weld repair of irradiated materials · pdf filehelium bubble growth, ... –auxiliary beam...
TRANSCRIPT

Weld Repair of Irradiated Materials
Keith J. Leonard, Zhili Feng, Wei Tang, Roger G. Miller, Brian T. Gibson,
Jian Chen, Scarlett R. Clark and Jeremy T. Busby
Oak Ridge National Laboratory
Greg Frederick, Jonathan Tatman, Artie Peterson and Benjamin Sutton
Electric Power Research Institute
4th International Conference on Nuclear Power Plant Life Management
Session 4-1 (presentation IAEA-CN-246-013)
October 23rd – 27th, 2017
Lyon, France

2 4th – International Conference on Nuclear Power Plant Life Management
Developing advanced weld technologies capable of addressing challenges associated with highly irradiated materials….
Helium generated in reactor internals
throughout the life of the plant, from boron
and nickel transmutations
Tensile stresses generated during the cooling
cycle of the weld exacerbate grain boundary
helium bubble growth, resulting in rupturing.
Diffusion and coalescence of helium occurs
at grain boundaries during welding (i.e.,
temperature in excess of 800°C)
Asano, K., et al., “Weldability of Neutron Irradiated Austenitic
Stainless Steels,” J. Nuclear Materials, Vol 264, 1999.

3 4th – International Conference on Nuclear Power Plant Life Management
Technology Gap: Controlling Grain Boundary Helium Bubble Coalescence During Welding
• Key welding factors to control the helium bubble
migration and growth at the grain boundary
during welding:
1. Controlling welding heat input and weld
thermal cycle (i.e., reduce time above 800°C)
2. Controlling the tensile stress profile during
cooling (during maximum helium bubble
growth period)
• Conventional welding processes can not be
controlled to a level that reduces or eliminates
the He-bubble growth to prevent grain boundary
cracking
200
400
600
800
1000
1200
1400
1600
1800
0 2 4 6 8 10 12 14
Time (sec)T
em
pera
ture
(K
)
-100
-50
0
50
100
150
200
250
300
Str
ess (
MP
a)
He b
ub
ble
rad
ius (
nm
)
Temperature
Stress
He bubble radius
Point of
Interest
Source: Z. Feng ORNL Report

4 4th – International Conference on Nuclear Power Plant Life Management
Advanced Welding Techniques May Provide Solutions to Repair and Mitigation Concerns
• Recent work performed on high helium
content stainless steel produced by power
metallurgy.
• Friction stir welding (FSW) suppressed voids
and cracks due to its solid state low welding
temperature. Huge voids and cracks with fusion welding
Friction stir welding and cross section

5 4th – International Conference on Nuclear Power Plant Life Management
Advanced Welding Process Development
• Overall project objectives:
1. Obtain comprehensive understanding of the metallurgical effects of
welding on irradiated austenitic materials
2. Develop and validate advanced welding processes tailored for repair of
irradiated austenitic materials
3. Provide generic welding specifications and welding thresholds for
irradiated austenitic materials
• Welding processes under development
– Auxiliary beam stress improved (ABSI) laser beam welding
– Solid state friction stir welding/cladding

6 4th – International Conference on Nuclear Power Plant Life Management
Auxiliary beam stress improved (ABSI) laser
welding

7 4th – International Conference on Nuclear Power Plant Life Management
Proactive management of stresses during laser repair welding
• Integrated Computational Weld Engineering (ICWE) simulation to design and optimize ABSI conditions
• Significant reduction in tensile stresses during the on-cooling portion of the weld cycle when temperatures are in
excess of 850°C (1123 K) – reduces the amount of stress at elevated temperature for He bubble development
• Validated FEA analysis revealed significant reduction surface HAZ transverse tensile stresses with the incorporation
of the auxiliary beam ABSI technique
Bottom Surface
Weld nugget

