welding-electrodes types and application procedures, welding defects
DESCRIPTION
welding electrodesTRANSCRIPT


TOPIC of PRESENTATION
WELDING, ELECTRODES TYPES AND APPLICATION
PROCEDURES, WELDING DEFECTS
PRESENTED BY
KHURRAM ILYAS
AM (MECHANICAL)

PRESENTATION CONTENTS
• Welding & Uses• Types & Processes of Welding • Welding Symbols & Joints• Classification of Electrodes• Types & Applications of Electrodes• Welding Defects• Safety & Working Conditions

Welding is joining two pieces of metal by:• Heating to temperature high enough to cause
softening or melting• With or without application of pressure• With or without use of filler metalUses• Welding is used for making permanent joints. • It is used in the manufacture of automobile bodies,
aircraft frames, railway wagons, machine frames, structural works, tanks, furniture, boilers and general repair work.
WELDING

Ship Structures

Weldability of a Metal
Mechanical Soundness• Joint will be free from discontinuities, gas porosity,
shrinkage, slag, or cracks
Serviceability• Weld is able to perform under varying conditions
or service (e.g., extreme temperatures, corrosive environments, fatigue, high pressures, etc.)

Weld Fluxes
Typical fluxes
• SiO2, TiO2, FeO, MgO, Al2O3
• Produces a gaseous shield to prevent contamination
• Influence shape of weld bead during solidification

Types of Welding
Fusion Welding Pressure Welding
Homogeneous Heterogeneous
Brazing SolderingGas Welding
Electroslag
High Energy Beam
Electric Arc
MIG
TIG
Shielded Metal Arc – “Stick”

Classification of welding processes:
(i) Arc welding Carbon arcMetal arcMetal inert gasTungsten inert gasPlasma arcSubmerged arcElectro-slag
(ii) Gas WeldingOxy-acetylene
(iii) Resistance Welding
ButtSpotSeam
(iv) Related Process
Oxy-acetylene cuttingHard facingBrazingSoldering

TYPESPlastic Welding or Pressure Welding:
The piece of metal to be joined are heated to a plastic state and forced together by external pressure.Example: Resistance welding
Fusion Welding or Non-Pressure Welding:• The material at the joint is heated to a molten state and allowed
to solidify.• Filler metal may be added.• Heat is supplied by various means
Electric Arc Oxyacetylene gas Plasma Arc Laser
Example: Gas welding, Arc welding

Types of Fusion Welding
• Shielded Metal Arc (“Stick”)• Metal Inert Gas (MIG) • Tungsten Inert Gas (TIG)• Oxyacetylene Cutting/Welding

Arc weldingEquipments:• A welding generator (D.C.) or Transformer (A.C.)• Two cables- one for work and one for electrode• Electrode holder• Electrode • Protective shield• Gloves • Wire brush• Chipping hammer• Goggles

Arc Welding
Uses an electric arc to combine metals
Arc welding is the most common method of welding metals
Electricity travels from electrode to base metal to ground

Electric Arc Welding -- Polarity
SMAW - DC Polarity
Straight Polarity
Shallow penetration Deeper weld penetration
(thin metal)
Reverse Polarity
(+)
(–)
(–)
(+)
AC - Gives pulsing arc
- used for welding thick sections

Arc Welding Equipments

Shielded Metal Arc (Stick)
• An electric arc is generated between a coated electrode and the parent metal
• The coated electrode carries the electric current to form the arc and provides filler metal for the weld bead
• Electric current may be AC or DC. If the current is DC, the polarity will affect the weld size and application

Shielded Metal Arc (con’t)
Process:• Intense heat at the arc melts the tip of the electrode
• Tiny drops of metal enter the arc stream and are deposited on the parent metal
• As molten metal is deposited, a slag forms over the bead which serves as an insulation against air contaminants during cooling
• After a weld ‘pass’ is allowed the cool, the oxide layer is removed by a chipping hammer and then cleaned with a wire brush before the next pass.

