working together: a success story
TRANSCRIPT

WORKING TOGETHER: A SUCCESS STORY
Anthony Lynn Morton Metalcraft
Morton, Illinois 309-673-2224
- 89 -

?fANUFACTURING QUALITY PLAN FOR FINISH PAINT PROCESS
i. j :
- 90 -

MANUFACTURING QUALITY
FINISH
FOR
P L A N
PAINT PROCESS
- 91 -

CERTIFICATION TFAM
QUALITY:
PURCHASING:
FINISHING:
CUSTOMER FEEDBACK:
QUALITY:
PLANT MGR.:
- 92 -

QUALITY ASSURANCE MANAGER :
PURCHASING MANAGER:
V. P. ENGINEERING:
APPROVALS:
SOURCE PLANT MANAGEMENT
PRESIDENT & CEO:
V. P. MANUFACTURING:
PLANT MANAGER:
- 93 -

FEEDBACK
I n t h e event oE a non-conformmce found by t h e Pa in t mpdrtme-t,
i n t e r n a l auditor or customer, the 'hnufacturinq Qual. i ty P lan -.:ill.
k~ reviewed by t he Pa in t DepartmnL f o r vea'tncss or l a c k of a5-
herencc and a ? x o p r i a t e ?ction t3':zq t o Frsvent recux-ence.
Pa in t Department \ r i l l i n i t i a t e an3 implemant im?rovemmt t o t+
Plan as of t en 3s circumstances fiic73te an3 v i11 providz revisims
t o t h e Manufacturing Qua l i ty Plail 3s nez3ed.
\ r i l l maintain a l l t he au5iits 373 ?,=-rtiw,rlt inEormation obt?in?S
an:! male ava i la31e t o Qua l i ty Asswznce 3n an as-nee523 k a s i s .
T h i fol1o:ain; s i y n i f i c a q t char?ct?ristir:s determinod 'TI' t'72
c u s t o m r an3 a u d i t t 2 3 m rill te mexure? for r eWr t i r , 2 zonform-
ance o r control.
71s
The P a i n t &?artrent
PAINT GLOSS PAINT MIL TIiTCX3ESS ?AINT HARDh'ESS
- 94 -
...
:: "..

LAYOUT + OPERATIONS
- 95 -

?
I
I I I I I
I i I ! I ' 9
. e
. *
T
i I
. . J
J'
- 96 -

. .‘
., .
2ND STAGE 3RD STAGE IST STAGE
18 f t . spray 1 2 f t . spr3y
2700 y l l o n s 1500 Tallons
Cl?an:?r - ?hosphate Clear watsr
C o n c a t r a t i o n - 3.5% -
Timp. - 130 dq rees Ambient
2H Ran;? - 5.0-5.7 7 .0 t o 8.0
Wash Time, 90 s=c/max 4 5 sec/max
13 ft. spray
1500 731lons
Clesr WQter
-
Ambizit
7.0 to 8 .0
4s s2c/m3’:
*
** A f i r ia l D . I . is 3v:’tila’sla a t the? end of s t a g s 3 .
T h x z is a clear mter rinse betveln each of the s t a y s .
Lino sne& - 5 f t . min. t o 20 f t . ma::. 5:Cpm:iin2 on ?i?ce p a r t s .
Subs t ra t2s - C d d r o l l , hot r o l l , plvansalcf i , aluminum.
3 ) Dry O f f Oven
a ) 65 foot 33s f i r z d .
b)
c) 6 -
d )
4 ) 2 Tur!3ine Di.;cs - E l e c t r o s t a t i c
250 3egraes t o 400 dqress tempzrature
t o 3 m i n . depending on l i n ? speed 10/20 a v 2 r q c .
Cool t o hot a t t i m e o€ app l i ca t ion . (Matzrial thickness)
- 97 -
w
5) P r e Touch-Up Booth (Dedicated Lines)
6 ) 2 Post Touc’n-Up Booths - Dry Booths
a ) 3 s l e c t r o s t a t i c a i r spray guns
b) 10, 5, 3 , 2 g a l . p ressure pots
c) I n l i n e for touch-up (guns)
d ) 3 e l e c t r o s t a t i c a i r spray guns (dedicated l i n e s )
Bake Oven Conveyorized 170 fezt
a ) Gas-fired
b) Time i n oven, 8 - min. t o 34 minutes
c) Terperzture 310 d q r c e s - 330 dsgrees averaqo
7)
MATERIALS
1) Conventionzl so lvent
2 ) High - solids enamel
3 ) Epoxies
4 ) P lu ra l comyment
5) Polyurethane
SOLVENTS
1) Xylene (redwe - u s 2 a s clean-up th inne r )
2 ) Butyl - D i o s i t a l
3 ) Lacquer th inner
vIscosITY
Drum 40 to 60 SEC $3
Applicat ion i-isc. 18 t o 50 #3
I n l i n e ?airit heat?r - 77 3eTreFs t o 130 cle2r?es
- 98 -
STRIPPER
900 gallon enamel hot strip
190 degrees to 200 degrees
BURR OFF OVEN
800 degrees
Tvo hour cycle
High pressure - hose to clean racks
SIZE LIMITATIONS FOR SYSTEM
1) 5' H. X 10' L. X 36" D.
2 ) .375 to 1.00 material thickness for oven dry as cure out is

