wind turbine blade manufacture 2014_ conference deck "winning from re-blading"
TRANSCRIPT

1
Winning from Reblading Carlo Durante – eta.Blades

2
Eta – wind blades solutions
Who we are
Mission
Competences
Vision ! Enhance the value of wind assets (vs lower or no incentives) ! improve wind farm efficiency (vs market saturation) ! At a lower environmental impact (vs. deteriorated social acceptance).
! Innovation: design, materials, process / product integration ! Ability to understand / anticipate business needs ! Time to market
! Blade Design, Industrialisation, Manufacturing ! Blade Services ! Innovative materials testing and certification

3
A Significant amount of installed capacity …
Germany – leading: ! Multi MW: 31.308 MW ! Mini: 15MW
Spain – co -‐leader: ! Multi MW: 22.796 MW ! Mini: 7MW
UK – fast follower: ! Multi MW: 8.845 MW ! Mini: 65MW
France – stop and go: ! Multi MW: 7.564 MW ! Mini: 2MW
Italy – growth stopped: ! Multi MW: 8.144 MW ! Mini: 11MW
Source: EWEA, eLeMeNS
Installed wind capacity in Europe (MW, 2013)
Background

4
… but challenging Emerging megatrends
European wind landscape moving towards an increasingly difficult phase for developers / operators and suppliers
! High yield European sites availability: saturating / riskier permitting process (NIMBY) / “stressed” electricity infrastructure
! Incentives schemes: becoming less remunerating or competitive
! Governments pushing for grid parity and innovation: bring wind energy to competition
! Wind industry consolidating – massive waves of acquisitions have overpassed the fragmentation of the industry: new, more professional players, are emerging
! Aging assets deteriorating while at the same time their overall value is decreasing over time
! A new “Equity Story” is needed for Wind ! Performance differentials / total life-‐cycle cost become substantial for investment decisions ! Enhancing the value of assets in operations is the emerging Value Proposition
Megatrends
5
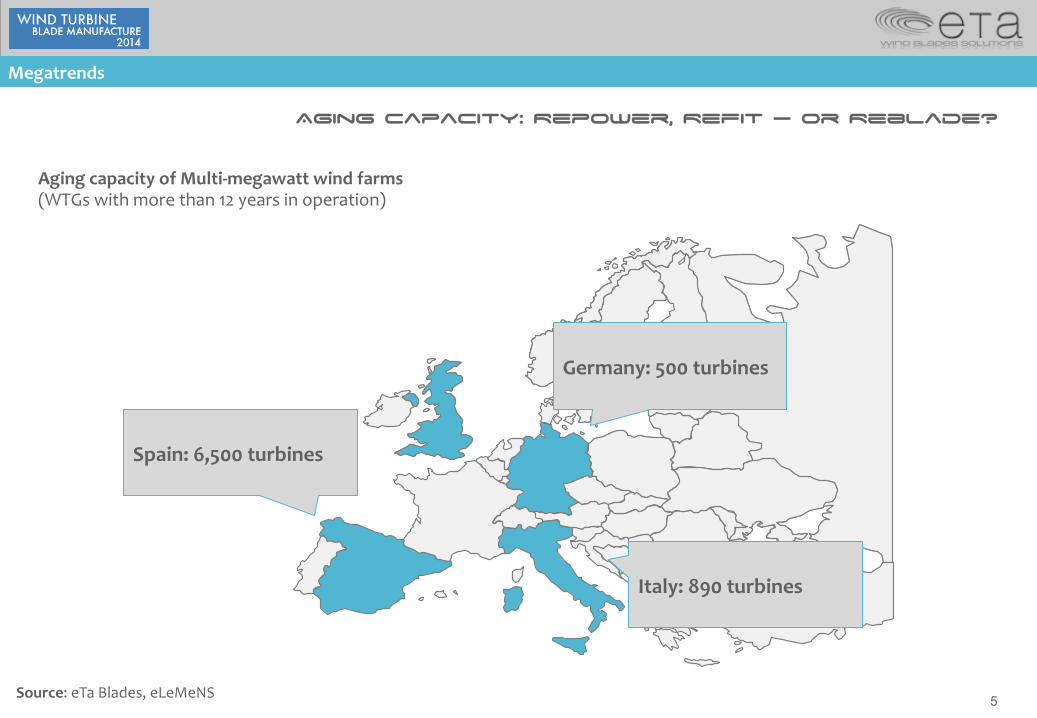
Aging capacity: Repower, Refit – or Reblade?
Germany: 500 turbines
Spain: 6,500 turbines
Italy: 890 turbines
Source: eTa Blades, eLeMeNS
Aging capacity of Multi-‐megawatt wind farms (WTGs with more than 12 years in operation)
Megatrends