• Uses a consumable electrode (filler wire made of the base metal)
• Inert gas is typically Argon
Metal Inert Gas (MIG)
SHIELDING GAS
BASE METAL PUDDLE
POWER SOURCE
DRIVE WHEELSCONSUMABLE ELECTRODE
ARC COLUMN
Gas Metal Arc Welding Torch

• Tungsten electrode acts as a cathode
• A plasma is produced between the tungsten cathode and the base metal which heats the base metal to its melting point
• Filler metal can be added to the weld pool
Tungsten Inert Gas (TIG)
BASE METAL PUDDLE
POWER SOURCE
ARC COLUMNSHIELDING GAS
TUNGSTEN ELECTRODE
+ +
BASE METAL (ANODE)
TUNGSTEN ELECTRODE
(CATHODE)
- - -+ +

Arc welding
Advantages
• Most efficient way to join metals
• Lowest-cost joining method
• Joins all commercial metals
Limitations
• Manually applied, therefore high labor cost.
• Need high energy causing danger
• Defects are hard to detect at joints.

Comparison of A.C. and D.C. arc welding
Alternating Current (from Transformer)
• More efficiency• Power consumption less • Cost of equipment is less• Higher voltage – hence not safe• Not suitable for welding non ferrous metals• Not preferred for welding thin sections• Any terminal can be connected to the work or electrode

Comparison of A.C. and D.C. arc welding
Direct Current (from Generator)
• Less efficiency• Power consumption more• Cost of equipment is more• Low voltage – safer operation• suitable for both ferrous non ferrous metals• preferred for welding thin sections• Positive terminal connected to the work• Negative terminal connected to the electrode

GAS WELDING
• Sound weld is obtained by selecting proper size of flame, filler material and method of moving torch
• The temperature generated during the process is 33000c
• When the metal is fused, oxygen from the atmosphere and the torch combines with molten metal and forms oxides, results defective weld
• Fluxes are added to the welded metal to remove oxides
• Common fluxes used are made of sodium, potassium. Lithium and borax.
• Flux can be applied as paste, powder, liquid, solid coating or gas.

GAS WELDING EQUIPMENT...
1. Gas CylindersPressure
Oxygen – 125 kg/cm2Acetylene – 16 kg/cm2
2. RegulatorsWorking pressure of oxygen 1 kg/cm2Working pressure of acetylene 0.15 kg/cm2 Working pressure varies depends upon the thickness of the work
pieces welded.3. Pressure Gauges4. Hoses5. Welding torch 6. Check valve7. Non return valve

Oxyacetylene Welding
• Flame formed by burning a mix of acetylene (C2H2) and oxygen
• Fusion of metal is achieved by passing the inner cone of the flame over the metal
• Oxyacetylene can also be used for cutting metals
Inner Cone: 5000-6300 deg F
Combustion Envelope 3800 deg F
2300 deg FTORCH TIP

Oxy-Acetylene welding
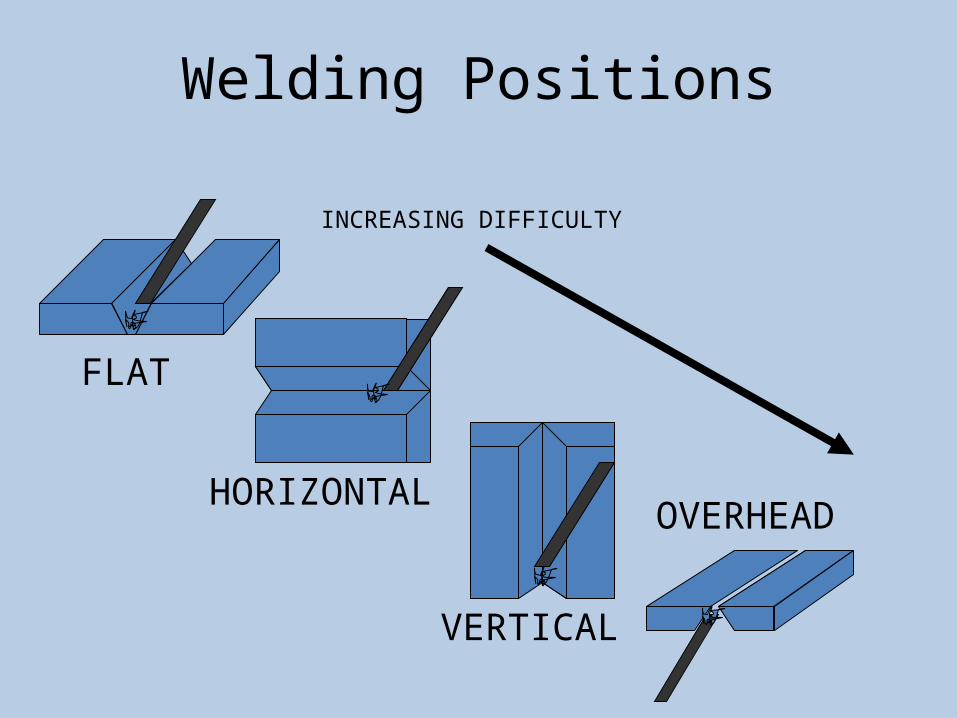
Welding Positions
FLAT
HORIZONTAL
VERTICAL
OVERHEAD
INCREASING DIFFICULTY