PAINI' SUFPLIER - NAME
1)
2 )
3 )
4)
KEY SOURCES
- 100 -
SPEC - #
PROD *
CITY
SUPPORT PROGRAM
T h i s section provides a brief description and overview o€ the su?zort
activity that assures a quality product and the department responsible
for administering each program.
MAINTENANCE PROGRAM
Preventative maintenance programs provide scheduled maintenance as
required by equipment suppliers or previously established time tables
Th2se programs are performed weekly by m2ans of a maintenance sche-
dule check sheet. The Paint Department is responsible for this
:ogram.

MAINTENANCE SCHEDULE P A I N T DATE
0. K. - .. CONVEYOR R E P A I R NOTES
L i n e Brushes I d l e r s Bear ings Amp Readin9 Mo to r Tension L i n e S t raos Chain & R o l l e r s L i n e Lube
WASHER
(1 ) A i r Seals ( 2 ) Spray Nozzles
b Pipes (3) C e i l i n g s 8 W a l i s (i) G r a t i n g s ( 5 ) Gauges (6) Conveyor L i n e
R a i l Wear ( 7 ) ~ i n e Cover
ORY OFF
( i ) A i r Seals ( 2 ) Gauges ( 3 ) D e f l e c t o r s ( 4 ) Exhaust (5) F l o o r i n g
RANSBURG
R E P A I R XOTES
O.K. - R E P A I 2
O . K . - NOTES - REPA I R
r . r 11 t e r s i ' o o r F i l t e r s A i r 6 3rain R e c i p r i c a t o r C a b l e s I d l e r s Gauges V o l t a g e C e i l i n g & Wal ls L i g h t s Pump & L ines
NOTES AIR MAKEUP
(1) F i l t e r s ( 2 ) Heat
R E P A I R
NOTE5 STACKS IN BOOTHS REPA I R
(1 ) Fdn ( 2 ) W a l l s & C e i l i n o s
- 103 -

. '
DATE MAINTENANCE SCHEDULE PAI:;T
NOTES O.K. REPAIR - iOUCii UP BOOTHS
Lights F i 1 t e r Frames Cei l ings F i l t e r Grids Exhaust Fan Gauges Heater Pump F i l t e r s I n Line Floors & Walls Guns a P o t s
i
O.K. EE?AI i? - Overneaa Exnausc Air Seaiz 3ef 1ec:c.j Floor h c : s i a l l s b Ceii in?s Searings h t s i d e r c o d Gauges Conveyor l i n e S n a f t
5:z:- TA>!K
i l ) Hoist ( 2 ) Cables
2 ) Gratin? F l o o r
( 5 ) Elements : E j tacks 5 Z ~ S K ~ ' . : ( i j Hose
SEBL2R
! 1 ) Pumo System ( 2 ) Be l t s ( 3 ) Buckets ( 4 ) Floor 5 Area ( 5 ) Media ( 6 ) Drip Pans
- O.K. EEPAIR - I
PUEN OVEN
(1: Floor ( 2 : Walls ( 3 ) Nozzles
R E P A I R SCTES i
- 104 -

