating an issue as a key
priority was that they had already done it. An average of around a quarter were planning action on these issues
for next year, while remarkably few felt that these issues were not important at present.
With reducing costs being the overall priority, the poor rating of the investment options is no surprise.
Reluctance to spend money, one suspects, overrides need, here.
0% 20% 40% 60% 80% 100%
OtherMay doit in thefuture
Planned fornext year
Alreadydone it
Notimportantat present
Investment in new comms/telecomms system
Investment in new IT systems
Optimizing existing IT systems
Staff skills training
New product development
Supply chain management
Cost reduction
Improving quality
Optimizing materials flowaround the factory
Reducing time to market
Improving maintenance
Investment in newproduction equipment 17% 39% 20% 18% 6%
16% 29% 29% 16% 10%
23% 35% 13% 16% 13%
20% 31% 24% 12% 13%
19% 28% 25% 20% 8%
31% 22% 13% 24% 10%
12% 58% 21% 3% 6%
2% 73% 17% 4% 4%
4% 53% 28% 9% 6%
19% 40% 25% 11% 5%
13% 45% 24% 13% 5%
4% 33% 36% 16% 11%

World Class Manufacturing Report 2005 17
WCM 2005 RESULTS
SECTION 3: Lean Status
CURRENT LEAN INITIATIVES
Which of the following initiatives are you currently implementing?(Respondents were asked to check as many as apply)
The top initiative, implemented by nearly 90 percent of respondents, is the removal of wasteful processes,
with kaizen (continuous improvement) a close second. These two leave other initiatives in their wake, but the
popularity of kaizen here poses an interesting conundrum. If over 80 percent of respondents believe their
commitment to improvement is continuous, how is it that so many claim to have already done many of the
items in the previous question?
The principles of world class are not satisfied by improving something and then thinking you have finished.
0% 20% 40% 60% 80% 100%
None of these
Extending lean principlesinto supply chain management
Quick change over (SMED)
Extending lean principlesinto business processes
5S
Kaizen (continuous improvement)
Removal of wasteful processes
Kanbans
Value stream mapping
Just in time delivery from suppliers
Six sigma
Total productive maintenance (TPM)
2%
43%
50%
56%
65%
81%
87%
62%
59%
48%
41%
35%

World Class Manufacturing Report 200518
PROGRESS
How much progress have you made on each initiative you have implemented?
There is no doubt from these results that many manufacturers need help with some of these initiatives. While
a substantial proportion have made good progress on things like waste, kaizen, 5S and kanbans, relatively
few consider that their progress has been excellent on anything. Over 40 percent have not made as much
progress as expected in extending lean principles into business processes or on total productive
maintenance. TPM is actually at the bottom end of the success ladder, with a shade short of three quarters
of our respondents seeing little reward for their efforts. Little progress is being made on six sigma or the lean
supply chain, either.
0% 20% 40% 60% 80% 100%
Hardly anyprogress at all
Not as muchprogress
as expected
Goodprogress
Excellentprogress
Extending lean principles intosupply chain management
Quick change over (SMED)
Extending lean principles intobusiness processes
5S
Kaizen (continuous improvement)
Removal of wasteful processes
Kanbans
Value stream mapping
Just in time delivery from suppliers
Six sigma
Total productive maintenance (TPM)
7% 38% 17% 38%
10% 38% 31% 21%
11% 41% 28% 20%
13% 49% 28% 10%
13% 53% 22% 12%
16% 57% 22% 5%
8% 54% 35% 3%
3% 23% 45% 29%
3% 28% 36% 33%
4% 35% 41% 20%
4% 33% 37% 26%

World Class Manufacturing Report 2005 19
WCM 2005 RESULTS
For each initiative you are not currently implementing, please say why not
We saw previously the proportion of respondents implementing these initiatives. What we wanted to know
here, again, for those not currently engaged in them, was why not. The results are illuminating, with ‘already
done it’ again featuring prominently. Extending lean principles into business processes and the supply chain
are initiatives a sizeable number are considering for the future, as is six sigma.
The response for kaizen, however, had us scratching our heads. Continuous improvement is being pretty
widely followed, yet there are some who are not doing it. Why not? Well, over half of those who said they were
not following kaizen, claimed it was because they had already done it. Now we can understand 40 percent of
respondents saying they have done kanbans, or a quarter of them having already done value stream mapping
and suppliers’ JIT delivery. It’s a little harder to fathom out how an (admittedly small) number of
manufacturers feel that they have already done continuous improvement.
0% 20% 40% 60% 80%
27% 17% 19% 35% 4%
100%
Never heardof it
May do itin the future
Planning todo it next year
Alreadydone it
Not importantat present
Extending lean principles intosupply chain management
Quick change over (SMED)
Extending lean principles intobusiness processes
5S
Kaizen (continuous improvement)
Removal of wasteful processes
Kanbans
Value stream mapping
Just in time delivery from suppliers
Six sigma
Total productive maintenance (TPM)
24% 9% 21% 43% 3%
24% 26% 24% 26% 0%
17% 26% 28% 22% 7%
26% 40% 12% 22% 0%
14% 51% 29% 6% 0%
14% 56% 15% 15% 0%
26% 28% 11% 26% 9%
12% 15% 32% 41% 0%
36% 16% 15% 25% 8%
12% 15% 32% 41% 0%

World Class Manufacturing Report 200520
POTENTIAL BARRIERS
What barriers might prevent or delay the application of lean manufacturing principles in yourcompany? (Respondents were able to check as many boxes as applied)
The first thing to say about the response to this question is that the two highest scoring barriers, lack of
understanding and shopfloor attitude, were selected only by just over a third of respondents. It’s also a very
encouraging sign that senior management commitment is seen as a barrier by only a fifth of our respondents
(who were, of course, senior managers).
10. How significant is each barrier identified?
Most respondents felt that these problems would be relatively minor. The only category to emerge as anything
like a serious problem was investment costs.
0% 5% 10% 15% 20% 25% 30% 35% 40%
Lack of understanding of lean principles
Lack of communication
Inability to quantify the benefits
Multiple business locations
Nature of manufacturing facility
Lack of senior management commitment
Attitude of middle management
Attitude of shopfloor staff
Investment costs
37%
14%
13%
20%
29%
22%
31%
36%
28%

World Class Manufacturing Report 2005 21
WCM 2005 RESULTS
SECTION 4: Lean Value
LEAN IMPRESSIONS
Which of the following phrases best describes how you feel about lean manufacturing?
The levels of awareness of and commitment to lean are extremely high, with only three percent don’t
knows and one percent skeptical. Almost half of respondents intend to achieve lean manufacturing
within a year or two, which may be ambitious, unless they started 10 years ago. Over a third believe they
can do so in the long term.
1%
37%
Don’t knowenough about it
to comment
It’s just jargon–no real
substance to it
We aim to getthere within12 months
to two years
Great in principlebut very difficult
to achieve inpractice
A realistic goalfor the long term
48%
11%3%

World Class Manufacturing Report 200522
EMERGING BENEFITS
If you have been applying lean manufacturing principles, which of these benefits have begun toemerge? (Respondents were able to check as many boxes as applied)
Manufacturers are really seeing the benefits of lean manufacturing, with three quarters or more of our
respondents declaring increased efficiency and reduction in costs. Almost as many have seen a reduction in
waste. Lean does not seem to have made much headway in design departments, however, with only a fifth
of respondents recording new products being launched more quickly.
The big surprise in these results is that only just over a third said they had improved their competitive edge.
This means that a proportion of manufacturers have reduced costs, waste and stock, improved quality and
delivery time, but do not believe they are more competitive. Unless all their competitors have been reaping
the benefits of lean at the same rate, we think they must be missing something.
0% 10% 20% 30% 40% 50% 60% 70% 80%
New products launched more quickly
Improved competitive edge
Increased customer satisfaction
Increased profitability
Improved delivery times
Reduction in costs
Increased efficiency
Reduced waste
Reduced stock
Increased product quality
Increased staff morale
20%
38%
49%
51%
68%
75%
79%
71%
56%
52%
49%

World Class Manufacturing Report 2005 23
WCM 2005 RESULTS
QUANTIFICATION OF BENEFITS
What level of cost savings have you achieved from lean initiatives?
Levels of cost savings are relatively low at present, with half our respondents recording up to 10 percent. A
quarter say they cannot measure them, however. If that is true, they may have reduced costs, but just don’t
know it. Whether this would be because it’s too early to tell, or their systems are inadequate, or they have
practiced ‘feel good’ initiatives only, we wouldn’t like to postulate.
LEAN STANDING
After all that, how lean do you think you are?
A little more realism here, with only one percent of respondents claiming to have achieved lean manufacturing
already (and who is to say they haven’t?). Ten percent believe they are very close, while a quarter think they are
quite close. A respectable 63 percent, however, are not afraid to admit that they are a long way off.
21%+16–20%11–15%6–10%0-5 %Can’tmeasure them
22%28%
25%7% 6%
12%
0%
20%
40%
60%
80%
Never likelyto be
A long way offQuite closeVery closeWe’veachieved leanmanufacturing
0%
63%
26%
10%1%

World Class Manufacturing Report 200524
SECTION 5: Supply Chain
SUPPLIER RELATIONSHIPS
To what extent are your suppliers pursuing lean manufacturing principles?
There seems to be a very low take up of lean manufacturing lower down the supply chain. The majority have
done nothing or are only at the “looking into it” stage.
What level of information do you share with your suppliers?
Communication in the supply chain has some way to go. Over half of respondents have only occasional or
unstructured exchange of information. Close examination of these responses showed that no particular
sector seemed to be more advanced than any other.
Don’t know/not applicable
Most havedone
nothing
Some arelookinginto it
Most arelookinginto it
Some arewell downthe road
Most arewell downthe road
7%14%
13%
29%
19%
18%
Occasionalexchange
of information
Regular butunstructured
exchangeof information
We have fullcollaboration
with some of ourmajor suppliers
We have fullcollaborationwith all of our
major suppliers
21%
37%
26%
16%

