woodfuel heating case studies - green energy solutions · project details birtley house •kwb tds...
TRANSCRIPT

Woodfuel Heating Case Studies
Alison Wilshaw TV Energy
BIRTLEY HOUSE • Family run residential care
home, nr Guildford • Care home -> high heat
load
• Heated with biomass since 2008

PROJECT DETAILS Birtley House
• Old, inefficient buildings • High energy consumption (gas and
electricity) • Estate has its own woodland,
therefore large amount of wood thinnings available
• Woodchip boiler was installed to provide heating fuelled by the surplus wood

PROJECT DETAILS Birtley House
• KWB TDS Powerfire 150 kW woodchip boiler
• Sized to provide 80% annual energy requirements
• Boiler and buffer tank housed in an existing outside store room
• Underground chip bunker next to boiler house
• Chip store size: 4m x 4m x 2.5m • Woodchip tipped through central
hatch into bunker

PROJECT ECONOMICS Birtley House
• Total project cost: £121,500
• Boiler, accumulator and fuel feed mechanism: £40,000
• Civil works (fuel store and access road): £36,500
• Annual energy generation: 600,000kWh
• Fuel savings: ~ £14,000 pa, assuming use of estate’s own woodchip
• Annual O&M cost: Approx. £3,000
• Grant received: £18,500 from the Bioenergy Capital Grant Scheme
• RHI payments: not eligible
• Payback period: 9 years
• IRR: 12%
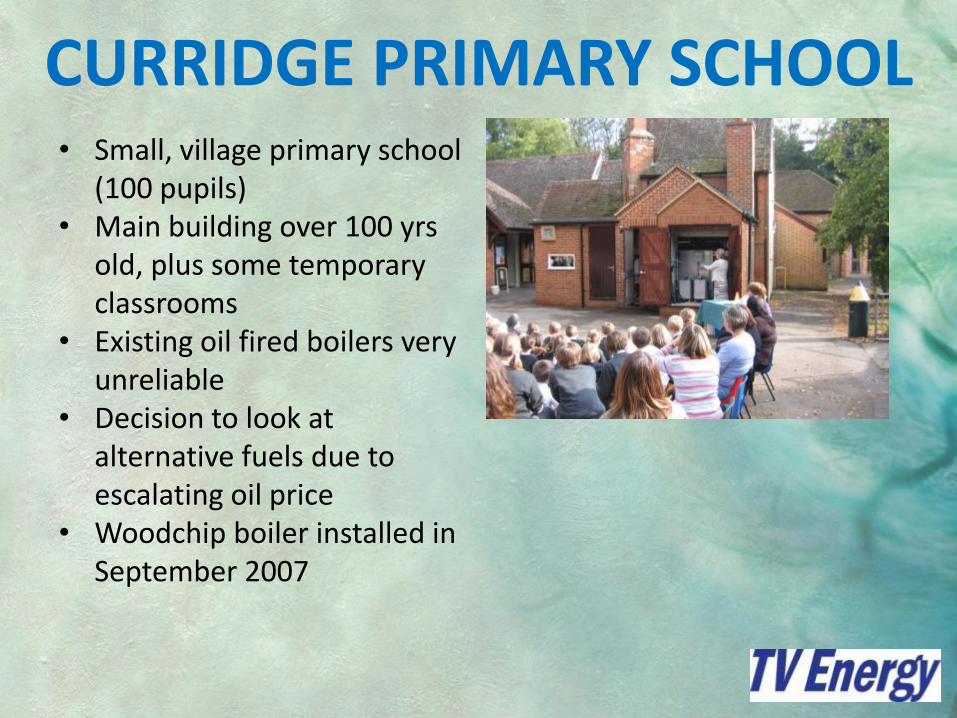
CURRIDGE PRIMARY SCHOOL • Small, village primary school
(100 pupils) • Main building over 100 yrs
old, plus some temporary classrooms
• Existing oil fired boilers very unreliable
• Decision to look at alternative fuels due to escalating oil price
• Woodchip boiler installed in September 2007
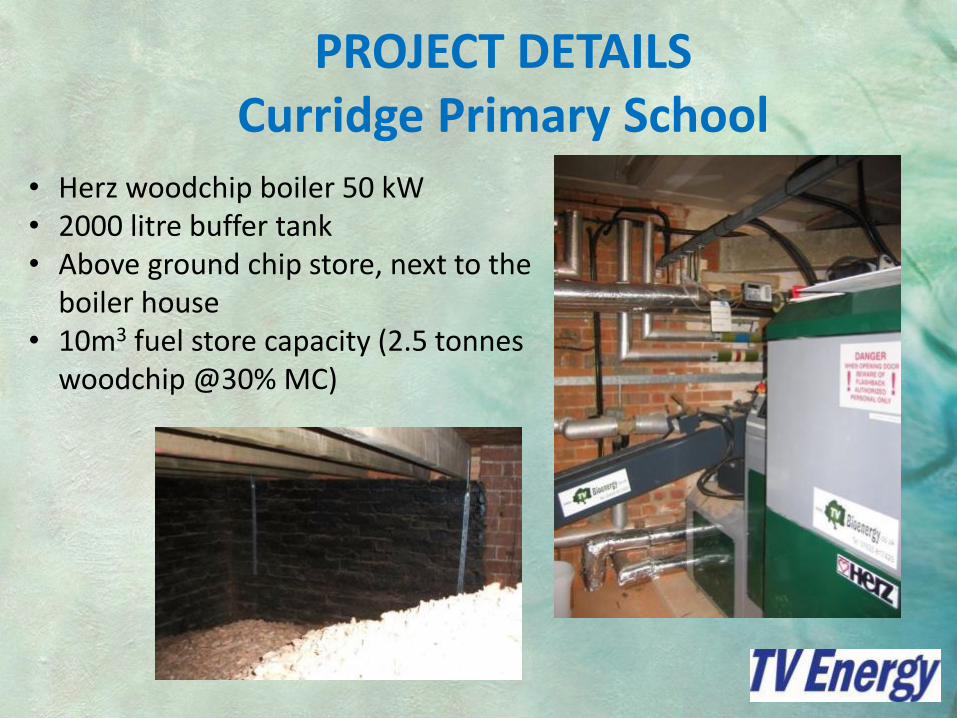
PROJECT DETAILS Curridge Primary School
• Herz woodchip boiler 50 kW • 2000 litre buffer tank • Above ground chip store, next to the
boiler house • 10m3 fuel store capacity (2.5 tonnes
woodchip @30% MC)

