week7
DESCRIPTION
TRANSCRIPT

WEEK -7
S E P 2 3 R D 2 0 1 4
2 0 1 4 - 2 0 1 5 S E M E S T E R - I
TA201 Manufacturing Processes
2014-15 Semester-I
Announcements
TA 201 Dr. Shashank Shekhar
2
Upload Project report on website (check group names and project names on website)
TA201 midsem copies will be distributed at the end of labs from Thursday onwards
No re-checking will be done Only unchecked questions and totaling mistake will be
considered Midsem performance ?
Endsem + Project Marks
80% and above A
70% to 80% B
60% to 70% C
50% to 60% D
Along with attendance
W E L D I N G
Fusion Welding
Physics of fusion welding
Examples: Arc Welding, Resistance Welding, Gas Welding
Solid state Welding
Weld Quality and Weldability
B R A Z I N G
S O L D E R I N G
A D H E S I V E B O N D I N G
Dr. Shashank Shekhar TA 201
3
Joining [Chap-30, 31, 32 & 33 :Groover]
2014-15 Semester-I
Welding
TA 201 Dr. Shashank Shekhar
4
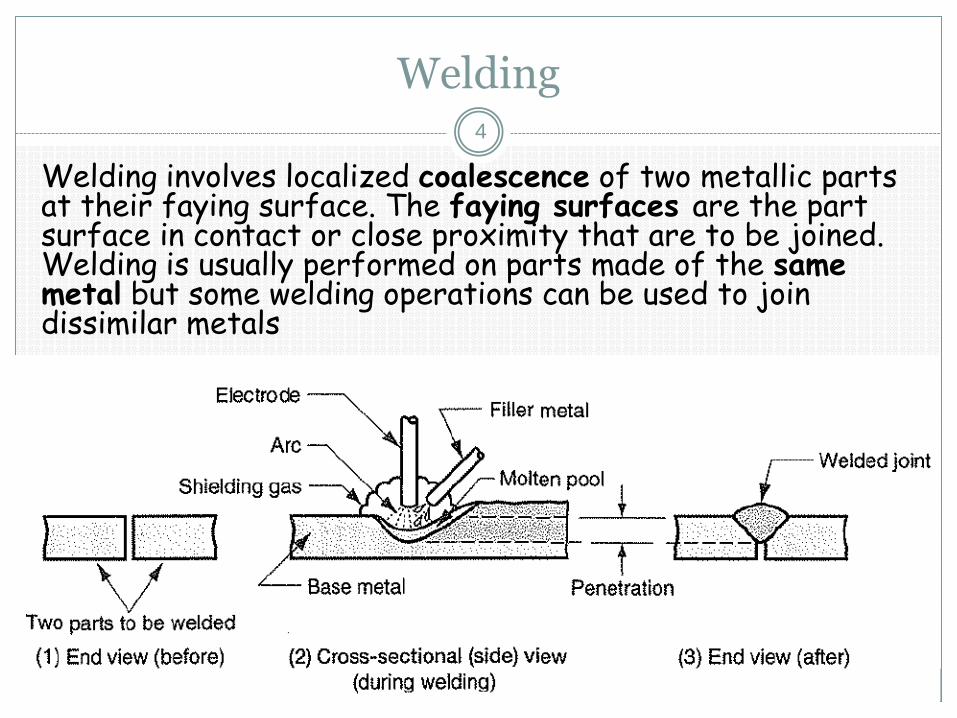
Welding involves localized coalescence of two metallic parts at their faying surface. The faying surfaces are the part surface in contact or close proximity that are to be joined. Welding is usually performed on parts made of the same metal but some welding operations can be used to join dissimilar metals
2014-15 Semester-I
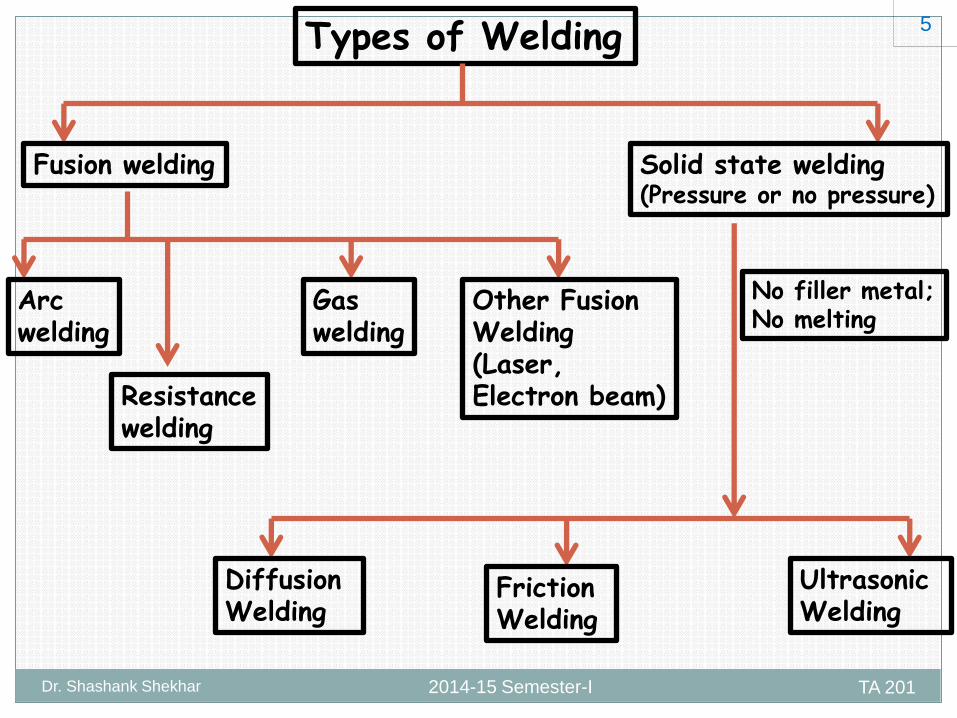
5 Types of Welding
Fusion welding Solid state welding (Pressure or no pressure)
Arc welding
Gas welding
Resistance welding
Other Fusion Welding (Laser, Electron beam)
Diffusion Welding
Friction Welding
Ultrasonic Welding
No filler metal; No melting
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