World Class Manufacturing Report 2005 25
WCM 2005 RESULTS
SUPPLIER IMPROVEMENT
To what extent are you encouraging your suppliers to improve?
A third of manufacturers who answered the survey said they were encouraging improvement in their
suppliers to a great extent. Almost all the others were doing so in varying degrees, with very few doing
nothing at all.
If you are engaged in supplier improvement, what form does this take?
When asked to elaborate on the detail of how, exactly, manufacturers were helping their suppliers to improve,
almost a half said they held meetings with them to discuss improvements. Just over a quarter admitted that
they expected improvement from their suppliers, but left it up to them to decide how to do it. Less than
20 percent, however, said they invested time and money in actively helping to improve suppliers’ processes
or held training programs for key supplier staff.
Not at allA littleTo some extentA great extent
39%
34%
5%22%
World Class Manufacturing Report 200526
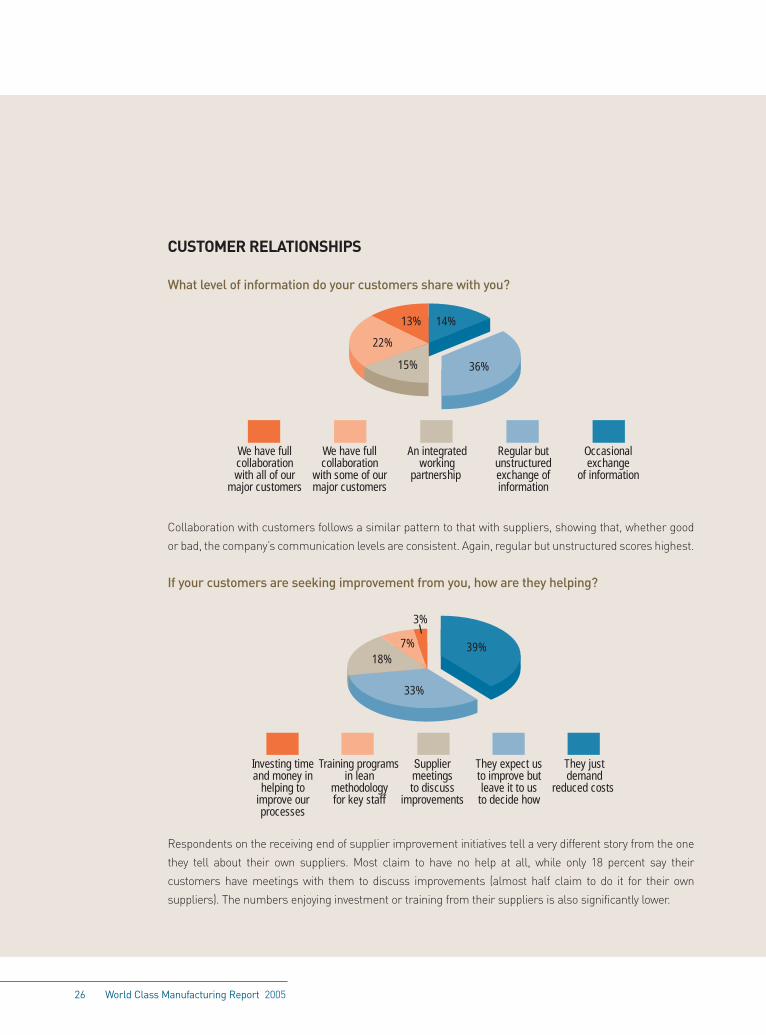
CUSTOMER RELATIONSHIPS
What level of information do your customers share with you?
Collaboration with customers follows a similar pattern to that with suppliers, showing that, whether good
or bad, the company’s communication levels are consistent. Again, regular but unstructured scores highest.
If your customers are seeking improvement from you, how are they helping?
Respondents on the receiving end of supplier improvement initiatives tell a very different story from the one
they tell about their own suppliers. Most claim to have no help at all, while only 18 percent say their
customers have meetings with them to discuss improvements (almost half claim to do it for their own
suppliers). The numbers enjoying investment or training from their suppliers is also significantly lower.
Occasionalexchange
of information
Regular butunstructuredexchange ofinformation
An integratedworking
partnership
We have fullcollaboration
with some of ourmajor customers
We have fullcollaborationwith all of our
major customers
14%
36%15%
22%
13%
They justdemand
reduced costs
They expect usto improve butleave it to us
to decide how
Suppliermeetingsto discuss
improvements
Training programsin lean
methodologyfor key staff
Investing timeand money in
helping toimprove ourprocesses
3%
7%18%
33%
39%

World Class Manufacturing Report 2005 27
WCM 2005 RESULTS
SECTION 6: Equipment and Maintenance
OVERALL EQUIPMENT EFFECTIVENESS
How familiar are you with the concept of overall equipment effectiveness (OEE)?
Widely used in world class companies for analysis and benchmarking, OEE measures the performance of a
single piece of equipment or an entire factory as a combined percentage of three factors - availability,
performance rate and output quality.
While around two thirds of respondents have at least some understanding of it, almost a third have no idea
what it means. Another way of looking at it is that three quarters of respondents have little or no
understanding of OEE at all. A long way to go on their world class journey.
24. If you are familiar with overall equipment effectiveness, what is the OEE of the key piecesof production equipment in your plant?
Less than 10 percent of those who used the measure put the OEE of their key equipment at 80 percent or
better. Almost a fifth said between 60-80 percent. Over half, however, although claiming to be familiar with
the concept, did not know the applicable figure.
No idea what it means Partly understand it Fully understand it
25%31%
44%

World Class Manufacturing Report 200528
APPROACH TO MAINTENANCE
Which of the following best describes your company’s approach to maintenance?
Total productive maintenance (TPM) schedules maintenance as an integral part of the manufacturing
process to increase equipment effectiveness, to minimize and eventually eliminate emergency and
unscheduled maintenance. Only five percent of respondents said they were following it. Three quarters at
least said they practiced regular preventive maintenance.
MAINTENANCE MANAGEMENT
Does your company deploy computerized maintenance management systems (CMMS)?
Computerized maintenance management systems provide a means to schedule maintenance tasks, analyze
maintenance history and monitor costs. Over 40 percent of respondents deploy a CMMS, but over 50 percent
either do not or do not know.
Total productivemaintenance
Regular preventivemaintenance
Reactive repairs only(we repair somethingwhen it breaks down)
19%
76%
5%
Don’t know NoYes
42%
45%
13%
World Class Manufacturing Report 2005 29
WCM 2005 RESULTS
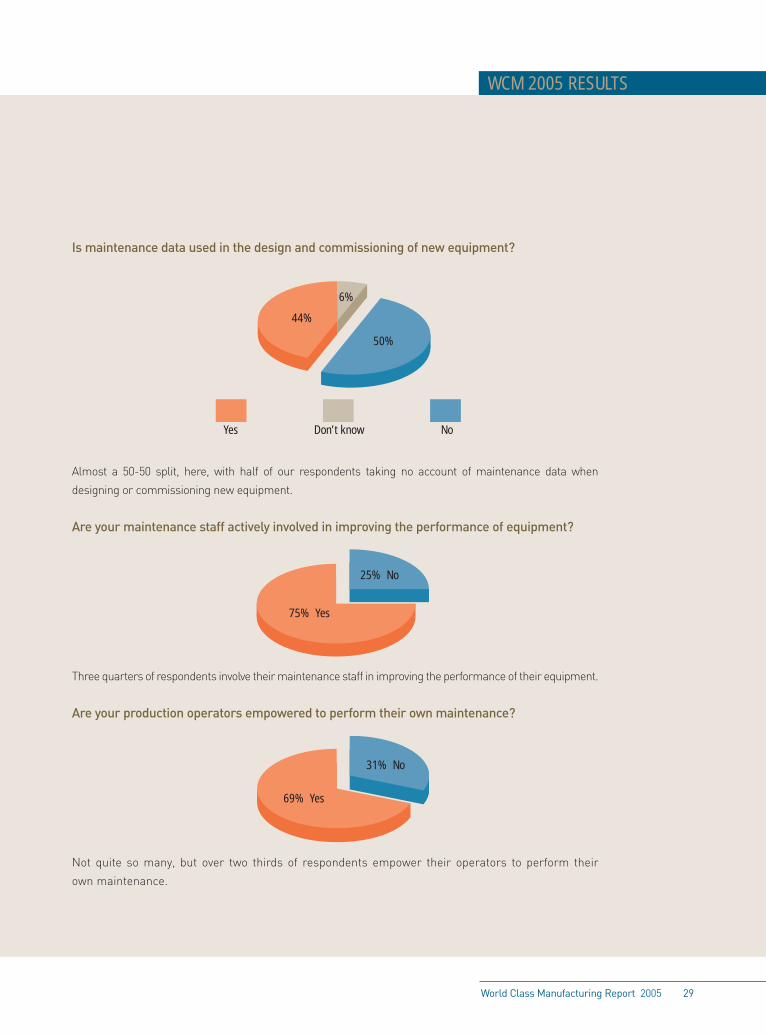
Is maintenance data used in the design and commissioning of new equipment?
Almost a 50-50 split, here, with half of our respondents taking no account of maintenance data when
designing or commissioning new equipment.
Are your maintenance staff actively involved in improving the performance of equipment?
Three quarters of respondents involve their maintenance staff in improving the performance of their equipment.
Are your production operators empowered to perform their own maintenance?
Not quite so many, but over two thirds of respondents empower their operators to perform their
own maintenance.
Don’t know NoYes
50%
6%
44%
75% Yes
25% No
69% Yes
31% No

World Class Manufacturing Report 200530
SECTION 7: Information Technology
How important is it to you to have the latest information technology in your journey towardsbecoming world class?
Almost a quarter of respondents recognize the need for the latest information technology to aspire to world
class status. Our impression from this survey is that this figure equates closely to the proportion of
manufacturers who have a clear understanding of what is required to become world class.
Which of the following statements best describes how you feel about your ITsystems/applications in relation to how they assist your world class journey?
Almost half of manufacturers who responded said they needed better integration of the systems they already
had. Only 10 percent felt they had everything they needed already, and an even smaller proportion felt they
had to start all over again.
0%
10%
20%
30%
40%
50%
60%
Not importantat all
Not veryimportant
Quiteimportant
Vital
22% 22%
56%
0%
0%
10%
20%
30%
40%
50%
We need to ripeverything
out andstart again
We need tobuy some newapplications
We need toupgrade
our existingsystems
We needbetter
integration ofwhat we have
We alreadyhave everything
we need
10%
48%
23%
13%6%

