welder level c - ita bc | · pdf fileappendix six welder level c program final weld test ......
TRANSCRIPT

PROGRAM OUTLINE
Welder Level C

WELDER LEVEL C
PROGRAM OUTLINE
November 2007
Developed By Industry Training Authority
Province of British Columbia
Welder Level C Program Outline • Industry Training Authority i
FOREWORD This Program Outline was developed to meet the needs of Employers and other Industry Stakeholders. It will be used primarily as a guide for instructors in the delivery of Welder Level C apprenticeship technical training classes sponsored by the Industry Training Authority. Practical demonstration and student participation should be integrated with classroom sessions. Safe working practices, though not always specified in each of the competencies and learning tasks, are an implied part of the program and should be stressed throughout the apprenticeship. This document contains an Occupational Analysis Chart for Welder level C for each general area of competency. Additional Information for Training Providers: This Welder Level C Apprenticeship Program is competency based with many options available for the delivery of technical training, for example; this program may be offered in as a:
Full-time day school program (including block release and continuous entry) Continuous entry competency based model Part-time studies (night-school and/or weekend) Several modules may be combined for short courses Some theory may be offered as interactive synchronistic “on-line” delivery Time lines expressed on the Occupational Analysis Chart are considered as the
maximum time allowed and based on consecutive delivery of modules This Program Outline also includes:
A list of recommended curriculum and reference textbooks Requirements for Instructor Qualifications, Facilities (classroom and shop sizes), as well
as the necessary Tools and Equipment Shop projects and weld destructive tests
Welder Level C Program Outline • Industry Training Authority ii
ACKNOWLEDGEMENTS The Program Outline was prepared with the advice and direction from an industry Steering Committee convened by the Mechanical Contractors Association (MCA) with funding support from the Industry Training Authority. Industry Steering Committee Dana Taylor – Chair- Mechanical Contractors Association of B.C. Stan Boehm – President, S.S. Stainless Inc. Sheldon Frank – Welding Articulation Chair, University College of the Fraser Valley Mike Longo – Ideal Welders Brad MQuhae – President, Accent Stainless Steel Mfg. Ltd. Brad Smith – Catalyst Paper Brian Pichette – Welding Supervisor, Empire Dynamic Structures Ltd. Paul Sourisseau – Interior Forest Labour Relations Association, Co-Chair HITAC Ron Van Eyk – President, Van Eyk Manufacturing Corp. John Van Muyen – President, I & J Metal Fabrications Ltd. John Little – Welding Industry Consultant Les Wiebe – Welding Instructor, Thompson Rivers University The Industry Training Authority would like to acknowledge the dedication and hard work of the industry representatives appointed to identify the training requirements of the Welding trade. Industry Subject Matter Experts John Little – Welding Industry Consultant Mervyn Kube – Piping Industry Apprenticeship Board Jim Carson – University College of the Fraser Valley Rod Walters – British Columbia Institute of Technology Sheldon Frank—University College of the Fraser Valley Les Wiebe – Thompson Rivers University Stanley McArthur – Catalyst Paper Stan Boehm – President, S.S. Stainless Inc. Gerry Dillman – Weyerhauser Barry Westgate – Spectra Energy Facilitators Dick Vanier – Training Consultant- Vanier Training Consultants Ltd. Rick Vanier – Facilitator - Vanier Training Consultants Ltd. Jody Jankola – Technical Writer - Vanier Training Consultants Ltd. Kathleen ONiel – Technical Writer - Vanier Training Consultants Ltd. Michelle Probert – Technical Writer - Vanier Training Consultants Ltd.
Welder Level C Program Outline • Industry Training Authority iii
TABLE OF CONTENTS FOREWORD .................................................................................................................................. I
ACKNOWLEDGEMENTS ............................................................................................................ II
SECTION 1 OCCUPATION ANALYSIS CHART ........................................................................ 1
SECTION 2 PROGRAM OUTLINE ............................................................................................. 6
Suggested Schedule Of Time Allotment For Level C ........................................................ 7
Program Outline For Level C .......................................................................................... 11
SECTION 3 TRAINING PROVIDER STANDARDS ................................................................ 139
Welder C Training Provider Standards ......................................................................... 140
Welder C Training Provider Standards – Facilities ....................................................... 141
Guidelines For Practical Examinations ......................................................................... 147
APPENDIX ONE WELDER LEVEL C FINAL WELD TESTS .................................................. 148
APPENDIX TWO WELDER LEVEL C PROGRAM FINAL PRACTICAL
EXAMINATION #2 ............................................................................................... 154
APPENDIX THREE WELDER LEVEL C PROGRAM FINAL PRACTICAL
EXAMINATION #3 ............................................................................................... 161
APPENDIX FOUR WELDER LEVEL C PROGRAM FINAL WELD TEST - #1 .................... 167
APPENDIX FIVE WELDER LEVEL C PROGRAM FINAL WELD TEST - #2 ........................ 169
APPENDIX SIX WELDER LEVEL C PROGRAM FINAL WELD TEST - #3 .......................... 171
APPENDIX SEVEN WELDER LEVEL C PROGRAM ACHIEVEMENT CRITERIA FOR
FINAL WELD TEST ............................................................................................. 173

Welder Level C Program Outline • Industry Training Authority 1
SECTION 1
OCCUPATION ANALYSIS CHART

Welder Level C Program Outline • Industry Training Authority 6
SECTION 2
PROGRAM OUTLINE

Welder Level C Program Outline • Industry Training Authority 7
SUGGESTED SCHEDULE OF TIME ALLOTMENT FOR LEVEL C
Theory Practical
Line A Applies Occupational Skills % of Time 50% 50%
A-1 Describe Scope of Trade and Apprenticeship in BC, and Other Options
A-2 Describe Safe Working Practices
A-3 Describe WHMIS Training Requirements
A-4 Describe Training Requirements for Confined Space Entry
A-5 Describe Requirements for H2S Training
A-6 Perform Basic Trade Related Mathematical Calculations for Linear Measure
A-7 Use Measuring and Layout Tools
A-8 Use Hand Tools
A-9 Use Power Tools (Electric and Pneumatic)
A-10 Discuss Basic Welding Quality Control and Inspection Requirements
Line B Performs Oxy-Fuel Cutting Processes (OFC) % of Time 20% 80%
B-1 Describe the OFC Process and Its Application
B-2 Describe OFC Equipment and Its Operation
B-3 Perform Freehand and Guided Cuts on Low Carbon Steel Plate, Sheet, Round Stock, Structural Shapes and Pipe
B-4 Perform Cuts with Cutting Machines, Automatic and Semi-Automatic
Line C Performs Fusion and Braze Welding Using Oxy-Fuel Process (OFW) % of Time
20% 80%
C-1 Describe Fusion Welding, Braze Welding and Brazing Processes and Their Applications
C-2 Describe Fusion and Braze Welding Equipment and Their Operation
C-3 Describe Filler Metals, Fluxes and Tips Used for Fusion and Braze Welding and Brazing
C-4 Describe Joint Design and Weld Positions
C-5 Describe Fusion Welding on Low Carbon Steel Sheet
C-6 Fusion Weld Stringer Beads and Fillet Welds on Low Carbon Steel Sheet
C-7 Fusion Weld Square Groove Welds on Low Carbon Steel Sheet
C-8 Braze Weld Fillet Welds on Low Carbon Steel Sheet
C-9 Braze Weld Groove Welds on Grey Cast Iron
C-10 Silver Alloy Braze on Similar and Dissimilar Metals
Welder Level C Program Outline • Industry Training Authority 8
Theory Practical
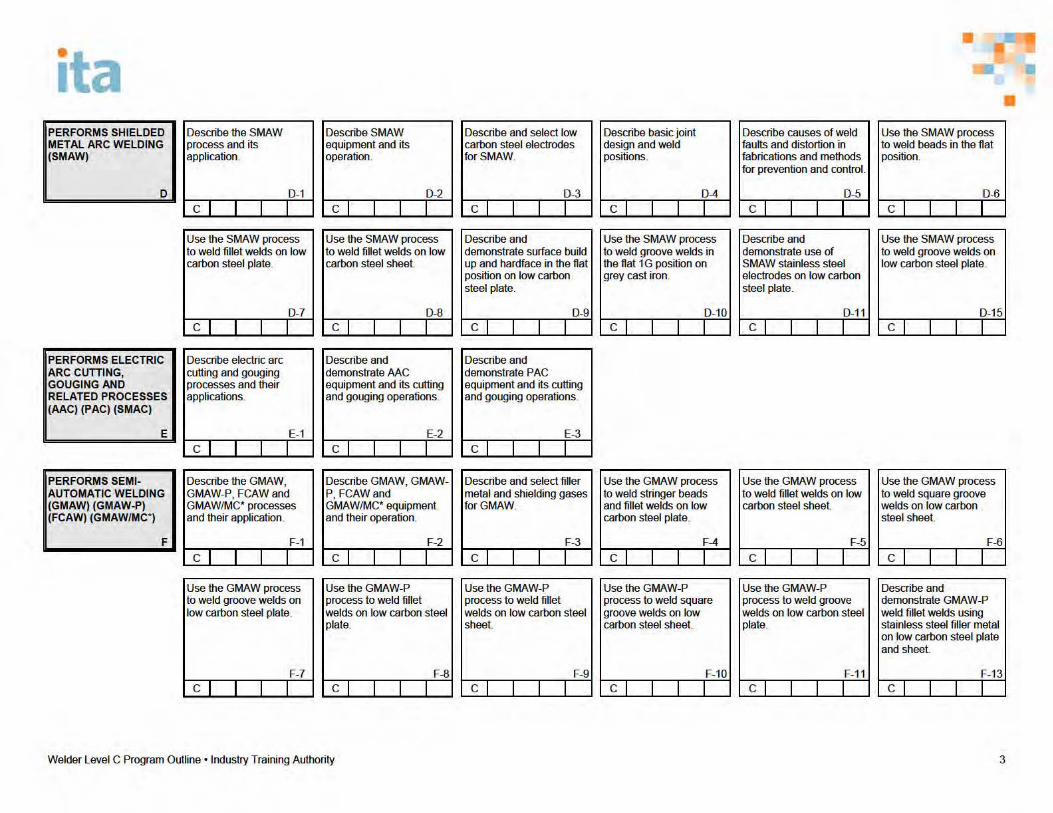
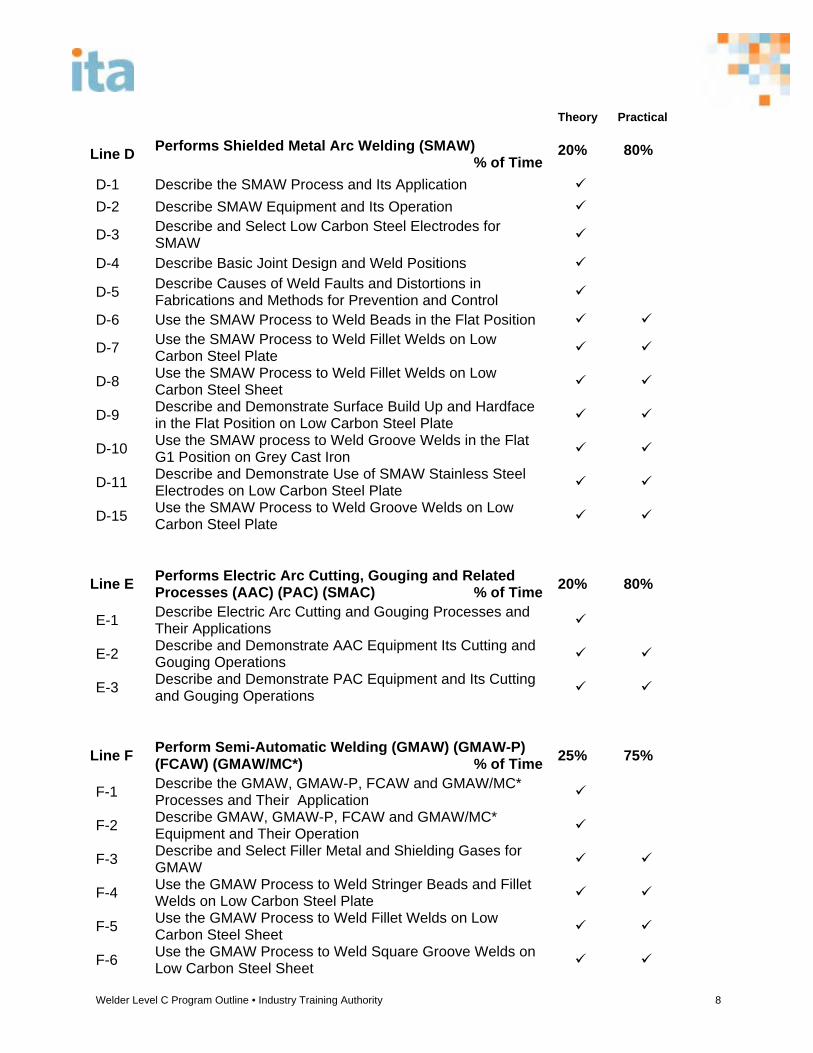
Line D Performs Shielded Metal Arc Welding (SMAW) % of Time
20% 80%
D-1 Describe the SMAW Process and Its Application
D-2 Describe SMAW Equipment and Its Operation
D-3 Describe and Select Low Carbon Steel Electrodes for SMAW
D-4 Describe Basic Joint Design and Weld Positions
D-5 Describe Causes of Weld Faults and Distortions in Fabrications and Methods for Prevention and Control
D-6 Use the SMAW Process to Weld Beads in the Flat Position
D-7 Use the SMAW Process to Weld Fillet Welds on Low Carbon Steel Plate
D-8 Use the SMAW Process to Weld Fillet Welds on Low Carbon Steel Sheet
D-9 Describe and Demonstrate Surface Build Up and Hardface in the Flat Position on Low Carbon Steel Plate
D-10 Use the SMAW process to Weld Groove Welds in the Flat G1 Position on Grey Cast Iron
D-11 Describe and Demonstrate Use of SMAW Stainless Steel Electrodes on Low Carbon Steel Plate
D-15 Use the SMAW Process to Weld Groove Welds on Low Carbon Steel Plate
Line E Performs Electric Arc Cutting, Gouging and Related Processes (AAC) (PAC) (SMAC) % of Time
20% 80%
E-1 Describe Electric Arc Cutting and Gouging Processes and Their Applications
E-2 Describe and Demonstrate AAC Equipment Its Cutting and Gouging Operations
E-3 Describe and Demonstrate PAC Equipment and Its Cutting and Gouging Operations
Line F Perform Semi-Automatic Welding (GMAW) (GMAW-P) (FCAW) (GMAW/MC*) % of Time
25% 75%
F-1 Describe the GMAW, GMAW-P, FCAW and GMAW/MC* Processes and Their Application
F-2 Describe GMAW, GMAW-P, FCAW and GMAW/MC* Equipment and Their Operation
F-3 Describe and Select Filler Metal and Shielding Gases for GMAW
F-4 Use the GMAW Process to Weld Stringer Beads and Fillet Welds on Low Carbon Steel Plate
F-5 Use the GMAW Process to Weld Fillet Welds on Low Carbon Steel Sheet
F-6 Use the GMAW Process to Weld Square Groove Welds on Low Carbon Steel Sheet
Welder Level C Program Outline • Industry Training Authority 9
Theory Practical
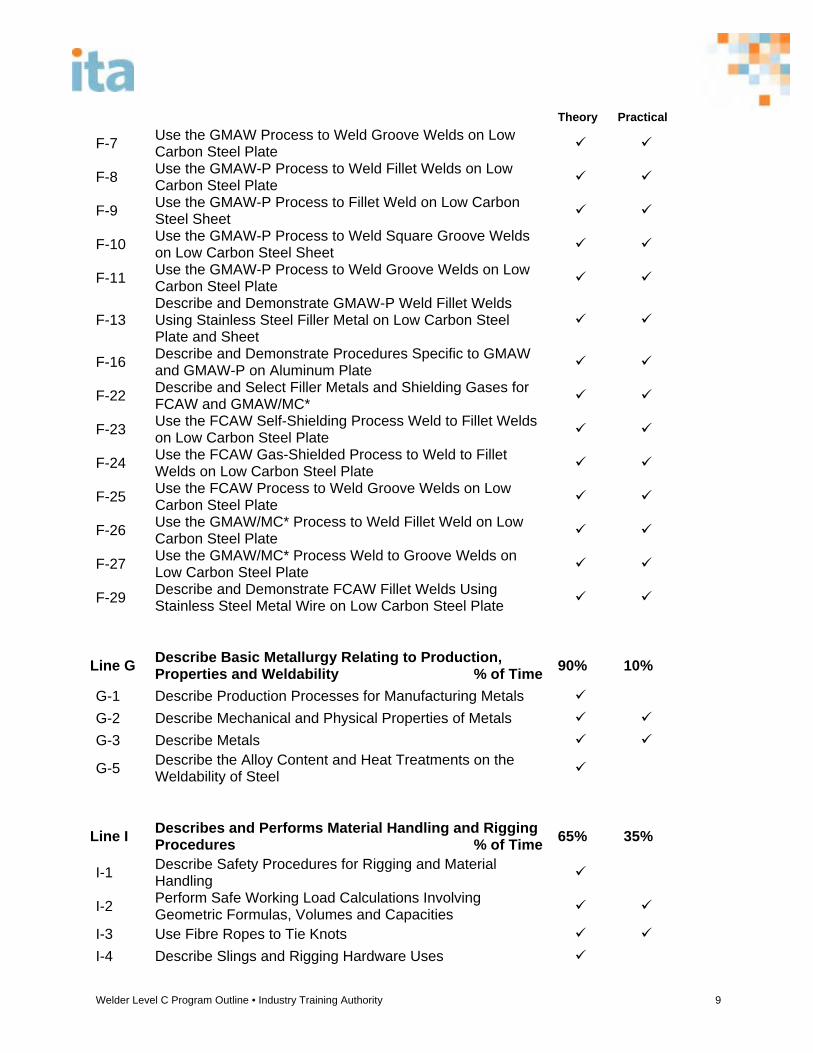
F-7 Use the GMAW Process to Weld Groove Welds on Low Carbon Steel Plate
F-8 Use the GMAW-P Process to Weld Fillet Welds on Low Carbon Steel Plate
F-9 Use the GMAW-P Process to Fillet Weld on Low Carbon Steel Sheet
F-10 Use the GMAW-P Process to Weld Square Groove Welds on Low Carbon Steel Sheet
F-11 Use the GMAW-P Process to Weld Groove Welds on Low Carbon Steel Plate
F-13 Describe and Demonstrate GMAW-P Weld Fillet Welds Using Stainless Steel Filler Metal on Low Carbon Steel Plate and Sheet
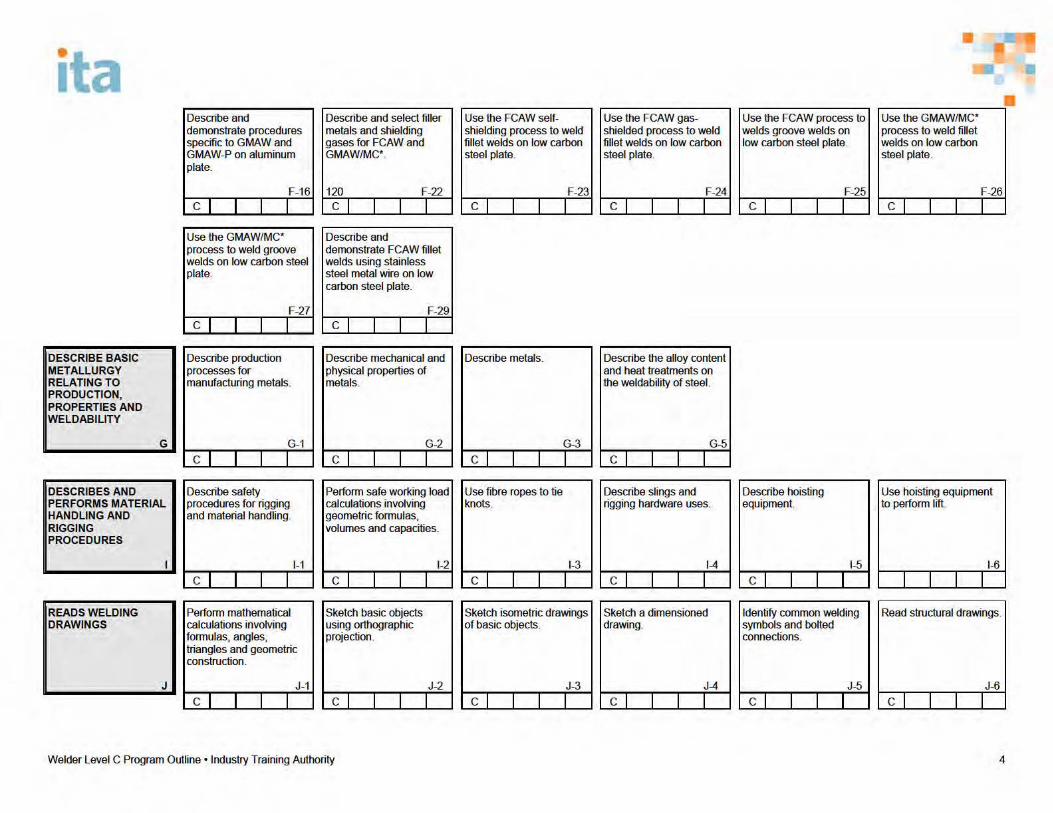
F-16 Describe and Demonstrate Procedures Specific to GMAW and GMAW-P on Aluminum Plate
F-22 Describe and Select Filler Metals and Shielding Gases for FCAW and GMAW/MC*
F-23 Use the FCAW Self-Shielding Process Weld to Fillet Welds on Low Carbon Steel Plate
F-24 Use the FCAW Gas-Shielded Process to Weld to Fillet Welds on Low Carbon Steel Plate
F-25 Use the FCAW Process to Weld Groove Welds on Low Carbon Steel Plate
F-26 Use the GMAW/MC* Process to Weld Fillet Weld on Low Carbon Steel Plate
F-27 Use the GMAW/MC* Process Weld to Groove Welds on Low Carbon Steel Plate
F-29 Describe and Demonstrate FCAW Fillet Welds Using Stainless Steel Metal Wire on Low Carbon Steel Plate
Line G Describe Basic Metallurgy Relating to Production, Properties and Weldability % of Time
90% 10%
G-1 Describe Production Processes for Manufacturing Metals
G-2 Describe Mechanical and Physical Properties of Metals
G-3 Describe Metals
G-5 Describe the Alloy Content and Heat Treatments on the Weldability of Steel
Line I Describes and Performs Material Handling and Rigging Procedures % of Time
65% 35%
I-1 Describe Safety Procedures for Rigging and Material Handling
I-2 Perform Safe Working Load Calculations Involving Geometric Formulas, Volumes and Capacities
I-3 Use Fibre Ropes to Tie Knots
I-4 Describe Slings and Rigging Hardware Uses

