welcome · willkommen · bienvenue · bienvenido welkom · bem
TRANSCRIPT

Welcome · Willkommen · Bienvenue · Bienvenido
Welkom · Bem-vindo · Välkommen · Benvenuti · Добро пожаловать
3. KATA Praktikertag 2013
Integration von KATA in ein vorhandenes Produktionssystem

Quelle: Seite 2
Das Unternehmen Schmitz Cargobull - 120 Jahre Firmengeschichte
Bau der ersten Sattelauflieger 1935
2011
Umsatz 1,6 Mrd
Mitarbeiter 4.800
Werke 7
Familienunternehmen
J. Mehlmann

Quelle: Seite 3
Das Produkt aus dem Werk Vreden
Sattelauflieger für zu temperierende Fracht
J. Mehlmann

Quelle: Seite 4
Das Werk in Vreden
Grundstück 1969
Mitarbeiter: 800…1.650
Auszubildende: 101
Betriebsgelände: 140.100 m2
Produktionsflächen: 45.500 m2
Produktionskapazität p.a.:
25.000 SKO COOL, Express
• Marktanteil D 80%
• Marktanteil Europa 45%
• 140.000 im Markt
• in 41 Ländern
• 250 Vertriebsmitarbeiter
• 120 MA in Produktentwicklung
Produkte aus Vreden
J. Mehlmann
Quelle: Seite 5
…spannender Weg der Veränderung…
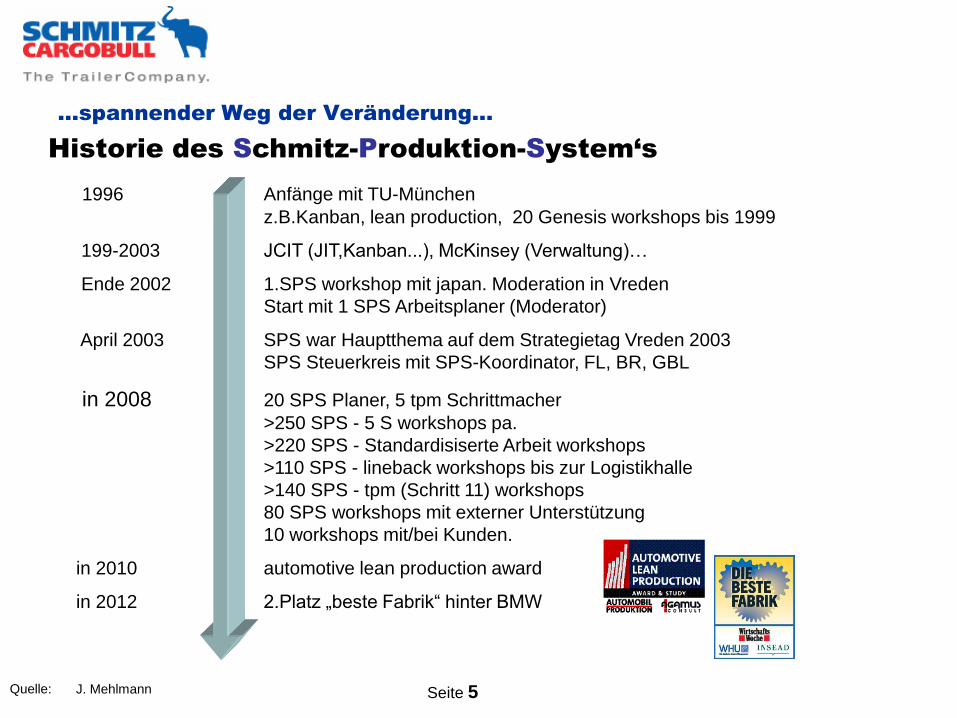