World Class Manufacturing Report 2005 31
WCM 2005 RESULTS
Which of the following IT systems/applications do you use?
Most respondents had financial systems, design and HR systems. Electronic data interchange (EDI) was
operated by almost half, but other systems had been taken up by less than a third. Product lifecycle
management, admittedly a relatively new application, had the lowest take up of any of the applications.
Which of the systems/applications that you do not have, would you consider implementing tohelp you become world class?
Manufacturers are certainly not falling over themselves to invest in new technology solutions. Out of those who
did not already have a particular application, around a third said they would consider customer relationship
management (CRM). A quarter said they would consider manufacturing execution systems (MES) and roughly a
fifth said PLM, ERP, demand planning or product data management (PDM). Financials, HR, design systems and
MRP would be considered by only a handful of those who did not already have them – a sign of a saturated market.
0% 10% 20% 30% 40% 50% 60% 70% 80%
Manufacturing executionsystems (MES)
Warehouse managementsystems (WMS)
Demand planning/forecastingsystems (eg, APS)
Electronic data interchange (EDI)
Manufacturing resourceplanning (MRP II)
Material requirements planning (MRP)
Design systems (eg, CAD, CAE)
Financial management systems
HR or other back office systems
Enterprise resource planning (ERP)
Customer relationshipmanagement (CRM)
Product data management (PDM)
Product lifecycle management (PLM)
17%
29%
31%
46%
44%
57%
66%
74%
51%
42%
29%
25%
6%

World Class Manufacturing Report 200532
WCM 2005 EXECUTIVE SUMMARY
EXECUTIVE SUMMARY• Product quality was selected by two thirds of respondents as one of the three most important
attributes of a world class manufacturer. Over half felt that continuous improvement and rapid
response to customers should be in the top three. The fact that the majority chose individual aspects
of the whole suggests that manufacturers have rather a narrow view of what constitutes world class.
• The vast majority of respondents associate lean manufacturing with improved efficiency, removal
of waste, inventory and lead time reduction, and reduced costs. Over 90 percent of respondents
felt that lean manufacturing principles were valuable throughout the entire organization.
• Cost reduction is still at the top of the agenda for most manufacturers, with over 90 percent of
respondents citing it as a key priority. Two thirds are focused on improving quality, while almost
as many are concerned to optimize materials flow around the factory.
• Lean initiatives are widespread, with the removal of waste practiced by nearly 90 percent of
respondents. Over 80 percent say they are following kaizen (continuous improvement). A significant
number, however, have not made as much progress on their initiatives as they had hoped.
• Over half of those who said they were not following continuous improvement, claimed it was
because they had already done it.
• Three quarters of our respondents reported increased efficiency and reduction in costs from lean
manufacturing initiatives, but many of these had not seen improved competitive edge. A quarter
of respondents could not measure their cost savings. We think the ‘feel good factor’ is affecting
their judgment.
• Ten percent of respondents believe they are very close to being lean, while a quarter think they are
quite close. Most, however, admit they are a long way off.
• There seems to be a very low take up of lean manufacturing lower down the supply chain, although
a third of respondents said they were encouraging improvement in their suppliers to a great extent.
• Three quarters of respondents have little or no understanding of overall equipment effectiveness.
• Only five percent of respondents said they were following total productive maintenance (TPM).
• Investment in new technology solutions is a low priority, but this seems to be for financial reasons
rather than need. ❑
MAINTENANCE
World Class Manufacturing Report 2005 33
THEUGLY DUCKLINGAny organization that wishes to be truly world class has to move maintenance upthe agenda, reports Ruari McCallion
Most times that people come in contact with the maintenance department,something has gone wrong, somewhere. The only movement on the factory floor is aproduction manager, running around and shouting, as if that’s going to get anythingfixed quicker. The perception of a maintenance operative is of a guy in overalls with abig wrench in one hand, an oily rag in his pocket, and probably in a bad mood—aswould anyone be who gets shouted at a lot.
“Someone asked in a presentation I attended recently ‘who would want their sonor daughter to go become a maintenance engineer’—and no-one raised a hand.Everybody in that room (about 30 of them) was a maintenance person,” said CraigMiller, of maintenance specialist Ashcom Technologies. “Maintenance departmentssuffer from lack of personnel and budget constraints. It’s seen as a spend area,rather than a profit center. It has no representation in the boardroom. Mostmaintenance people are firefighters, they don’t have time to do planned maintenance.We need to change that mindset.”
Containing costs is not only laudable, it’s essential. It can, however, become likean excess of thrift: in the right proportion, saving is a virtue—but when it’s taken toexcess, it becomes counter-productive miserliness.
“A lot of companies have cut their maintenance budgets in half over the last 10 years. That means they can’t get preventive maintenance done—and that meanstheir machines become unreliable,” said Robert S. DiStefano, chairman ofManagement Resources Group, Inc. “Ninety per cent of maintenance work isidentified within a couple of days of when it’s needed. The operator hears a noise andreports it as a high priority. Maintenance is expected to drop everything and attend ▼

World Class Manufacturing Report 200534
to it. The repair isn’t going to be as effective as it should be because they won’t knowwhat went wrong. They have to find out, get the appropriate part and expedite therepair. That’s costly, because there’s more downtime than need be.”
Lean manufacturing brings more machines together in series, with eitherautomated transfer or minimal movement between them. Each piece on its own maybe reasonably dependable but line up, say, three together and the reliability of thewhole center plummets. Why? Simple arithmetic. One machine may have 90 percentuptime but if you have three, then the reliability becomes 90 percent of 90 percent of90 percent: 72 percent. That means you’re running the risk that the center will be off-line for one day in five. You can reduce the effect by having stores loaded to the ceilingwith spare parts, so repairs can at least be carried out quickly—but that loads yourshelves with inventory. DiStefano maintains there is evidence that leading businessesare changing their strategy.
“The largest corporations are recognizing that maintenance is a front-linebusiness issue,” he said. “CEOs are going to shareholders and telling them that apreventive maintenance model is a different way of managing their assets.” It doesn’thave to be expensive, nor a shot in the dark. Preventive maintenance ideas andpractice have been around for some time, and they’re really part of the total drive toimproved efficiency and competitiveness, whether you talk about lean, six-sigma oranything else. Six-sigma is most concerned with quality; lean manufacturing isclosely related to flexibility and the elimination of waste. It’s difficult to think ofanything more wasteful or inimical to both than machinery that can’t be relied upon.
It’s only about 16 or 17 years since TPM was introduced to the West. Since then,it has gone through phases of varying popularity—and varying names. The three-letter acronym has referred to total planned maintenance and total productivitymanagement. Total productive manufacturing is another one. None of thoseactually contradicts any of the others: productive manufacturing is dependent onmanaged maintenance.
“As manufacturing becomes more automated and asset-based, TPM becomesmore important in achieving return on capital investment and reducing costs. It hasalways focused on equipment, but some of the issues are reflected elsewhere.Manpower, line balance and supply chain also affect the efficiency of equipment,”said Malcolm Jones, of Productivity Europe. “One of the eight pillars of TPM is qualitymaintenance, which means that the organisation has to look at improving itsequipment from the aspect of quality of product produced—and the total qualityprocess is, fundamentally, six-sigma.”
TPM and lean converge on the same objective—the elimination of waste. TheJapanese view is to use TPM as the means to maintain and improve the totalreliability and integrity of systems and equipment, through the people that addvalue—the operators and maintainers. Front-line asset care is carried out by theoperator, with support from the maintenance department. And it covers design, aswell. If a machine has a safety or pressure dial that’s two inches above the groundand facing the wrong way, then it doesn’t really make monitoring easy. Put it in theright place, where it’s easy to see, and the operator will have no problem keeping aneye on it.
The operator as the front line in the maintenance process reflects the real world.If the oil light comes on in your car, then you’ll drive to the nearest gas station, checkthe level and top it up yourself. A routine task, which you don’t need a specialist for.

MAINTENANCE
World Class Manufacturing Report 2005 35
If the light comes on again 10 miles later, then you can reasonably conclude thatthere’s something more seriously wrong, and call in the expert. If the mechanichasn’t seen you since you drove the car off the forecourt, then he will suspect thatyou haven’t been doing any servicing. If you want him to repair your car while you’redriving down the highway at 60mph, because you have an urgent appointment tokeep, then he’ll tell you to take a hike. But that’s exactly what we seem to expect ofour maintenance departments.
“In the auto industry in Detroit, for example, access to equipment simply isn’tthere. The only time we can get at the machinery is during Christmas week—and no-one wants to do it then, not even at triple time,” said Miller. “Maintenance can’t workif there’s no access, not enough budget and insufficient people.” Companies thataspire to be world class have to—and are—taking a different approach.
“World class companies are now taking maintenance management fromfirefighting to preventive operations,” said Steve Hampson, of Bearing Pointconsultancy company. “It makes business sense: if you can schedule downtimefor machinery and predict their failures before they happen, you will have fewerbreakdowns and not have to pay overtime rates to catch up. Planning andfollowing through on your maintenance means you’re less likely to havebreakdowns in the first place. Planning your downtime makes it easier to buyspare parts only when you know you need them, which can reduce your inventory.The trick is to work out when you are going to need them. How do you do it?Same way as you calculate safety stocks and minimum inventory—collect data,analyze it and implement the conclusions.
“You have to start a successful maintenance program with a planned, formalapproach. It gives structure,” he continued. “You have to look at all toolsets and drawfrom them as necessary. When you’re bringing machines together, if they don’t pulltogether, then the TPM tool can be applied.” His objective with those companies heworks with is to get 90 percent of maintenance planned 30 days in advance or more.Computerization can be helpful. “The more that factories have CMMS (computerizedmaintenance management system) integrated, the better equipped they are withdata.” CMMS collects and generates the data that the maintenance departmentneeds to analyze needs and implement a structured program. It may not be part ofyour ERP suite, but it’s worth having.
“When we implement CMMS technology, planning and scheduling improves,too,” DiStefano said. “We’re able to drive costs out and push utilization up. Thenumbers are really dramatic—in some cases, stunning. The average plant in the USis spending between five and 10 percent of replacement asset value on maintenanceand repair each year. The top performers in our benchmarking system are spendingless than three per cent. If you take a $500 million plant, and you’re able to reducemaintenance and repair costs from eight per cent to four – which is not even topquartile performance – then you’re taking $20 million in costs out.” That’s the kind ofsavings corporations move across the world to low-cost labor areas for. Theestablished mindset has cut maintenance budgets in half over the last 10 years butachieved no improvement in reliability. It’s time to think different, and let the uglyduckling become the swan.
“The principles of TPM are valid. They take advantage of everyone in the plant andoptimize personnel resources,” said DiStefano. “Lean, TPM and reliability are threelegs of the stool. It’s the three working together that have the impact.”
“Most maintenance people
are firefighters, they don’t
have time to do planned
maintenance. We need to
change that mindset”
❑