Welder Level C Program Outline • Industry Training Authority 10
Theory Practical
I-5 Describe Hoisting Equipment
I-6 Use Hoisting Equipment to Perform a Lift
Line J Reads Welding Drawings % of Time 50% 50%
J-1 Perform Mathematical Calculations Involving Formulas, Angles, Triangles and Geometric Construction
J-2 Sketch Basic Objects Using Orthographic Projection
J-3 Sketch Isometric Drawings of Basic Objects
J-4 Sketch a Dimensional Drawing
J-5 Identify Common Welding Symbols and Bolted Connections
J-6 Read Structural Drawings
Line K Layout and Fabricate Components % of Time 15% 85%
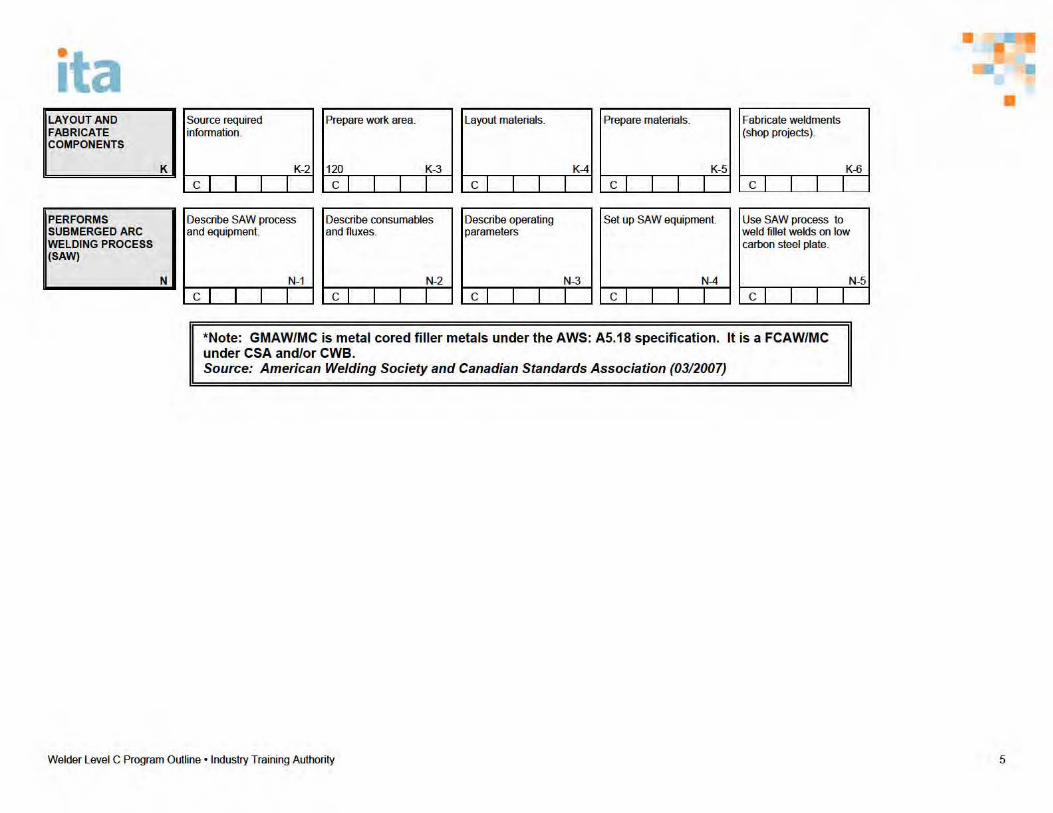
K-2 Source Required Information
K-3 Prepare Work Area
K-4 Layout Materials
K-5 Prepare Materials
K-6 Fabricate Weldments (Shop Projects)
Line N Performs Submerged Arc Welding Process (SAW) % of Time
90% 10%
N-1 Describe SAW Process and Equipment
N-2 Describe Consumables and Fluxes
N-3 Describe Operating Parameters
N-4 Set Up SAW Equipment
N-5 Use SAW Process to Weld Fillet Welds on Low Carbon Steel Plate
Total Percentage for Level C 100%
Welder Level C Program Outline • Industry Training Authority 11
PROGRAM OUTLINE FOR
LEVEL C

Welder Level C Program Outline • Industry Training Authority 12
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-1 Describe Scope of Trade and Apprenticeship in BC, and
Other Options Learning Objectives: The learner will be able to describe the scope of the Welder Level C, B and A trade and the apprenticeship in BC, and other options, using a variety of techniques for interpretation. LEARNING TASKS CONTENT
1. Describe the three levels of training in the BC welder.
Historical description of apprenticeship training
Current apprenticeship Foundation Level C Level B Level A
2. Describe the requirements and procedure for registration at each level.
Skills and qualities of a welder Specific job knowledge Equipment knowledge Metal identification Personal qualities
3. Explain the general differences between P-lines and RK lines.
The training program Training requirements
4. Describe employment opportunities for each level of the training program.
High school, college or technical training institute
Tacker Welding operator Welder Welder fabricator/fitter
5. Describe the Log Book requirements.
Identification of the welder Registration seals Training endorsements Qualifications tests, general section Employment record W.P.Q.R.
6. Explain other more advanced training opportunities which lead to other jobs.
College, technical institute or university: Welding inspector level 1, 2 and 3 Welding technician Welder technologist Mechanical engineer Welding engineer

Welder Level C Program Outline • Industry Training Authority 13
7. Identify industrial and construction fields that provide employment opportunities for welders.
Metal fabricating Ship building Pulp and paper mills Wood products manufacture Machinery manufacture Equipment maintenance and repair Smelt and refining Motor vehicle, truck/trailer manufacture Mining Construction Iron and steel mills Special trades Mining services Coal mines Gas distribution and transmission Public administration and defence Machinery wholesalers Forestry and forest services Electric utilities Motor vehicle dealers and repairs Communications equipment and
manufacture Pipeline Food and beverage industry
8. Communicate effectively. Resumes Cover letter Internet information sourcing Listening skills Effective verbal communication Non effective verbal communication Workplace culture
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-1. Achievement Criteria: Given a 10 question test on the scope of the Welder Level “C,” B and A trade and apprenticeship in BC, and other options, the learner will be able to demonstrate knowledge of the trade by correctly answering 7 or more questions.
Welder Level C Program Outline • Industry Training Authority 14
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-2 Describe Safe Working Practices Learning Objectives: The learner will be able to describe safe work practices according to WorkSafeBC standards for Welder Level C trade in BC. LEARNING TASKS CONTENT
1. Describe applications of WorkSafeBC and OHS in the work place.
Responsibilities of WorkSafeBC in the workplace
Responsibilities of employers in the workplace
Responsibilities of employees in the workplace
Contravention or regulations Workers who are covered by the
WorkSafeBC Workers who are not covered Reporting injury or industrial disease Circumstances for compensation
2. Describe general safety precautions for welding.
General procedures for shop safety Electrical safety Lock out procedures Worksite safety Safety requirements for welding
processes Personal fall protection Safety requirements for ladders and
scaffolds Safety requirements for handrails and
guardrails
3. Describe physical hazards and select PPE for welding.
Radiation Extreme temperatures Noise Bodily injury hazards Chemical hazards Protective clothing Skin protection (leathers) Head protection Hand protection Foot protection Hearing protection
Welder Level C Program Outline • Industry Training Authority 15
Eye protection Safety glasses and goggles Face shields Flash goggles Welding helmets Welding goggles Eye protection for electrical welding
processes Auto darkening helmets Welding screens and curtains Goggles for oxyfuel welding and cutting
4. Identify fire hazards and describe methods of fire prevention.
Fire triangle Fire preventing and stopping fires The four classes of fires Types of fire extinguishers Fire hazards Fire prevention Clean area of combustible debris Fire/water hose/fire extinguisher set up
before and after work Contain sparks by the use of fire-
retardant blankets Wet area down in high hazard area
before starting hot work Cover wall/floor openings with fire
retardant blanket Welding work general fire safety
precautions WorkSafeBC requirements for fire
watch
5. Describe respiratory equipment. Air-line respirator Self contained breathing apparatus
(SCBA) Cartridge type respirator
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-2. Achievement Criteria: Given an 80 question test on the safe working practices according to WorkSafeBC standards for Welder Level C trade in BC, the learner will answer 56 or more questions correctly. The learner will also be evaluated during shop activities and must achieve a grade of 70% or better based on a summative total of Instructor assessment.

Welder Level C Program Outline • Industry Training Authority 16
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-3 Describe WHMIS Training Requirements Learning Objectives: The learner will be able to describe WHMIS training requirements. LEARNING TASKS CONTENT
1. Explain the purpose and necessity of WHMIS in the workplace.
Canada-wide legislated system Provides information on workplace
hazardous materials How to safely use, store and handle
hazardous materials Although nation-wide, employer WHMIS
compliance is regulated and enforced by the WorkSafeBC province’s inspectors
2. Explain the need to identify
hazardous materials in the workplace and the 3 main elements of WHMIS.
Each workplace must have a system in place that tells workers what they need to know about the products they work with
WHMIS information is provided in three ways:
Container labels Materials Safety Data Sheets (MSDSs) Employee training
3. Identify the warning labels based on the six classes of hazardous materials, the symbols and classifications.
A supplier label must appear on all controlled products received at workplaces in Canada and contain the following information:
Product identifier (name of product) Supplier identifier (name of company
that sold it) A statement that an MSDS is available Risk phrases (words that describe the
main hazards of the product)
Welder Level C Program Outline • Industry Training Authority 17
4. Explain the general duties of employers to provide MSDS sheets and training.
MSDSs describe the hazards of the materials used on the job
Developed for each product by its manufacturer
Supplier must provide specs Employer and Worker must be able to
provided proof of training
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-2. Achievement Criteria: Given a 30 question test on WHMIS training requirements, the learner will be required to answer a minimum of 21 questions correctly.

Welder Level C Program Outline • Industry Training Authority 18
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-4 Describe Training Requirements for Confined Space
Entry Learning Objectives: The learner will complete the confined space program and be able to describe the hazards associated with confined space hazards as per WorkSafeBC Part 9. LEARNING TASKS CONTENT
1. Describe the precautions and procedures for confined space entry as per WorkSafeBC Part 9.
General requirements Responsibilities Hazard assessment and work
procedures Identification and entry permits Lockout and isolation Verification and testing Cleaning, purging, venting, inserting Ventilation Standby persons Rescue Lifelines, harnesses and lifting
equipment Personal protective equipment and
other precautions
2. Describe the most common jobs related to Welder Cs facing confined space entry.
Pressure vessels and tanks Excavations Ship hulls Containers Hoppers and chutes
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-2. Achievement Criteria: Given a 20 question test on hazards associated with confined spaces as per WorkSafeBC Part 9, the learner will correctly answer 14 or more questions.
Welder Level C Program Outline • Industry Training Authority 19
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-5 Describe Requirements for H2S Training Learning Objectives: The learner will be able to describe the requirements for H2S training. LEARNING TASKS CONTENT
1. Describe H2S precautions and procedures.
Properties, characteristics and locations of H2S
Health hazards MSDS requirements Work hazards Initial response strategy How to protect yourself (ventilation,
controls and PPE) Respiratory protective equipment Self Contained Breathing Apparatus
(SCBA) Supplied Air Breathing Apparatus
(SABA) Detecting and monitoring for H2S Detector tube devices Electronic monitors Rescue techniques Rescue breathing Emergency response planning
NOTE: Refer to video “A Matter of Life and Death” (video can be purchased on the following website: http://www.coastal.com/coastalACB/showdetl.cfm?&Product_ID=13813&DID=7) **This video has the following inaccuracies that need to be discussed upon viewing:
1. Fire Resistance coveralls are required in all gas and oil field operating areas. This is contrary to the video which showed workers in “street” clothing.
2. Some companies use a ceiling limit of 10 ppm for Hydrogen Sulphide. Any exposure of H2S over
10 ppm is prohibited unless an SCBA is used. This is contrary to the video which indicated that the acceptable ceiling limit is 15 ppm.
3. Some companies allow the use of contact lenses inside a SCBA as long as the site First Aid Attendant is aware of their use. This is contrary to the video which indicated that contact lenses were prohibited when donning a SCBA.
Achievement Criteria: Given a 10 question test on hazards associated H2S, the learner will correctly answer 7 or more questions.
Welder Level C Program Outline • Industry Training Authority 20
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-6 Perform Basic Trade Related Mathematical Calculations
for Linear Measure Learning Objectives: The learner will be able to perform basic Welder Level C trade related mathematical calculations for linear measure. LEARNING TASKS CONTENT
1. Solve problems involving fractions.
Key terms and concepts used in working with fractions
Add and subtract fractions Multiply and divide fractions Calculate averages Change fractions to common
denominator Solve problems using whole numbers Solve problems using whole numbers
and fractions in practical applications
2. Solve problems involving decimals.
Read and write decimal fractions Round decimal fractions to specific
place values Convert decimal inches to a fraction
with a practical denominator Convert decimal feet to fee and inches
with a practical denominator Convert fractions to decimals Add and subtract decimal fractions Multiply and divide decimal fractions
3. Solve problems involving percentage.
Convert between fractions and percents Convert between decimals and
percents Solve percent problems

Welder Level C Program Outline • Industry Training Authority 21
4. Solve problems involving metric and imperial measure.
Identify commonly used metric units of measurement
Convert between units of measurement Convert imperial units: feet to inches,
square inches to square feet, and cubic measures to gallons
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2B. Achievement Criteria: Given a 40 question test on basic Welder Level C trade related mathematical calculations for linear measure, the learner will be able to demonstrate knowledge by correctly answering 28 questions or more.
Welder Level C Program Outline • Industry Training Authority 22
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-7 Use Measuring and Layout Tools Learning Objectives: The learner will be able to describe and demonstrate the safe use and care of measuring and layout tools as related to the Welder Level C trade. LEARNING TASKS CONTENT
1. Use layout and measuring tools and their uses.
Systems of measuring Metric Imperial Layout Measuring tools Pocket measuring tape Steel rule Torpedo level Spirit level Laser level Plumb bob Framing square Combination squares Square head Centre head Protractor head Marking tools Soapstone Scriber or awl Chalkline Divider and trammel points Centre punch Prick punch Spring loaded punch Transfer punch Number and letter stamps Gauges Fillet weld Pipe internal alignment Single purpose weld Bridge cam Automatic weld size Visual weld acceptance criteria
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-3.

Welder Level C Program Outline • Industry Training Authority 23
Achievement Criteria: Given a 20 question test on the safe use and care of measuring and layout tools used in the Welder Level C trade, the learner will correctly answer 14 or more questions. The learner will also be evaluated on the use of measuring and layout tools as part of a practical shop projects as per the acceptance criteria in the current curriculum module/line P1-5.
Welder Level C Program Outline • Industry Training Authority 24
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-8 Use Hand Tools Learning Objectives: The learner will be able to demonstrate the use and care of Welder Level C related hand tools. LEARNING TASKS CONTENT
1. Use clamping tools, their uses, maintenance and care.
Safety Bench vise Machine vise Pipe vises Top screw bench chain vise Tri-stand yolk vise Clamps Welding specific line up tools and
clamps Pliers Combination Interlocking slip-joint Needle-nose and round-nose MIG
2. Use cutting tools, their uses, maintenance and care.
Safety Hacksaws Files Manual sheers Cold chisels Bolt cutters Wire cutters
3. Use other common hand tools, their uses, maintenance and care.
Safety Wire brushes MIG pliers Hammers Ball-peen Soft-faced Chipping hammers Sledge hammers Dead blow hammers Cross-peen Drifts Pinch line up bars Pry bars

Welder Level C Program Outline • Industry Training Authority 25
Anvils Wrenches Open-end Box-end Combination Adjustable Cylinder Socket Pipe Hexagon key Screwdrivers Blade Phillips Robertson Torx
4. Use taps and dies and their uses. Safety Taps Tap wrenches Dies Tapping internal threads Common tapping problems Cutting external threads
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-3 and P1-5. Achievement Criteria: Given a 40 question test on hand tools used in the Welder Level C trade, the learner will correctly answer 28 or more questions. The learner will also be evaluated on the use of hand tools as part of a practical shop project as per the acceptance criteria the current curriculum module/line P1-5.

Welder Level C Program Outline • Industry Training Authority 26
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-9 Use Power Tools (Electric and Pneumatic) Learning Objectives: The learner will be able to demonstrate the use and care of Welder C related power tools. LEARNING TASKS CONTENT
1. Use power drilling tools. Safety Portable power drills Keyless chuck drills Hammer drills Magnetic base Drill presses Hollow bits Hole saws Carbide tipped masonry Rechargeable drills
2. Use power grinding tools. Safety Stationary grinders Portable grinders Stationary belt sanders Portable belt sanders Abrasives and disks Carbide burrs Mini belt sanders
3. Use power shearing tools. Safety Power squaring shears Rotary throatless shears Universal machines Iron worker Nibblers Pipe cutters
4. Use power sawing tools. Abrasive cut-off saw Power hacksaw Metal-cutting band saws Reciprocating saws Sabre Circular saws Blades for metal-cutting saws

Welder Level C Program Outline • Industry Training Authority 27
5. Use specialty tools. Scaler Needle scaler
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-4 and P1-5. Achievement Criteria: Given a 60 question test on power tools used in the Welder Level C trade, the learner will correctly answer 42 or more questions. The learner will also be evaluated on the use of power tools as part of a practical shop project as per the acceptance criteria the current curriculum module/line P1-5.
Welder Level C Program Outline • Industry Training Authority 28
LINE A: APPLIES OCCUPATIONAL SKILLS Competency: A-10 Discuss Welding Quality Control and Inspection
Requirements Learning Objectives: The learner will be able to discuss welding quality control and inspection requirements. LEARNING TASKS CONTENT
1. Describe the different quality and control inspections requirements.
Examine components (fit-up and preparation) prior to assembly.
Examine completed welds Measure final product for compliance to
blueprints and drawings Types and uses of non-destructive
testing methods Types and uses of destructive testing
methods Standards, specifications and codes
2. Describe CWB jurisdiction. Accreditation covers welding certification programs for companies engaged in:
Fusion welding Welding consumables Welding inspection organizations
3. Describe CWB certification programs.
CSA W 47.1 Steel CSA W 47.2 Aluminum CSA W 55.3 Resistance Welding CSA A 660 Steel Building CSA W 186 Reinforcing Bar
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK-4 and RK-5. Achievement Criteria: Given a 20 question test on welding quality control and inspection requirements, the learner will be able to demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 29
LINE B: PERFORMS OXY-FUEL CUTTING PROCESSES (OFC) Competency: B-1 Describe the OFC Process and Its Application Learning Objectives: The learner will able to describe the OFC process, its applications, techniques used for cutting difficult-to-cut ferrous alloys, the main components of an OFC station, thermal effects and safety precautions. LEARNING TASKS CONTENT
1. Describe the OFC process. Principles of OFC Components of basic OFC systems
2. Describe the applications of OFC.
Cutting plate, pipe and structural shapes
Washing bolts and rivets Gouging and scarfing Stack cutting Cutting machines
3. Describe the cutting characteristics of ferrous and non-ferrous metals.
Ferrous alloys Techniques for cutting ferrous alloys Preheating Waster plates Non-ferrous alloys Aluminum Copper Brass Bronze Magnesium
4. Describe the thermal effects of OFC.
Distortion Surface hardening
5. Describe safety requirements for OFC.
PPE Fire and explosion prevention Refer to WorkSafeBC for fire watch
regulations Toxic fumes/ventilation Cadmium Zinc Lead Beryllium Other alloys Synthetic materials
Welder Level C Program Outline • Industry Training Authority 30
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P1-2. Achievement Criteria: Given a 40 question test on the oxy-fuel process and application, the learner will demonstrate knowledge by correctly answering 28 questions or more.
Welder Level C Program Outline • Industry Training Authority 31
LINE B: PERFORMS OXY-FUEL CUTTING PROCESSES (OFC) Competency: B-2 Describe OFC Equipment and Its Operation Learning Objectives: The learner will be able to describe of the oxygen and fuel gases used in OFC, gas cylinders and regulators, cutting tips and attachments, and cutting machines, used in the OFC process. LEARNING TASKS CONTENT
1. Describe the gases and their properties, used in OFC.
Oxygen Acetylene Other fuel gases Mapp® gas (methylacetylene-
propadiene) Natural gas Propane gas
2. Describe oxygen and fuel gas cylinders.
Oxygen cylinders Oxygen cylinder valve Cylinder safety device Acetylene cylinders Acetylene cylinder valves Cylinder safety devices Liquid fuel cylinders Storage and handling of cylinders Storage Handling Safety precautions for using cylinders
3. Describe pressure regulators and their functions.
Oxygen and acetylene regulators Single and two-stage regulators Single-stage regulator Two-stage regulator Safe use of regulators
4. Describe oxy-fuel hoses and fittings.
Oxy-fuel hose Safe handling of hose Hose fitting
Welder Level C Program Outline • Industry Training Authority 32
5. Describe cutting torches, cutting tips and heating tips.
Injector torch Equal pressure torch Torch types One-piece cutting torch Two-piece cutting torch Machine torch Torch line explosions – causes and
prevention Backfire Flashbacks Reverse flow check valves Cutting tips Cutting tip size Types of cutting tips Tips for special purposes Rivet-cutting tips Gouging tips Heating tips Cutting tip maintenance
6. Describe gas manifold systems. Oxygen manifold systems Acetylene manifold systems
7. Describe oxy-fuel gas cutting accessories and machines.
Manual cutting guides Straight-line cutting guide Circle cutting guide templates Cutting machines Straight-line cutting machines Shape-cutting machines Electronic eye tracer Magnetic tracer Pipe-beveling machines

Welder Level C Program Outline • Industry Training Authority 33
8. Describe the correct procedures to assemble, ignite and shut down a portable oxyacetylene outfit.
Assemble a portable oxyacetylene outfit Secure the cylinders Remove the caps Crack the valves Attach the regulators Install RFCV Connect the hoses Open the valves Purge the hoses Connect the cutting attachment Set working pressure Select and install the appropriate
cutting tip Set working pressure Test for leaks Light and adjust flame Ignite the torch Add oxygen to the flame Shut down an oxyacetylene outfit Disassemble the oxyacetylene outfit
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P2-2 and P2-3. Achievement Criteria: Given a 90 question test on oxy-fuel cutting equipment and its operation, the learner will demonstrate knowledge by correctly answering 63 questions or more.
Welder Level C Program Outline • Industry Training Authority 34
LINE B: PERFORMS OXY-FUEL CUTTING PROCESSES (OFC) Competency: B-3 Perform Freehand and Guided Cuts on Low Carbon
Steel Plate, Sheet, Round Stock, Structural Shapes and Pipe
Learning Objectives: The learner will be able to assemble the appropriate oxy-fuel cutting equipment, set pressures, light and adjust the cutting torch, make freehand and guided cuts on low carbon steel plate, make freehand cuts on round stock, structural shape and pierce holes in low carbon steel plate. LEARNING TASKS CONTENT
1. Describe the characteristics of an acceptable cut.
Characteristics of an acceptable cut Top edge square Vertical draglines Bottom edge sharp Factors that affect the quality of cut Speed of travel Surface condition of the metal Oxygen pressure Tip size Size of the preheat flames Thickness of the material Position of the cutting torch tip Position in relation to the work Starting cuts
2. Perform freehand cuts on low carbon steel plate and sheet.
Freehand cuts on low carbon steel plate - refer to practical competency for procedure
Freehand cuts on low carbon steel sheet - refer to practical competency for procedure
Free hand bevel cuts on low carbon steel plate - refer to practical competency for procedure
3. Pierce holes in low carbon steel
plate. Refer to practical competency for
procedure
4. Perform freehand cuts on structural shapes and round stock.
Freehand cuts on angle iron, channel, and S-beam - refer to practical competency for procedure
Freehand cuts on round stock - refer to practical competency for procedure