Historie des Schmitz-Produktion-System‘s
1996 Anfänge mit TU-München
z.B.Kanban, lean production, 20 Genesis workshops bis 1999
199-2003 JCIT (JIT,Kanban...), McKinsey (Verwaltung)…
Ende 2002 1.SPS workshop mit japan. Moderation in Vreden
Start mit 1 SPS Arbeitsplaner (Moderator)
April 2003 SPS war Hauptthema auf dem Strategietag Vreden 2003
SPS Steuerkreis mit SPS-Koordinator, FL, BR, GBL
in 2008 20 SPS Planer, 5 tpm Schrittmacher
>250 SPS - 5 S workshops pa.
>220 SPS - Standardisiserte Arbeit workshops
>110 SPS - lineback workshops bis zur Logistikhalle
>140 SPS - tpm (Schritt 11) workshops
80 SPS workshops mit externer Unterstützung
10 workshops mit/bei Kunden.
in 2010 automotive lean production award
in 2012 2.Platz „beste Fabrik“ hinter BMW
J. Mehlmann
Quelle: Seite 6
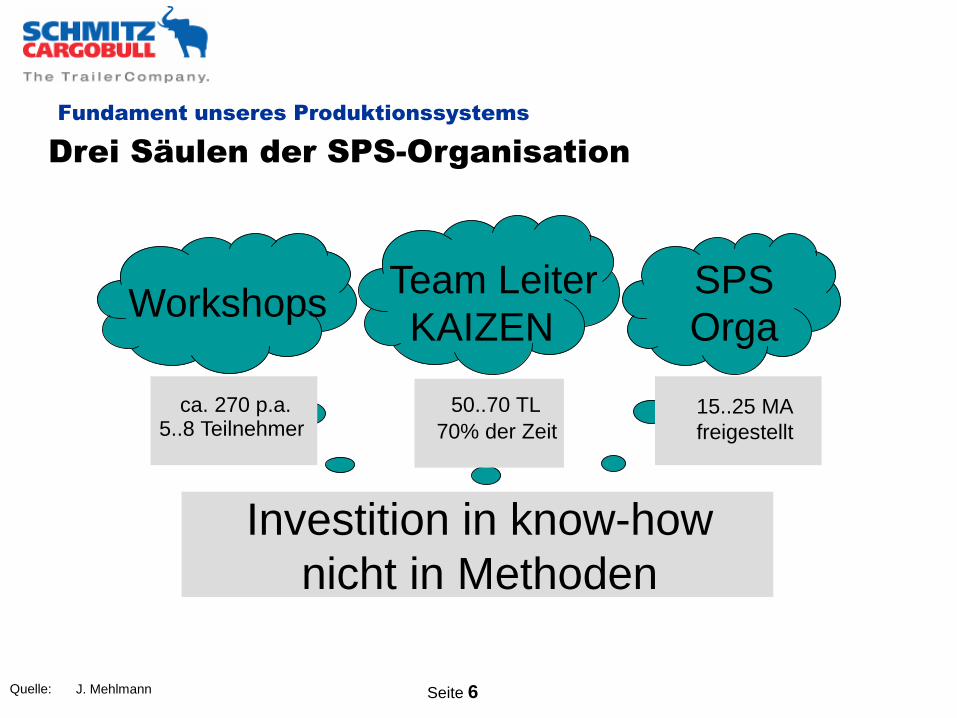
ca. 270 p.a. 5..8 Teilnehmer
Fundament unseres Produktionssystems
Workshops Team Leiter
KAIZEN
SPS
Orga
50..70 TL
70% der Zeit
15..25 MA
freigestellt
Investition in know-how
nicht in Methoden
Drei Säulen der SPS-Organisation
J. Mehlmann

