welding notes 1
TRANSCRIPT

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 1/28
4ME-6 MANUFACTURING PROCESS – II
Unit – IV
Powder Metallurgy Power manufacturing and Conditioning, Production of Sintered Structural Components Self
lubricating bearing, Cemented Carbides, Ceramics, Sintered Carbide cutting tools Composite Materials,
Classification , Different types of composite material and its applications. [6 Hrs]
Unit – V: Joining Process :
Introduction to Welding, Soldering Brazing Process Types of Welding Arc Welding & Gas Welding Process,Defect & Inspection of Welding Joints, Electrodes, Weldability of Metals, Welding equipments of Fixtures. [8
Hrs]
Unit – VI
Processing of Plastics, Thermoplastic, Thermosetting plastics, general properties & applications of
Thermosetting & Thermo Plastics. General Plastics Processes: Extrusion, Injection Moulding Compression
Moulding, Transfer Moulding Blow Moulding, Calendering Wire Drawing Embossing . [7 Hrs]
Unit – V: Joining Process
Definition and Classification
Welding is the process of permanently joining two or more metal parts, by melting both
materials. The molten materials quickly cool, and the two metals are permanently bonded.
Welding is carried out by the suitable combination of temperature, pressure and metallurgical
conditions. Depending upon the combination of temperature and pressure from a high
temperature with no pressure to a high pressure with low temperature, also with or without
added metal.
It is used in the manufacture of automobile bodies, aircraft frames, railway wagons, machine
frames, structural works, tanks, furniture, boilers, general repair work and ship building.
Welding Processes can be classified as: -
1. Gas Welding
Oxyacetylene
Oxy-hydrogen
Air- acetylene
2. Arc Welding
Carbon arc
Metal arc
Gas metal arc (MIG)
Gas tungsten arc (TIG)
Plasma arc
Submerged arc
Electro-slag
Flux-cored arc
3. Resistance Welding
Spot
Seam
Projection
Butt Induction Welding