World Class Manufacturing Report 200536
HEAD OF THE CLASSWhat is “world class manufacturing”? How do you know if youmeasure up? Ruari McCallion tries to find out
World class manufacturing has become a phrase that trips off the tongue as easilyas ice cream on a summer’s day. Other contemporary performance measures, likesix-sigma or TPM, are statistically-based and, therefore, precise. World class, on theother hand, is sufficiently vague to fall victim to the spin doctors. Just opened a newexport market and want to impress your stockholders? Call yourself world class. Butthe truly world class company becomes apparent in its performance, customerratings and financial results.
It takes time for these to emerge into the public arena, however. Dell, the world’sbiggest computer manufacturer, sets standards others strive to achieve. It’s clearlyworld class. But it was practicing world class techniques for some time before theworld noticed.
So, how do you get there? It’s not easy and nor is it a snip to stay on top. There areno universal rules. Tom Westerlund, vice president, solutions management atsoftware developer MAPICS, has done a lot of work on world class manufacturing.“Some financial measures are universal but they only tell a part of the story formanufacturers,” he said. “Various thought leaders, including Juran, Maskell andSchonberger, as well as organizations like APICS, provide meaningful guidancemeasures of strength, but most will vary by industry.”
It is generally accepted that there are seven keys to success. They are, in noparticular order:• reduce lead times• cut operations cost• improve business performance visibility• speed time-to-market• exceed customer expectations• streamline outsourcing processes• manage global operations. MAPICS considers manufacturers who perform in the top 25 percent within theirindustry (against the seven keys to success) as world class. Continuousimprovement is an absolute cornerstone—to getting there and to staying there. Youhave to improve, continuously, to stay in the top quartile. And all seven keys areequally important.

WORLD CLASS BENCHMARK
World Class Manufacturing Report 2005 37
One of the more visible indications of world class performance is time to market.Consider Dell again. Whenever a new chip is launched, Dell will have it in computersbeing shipped in a matter of days. It has the infrastructure to turn on a dime. Its leadtimes set the industry standard. Another approach is that taken by Apple Computer. Itscustomers are known for their remarkable loyalty. Much of its reputation is based oninnovation, especially in appearance. One expects a new, sexy iMac every year—butSteve Jobs doesn’t announce it until the last minute, usually at the annual Expo. By thetime the delegates leave the hall, it’s in the online store and on its way to the malls.
Trying to raise your game across seven categories can be intimidating—and thepotential disruption to the business can actually damage, rather than help. Just asERP is (generally) a good thing to have in a manufacturing company, as NigelMontgomery of AMR Research said at a recent conference, “trying to go from nothingto a full ERP is like trying to board an express train as it comes through at 100 mph”.
“We actually never set out to be ‘world class’,” said Dale Gindlesperger, ITmanager/special projects leader at Fleetwood Folding Trailers. “In 1986, we startedon the Oliver Wight MRPII Class A program, and in 1988 were certified as a Class Amanufacturer. As time has gone on, we have continued to push for continuedimprovements in efficiency, accuracy and, therefore increased profitability. We don'thave a ‘world class’ goal or program in place anymore. As it turns out, we meet, orstrive for, a lot of the goals that being world class represents.” Fleetwood currentlyholds a 45 percent market share in the folding trailer market and is highlighted byMAPICS as ‘exceeding customer expectations’. It used a software solution to improveservice and its dealers can now order online, see what they’re ordering, seeavailability and see what the company currently holds in stock.
“IT is critical,” said Tom Westerlund. “One of the keys to success is the appropriatetechnology that will speed information flow through the business.” But hasn’t theInternet reduced the amount of IT an individual company needs to have? “The Internetis part of the foundation that has to be there,” said Westerlund, “but you have to havethe equipment in place. At a very simple level, phone lines cross the oceans and circlethe globe—but I have to have the phone on my desk in order to participate.”
With seven key elements and different interpretations of world class acrossindustry sectors, it must be tempting to pick the easy fruit, select the aspects that suityou right now and live in a fool’s paradise.
“Yes, there is that danger,” said Westerlund. “But you can have the fastest time tomarket but if your product is no good, the company will be a failure.” So, all sevenheadings count. But measures that put you in the top 25 percent today will soon bemet and exceeded by competitors. Deloitte Research’s 2002 report PerformanceAmid Uncertainty includes a Global Top 100 table, where companies are ranked notaccording to their size, profitability or revenues, but by their ability to respond andadapt quickly. Well-known names like Microsoft figure in it, and Dell is ranked overallNo 1. But the leading auto manufacturer, for example, isn’t one of the Big Three, oreven Toyota—it’s Porsche.
And then, when you’ve ‘leaned’ and ‘world classed’ yourself, it’s time to reflect thattoday’s global competition is not about your plant against someone else’s plant. It’sabout your supply chain against their supply chain. “Most of the last millennium wasabout individual manufacturing organizations,” said Westerlund. “When you look at thebest of the new supply chain models—Dell, Wal-Mart and others—it’s about worldclass supply chains, which share costs and benefits among all their members.” ❑

World Class Manufacturing Report 200538
As companies respond to cost and competitive pressures,
supply chains continue to grow leaner. Inevitably, the leaner your
inventory, the more exposed your supply chain is to production
issues or unexpected changes in customer demand. To alleviate
these risks, the burden of replenishing customer orders without
a drop in service levels continues to shift to the factory, and real-
time visibility into the shop floor becomes critical.
The current reality is that the typical factory is not sufficiently
integrated into the supply chain to deliver an effective, timely
response to change. Factories continue to operate as “black
boxes” within very localized environments. They typically do not
have adequate, timely status information on the external events
that affect their own operations and costs, nor are they able to
easily transmit information into the supply chain. This promotes
uncertainty that frequently results in manufacturing and supply
chain inefficiencies, especially as the luxury of inventory in
supply chain pipelines continues to diminish.
So while recent gains in stripping out inventory have been
phenomenal, the process has also led to fragile supply chains
that must be backed by a more responsive approach to
manufacturing. The ability of a factory to profitably replenish
the supply chain while dynamically responding to
unpredictable change is termed “adaptive manufacturing.”
The challenge: turning real-time shop floor data intoenterprise-ready informationTo enable efficient operations, you need visibility into
factory operations that deal with information such as:
• Real asset utilization and overall equipment efficiencies—
how effectively are the capital assets performing?
• WIP (work in progress) status across plants—where is the
WIP, and what is its current value on the shop floor?
• Manufacturing efficiencies and yields—what is the value
of increased material and labor conversion efficiencies?
• Causes of downtime—what is the increase in expenses
due to downtimes, related expedites and overtimes?
• Quality measures—what incremental value does adhering
to quality on the shop floor create?
• Maintenance issues—what are overall machine
availabilities and equipment effectiveness?
Much has already been accomplished in building point
solutions to collect the data needed to improve quality,
increase efficiencies, and reduce operating costs on plant
floors. The challenge is to combine these disparate buckets
of information into a meaningful framework that enables
informed decision-making. A combination of gut feel and
labor-intensive, paper-based production reports is not
adequate. Data must be gathered in a consistent,
meaningful, and contextual way across the plant and
throughout the enterprise. Only then can accurate, relevant
data be disseminated to, and analyzed by, the appropriate
users, from the COO to the production operator.
But there are two primary hurdles:
• The multiple tiers in the information flow, without the
existence of any established standards, that currently exist
within manufacturing
Adaptive manufacturingLook to your factory to sustain leaner supply chains that withstand volatility, saysSudipta Bhattacharya, SAP AG

SAP AMERICA
World Class Manufacturing Report 2005 39
• The complete lack of any technology platform that can
integrate all these layers in a single cohesive framework
to enhance manufacturing operations.
This is where SAP’s enterprise solutions and SAP
NetWeaver technology platform can help companies make
the most of their data collection and manufacturing
operations monitoring, with systematic workflows to
manage the manufacturing events that occur on the shop
floor, and technological ability to economically move
information from the shop floor into the ERP system.
SAP’s solution: integrate the factoryThe quicker your SAP system gains access to the information
that emerges from the shop floor, the faster actionable steps
can be taken. Only when the SAP system has access to shop
floor data can it be transformed into information that will drive
significant, meaningful improvements within the enterprise.
With mySAP ERP, the SAP NetWeaver platform, and SAP’s
services-oriented applications, enterprises can effectively and
economically manage workflow and support the flow of
information between the shop floor and the rest of the business.
With real-time shop floor data informing business
decisions, the SAP system can make information available via
a role-based user interface—typically a portal (see Figure 1).
From here, a user can, for example, make sure stock is
available in inventory, determine which customer orders still
need to be met, or check on the pace of production, capacity
utilization, and availability. Rather than bouncing from
application to application or system to system to be able to
initiate the necessary workflows, the user has a central point
of access, no matter what application or system is providing
the information on the backend.
Consider what happens when a piece of equipment goes
down during a production cycle: the automation layer detects
the stoppage and sends an alert to the MES system, which in
turn alerts the production supervisor and requests immediate
problem resolution. The problem is that most workflows stop
there; this equipment failure is treated as an isolated event
when, in the age of real-time business, it has repercussions
up and down the entire supply chain.
This problem can only be fully addressed when the event
is absorbed into the SAP system, so that subsequent steps
can be initiated through automated, event driven workflows
and guided procedures. ▼