‘5AUG5 AND EQUI TENT PR0GR.W
: I ? -. i j n t D 2 J q r t m 2 n t em;sloys var ious chx’ciii7 : ~ U ~ P S i n the f i n i s h
-mint procz?ss t3 assur? conformity to s z x i f i c a t i o n s and t o provide
ziistomzr s a t i s f a c t i o n .
c a l i 3 r a t i n i an3 r e?a i r ing , i f necessary, t’ie c”lc!c gau3es. G a u p
a d equipmsnt t e s t i n g is don2 in-house ‘ ~ y c’?eckin-; aga ins t s tandards
s 2 t for equipment c a l i b r 3 t i o n .
rcsbsmsihl? for this p royam.
The l i n e organizat ion is respons ib le €or
The Quality Assurance Denartment is
- 105 -
I
I
GAUGE & EQUIPMENT
--
DATE ITEM
INSPECTION & VERIFICATION
PASS - FAIL INSPECTED BY
- 106 -
NATERIAL TESTING PROLT3AM
m lhe compan!. re?:.ii rz.; i ts su?:Jliers t o c e r t i f y t h a t t’izir oroducts
mzet or e ~ c s e d custo?x reyiremmts. SupFlizrs 1.Jho a r e c u s t o n x
a??rovecl, mus t a l s o c s r t i f y t?ieir a 3 i l i t y t o meot customzr s p c i -
f i c a t i o n s .
t h i s program.
T h e QJ3l:zy Assur.l?nce Dzpartment is responsible for
PAINT TEST PROGRAM
The com:mny rquir2s 3 sample -p11on of mats r ia l from a su?Aie r of
oiir chozsing 3r one :;.-a is customzr 3r)provsd.
s>rayecl OH a t z s t par.21 05 our stszl and tested for conformanc? t o
customsr s?zcificati::-.
13 3allon t r i a l run t-l Yrocess on-linz v i t h Yiece ?arts.
D p p r t m n t is respns1’312 f o r t h i s ?roJram.
This sam2le g a l l o n i s
A f t i r i n i t i a l t z s t i n g , we xi11 as’: fo r P
The P3i t - t
- 107 -
PAINT TEST REPORT
DATE :
PAINT # :
SUPPLIER:
VISCOSITY: ZAHN:
PAINT TEMP: (AMBIENT) TIME OF APPLICATION
REDUCED: YES NO
XYLENE: B.D. L.T.
VISCOSITY: ZAHN :
LINE SPEED:
BAKE TEMP.:
FILM THICKNESS:
SHEEN:
CROSS HATCH:
HARDNESS :
RECOATABILITY:
STRIPABILITY:
SANDABILITY:
TACKABILITY:
RECOAT :
APPROVED FOR TRIAL RUN:
OPERATOR:
DATE :
YES NO
- 108 -

ASSESSMENT AND CONEQRWlNCE AUDITING PROGRAM
By way of a u d i t s , both d a i l y and wee'ily, a monitoring device is
provided t o pinpoint; problems to enable corrective ac t ion t o make
necessary adjustnlents to the process. The P a i n t Department is re-

CONTROL CHART
PRODUCT FLOW
STAGE I I LOAD 1
WASH
DRY 1 PLUG & MASK
I
PRE-TOUCH
DISC
POST-TOUCH 1 -~
I BAKE
UNLOAD
I = Visual Inspect M = Measure CC = Control Chart
- ACC = Auto
I
I
C.C., I,
I
I
I
M. I.
I
ACC, M.
ACC
M, I
- 110 -