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 2/28
4. Radiant Energy Welding
Electron BeamWelding
Laser Beam Welding
5. Solid State Welding
Friction Welding
Ultrasonic Welding Forge and Diffusion Welding
Explosive Welding
6. Related Processes
Oxyacetylene Cutting
Arc Cutting
Brazing
Soldering
Oxyacetylene Welding
The oxyacetylene welding process uses a combination of oxygen and acetylene gas to provide a high temperature flame; this is done with the help of welding torch which is used to
weld metals. It is a manual process which is incorporated when two pieces are heated to a
temperature that produces a shared pool of molten metal. The molten pool is generally
supplied with additional metal called filler. Filler material depends upon the metals to be
welded.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 3/28
Some Key Features:-
Sound weld is obtained by selecting proper size of flame, filler material and
method of moving torch.
Temperature generated during the process is 33000c.
When the metal is fused, oxygen from the atmosphere and the torch combineswith molten metal and forms oxides, results defective weld
Fluxes are added to the welded metal to remove oxides
Common fluxes used are made of sodium, potassium. Lithium and borax.
Flux can be applied as paste, powder, liquid.solid coating or gas.
Gas Welding Equipment
1. Gas Cylinders
Pressure
Oxygen – 125 kg/cm2
Acetylene – 16 kg/cm2
2. Regulators
Working pressure of oxygen 1 kg/cm2
Working pressure of acetylene 0.15 kg/cm2
Working pressure varies depends upon the thickness of the work pieces
welded.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 4/28
3. Pressure Gauges
4. Hoses
5. Welding torch
6. Check valve
7. Non return valve
Types of Flames
• Oxygen is turned on, flame immediately changes into a long white inner area
(Feather) surrounded by a transparent blue envelope is called Carburizing flame
(30000c)
• Addition of little more oxygen give a bright whitish cone surrounded by the
transparent blue envelope is called Neutral flame (It has a balance of fuel gas and
oxygen) (32000c).It is used for welding steels, aluminium, copper and cast iron.
• If more oxygen is added, the cone becomes darker and more pointed, while the
envelope becomes shorter and more fierce is called Oxidizing flame. Has the highest
temperature about 34000c. It is used for welding brass and brazing operation.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 5/28
Three basic types of oxyacetylene flames used in oxyfuel-gas welding and cutting operations:
(a) neutral flame; (b) oxidizing flame; (c) carburizing, or reducing flame.
Advantages of Oxy-Acetylene Welding It's easy to learn.
The equipment is cheaper than most other types of welding rigs (e.g. TIG welding) The equipment is more portable than most other types of welding rigs (e.g. TIG
welding)
OA equipment can also be used to "flame-cut" large pieces of material.
Disadvantages of Oxy-Acetylene Welding OA weld lines are much rougher in appearance than other kinds of welds, and require
more finishing if neatness is required.
OA welds have large heat affected zones (areas around the weld line that have had their
mechanical properties adversely affected by the welding process)
Gas MIG (GMAW):
Very clean welds with no slag or spatter.
Wire is less expensive.
Direct-Current, Electrode Positive polarity (DCEP) Wire size down to 0.023: (0.6mm), great for thin metal.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 6/28
Uses a consumable wire electrode during the welding process that is fed from a spool,
Uses a shielding gas, usually – argon, argon - 1 to 5% oxygen, argon - 3 to 25%
CO2 and a combination argon/helium gas,
Is considered a semi-automatic welding process,
Allows welding in all positions,
Requires less operator skill than TIG welding, Allows long welds to be made without starts or stops,
Needs little cleanup.
Provides a uniform weld bead
Working of MIG Welding
MIG weld welding requires three things, electricity to produce heat, an electrode to fill the
joint, and shielding gas to protect the weld from the air. MIG welding is done using a very
small electrode that is fed continuously, The wire is fed via from a roll wire feeder to the gun
while the operator controls the amount of weld being done. In some cases when a robot takes
over this process, it becomes automatic welding. MIG is the easiest process to learn, but
requires gas and a wire feeder so it is not as portable. MIG is great for thin metal especially
auto body work.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 7/28

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 8/28
Advantages of MIG welding
High quality welds can be produced much faster
Since a flux is not used, there is no chance for the entrapment of slag in the weld
metal resulting in high quality welds
The gas shield protects the arc so that there is very little loss of alloying elements.
Only minor weld spatter is produced
MIG welding is versatile and can be used with a wide variety of metals and alloys
The MIG process can be operated several ways, including semi and fully automatic
Disadvantages of MIG welding
The MIG welding cannot be used in the vertical or overhead welding positions
because of the high heat input and the fluidity of the weld puddle
The equipment is complex.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 9/28
Tungsten Inert Gas (TIG) Welding
An arc is struck between a tungsten electrode (non-consumable) and the sheet metal
to be welded. An inert gas shields the arc from the ambient to prevent oxidation. A
filler material is optional
Carbon steels, low alloy steels, stainless steels, most aluminum alloys, zinc based
copper alloys and non-ferrous metals such as aluminum and magnesium can be
welded using this process. TIG is quite suitable for welding dissimilar materials,
but usual cautions of galvanic corrosion still apply.
Uses a non-consumable tungsten electrode that is used to melt two metals together
in the presence of shielding gas.
Uses a number of shielding gases including helium (He) and argon (Ar),
Is easily applied to thin materials,
Produces very high-quality, superior welds,
Welds can be made with or without filler metal,
Provides precise control of welding variables (i.e. heat),
Leaves no slag or splatter.
The TIG process is a slower process compared to the MIG process, but the quality
of weld is cosmetically better. There is no weld spatter, and the quality of welds is
higher than MIG welding.
Also different types of power sources are used for different types of metal.
Working of TIG Welding:
In TIG welding, an arc is formed between a non-consumable tungsten electrode and the metal
being welded. Gas is fed through the torch to shield the electrode and molten weld pool. If
filler wire is used, it is added to the weld pool separately.
GTAW is most commonly used to weld thin sections of stainless steel . The process grants
the operator greater control over the weld than competing processes such as shielded metal
arc welding and gas metal arc welding, allowing for stronger, higher quality welds.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 10/28