World Class Manufacturing Report 200540
SAP provides the technology platform to enable real-time manufacturing operationsSuch a comprehensive approach requires a platform that
allows companies to provide role-based views such as SAP’s
new Plant Manager Dashboard, integrate various applications
and systems, run manufacturing analytics, and enable
collaboration inside and outside the organization. At the same
time, companies must also minimize use of “expensive”
custom adapters. They need a technology platform that takes
a standards-based approach to communication and
interfaces, thereby lowering the total cost of ownership.
The Enterprise Services Architecture (ESA) technology
framework is designed to support these requirements by
basing communication, development, and design on
established and emerging Web services standards. SAP
NetWeaver provides a technical foundation for implementing
ESA so that underlying applications rely on reusable services
rather than on various backend connectors.
In addition to the openness and reusability of a service-
oriented approach, enterprise-ready Web services allow for
more dynamic exchange among backend applications without
affecting the functionality across multiple applications. For
example, when a piece of equipment goes down in a factory,
the signal is first captured by a PLC that could push the alert
to SAP through an OPC (OLE for Process and Control)
connection. The ERP system would then distribute the alert
based on defined service-based rules to various other SAP
and non-SAP systems.
SummaryThe degree of adaptivity that manufacturing organizations
achieve is directly dependent on their ability to leverage
various backend applications designed to run on an integrated
technology platform. Such platforms will enable role-based
views that will be easy to maintain and modify due to a
modular structure that separates frontend capabilities from
backend applications. This platform will also provide
sophisticated frontend capabilities, like event management,
analytics, collaboration, and knowledge management, as well
as create a web of XML connectivity within and across
manufacturing locations. Such capabilities to drive adaptive
manufacturing are no longer an option—they are a necessity.
SAP today has one of the most complete footprints of
manufacturing solutions, encompassing manufacturing
planning, execution, and asset management, including
maintenance, visibility, and quality management. These are all
available within the ERP system and are tightly integrated with
business applications like SAP SCM, SAP PLM, and SAP CRM.
In addition to the application’s breadth, the SAP NetWeaver
technology platform is a significant differentiator that ties SAP
and existing customer applications together to lower TCO and
provide capabilities like advanced knowledge management,
preconfigured and customizable analytics by leveraging SAP
Business Information Warehouse, sophisticated master data
management, and connectivity within and across manufacturing
locations by leveraging the SAP Exchange Infrastructure. This is
all in the process of being backed up by configurable role-based
views for manufacturing personnel that will enable intelligent
decision support to further drive production efficiencies and
ease of use across multiple applications.
Sudipta Bhattacharya joined SAP in 2002 and is currently VicePresident of Manufacturing (Application Solution Management).Sudipta came to SAP from i2 technologies, where he managed thepost-implementation value engineering practice. He has spenteight years with the Tata Group in India, managing manufacturingoperations and the international business operations of Tata-Rallis Limited. Sudipta holds a bachelors degree in chemicalengineering. He also holds masters degrees in manufacturing,chemical engineering, and operations research and an M.B.A. infinance and operations management.
SAP America, Inc.3999 West Chester Pike,Newtown Square, PA 19073
Tel: 1.888.227.1727www.sap.com
❑

SAP AMERICA: REXAM CASE STUDY
World Class Manufacturing Report 2005 41
Rexam Beverage Can Americas is the largest beverage can
manufacturer in the world with 27 plants in the Americas alone.
Being the market leader means continuously improving the way
you do business. With this in mind, Rexam recently optimized its
operational efficiencies from the back office to the shop floor and
enhanced what it calls “customer entanglement”—using IT to
cut costs and delivering value-added services to dissuade
customers from changing suppliers. To this end, says Paul
Martin, Vice President and CIO, “we set out to build world-
class business processes in both manufacturing operations
and across our supply chain. With the benefit of SAP's
Manufacturing solution, we not only believed Rexam would
benefit but our customers and suppliers would as well.”
Rexam’s business problems stemmed largely from
relying on manual and labor-intensive business processes.
For instance, the company’s demand-to-supply process that
forecasted customers’ product requirements, produced cans
to meet these requirements, and managed the logistics of
shipping product relied on fax, phone and e-mail
communications. Data was then keyed into a legacy system
and faxed to plants for fulfillment. Employees performed
many manual administrative tasks to prepare documents for
planning and shipping products—unfortunately, much of that
intelligence remained in heads of plant schedulers.
To address these problems, Rexam adopted the mySAP
Business Suite, version 4.6b, and deployed all of the R3 functions
including manufacturing execution, that was tightly integrated to
other business functions like sales distribution, inventory
management, finance and control, production planning,
warehouse management, fixed assets, mySAP portal, SAP’s
data warehouse, and product lifecycle management solutions.
Much of the benefit has derived from the mySAP portal.
Through it, says Martin, customers and suppliers can access in
real time data like Rexam’s manufacturing schedules and
inventory to better manage their own resources. In turn, Rexam
reduced its own inventory by enabling improved visibility that in
turn allowed postponement of manufacturing till closer to
customer order—for example, it cut its inventory of five-ton
aluminum coils from which cans are made by 25 percent.
Rexam was particularly efficient at improving its
manufacturing execution process. To make cans, the company
first unrolls the aluminum coils off a huge spool on which
they’re loaded then stamps those sheets with imprints of cans.
The imprints are washed and sprayed with a base coating that
protects the inside, then painted with customers’ logos and
cleaned again. What’s called a “necker” then attaches indented
lids. Finished cans are then tested to ensure they meet required
specifications. Cameras monitor all phases of production. If
they spot a flawed can, it’s moved to a scrap area. The tested
cans are finally loaded onto pallets for warehousing.
One “can-do” company This major beverage can maker totally overhauled its manufacturing operations usingSAP technologies
▼

World Class Manufacturing Report 200542
This entire process was previously managed and
documented manually. Now, says Martin, all the administrative
processes “are handled using an RFID [radio frequency
identification] gun connected to SAP or a terminal linked to SAP
or through an electronic signal from our Program Logic
Controls (PLC) network to SAP. Leveraging RFID on the shop-
floor has a significant impact on the cycle times.”
For instance, he says, when a can is painted, a worker uses
an RFID gun to scan the barcode on the printing template. That
signal is sent to SAP which verifies that the template is the
correct one for the customer, and painting can begin. This is
especially useful when templates have small variations that
manual checks might miss—say, when otherwise identical
soda labels have different bottlers’ names on them.
SAP terminals on the shop floor perform similar functions
throughout the manufacturing process. For example, when the
factory receives materials like the aluminum coils from
suppliers, they have to be checked into inventory. Instead of
doing this manually, workers now use an SAP terminal in the
inventory staging area.
Rexam’s PLC system is similarly integrated with SAP. For
instance, after finished cans are put on pallets, the pallets
drop onto a conveyer at which time PLC sends a signal to SAP
to create barcode pallet tickets for each pallet. When a pallet
is inspected at the end of the conveyor, a printer prints out an
appropriate ticket per a signal it received from SAP. The
inspector scans each ticket with an RFID gun to verify it’s the
right one for that pallet. The ticketed pallet is then moved from
production into finished inventory.
Needless to say, computerizing manufacturing execution
has paid off—because of it, Martin says Rexam has improved
its order handling capabilities by 75 percent.
Rexam also reengineered its demand-to-supply process by
integrating SAP into all its administrative processes. As a result,
the company eliminated all paperwork for planning, producing
and shipping cans. What’s more, data that used to reside in
production schedulers’ heads is now captured through SAP
screens on the factory floor. “The only thing employees on the
shop floor have to do is manage exceptions,” contends Martin.
An unforeseen bonus came in the form of SAP’s plant
maintenance module and its tight integration into the greater
supply chain. In the past Rexam ran its can-making machinery
to failure because it didn’t manage its maintenance cycles very
well. The factory machinery runs 24/7, so breakdowns and
downtime added up to some serious expenses. SAP now helps
Rexam perform preventative maintenance. “SAP is monitoring
all machinery,” explains Martin, “so when you have to change
belts, say, on a conveyor, the system will automatically create
a work order saying it’s now time to change the belts.” He
estimates the module will save the company $3.7 million a
year across all its Americas plants as well as significantly
enhance the manufacturing uptime.
Rexam is also in the vanguard of companies using RFID.
When a pallet of cans is produced in the factory it’s dropped
onto a conveyor, at which time Rexam’s PLC sends a message
to the SAP system indicating it’s dropped and what type of
cans are on it. Pallet tickets used to be created manually. Now
the pallet proceeds to a station where it receives a ticket
identifying customer and product—SAP automatically creates
the ticket per signals it receives from PLC.
Though Martin declines to disclose the exact number of
millions Rexam has saved through automating factory
execution, he admits the company will achieve payback for the
solution in three and a half years. When you take into account
the comprehensiveness of the supply chain rehabilitation and
its geographical scope over all the Americas’ plants, that’s a
pretty impressive ROI. As important, though, is this—suppliers
and partners find it easier to do business with Rexam, and
Rexam is retaining customers with premier service. Those are
benefits that will pay dividends for a long time to come.
SAP America, Inc.3999 West Chester Pike,Newtown Square, PA 19073
Tel: 1.888.227.1727www.sap.com
❑

OLIVER WIGHT
World Class Manufacturing Report 2005 43
So, Mr./Ms. CEO, you want to improve your business? Not
surprising—with the ferocious competition prevalent in
virtually every market these days, companies that stand
still get overrun by the opposition. But how to do it? Well,
the easiest way is to call a consultant. There are loads in
the phone book. They’ll come in, talk to you for a while,
explain a few of the key buzzwords—S&OP, CPFR®, supply
chain management, six sigma—and you can pick one.
They’ll then go off and implement a project with your
people. All you have to do is watch productivity, cash flow
and profitability improve. Great. All arranged.
STOP!!!
“Successfully improving the performance of your
business isn’t about buzzwords or acronyms,” says Jim
Correll, Chairman of Oliver Wight education consultants.
“Performance improvement is a journey, and the journey
has to be tailored to the individual needs of a company.
Most companies get involved in improvement activity
because they find out about a methodology that sounds
impressive. I hear so many comments along the lines of
‘Everyone’s doing collaboration now’, or ‘Six sigma must
be good if Jack Welch rates it so highly’. But that really
isn’t the point. Don’t just jump at the first thing you see. It’s
crazy to pick one improvement initiative when you might
well need a bit of everything.”
The message, therefore, is that you need to
understand your problems and judge their strategic
impact. This will enable you to prioritize your performance
improvement activity—is your operational effectiveness
the issue, or are you trying to improve forecast accuracy,
or reduce process variation, or increase supply chain
velocity? And, from this, to make an informed decision on
what improvement methodology to apply.
Oliver Wight’s concept of business maturity is central
to this view of performance improvement as a journey.
Managing Principal Ron Ireland explains that companies
can fall into one of four phases, corresponding to the state
of their processes, behaviors and systems. “Phase one,”
he says, “encompasses most businesses.” Companies in
phase one are typically event-driven and characterized by
firefighting, and really aren’t in a position to make a
sustained effort at complex improvement methodologies.
Instead, they need to focus on improving—or perhaps even
introducing—effective planning and control measures.
They need to work on eliminating unplanned events, so
Improving performance The challenge is not to pick an acronym, but to understand the problem and approachit systematically, says Adam Lawrence
▼