Melting base metal and coalescing two work pieces, using heat is called Fusion Welding It involves: • Melting of localized regions • Solidification of molten pool when the heat is extracted • Source of heating is usually in moving condition
Heat source: • Chemical, as in gas welding • Electrical, as in arc welding • Electron & Laser beam welding • Resistance welding
Fusion Welding 6
2014-15 Semester-I
7
Advantages 1. It provides a permanent joint
2. Joint can be stronger than the parent materials if the strength of filler metal is more than that of the parent metals and proper welding techniques are used.
3. Most economical way of joining.
4. Not restricted to factory environment.
Disadvantages 1. Manual welding requires skilled trade.
2. High energy requirement.
3. Difficult to dismantle if required.
4. Possibility of defect formation.
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
8 Types of Joint Nature
Butt Joint
Corner Joint
Lap Joint Tee Joint
Edge Joint
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
9
Types of Welds
Fillet weld
Spot weld
Plug weld
Groove weld
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
10
Fillet weld
Groove weld
Plug weld
Spot weld
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
11 Physics of Fusion Welding
Power Density (PD) = P/A P = Power entering the surface (Watt) A = Surface area over which energy is entering Minimum power density required to melt most metals in welding is about 10 W/mm2
High power density and low energy are preferable because 1. Quick melting of base metal or filler metal is crucial 2. To avoid metallurgical damage (Defects) What are the defects that can arise because of prolong heating?