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 11/28
Uses of TIG welding
• Oil Pipelines
• Medical Industry (SS)
• Exhaust piping
• Aluminum radiators

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 12/28
Disadvantages of TIG vs MIG
• Cost of filler material and shielding gas are similar
• Higher skilled/paid employees are required for TIG
• More time for TIG
• Harder to automate a TIG process
• Outside welding is more difficult since the shielding gas can be blown away
Advantages of TIG vs MIG
• TIG is irreplaceable in critical applications
• TIG has higher strength and heat resistance
• TIG is cleaner
• Can weld nearly any metal
• Can weld extremely thin materials (0.1mm)
• Can join metals without additional filler material in many cases.
Plasma Arc Welding
A plasma is a gas which is heated to an extremely high temperature and ionized so that it
becomes electrically conductive. Similar to GTAW (Tig), the plasma arc welding process
uses this plasma to transfer an electric arc to a work piece. The metal to be welded is melted
by the intense heat of the arc and fuses together.
In the plasma welding torch a Tungsten electrode is located within a copper nozzle having a
small opening at the tip. A pilot arc is initiated between the torch electrode and nozzle tip.
This arc is then transferred to the metal to be welded.
By forcing the plasma gas and arc through a constricted orifice, the torch delivers a highconcentration of heat to a small area. With high performance welding equipment, the plasma
process produces exceptionally high quality welds.
Plasma gases are normally argon. The torch also uses a secondary gas, argon, argon/hydrogen
or helium which assists in shielding the molten weld puddle thus minimizing oxidation of the
weld.
Temperatures in PAW reach 28,000C (50,000F), due to constriction of arc, producing a plasma jet of small diameter and very high energy density.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 13/28
Advantages:
Good arc stability and excellent weld quality
Better penetration control than other AW processes
High travel speeds
Can be used to weld almost any metals
Requires less operator skill due to good tolerance of arc to misalignments;
Disadvantages:
High equipment cost
Larger torch size than other AW processes
Tends to restrict access in some joints.
Submerged Arc Welding
Its a common arc welding process which requires a continuously fed consumable solid or
metallic (flux cored) electrode. A granular blanket fusible containing lime, manganese oxide,
silica, calcium fluoride and other component are used for shielding the arc zone and molten
weld from atmospheric contamination.
The arc heats and melts both the work pieces edges and the electrode wire. The molten
electrode material is supplied to the surfaces of the welded pieces, fills the weld pool and joins the work pieces.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 14/28
Since the electrode is submerged into the flux, the arc is invisible. The flux is partially melts
and forms a slag protecting the weld pool from oxidation and other atmospheric
contaminations.
The flux close to the arc melts and intermixes with the molten weld metal and helps purifyand fortify it. The flux forms a glasslike slag that is lighter in weight than the deposited weld
metal and floats on the surface as a protective cover. The weld is submerged under this layer
of flux and slag- hence the name submerged arc welding.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 15/28
Advantages of Submerged Arc Welding (SAW): Very high welding rate;
The process is suitable for automation;
High quality weld structure.
High productivity with true deposition rates as high as 100 pounds per hour Travel speeds up to 150 inches per minute single wire or as high as 220 inches per
minute with multiple electrodes
Operating factor approaching 100%
Deepest penetration, up to 1 1/2 inches thick in a single pass
High operator comfort, no visible arc or spatter
High weld quality and repeatable results
Usually fully automated process, exceptional control
Environmentally friendly
Disadvantages of Submerged Arc Welding (SAW): Weld may contain slag inclusions;
Limited applications of the process - mostly for welding horizontally located plates.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 16/28
Spot Welding
Resistance spot welding description:
The process is used for joining sheet materials and uses shaped copper alloy electrodes to
apply pressure and convey the electrical current through the workpieces. Heat is developed
mainly at the interface between two sheets, eventually causing the material being welded to
melt, forming a molten pool, the weld nugget.
Spot welding is one of the oldest welding processes. It can be used on very thin foils or thick
sections but is rarely used above about 6mm thickness. It is used in a wide range of industries
but notably for the assembly of sheet steel vehicle bodies where more than 100 million welds
are made per day in Europe alone. High quality welds can also be made in stainless steels,
nickel alloys, aluminium alloys and titanium for aerospace application.