Welder Level C Program Outline • Industry Training Authority 35
5. Perform guided cuts on low
carbon steel plate and sheet. Guided cuts on low carbon steel plate
and sheet - refer to practical competency for procedure
Guided circular cuts on low carbon steel plate - refer to practical competency for procedure
6. Wash nuts off bolts and gouge
weldments. Wash nuts off bolts - refer to practical
competency for procedure Gouge weldments - refer to practical
competency for procedure
7. Perform freehand cuts on mild steel pipe.
Straight cuts on low carbon steel pipe - refer to practical competency for procedure
Bevel cuts on low carbon steel pipe - refer to practical competency for procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P2-4. Achievement Criteria: The learner will be evaluated on the ability to perform freehand and guided cuts on low carbon steel plate, sheet round stock, structural shapes and pipes as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P2-4. .
Welder Level C Program Outline • Industry Training Authority 36
LINE B: PERFORMS OXY-FUEL CUTTING PROCESSES (OFC) Competency: B-4 Perform Cuts with Cutting Machines, Automatic and
Semi-Automatic Learning Objectives: The learner will be able to set up and operate a variety of cutting machines and produce high quality straight and bevel cuts safely. LEARNING TASKS CONTENT
1. Performs cuts with a straight-line cutting machine using oxy-fuel gas.
Refer to practical competency for procedure
2. Perform cuts with a shape-cutting machine using oxy-fuel gas.
Refer to practical competency for procedure
3. Perform cuts with a pipe-beveling
machine using oxy-fuel gas. Refer to practical competency for
procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P2-5. Achievement Criteria: The learner will be evaluated on the ability to perform cuts with cutting machines, automatic and semi-automatic as part of a practical shop project as per the acceptance criteria in current curriculum module/line P2-5.
Welder Level C Program Outline • Industry Training Authority 37
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW)
Competency: C-1 Describe Fusion Welding, Braze Welding and Brazing
Processes and Their Applications Learning Objectives: The learner will be able to describe fusion welding, braze welding, brazing processes, their applications and safety precautions. LEARNING TASKS CONTENT
1. Describe the fusion welding process and its application.
Principles of fusion welding Filler rods Applications of fusion welding Maintenance or repair work Fabrication
2. Describe the braze welding process and its application.
Principles of braze welding Filler rods Applications Maintenance or repair work Light gauge metals Dissimilar metals Grey cast iron Non-ferrous metals
3. Describe the brazing process and its applications.
Principles of brazing Filler rods Applications
4. Describe safety requirements. PPE Fire and explosion prevention Refer to WorkSafeBC for fire watch
regulations Toxic fumes/ventilation (refer to B-1,5)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-1. Achievement Criteria: Given a 20 question test on fusion welding, braze welding, brazing processes and application, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 38
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-2 Describe Fusion and Braze Welding Equipment and
Their Operation Learning Objectives: The learner will be able to describe fusion and braze welding equipment and their operation. LEARNING TASKS CONTENT
1. Describe OFW equipment and application.
Fundamentals of OFW process Types of equipment Regulators Flashback arrestors Hoses Types of torch bodies Torch attachments Match equipment to application
2. Describe fuel gas precautions and procedures.
Characteristics of fuel gases Fuel gas delivery systems Cylinder and gases handling
procedures Cylinder and gases storage
requirements Hazards associated with different fuel
gases Match fuel gas to type of equipment Identify type of fuel gas from
information on label
3. Describe tips and their application.
Type of base metal Base metal thickness Tip functions Required weld Types of tips Match tip to base metal and required
weld Differentiate between tips
4. Describe consumables and requirements.
Fluxes Filler metals
Welder Level C Program Outline • Industry Training Authority 39
5. Describe operating parameters. Base metal thickness Welding tip sizes Gas regulators Manufacturers’ recommendations Other task specific guidelines Reference information
6. Describe setting up OFW equipment.
Set-up procedures OFW safe practices Equipment leak test procedures Follow safe procedures Reference manufacturers’ instructions
7. Describe operating OFW equipment.
Required task-specific PPE Safe operating practices Flashback conditions Backfire burnback conditions Welding techniques Metallurgy Types of flames Braze welding techniques Brazing fluxes Flame temperatures Metal fusion techniques Recognize flashback Recognize backfire burnback Prevent flashback conditions Prevent backfire burnback conditions Light and adjust torch Apply appropriate welding techniques Detect defects in weld
8. Shut down OFW equipment. Shutdown sequence Check regulators Perform complete shutdown
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-2. Achievement Criteria: Given a 40 question test on fusion and braze welding equipment and its operation, the learner will demonstrate knowledge by correctly answering 28 questions or more.

Welder Level C Program Outline • Industry Training Authority 40
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-3 Describe Filler Metals, Fluxes and Tips Used for Fusion
and Braze Welding and Brazing Learning Objectives: The learner will be able to identify filler metals, fluxes, torches and tips used for fusion and braze welding. LEARNING TASKS CONTENT
1. Describe the filler rods for fusion welding, brazing and braze welding.
Filler rods for fusion welding Low carbon steel rods RG 45 RG 60 RG 65 Filler rod size Brazing and braze welding alloys Silver (BAg) Aluminum-silicon (BA 1Si) Precious-metals (BAu) Copper and copper-zinc (BCu and
RBCuZn) brass Copper-phosphorous (BCuP) Magnesium (BMg) Nickel (BNi) Cobalt (BCo) Choosing a brazing filler rod Braze welding filler rods
2. Describe the flux for fusion welding, brazing and braze welding.
Purpose of flux Welding flux Brazing flux High temperature Special purpose or low temperature General purpose flux Choosing the correct brazing flux Using flux Removing flux

Welder Level C Program Outline • Industry Training Authority 41
3. Describe the torches and tips for fusion welding, braze welding and brazing.
Oxy-fuel welding torches How welding torches work Welding tips Selecting the correct welding tip Welding tip maintenance
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-2. Achievement Criteria: Given a 20 question test on identifying filler metals, fluxes, torches and tips used for fusion and braze welding, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 42
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-4 Describe Joint Design and Weld Positions Learning Objectives: The learner will be able to identify basic joint designs, weld positions and the abbreviations associated with them when doing fusion and braze welding using OFW processes. LEARNING TASKS CONTENT
1. Describe the five basic joints. Corner joint Lap joint Tee joint Butt joint Edge joint
2. Describe the four basic welding positions.
Flat position Horizontal position Vertical position Overhead position
3. Identify abbreviations for weld position and weld type.
Flat position (1) Horizontal position (2) Vertical position (3) Overhead position (4)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-2. Achievement Criteria: Given a 20 question test on identifying basic joint designs, weld positions and the abbreviations associated with them when doing fusion and braze welding using OFW processes, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 43
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-5 Describe Fusion Welding on Low Carbon Steel Sheet Learning Objectives: The learner will describe fusion weld stringer beads in the flat position on low carbon steel sheet using OFW processes. LEARNING TASKS CONTENT
1. Describe the main factors to consider in gas fusion welding.
Correct tip sizes Correct flame setting Distance between work and flame Types of welding technique Torch angle Speed and travel movement Operator comfort and position
2. Describe process related weld faults and discuss their causes.
Weld defects Lack of penetration Lack of fusion undercut Reinforcement on groove welds Correct weld profile for fillet weld
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-3. Achievement Criteria: Given a 10 question test on describing fusion weld stringer beads in the flat position on low carbon steel sheet using OFW processes, the learner will demonstrate knowledge by correctly answering 7 questions or more

Welder Level C Program Outline • Industry Training Authority 44
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-6 Fusion Weld Stringer Beads and Fillet Welds on Low
Carbon Steel Sheet Learning Objectives: The learner will fusion weld stringer beads and fillet welds on low carbon steel sheet using OFW processes. LEARNING TASKS CONTENT
1. Fusion weld stinger beads in the flat position.
Weld stinger beads without a filler rod in the flat position - refer to practical competency for Weld Procedure Specification (WPS)
Weld stinger beads with a filler rod in the flat position - refer to practical competency for Weld Procedure Specification (WPS)
2. Fusion weld fillet welds in the flat
(1F) position on lap and corner joint on low carbon steel sheet.
Fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on corner joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
3. Fusion weld fillet welds in the
horizontal (2F) position on lap joint on low carbon steel sheet.
Fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
4. Fusion weld fillet welds in the
vertical (3F) position on lap joints on low carbon steel sheet.
Fillet weld on lap joint in the 3F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-4. Achievement Criteria: The learner will be evaluated on the ability to fusion weld fillet welds on low carbon steel sheet using OFW processes as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P3-4; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 45
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-7 Fusion Weld Square Groove Welds on Low Carbon Steel
Sheet Learning Objectives: The learner will fusion weld groove welds on low carbon steel sheet using OFW processes. LEARNING TASKS CONTENT
1. Fusion weld groove welds in the flat (1G) position on low carbon steel sheet.
Refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-5. Achievement Criteria: The learner will be evaluated on the ability to fusion weld groove welds on low carbon steel sheet using OFW processes as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P3-5; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 46
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-8 Braze Weld Fillet Welds on Low Carbon Steel Sheet Learning Objectives: The learner will braze weld fillet welds on low carbon steel sheet using OFW processes. LEARNING TASKS CONTENT
1. Describe the procedures for braze welding low carbon steel.
Pre-leaning and edge preparation Flame setting Filler rods and flux Number of passes Determining the quality of work
2. Braze weld fillet welds in the flat (1F) and horizontal (2F) positions on lap and tee joints on low carbon steel sheet.
Braze weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Braze weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-7. Achievement Criteria: The learner will be evaluated on the ability to braze weld fillet welds on low carbon steel sheet using OFW processes as part of a practical shop project as per the acceptance criteria the current curriculum module/line P3-7; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 47
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-9 Braze Weld Groove Welds on Grey Cast Iron Learning Objectives: The learner will braze weld and fusion weld groove welds on grey cast iron using OFW processes. LEARNING TASKS CONTENT
1. Describe the procedures for braze welding and fusion welding grey cast iron.
Braze weld grey cast iron Pre-leaning Preheating Fusion welding grey cast iron Special factors in welding grey cast iron Cast iron filler rod Welding technique
2. Braze weld groove welds in the flat (1G) position.
Refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-9. Achievement Criteria: The learner will be evaluated on the ability to braze weld and fusion weld groove welds on grey cast iron using OFW processes as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P3-9; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 48
LINE C: PERFORMS FUSION AND BRAZE WELDING USING OXY-FUEL PROCESSES (OFW) Competency: C-10 Silver Alloy Braze on Similar and Dissimilar Metals Learning Objectives: The learner will silver alloy braze on similar and dissimilar metals using OFW processes. LEARNING TASKS CONTENT
1. Describe the materials, equipment and procedures for silver brazing.
Joint preparation and design Flux selection Filler alloys (rods) Flame for brazing Silver brazing procedure
2. Braze with silver alloys.
Braze with silver phosphorous alloy on copper tube - refer to practical competency for Weld Procedure Specification (WPS)
Braze with silver alloy filler metals on tee joints for copper to stainless steel in the horizontal position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P3-10. Achievement Criteria: The learner will be evaluated on the ability to silver alloy braze on similar and dissimilar metals using OFW processes as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P3-10; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 49
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-1 Describe the SMAW Process and Its Application Learning Objectives: The learner will be able to describe the SMAW process and its applications, including safety precautions, power sources and the procedures used with SMAW. LEARNING TASKS CONTENT
1. Describe the SMAW process and its applications.
Principles of SMAW The arc welding circuit Power source Ground cable and clamp Electrode cable Welding electrode and electrode holder Workpiece The SMAW process Electrodes Power source Applications of SMAW Shipbuilding Commercial transport Boiler making Structural work Engineering applications Building Maintenance and repair of industrial
and farm equipment Light gauge welding Assembly of automobiles Pipe welding The arc welding station Arc welding machine Work bench Electrode cable and terminals Electrode holder Electrode stub holder Booth or screens Work cable and terminals Ventilation system Ground clamp Welding station inspection
Welder Level C Program Outline • Industry Training Authority 50
2. Describe safety requirements, precautions and procedures for SMAW.
PPE Eye protection for the electrical welding
processes Welding helmets Radiation protection Electric shock Damp conditions Treatment of electric shock victims Fire and explosion prevention Refer to WorkSafeBC for fire watch
regulations Safety requirements for operating
electric welding equipment Maintenance of equipment Welding cables and connections Electrode holder Ground clamp Electrode stub disposal Slag Toxic fumes/ventilation
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-1. Achievement Criteria: Given a 20 question test on the SMAW process and its applications, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 51
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-2 Describe SMAW Equipment and Its Operation Learning Objectives: The learner will be able to describe SMAW equipment and its operation including the principles of electricity, types of current, AC and DC welding machines and electrode holders, ground clamps and welding cables. LEARNING TASKS CONTENT
1. Explain basic principles of electricity.
Resistance Effects of resistance Electromagnetism Transformers Reactor
2. Describe types of current and their applications.
Alternating current Direct current Polarity Arc blow Dealing with arc blow
3. Describe the effects of a volt-ampere curve on the welding arc.
Volt-ampere curve Interpreting the volt-ampere curve Constant current welding machines Constant potential welding machines Adjusting the voltage Adjusting the amperage
4. Describe AC and DC welding machines.
Transformer type welding machines AC transformers AC transformer control Transformer/rectifiers Transformer/rectifier control AC/DC transformers/rectifiers Advantages of transformer type welding
machines Disadvantages of transformer type
welding machines Generator/alternator type welding
machines Electric motor drive DC machines Fuel engine driven AC, DC and AC/DC
welding machines Controls
Welder Level C Program Outline • Industry Training Authority 52
Advantages of generator/alternator type welding machines
Disadvantages of generator/alternator type welding machines
Multi-operator sets Inverters Advantages of inverter type welding
machines Remote control devices Ratings for welding machines Power requirements Duty cycle Choosing between AC and DC
machines General maintenance of welding
machines
5. Describe and select electrode holders, ground clamps and welding cables.
Electrode holder Jaw Twist head Ground clamps Spring-loaded C-clamp Rotary Magnetic Welding cables Size Connections
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-2. Achievement Criteria: Given a 50 question test on shielded metal arc welding equipment and its operation, the learner will demonstrate knowledge by correctly answering 35 questions or more.
Welder Level C Program Outline • Industry Training Authority 53
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-3 Describe and Select Low Carbon Steel Electrodes for
SMAW Learning Objectives: The learner will be able to describe and select low carbon steel electrodes for SMAW and their applications and the basic care, handling and storage procedures for these electrodes. LEARNING TASKS CONTENT
1. Describe the operation of common electrodes for SMAW.
Functions of electrode coatings Types of electrodes F1 (fast-fill) F2 (fast-freeze) F3 (fill-freeze) F4 (low hydrogen/basic electrode) Electrode coating composition Cellulose Rutile China clay, silica and mica Potassium Ferro-magnanese Iron oxide (magnetite, hematite) Iron powder Sodium silicate Metal transfer with SMAW electrodes Gravity Gas expansion Electro-magnetic force Electromotive force Surface tension
2. Describe the classifications of low carbon steel electrodes.
Standards of coated electrode manufacture
CSA and AWS designations Electrode length Electrode diameter
3. Select common electrodes for SMAW.
Principles of electrode selection Properties of the base metal Joint design and fit up Welding position and thickness of weld
deposit Welding current
Welder Level C Program Outline • Industry Training Authority 54
Service conditions Production factors Common low carbon steel electrodes E4310 (E6010) E4311 (E6011) E4312 (E6012) E4313 (E6013) E4914 (E7014) E4924 (E7024) E4918 (E7018) E4928 (E7028) E309
4. Describe correct handling and storage of common electrodes.
Handling of electrodes before and after use
Storage of electrodes Electrode ovens Handling of electrodes in use
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-3. Achievement Criteria: Given a 40 question test on identifying low carbon steel electrodes for SMAW and their applications and the basic care, handling and storage procedures for these electrodes, the learner will demonstrate knowledge by correctly answering 28 questions or more.
Welder Level C Program Outline • Industry Training Authority 55
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-4 Describe Basic Joint Design and Weld Positions Learning Objectives: The learner will be able to identify basic joint design and weld positions for fillet welds and groove welds when using the SMAW process. LEARNING TASKS CONTENT
1. Describe the five basic joint designs.
Lap Tee Corner Edge Butt Square Single vee and double vee Single bevel and double bevel Single U and double U Single J and double J Plate thickness transitions on butt joints
2. Describe weld types, their sizes and profiles.
Bead welds Tack welds Fillet welds Profiles and sizes Groove welds Profiles and sizes Plug and slot welds Continuous and intermittent welding
3. Identify the common welding positions for plate.
Flat position Horizontal position Vertical position Overhead position Abbreviations for weld position and
weld type
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-4. Achievement Criteria: Given a 40 question test on basic joint design and weld positions for fillet welds and groove welds when using the SMAW process, the learner will demonstrate knowledge by correctly answering 28 questions or more.
Welder Level C Program Outline • Industry Training Authority 56
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-5 Describe Causes of Weld Faults and Distortions in
Fabrications and Methods for Prevention and Control Learning Objectives: The learner will be able to describe weld faults, their causes and methods to avoid them when using the SMAW process. LEARNING TASKS CONTENT
1. Describe the process related weld faults and their causes.
Dimensional defects Incorrect weld size overlap Structural discontinuities in the weld Under cut Incomplete penetration Lack of fusion Porosity Slag inclusion Cracking (internal/external) Insufficient throat/underfill
2. Identify distortions and determine methods of prevention and control.
Types of distortion Longitudinal distortion Transverse distortion Angular distortion Distortion control Use mechanical methods Design methods Procedural methods Rate of heat input/joules Distribute the heat input as uniformly as
possible Pre-heat and post-heat when necessary
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-5. Achievement Criteria: Given a 30 question test on weld faults, their causes and methods to avoid them when using the SMAW process, the learner will demonstrate knowledge by correctly answering 21 questions or more.
Welder Level C Program Outline • Industry Training Authority 57
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-6 Use the SMAW Process to Weld Beads in the Flat
Position Learning Objectives: The learner will be able to identify the main factors of the SMAW process and their importance while striking an arc using the tap and scratch methods, weld stringer beads in the flat position and weld beads in the flat position using the weave technique. LEARNING TASKS CONTENT
1. Describe main factors of the SMAW process.
Operator comfort and position Machine setting Arc length Electrode angle Speed travel Electrode oscillation
2. Weld beads in the flat (1S) position.
Strike an arc using scratch and tap method - refer to practical competency for Weld Procedure Specification (WPS)
Weld stringer beads in the flat position - refer to practical competency for Weld Procedure Specification (WPS)
Weld beads in the flat position using the weave method - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-6 and 7. Achievement Criteria: The learner will be evaluated on the ability to identify the main factors of the SMAW process and their importance while striking an arc using the tap and scratch methods, weld stringer beads in the flat position and weld beads in the flat position using the weave technique, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-6; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 58
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-7 Use the SMAW Process to Weld Fillet Welds on Low
Carbon Steel Plate Learning Objectives: The learner will be able to weld fillet welds on low carbon steel plate in all positions using the SMAW process. LEARNING TASKS CONTENT
1. Weld fillet welds in the flat (1F) position on lap, tee and corner joints on low carbon steel plate.
Multi-pass fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on corner joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld fillet welds in the horizontal
(2F) position on lap, tee and corner joints on low carbon steel plate.
Multi-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on corner joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Welder Level C Program Outline • Industry Training Authority 59
3. Weld fillet welds in the vertical (3F) position on lap, tee and corner joints on low carbon steel plate.
Multi-pass fillet weld on lap joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on corner joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
4. Weld fillet welds in the overhead (4F) position on lap tee and corner joints on low carbon steel plate.
Multi-pass fillet weld on lap joint in the 4F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 4F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on corner joint in the 4F position - refer to practical competency for Weld Procedure Specification (WPS)
5. Weld fillet welds in the horizontal
(2F) position on structural shape to plate.
Multi-pass fillet weld on structural shape to plate in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
6. Weld fillet welds pipe to plate in
the fixed vertical (5F) position. Multi-pass fillet weld pipe to plate in the
5F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-7. Achievement Criteria: The learner will be evaluated on the ability to weld fillet welds on low carbon steel plate in all positions using the SMAW process, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-7; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 60
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-8 Use the SMAW Process to Weld Fillet Welds on Low
Carbon Steel Sheet Learning Objectives: The learner will be able to weld fillet welds on low carbon steel sheet in horizontal and vertical positions while using the SMAW process. LEARNING TASKS CONTENT
1. Weld fillet welds in the horizontal (2F) position on lap and tee joints on low carbon steel sheet.
Single pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Single pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld fillet welds in the vertical
(3F) position on laps and tee joints on low carbon steel sheet.
Single pass fillet weld on lap joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
Single pass fillet weld on tee joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-8. Achievement Criteria: The learner will be evaluated on the ability to weld fillet welds on low carbon steel plate in the horizontal and vertical positions using the SMAW process, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-8; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 61
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-9 Describe and Demonstrate Surface Build Up and
Hardface in the Flat Position on Low Carbon Steel Plate Learning Objectives: The learner will be knowledgeable of all aspects and uses of the hardsurfacing process and its application. The learner will also build up low carbon steel plate in the flat position and hardsurface low carbon steel plate in the flat position using the SMAW process. LEARNING TASKS CONTENT
1. Describe hardsurfacing procedures.
Welding polarity Types of wear Abrasion Impact Erosion Corrosion Oxidation Compression Thermal shock Electrodes High-speed steels Austenitic manganese steels Chromium carbides Tungsten carbides Copper alloys Nickel chromium alloys Depositing filler metal Surface preparations Buildup Preheating Cooling rate Types of patterns Waffle pattern Stringer beads Dot pattern Problems in hardsurfacing Dilution Spalling Underbead cracking Stress failure Weld cracking Transverse or cross cracking Longitudinal or centre-line cracking