PROJECT ECONOMICS Curridge Primary School
• Total project cost: £68,182
• Biomass boiler and associated equipment: £23,228
• Chip store cost: £2,488
• Civil works (building mods, DH): £20,198
• Annual O&M cost: average £885
• Annual energy generation: 56,200kWh
• Fuel savings: ~ £1,340 pa
• Grant received: £40,000
• RHI payments: not eligible
• Payback period: 12 years
• Internal Rate of Return: 7%

MANOR FARM
• 350 acre farm in Hampstead Norreys, near Newbury
• Farmyard regeneration providing accommodation for local businesses and self-catering holiday cottages
• Biomass boiler and district heating installed in December 2010

PROJECT ECONOMICS Manor Farm
• 60kW Therminator II woodchip boiler • 3000 litre accumulator tank • District heating network supplies heat
to holiday apartments, community shop and hair salon
• 30m3 above ground chip store

PROJECT ECONOMICS Manor Farm
• Total project cost: £107,000
• Boiler, accumulator, civil works: £72,000
• Chip store: £35,000
• Underground pipework: £50/metre
• Annual energy generation: 105,100 kWh
• Fuel savings: approximately £3,500 per annum (compared to oil)
• Annual O&M cost: Around two hours per week operating costs.
Annual boiler servicing is around £750
• Grant: £62,500 (Leader / FWAG)
• RHI payments: ineligible
• Payback period: 8 years
• IRR: 14%