World Class Manufacturing Report 200544
their managers have to deal with fewer unpleasant
surprises. They are most likely to be functionally
organized, and therefore to be characterized by silos of
information—“the left hand not knowing what the right is
doing” syndrome.
As businesses move up through phase one and
approach phase two, managers will have more time and
space available to work on improvement activity—because
they aren’t spending all their time firefighting. At this
point, if applicable, they can start to look at methodologies
such as lean manufacturing and six sigma. This will bring
them firmly into phase two, which is characterized by a
focus on process improvement, and by attempts to drive
variation out of processes. In phase two companies, most
things go largely to plan; if phase one is about performing
up to the limits of your current potential, phase two is
about improving that potential. Phase two companies are
typically process-focused, even if their processes aren’t
quite as seamless as they might be. Phase three is about
automating knowledge—Ireland uses the example of
identifying how a planner solves a difficult planning
problem—and making that knowledge available around the
business. Complex supply chain projects would be a
natural fit for a phase three company, too: the
implementation of advanced planning and scheduling
(APS) systems, for example. “I think most companies that
implement APS don’t get the real benefits from it, because
they aren’t ready for that kind of system,” Ireland says. And
phase four, finally, is about integrating all these disparate
systems and processes to create a seamless whole.
An understanding of where in this process your
company currently sits is vital to the success of any
program of performance improvement. “I saw a company
recently that had invested a great deal of money in a six
sigma project, with no measurable return after 18 months
of hard work,” says Ireland. “It was obvious to me why the
project had failed—they were a bottom of phase one
organization, and they simply weren’t ready for it. It was a
terrible waste of money. Just because a company has a
strong brand doesn’t mean their processes are as good. It
takes a strong person to stand up and say ‘We’re not as
good as we think we are’.”
That strong person will generally have to come from
the ranks of senior management. Real change has to start
from the top, and if top executives aren’t completely on
board, then the business as a whole will suffer. “I heard a
great line recently,” says Ron Ireland. “‘When the
elephants fight, the grass suffers’. If senior executives’
thinking is misaligned, then it’s inevitable that their people
will be misaligned too. Even now, it’s common to find
executives who don’t believe they need to learn anything
new. I recently worked with a CEO who told me ‘I’m not
prepared to implement anything I don’t understand.’
That’s a refreshing attitude, because it’s still fairly rare.
“Management must be the first to be educated,” adds
Ireland. “Sometimes people say, ‘We’re going to do this, so
we want you to give us a briefing for a couple of hours,
then we’ll approve it, and you can go and implement the
project.’ Signing a check is easy, but that’s not
commitment. So we say: ‘No, you have to understand the
concept first.’”
On the other hand, he points out that the flip side is
that, once executives have been helped through this stage,

OLIVER WIGHT
World Class Manufacturing Report 2005 45
they often become true believers. “It takes a brave
management team to realize that they are part of the
problem,” he says. “But because executives are used to
being briefed, rather than educated, they tend to respond
well to real education if you can persuade them to stick at
it. Then they get excited. It’s as if they’ve seen the light—
‘How do we make this happen?’ There’s nothing so fervent
as a convert—and if they take a lot of persuading, well, that
probably means they’ll understand the journey well.”
It’s at this point that difficult decisions need to be taken.
Are you really ready for APS or six sigma? Here, also, good
consultants differentiate themselves from bad ones. The
bad consultant takes the client’s money and implements
the buzzword, even though he may know the project is
doomed to failure. The good consultant says, “You’re not
ready for that”. Oliver Wight Principal Jon Minerich admits
that the reaction to this comment is mixed. “People need to
understand the maturity journey, but most executives of
companies at the bottom of phase one are pretty desperate.
Often they don’t want to be bothered with getting control—
they want the panacea, and they want it now,” he says. If
your business is in this stage, you need to focus on planning
and control best practices and competencies to ensure that
routine things happen routinely.
Good consultants also focus their attention on building
the client’s own capacity to improve. It’s easy to do things
for people, but they will remain dependent on the
consultant. A better approach is to teach key people to do
things themselves—holding their hands while they need it,
but knowing when to step back and let them do it for
themselves. This means facilitating events and creating
internal experts: a process of knowledge transfer, rather
than the consultant himself running the project. “People
have to improve their processes for themselves; you can’t
do it for them,” says Minerich. “We can show them what
we do—and give them workshops to help them
understand it—but they must understand and apply the
methodology themselves.”
Minerich says that, if there is resistance to an
improvement project, it will probably exist at mid-manager
level. He recommends focusing closely on middle
managers: they can make or break a project. “Middle
managers have traditionally had an agenda that is about
control,” he explains. “If people below them are driving
change, then they may well be nervous about their ability
to keep control. Silo cultures are at their most intense at
this level. But if you can turn the pyramid around—get the
middle managers to see their role as supporting their
people rather than controlling them—then you can really
achieve great things.”
“It’s not about cutting resources down to the bone and
making it up by working longer and harder,” says Jim
Correll. “It’s about creating an organization that runs as
efficiently as possible. It’s about collaborating internally
with your peers and externally with your trading partners.
It’s about doing what you say you’re going to do. It’s about
running the business with one set of numbers. It’s about
an intense focus on the customer. It’s about the journey …”
Business improvement is a journey, and the journey
has to be tailored to the needs of the company.
Oliver Wight Americas52 Newport Road, New London, NH 03257
Tel: 800-258-3862www.oliverwight.com
IT’S NOT ABOUT CUTTING RESOURCESDOWN TO THE BONE AND MAKING IT UPBY WORKING LONGER AND HARDER—IT’SABOUT CREATING AN ORGANIZATIONTHAT RUNS AS EFFICIENTLY AS POSSIBLE.
❑

World Class Manufacturing Report 200546
Hubbell’s lean advantageA case study of Hubbell, Inc. by Anand Sharma, President & CEO,TBM Consulting Group, Inc.
When we first met Hubbell, Inc. about three years ago, this
global manufacturer of power and lighting supplies and
products was in an enviable position. A Fortune 1000
company, Hubbell was strong, stable and had dynamic
leadership.
It was also clear that some key metrics were moving in
the wrong direction. Hubbell’s leadership could have done
what so many others did during those years: blame it on
the technology bubble collapse and ride out the economic
downturn. Instead, leadership seized the opportunity to
remake the company in a lean image.
In the first year, LeanSigma® was rolled out to 18
plants and 2,200 people learned first-hand what it was like
to be on a kaizen team—empowered to make real-time,
often radical changes to an area in a single week. Those
first teams eliminated batch-and-queue operations,
removed waste, linked processes to create one-piece flow
and tremendously improved productivity.
Year two brought even more surprises. While many
companies feel the need to slow radical change and
reassess, Hubbell’s leadership urged everyone forward.
Kaizen teams went into business offices, where they
reduced lead-time on monthly financial statements by
50 percent. In the product development arena, teams
trained in Design for LeanSigma created a revolutionary
new relay rack system in half the time it previously took to
bring a product to market.
In 2003, teams in Hubbell Lighting eliminated 70,000
square feet of plant space, consolidated six regional
distribution centers and saved 230,000 square feet of
space. In Hubbell’s Power Systems division, a strategic
acquisition that previously required 247,000 square feet of
manufacturing space is now housed in just 32,000 square
feet of space in an existing Hubbell plant, thanks to
LeanSigma work.
“The strategy is direct, defined and shared throughout
the corporation,” wrote CEO Tim Powers in Hubbell’s 2004
report. “We are changing the culture and gaining more
productivity in less space at lower cost.”
Now, net income is up 138 percent; earnings per share
are up 132 percent and Hubbell is enjoying a record cash
flow from operations of $244 million. Inventory has been
slashed by $170 million.
Writing in Managing Times not long ago, Tim Powers
made it clear that he remains focused on the LeanSigma
transformation as the path to growth and even better key
performance metrics.
“We want to be the best we can be, and it’s clear that
we’ve got plenty of room to improve,” Powers wrote. “So
we’re invigorating our company; opening up the
organization; breaking down barriers and exposing people
to new ways of doing things. We expect that each day our
jobs will change, and that’s OK. Because change is the
constant that brings success.”
THE STRATEGY IS DIRECT, DEFINED ANDSHARED THROUGHOUT THE CORPORATION.WE ARE CHANGING THE CULTURE ANDGAINING MORE PRODUCTIVITY IN LESSSPACE AT LOWER COST
❑
TBM CONSULTING GROUP: HUBBELL CASE STUDY
World Class Manufacturing Report 2005 47
WE’RE INVIGORATING OUR COMPANY;BREAKING DOWN BARRIERS AND EXPOSINGPEOPLE TO NEW WAYS OF DOING THINGS.WE EXPECT THAT EACH DAY OUR JOBS WILLCHANGE, AND THAT’S OK. BECAUSE CHANGEIS THE CONSTANT THAT BRINGS SUCCESS
Excerpt from letter to shareholders by Tim Powers, CEO of Hubbell
TBM Consulting Group, Inc.4400 Ben Franklin Boulevard, Durham, North Carolina 27704
Tel: 800.438.5535www.tbmcg.com
Three years ago, Hubbell faced many of the challenges manufacturers still wrestle
with. It was clear that our traditional business activities, no matter how well we
executed, would not allow us to achieve our aggressive sales margin and share goals.
So at the time, with the guidance of TBM Consulting Group, we began a “lean
transformation” of our company and culture. Almost immediately, we saw
improvement we could not have generated otherwise. Our entire company is now
fully committed to this course, which is making our business stronger and more
competitive every day.
While we are still in the early stages of this “journey,” our 2003 Annual Report describes
the dramatic bottomline benefits we have achieved thus far—and the “transformation”
that is driving those results. TBM remains an essential partner in this effort.
Chairman and CEOHubbell Incorporated