Welder Level C Program Outline • Industry Training Authority 62
Distortion
2. Demonstrate the build-up and hardsurfacing of low carbon steel plate in the flat (1S) position.
Build up low carbon steel plate in the flat position - refer to practical competency for Weld Procedure Specification (WPS)
Hardsurface in the flat position on low carbon steel plate - refer to practical competency for Weld Procedure Specification (WPS)
Hardsurface buttons in flat position on low carbon steel plate - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-10. Achievement Criteria: The learner will be evaluated on ability to build up low carbon steel plate in the flat position and hardsurface low carbon steel plate in the flat position using the SMAW process, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-10.
Welder Level C Program Outline • Industry Training Authority 63
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-10 Use the SMAW Process to Weld Groove Welds in the
Flat 1G Position on Grey Cast Iron Learning Objectives: The learner will be knowledgeable of the procedures for SMAW on grey cast iron and be able to weld groove welds in the flat position on single-vee butt joints on grey cast iron. LEARNING TASKS CONTENT
1. Describe procedure for SMAW on grey cast iron.
Welding techniques Hot welding Cold welding Peening to control bead shrinkage Patching with low carbon steel Electrodes ECI Group ESt group ENI group Joint preparation Problems welding grey cast iron Contamination Porosity Cracking Lack of fusion
2. Weld groove welds in the flat (1G) position on grey cast iron.
Multi-pass groove weld in the 1G position on grey cast iron - Refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-11. Achievement Criteria: The learner will be evaluated on ability to weld groove welds in the flat position on single-vee butt joints in grey cast iron, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-11.
Welder Level C Program Outline • Industry Training Authority 64
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-11 Describe and Demonstrate the Use of SMAW Stainless
Steel Electrodes on Low Carbon Steel Plate Learning Objectives: The learner will be able to SMAW using stainless steel electrodes on steel plate. LEARNING TASKS CONTENT
1. Describe specific safety precautions when welding stainless steel.
PPE Toxic fumes/ventilation Chromium Nickel Electrode coatings Reflective radiation Chemical cleaners
2. Describe proper handling and preparation procedures for materials and consumables.
Contamination Abrasives and hand brushes Rigging and tooling Work area Work environment Consumables
3. Describe the principal considerations in the SMAW welding of stainless steel.
Set welding variables Heat input Weld contamination Surface oxidation of weld area Distortion
4. Weld fillet welds in the horizontal (2F) position using stainless steel electrodes on low carbon steel plate.
Weld multi-pass fillet weld on lap and tee joints in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P11-1. Achievement Criteria: The learner will be evaluated on ability to SMAW using stainless steel electrodes on steel plate, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P11-1; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 65
LINE D: PERFORMS SHIELDED METAL ARC WELDING (SMAW) Competency: D-15 Use the SMAW Process to Weld Groove Welds on Low
Carbon Steel Plate Learning Objectives: The learner will be knowledgeable of guided bend test methods and the equipment used to perform them. The learner will also be required to weld groove welds on butt joints in all positions. LEARNING TASKS CONTENT
1. Describe guided bend tests. Guided bend test equipment Types of guided bend tests Face bend tests Root bend tests Side bend tests Causes of failure
2. Weld groove fillets with backing in the (1GF) flat, (2GF) horizontal, (3GF) vertical, (4GF) overhead on butt joints on low carbon steel plate.
Multi-pass groove fillet weld on single bevel butt joint (with backing) in the 1GF position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove fillet weld on single bevel butt joint (with backing) in the 2GF position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove fillet weld on single bevel butt joint (with backing) in the 3GF position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove fillet weld on single bevel butt joint (with backing) in the 4GF position - refer to practical competency for Weld Procedure Specification (WPS)

Welder Level C Program Outline • Industry Training Authority 66
3. Weld groove welds in the flat (1G) position without backing on butt joints on low carbon steel plate.
Multi-pass groove weld on single vee butt joint in the 1G position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P4-9. Achievement Criteria: The learner will be evaluated on ability to perform groove welds on butt joints in all positions, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4-9; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 67
LINE E: PERFORMS ELECTRIC ARC CUTTING, GOUGING AND RELATED PROCESSES (AAC) (PAC) (SMAC)
Competency: E-1 Describe Electric Arc Cutting and Gouging Processes
and Their Applications Learning Objectives: The learner will be able to describe the AAC and PAC cutting process, the components of a basic system and safety precautions. LEARNING TASKS CONTENT
1. Describe the AAC process. Principles of AAC Components of a basic AAC system Quality of AAC cut surfaces Effects of AAC on the base metal
2. Describe the applications of AAC.
Manual cutting Machine cutting Application of AAC Weld joint preparation Weld defects Disassembly and repair
3. Describe the PAC process. PAC process PAC cutting system Quality of cut Metallurgical effects Water-table cutting
4. Describe the applications of PAC.
Advantages Machine cutting Manual cutting Applications of PAC Cutting hard-to-cut metals Cutting carbon steel Plasma gouging
5. Describe the SMAC process. Fundamentals Power sources Electrodes Ventilation

Welder Level C Program Outline • Industry Training Authority 68
6. Describe safety requirements. PPE Fire and explosion prevention Refer to WorkSafeBC for fire watch
regulations Toxic fumes/ventilation Cadmium Zinc Lead Beryllium Other alloys Synthetic materials
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P5-1. Achievement Criteria: Given a 20 question test on the AAC and PAC cutting process, the components of a basic system, and its safe use, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 69
LINE E: PERFORMS ELECTRIC ARC CUTTING, GOUGING AND RELATED PROCESSES (AAC) (PAC) (SMAC)
Competency: E-2 Describe AAC Equipment and Demonstrate Its Cutting
and Gouging Operations Learning Objectives: The learner will be able to describe and demonstrate the power source and air supply for AAC, the AAC electrode holder, AAC electrodes and their uses, correct operating procedures, and correct technique for cutting, gouging and joint preparation. LEARNING TASKS CONTENT
1. Describe AAC cutting equipment. AAC power sources Power rating DC power sources for AAC Connecting two DC power sources in
parallel Power cables for AAC Electrode holder AAC air supply
2. Describe and select electrodes for AAC cutting.
Types of AAC electrodes DC copper-coated electrodes DC uncoated electrodes AC copper-coated electrodes Electrode shapes Electrode size
3. Describe the main factors of AAC.
Polarity Torch angle Travel speed Correct positioning of electrode Electrode stickout Operator comfort Operating sequence for
AAC Gouging in other positions Vertical Horizontal Overhead Other techniques for using AAC Cutting Beveling Washing
Welder Level C Program Outline • Industry Training Authority 70
4. Describe procedures for gouging cast iron.
Polarity Pre and post heat
5. Prepare joints on low carbon steel.
Gouge low carbon steel in all positions - refer to practical competency
Bevel low carbon steel plate in the flat position - refer to practical competency
Remove back-up strip/backing material with AAC - refer to practical competency
6. Remove weld faults on low
carbon steel welds. Remove discontinuities and faults on
groove and fillet welds - Refer to practical competency
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P5-2 and P5-3. Achievement Criteria: Given a 10 question test on air carbon arc cutting equipment and its cutting and gouging operations, the learner will demonstrate knowledge by correctly answering 7 questions or more. Learner will also be evaluated on the use of on air carbon arc cutting equipment and its cutting and gouging and its operation as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P5-3.
Welder Level C Program Outline • Industry Training Authority 71
LINE E: PERFORMS ELECTRIC ARC CUTTING, GOUGING AND RELATED PROCESSES (AAC) (PAC) (SMAC)
Competency: E-3 Describe and Demonstrate PAC Equipment and Its
Cutting and Gouging Operations Learning Objectives: The learner will be able to describe and demonstrate PAC process, the components of a PAC system, PAC equipment including PAC torches, the gases used and their function. LEARNING TASKS CONTENT
1. Describe the plasma arc cutting process.
Plasma arc cutting process Plasma cutting systems Quality of cut Metallurgical effects Safe work practices Electric shock Ventilation Arc radiation Noise Water-table cutting
2. Describe the applications of plasma arc cutting.
Advantages Machine cutting Manual cutting Applications of PAC Cutting alloy steels and non ferrous
metals Cutting low carbon steel Plasma gouging Stack cutting
3. Describe plasma arc cutting equipment.
Power sources Control unit Torches Consumables Tip stand-off Air-cooled Water-cooled Air quality control Oil Moisture Contaminants Plasma gases

Welder Level C Program Outline • Industry Training Authority 72
Secondary gases
4. Describe the main factors of PAC.
Materials being cut Equipment set-up Operating variables Air pressure Travel speed Double arcing Tip-to-work distance Travel direction Torch maintenance Operating procedure for PAC
5. Assemble PAC equipment. Refer to practical competency for procedure
6. Perform square cuts using PAC
equipment. Ferrous and nonferrous - Refer to
practical competency for procedure
7. Perform bevel cuts using PAC. Refer to practical competency for procedure
8. Perform circular cuts using PAC. Refer to practical competency for
procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P5-4, P5-5 and P5-6. Achievement Criteria: Given a 10 question test on plasma arc cutting equipment and its cutting and gouging operations, the learner will demonstrate knowledge by correctly answering 7 questions or more. Learner will also be evaluated on the use of plasma arc cutting equipment and its cutting and gouging operations as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P5-6.

Welder Level C Program Outline • Industry Training Authority 73
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*)
Competency: F-1 Describe GMAW, GMAW-P, FCAW, and GMAW/MC*
Processes and Their Applications Learning Objectives: The learner will be able to describe semi-automatic process, the set-up, equipment, modes of metal transfer, and safety precautions. LEARNING TASKS CONTENT
1. Describe GMAW and GMAW-P. Principles of operation Advantages and disadvantages of
GMAW and GMAW-P
2. Describe FCAW and GMAW/MC*.
Principles of operation Advantages and disadvantages of
FCAW
3. Describe modes of metal transfer in GMAW and GMAW-P.
Pinch effect Short-circuit transfer Globular transfer Spray transfer Pulsed spray transfer Transition currents
4. Describe modes of metal transfer in FCAW and GMAW/MC*.
Globular transfer Spray transfer
5. Describe safety requirements for semi-automatic processes.
PPE Eye protection for the electrical welding
processes Welding helmets Radiation protection Electric shock Damp conditions Treatment of electric shock victims Fire and explosion prevention Refer to WorkSafeBC for fire watch
regulations Safety requirements for operating
electric welding equipment Maintenance of equipment Welding cables and connections Ground clamp
Welder Level C Program Outline • Industry Training Authority 74
Welding gun Toxic fumes/ventilation Ozone Nitrogen dioxide Carbon monoxide Metal fumes Shielding gases
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: Given a 50 question test on semi-automatic processes, set-up, equipment, modes of metal transfer and the safety precautions, the learner will demonstrate knowledge by correctly answering 35 questions or more.
*Note: GMAW/MC is metal cored filler metals under the AWS: A5.18 specification. It is a FCAW/MC under CSA and/or CWB. Source: American Welding Society and Canadian Standards Association (03/2007)

Welder Level C Program Outline • Industry Training Authority 75
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*)
Competency: F-2 Describe GMAW, GMAW-P, FCAW and GMAW/MC*
Equipment and Their Operation Learning Objectives: The learner will be able to describe semi-automatic equipment and their operation, including power sources, wire-feed systems, shielding gases, and welding gun assembly. LEARNING TASKS CONTENT
1. Identify power sources for semi-automatic.
Constant voltage/current power sources Arc voltage Slope Inductance Types of controls on CV power sources Voltage controls Slope controls Inductance controls Current controls Voltmeters and ammeters Remote controls and dual schedules Pulsed power sources
2. Identify the equipment for semi-automatic wire-feed systems.
Push type systems Pull-type feed systems Push-pull systems Feed rolls Wire-feed controls Constant and variable speed wire-
feeders
3. Describe welding gun assemblies for semi-automatic processes.
Welding gun types Amperage rating Water cooled Gas cooled Spool Welding gun consumables Cable assembly Size Adapters Liners Preventive maintenance

Welder Level C Program Outline • Industry Training Authority 76
4. Describe equipment for semi-automatic processes.
Conventional power sources Inverter power sources Pulse controls Welding cables Welding guns Filler metal Shielding gases
5. Describe primary process variables for semi-automatic equipment.
Voltage Wire feed speed Welding current Trim or arc length (GMAW-P) Inductance
6. Describe secondary variables for semi-automatic processes.
Electrode extension (stickout) Arc length Contact tip to work distance Push/pull technique Gun to work angles Nozzle to work distance
7. Identify process related weld faults and their causes.
Dimensional defects Incorrect weld size Insufficient throat/underfill Structural discontinuities in the weld Under cut Incomplete penetration Lack of fusion Cold lap Porosity Cracking (internal/external) Slag inclusions
8. Diagnose and demonstrate corrective measures (eg. trouble shooting) for malfunctioning semi-automatic equipment.
Mechanical Drive feed mechanism Liner Electrical Cable sizes Grounding Contact tip Contactor (gun trigger) Gases Leaks in system Flow rates Nozzle

Welder Level C Program Outline • Industry Training Authority 77
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6 and Gmaw-P: Pulsed Spray Transfer, Miller Training Manual. Achievement Criteria: Given a 60 question test on semi-automatic equipment and their operation, the learner will demonstrate knowledge by correctly answering 42 questions or more.

Welder Level C Program Outline • Industry Training Authority 78
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*)
Competency: F-3 Describe and Select Filler Metal and Shielding Gases for
GMAW Learning Objectives: The learner will be able to select filler metal and shielding gases for GMAW based on their knowledge of the construction and operation of GMAW, the CSA and AWS classification systems and specifications for GMAW low carbon steel filler metal, the application for commonly used GMAW low carbon steel filler metal and the basic care, handling and storage procedures for GMAW filler metal. LEARNING TASKS CONTENT
1. Identify low carbon steel filler metal for GMAW.
Low carbon steel filler metal classifications
GMAW or solid filler metal Deoxidizers in GMAW wires ER49S-1 to 7 (ER70S-1 to 7) ER49S-G (ER70S-G)
2. Identify the shielding gases for GMAW.
Carbon dioxide Inert shielding gases – argon and
helium Density Thermal conductivity Ionization potential Gas mixtures Argon-oxygen mixtures Helium-argon mixtures Specific gas mixtures to suit
applications Shielding gas cylinders Carbon dioxide cylinders Regulators Flowmeters Manifold systems Gas mixers Flowrates for shielding gases Solutions for regulator “freeze-up” Safe handling of shielding gas cylinders
and regulators
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6.

Welder Level C Program Outline • Industry Training Authority 79
Achievement Criteria: Given a 20 question test on selecting filler metal and shielding gases for GMAW based on their knowledge of the construction and operation of GMAW filler metal, the CSA and AWS classification systems and specifications for GMAW low carbon steel filler metal, the application for commonly used GMAW low carbon steel filler metal and the basic care, handling and storage procedures for GMAW filler metal, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 80
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-4 Use the GMAW Process to Weld Stringer Beads and
Fillet Welds on Low Carbon Steel Plate Learning Objectives: The learner will be knowledgeable of the welding variables for GMAW on low carbon steel and will be required to set up GMAW equipment using a DC constant voltage power source, weld stringer beads in the flat position and fillet welds in the flat (1F), horizontal (2F) and vertical (3F) positions on low carbon steel plate. LEARNING TASKS CONTENT
1. Set up GMAW equipment using a DC constant voltage power source.
Equipment Filler metal Shielding gas Assemble GMAW equipment Shut down GMAW equipment
2. Weld stinger beads in the flat position on low carbon steel plate.
Refer to practical competency for Weld Procedure Specification (WPS)
3. Weld fillet welds in the flat (1F)
position on lap, tee and corner joints low carbon steel plate.
Fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on corner joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
4. Weld fillet welds in the horizontal
(2F) position on lap, tee and corner joints low carbon steel plate.
Fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on corner joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)

Welder Level C Program Outline • Industry Training Authority 81
5. Weld fillet welds in the vertical (3F) position on lap and tee joints on low carbon steel plate.
Fillet weld on lap joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Fillet weld on lap joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
6. Weld fillet welds in the flat (1F)
and horizontal (2F) position on lap and tee joints low carbon steel plate using spray transfer.
Multi-pass fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to set up GMAW equipment using a DC constant voltage power source, weld stinger beads in the flat position and fillet welds in the flat (1F), horizontal (2F) and vertical (3F) positions on low carbon steel plate, as part of a practical shop project as per the practical components in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 82
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-5 Use the GMAW Process to Weld Fillet Welds on Low
Carbon Steel Sheet Learning Objectives: The learner will be able to weld fillet welds in horizontal and vertical positions on low carbon steel sheet using the GMAW process. LEARNING TASKS CONTENT
1. Weld fillet welds in the horizontal (2F) position on lap and tee joints on low carbon steel sheet.
Single-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Single-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld fillet welds in the vertical
(3F) position (downhill) on lap and tee joints on low carbon steel sheet.
Single-pass fillet weld on lap joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
Single-pass fillet weld on tee joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld fillet welds in horizontal and vertical positions on low carbon steel sheet using the GMAW process, as part of a practical shop project as per the practical components in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 83
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-6 Use the GMAW Process to Weld Square Groove Welds
on Low Carbon Steel Sheet Learning Objectives: The learner will be able to weld square groove welds on butt joints on low carbon steel sheet using the GMAW process. LEARNING TASKS CONTENT
1. Weld square groove welds in the flat (1G) position and the vertical (3G) position on butt joints on low carbon steel sheet.
Single-pass fillet weld in the 1G position - refer to practical competency for Weld Procedure Specification (WPS)
Single-pass groove weld in the 3G position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld square groove welds on butt joints on low carbon steel sheet using the GMAW process, as part of a practical shop project as per the practical components in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 84
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-7 Use the GMAW Process to Weld Groove Welds on Low
Carbon Steel Plate Learning Objectives: The learner will be able to weld groove welds on single-bevel butt joints with backing and single-vee butt joints without backing. LEARNING TASKS CONTENT
1. Weld groove welds in the flat (1GF) position on butt joints on low carbon steel plate using spray transfer.
Multi-pass groove weld on single-bevel butt joint in the 1GF position (with backing) - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld groove welds in the flat
position (1G) on butt joints on low carbon steel plate.
Multi-pass groove weld on single-vee butt joint in the 1G position - refer to practical competency for Weld Procedure Specification (WPS)
3. Weld groove welds on butt joints
in the horizontal (2G) position.
Multi-pass groove weld on open root, single-vee butt joint in the 2G position - refer to practical competency for Weld Procedure Specification (WPS)
4. Weld groove welds on butt joints
in the vertical (3G) position.
Multi-pass groove weld on open root, single-vee butt joint in the 3G position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
Face and root bends tests - refer to practical competency for procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld groove welds on single-bevel butt joints with backing and single-vee butt joints without backing, as part of a practical shop project as per the practical components in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 85
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-8 Use the GMAW-P Process to Weld Fillet Welds on Low
Carbon Steel Plate Learning Objectives: The learner will be knowledgeable of the welding variables for GMAW-P on low carbon steel and will be required to set up GMAW-P equipment, weld fillet welds in horizontal (2F), vertical (3F) and overhead (4F) positions on low carbon steel plate. LEARNING TASKS CONTENT
1. Identify welding variables for GMAW-P on low carbon plate.
Pre-selected variables Equipment selection Filler metal selection Mode of metal transfer and shielding
gas Primary adjustable variables Welding current Trim Secondary adjustable variables Pushing and pulling techniques Travel speed Stickout Gun angle
2. Identify trouble shooting procedures for GMAW-P.
Dimensional defects Incorrect weld size Overlap Excessive reinforcement Structural discontinuities in the weld Under cut Incomplete penetration Lack of fusion Porosity Cracking (internal/external) Insufficient throat/underfill
3. Set up GMAW-P equipment. Equipment Filler wire Shielding gas Assemble GMAW-P equipment Shut down GMAW-P equipment
Welder Level C Program Outline • Industry Training Authority 86
4. Weld fillet welds in the horizontal (2F) position on lap joint.
Multi-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
5. Weld fillet welds in the vertical
(3F) position on lap and tee joints.
Multi-pass fillet weld on lap joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
6. Weld fillet welds in the overhead
(4F) position on lap joint. Multi-pass fillet weld on lap joint in the
4F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6 (Addendum). Achievement Criteria: The learner will be evaluated on their knowledge of the welding variables for GMAW-P on low carbon steel and will be required to set up GMAW-P equipment fillet welds in all positions on a on low carbon steel plate, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 87
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-9 Use the GMAW-P Process to Weld Fillet Welds on Low
Carbon Steel Sheet Learning Objectives: The learner will be able to weld fillet welds in horizontal and vertical positions on lap and tee- joints on low carbon steel sheet using the GMAW-P process. LEARNING TASKS CONTENT
1. Weld fillet welds in the horizontal (2F) position on lap and tee joints on low carbon steel sheet.
Single-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Single-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld fillet welds in the vertical
(3F) position (downhill) on lap and tee joints
Single-pass fillet weld on lap joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
Single-pass fillet weld on tee joint in the 3F position (downhill) - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6 (Addendum). Achievement Criteria: The learner will be evaluated on ability to weld fillet welds in horizontal and vertical positions on lap and tee joints on low carbon steel sheet using the GMAW-P process, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 88
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-10 Use the GMAW-P Process to Weld Square Groove Welds
on Low Carbon Steel Sheet Learning Objectives: The learner will be able to weld square groove butt joint on low carbon steel sheet using the GMAW-P process. LEARNING TASKS CONTENT
1. Weld square groove welds in the horizontal (2G) position on butt joints on low carbon steel sheet.
Single-pass groove weld in the 2G position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6 (Addendum). Achievement Criteria: The learner will be evaluated on ability to weld square groove butt joint on low carbon steel sheet using the GMAW-P process, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 89
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-11 Use the GMAW-P Process to Weld Groove Welds on
Low Carbon Steel Plate Learning Objectives: The learner will be able to weld single-bevel butt joints with backing in horizontal and vertical positions. LEARNING TASKS CONTENT
1. Weld groove fillet welds in horizontal (2GF) and vertical (3GF) positions.
Multi-pass groove fillet weld in 2GF and 3GF positions on single-bevel butt joints with backing - refer to practical competency for Weld Procedure Specification (WPS)
Face and root bend tests – refer to practical competency for procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6 (Addendum). Achievement Criteria: The learner will be evaluated on ability to weld single-bevel butt joints with backing in horizontal and vertical positions, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 90
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-13 Describe and Demonstrate GMAW-P Weld Fillet Welds
Using Stainless Steel Filler Metal on Low Carbon Steel Plate and Sheet
Learning Objectives: The learner will be able to describe and demonstrate GMAW-P fillet welds using stainless steel filler metal on low carbon steel plate. LEARNING TASKS CONTENT
1. Identify specific safety precautions when welding stainless steel.
PPE Toxic fumes/ventilation Chromium Nickel Reflective radiation Chemical cleaners
2. Describe proper handling and preparation procedures for materials and consumables.
Contamination Abrasives and hand brushes Rigging and tooling Work area Work environment Consumables
3. Describe the principal considerations in the GMAW-P welding of stainless steel.
Set welding variables Heat input Shielding gases Weld contamination Surface oxidation of weld area Distortion
4. Weld fillet weld in the horizontal (2F) position on tee joint on low carbon steel plate.
Multi-pass fillet weld on tee joint in the 2F position – refer to practical competency for Weld Procedure Specification (WPS)
5. Weld fillet weld in the horizontal
(2F) position on lap joints on low carbon steel sheet.
Single-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)

Welder Level C Program Outline • Industry Training Authority 91
Achievement Criteria: The learner will be evaluated on ability to describe and demonstrate GMAW-P fillet welds using stainless steel filler metal on low carbon steel plate, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded.
Welder Level C Program Outline • Industry Training Authority 92
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW)(GMAW/MC*)
Competency: F-16 Describe and Demonstrate Procedures Specific to
GMAW and GMAW-P on Aluminum Plate Learning Objectives: The learner will be able to describe and demonstrate the precautions and procedures specific to GMAW and GMAW-P on aluminum plate. LEARNING TASKS CONTENT
1. Identify specific safety precautions when welding aluminum.
PPE Toxic fumes/ventilation ozone Reflective radiation Chemical cleaners
2. Describe proper handling and preparation procedures for materials and consumables.
Contamination Abrasives and hand brushes Rigging and tooling Work area Work environment Consumables
3. Describe the principal considerations in the GMAW and GMAW-P welding of aluminum.
Set welding variables Heat input Shielding gases Weld contamination Surface oxidation of weld area Distortion
4. GMAW fillet welds in the horizontal (2F) position lap and tee joint on aluminum plate.
Single-pass fillet weld lap joint in the 2F position – refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld tee joint in the 2F position – refer to practical competency for Weld Procedure Specification (WPS)
5. GMAW-P fillet welds in the
vertical (3F) and overhead (4F) position tee joint on aluminum plate.
Multi-pass fillet weld tee joint in the 3F and 4F position– refer to practical competency for Weld Procedure Specification (WPS)

Welder Level C Program Outline • Industry Training Authority 93
Achievement Criteria: The learner will be evaluated on ability to describe and demonstrate the precautions and procedures specific to GMAW and GMAW-P on aluminum plate, as part of a practical shop project as per the practical components in the current curriculum module/line P4 (addendum); evaluation must meet CSA W59 standards for cyclically loaded.