HUGHENDEN MANOR • Oil boilers needed replacing • Requirement to reduce fossil
fuel usage and associated CO2 emissions
• Project acts as exemplar to other similar properties
• Grade I listed building
• Owned by the National Trust
• Set in the Chilterns AONB

PROJECT DETAILS Hughenden Manor
• Fröling Turbomat 220kW, installed November 2010
• 4,500 litre accumulator tank • 35m3 chip store cut into bank adjacent to
boiler room, allowing easy delivery from higher ground

PROJECT ECONOMICS Hughenden Manor
• Total project cost: £298,700
• Chip store cost: £26,000
• Annual energy generation:
200MWh
• Fuel savings: ~£6,500 pa.
Woodchip is supplied from the
estate’s own woodlands
• Annual O&M cost: ~£3,400
• RHI payments: Expected to be
10,200 pa
• Payback period: 15 years
• IRR: 4%

HAMPTON ESTATE • Grade II listed Georgian House, with
2250 acres of land used for farming and forestry
• Two farms on the estate are heated with biomass boilers using woodchip from the estate

PROJECT DETAILS Binton Farm, Hampton Estate
• Traditional agricultural estate within
the Surrey Hills AONB • Woodchip being produced on the
estate since 2005 • Residential and commercial property
lettings • In August 2011, a biomass district
heating system was installed to provide heating and hot water to five residential properties
PROJECT DETAILS Binton Farm, Hampton Estate
• ‘Energy Centre’ located in an
existing barn • d’Alessandro 60 kW woodchip
boiler • 2,500 litre accumulator tank • Above ground chip store
adjacent to boiler • 5m3 storage capacity • Truck tips directly into fuel store • Agitator and auger move chip
into boiler

PROJECT ECONOMICS Binton Farm, Hampton Estate
• Total Project Cost: £100,000
• Chip store cost: £800 (second hand)
• District heating network: £25,000 for 350m
• Annual energy generation: 78,500 kWh
• Fuel savings: £2850 per year over cost of oil
• Annual O&M cost: carried out by staff
• RHI payments: Expected to be around
£6,500 pa
• Payback period: c. 9 years
• Internal Rate of Return: 11%

SURREY SPORTS PARK
• Sports Centre owned by the University of Surrey • Used by students, local residents and high
performance athletes • Large, consistent heat load due to 50m swimming
pool • Biomass system designed to supply a proportion of
the base load