8 4th – International Conference on Nuclear Power Plant Life Management
Friction Stir Welding Process Development
• Initial parameter development performed using force control friction stir
welding, whereas the hot cell will rely on position control:
• Machine deflection was identified as a contributor to surface defect formation
during initial friction stir welding trials inside hot cell on unirradiated materials
• Software updated to incorporate z-axis position control (preprogrammed or
manual)

9 4th – International Conference on Nuclear Power Plant Life Management
• Friction stir welding trials conducted with optimized process
parameters and new tool on unirradiated stainless steel
coupons
• Breakdown of the PCBN tooling during FSW of stainless
steels is a known issue
• Defect formation occurs in the form of a “worm hole” on the
advancing side of the rotating tool after 10 weld passes
• Process monitoring involved the examination of the spectral
content of weld forces (torque, traversing force, and side
force) and the utilization of an artificial neural network (ANN)
for identification of the conditions associated with significant
tool wear and the formation of volumetric defects
• With the proper combination of inputs, the ANN yielded a
95.2% identification rate of defined defect states in validation
Friction Stir Welding
Process Development
Rad
iogr
aph
ic N
DE
and
Des
tru
ctiv
e W
eld
Sec
tio
nin
g

10 4th – International Conference on Nuclear Power Plant Life Management
Irradiated Materials Welding Facility at ORNL
• Located at the Radiochemical Engineering
Development Center (REDC) - hot cell
facility.
• The primary function of REDC is supporting
isotope production and transuranium element
product recovery, waste handling and
conversion. Therefore, significant adaptations
had to be made for the placement of the
cubicle.
• Weld cubicle and equipment installed in one
of the REDC hot cell bays.

11 4th – International Conference on Nuclear Power Plant Life Management
Installation of the cubicle and testing of the systems
Installation of the cubicle QA testing of the various systems
Laser and FSW in cubicle Irradiated test coupon prep.

12 4th – International Conference on Nuclear Power Plant Life Management
Facility Changes and Development of Procedures
REDC Facility Changes
• Associated infrastructure changes to accommodate weld cubicle
and support equipment
• Upgrades to cell shield doors and interlocks to function for the
associated radiological hazards of the project, which are new to
REDC – revision of facility radiological materials limits
• Refurbished manipulators and development of new tooling for
remote handling systems
• Installation of cubicle air handling system to maintain cubicle at a
slight negative pressure
• Enhanced laser safety through engineered controls to minimize
risks
• Revise technical safety requirements for REDC
Quality Assurance (QA) Subject Areas • Layered QA requirements established at the DOE, lab, program and
project levels, include:
– Establishing test materials pedigree and maintaining traceability
throughout irradiation, test preparation, conduct, post-weld analysis
and materials storage/archiving.
– Defining and documenting the design of welding equipment
– Fully defining material process, testing, and related work controlling
documents that support planned technical activities.
– Controlling the purchase of quality-impacting items and materials.
– Identifying and maintaining instrument calibration.
– Maintain records set to fully substantiate how work was performed.
– Software QA

13 4th – International Conference on Nuclear Power Plant Life Management
Test Coupon Fabrication
• Custom made: 304L, 316L, and 182 alloys
• Targeted boron concentrations of 0, 5, 10, 20 and 30 wppm B.
• Low Co impurity levels.
• Processing:
– Vacuum arc re-melting (VAR) stock material
– Hot extrusion at 1100 ºC
– Homogenized at 1100°C for 5 hours in air
– Hot rolled to 19 mm thick, followed with cold rolling to 12 mm thick.
– Solution heat treatment (1000°C for 30 minutes for 304L and 1050°C for 30
minutes for 316L followed by water quenching)
– Machined to: 76 x 56 x 8.9 mm coupons
• PNNL and ORNL modeling to estimate helium concentrations based on
alloy composition and neutron spectra
• Thermal desorption spectrometry at ORNL to determine level of helium
content of the irradiated materials - current work