Welder Level C Program Outline • Industry Training Authority 94
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-22 Describe and Select Filler Metals and Shielding Gases
for FCAW and GMAW/MC* Learning Objectives: The learner will be able to select filler metals and shielding gases for FCAW and GMAW/MC base on their knowledge of the construction and operation of FCAW and GMAW/MC filler metals, the CSA and AWS classification systems and specifications for FCAW and GMAW/MC low carbon steel filler metals, the application for commonly used FCAW and GMAW/MC low carbon steel filler metals and the basic care, handling and storage procedures for FCAW and GMAW/MC filler metals. LEARNING TASKS CONTENT
1. Describe and select low carbon steel filler metals for FCAW and GMAW/MC.
Major classifications of FCAW low carbon filler metals
T-1 to T-11 Classification T-G Classification Major classifications of GMAW/MC low
carbon filler metals Metal cored filler metal Shielding/self-shielding filler metals Characteristics of shielding gases Filler metal handling procedures Filler metal storage requirements Detect damage or defects in
consumables Follow manufacturers’
recommendations

Welder Level C Program Outline • Industry Training Authority 95
2. Describe and select the shielding gases for FCAW and GMAW/MC.
Carbon dioxide Cathode jet Inert shielding gases – argon and
helium Density Thermal conductivity Ionization potential Gas mixtures Argon-oxygen mixtures Helium-argon mixtures Quaternary mixtures Shielding gas cylinders Carbon dioxide cylinders Regulator “freeze-up” Regulators Flowmeters Gas mixers Flowrates for shielding gases Safe handling of shielding gas
equipment
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: Given a 20 question test on selecting filler metals and shielding gases for FCAW and GMAW/MC base on their knowledge of the construction and operation of FCAW and GMAW/MC filler metals, the CSA and AWS classification systems and specifications for FCAW and GMAW/MC low carbon steel filler metals, the application for commonly used FCAW and GMAW/MC low carbon steel filler metal and the basic care, handling and storage procedures for FCAW and GMAW/MC filler metals, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 96
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW)(GMAW/MC*)
Competency: F-23 Use the FCAW Self-Shielding Process to Weld Fillets
Welds on Low Carbon Steel Plate Learning Objectives: The learner will be able to weld stringer beads in the flat position on low carbon steel plate and weld fillet welds on lap and tee joints in the flat (1F), horizontal (2F) and vertical (3F) positions using the FCAW process with self-shielding filler metals. LEARNING TASKS CONTENT
1. Identify welding variables for FCAW on low carbon plate.
Pre-selected variables Equipment selection Filler metal selection Mode of metal transfer Primary adjustable variables Welding current Arc voltage Secondary adjustable variables Pushing and pulling techniques Travel speed Stickout Gun angle
2. Weld stinger beads on low carbon steel plate using self-shielding filler metal.
Refer to practical competency for Weld Procedure Specification (WPS)
3. Weld fillet weld in the flat (1F) position on lap joint using self-shielding filler metal.
Multi-pass fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
4. Weld fillet welds in the horizontal
(2F) position on tee joint in using self-shielding filler metal.
Multi-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
5. Weld fillet welds in the vertical
(3F) position (uphill) on tee joint using self-shielding filler metal.
Multi-pass fillet weld on tee joint in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)

Welder Level C Program Outline • Industry Training Authority 97
6. Weld fillet weld in the overhead (4F) position on structural shape to plate using self-shielding filler metal.
Multi-pass fillet weld on structural shape to plate in the 4Fposition - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld stringer beads in the flat position on low carbon steel plate, weld fillet welds on lap and tee joints in a variety of positions using the FCAW process with self-shielding filler metal as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 98
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW)(GMAW/MC*)
Competency: F-24 Use the FCAW Gas-Shielded Process to Weld Fillet
Welds on Low Carbon Steel Plate Learning Objectives: The learner will be able to weld stringer beads in the flat position on low carbon steel plate and weld fillet welds on lap and tee joints in the flat (1F), horizontal (2F), vertical (3F) and overhead (4F) positions using the FCAW process with gas- shielded filler metals. LEARNING TASKS CONTENT
1. Identify welding variables for FCAW on low carbon plate.
Pre-selected variables Equipment selection Filler metal selection Mode of metal transfer and shielding
gas Primary adjustable variables Welding current Arc voltage Secondary adjustable variables Pushing and pulling techniques Travel speed Stickout Gun angle
2. Weld stinger beads on low carbon steel plate using gas-shielded filler metal.
Refer to practical competency for Weld Procedure Specification (WPS)
3. Weld fillet weld in the flat (1F) position on tee joint using gas-shielded filler metal.
Multi-pass fillet weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
4. Weld fillet welds in the horizontal
(2F) position on lap and tee joints in using gas-shielding filler metal.
Multi-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Welder Level C Program Outline • Industry Training Authority 99
5. Weld fillet welds in the vertical (3F) position (uphill) on lap and tee joints using gas-shielded filler metal.
Multi-pass fillet weld on lap joint in the 3F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joints in the 3F position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
6. Weld fillet weld in the overhead
(4F) position on tee joint using gas-shielded filler metal.
Multi-pass fillet weld on tee joint in the 4Fposition - refer to practical competency for Weld Procedure Specification (WPS)
7. Weld fillet weld in the horizontal
(2F) position on structural shape to plate using gas-shielded filler metal.
Multi-pass fillet weld on structural shape to plate in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld groove welds using FCAW, in a variety of positions using gas-shielded filler metal, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 100
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-25 Use the FCAW Process to Weld Groove Welds on Low
Carbon Steel Plate Learning Objectives: The learner will be able to weld groove welds in all positions on low carbon steel plate using the FCAW process with gas-shielded filler metals. LEARNING TASKS CONTENT
1. Weld square groove welds in the flat (1G) position on butt joints on low carbon steel plate. Gouge to Sound Metal (GTSM).
Multi-pass square groove weld on butt joint (both sides) in the 1G position - refer to practical competency for Weld Procedure Specification (WPS)
2. Weld groove fillets with backing
in the flat (1GF), horizontal (2GF), vertical (3GF), and overhead (4GF) positions on butt joints on low carbon steel plate.
Multi-pass groove welds on single bevel butt joint (with backing) in the 1GF position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove weld on single bevel butt joint (with backing) in the 2GF position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove weld on single bevel butt joint (with backing) in the 3GF position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass groove weld on single bevel butt joint (with backing) in the 4GF position (uphill) - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld groove welds in all positions, using the FCAW process with gas-shielded filler metals, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 101
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-26 Use the GMAW/MC* Process to Weld Fillets Welds on
Low Carbon Steel Plate Learning Objectives: The learner will be able to weld fillet welds in the flat and horizontal position on low carbon steel using the GMAW/MC* process. LEARNING TASKS CONTENT
1. Identify welding variables for GMAW/MC* on low carbon plate.
Pre-selected variables Equipment selection Filler metal selection Mode of metal transfer and shielding
gas Primary adjustable variables Welding current Arc voltage Secondary adjustable variables Pushing and pulling techniques Travel speed Stickout Gun angle
2. Weld fillet welds in the flat (1F) position on lap and tee joints.
Multi-pass fillet weld on lap joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 1F position - refer to practical competency for Weld Procedure Specification (WPS)
3. Weld fillet welds in the horizontal
(2F) position on lap and tee joints.
Multi-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
Multi-pass fillet weld on tee joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6.
Welder Level C Program Outline • Industry Training Authority 102
Achievement Criteria: The learner will be evaluated on ability to weld fillet welds in the flat and horizontal position on low carbon steel using the GMAW/MC* process as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.
Welder Level C Program Outline • Industry Training Authority 103
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-27 Use the GMAW/MC* Process to Weld Groove Welds on
Low Carbon Steel Plate Learning Objectives: The learner will be able to weld groove welds using the GMAW/MC* process. LEARNING TASKS CONTENT
1. Weld square groove welds in the flat (1G) position on butt joints on low carbon steel plate. Gouge to Sound Metal (GTSM).
Multi-pass square groove weld on butt joint (both sides) in the 1G position - refer to practical competency for Weld Procedure Specification (WPS)
NOTE: Refer To Current Welder Training Program Curriculum Module/Line P6. Achievement Criteria: The learner will be evaluated on ability to weld groove welds using the GMAW/MC* process as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 104
LINE F: PERFORMS SEMI-AUTOMATIC WELDING (GMAW)(GMAW-P)(FCAW) (GMAW/MC*) Competency: F-29 Describe and Demonstrate FCAW Fillet Welds Using
Stainless Steel Filler on Low Carbon Steel Plate Learning Objectives: The learner will be able to describe and demonstrate FCAW fillet welds using stainless steel filler metal on low carbon steel plate. LEARNING TASKS CONTENT
1. Identify specific safety precautions when welding stainless steel.
PPE Toxic fumes/ventilation Chromium Nickel Reflective radiation Chemical cleaners
2. Describe proper handling and preparation procedures for materials and consumables.
Contamination Abrasives and hand brushes Rigging and tooling Work area Work environment Consumables
3. Describe the principal considerations in the FCAW welding of stainless steel.
Set welding variables Heat input Shielding gases Weld contamination Surface oxidation of weld area Distortion
4. Weld fillet welds in the horizontal (2F) position on lap joints on low carbon steel sheet.
Single-pass fillet weld on lap joint in the 2F position - refer to practical competency for Weld Procedure Specification (WPS)
5. Weld fillet welds in the horizontal
(2F) position on tee joint on low carbon steel plate.
Multi-pass fillet weld on tee joint in the 2F position – refer to practical competency for Weld Procedure Specification (WPS)
Welder Level C Program Outline • Industry Training Authority 105
Achievement Criteria: The learner will be evaluated on ability to describe and demonstrate FCAW fillet weld using stainless steel filler metal on low carbon steel plate, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line P4; evaluation must meet CSA W59 standards for cyclically loaded structures.

Welder Level C Program Outline • Industry Training Authority 106
LINE G: DESCRIBE BASIC METALLURGY RELATING TO PRODUCTION, PROPERTIES AND WELDABILITY
Competency: G-1 Describe Production Processes for Manufacturing
Metals Learning Objectives: The learner will be able to describe the production processes for manufacturing metals. LEARNING TASKS CONTENT
1. Describe types of iron and current production methods.
Blast furnace – pig iron Cast irons Grey cast iron White cast iron Malleable cast iron Nodular iron (ductile iron)
2. Describe current steel production and forming methods.
Open hearth furnace Basic oxygen furnace Electric furnace Bessemer converter Ingots Rimmed, killed and semi-killed steel Continuous casting process Blooms, billets and slabs Hot and cold-rolled sheet products Galvanized sheet steel products Tin mill products Structural shapes and bars Steel plate and large diameter pipe Pipe and tubing ERW Seamless Forging process Open-die forging Closed-die forging Casting process Sand casting Centrifugal casting Die casting
Welder Level C Program Outline • Industry Training Authority 107
3. Describe types of steel and steel classifications.
Main elements of carbon steels six elements Types of steel Low carbon Medium carbon High carbon (tool) Alloying elements Chromium Cobalt Copper Magnesium Nickel Titanium Tungsten Vandium Steel classification CSA standards UNS numbering system SAE and AISI systems First digit Second digit Third and fourth digits ASTM classification Manufacturer’s certification and
identification markings Colour coding Numbering systems Heat numbers Mill certification
Achievement Criteria: Given a 20 question test on the production processes for manufacturing metals, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 108
LINE G: DESCRIBE BASIC METALLURGY RELATING TO PRODUCTION, PROPERTIES AND WELDABILITY
Competency: G-2 Describe Mechanical and Physical Properties of Metals Learning Objectives: The learner will be able to identify the mechanical and physical properties of metals. LEARNING TASKS CONTENT
1. Define the terms relating to mechanical and physical properties of metals.
Metallurgy Alloys Ferrous metals Wrought iron Cast iron Carbon steels Low alloy steels Alloy steels Nonferrous metals Aluminum Copper Lead Magnesium Nickel Silver Tin Zinc
2. Describe the mechanical properties of metals.
Tensile strength Elasticity, yield point, ultimate tensile
strength Elongation Impact strength Compressive strength Fatigue strength Toughness Hardness Ductility Malleability Brittleness

Welder Level C Program Outline • Industry Training Authority 109
3. Describe the physical properties of metals.
Density Resistance to corrosion Electrical conductivity Thermal conductivity Thermal expansion Melting point
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK3-1. Achievement Criteria: Given a 20 question test on identifying the mechanical and physical properties of metals, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 110
LINE G: DESCRIBE BASIC METALLURGY RELATING TO PRODUCTION, PROPERTIES AND WELDABILITY
Competency: G-3 Describe Metals Learning Objectives: The learner will identify metals by their visual appearance, relative weight, typical shape and texture, and will perform chip tests, spark tests, hardness tests and flame tests. LEARNING TASKS CONTENT
1. Describe identifying types of metals by their physical characteristics such as visual appearance, colour, relative weight, typical shape and texture.
Steel Cast steel Cast irons Copper Brass and bronze Aluminum Stainless steel Lead Magnesium Zinc Titanium
2. Describe identifying types of metals by mechanical and thermal tests.
Chip Spark Hardness Files Center punch Chisel Flame Magnetic Non-magnetic Magnetic Slightly magnetic Melting point
3. Identify metals. Refer to practical competency for procedure
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK3-3.

Welder Level C Program Outline • Industry Training Authority 111
Achievement Criteria: Given a 10 question test the learner will demonstrate knowledge of identifying metals by their visual appearance, relative weight, typical shape and texture, chip tests, spark tests, hardness tests and flame tests by correctly answering 7 questions or more. The learner will be evaluated on ability to inspect metals for identification as part of a practical shop project as per the acceptance criteria in the current curriculum module/line RK3-3.
Welder Level C Program Outline • Industry Training Authority 112
LINE G: DESCRIBE BASIC METALLURGY RELATING TO PRODUCTION, PROPERTIES AND WELDABILITY
Competency: G-5 Describe the Alloy Content and Heat Treatments on the
Weldability of Steel Learning Objectives: The learner will be able to describe how welding affects the mechanical properties of low carbon steel. LEARNING TASKS CONTENT
1. Describe the precautions and weldability of low carbon steel.
Factors affecting the weldability of low carbon steels
Contamination Thickness Temperature Moisture
2. Describe the effects of welding on low carbon steel.
Heat affected zones in welds Heat transfer Effects of expansion and contraction The purpose and effects of: Preheating Post heating Quenching Temperature indicating devices: Temperature sticks/crayon Pyrometer
Achievement Criteria: Given a 10 question test on how welding affects the mechanical properties of low carbon steel, the learner will demonstrate knowledge by correctly answering 7 questions or more.

Welder Level C Program Outline • Industry Training Authority 113
LINE I: DESCRIBES AND PERFORMS MATEIAL HANDLING AND RIGGING PROCEDURES
Competency: I-1 Describe Safety Procedures for Rigging and Material
Handling Learning Objectives: The learner will be able to describe safety procedures for rigging and material handling. LEARNING TASKS CONTENT
1. Describe rigging and general safety precautions.
Introduction to rigging WorkSafeBC rigging regulations Rejection criteria PPE Common hazards SWL not known Defective equipment and hardware Unrated lifting lugs Electrical contact Weather conditions
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-1 and RK-2. Achievement Criteria: Given a 40 question test on describing safety procedures for rigging and material handling, the learner will demonstrate knowledge by correctly answering 28 questions or more.
Welder Level C Program Outline • Industry Training Authority 114
LINE I: DESCRIBES AND PERFORMS MATEIAL HANDLING AND RIGGING PROCEDURES
Competency: I-2 Performs Safe Working Load Calculations Involving
Geometric Formulas, Volumes and Capacities Learning Objectives: The learner will be able to perform safe working load calculations involving geometric formulas, volumes and capacities. LEARNING TASKS CONTENT
1. Solve problems involving geometric formulas.
Key terms and concepts used in working with formulas
Identify common formulas and solve problems for perimeter
Identify common formulas and solve problems for area
Identify common formulas and solve problems for volume, calculate the weight of a solid
Calculate the capacity of a container in litres and gallons
2. Determine weight and centre of
gravity. Calculating the weight of load
Plate Structural steel shape Pipe Centre of gravity
3. Explain safe working load ratios. WorkSafeBC regulations (part 15) Material and personnel
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-2 and RK2B-6. Achievement Criteria: Given a 10 question test on safe working load calculations involving geometric formulas, volumes and capacities, the learner will demonstrate knowledge by correctly answering 7 questions or more.
Welder Level C Program Outline • Industry Training Authority 115
LINE I: DESCRIBES AND PERFORMS MATERIAL HANDLING AND RIGGING PROCEDURES
Competency: I-3 Use Fibre Ropes to Tie Knots Learning Objectives: The learner will be able to use fibre ropes to tie knots, bends and hitches. LEARNING TASKS CONTENT
1. Describe fibre rope characteristics and their applications.
Natural fibres Manila Synthetic fibres Nylon Polyester Polypropylene
2. Determine the safe working load of fibre rope.
SWL for: Manila Nylon Polyester Polypropylene De-rated capacity using knots, bends or
hitches
3. Describe proper care and inspection of rope.
Storage Visual inspection Cuts Abrasions Dirt Rot Fatigue Heat damage Dry-testing Cleanliness Kinks Chemical damage
Welder Level C Program Outline • Industry Training Authority 116
4. Recognize and name common knots, bends and hitches used with ropes.
Parts of a rope Basic knots Figure 8 Square (reef) knot Clove hitch Sheetbend Round turn and two half hitches Bowline Half hitch Single Dutchman (chain knot)
5. Describe and demonstrate applications of knots, bends and hitches.
Tag lines (rigging) Load lines (tie-down) Hoisting lines (materials) Safety harness Joining ropes Stopper knot
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-1. Achievement Criteria: Given a 10 question test on the use of fibre ropes to tie knots, bends and hitches the learner will demonstrate knowledge by correctly answering 7 questions or more. The learner will be evaluated on ability to use fibre ropes to tie knots, bends and hitches, as part of a practical shop project as per the acceptance criteria in the current curriculum module/line RK1-1.

Welder Level C Program Outline • Industry Training Authority 117
LINE I: DESCRIBES AND PERFORMS MATERIAL HANDLING AND RIGGING PROCEDURES
Competency: I-4 Describe Slings and Rigging Hardware Uses Learning Objectives: The learner will be able to describe slings and rigging hardware uses. LEARNING TASKS CONTENT
1. Identify safe working loads for wire rope slings.
Wire rope classification Diameter SWL calculations Rejection criteria
2. Describe common types of slings and safe working loads.
Synthetic web slings Wire rope slings Alloy steel chain slings Metal mesh slings Mandatory rating tags on all slings Rejection criteria
3. Describe common type of sling configurations, safe working loads and their application.
Single vertical hitch Bridle hitch Single basket hitch Double basket hitch Double-wrap basket hitches Single choker hitch Double choker hitch Double-wrap chocker hitch Adjust rated capacity for sling
configurations Sling angles Sling configuration
Welder Level C Program Outline • Industry Training Authority 118
4. Identify common rigging hardware.
Below-the-hook lifting devices Hoisting hooks Choker hooks Wire rope clips Number Spacing Cable clips Swivels Shackles Eye bolts Snatch blocks Turnbuckles Spreader and equalizer beams Plate clamps
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-1. Achievement Criteria: Given a 20 question test on the use of slings and rigging hardware, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 119
LINE I: DESCRIBES AND PERFORMS MATERIAL HANDLING AND RIGGING PROCEDURES
Competency: I-5 Describe Hoisting Equipment Learning Objectives: The learner will be able to describe hoisting and lifting equipment. LEARNING TASKS CONTENT
1. Describe common types of hoisting equipment and describe their application.
Jacks (ratchet, hydraulic) Jack stands Rollers Block and tackle Lever-operated hoists or come-a-longs Chain blocks Chain hoists Grip action hoists (Tirfors) Electric hoists and pendant cranes Floor hoists Winches Gantry cranes Remote pendant control Overhead runways Jib crane Overhead traveling cranes Mobile cranes Tower cranes Forklifts
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-1. Achievement Criteria: Given a 20 question test on hoisting and lifting equipment, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 120
LINE I: DESCRIBES AND PERFORMS MATERIAL HANDLING AND RIGGING PROCEDURES
Competency: I-6 Use Hoisting Equipment to Perform Lift Learning Objectives: The learner will be able to use common types of hoisting equipment and operate basic lifting devices to perform a lift. LEARNING TASKS CONTENT
1. Operate hoisting equipment. WorkSafeBC regulations Identify hand signals for crane
operations Hoisting equipment Manufacturers’ specifications Plan a lift Estimate weight of load Factors that reduce capacity Select proper rigging Attach proper rigging Apply safe operating practices
2. Describe and demonstrate correct procedures for handling and storing structural shapes.
Rigging structural shapes Rotating structural shapes Blocking and stacking
3. Lift, hoist and move loads. Use a hoist (chain fall) Use come-alongs Use a tirfor jack
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK1-3. Achievement Criteria: The learner will be evaluated on ability to identify and use common types of hoisting equipment and operate basic lifting devices to perform a lift, as part of a practical shop project as per the acceptance criteria the current curriculum module/line RK1-3.

Welder Level C Program Outline • Industry Training Authority 121
LINE J: READS WELDING DRAWINGS Competency: J-1 Perform Mathematical Calculations Involving Angles,
Triangles and Geometric Construction Learning Objectives: The learner will be able to perform mathematical calculations involving angles, triangles and geometric construction. LEARNING TASKS CONTENT
1. Solve problems involving angles, triangles and geometric constructions.
Basic terms Lines and points Angles and angle terms Basic theorems Apply the principles of angles Read protractor Calculate angles Right angle triangles Apply geometric constructions Roots and powers
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2B-7. Achievement Criteria: Given a 20 question test on mathematical calculations involving angles, triangles and geometric construction, the learner will demonstrate knowledge by correctly answering 14 questions or more.
Welder Level C Program Outline • Industry Training Authority 122
LINE J: READS WELDING DRAWINGS Competency: J-2 Sketch Basic Objects Using Orthographic Projection Learning Objectives: The learner will be able to sketch basic objects using orthographic project and their knowledge of orthographic drawings, basic lines used in drawings, principles of scale drawings, principle of sectioning and auxiliary views. LEARNING TASKS CONTENT
1. Describe orthographic drawings. Visualization
2. Identify basic lines used in drawings.
Object lines Hidden lines Centre lines Dimension and extension lines Leader lines Phantom lines Cutting plane lines Section lines Break lines
3. Sketch orthographic projections. Freehand sketching to approximate scale
Graph paper Sketching orthographic views Scale rule
4. Describe and sketch auxiliary and sectional views.
Auxiliary views Sectional views Locating sectional views Showing sectional views Types of sectional views Full sections Half-sections Broken sections Revolved sections
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-1. Achievement Criteria: Given a 10 question test on orthographic drawings, the learner will demonstrate knowledge by correctly answering 7 questions or more.
Welder Level C Program Outline • Industry Training Authority 123
LINE J: READS WELDING DRAWINGS Competency: J-3 Sketch Isometric Drawings of Basic Objects Learning Objectives: The learner will be able to sketch isometric drawings of basic objects using their knowledge of pictorial drawings, the principles of orthographic projection, making isometric sketches of basic rectangular objects and making isometric sketches of basic objects with circular features. LEARNING TASKS CONTENT
1. Describe pictorial drawings. Pictorial drawings Isometric drawings
2. Sketch isometric drawings of basic objects.
Sketching simple rectangular objects Sketching figures using isometric lines
3. Sketch isometric drawings of basic objects with circular features.
Sketch objects with circular features
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-2. Achievement Criteria: Given a project to sketch an isometric view of an object, the learner will be assessed using 70% as the passing criteria.