1 - 28
Welding Positions
Vertical
.
Overhead
.

Generalized Welding Symbol
Weld Depth (usually equal to plate thickness)

Example Welding Symbol
1/2” 1/2”
1/2
1/2
One-sided welds are max 80% efficientTwo sided are 100% efficient
Geometry symbol for V-groove

Joint Design
BUTT JOINT
STRAP JOINT
LAP JOINT
FILLET JOINT
CORNER JOINT
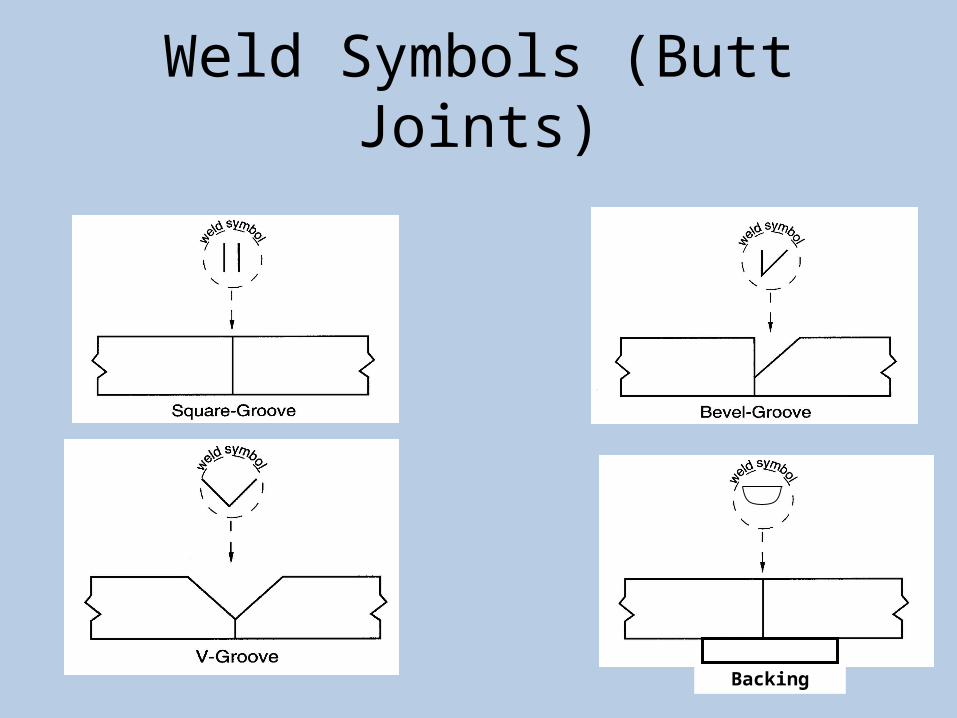
Weld Symbols (Butt Joints)
Backing

Weld Symbol (Fillet Joints)

Weld Symbol (Corner Joints)

WELDING ELECTRODE CLASSIFICATIONSMILD STEEL COATED ELECTRODES
E 7018E : Indicates that this is an electrode70 : Indicates how strong this electrode is when welded.
(Measured in thousands of pounds per square inch)1 : Indicates in what welding positions it can be used.8 : Indicates the coating, penetration, and current type used.
WELDING POSITIONS1 Flat, Horizontal, Vertical (up), Overhead2 Flat, Horizontal4 Flat, Horizontal, Overhead, Vertical (down)
Flat Position usually groove welds, fillet welds only if welded like a “V”Horizontal Fillet welds, welds on walls (travel is from side to side).Vertical welds on walls (travel is either up or down).Overhead weld that needs to be done upside down.
6013 = General purpose electrode, Best Finish, Low Penetration.7018 = Structural Steel, Good Finish, High Penetration, Good positional electrode, high strength deposit, high
efficiency.