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
Example-1: Variation of PD 12
A heat source is capable of transferring 3000W to the surface of a metal part. The heat impinges the surface in a circular area, with intensities varying inside the circle. The distribution is as follows: 70% of the power is transferred within a circle of diameter = 5mm, and 90% is transferred within a concentric circle of diameter =12mm. What are the power densities in
(a) the 5mm dia inner circle
(b) 12 mm dia ring that lies around the inner circle
2014-15 Semester-I
13 Physics of Welding
Quantity of heat required to melt a given volume of metal
is the sum of
1. Heat to reach melting point
2. Latent heat of fusion
To a reasonable approximation
Quantity of heat (Um) = KTm2
K: Constant (3.33x10-6) when Kelvin scale is used
Um = Heat required (Joules/mm3)
Tm = Melting temperature
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
14 Heat transit
Total heat (amount = H)
f1: Heat transfer factor (ratio of the actual heat received by the workpiece and the total heat generated at the source) f2: Melting factor: Fraction of heat received by the workpiece available for melting (This is due to the conduction of heat away from weld zone)
Heat received by workpiece (amount = f1H)
Heat for melting (amount = f1f2H = Hw)
f1H
f2f1H
Hw = f1f2H …………… Hw: net heat available for welding (Joule) For Aluminium f2 is very small and welding becomes difficult…why?
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
15 Energy Balance in Welding
Heat input for welding (Hw) = Energy needed for welding (Um*V)
Um: Unit energy required to melt unit volume of metal (J/mm3) V: Volume of the metal to be melted (mm3)
Hw = Um*V
RH: Heat generated at the source per unit time
RHw: Rate of heat energy delivered to the weld (J/s)