Welder Level C Program Outline • Industry Training Authority 124
LINE J: READS WELDING DRAWINGS Competency: J-4 Sketch Dimensioned Drawing Learning Objectives: The learner will be able to sketch a dimensioned drawing based on their knowledge of SI metric dimensioning, imperial dimensioning, size, location and notation dimensions, dimensioning of curved surfaces, angular and tolerance dimensioning and how to obtain dimensions from orthographic drawings. LEARNING TASKS CONTENT
1. Identify systems of measurements used on drawings.
SI metric units of measurement Imperial system of measurement Dual dimensioning Position method Bracket method Conversion chart method
2. Describe methods of dimensioning.
Types of dimensions Rules for placing dimensions Dimensioning curved surfaces Angular dimensioning Tolerance dimensions Dimensioning external chamfers and
bevels
3. Sketch a dimensioned drawing of a simple object.
Refer to practical competency
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-3. Achievement Criteria: Given a 10 question test on sketching a dimensioned drawing, the learner will demonstrate knowledge by correctly answering 7 questions or more. Given a practical project to sketch a dimensioned view of an object, the learner will be assessed using 70% as the passing criteria.

Welder Level C Program Outline • Industry Training Authority 125
LINE J: READS WELDING DRAWINGS Competency: J-5 Identify Common Welding Symbols and Bolted
Connections Learning Objectives: The learner will be able to identify the standard welding symbols, supplementary symbols, the dimensioning of fillet and groove weld symbols, the dimensioning of other weld symbols and the dimensioning of threaded fasteners used in structural steel construction. LEARNING TASKS CONTENT
1. Describe standard welding symbols.
Welding symbols Location of weld symbol Arrows Weld symbols Supplementary weld symbols Weld-all-around symbol Field weld symbol Contour and finish symbols
2. Describe the dimensioning of fillet and groove welds.
Fillet weld size Length of fillet welds Intermittent fillet welds Types of groove welds Groove size (depth of operation) Effective throat size (depth of
penetration) Root opening Groove or included angle Backing or spacer material symbol Back gouging and its application to
groove welds Back welds and backing welds Melt-thru welds
3. Identify other basic weld symbols and their dimensions.
Plug welds Plug size Angle of countersink Depth of filling Slot welds Spot welds Size and strength of spot welds Pitch of spot welds Number of spot welds

Welder Level C Program Outline • Industry Training Authority 126
Seam welds Size and strength of seam welds Scarf for brazed joint Flange welds Surface welds
4. Identify the dimensioning of bolted connections.
Thread symbols on drawings Designation of UNC and UNF threads Metric thread designations
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-4. Achievement Criteria: Given a 20 question test on identifying the basic welding symbol, supplementary symbols, the dimensioning of fillet and groove weld symbols, the dimensioning of other basic weld symbols and the dimensioning of threaded fasteners used in structural steel construction, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 127
LINE J: READS WELDING DRAWINGS Competency: J-6 Read Structural Drawings Learning Objectives: The learner will be knowledgeable of structural shapes and how they are specified, types of structural drawings, written information on drawings and how to obtain dimensions and other information from drawings. LEARNING TASKS CONTENT
1. Identify structural steel shapes. Plate and sheet Specifying sheet sizes Specifying plate sizes Steel bars Rectangular bar, flat bar and strip stock Square bar Round bar Half oval bar Hexagon bar Octagon bar Shapes W, S and M shapes Angles Equal leg lengths Unequal leg angles Structural tees Channel Structural tubing (hollow structural
sections) Round tubing Structural pipe
2. Identify types of structural drawings.
Engineering drawings Site plans Foundation plans Framing plans Elevation plans Sections Connection detail drawings Shop drawings Detail drawings Assembly drawings Detail assembly drawings

Welder Level C Program Outline • Industry Training Authority 128
3. Identify bills of material and other information found on structural drawings.
Title block Revisions block Notes and specifications Material list Item number Quantity Description Length Specifications Material Remarks
4. Perform a practical exercise. Obtain information from drawings Dimensions Hole locations Part locations Assembly details Welding requirements Prepare material list Prepare cut list Refer to practical competency
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-5. Achievement Criteria: Given a 20 question test on structural shapes and how they are specified, types of structural drawings, written information on drawings and how to obtain dimensions and other information from drawings, the learner will demonstrate knowledge by correctly answering 14 questions or more.

Welder Level C Program Outline • Industry Training Authority 129
LINE K: LAYOUT AND FABRICATE COMPONENTS Competency: K-2 Identify Materials Required Learning Objectives: The learner will be able to identify applicable standards, codes and specifications and interpret information to select materials and equipment. LEARNING TASKS CONTENT
1. Interpret information and select materials.
Material information sources Type of materials Location of information Identify unique or special information Select materials
2. Identifies applicable standards, codes and specifications.
Standards Codes Specifications
3. Review documentation and markings.
Mill test reports Traceability methods Traceability requirements
4. Interpret information and select equipment.
Equipment information sources Select equipment
Achievement Criteria: Given a 10 question test on identifying applicable standards, codes and specifications and interpret information to select materials and equipment the learner will demonstrate knowledge by correctly answering 7 questions or more.

Welder Level C Program Outline • Industry Training Authority 130
LINE K: LAYOUT AND FABRICATE COMPONENTS Competency: K-3 Prepare Work Area Learning Objectives: The learner will prepare the work area by cleaning, planning sequence of operations, and gathering work materials and equipment. LEARNING TASKS COCNTENT
1. Describe work area requirements.
Good housekeeping practices Refer to WorksafeBC regulations and
OHS act Access and egress Material and equipment Identify safety hazards
2. Plans sequence of operation. Assembly requirements Codes Weld procedure specifications (WPS) Final product Welding sequence Possible distortion Organize sequence of work Visualize final components
3. Gather work materials and equipment.
Work plan Finished component Assembly of requirements
Achievement Criteria: Given a 10 question test on preparing the work area by cleaning, planning sequence of operations, and gathering work materials and equipment, the learner will demonstrate knowledge by correctly answering 7 questions or more.
Welder Level C Program Outline • Industry Training Authority 131
LINE K: LAYOUT AND FABRICATE COMPONENTS Competency: K-4 Layout Materials Learning Objectives: The learner will be able to develop templates, transfer dimensions from drawings to materials and conform material dimensions. LEARNING TASKS CONTENT
1. Develop templates. Construct template Template materials Measuring tools Conform to dimensional tolerances
2. Interpret and transfer dimensions from drawings to materials.
Transfer methods Measuring tools Layout tools Conform to dimensional tolerances
NOTE: Refer To Current Welder Training Program Curriculum Module/Line RK2A-5. Achievement Criteria: Given a practical project to develop templates, transfer dimensions from drawings to materials and conform material dimensions, the learner will be assessed using 70% as the passing criteria.

Welder Level C Program Outline • Industry Training Authority 132
LINE K: LAYOUT AND FABRICATE COMPONENTS Competency: K-5 Prepare Materials Learning Objectives: The learner will be able to prepare materials by cutting, grinding, and cleaning. LEARNING TASKS CONTENT
1. Cut materials to dimensions. Safe work practices specific to cutting – refer to WorkSafeBC requirements
Identify material Cutting sequence Tolerances Select cutting equipment
2. Grind materials. Safe work practices specific to grinding – refer to WorkSafeBC requirements
Type of base metal Select abrasives Perform grinding
3. Clean materials. Safe work practices specific to cleaning – refer to WorkSafeBC requirements
Determine required cleaning method Mechanical cleaning methods Chemical cleaning methods Cleaning materials Cleaning specifications
Achievement Criteria: Given a practical project to prepare materials by cutting, grinding, and cleaning, the learner will be assessed using 70% as the passing criteria.

Welder Level C Program Outline • Industry Training Authority 133
LINE K: LAYOUT AND FABRICATE COMPONENTS Competency: K-6 Fabricate Weldment Learning Objectives: The learner will be able to fabricate a weldment using selected processes and materials. LEARNING TASKS CONTENT
1. Fit and tack components. Select required fitting equipment Dogs and wedges Clamps Jigs and fixtures Hydraulic porta-power Hand tools Welding process and consumables Organize work in sequential order Fitting techniques Use of fitting equipment Tack techniques Distortion control Follow specifications
2. Weld weldment. Preheating procedures Welding procedures Welding symbols
3. Finish final product. Conforms to dimensions Conforms to specifications
NOTE: Suggest a minimum of two shop projects, one of which must be from the test projects. Achievement Criteria: Given a practical project to fabricate a weldment using selected processes and materials, the learner will be assessed using 70% as the passing criteria.

Welder Level C Program Outline • Industry Training Authority 134
LINE N: PERFORMS SUBMERGED ARC WELDING PROCESS (SAW) Competency: N-1 Describe SAW Process and Equipment Learning Objectives: The learner will be able to describe the SAW process and equipment. LEARNING TASKS CONTENT
1. Describe SAW. Principles of operation Advantages and disadvantages of SAW Quality of end product
2. Describe equipment for SAW process.
Automated and semi-automated SAW equipment
Power sources Cooling systems Current characteristics Duty cycle Cable sizes Wire feeders Guns Drive rolls Contact tips Nozzles Flux hoppers Drive systems Match equipment to application Base metal thickness
Achievement Criteria: Given a 10 question test on describing the SAW process and equipment, the learner will demonstrate knowledge by correctly answering 7 questions or more.

Welder Level C Program Outline • Industry Training Authority 135
LINE N: PERFORMS SUBMERGED ARC WELDING PROCESS (SAW) Competency: N-2 Describe Consumables and Fluxes Learning Objectives: The learner will be able to describe consumables and fluxes as required for the SAW. LEARNING TASKS CONTENT
1. Select consumables. Electrode wires/fluxes Flux recovery systems Storage requirements for flux and
electrode wires Handling of fluxes and electrode wires Match consumables to welding process
Achievement Criteria: Given a 10 question test on describing consumables and fluxes as required for the SAW, the learner will demonstrate knowledge by correctly answering 7 questions or more.

Welder Level C Program Outline • Industry Training Authority 136
LINE N: PERFORMS SUBMERGED ARC WELDING PROCESS (SAW) Competency: N-3 Describe Operating Parameters Learning Objectives: The learner will be able to describe the operating parameters for SAW. LEARNING TASKS CONTENT
1. Select operating parameters. Direct current Polarity Alternating current Wire feed speed (current) Wire stick out Current characteristics Voltage characteristics Follow manufacturers’
recommendations Make required adjustments
Achievement Criteria: Given a 10 question test on describing the operating parameters for SAW, the learner will demonstrate knowledge by correctly answering 7 questions or more.
Welder Level C Program Outline • Industry Training Authority 137
LINE N: PERFORMS SUBMERGED ARC WELDING PROCESS (SAW) Competency: N-4 Set Up SAW Equipment Learning Objectives: The learner will be able to set-up SAW equipment. LEARNING TASKS CONTENT
1. Set up SAW equipment. Welding cable sizes Manufacturers’ recommendations Set-up procedures Connect cables to proper polarity
Achievement Criteria: Given a 10 question test on setting up SAW equipment, the learner will demonstrate knowledge by correctly answering 7 questions or more.

Welder Level C Program Outline • Industry Training Authority 138
LINE N: PERFORMS SUBMERGED ARC WELDING PROCESS (SAW) Competency: N-5 Use the SAW Process to Weld Fillet Welds on Low
Carbon Steel Plate
Learning Objectives: The learner will observe the welding of a fillet weld in the 1F position on tee joints on low carbon steel plate operating SAW equipment. LEARNING TASKS CONTENT
1. Weld fillet welds in the flat (1F) position on tee joint.
Required task-specific PPE Ventilation requirements Equipment shutdown procedures Weld bead sequence Characteristics of electrodes and fluxes
during welding process Manipulate head Remove flux Remove slag Detect flaws Adjust working parameters
Achievement Criteria: Given a 10 question test on the welding of a fillet weld in the 1F position on tee joints on low carbon steel plate, the learner will demonstrate knowledge by correctly answering 7 questions or more.
Welder Level C Program Outline • Industry Training Authority 139
SECTION 3
TRAINING PROVIDER STANDARDS

Welder Level C Program Outline • Industry Training Authority 140
WELDER C TRAINING PROVIDER STANDARDS INSTRUCTORS Trade Qualification Level A welder with an Inter-Provincial “Red-Seal” endorsement
Work Experience Must have a minimum of 5 years experience as a journeyperson Must have diverse industry experience including code work such as shop
fabrication, heavy construction, and maintenance/repair (ASME or CSA W59)
Training Qualifications Instructors Certificate (minimum 30 hr course) Instructors must have or be registered in an Instructor’s Diploma Program, to be
completed within a five year period Or, hold a Bachelors or Masters degree in Education
----------------------------------------------------------------------------------------------------------- INSPECTORS for Practical Examinations All final practical fabrication and welding tests as listed in the appendices to be
assessed by a Certified Welding Inspector

Welder Level C Program Outline • Industry Training Authority 141
WELDER C TRAINING PROVIDER STANDARDS – FACILITIES Classroom Area Comfortable seating and tables suitable for training, teaching, lecturing Compliance with all local and national fire code and occupational safety
Requirements Lighting controls to allow easy visibility of projection screen while also allowing
students to take notes Windows must have shades or blinds to adjust sunlight Heating / Air conditioning for comfort all year round In-room temperature regulation to ensure comfortable room temperature. In-room ventilation sufficient to control training room temperature. Acoustics in the room must allow audibility of the instructor White marking board with pens and eraser (optional: flipchart in similar size) Projection screen or projection area at front of classroom. Overhead projector and/or multi-media projector
SHOP AREA (fixed properties)
One welding booth per student (minimum booth size must be 6’ x 6’) fully equipped with: o Industrial grade multi-process welding power source or equipment suitable for
all Level C required welding processes o Welding table (minimum recommended size “18 x 20”) o One height adjustable positioning arm o One 115 volt receptacle or pneumatic air supply for grinders o Ventilation as per WorkSafeBC standards o Task lighting
Suitable demonstration area of approximately 7’ x 14’ Aisles size must be a minimum of 6’ wide The grinding and test coupon preparation area must be a minimum 300 square
feet Outside storage fenced area of 2000 square feet (including a secured cylinder
storage area) Ceiling shall be a minimum height of 16’ or as varied by good engineering
practices and code

Welder Level C Program Outline • Industry Training Authority 142
STUDENT FACILITIES Adequate lunch room as per WorkSafeBC requirements Adequate washroom facilities as per WorkSafeBC requirements Personal storage lockers
MINIMUM SHOP EQUIPMENT FOR LEVEL C TRAINING one floor model drill press, ½ hp minimum, ½” x 8” one 3’ x 6’ work bench with two vices one pedestal grinder, 12” x 2” stone one pedestal belt sander with a minimum 3” belt one floor model vertical band saw one horizontal band saw one abrasive chop saw one guided bend test jig as per CSA W47.1 dimensional specifications two track cutters one 5” grinder per student (two recommended—one grinding, one bead brush) four 7” grinders (electric or pneumatic) for general shop use electrode stabilizing oven (minimum 250 lbs) one semi-automatic or automatic submerged arc welder
Note: See booth equipment as outlined in Shop Area
OPTIONAL EQUIPMENT—as per the NOA list one press brake (minimum 4’ x 12 gauge mechanical pan brake) one ¼” x 4’ hydraulic shear one iron worker
HOISTING AND RIGGING EQUIPMENT one ton overhead jib crane or overhead crane rigging hardware--shackles, cable clamps, swivels, eyebolts, turn buckles, snatch
blocks, etc. plate clamps chain, wire rope and synthetic slings come-alongs (chain and cable) connectors tirfor jacks chain fall

Welder Level C Program Outline • Industry Training Authority 143
Welder C Tools and Equipment (As recommended in the National Occupational Analysis)
Basic Tools and Equipment
Adjustable wrenches (various sizes) Allen wrenches (metric and imperial) Ammeter Bench vise Broom Brushes (various bristle brushes for cleaning and scrubbing) C clamps Chain hoists Chalk line Chokers Cold chisels (various sizes) Combination wrenches (metric and imperial) Come-alongs Cylinder carts Cylinder cradles Dollies Electric cords Files (flat, half-round, rat-tail, bastard) Flashlight Friction lighter Funnels Hack saw Hammers (chipping, ball peen, claw, sledge, various sizes) Hand shears Jacks Knives Ladders Magnets Metal markers Mop
Oil can Pails (plastic and metal) Paint brushes Pipe cutter Pipe wrenches Pliers (needle nose, slip joint) Positioners Pry bars Punches Rollers Scaffolding (safety) Scrapers (various sizes) Screwdrivers (flat, Phillips, Robertson, various sizes) Shovels (flat mouthed) Slings Snips (heavy duty sheet metal cutting) Soapstone markers Socket sets (metric and imperial) Soldering iron Stamping tools Temperature sticks Tip cleaners Tool boxes Vice grips Vices (chain vice, pipe vice) Water hose Wire brush Wire cutter Wrench sets (open and closed ends, both metric and imperial)
Measuring Tools
Calculator Calipers Depth gauge Feeler gauges Fillet gauges Laser level Torpedo level Micrometer Plumb bob
Scribers Spirit level Squares Stop watch Straight edges Tape measure Tri squares Vernier calipers Welding gauges
Welder Level C Program Outline • Industry Training Authority 144
Testing Equipment Adapter fittings Ammeter Calibrating gauges Pressure difference gauges
Pressure gauge kit Temperature gauges Temperature sticks
Power Tools and Equipment
Air hose and nozzle Air monitoring device Arc welder Oxy-fuel cutting equipment Band saw Buffers Chop saw (cut-off saw) Circular saw Coil heating equipment Compressors Cranes (overhead, gantry-type, monorail, boom) Drills (portable, magnetic base, drill press) Electric drills Electronic measuring device (hand-held “electronic tape measure” type) Feeders-wire Fork lifts Gas detector Grinders (wire brush, angle grinders) Guns-welding Hammer drill Hand-held and stationary radios Headphones Heated hoppers Heaters (electric, natural gas, oil, propane) Heating torch Hydraulic press brake
Hydraulic shear Hydrostatic equipment Impact wrenches (electric or pneumatic) Nibblers Ovens Oxyacetylene brazing torch Oxyacetylene cutting torch Pipe-bevelling machine Pipe cutters Plasma console Pneumatic equipment Power hack saw Power vice Propane torch Reamer (hand held or mounted on power threader) Reciprocating saw Routers Sand-blast equipment Sanders Scissor lift Testing pump Torches Vacuum (wet/dry) Winches Wire wheel (body grinder or angle grinder with wire brush)
Hoisting and Lifting Equipment
Cable clamps Chain block hoist Chains Chokers Come-alongs (chain or cable) Connectors Forklift Overhead hoist
Portable boom Rope Slings Spreader bars Stands Supports Tuggers
Welder Level C Program Outline • Industry Training Authority 145
Safety Equipment
Air hoods Aprons Body harness Boots Coveralls Ear-plugs and muffs Face shields Fire blankets Fire extinguishers
Fire hoses Gloves Goggles Masks (particle, vapour) Respirators Safety glasses Safety helmet Welding shield
Resource Material
Code books Drawings Engineering specifications Job schedules Manufactures’ specifications, manuals, and
charts Material Safety Data Sheets Packing slips Pamphlets
Prints Regulatory information Safety manuals Service bulletins Shop manuals Specifications Weigh bills Written informational or instructional material
Air hoods Aprons Body harness Boots Coveralls Ear-plugs and muffs Face shields Fire blankets Fire extinguishers Fire hoses Gloves Goggles Masks (particle, vapour) Respirators Safety glasses Safety helmet Welding shield