WELDING ELECTRODE CLASSIFICATIONSClass Min. Tensile Strength Min. Yield StrengthE60xx 62,000 psi 50,000 psiE70xx 70,000 psi 57,000 psiE80xx 80,000 psi 67,000 psi
6013 = Best Finish, Low Penetration, General purpose electrode.7018 = Good Finish, High Penetration, Good positional electrode, high strength deposit, high efficiency
CHEMICAL SYMBOLS FOR THE ELEMENTSC Carbon Most effective hardening element in steelMn Manganese Hardening element second to carbonSi Silicon Deoxidizer, moderate strengthenerP Phosphorus Causes cracking if too highS Sulfur Aids in machining - Cracking problems like PCr Chromium Hardness (low) - corrosion resistance (high)Ni Nickel Hardening element - better cold toughnessMo Molybdenum Hardenability - high temp tensile - creep strengthB Boron Very small amounts increase hardnessCu Copper Corrosion resistance (low) - cracking (high)Al Aluminum Deoxidizer - improves mechanical propertiesTi Titanium Removes: Oxygen, S, N, and CN Nitrogen Improves strength - lowers toughnessCb Columbium Hardness - Improves mechanical propertiesV Vanadium Hardness - Improves mechanical properties
DESCRIPTION & APPLICATION OF DIFFERENT TYPES OF
ELECTRODES

Cutting Electordes (Cito cut-CG100)
AC or DC DESCRIPTION and APPLICATIONS: • For rapid arc-cutting of all kinds of steels, cast iron, armor plated and non-ferrous metals,• Cutting is conveniently used in piercing (used to cut a hole at the centre of the plate or
away from the edge of the plate), gouging (to cut a groove into the steel surface) and cutting operations on difficult to machine metals and alloys, air and deep-hardening steels, hard overlay materials and metals which are difficult or impossible to cut with a torch; e.g., cast iron, stainless steels, armor plates.
CURRENT SETTING
Thickness of Material Diameter Amperagemm A
Up to 25 mm 3.2 1/8 150-2006.0-50.0 mm 4.0 5/32 180-25050.0 mm & above 5.0 3/16 200-300

E7018
DESCRIPTION:
A specially formulated moisture resistant basic coated electrode for highest quality weld. Can also be used for high carbon and sulfur steels, besides mild steel, without danger of underbead cracking. Arc is quiet and stable with sufficient penetration to reach corner of joints. High ductility makes it most suitable for welding thick and heavy sections. Presence of iron powder in the coating gives high deposition efficiency and high welding speed.
APPLICATIONS:
Shipbuilding, bridges, heavy construction work, cast steels, low alloy, high tensile steels, pressure vessels, truck chassis, high carbon steels, sulfur bearing steels, welds which are subjected to x-ray inspection, etc.
TYPICAL ANALYSIS OF ALL WELD DEPOSIT %Carbon Manganese Silicon Sulfur Phosphorus0.05 0.7 0.4 0.025 0.025
TYPICAL MECHANICAL PROPERTIES OF ALL-WELD DEPOSIT:Tensile Strength, MPa 490-530Yield Strength, MPa 420-470
RECOMMENDED CURRENT:
Diameter mm Amperage 2.5 70-90 3.2 100-130 4.0 140-180