Rwv : Volume rate of the metal welded (mm3/s)
=Aw*v
Where, Aw: Area of the weld
v: Travel speed of arc or flame
along the weld line
RHw = Um*Rwv = Um*Awv = f1f2RH
Rate balance
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
Example-2 16
The power source in a particular welding setup is capable of generating 3500 W that can be transferred to the work surface with an efficiency f1=0.7. The metal to be welded is low carbon steel, whose melting temperature, is Tm = 1760K. Melting efficiency, f2 = 0.5. A continuous fillet weld is to be made with a cross-sectional area Aw =20 mm2. Determine the travel speed at which the welding operation can be accomplished
2014-15 Semester-I
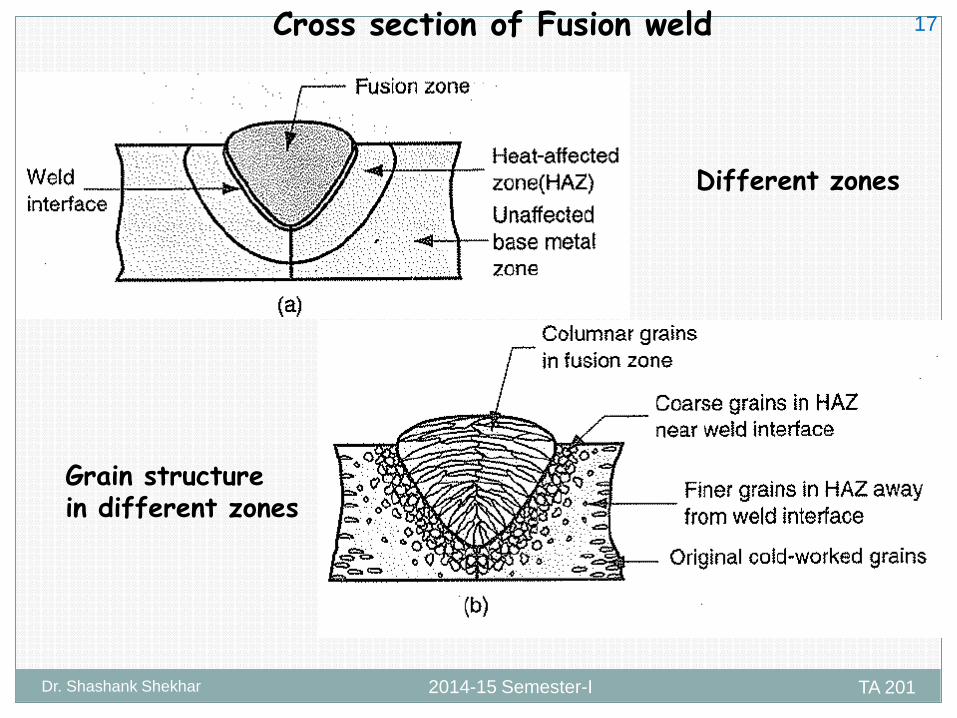
17 Cross section of Fusion weld
Different zones
Grain structure in different zones
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
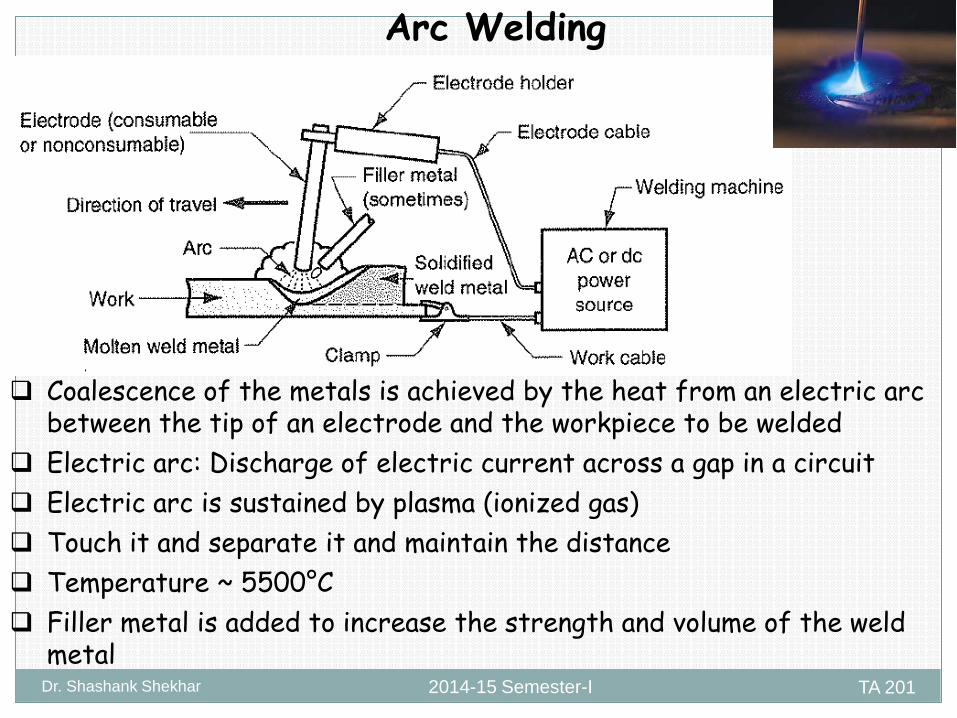
18 Arc Welding
Coalescence of the metals is achieved by the heat from an electric arc between the tip of an electrode and the workpiece to be welded
Electric arc: Discharge of electric current across a gap in a circuit
Electric arc is sustained by plasma (ionized gas)
Touch it and separate it and maintain the distance
Temperature ~ 5500°C
Filler metal is added to increase the strength and volume of the weld metal
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
19
Electrode nature
Consumable: Filler metal acts as electrode Non-consumable: W (tungsten rod): Separate filler metal is needed
Wire electrode (Consumable) Non-consumable electrode
(separate Filler metal)
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
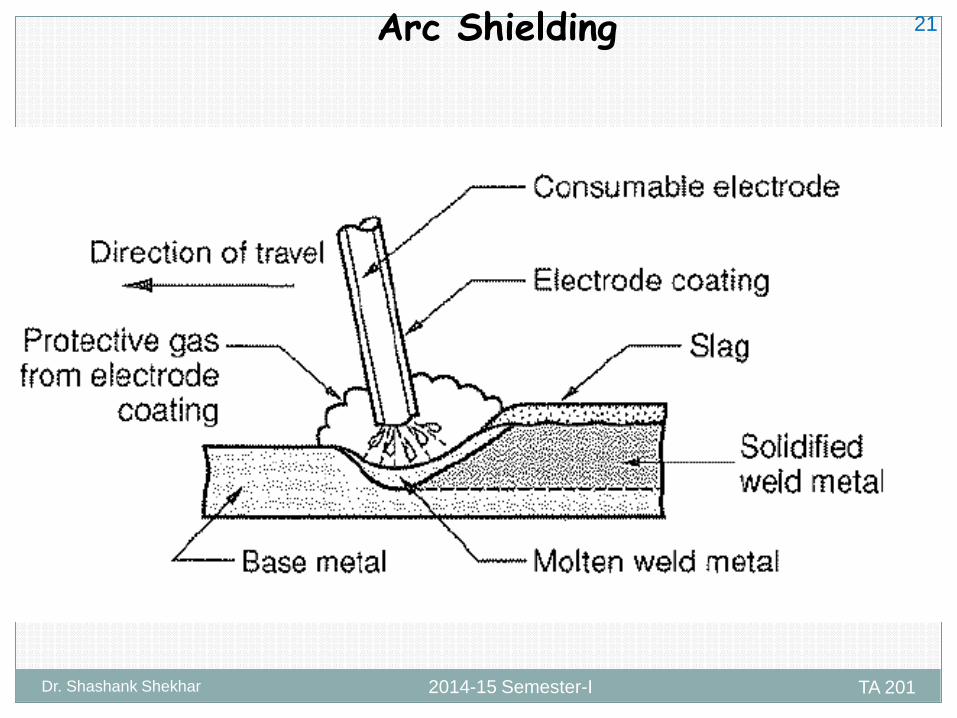
20 Arc Shielding
Need: To avoid chemical interaction between molten
metal with O2, H2 and N2.
Shields: Gas blanket or flux or both