6
Winning from reblading
Reblading is enhancing returns for wind-‐farmers
! Significant improvement of the output from old sites
! Remarkable cost reduction ratio (€/kW)
! Greater efficiency even at low wind speed conditions while maintaining high efficiency under conditions of greater wind.
! Loads reduced under any wind condition (reduced maintenance cost)
! Longer life-‐cycle of the assets
! Existing WTG as input or “system of constraints”: Loads, Vibrations, De-‐formation ! New blades “designed to fit” ! Not just a “new blade”: reverse engineering given existing turbine and site
Why reblading
7
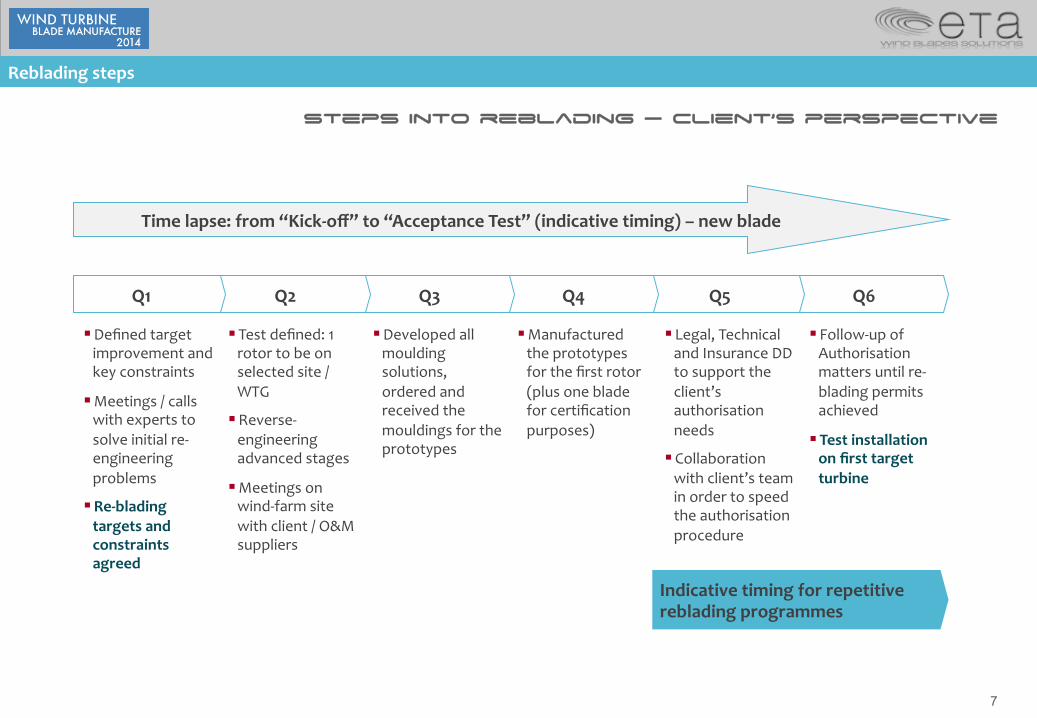
Steps into reblading – Client’s perspective
Time lapse: from “Kick-‐off” to “Acceptance Test” (indicative timing) – new blade
! Defined target improvement and key constraints
! Meetings / calls with experts to solve initial re-‐engineering problems
! Re-‐blading targets and constraints agreed
! Test defined: 1 rotor to be on selected site / WTG
! Reverse-‐engineering advanced stages
! Meetings on wind-‐farm site with client / O&M suppliers
! Developed all moulding solutions, ordered and received the mouldings for the prototypes
! Manufactured the prototypes for the first rotor (plus one blade for certification purposes)
! Legal, Technical and Insurance DD to support the client’s authorisation needs
! Collaboration with client’s team in order to speed the authorisation procedure
! Follow-‐up of Authorisation matters until re-‐blading permits achieved
! Test installation on first target turbine
Q6 Q5 Q4 Q3 Q2 Q1
Indicative timing for repetitive reblading programmes
Reblading steps
8
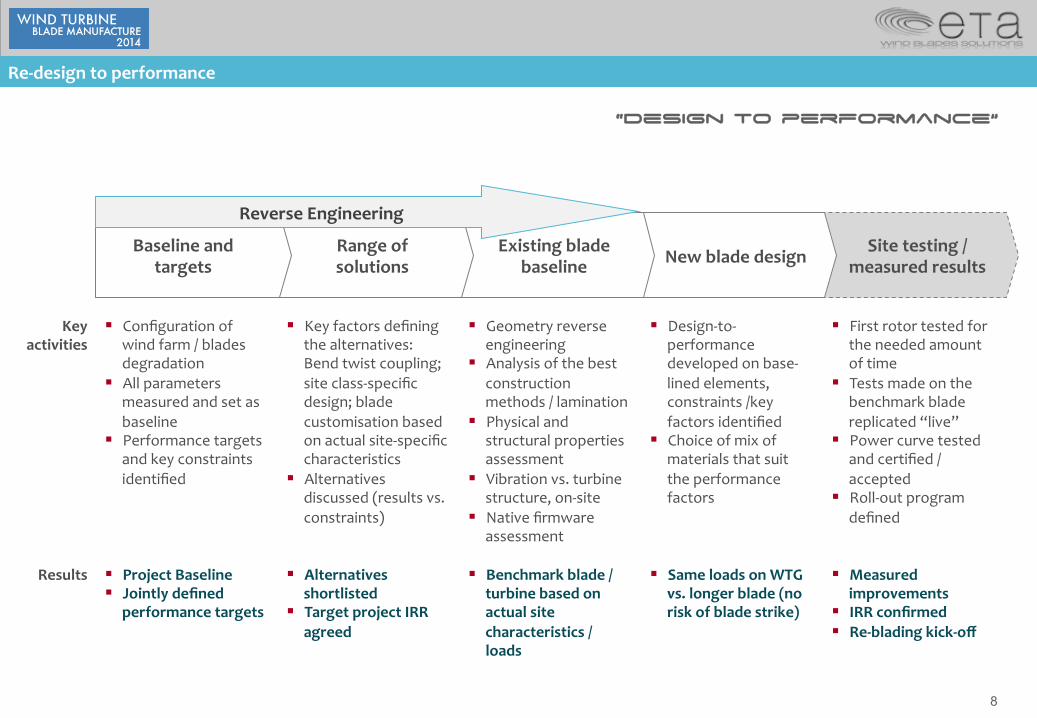
“Design to performance”
Site testing / measured results New blade design Existing blade
baseline Range of solutions
Baseline and targets
! Configuration of wind farm / blades degradation
! All parameters measured and set as baseline
! Performance targets and key constraints identified
! Project Baseline ! Jointly defined
performance targets
! Key factors defining the alternatives: Bend twist coupling; site class-‐specific design; blade customisation based on actual site-‐specific characteristics
! Alternatives discussed (results vs. constraints)
! Alternatives
shortlisted ! Target project IRR
agreed
! Geometry reverse engineering
! Analysis of the best construction methods / lamination
! Physical and structural properties assessment
! Vibration vs. turbine structure, on-‐site
! Native firmware assessment
! Benchmark blade /
turbine based on actual site characteristics / loads
! Design-‐to-‐performance developed on base-‐lined elements, constraints /key factors identified
! Choice of mix of materials that suit the performance factors
! Same loads on WTG
vs. longer blade (no risk of blade strike)
! First rotor tested for the needed amount of time
! Tests made on the benchmark blade replicated “live”
! Power curve tested and certified / accepted
! Roll-‐out program defined
! Measured
improvements ! IRR confirmed ! Re-‐blading kick-‐off
Key activities
Results
Re-‐design to performance
Reverse Engineering