Quelle: Seite 7
…Ungewöhnliches - mutig…
Kontrolle ist gut – Vertrauen ist auch gut.
• Workshops
• kein REFA, MTM…
• Arbeitsschrittfolgen
• Taktzeitmanagement
• Schrittmacher
• Wartezone
• Dezentralität
• Integration Betriebsrat
J. Mehlmann

Quelle: Seite 8
Ergebnisse
unseres
Produktionssystems
J. Mehlmann

Quelle: Seite 9
…bahnbrechend – die Ergebnisse…
Am Ende wird abgerechnet.
85
6
- 93%
Anzahl meldepflichtiger Unfälle
pro 1 Mio Fh
2010 2000
35
5
- 85%
2010
Anzahl interner und externer
Fehler pro Sattelkoffer
2000
J. Mehlmann

Quelle: Seite 10
…bahnbrechend – die Ergebnisse…
Am Ende wird abgerechnet.
Taktzeit für einen Sattelkoffer
drastisch reduziert !
120 min
13 min
- 85%
2011 2000
Stückzahl in einem Jahr
verdoppelt !
70 / Tag
+100%
35 / Tag
2008 2007
H J. Mehlmann

Quelle: Seite 11
Bewertungsinhalt:
• Management, Strategieentwicklung
und –Umsetzung
• Auftragserfüllung
• Produktentwicklung
• Risikomanagement
• Kundenintegration
• Mitarbeitereinbindung
• Lieferantenmanagement
• Leistungsmesssysteme
2010
2012
2.Platz
tolle Veränderungszahlen
(Taktzeit, Flexibilität)
manuelle Visualisierung vor Ort
intensive Einbindung der MA
Strategietag, …, Projektcontrolling
konsequente Taktzeitverfolgung
vom Auftragseingang bis zur Materialanlieferung
SPS Verwaltung
SPS-Niveaustufen-System
SPS als systematischer Lerninhalt
in der Lehrwerkstatt
Qualifizierung Mitarbeiter, Schulung in KU
Erfolgreiches Lean Management
Diese Wettbewerbe haben wir in den letzten 2 Jahren
gewonnen:
J. Mehlmann

Quelle: Seite 12
Wir sind doch so
erfolgreich.
Warum KATA?
J. Mehlmann

Quelle: Seite 13
Veränderung der Potentiale
• In den Workshops werden sehr viele Maßnahmen erarbeitet
• Durch die Integration der Mitarbeiter werden im täglichen Kaizen
viele dieser Maßnahmen umgesetzt.
• Jedoch sind nicht alle Maßnahmen zielführend und bringen den
gewünschten Erfolg.
Warum KATA?
J. Mehlmann

Quelle: Seite 14
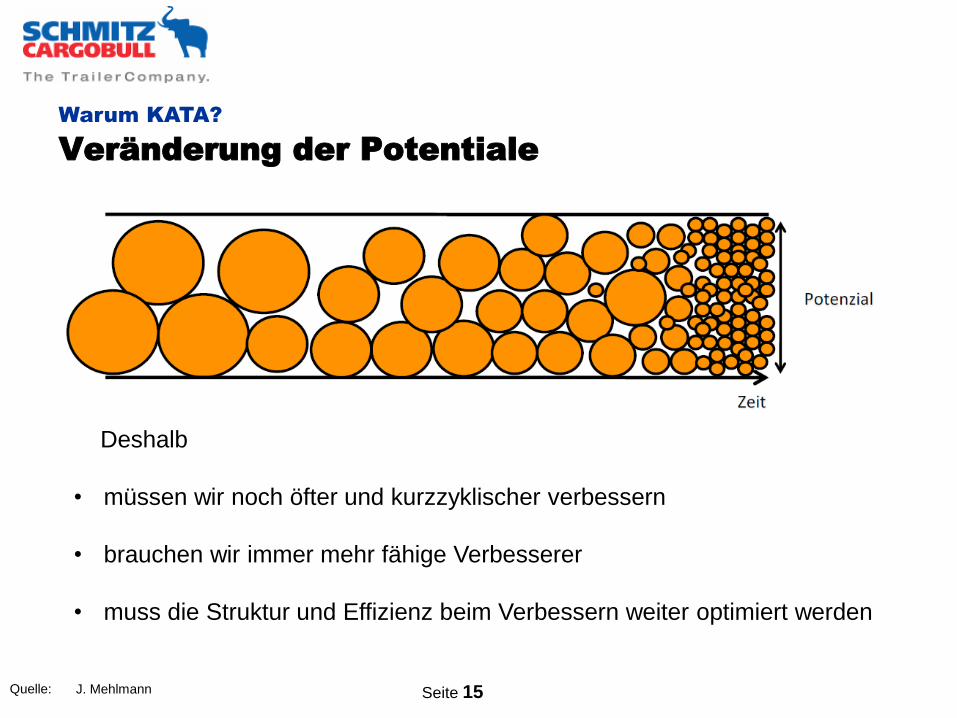
Veränderung der Potentiale
Warum KATA?
J. Mehlmann
• Die Potentiale werden immer kleiner und schwerer zu finden.
• Wo früher mit 1 Verbesserung 1000,- € eingespart wurden
brauchen wir heute 100 Verbesserungen mit 10,- € Einsparung
Quelle: Seite 15
Veränderung der Potentiale
Warum KATA?
J. Mehlmann
Deshalb
• müssen wir noch öfter und kurzzyklischer verbessern
• brauchen wir immer mehr fähige Verbesserer
• muss die Struktur und Effizienz beim Verbessern weiter optimiert werden