World Class Manufacturing Report 200548
Embracing reinventionJohn Dunnaback examines how to reinvent manufacturing in high-wage countries
For manufacturers based in high-wage regions like the United
States and Europe, globalization has presented a stark choice.
Either continue to squeeze as much cost as possible out of
existing assets or outsource manufacturing to low-wage
regions and wrestle with the complexities of a far-flung supply
chain. Although manufacturers increasingly choose the
second course, that response may be endangering the ability
of these companies to grasp the opportunities that constitute
their route to survival in the years ahead.
As products become commodities, the inevitable flow
of high-volume, low-margin products to the lower-cost
countries of the world will continue. But outsourcing, too,
will become a commodity, because the race to find the
lowest-cost manufacturing locations will eventually end in
a tie. Moreover, by ceding manufacturing to others,
companies may lose control of a significant source of
innovation. And it is by reinventing themselves as a sector
of excellence in innovation that manufacturing companies
will achieve long-term success.
Make no mistake: lost jobs are not going to return to
high-wage regions in large numbers. To keep control of
manufacturing innovation, companies will not only have to
reinvent themselves but also continue to dramatically
improve performance in existing plants through such
techniques as kaizen, total quality management, lean
manufacturing and six sigma. This is a tall order. Yet it can
be done. A manufacturer of CAT scanners, for example, cut
its product development time by half—while developing a
machine that images six times faster than any comparable
machine on the market.
Closer to the customer and the workFor manufacturers, the time has come to ask not only how
can we do this more cheaply but should we be doing this at
all and what should we be doing instead? The only way to
answer those questions profitably lies in getting closer to
the customer and closer to where the real work of the
company takes place—on the factory floor. It will also mean
working more closely with union leadership.
To carve out a new role in the global marketplace as
innovators, companies must first understand what their
customers really want, not merely sell what the company

CELERANT CONSULTING
World Class Manufacturing Report 2005 49
has to offer. Manufacturing companies may be justly proud
of their customer satisfaction surveys that seem to show
good relationships, but such surveys tend to focus on
existing products and service levels and have little to do
with a company becoming more competitive by changing
the rules of the game. Real customer engagement with
your organization results from involving customers in your
plans for the future by giving them, in a well-managed way,
a blank sheet of paper on which to map out the new things
your company could provide to support their business.
Getting closer to the customer also means getting closer
to the real work of the company and finding out how to do it
better—and differently—to create a stream of innovation.
A major manufacturer of heavy trucks, rather than being
driven to meet preconceived accounting targets, governs its
manufacturing operation according to three precepts: Self-
organization, Interdependence, and Diversity.
Through an innovative improvement project teaming
consultants and managers working closely with frontline
workers, the company:
• Improved body construction productivity by 10 percent
• Increased output by one truck cab per hour
• Developed a management control and reporting
system (MCRS™) that clarified expectations throughout
the organization.
Most importantly, the improved productivity freed
resources for higher-value activities such as innovation
both in continuous improvement of the manufacturing
process and in the product.
Similarly, a major producer of lighting components
produced a major quality breakthrough that enabled a
plant to improve the share of a top-quality product it
produced from 20 percent to 90 percent. The company also
developed reporting and management systems that,
in effect, established a common language across
manufacturing and R&D to enable more rapid innovation.
Barriers to changeLabor cost differentials, domestic labor union issues, tax
differentials, and avoidance of capital spending have all
played a role in the flight of manufacturing offshore. They
present tough challenges, but facing them now will better
serve the long term. Moreover, outsourcing has produced its
own set of headaches: long lead times, larger WIP, quality
control issues, communication difficulties, and the necessity
to develop an extensive supply chain infrastructure.
Installing new management systems geared to high
performance and innovation, while addressing the issues
that send manufacturing offshore, requires confident,
consistent leadership. Unfortunately, the financial
community and shareholders are not a patient group.
Burdened by pressure to maintain share price, senior
executives get caught up in decisions focused largely on
costs, such as outsourcing and managing outsourced
products, leaving them little time to address the make-or-
break issues that confront them.
Neither outsourcing nor optimization of current
operations is sufficient for long-term success. The real
need is for reinvention. Fortunately, because reinvention is
a process like any other, it can be managed through new
management systems, measures, and behaviors—and
through strong and courageous leadership. Early adopters
of a new model for achieving innovation will benefit
from improved competitive positioning, organizational
effectiveness, and long-term viability. By the same token,
manufacturers in high-wage regions that shy away from
this task are simply putting off the inevitable.
John Dunnaback is a lead analyst with Celerant Consulting. He canbe reached at [email protected]
Celerant ConsultingAmericas Headquarters, 45 Hayden Avenue, Lexington, MA 02421
Tel: 781.674.0400Fax: 781.274.7204www.celerantconsulting.com
❑

World Class Manufacturing Report 200550
Real-time visibilityCollaboration and continuous improvement—ERP’s role in the push toward world class
Each day, suppliers in industries ranging from automotive to
food processing wake to the hard cold reality of unforgiving
customers demanding on-time delivery, flawless order
accuracy, comprehensive traceability and unmatched quality.
These requirements, combined with the ongoing bottom-line
pressure to cut costs and perform financially for their
stakeholders present manufacturers with stark alternatives:
collaborate and continuously improve or go out of business.
In this zero-tolerance environment the rule of survival is
straightforward: meet customer expectations—every time.
But how? How do manufacturers reconcile that mandate with
two other seemingly conflicting goals—lower costs and
higher profits? The concept of world class manufacturing is
rooting in an attempt to find the answers to this challenge.
Manufacturers striving for the world class ideal must
become leaner. They must demand more from their people,
their processes and their systems. They must continually
adapt by enhancing their capabilities with specialized tools,
and one of the most important tools at a manufacturer’s
disposal is technology—specifically, ERP technology.
Through an appropriately robust and vertically integrated
ERP solution, manufacturers can enjoy immediate
collaboration with their trading partners via EDI, which
ensures order accuracy and on-time delivery. True vertical
integration allows every change in a customer’s business to
seamlessly ripple down their supply chain—through their
direct suppliers’ enterprises, and all the way down to Tier-2
and Tier-3 vendors. Trading partners can have the ability to
track inventory and production in real time in order to reduce
costs and optimize their human resources, machines and
processes. And they can also enjoy the ability to measure and
track quality, incorporate engineering changes and trace raw
materials from source to final destination.
Not all ERP providers offer the level of vertically
integrated manufacturing-specific functionality required to
enable real-time collaboration throughout the entire supply
chain. Even fewer deliver it to their customers in a single-
source, out-of-the-box solution. Perhaps surprisingly, many
of the best-known names—the so-called Tier-One
providers—fall short on both counts. Their solutions are all-
purpose horizontal backbones developed and sold as-is with
universal features as relevant to the requirements of the
insurance industry as they are to the manufacturing industry.
In order to achieve any level of manufacturing-specificity

CMSSOFTWARE
World Class Manufacturing Report 2005 51
their solutions require heavy modifications and rely on
vertical ‘best-of-breed’ plug-ins.
Many manufacturers find this model to be unwieldy and
unjustifiable. Given the integration, maintenance and long-
term staffing requirements inherent in managing such
systems the long and short-term costs become prohibitive,
particularly for companies with lean IT staffs and budgets.
There are alternativesFor the past 18 years, CMSsoftware, a Toronto-based
developer of ERP solutions, has focused on developing ERP
solutions with the functionality required to address the
fundamental issues facing manufacturers striving to embrace
world-class principles. Brian Angle, CMSsoftware’s VP of
Sales and Marketing, says his company has carved a solid and
expanding position in the market by recognizing the pressures
inherent to manufacturers in the world class environment and
offering an alternative vision to the “best-of-breed” approach.
“Functionality is of marginal value if it cannot be quickly,
easily and fully utilized and assimilated so deeply into a
manufacturer’s planning and processes that it becomes an
organic part of their business operations,” says Angle. “CMS
offers customers all the targeted function they need in a
single solution, right out of the box—with no major
enhancements and few, if any, third party add-ons. There are
no major integration issues; therefore, no outside consultant
fees. And it takes fewer people to run the system, resulting in
a lower long-term cost of ownership. And because all the
enterprise functionality they need is designed into the
product, our customers can more easily exploit its
manufacturing and distribution functionality. They can
optimize their resources, maximize their efficiency, reduce
costs and meet their customers’ expectations.”
Victor Manufacturing, a CMS customer and Tier-One
supplier in the exceedingly demanding automotive industry
tests this promise daily. “On-time delivery, inventory
accuracy, machine efficiency, labor accountability and serial
traceability—we needed a tool to measure these items and
improve upon them,” said Andy Hrasky, Controller at Victor
Manufacturing. “Our business is fabricating metal parts, and
any man-hour spent on the shop floor standing at a
computer terminal or manually tracking inventory or
production is non-value added. So, with CMS’ integrated
tracking and labeling capabilities, we ended up with a system
that made us more efficient, and in our industry efficiency in
reacting to our customers’ changing needs is key.”
According to Hrasky, that principle applies not only to
Victor, but to their vendors as well, “CMS breaks down the
walls between our business and our customers and vendors.
With its integrated EDI, CMS gives us valuable visibility to
incoming and outgoing transactions with our customers and
the means for immediate communication of vendor shipping
schedules, material releases and Advance Shipping
Notifications (ASN).”
Strict adherence to world class principles would call for
each trading partner in Victor’s supply chain to synthesize
technology, information and business processes among all
the other trading partners up and down the supply chain. In
this ideal situation, ERP would be the technological hub
through which all business critical information flows.
Victor Manufacturing’s Hrasky explains, “The extent of
supply chain control we can exercise is a function of the amount
and quality of the information we are able to collect, organize,
analyze and share, both within the four walls of our business
and with our trading partners. We do that through CMS’ ERP
solution. Our ability to monitor every department is enhanced
through real-time visibility of all critical data—from the shop-
floor to the stock-room and front office. That visibility is critical
for benchmarking, trend analysis and game-planning. We
believe that leads to better supply chain decisions every day.”
CMSsoftware, Inc.131 Belle Forest Circle, Suite 101, Nashville, TN 37221
Tel: 888-426-7400www.cmssoftware.com
❑

World Class Manufacturing Report 200552
Clear communicationEDS tightly integrated Saab Cars USA’s new Web-based Dealer Communication Systemwith existing legacy information systems and ensured it was reliable and easy to maintain
Saab Cars USA, a marketing and distribution arm for
the Swedish maker of premium automobiles, knew its
Web-based Dealer Communication System (DCS) was a
big improvement over previous, thoroughly outdated
technology. Even so, the third-party-developed system—
known as IRIS (Intranet Retailer Information Systems)—
still needed significant enhancements to meet the
division’s complex needs.
Specifically, Saab wanted to ensure that dealers could
communicate better and easily access all the business
applications and tools they needed. That meant upgrading
DCS so dealers could tap into several of the company’s legacy
systems without having to install any Saab-specific hardware
or software on-site. Plus, the refined system had to be reliable
and inexpensive to maintain, easily support future upgrades,
work within existing network and hardware designs, and
integrate tightly with existing systems such as Lotus Notes.
Where did Saab look for support? No further than EDS,
its trusted, long-time IT services provider, who was already
on-site at Saab’s U.S. headquarters in Norcross, Georgia.
EDS streamlined the IT environmentThe first step was to work closely with Saab to define
specific requirements for the user interfaces. The system
had to be easy to learn and use—and not create
unnecessary burdens.
The business issueSaab sought to upgrade to a more efficient and cost
effective system for communicating with its extensive
network of dealers
Our approach• Work with Saab to define an easy-to-use system
interface
• Extend legacy code and refine interfaces to increase
functionality
• Integrate a Web-based business-to-business
application suite with Saab legacy systems
• Introduce satellite-based and other innovative
technology while stabilizing critical applications
How it worked• Saab and its dealer partners can conduct business
and communicate efficiently
• The new DCS supports more applications and is
highly reliable
• The streamlined system costs Saab and its dealers
less to support and maintain