1. Gas (as in GMAW/ MAG/ TIG) : Argon, Helium or Mixture of Ar + CO2
2. Flux: Flux forms slag which is to be removed
A. Using a stick coated with flux material (SMAW/ MMAW)
B. Flux can be delivered by pouring granular flux onto the welding operation (submerged AW)
C. Using tubular electrode in which flux is contained in the core (as in the case of Flux-cored AW)
• Provides protective atmosphere for welding
• Stabilizing arc
• reducing spattering
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I
21 Arc Shielding
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
22
Power source and analysis
Both AC and DC arc are used
f1: Heat transfer factor (ratio of the actual heat received by the workpiece and the total heat generated at the source) f2: Melting factor: Fraction of heat received by the workpiece available for melting (This is due to the conduction of heat away from weld zone)
RHw = Um*Awv = f1f2RH = f1f2E*I E: Voltage (V) I: Current (Amp)
RHw: Rate of heat energy delivered to the weld (J/s)
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
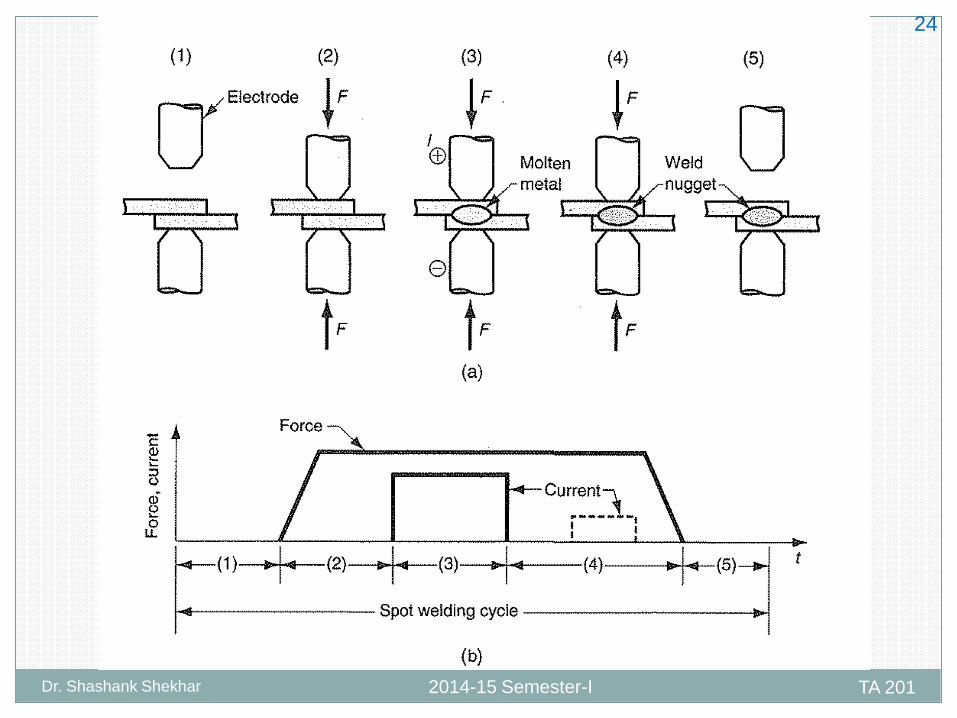
23 Resistance Welding
Heat + Pressure : Joining by fusion due to electrical resistance to the current flow at the junction to be welded
H = I2Rt H: Heat generated I: Current R: Resistance t: Time
TA 201 Dr. Shashank Shekhar
2014-15 Semester-I TA 201 Dr. Shashank Shekhar
24

2014-15 Semester-I
25
Resistance Welding
Advantage: 1. No filler metal 2. High production rate 3. Good repeatability and reliability Disadvantage: 1. High cost
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
26
Oxyfuel Gas Welding
C2H2 + O2 = 2CO +H2 + Heat CO + H2 + 1.5O2 = 2CO2 + H2O + Heat
Acetylene is the fuel and Combustion of C2H2 by O2 generates heat and temperature can reach 34800C.
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