Quelle: Seite 16
t
Prozess
Warum KATA ?
Verbesserungsfrequenz in den Workshops
• Ca. 270 Workshops p.a.
• 5-10 Teilnehmer an
4 Tagen
• Zu wenige Verbesserer
sind qualifiziert
• Prozess verbessert
sich nur langsam,
stagniert
• Oder fällt sogar wieder
zurück
• Maximale Einbindung
der Mitarbeiter
• Schnelle, kompakte
Verbesserungen
• Periodisch
• Verbesserung wird
zwischen den Workshops
durch Kaizen vorangetrieben
Und dazwischen ?
J. Mehlmann
Quelle: Seite 17
t
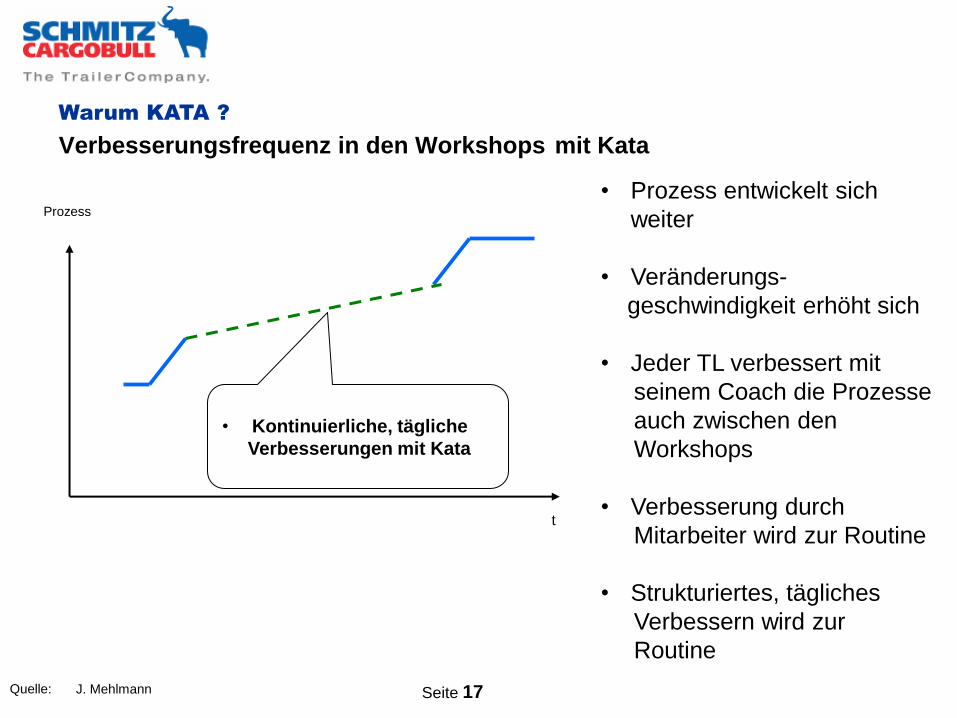
Prozess
Warum KATA ?
Verbesserungsfrequenz in den Workshops
• Kontinuierliche, tägliche
Verbesserungen mit Kata
• Prozess entwickelt sich
weiter
• Veränderungs-
geschwindigkeit erhöht sich
• Jeder TL verbessert mit
seinem Coach die Prozesse
auch zwischen den
Workshops
• Verbesserung durch
Mitarbeiter wird zur Routine
• Strukturiertes, tägliches
Verbessern wird zur
Routine
mit Kata
J. Mehlmann

Quelle: Seite 18
Qualifizierungs-Systematik
KATA Einführung
J. Mehlmann
Umsetzung
Ideen,
Verbesserung
Chefs verbessern, TL und MA setzen um
• Verbesserungen werden
von den Führungskräften
angestoßen.
• Innnovationskraft ist
eingeschränkt
• Teamleiter und
Mitarbeiter sind Umsetzer

Quelle: Seite 19
Qualifizierungs-Systematik
KATA Einführung
J. Mehlmann
Umsetzung
Ideen,
Verbesserung
Chefs verbessern, TL und MA setzen um
• Verbesserungen werden
von den Führungskräften
angestoßen.
• Innnovationskraft ist
eingeschränkt
• Teamleiter und
Mitarbeiter sind Umsetzer

Quelle: Seite 20
Qualifizierungs-Systematik
KATA Einführung
J. Mehlmann
Chefs verbessern, TL und MA setzen um
Nur die Führungskräfte haben die
Ideen und verbessern ?
So nicht.
Das ist uns zu wenig !