EDS: SAAB CARS USA CASE STUDY
World Class Manufacturing Report 2005 53
From there, EDS documented code and handled error
logging and trapping. By developing and refining existing
interfaces and legacy extension code, EDS provided better
performance and increased functionality within the
existing network and hardware designs. Finally, EDS
streamlined the system and stabilized critical
applications by implementing innovation—brand-new
Lotus/Domino technology and a satellite-based wide-
area private network.
Saab’s Dealer Communications System leads theautomotive industryThe upgraded DCS is a model of efficient e-business: a
full, Web-based business-to-business application suite
that’s seamlessly integrated with Saab’s legacy systems.
The enhanced interfaces make it easy for dealers across
the United States to instantly access remote inventory,
order parts, conduct online training sessions or
research, and submit warranty claims. What’s more,
these dramatic improvements were cost-effective to
make and deliver ongoing savings, thanks to higher
system reliability. In brief, the Saab DCS sets a new
standard for Web-based communications in the
automotive industry.
EDS
5400 Legacy Drive, Plano, Texas 75024-3199
Tel: 866 337 2584www.eds.com
TechnologySaab’s Dealer Communication System resides on Lotus
Notes/Domino servers along with Lotus and DB2
databases, JavaScript-enabled HTML pages and custom
developed, Web-based legacy-extension applications.
Wide-area communications occur over a Viasat satellite-
based virtual private network using Sky Relay IP technology.
Services featured• Application Development Services
• Workplace Management Services
• Network Management Services
❑

World Class Manufacturing Report 200554
No man is an island, the poet John Donne said, and the same
applies to businesses: no enterprise exists in a vacuum.
Without customers, there is no income; without suppliers,
there’s nothing to make. Without output processes, there’s
nothing to sell. That’s one side of the coin; the other side is
the marketplace. No one enjoys a monopoly; every business
faces competition, across every aspect of activity, from
customers all the way back up to raw materials.
“It really is a supply chain that competes for business, not
the individual company any more,” said Tom Westerlund, vice-
president, solutions management, with MAPICS. This
perception isn’t unique to MAPICS, or even to the US. Professor
Martin Christopher, of Cranfield University in England, has said
the same thing. The leading Japanese companies have invested
trillions of yen and millions of man-hours over decades in
making their whole supply operation buzz. They operate in a
global economy and they strive for—and set—global, or world
class, standards. But what, exactly, does ‘world class’ mean?
Just about every industry—and a lot of individual
organizations—will have different definitions of what makes
them world class. But there’s an analogy with marriage; it has
been said that every unhappy marriage is different, and every
happy marriage seems to be the same. Something similar
applies to business. Poorly performing companies will have
an infinite list of reasons why things go wrong. The good
performers, the world class companies, by contrast, all seem
A touch of classMAPICS is the organization that has really defined world class manufacturing

MAPICS
World Class Manufacturing Report 2005 55
to have things in common—effective internal communication;
continuous improvement; agility and responsiveness,
exceeding customer expectations; providing what the
customer wants, on time, in the right place and to the right
quality standard. ‘World class’ may be an easy phrase to say,
but achieving it is another matter—and measuring it
dispassionately is something else again. MAPICS has
established the framework in which performance can be
measured, within industries and across companies.
“We regard manufacturers who perform in the top
25 percent within their industry against our Seven Keys to
Success as world class. That standard applies, regardless of
the industry they’re in,” said Westerlund. Those Seven Keys
cover all aspects of activity and, because the benchmark
measurement is ‘in the top 25 percent within their industry’,
they don’t need to be burdened with particular and precise
measurements. It also means that corporations can’t wriggle
away from scrutiny, or somehow get away with below-par
performance on the grounds that ‘we don’t believe that
measure applies to us/our business/our market
segment/our industry’. Reduction in lead times; cutting
operation costs; improving business performance visibility;
speeding time to market; exceeding customer expectations;
streamlining outsourcing processes, and managing global
operations apply to everyone, regardless of their business,
their industry, their size and their market. If there are
competitors in the business, then you will be able to measure
the 25 percent benchmark. The standards are tough—and,
what’s more, they’re movable; the top quartile will always be
striving to perform better.
MAPICS is best known as a leading business software
provider, with particular expertise in manufacturing ERP
systems. So why does it believe that it has the expertise—and
a vested interest—in advising enterprises on their
performance? It’s a realistic fit because information is crucial,
Westerlund maintains. “In manufacturing, one of the keys to
success is the most appropriate technology to speed
information flow through the business. That doesn’t mean
that it has to be a Ferrari-equivalent ERP: it has to be right for
the organization,” he said. So enterprises with revenues below
$100 million aren’t expected to have the high-level ERP that
would be expected of a multi-national auto manufacturer. On
the other hand, a global auto manufacturer that was relying
on PCs and spreadsheets to run its business could hardly be
considered on the ball. IT is about the right horse for the right
course, but there’s no doubt that compatible IT, all across the
supply chain, is an essential element in staying ahead of the
competitive curve. The Internet has made the task easier: not
only can companies from OEMs to tier two use ERP to operate
at a high level of collaboration, but the smaller enterprises
can use on-line information to improve their inventory levels,
work-in-process and forecasting.
Each year, MAPICS recognizes outstanding performance
through its World Class Hall of Fame. Last year’s recipients list
included Tensolite, a Carlisle Company, and Fleetwood, the
market leader in towable recreational vehicles. Most of the
companies recognized for outstanding performance are not
front-line, end-user facing organizations: like bearing systems
and components manufacturer Kaydon Corporation and
Australian brake component manufacturer PBR International,
they’re in the supply chain. Their engagement with MAPICS
and their achievements demonstrate that the need for
excellence isn’t reserved for the OEMs. The positive effects on
revenues and profitability demonstrate that world class isn’t
simply about a nice plaque and a round of applause, either. The
effort that goes into achieving even one of the Seven Keys to
World Class Success is worthwhile in its own right.
“A company that is reducing its lead times will be able to
respond to customer demand more quickly. If it’s cutting
operating costs, it can improve its margins, retain customers,
gain new ones—or even all three,” said Westerlund. “If it
exceeds customer expectations, those customers will come
back for more—and they’ll spread the word. If it can speed up
its time to market, then it gains a head start over its
competition.” Adaptability and responsiveness require all of
the above, and they’re essential. “Thirty per cent of revenues
are generated by products launched in the past 12 months,
so you have to be nimble.”
Achieve world class in any of the Seven Keys and you’ll
reap commercial benefit; achieve it across the board and ▼

World Class Manufacturing Report 200556
you’ll be well placed to rise above the competition, whatever
the business circumstances. Have adaptable systems in
place, and you’ll be able to adapt: Do it in isolation and the
supply chain will hold you back; spread best practice—and
collaborate with your customers’ other suppliers—and
everyone gains.
Leading OEMs like GM, Toyota and Boeing recognize
supplier excellence, and that practice is an encouragement—
and a message—to the whole supply chain. The standard
expectation is getting higher, the bar is constantly being
raised and you’re either over it or under it. And, if you’re
under, then sooner or later you’re out. While OEMs may be
prepared to share some ideas and recommendations on best
practice, there’s no suggestion that they’re about to spoon-
feed anyone. They want to work with people who are
committed to excellence, and having a coherent strategy in
place to manage progress is a good sign that an enterprise is
in that category. World class gives the framework within
which that progress can be achieved—and access to
organizations that have ideas to share, whether it be MAPICS
itself, during the process of validation, or others working the
same highway.
If the measurement of world class is being in the top
25 percent, then one thing you know for sure is that last
year’s achievements aren’t going to be enough for the next
12 months. Staying world class is a matter of constant
effort, even more than it took to get there in the first place.
After all, when you start off on a process of improvement,
it’s easy to make big gains. Once the place has been tidied
up, product doesn’t have to be walked all round the factory,
you’ve eliminated bucket loads of waste and have doubled
or even tripled inventory turns, it can get a lot harder to keep
going forward.
World class isn’t something that’s achieved overnight: it
can take years to get there, in a competitive industry. But the
process of doing it, managing the improvements and
introducing them, brings a cultural change into the
organization. People start looking for ways to get better. The
ideas will start to flow from the shop floor. The commitment
to keeping the machines running—quite likely, using TPM—
will generate the ideas and practices to improve routine and
preventive maintenance, making maintenance a contributor
to profit, rather than a firefighting cost center. It can be used
to improve practice throughout the value chain, providing a
framework and examples that suppliers can use to advance
them to higher standards. Benchmarking can be the means
by which problem areas can be identified. Once identified,
they can be rectified and the process and information flow
can be smoothed and aligned with the overall objectives.
“World class performance is something that becomes
visible,” said Westerlund. “All manufacturers have their
bulletin boards, filled with charts and graphs showing
progress towards critical performance measures—some of
which may show world class performance. But performance
and strength recognition is awarded after ongoing results
and achievements are sustained and reputations are built.
This is tough to do externally, unless it’s demonstrated and
recognized. That’s why enterprises need the framework of
World Class.”
MAPICS, Inc.1000 Windward Concourse Pkwy, Suite 100, Alpharetta, GA 30005
Tel: 678.319.8000www.mapics.com
A COMPANY THAT IS REDUCING ITSLEAD TIMES WILL BE ABLE TO RESPONDTO CUSTOMER DEMAND MORE QUICKLY.IF IT’S CUTTING OPERATING COSTS, ITCAN IMPROVE ITS MARGINS, RETAINCUSTOMERS, GAIN NEW ONES—OREVEN ALL THREE
❑


900 Cummings CenterSuite 130-T Beverly, MA 01915
T: 978 299 1200F: 978 299 1229www.themanufacturer.com