14 4th – International Conference on Nuclear Power Plant Life Management
Test Coupon Irradiation
• High Flux Isotope Reactor (HFIR) Large-Vertical Experiment Facility
(VXF) positions (VXF-16, VXF-17, VXF-19 and VXF-21):
– 4.3x1014 n/cm2s thermal (E < 0.4 eV)
– 1.2x1013 n/cm2s fast (E > 0.183 MeV)
– 2 cycle irradiation (1 cycle ~ 24.5 days)
• 15 coupons per irradiation capsule, water cooled
• Flux monitors included during irradiation
• First irradiation campaign (304L and 316L) – Complete
• Second irradiation campaign (304L, 316L, and Alloy 182) - Complete
• Third irradiation campaign - Samples being prepared
Large VXF positions
coupons 1-3
4-6
7-9
10-12
13-15
spacers coupon extraction tool
irradiation capsule
coupons spacers
15 4th – International Conference on Nuclear Power Plant Life Management
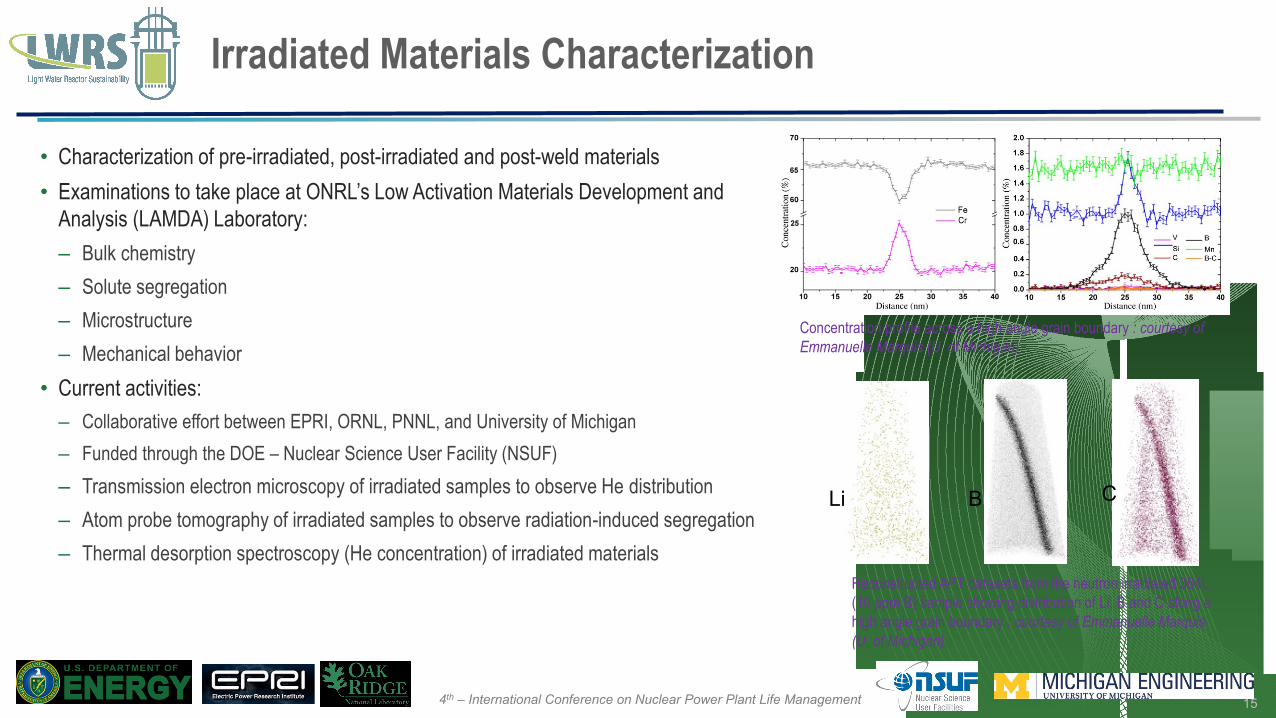
Irradiated Materials Characterization
• Characterization of pre-irradiated, post-irradiated and post-weld materials
• Examinations to take place at ONRL’s Low Activation Materials Development and
Analysis (LAMDA) Laboratory:
– Bulk chemistry
– Solute segregation
– Microstructure
– Mechanical behavior
• Current activities:
– Collaborative effort between EPRI, ORNL, PNNL, and University of Michigan
– Funded through the DOE – Nuclear Science User Facility (NSUF)
– Transmission electron microscopy of irradiated samples to observe He distribution
– Atom probe tomography of irradiated samples to observe radiation-induced segregation
– Thermal desorption spectroscopy (He concentration) of irradiated materials
Reconstructed APT datasets from the neutron irradiated 304L
(10 ppm B) sample showing distribution of Li, B and C along a
high angle grain boundary : courtesy of Emmanuelle Marquis
(U. of Michigan)
Li B C
Concentration profile across a high angle grain boundary : courtesy of
Emmanuelle Marquis (U. of Michigan)