9
Key Factors Embedded solutions Specific Know-‐how experiences
Low cut-‐in and high efficiency with low wind
Customized concepts • Aerospace application and design of new airfoil profile • Tunnel test and wings prototype
Lightness / low friction • Advanced composite manufacturing process • Surface treatments for friction reduction
High Efficiency even at high wind conditions
Auto Adaptive profiles and geometries • Advanced design with composite materials • Special design model for aero elastic wind blade deformation
High rigidity • Advanced composite manufacturing process • High modules fiber, resin and core materials
Loads Reduction Inertial masses reduction • Advanced design with composite material
Auto Adaptive profiles and geometries • Aero elastic models developed specifically for wind blades
Life-‐cycle Cost Reduction
Logistic Cost Reduction • Modular Blades (no need for “special transport vehicles ”)
Manufacturing Cost Reduction • Standard parts, modular components, skilled manpower • Production facility close to shipyard / motorway / railway
Structural downsizing • Loads Reduction -‐ lower CAPEX / OPEX
Product Reliability Structural reliability • Chemical, Physical and Mechanical properties control
• Testing of all composite material
Design Model reliability • Aero Elastic tests on scale model in wind tunnel • Sensorization for analysis of deformation of the blade in the field
New product Time to market
Mold crafting flexibility / speed Fast manufacturing process ramp-‐up
• Advanced composite manufacturing process • Experience on molds from naval / aerospace industry
Results enabled by specific know-how experiences
Re-‐design to performance
10
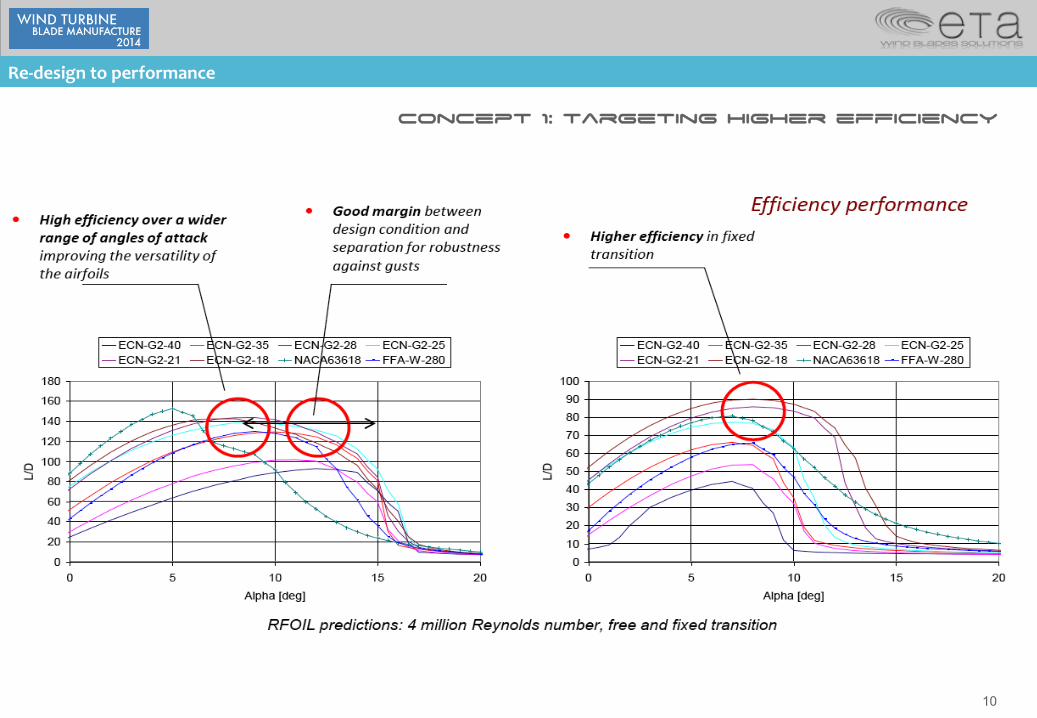
Concept 1: targeting higher efficiency
Re-‐design to performance