Quelle: Seite 21
Qualifizierungs-Systematik
KATA Einführung
J. Mehlmann
Führen
Coaching
Verbesserung
Ziel: Alle sind eingebunden
Top-down-Ansatz
• Alle Führungskräfte sind
als Coach qualifiziert
• Alle SL sind als 2 nd
Coach qualifiziert
• Alle TL arbeiten zu jeder
Zeit an einem aktuellen
Zielzustand
Schulung / Betreuung
• Basisschulung für neue
Teilnehmer
• Anschließend direkte
Praxisbetreuung durch
interne Trainer

Quelle: Seite 22 J. Mehlmann
Wir haben den Anspruch, an
jedem Prozess zu jeder Zeit den
aktuellen Ist-Zustand zu
erkennen,…..

Quelle: Seite 23 J. Mehlmann
….damit wir mit der Kata an
den richtigen Stellen arbeiten
können.
Unsere Hilfsmittel dafür sind…..

Quelle: Seite 24
Nutzung von SPS Standards für die KATA-Anwendung
• Standardisierte, immer gleiche
Arbeitsinhalte sind in
Arbeitsschrittfolgen festgelegt
• Arbeitsschrittfolge fungiert als
Sollzustand
• Dient als Basis zur Ermittlung
des Istzustands
Standardarbeitsschrittfolge / Sollzustand
J. Mehlmann

Quelle: Seite 25
Taktzeitmanagement /Datenaufnahme
• Aufnahme der
Probleme durch die
Mitarbeiter
• Bereitstellung der
exakten Ist-Zeiten für
Arbeitsschritte
• Mitarbeiter- und
taktgenau
Nutzung von SPS Standards für die KATA-Anwendung
J. Mehlmann

Quelle: Seite 26
• Ist-Zustand der
Arbeitsinhalte jederzeit
erkennbar
• Nötiger Handlungsbedarf
wird sichtbar
• Einfluss der Verbesserungen
jederzeit erkennbar.
Auswertung Taktzeitmanagement / Ist-Zustand
Nutzung von SPS Standards für die KATA-Anwendung
J. Mehlmann

Quelle: Seite 27
Struktur der Verbesserungsroutine
• KATA-Board für jedes Team
• Prozessgrenzen, Ist- und
Zielzustand beschrieben
• Alle Aktivitäten werden auf
dem Coaching-Blatt dokumentiert
• Einbindung der Mitarbeiter bei den
Experimenten und Umsetzung der
Verbesserungen
• Veränderungen visualisiert
- Ergebnis-Zielwert
- Aktueller Hauptindikator
SPS Standards KATA
J. Mehlmann

Quelle: Seite 28
• Tägliche Treffen der Teams zur
Verbesserungsroutine.
• Dauer der Coaching-Gespräche
ca. 5 Minuten
• Controlling der Aktivitäten und
Anzahl der Treffen
• Wöchentlicher Bericht in der
Segmentleiterrunde
• Nötige weitere Unterstützung
des 2nd Coach wird festgelegt
Struktur der Verbesserungsroutine
SPS Standards KATA
J. Mehlmann

Quelle: Seite 29
ca. 270 p.a.
5..8 Teilnehmer
Workshops SPS
Orga
15..25 MA
freigestellt
Investition in know-how !
Nicht in Methoden.
Teamleiter KAIZEN
70% der Zeit
50..70 TL
KATA
Alle Führungskräfte
als Coach.
Täglich !
Fundament unseres Produktionssystems
4 Säulen der SPS Organisation
J. Mehlmann

Quelle: Seite 30
Erkenntnis aus den ersten Kata-Projekten
Zyklisches und schnelles
Verbessern entlang
unbekannter Lösungswege
Struktur Management
• Erweiterung des
Prozessverständnisses
• Aufbau von detailliertem
Wissen um die Prozesse
• Strukturiert ausgearbeitete
Lösungen der Mitarbeiter
• Entlastung des
Managements
J. Mehlmann
Mitarbeiter
Workshops
Kaizen
KATA

Quelle: Seite 31
Integration der Mitarbeiter durch KATA
Die Verantwortlichen des Berliner Flughafens
haben es wohl zu spät bemerkt !
J. Mehlmann

Quelle: Seite 32 1.10.10 M.Timmermann
Ihnen allzeit gute Fahrt!Ende
Wir transportieren Ihre Lebensmittel