16 4th – International Conference on Nuclear Power Plant Life Management
Friction Stir Cladding (FSC)
• Using the friction stir weld subassembly to weld 304 stainless steel
sheet material onto the weld coupons.
• Examples of “cold runs” performed in the welding cubicle are shown
– Good FSC components were produce
– Cladded coupon shows no distortion in the sheet materials
(as shown in the side view)
• Sheet thickness is 0.9 mm for this experiment. 027C
028C
029C

17 4th – International Conference on Nuclear Power Plant Life Management
Irradiated Materials Welding – to be started soon!
• “Cold Runs” using non-irradiated materials have been successfully
completed through the welding cubicle:
– Friction stir welding
– Friction stir cladding
– Laser welding with auxiliary beam stress improved technique
• Currently waiting for installation of radiation monitor / interlocks to be
replaced prior to start of testing phase using irradiated materials
• First set of irradiated welding tests to be performed using the laser welding
subsystem on irradiated 304L stainless steel of 5, 10 and 20 wppm B
doped concentrations – expected to start in the next 2 weeks
• Post-irradiated weld evaluations to follow
Example of multiple passes using the laser welding system during “cold” runs

18 4th – International Conference on Nuclear Power Plant Life Management
Summary
• A welding cubicle has been constructed for use in the development of weld repair technologies for highly irradiated materials
• Laser welding system utilizes an auxiliary beam stress improvement (ABSI) configuration that has been optimized through
computational modeling and validated through experimental testing to reduce stresses near the weld zone
• An artificial neural network has been used to monitor process variables during friction stir welding to detect conditions
associated with tool wear that lead to the formation of weld defects
• Laser welding tests are about to begin on irradiated stainless steel of 5, 10 and 20 wppm B doped 304L
• Over the next few months - continued development and testing of laser and friction stir welding parameters for irradiated
304L, 316L and alloy 182 of varying He content
• Ongoing work includes the characterization of the unirradiated, irradiated and post-weld materials
• Future work – explore the effects of re-irradiation on weld repaired materials

19 4th – International Conference on Nuclear Power Plant Life Management
For more information visit: lwrs.inl.gov
Contact:
Keith Leonard
Materials Aging and Degradation Pathway Lead
Email: [email protected]

20 4th – International Conference on Nuclear Power Plant Life Management
Supplementary Slide -1
• Forecast of Helium Generation at 75 wppm Boron at 60 EFPY
(Typical PWR).
• Red Zone: >10 appm He (not weldable with current welding
processes)
• Yellow Zone: 0.1 to 10 appm He (weldable with heat input
control during welding repair)
• Green Zone: <0.1 appm He (No special process control is
needed in welding repair)
(EPRI BWRVIP-97A)