QUALITY PLAN FINISHING DEPARTMENT
SIGNIFICANT CONTROL POINTS
P ! a t c r i a l F l o u P r o d u c t & P r o c c a s T r a c e a b i l i t y Method P r o c e a a C h a r a c t e r i s t i c a C h e c k i n g Q u a n t i t y C h e c k i n g P e r s o n n e l L Type of Record L C m t r o l P t s . C h e c k c d / M o n l t o r e d F r e q u e n c y Checked H e t h o d R e s p o n a ~ b l e R e t e n t i o n P e r i o d
V l a u a l Q u a l i t y C o n t r o l Log S b c e t S i A G E U n p a i n t e d Each U n i t Rand- H a t ' l H a n d l c r U n p l a t c d Skid P l U .
I r o n m b P a r t s A c c a p t a b l l l t y
LSAD P i e c e S k i d P i e c e V i a u a l F i n i s h i n g H a t ' l H a n d l e r P a r t . T u b s P a r t .
A c c e p t a b i l i t y L o a d e r
T i t r a t i o n Log R e p o r t
GASHIRINSE S y a t m !-cry All V i a u a l F i n i a h i n g T i t r a t i o n L a b S u p v .
S u p p l i e r T i t r a t i o n 2 hour.
2i .Y OFF/ C h a r t R c t c n t i o n Z X L DOWN Oven Temp C o n t i n u o u a Temp. C h a r t F i n i s h i n g
R e c o r d e r Lab . Supv. 1 year Temp.Iape
PLUG C MASK Required E a c h P i e c e E a c h P l e C e V i I U a l F i n i s h i n g V e r b a l P a r t s f i a i k e r P e r P r l n t
?RE-TOUCHUP R e q u i r e d E a c h P l s c e E a c h P i e c e Visual F i n i a h i n g V e r b a l P a r t . 'area- P a i n t e r
PAINTIDISC P a i n t V i s . P e r C o l o r Per C o l o r ZahnCup P a i n t e r F i n i s h D a t a P a i n t TemD. Cavae u a i n g e a c h J o b A i r Temp. Re1 . Humid.
Equip.
POST TOUCH UP R e q u i r e d E a c h P l e c e E a c h P i e c e V i a u a l F i n i a h i n g P a r t . - a r e a " wet H i l l P a i n t e r Verbal
Gauge 1 year
DAKE OVEN Oven Temp. C o n t i n u o u a Temp. C h a r t F i n i s h i n g C h a r t R e c o r d e r Lsb.SUpv. R e t e n t i o n T m p . T a p c S u p p l i e r Temp. Tape
1 year
LWLOAD F i n i a h C o l o r E a c h C o l o r Pc P a r t . P a n e l H a t c h U n l o a d e r a Log S h e e t F l l m T h i c k n c s s Each C o l o r P c P a r t . M i l Gauge Supv. V e r b a l S h e e n E a c h C o l o r P c P a r t . S h c c n C a u g e Q u a l i t y C o n t r o l Hardneaa P c P a r t . P e n c i l H d . P e n c i l C a u g e 1 year
- 111 -

i I
i
_.
!
i - 112 -
- CT
T -
Ln
73
rT
r c

i
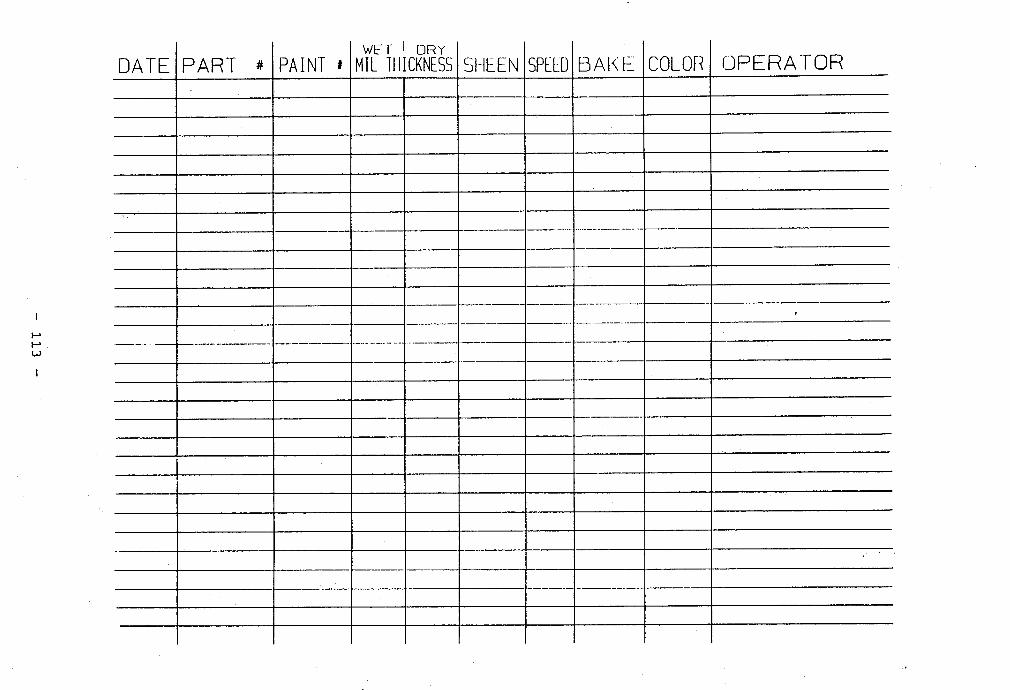
PROCESSING INSTRUCTION AND CONTROL PROGFWI
Finish Data sheets are provided at the load station of the paint
process, which in turn, controls the variables of the piece part
from start to finish.
or added changes.
is another important factor.
for this program.
Finish Data sheets are used for conformance
Our direct operator-to-operator feedback system
The Paint Departmnt is responsible
!