Process of Spot Welding:
The two work pieces to be joined are cleaned to remove dirt, grease and other oxides either
chemically or mechanically to obtain a sound weld.
The work pieces are then overlapped and placed firmly between two water cooledcylindrically shaped copper alloy electrodes, which in turn are connected to a secondary
circuit of a step-down transformer. The electrodes carry high currents and also transmit the
force/pressure to the work pieces to complete the weld.
In operation, the welding current is switched ON. As the current passes through theelectrodes, to the work piece, heat is generated in the air gap at the point of contact of the two
work pieces.
The heat at this contact point is maximum with temperature varying from 815-930 degreecentigrade, and as a result melts the work pieces locally at the contact point to form a spot
weld.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 17/28
In order to obtain a strong bond, external pressure is applied to the work piece, throughthe electrode, by means of a piston-cylinder arrangement. The current is switched OFF.
In some cases, external pressure is not required and the holding pressure of the two
electrodes is just sufficient to create a good joint.
Heat dissipates throughout the work piece which cools the spot weld causing the metal to
solidify. The pressure is released and the work piece is moved to the next location to make
another spot weld.
In some spot welding machines, the work piece remains stationary while the electrode
moves to the next location to make a weld.
Copper is used for electrodes because it has a low resistance and high thermal conductivitycompared to most metals. This ensures that the heat is generated in the workpieces instead of the
electrodes.
The heat generated depends on the electrical resistance and
thermal conductivity of the metal, and the time that the
current is applied. The heat generated is expressed by the
equation: E=I2*R*t
where E is the heat energy, I is the current, R is the
electrical resistance and t is the time that the current is
applied.
Note:
The duration of current flow varies from a fraction of second to a few seconds. Both the
current and the duration of current flow form the important parameters in spot welding and
depend on the thickness and type of the work pieces being welded.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 18/28
Advantages of Spot Welding:
Efficient energy use.
Limited work piece deformation. Also, work piece is not melted to a larger extent. Heat is
concentrated only at the spot to be welded.
High production rates.
Suitable for automation.
Filler metals are not required. Hence, no associated fumes or gas. This results in clean
weld.
Disadvantages of Spot Welding:
Weld strength is significantly lower when compared to other processes. This makes the
process suitable for only certain applications.
Silver and copper are difficult to weld because of their high thermal conductivity.
Applications of Spot Welding:
Extensively used for welding steels and especially in the automotive industry for cars that
requires several hundred spot welds made by industrial robots
Seam Welding
Seam Welding is a Resistance Welding (RW) process of continuous joining of overlapping
sheets by passing them between two rotating electrode wheels. Heat generated by the electric
current flowing through the contact area and pressure provided by the wheels are sufficient to
produce a leak-tight weld.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 19/28
Seam Welding is high speed and clean process, which is used when continuous tight weld is
required (fuel tanks, drums, domestic radiators).
Resistance seam welding
Description
The seam welding process is an adaptation of resistance spot welding and
involves making a series of overlapping spot welds by means of rotating copper
alloy wheel electrodes to form a continuous leak tight joint. The electrodes are not
opened between spots. The electrode wheels apply a constant force to the work
pieces and rotate at a controlled speed. The welding current is normally pulsed to
give a series of discrete spots, but may be continuous for certain high speed
applications where gaps could otherwise occur between individual spots.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 20/28
Wide wheel seam
Applications:-
Containers, radiators and heat exchangers, pressure vessels, tanks, water floats, nuclear
components, appliance drums, brewery tanks,motor shells, etc.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 21/28
Advantages
Efficient energy use, with little pollution Fast processing times
Easily automated
No required filler materials
Economical
Adaptable to a variety of electrically conductive materials
Ability to produce leak-tight welds
Can be performed by unskilled operators
For certain high strength aluminum alloys, it is practically the only process applicable
Low fumes
Disadvantages
Limited by component shape and wheel access
Initial equipment costs
Lower tensile and fatigue strengths
Thickness of welded sheets is limited - up to 1/4” (6 mm)