PROJECT DETAILS Surrey Sports Park
• Gilles HPKI-K 300kW woodchip boiler installed in January 2010
• Chip store is an underground bunker, designed to allow a tipper trailer to tip directly into the store
• Chip store has fuel capacity of 50m3 and is adjacent to plant room
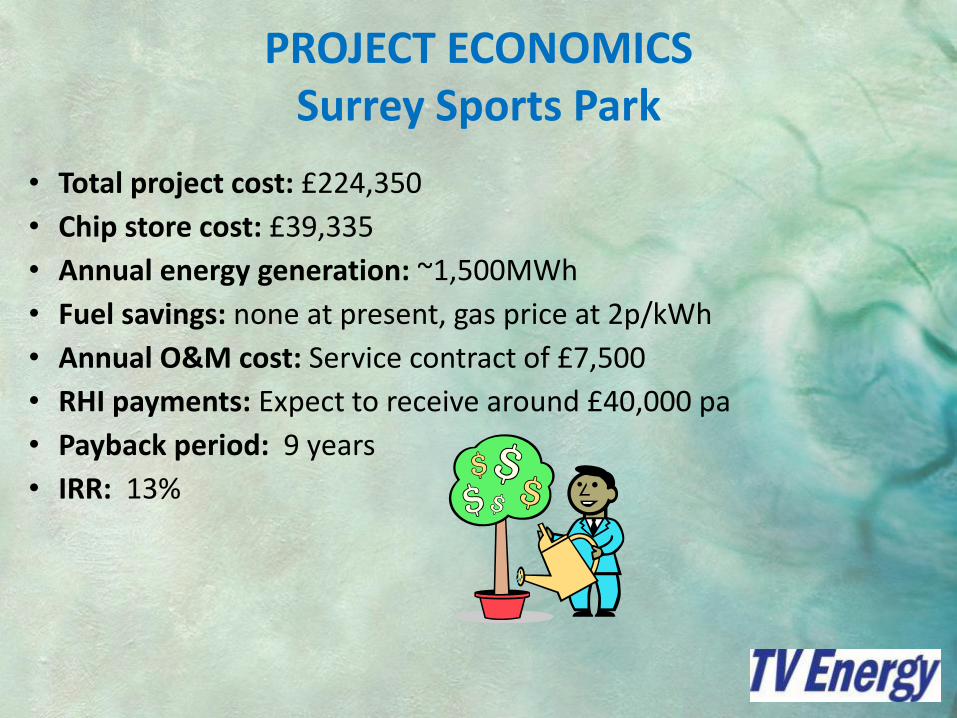
PROJECT ECONOMICS Surrey Sports Park
• Total project cost: £224,350
• Chip store cost: £39,335
• Annual energy generation: ~1,500MWh
• Fuel savings: none at present, gas price at 2p/kWh
• Annual O&M cost: Service contract of £7,500
• RHI payments: Expect to receive around £40,000 pa
• Payback period: 9 years
• IRR: 13%

WAITROSE, BRACKNELL • National supermarket
chain, looking for ways in which to reduce its carbon footprint
• Following discussions with TV Energy, decided to commit to the installation of biomass Combined Heat and Power (CHP) • CHP systems installed on the Isle of Wight and in Bracknell
• Designed to supply 68% of electricity and 84% of heating at the Bracknell site