ELECTRODE 308Description
Welding of 18-8 austenitic stainless steels for chemical apparatus, containers and plants. Slag is easy to detach and arc is stable, less spatter loss and bead appearance is beautiful.
Guideline in Usage1. Electrodes should be redried at 250 to 300C for one hour before use.2. Excessively wide weaving may cause welding defects. Keep weaving width tol ess than 2.5 times electrode diameter.3. Remove dirt such as oil and dust from the groove.
Welding Parameters Size 2.0mm 2.6mm 3.2mm 4.0mm 5.0mm Length 250mm 300mm 350mm 350mm 350mm Current (Amp) F, Fillet 30-50 60-85 85-120 115-150 150-190
V, OH 30-50 50-70 75-105 95-130 -Typical Chemistry (wt%) Typical Mechanical Properties
Carbon 0.05 Tensile Strength 590 N/mm2 Silicon 0.80 Elongation 43 % Manganese 0.77 Chromium 19.1 Nickel 9.7 Molybdenum 0.11 Sulphur 0.006 Phosphorus 0.01

ELECTRODE 309Description
G309 is a lime-Titania type electrode. Weld ability is excellent. Spatters are less and crack resistance is good. Welding of dissimilar metals such as stainless steel 309S, 304 to carbon steel or low alloy steel.
Guideline in Usage1 Preheat is unnecessary.2. Keep the short arc and low amperage. Weaving width should be within 2.5 times electrode diameter.3. Electrodes should be redried at 250 to 300C for one hour before use.4. Remove dirt such as oil and dust from the groove.
Welding Parameters Diameter (mm) 2.6 3.2 4.0 5.0 Length (mm) 300 350 350 350 Current(Amp) F 60 ~ 85 85 ~ 120 115 ~ 150 150 ~ 200
V,OH 50 ~ 75 75 ~ 105 95 ~ 120 -
Typical Chemical Composition of Weld Metal C Si Mn P S Ni Cr Mo 0.05 0.84 0.91 0.020 0.004 13.1 23.9 0.050
Typical Mechanical Properties of Weld Metal Tensile Strength Elongation N/mm2 % 655 41

Weld Defects & Discontinuities

Weld Defects
• Undercuts/Overlaps
• Grain Growth– A wide T will exist between base metal and HAZ. Preheating and
cooling methods will affect the brittleness of the metal in this region
• Blowholes– Are cavities caused by gas entrapment during the solidification of the
weld puddle. Prevented by proper weld technique (even temperature and speed)

Weld Defects
• Inclusions– Impurities or foreign substances which are forced into the weld puddle during
the welding process. Has the same effect as a crack. Prevented by proper technique/cleanliness.
• Segregation– Condition where some regions of the metal are enriched with an alloy
ingredient and others aren’t. Can be prevented by proper heat treatment and cooling.
• Porosity– The formation of tiny pinholes generated by atmospheric contamination.
Prevented by keeping a protective shield over the molten weld puddle.

Residual StressesRapid heating and cooling results in thermal stresses harmful
to joint strength.
Prevention• Preheating – reduces expansion/contraction forces (alloys) and
removes moisture from the surface• Heat Treatment – “soak” the metal at a high temperature to
relieve stresses• Jigs and Fixtures – prevent distortion by holding metal fixed

UNDERCUT

Crater Pipe

Excess Penetration Bead

Excess Weld Metal

Excessive Penetration Bead

HAZ Hydrogen Cracking

Incomplete Fusion

Incomplete Fusion

Incomplete Root Penetration

Laminellar Tearing

Linear Inclusions

Linear Misalignment

OVERLAP

OverLap

POROSITY

Reheat cracking

Root Concavity

Solidification Cracking

SPATTER

Stray Arcing

UnderCut

Weld Metal Hydrogen Cracking

INCOMPLETE FUSION

UNDERFILL

EXCESSIVE CONVEXITY

EXCESSIVE CONCAVITY

EXCESSIVE WELD REINFORCEMENT

INCOMPLETE PENETRATION&
EXCESSIVE PENETRATION

UNACCEPTABLEWELD PROFILES

1 - 75
Safety and Working Conditions
• Noisy Hearing protection needed
• Awkward positions• Spacious surroundings or
cramped quarters• High off ground in
scaffolds with safety harness

1 - 76
Job Hazards
• Fire danger• Burns (including "sunburn" from electric arcs)• Noxious fumes from materials vaporized at
high temperatures• Eyestrain• Welders flash• Electric shock
Hazards can be minimized or eliminated by use of proper protective
clothing and equipment.

Thank you!