Welder Level C Program Outline • Industry Training Authority 146
RECOMMENDED REFERENCE TEXTBOOKS WELDER TRAINING PROGRAM: PACKAGE LEVEL C (CPUB230M) (7960000058) Toll Free: 1-800-663-6105 Queens Printer Web: http://www.publications.gov.bc.ca............……ISBN 0-7719-1783- Package includes: Welder Training Program Level C Module/Line P01 Introduction and Program Orientation (MN1807) (7960002678) Welder Training Program Level C Module/Line P02 Oxy-fuel Cutting (MN1808) (7960002679) Welder Training Program Level C Module/Line P03 Gas Welding and Braze Welding (MN1809) (7960002680) Welder Training Program Level C Module/Line P04 Shielded Metal Arc Welding (SMAW I) (MN1810) (7960002681) Welder Training Program Level C Module/Line P05 Air Carbon Arc Gouging (MN1811) (7960002682) Welder Training Program Level C Module/Line P06 Gas Metal Arc Welding (FMAW I) & Flux Cored Arc Welding (FCAW I) (MN1812) (7960002683) Welder Training Program Level C Module/Line RK01 Material Handling (MN1813) (7960002684) Welder Training Program Level C Module/Line RK02A Blueprint Reading I (MN1814) (7960002685) Welder Training Program Level C Module/Line RK02B Mathematics (MN1815) (7960002686) Welder Training Program Level C Module/Line RK03 Welding Metallurgy I (MN1816) (7960002687) WELDING PRINCIPLES AND APPLICATIONS Fifth edition By Larry Jeffus Delmar Learning………………………………………………………..ISBN 1-4018-1046-2 GMAW-P: PULSED SPRAY TRANSFER Miller Electric Mfg. Co…………………….…………………………..©1994, Revised 11/95 PROCEDURE HAND BOOK OF ARC WELDING DESIGN AND PRACTICE Lincoln Electric Company
PIPE FITTER'S AND WELDER'S POCKET MANUAL all new 2nd edition Audel ……………………………………………………………..…ISBN 0-7645-4205-2 LB THE PROCEDURE HANDBOOK OF ARC WELDING 14th edition The James F. Lincoln Welding Foundation WEBSITES
www.weldinginspectionsvcs.com www.linclonwelders.com www.hobartwelders.com www.millerwelds.com www.worksafebc.com/publications/default.asp
Welder Level C Apprenticeship Program Outline • Industry Training Authority 147
GUIDELINES FOR PRACTICAL EXAMINATIONS
Contact the Industry Training Authority program development department to
obtain original electronic copies of all documents. This will allow enlargement of
drawings and facilitate multiple copies of forms.
Applicants who are not familiar with the facility used for practical examinations
will require safety orientation and/or instruction.
Each Apprentice will be required to successfully complete one of the practical
(fabrication) examinations and all 3 welding tests.
Apprentices should consult with their Instructor when they feel that they are
ready to attempt a Final Practical Examination or a final Weld Test.
Applicants who are unsuccessful on their first attempt at a Final Practical
Examination will be issued a different Final Practical Examination for their second
attempt.
Applicants who are unsuccessful on their attempt at all of the 3 enclosed Final
Practical Examinations will be required to upgrade in the applicable area(s) of
error.
Welder Level C Apprenticeship Program Outline • Industry Training Authority 148
APPENDIX ONE WELDER LEVEL C
FINAL WELD TESTS
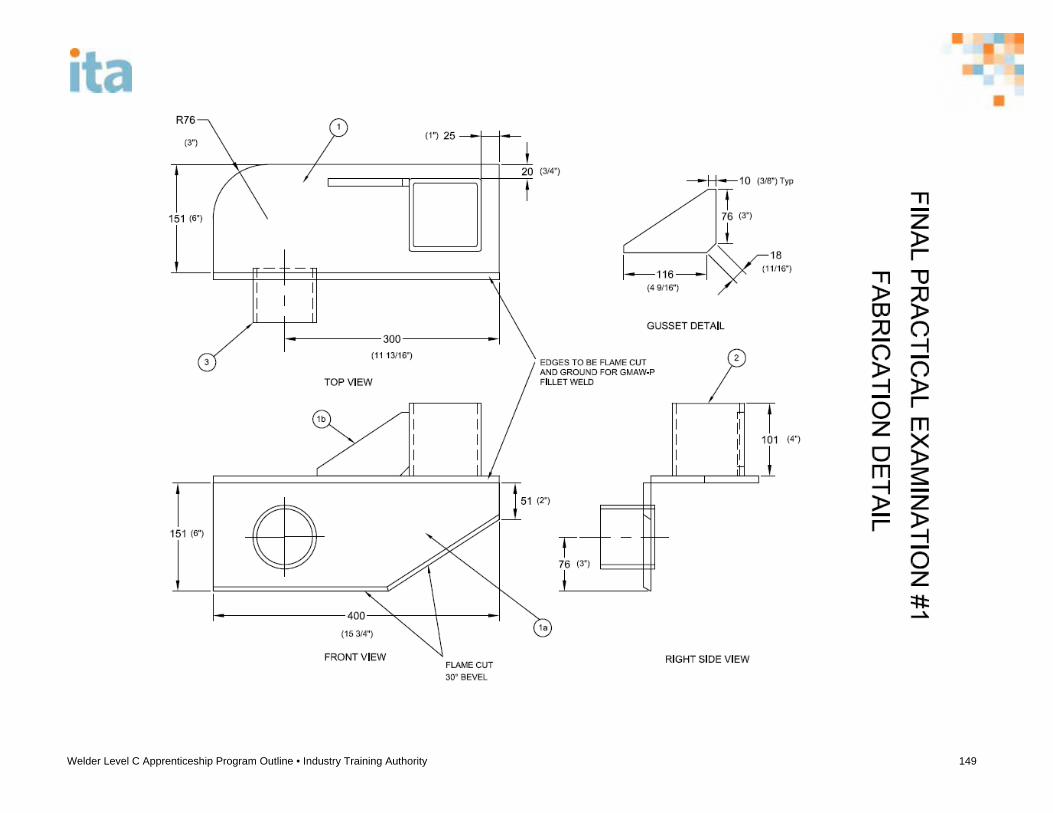
Welder Level C Apprenticeship Program Outline • Industry Training Authority 149
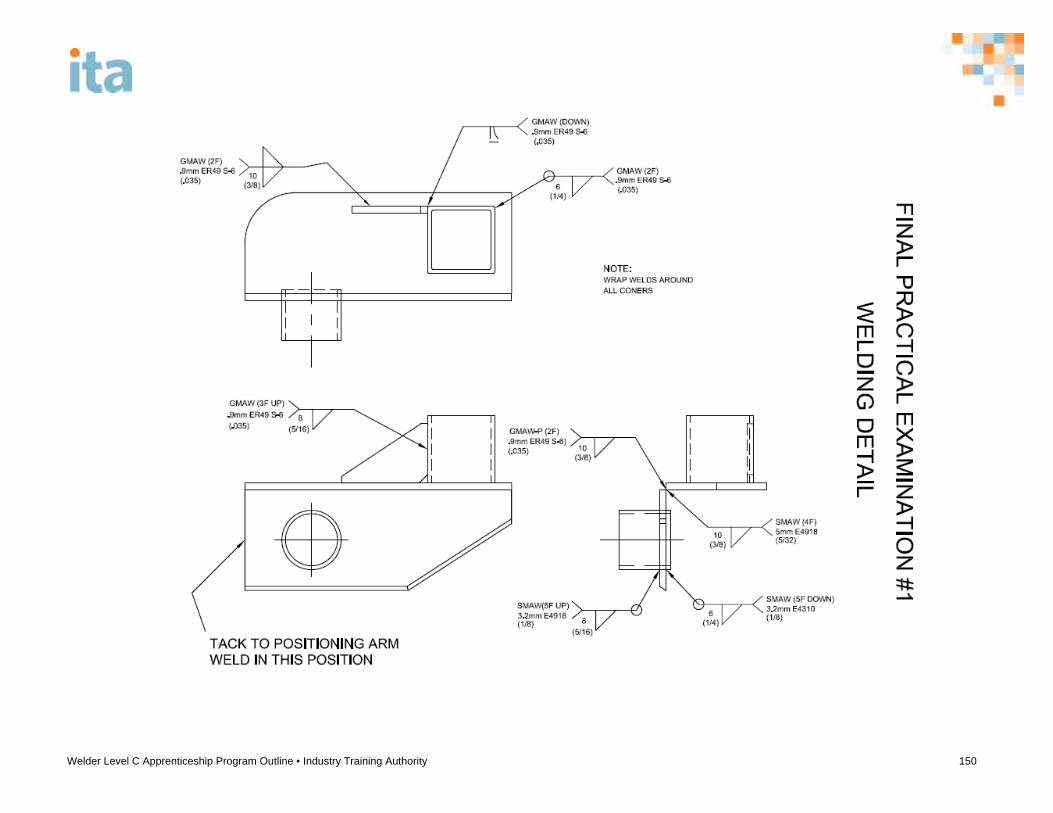
Welder Level C Apprenticeship Program Outline • Industry Training Authority 150

Welder Level C Program Outline • Industry Training Authority 151
FINAL PRACTICAL EXAMINATION #1
MATERIAL LIST
MARK QTY SYM DESCRIPTION LENGTH REMARKS
1 1 PL 10mm x 310mm 410mm Cut to Suit
1a 1 PL Cut From Mark #1 Cut to Suit
1b 1 PL Cut From Mark #1 Cut to Suit
2 1 HSS 102mm x 102mm x 6mm 102
3 1 PIPE 80mm (3”std) 76mm
INSTRUCTIONS: 1) All cutting to be done with the OFC process. 2) No grinding (unless noted) chip only. 3) Parts 1, 1a, and 1b to be cut from the same plate. 4) DO NOT WELD any components until assembly is completely fit and tacked. 5) DO NOT WELD show Inspector prior to tacking to positioning arm. 6) Tack assembly to positioning arm in welding booth where indicated and show
Inspector. 7) Weld in position DO NOT MOVE 8) When complete show Inspector for evaluation.

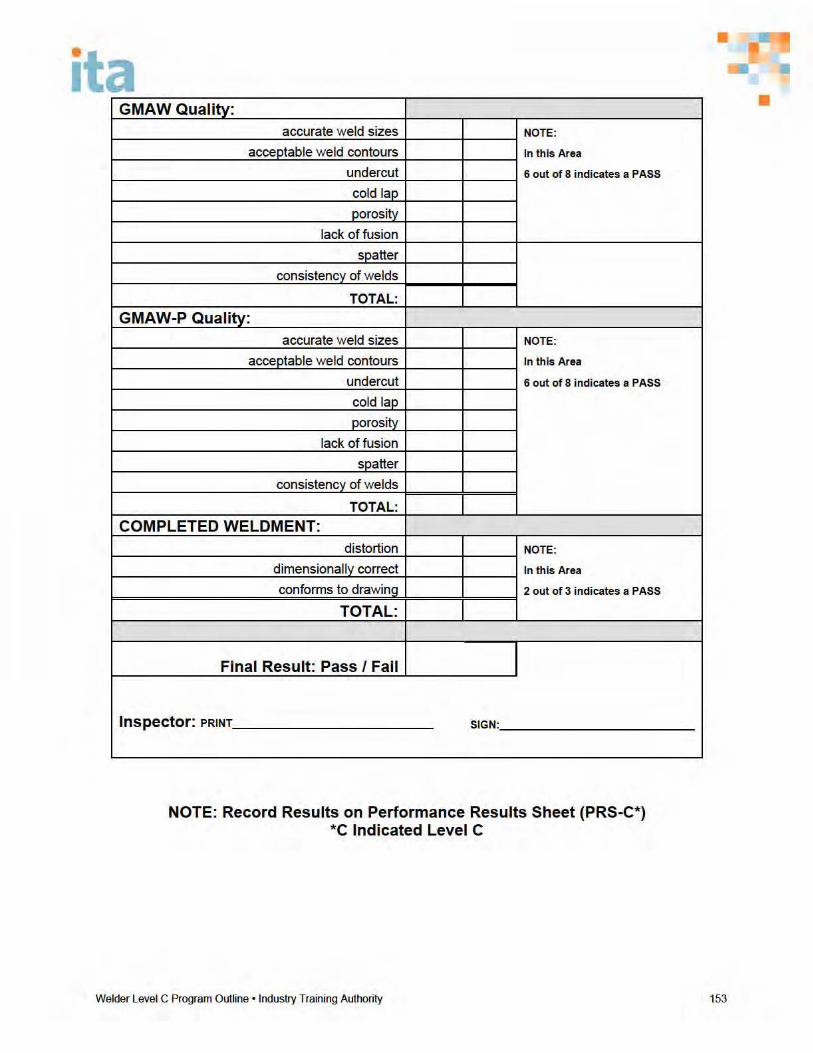
Welder Level C Program Outline • Industry Training Authority 154
APPENDIX TWO
WELDER LEVEL C
PROGRAM
FINAL PRACTICAL EXAMINATION #2
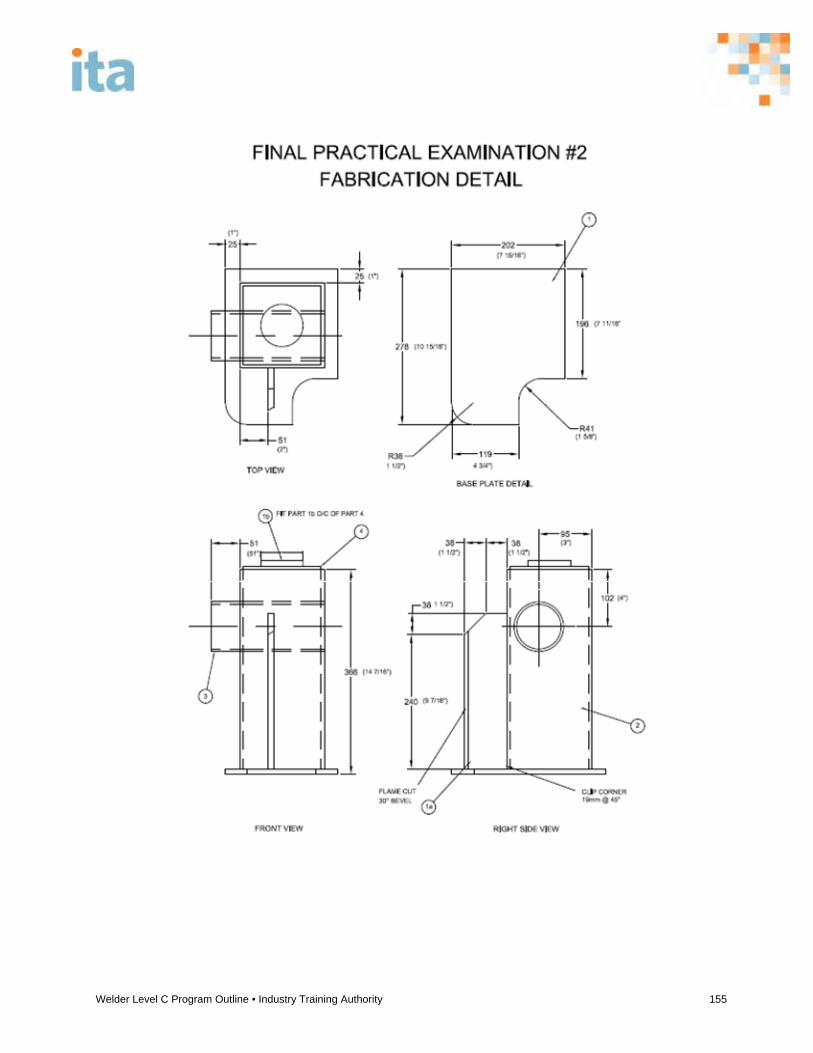
Welder Level C Program Outline • Industry Training Authority 155
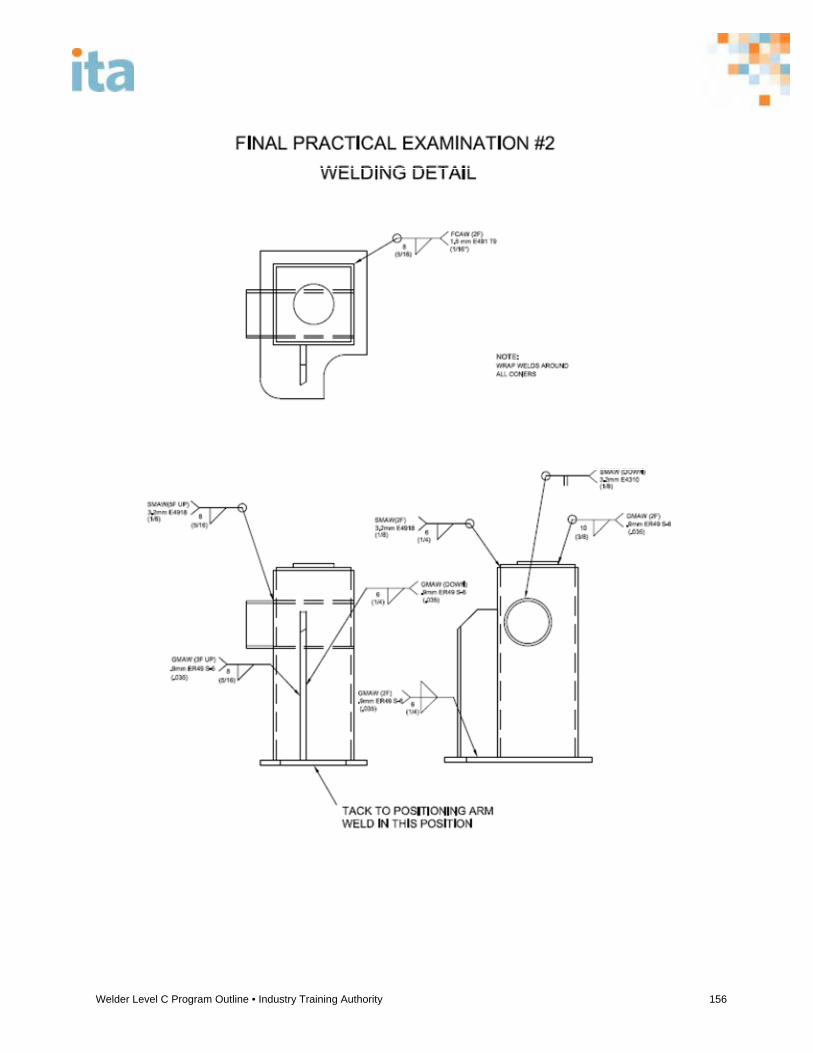
Welder Level C Program Outline • Industry Training Authority 156

Welder Level C Program Outline • Industry Training Authority 157
FINAL PRACTICAL EXAMINATION #2
MATERIAL LIST
MARK QTY SYM DESCRIPTION LENGTH REMARKS
1 1 PL 10mm x 285mm 285mm Cut to Suit
1a 1 PL Cut From Mark #1 Cut to Suit
1b 1 PL Cut From Mark #1 76mm Dia
2 1 HSS 152mm x 152mm x 6mm 366 Cut to Length
3 1 PIPE 80mm (3” std) 203mm
4 1 PL 6mm x 140mm 140mm
INSTRUCTIONS: 1) All cutting to be done with the OFC process. 2) No grinding (unless noted) chip only. 3) Parts 1, 1a, and 1b to be cut from the same plate. 4) DO NOT WELD any components until assembly is completely fit and tacked. 5) DO NOT WELD show Inspector prior to tacking to positioning arm. 6) Tack assembly to positioning arm in welding booth where indicated and show
Inspector. 7) Weld in position DO NOT MOVE 8) When complete show Inspector for evaluation.

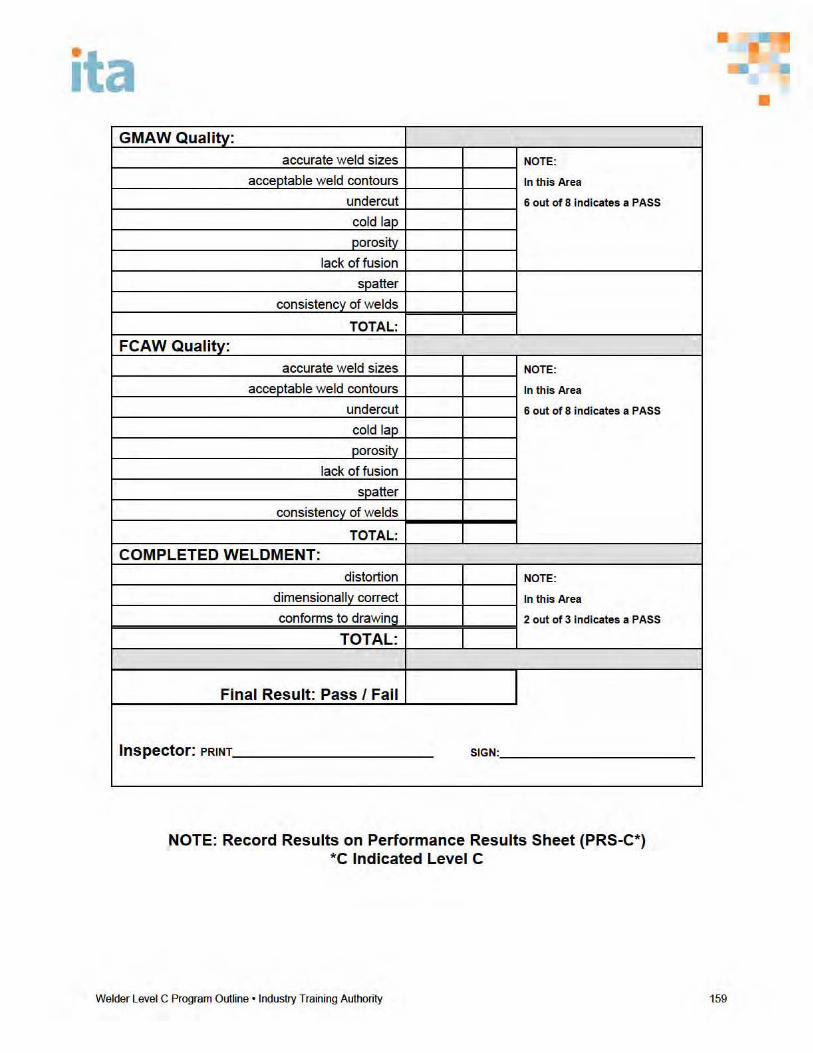

Welder Level C Program Outline • Industry Training Authority 160
Welder Level C Program Outline • Industry Training Authority 161
APPENDIX THREE
WELDER LEVEL C PROGRAM
FINAL PRACTICAL EXAMINATION #3