PROJECT DETAILS Waitrose, Bracknell
• Four modular CHP units, manufactured by Stirling DK • ‘Trigeneration’ – generates power for heating, cooling and
electricity • Each unit rated at 35kWe and 140kWth
• Woodchips stored below ground in a 135m capacity chip store
• Woodchip is moved into the gasifier using a system of agitators, augers and bucket elevators
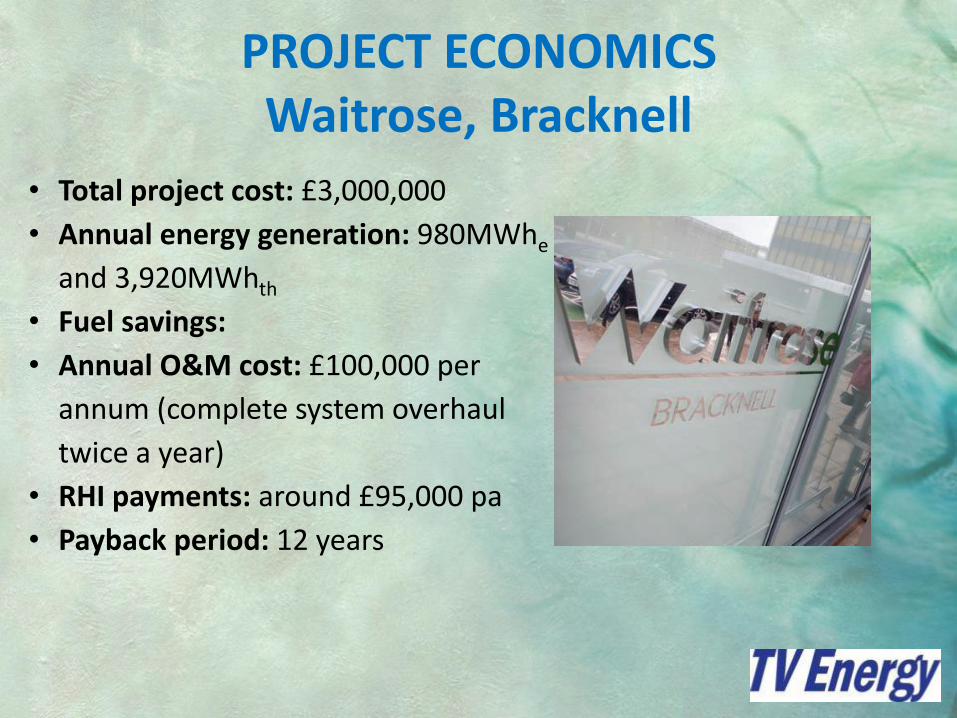
PROJECT ECONOMICS Waitrose, Bracknell
• Total project cost: £3,000,000
• Annual energy generation: 980MWhe
and 3,920MWhth
• Fuel savings:
• Annual O&M cost: £100,000 per
annum (complete system overhaul
twice a year)
• RHI payments: around £95,000 pa
• Payback period: 12 years
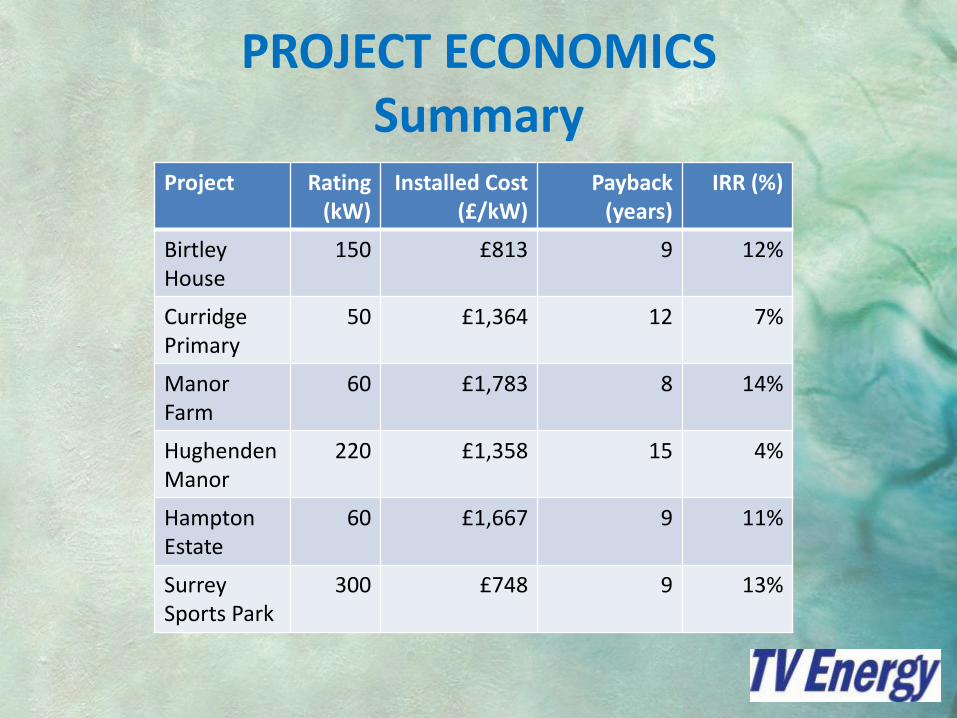
PROJECT ECONOMICS Summary
Project Rating (kW)
Installed Cost (£/kW)
Payback (years)
IRR (%)
Birtley House
150 £813 9 12%
Curridge Primary
50 £1,364 12 7%
Manor Farm
60 £1,783 8 14%
Hughenden Manor
220 £1,358 15 4%
Hampton Estate
60 £1,667 9 11%
Surrey Sports Park
300 £748 9 13%