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 22/28
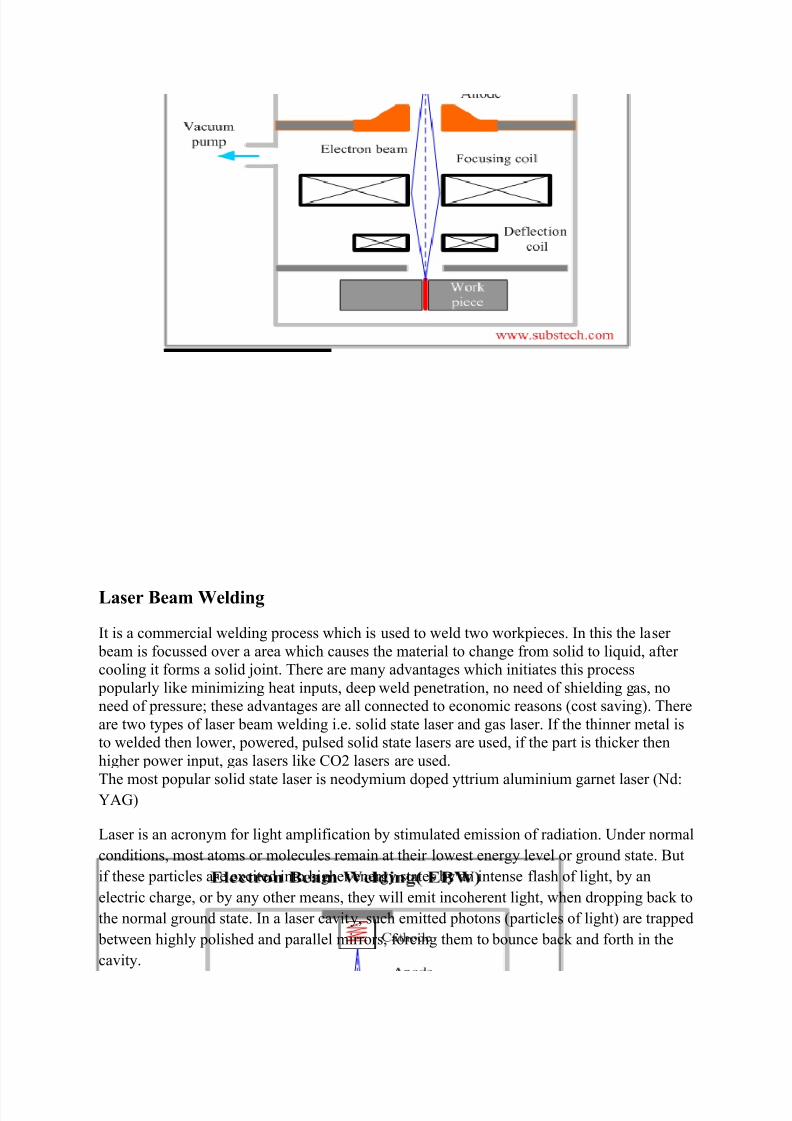
Electron Beam Welding
Electron beam welding (EBW) is a fusion welding process in which a beam of high-
velocity electrons is applied to the materials being joined. The workpieces melt as the kinetic
energy of the electrons is transformed into heat upon impact, and the filler metal, if used, also
melts to form part of the weld. The welding is often done in conditions of a vacuum to
prevent dispersion of the electron beam.
The electrons are small particles of matter with small mass.When they are accelerated they
hit the piece transferring their kinetic energy into thermal energy ensuring metal melting
creating plasma of metallic vapours.
This transformation is stable in the high 90% range for all metals regardless of whether the
electrons hit the surface at a perpendicular or shallow angle. As a practical matter, this
physical behaviour makes the process very robust and reliable!
Electron Beam is capable to weld work pieces with thickness from 0.0004” (0.01 mm) up to
6” (150 mm) of steel and up to 20” (500 mm) of aluminum. Electron Beam Welding may be
used for joining any metals including metals, which are hardly weldable by
other welding methods: refractory metals (tungsten, molybdenum, niobium) and chemically
active metals (titanium, zirconium, beryllium). Electron Beam Welding is also able to join
dissimilar metals.
Working of Electron Beam Welding In an electron beam welder electrons are "boiled off" as current passes through a filament
which is in a vacuum enclosure. An electrostatic field, generated by a negatively charged
filament and bias cup and a positively charged anode, accelerates the electrons to about 50%
to 80% of the speed of light and shapes them into a beam. Due to the physical nature of the
electrons - charged particles with an extremely low mass - their direction of travel can easily
be influenced by electromagnetic fields. Electron beam welders use this characteristic to
electromagnetically focus and very precisely deflect the beam at speeds up to 10 kHz. Recent
machine developments make it possible even to go up to 200 kHz.
Advantages of the electron beam welding:
• very small deformations after welding,
• very thick materials (exceeding 60 mm with steel) in one pass,
• possi bility to weld all the steel, copper, nickel materials, aluminium,
metals sensitive to oxygen and other gases as zirconium, titanium…
• no filler metal and no gas,
• high welding quality. The welds obtained are exceptionally pure,
• high reliability,