,
j .I !! I
I
! i
'i I i
i !
I
PERSONNEL TRAINING PROGRAii
Painters are certified through classroom instruction, practical
application and testing, as well 3s on the job instruction.
for all other paint personnel is Frimarily on-the-job training in
their specific areas of responsibility.
visual aids, verbal, and documented procedures.
by supervision of trained personnel.
other areas of the department provides a wider base of knowledge and
responsibility, contributing to the quality process.
mmt, as well as the Safety Department, is responsible for training in
bath the formal and informal aspect of the job.
Training
This is complimented with
Progress is monitored
Some rotation of personnel to
The Paint Dopart-

PAINTER CERTIFICATION PROGRAM
- 117 -

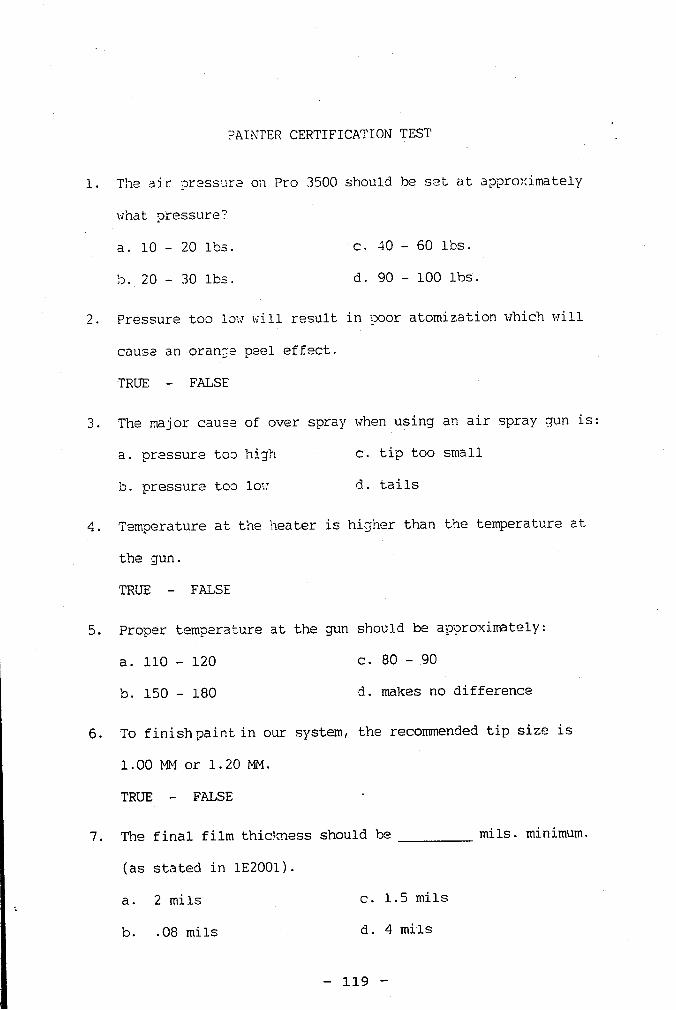
PAINTER CERTIFICATION TEST
N A K E :
EMPLOYEE NO:
DATE:
Successful completion of this test is required in order TO become a Certified Painter. A copy of this test wi11 become a permanent part of your Personnel Employes File.
- 118 -
,
?AIhTER CERTIFICATION TEST
1. Th? a i r l x e s s x z Oil Pro 3500 should be s z t a t a;3proximat?ly
what y e s s u r e ?
a. 10 - 20 1Sr. C . 40 - 60 1%~.
5. 20 - 30 lbs. d . 90 - 100 lbs.
2. Pressure t o o la;? will result i n 13oor atomizat ion which will
taus? an oranza p e l effect.
TRUE - FALSE
3. The major causs of over spray when us ing an a i r ypray gun is:
a . p rz s su re t m hiJh
b. pres su re t o 3 lor:
c. t i p too small
13. t a i l s
4. Tmpera tu re a t the hea te r is hiGher than the temperaturs a t
th2 gun.
TRUE - FALSE
5. Proper t empra5ure a t t h e gun should bE a p r o x i m a t e l y :
a . 110 - 120 C . 80 - 90
5. 150 - 180 d . makes no d i f f e rence
6. To f i n i s h p a i n t i n our system, the recommended t i p s i z e is
1.00 MN o r 1.20 MM.
TRUE - FALSE
7. *The f i n a l f i l m th ickness should be m i l s . min imum.
( a s s t a t e d i n 1E2001).
a . 2 m i l s c. 1 .5 m i l s
b. .08 m i l s d. 4 m i l s
- 119 -