Welder Level C Program Outline • Industry Training Authority 162
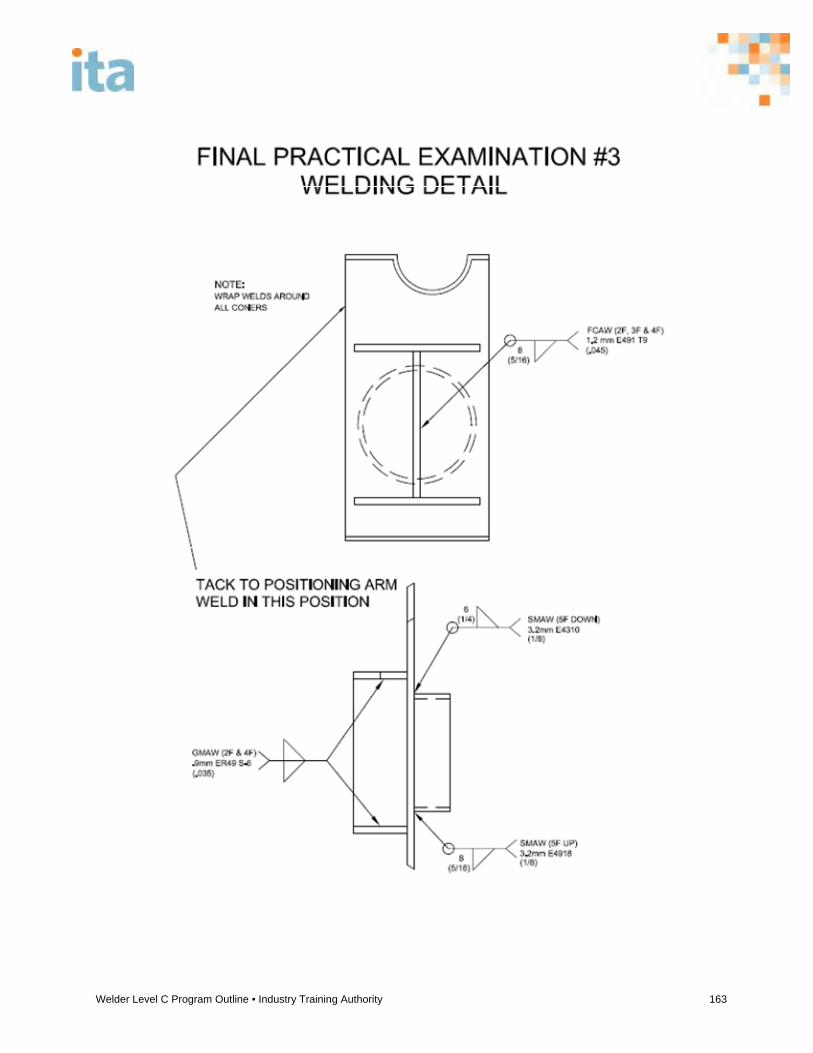
Welder Level C Program Outline • Industry Training Authority 163
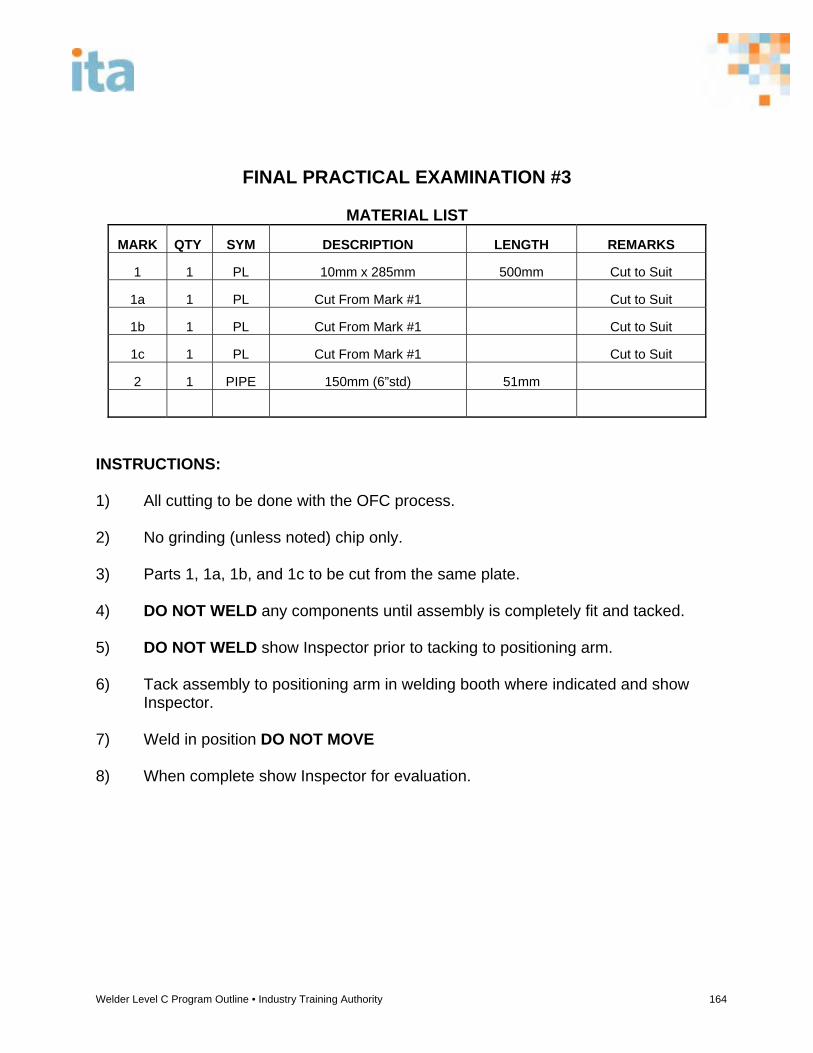
Welder Level C Program Outline • Industry Training Authority 164
FINAL PRACTICAL EXAMINATION #3
MATERIAL LIST
MARK QTY SYM DESCRIPTION LENGTH REMARKS
1 1 PL 10mm x 285mm 500mm Cut to Suit
1a 1 PL Cut From Mark #1 Cut to Suit
1b 1 PL Cut From Mark #1 Cut to Suit
1c 1 PL Cut From Mark #1 Cut to Suit
2 1 PIPE 150mm (6”std) 51mm
INSTRUCTIONS: 1) All cutting to be done with the OFC process. 2) No grinding (unless noted) chip only. 3) Parts 1, 1a, 1b, and 1c to be cut from the same plate. 4) DO NOT WELD any components until assembly is completely fit and tacked. 5) DO NOT WELD show Inspector prior to tacking to positioning arm. 6) Tack assembly to positioning arm in welding booth where indicated and show
Inspector. 7) Weld in position DO NOT MOVE 8) When complete show Inspector for evaluation.
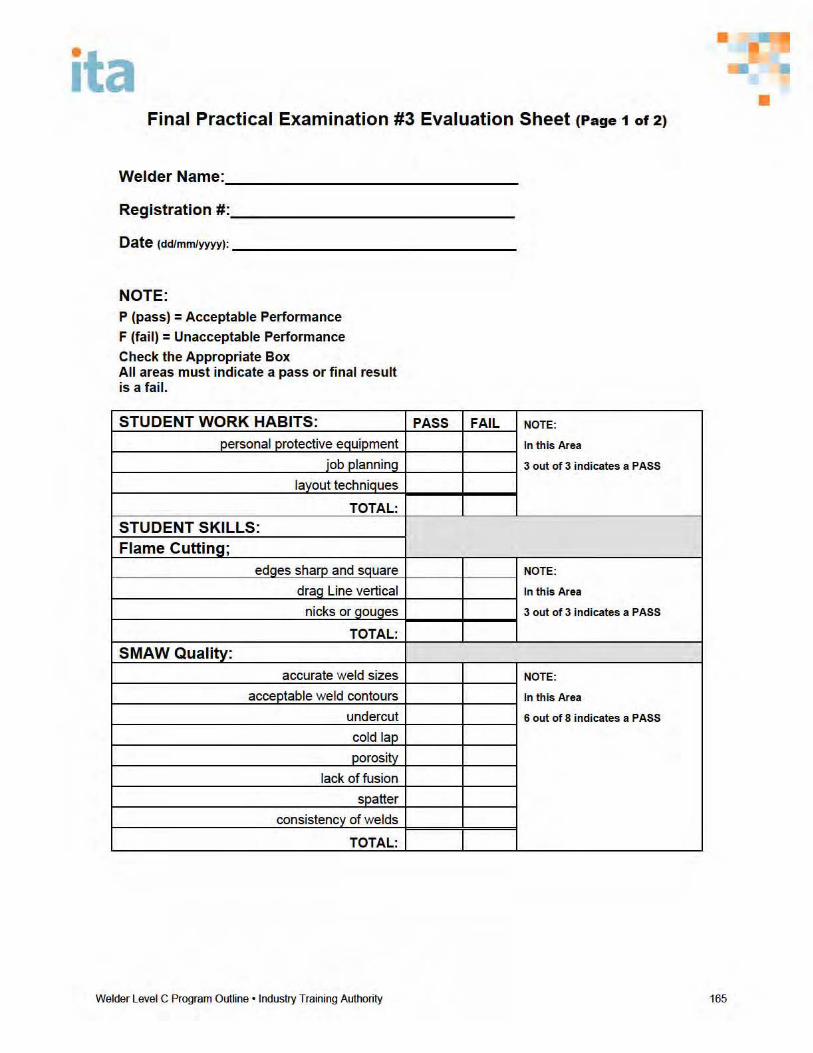
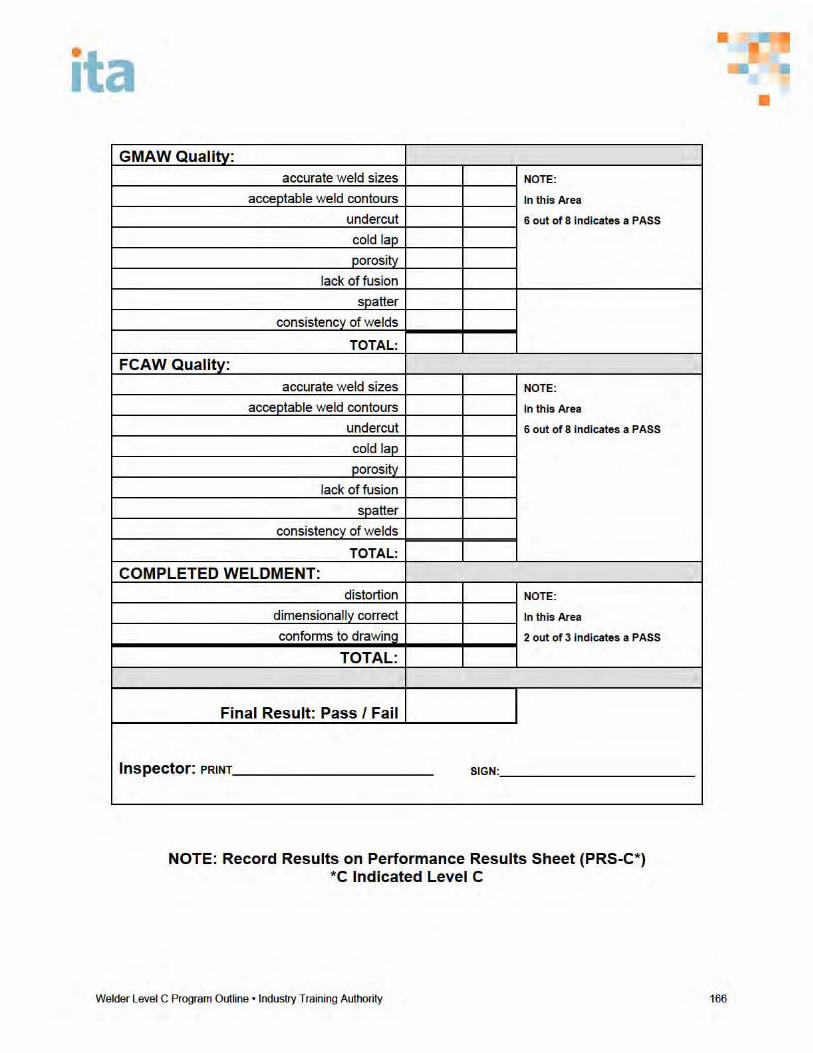
Welder Level C Program Outline • Industry Training Authority 167
APPENDIX FOUR
WELDER LEVEL C
PROGRAM
FINAL WELD TEST - #1
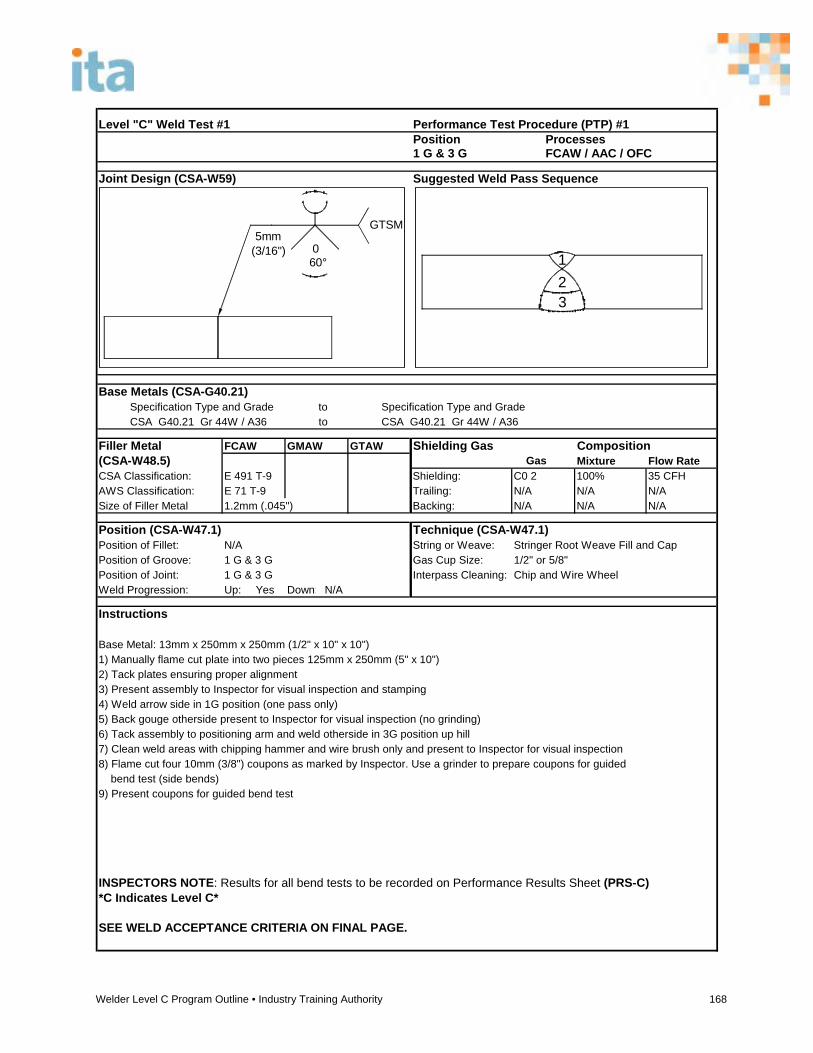
Welder Level C Program Outline • Industry Training Authority 168
Level "C" Weld Test #1 Performance Test Procedure (PTP) #1Position Processes1 G & 3 G FCAW / AAC / OFC
Joint Design (CSA-W59) Suggested Weld Pass Sequence
Base Metals (CSA-G40.21)Specification Type and Grade to Specification Type and Grade CSA G40.21 Gr 44W / A36 to CSA G40.21 Gr 44W / A36
Filler Metal FCAW GMAW GTAW Shielding Gas Composition(CSA-W48.5) Gas Mixture Flow RateCSA Classification: E 491 T-9 Shielding: C0 2 100% 35 CFHAWS Classification: E 71 T-9 Trailing: N/A N/A N/ASize of Filler Metal 1.2mm (.045") Backing: N/A N/A N/A
Position (CSA-W47.1) Technique (CSA-W47.1)Position of Fillet: N/A String or Weave: Stringer Root Weave Fill and CapPosition of Groove: 1 G & 3 G Gas Cup Size: 1/2" or 5/8"Position of Joint: 1 G & 3 G Interpass Cleaning: Chip and Wire WheelWeld Progression: Up: Yes Down: N/A
Instructions
Base Metal: 13mm x 250mm x 250mm (1/2" x 10" x 10")1) Manually flame cut plate into two pieces 125mm x 250mm (5" x 10")2) Tack plates ensuring proper alignment3) Present assembly to Inspector for visual inspection and stamping4) Weld arrow side in 1G position (one pass only)5) Back gouge otherside present to Inspector for visual inspection (no grinding)6) Tack assembly to positioning arm and weld otherside in 3G position up hill7) Clean weld areas with chipping hammer and wire brush only and present to Inspector for visual inspection8) Flame cut four 10mm (3/8") coupons as marked by Inspector. Use a grinder to prepare coupons for guided bend test (side bends) 9) Present coupons for guided bend test
INSPECTORS NOTE: Results for all bend tests to be recorded on Performance Results Sheet (PRS-C)*C Indicates Level C*
SEE WELD ACCEPTANCE CRITERIA ON FINAL PAGE.
060°
5mm(3/16")
GTSM
1
23
Welder Level C Program Outline • Industry Training Authority 169
APPENDIX FIVE
WELDER LEVEL C PROGRAM
FINAL WELD TEST - #2

Welder Level C Program Outline • Industry Training Authority 170
Level "C" Weld Test #2 Performance Test Procedure (PTP) #2Position Processes3 G GMAW / OFC
Joint Design (CSA-W59) Suggested Weld Pass Sequence
Base Metals (CSA-G40.21)Specification Type and Grade to Specification Type and Grade CSA G40.21 Gr 44W / A36 to CSA G40.21 Gr 44W / A36
Filler Metal FCAW GMAW GTAW Shielding Gas Composition(CSA-W48.5) Gas Mixture Flow RateCSA Classification: ER 49 S-6 Shielding: C0 2 100% 30 CFHAWS Classification: ER 70 S-6 Trailing: N/A N/A N/ASize of Filler Metal .9mm (.035") Backing: N/A N/A N/A
Position (CSA-W47.1) Technique (CSA-W47.1)Position of Fillet: N/A String or Weave: Stringer Root, Weave Fill and CapPosition of Groove: 3 G Gas Cup Size: 3/8" or 1/2"Position of Joint: 3 G Interpass Cleaning: Wire WheelWeld Progression: Up: Up Down: Yes
Instructions
Base Metal: 10mm x 200mm x 200mm (3/8" x 8" x 8")1) Machine flame cut plate into two pieces 100mm x 200mm (4" x 8")2) After flame cutting bevels clean using a grinder3) Tack plates ensuring proper alignmnent4) Present assembly to Inspector for visual inspection and stamping5) Tack assembly to positioning arm for welding in the 3G position (assembly must remain in this position until all welding is complete) 6) Root pass DOWN Fill and Cap UP7) Clean weld areas with wire brush and present to Inspector for visual inspection8) Flame cut three 38mm (1 1/2") coupons as marked by Inspector. Use a grinder to prepare coupons for guided bend test (two root, one face)9) Present coupons for guided bend test
INSPECTORS NOTE: Results for all bend tests to be recorded on Performance Results Sheet (PRS-C*)*C Indicates Level C
SEE WELD ACCEPTANCE CRITERIA ON FINAL PAGE.
1233m m (1/8 ")
60°
Welder Level C Program Outline • Industry Training Authority 171
APPENDIX SIX
WELDER LEVEL C PROGRAM
FINAL WELD TEST - #3

Welder Level C Program Outline • Industry Training Authority 172
Level "C" Weld Test #3 Performance Test Procedure (PTP) #3Position Processes4 GF SMAW / OFC
Joint Design (CSA-W59) Suggested Weld Pass Sequence
Base Metals (CSA-G40.21)Specification Type and Grade to Specification Type and Grade CSA G40.21 Gr 44W / A36 to CSA G40.21 Gr 44W / A36
Filler Metal SMAW GMAW GTAW Shielding Gas Composition(CSA-W48.5) Gas Mixture Flow RateCSA Classification: E 4918 Shielding: N/A N/A N/AAWS Classification: E 7018 Trailing: N/A N/A N/ASize of Filler Metal 3.2mm (1/8") Backing: N/A N/A N/A
Position (CSA-W47.1) Technique (CSA-W47.1)Position of Fillet: 4F String or Weave: Stringers
Position of Groove: 4 G Gas Cup Size: N/A
Position of Joint: 4GF Interpass Cleaning: Chip and Wire Wheel
Weld Progression: Up: N/A Down: N/A
Instructions
Base Metal: 10mm x 150mm x 150mm (3/8" x 6" x 6")1) Machine flame cut plate into two pieces 75mm x 150mm (3" x 6")2) Tack plates ensuring proper alignment.3) Two Tacks on each side of flat bar on the back side of assembly (tacks to be 1 1/2" long equally spaced)4) Present assembly to Inspector for visual inspection and stamping5) Tack assembly to positioning arm for welding in the 4G position (assembly must remain in this position until all welding is complete)6) Weld fillet weld to point indicated by Inspector stop chip and clean7) Weld groove weld to point indicated by Inspectror, stop chip and clean (weld progression must be in the same direction)8) Have Inspector witness stop points of both fillet and groove welds before proceeding with fill and cap9) Clean weld areas with chipping hammer and wire brush only and present to Inspector for visual inspection10) Flame cut three 38mm (1 1/2") coupons as marked by Inspector. Use a grinder to prepare coupons for guided bend test (two root, one face)11) Present coupons for guided bend test
INSPECTORS NOTE: Results for all bend tests to be recorded on Performance Results Sheet (PRS-C*)
*C Indicates Level C
SEE WELD ACCEPTANCE CRITERIA ON FINAL PAGE.
12345678
13mm (1/2")
R
30°
13mm (1/2")
6mm x 50mm x 300mm(1/4" x 2" x 10") Flat Bar
30°
Welder Level C Program Outline • Industry Training Authority 173
APPENDIX SEVEN
WELDER LEVEL C PROGRAM
ACHIEVEMENT CRITERIA FOR
FINAL WELD TEST

Welder Level C Program Outline • Industry Training Authority 174
Level C Final Weld Tests PRS-C
Welder Name:_________________________________
Registration #:________________________________ Using PASS or FAIL
Fill in the Appropriate Box
Test #1 Guided Bend Test Type Side Bend Results Root & Face Bend Results
Side Side Side
Visual Inspection: Inspector: Print_________________________ Initial_______ Test #2
Guided Bend Test Type Side Bend Results Root & Face Bend Results Two Root Two Face
Visual Inspection: Inspector: Print_________________________ Initial_______ Test #3
Guided Bend Test Type Side Bend Results Root & Face Bend Results Two Root One Face
Visual Inspection: Inspector: Print_________________________ Initial_______ Final Practical Examination
Test # Attempted Results
Results: Pass/Fail
Testing Institution:______________________________________
Date:______________________________________ (mm/dd/yyyy)
Institution Representative:_____________________________________________________

Welder Level C Program Outline • Industry Training Authority 175
Print Sign
Weld Acceptance Criteria
Evaluation Criteria It is expected that the welder will perform welds that meet the requirements of Canadian Standards Association W59 Welded Steel Construction (Metal Arc Welding) Section 12.5.4 “Quality-of welds for Dynamically Loaded Structures.” Inspection of welds will be broken down onto two categories, Structural (Lap, Tee and Corner) and Groove Welds (Open root and Backing strip). The Open root Groove Welds will be expected to meet the requirements of the American Society of Mechanical Engineers Section IX. Non-destructive inspection (NDT) is the term used to evaluate welds without destroying their usefulness. At this level the following methods of NDT will be used:
1. Visual – used 100% 2. Penetrant – may be used at Inspector’s discretion for spot (random) checks 3. Magnetic Particle – may be used at Inspector’s discretion for spot (random) checks
Destructive Testing – is the term used to test welds for soundness by taking a sample specimen from the weld and damage it beyond use. The following methods will be used:
1. Guided bend test – used on butt joints 2. Nick break test – used on butt joints 3. Fillet weld fractures – random checks 4. Etching – random checks or class interactive discussion
Visual Criteria for Weld acceptance
Type of Discontinuity Fillet Butt/groove
1. Porosity none none 2. Slag inclusions none none 3. Incomplete fusion none none 4. Incomplete penetration max 2 mm per 56 mm none 5. Roll over none none 6. Undercut
max depth max length max space between
0.25
2 mm 20 mm
0.25 mm
2 mm 20 mm
7. Insufficient throat none none 8. Weld reinforcement
min max
nominal fillet size
*
flush 3 mm
9. Insufficient leg none N/A 10. Lack of fusion none none 11. Cracks none none * Convexity of the surface bead shall not exceed 0.07 times the actual face width of the weld respectively plus 1.5 mm
Welder Level C Program Outline • Industry Training Authority 176
In addition to the above requirements, the weld being inspected for visual pass must display the following:
Straight and uniform toes Consistency of Freeze line (ripples) overlap. Consistent and regular in appearance. Correct
alignment Absence of stray arc strikes Absence of distortion All welds shall have equal leg lengths unless otherwise specified
Welding Coupon Preparation for Destructive Face and Root Bend Tests Tools and Equipment
Combination square Soap stone Stamps Hammer
Grinder Guided bend jig Oxy-fuel cutting equipment
Welder Level C Apprenticeship Program Outline • Industry Training Authority 177
Coupon Preparation
1. For back-up strip groove welds remove backing with AAC or OFC equipment (ensure that you do not gouge into base metal of weldment).
2. Flame cut the required number and size of coupons from weldment (ensure that you maintain proper width dimension of coupon).
3. On each coupon de-slag and grind a maximum 3.2 mm (1/8”) radius on all corners.
Root Coupon – Grind down reinforcement of cap to the point where there is still evidence of toes of weld. Grind root side flush and polish/dress with the (grinding, sanding, filing) lines running parallel with the coupon length ways. Face coupon – Grind down root flush to the point where there is still evidence of toes of weld. Grind face flush and polish/dress with (grinding, sanding, filing) lines run parallel with the coupon lengthways.
Visual Inspection Criteria for Face, Root, and Side Bends Contact the Inspector who will inspect your coupon in accordance with CSA W47.1 for back-up strip welds and ASME Section 1X for open root welds, as follows:
Root, face, and side bend tests shall be examined for the presence of cracks or other open discontinuity exceeding 3 mm (1/8”) in any direction in present after bending, shall have failed. Cracks appearing at the corners or the specimen during testing shall be disregarded unless there is definite evidence that they result from slag inclusions or other external defects.
In addition to:
The weld and heat-affected zone of the transverse weld bend specimen shall be completely within the bent portion of the specimen after testing.
The weld and heat-affected zone of the transverse weld bend specimen shall be completely
within the bent portion of the specimen after testing.