11
Concept 2: new airfoil geometries
Re-‐design to performance

12
Concept 3: loaded structure to deform AND reduce loads
Introducing passive load mitigation / bend-‐twist coupling
Bend-‐Twist coupling – chosen alternative ! Exploit anisotropy of composite materials ! No actuators, no moving parts, no sensors
Swept (scimitar) blades
Re-‐design to performance

13
Results: re-designed blade – the eta4x
Re-‐design to performance
Optimized weight ratio
Noise reduction
Blade de-‐forming
Stiffness on the blade structure
Aerodynamic / aero-‐elastic improvement

14
Results: improved power curve
Re-‐design to performance
Reference / baseline
eTa4x result

15
Results: power curve differential, no impact on WTG loads
Over-‐performance % eta.X49 vs benchmark
0
10
20
30
40
50
60
3 3.5 4 4.5 5 5.5 6 6.5 7 7.5 8 8.5 9 9.5 10 10.5 11 11.5
!
!
Impact on loads
Re-‐design to performance

16
Target: + 20% yield for wind farmers
+ 2-‐4%
+ 5-‐7%
+ 7-‐8%
+ 3% + 17-‐22%
Degradation recovery
Aerodynamics improvement
Lenght +1m Lower cut-‐in Expected over-‐performance
Due to surface degradation of the existing blade in operation
Profiles maximising output between 3-‐8 m/s + bending / twisting control at higher speed
Possible / no blade-‐strike risk due to de-‐formation imposed constraints
Capturing lower winds / shift of the power curve to the left
Estimated over-‐performance (6 m/s average Weibull sites)
Increase in length
Enhancing asset returns