.. . , I . I :
. - . -- _. . .> -
8.. E l z c t r o s t a t i c spray increases the:
a . t r a n s f e r e f f i c i ency of pa in t
5. hydrau l i c pump pressures
c. tem?erature of pa in t
cl. chance of over spray
9. Hydraulic pum? cyc12 t i m should he:
a . 2 - 4 times Fer minute 2 . 1 0 - 15 tims per minute
b. 7 - 9 times per minute 3 . 20 - 30 times per minute
10. Heat providas tempratures necessary ;o reduce the v i s c o s i t y of
the 3 a i n t .
TRUE - FALSE
11. E l e c t r o s t a t i c 7a in t ing requires grour.5 s t r a p s becauss:
a. ground s t r a p s keep the t r a c t o r f r m k i n g grounrld
b . ;round s t r a p s z t t r a c t pa in t over snray
c . .2round s t r a p i provida t h s necessary ground
d . ground s t r a p s do nothin2 for pa inr ing !
12. I t is important t h a t t h e spray gun be he ld perpendicular t o
the su r face a s much a s W s s i S l e d u r i n the pa in t ing stroke.
TRUE - FALSE
13. Tain t ing s t r o k a s should 52 overlapped -'% t o bui ld t h e
r e r j u i r d f i l m i n thz l e a s t amount of sxoltes.
- 120 -

15. Cure is:
a . t?ie process Sy which ?ai!it, is convzrtz5 f ron ths l i q u i d t o
the salis s t a t ?
th=l p o c z s s by 7.lk.lich ?ai*it is d r y t o tis touch b.
16. Dry q r a y is:
a. t h e form3tion 05 t i n y d r q l z t s of l i q u i 2 as i n the pa in t
spray i n 3 ?roc as s
et
su r f acz
p i i n t &icn loszs so much salvmt i n th? 2ir t 5 a t it b o c o ~ s
too d r y t o Eloir ou t r e r th2 sur f3cz
b. p a i n t f i l m rsc2din; from c e r t a i n areas of a ;3aint?d
c.
- 121 -