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 23/28
• high reproducibility,
• high productivity
EBW Limitations
• High equipment cost
• Work chamber size constraints
• Time delay when welding in vacuum
• High weld preparation costs
• X-rays produced during welding
• Rapid solidification rates can cause
cracking in some materials
7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 24/28
Laser Beam Welding
It is a commercial welding process which is used to weld two workpieces. In this the laser
beam is focussed over a area which causes the material to change from solid to liquid, after
cooling it forms a solid joint. There are many advantages which initiates this process
popularly like minimizing heat inputs, deep weld penetration, no need of shielding gas, no
need of pressure; these advantages are all connected to economic reasons (cost saving). There
are two types of laser beam welding i.e. solid state laser and gas laser. If the thinner metal is
to welded then lower, powered, pulsed solid state lasers are used, if the part is thicker then
higher power input, gas lasers like CO2 lasers are used.
The most popular solid state laser is neodymium doped yttrium aluminium garnet laser (Nd:YAG)
Laser is an acronym for light amplification by stimulated emission of radiation. Under normal
conditions, most atoms or molecules remain at their lowest energy level or ground state. But
if these particles are excited into higher energy states by an intense flash of light, by an
electric charge, or by any other means, they will emit incoherent light, when dropping back to
the normal ground state. In a laser cavity, such emitted photons (particles of light) are trapped
between highly polished and parallel mirrors, forcing them to bounce back and forth in the
cavity.

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 25/28
Whenever photon passes close to another excited particle of the same wave length, the
second particle will also be stimulated to emit a photon that in identical in wave length, phase
and spatial coherence to the first. Both photons are now capable of stimulating the emission
of more photons like themselves. This results in a growing wave between the parallel mirrors.
If one of the mirrors is partially transparent, a highly disciplined, intense and now coherentlaser beam is emitted.
Types of laser
Gas Solid-State
Argon
Carbon-dioxide
Helium-cadmium
Helium-Neon
Synthetic Ruby
Gallium-Aluminium-arsenide
Gallium-Arsenide
Nd: Glass(Neodymium: Glass)
Nd : YAG(Neodymium: Yttrium-
Aluminium-Garnet)

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 26/28
Characteristics of the laser beam
Monochromatic,Coherent &Collimated

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 27/28

7/28/2019 Welding Notes 1
http://slidepdf.com/reader/full/welding-notes-1 28/28