!
I
,
24. Paints use at this com7any 3rc not all flamabk.
TRUE - FALSE
19. On2 way to measure paint hardness is with a pencil point.
TRUE - FALSE
20. Dry spray often results from spraying with pressure too hi3h
or from 3eincj a great distance from the work.
TRUE - FALSE
21. Orange p-"l is:
a.
h.
a paint defect charactzrized by a raised bum? in ths surface
an irregularity in the surface of a paint film resulting
from the inability of thE ,.let film to "level out" after
king aplied
sprayed paint which miss25 the area being painted an3 falls
upon the surroundin3 surface
c.
32. Flash time:
a.
b. thz dovmvarci flov of 3 rjaint film
c.
d.
the dqree of which a surfxz reflects 1icj-k
the tims ktween ?aint ap?lication and ba!cixj
ths time it takes paint to be dry to the touch
23. Wst
sa3 and gravity is responsibla.
films ihich are too t5ick or contain too much solvent may
'TRUE - FALSE
- - - 3 . SmkinJ is alloircd in th? p a i n t ar2a as long as no on3 is
painting.
TRUE - FALSE
- 1 2 2 -
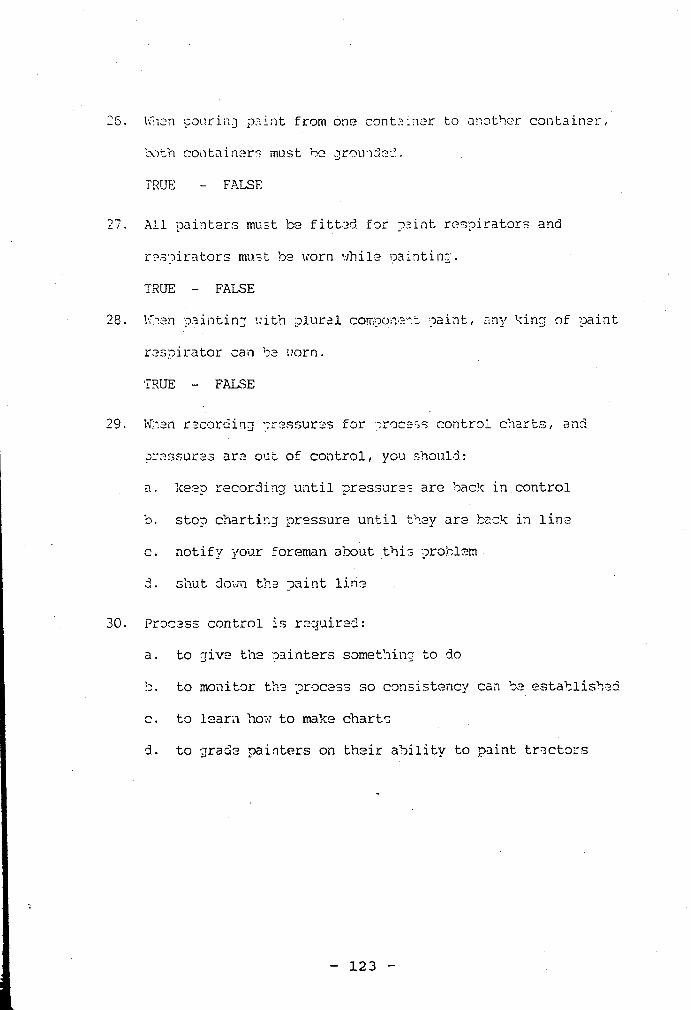
30. P r ~ z s z c o n t r o l is r x j u i r 2 3 :
a .
:;.
c. t o k a r s 110s t o make c h a r t s
d .
t o ziv? th2 x i n t e r s sc"thincj t o 30
t o noiii tor tha ; x x z 3 ; ? so consis tzncy c a '3-3 esta%is1;22
t o zra5z p a i n t e r s on t h 2 i r a ' i l i t y t o m i n t trrJlctxr,
- 123 -

I
I
i A ;>hysical a?i?lication tsst to 5s given t o each p a i n t o r .
,This is given by the pain t d q a r t m z n t .
NOTE: This is vorth 20 of thz 50 ?Dints on t h i s t s t .
AP?LICATION TEST
1.
2 .
set up a ;rcssarO Fot u i t h P288
spray 1 s e t of Q . p n e l s t r y i n g t o achieve a dry f i l m t h i ckness
of 1.0 m i l s .
3 . c!ice:c :Jzt f i l m
4. check dry f i l m
3 . check sh3en
6. checli h a r 5 m s s
7 . f l u s h pln and ?Ot
- 124 -

MORTON !‘d4ETAbCRAFT CO.
fer Cztification Certificate The named individual is certif ied in accordance with MMC-Paint ing Processes. Qualification and certification complies with M M C st an da rds .
given o n this __ ___. day of ------, __ - ___ -
PLANT MANAGER- P f 3 E S I DENT
1
In N rl
I

i
QUALITY IMPROVEMENT PRERAM.
This is an on-going program where ope ra to r s a r s asked to f u r n i s h
input toward so lv ing problems. A Q u a l i t y Crusade Team, made up of
hourly personnel from a l l a r eas of manufacturing, meet and d iscuss
>roblems, and then pursu: co r rec t ive a c t i o n . Thp Plan t Manager is
responsible f o r this program.
- 126 -
Anthony "Tony" Lynn is Finishins General Foreman for Norton Metalcraft, Morton, Illinois. 'Ir. Lynn has been with Morton for 20 years, having held numerous supervisory positions in manufacturing, assembly, and finishing. A s&x-year member of CCA, Mr. Lynn is currently Vice-president of.the Central Illinois Chapter, and past winner of the "User of the Year" award from that chapter.
- 127 -