27
• Cylinders contain oxygen and acetylene gas at extremely high pressure.
• C2H2 + O2 mixture is flammable and hazardous.
• It can be used for structural sheet metal fabrication, automotive bodies, repair work
• f1 is relatively low because of large spread of flame (0.1 to 0.3)
• Pure C2H2 colorless and odorless gas mixed with commercial acetone (why?).
(Hint: Acetone + Acetylene: Acetylene is unstable beyond 1 atm pressure. And Acetone can dissolve 25 times acetylene…and the cylinder is filled with porous materials such as asbestos…)
OxyAcetylene Welding (OAW)
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
28
Typical Oxyacetylene Gas Welding apparatus
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I TA 201 Dr. Shashank Shekhar
29
There are three distinct types of oxy-acetylene flames, usually termed:
Neutral
Carburizing (or “excess acetylene”)
Oxidizing (or “excess oxygen” )
The type of flame produced depends upon the ratio of oxygen to acetylene in the gas mixture which leaves the torch tip.
Flame Settings
2014-15 Semester-I
30
Advantage: Inexpensive Portable Economical and versatile process Well suited for low quality production and repair job Disadvantage: Longer time for welding Larger HAZ Problem with stainless steel welding
OxyAcetylene Welding (OAW)
TA 201 Dr. Shashank Shekhar

2014-15 Semester-I
Radiation: Electron Beam Welding
It is a fusion welding process in which heat for welding is provided by a highly focused and high-intensity stream of electrons impinging against the work surface
• The electron bum operates at high voltage to accelerate the electrons
• The power in EBW is not exceptional, but it has high power density
• It is operated in the vacuum chamber to minimize the disruption of the electron beam by air molecules
Disadvantages
31
2014-15 Semester-I
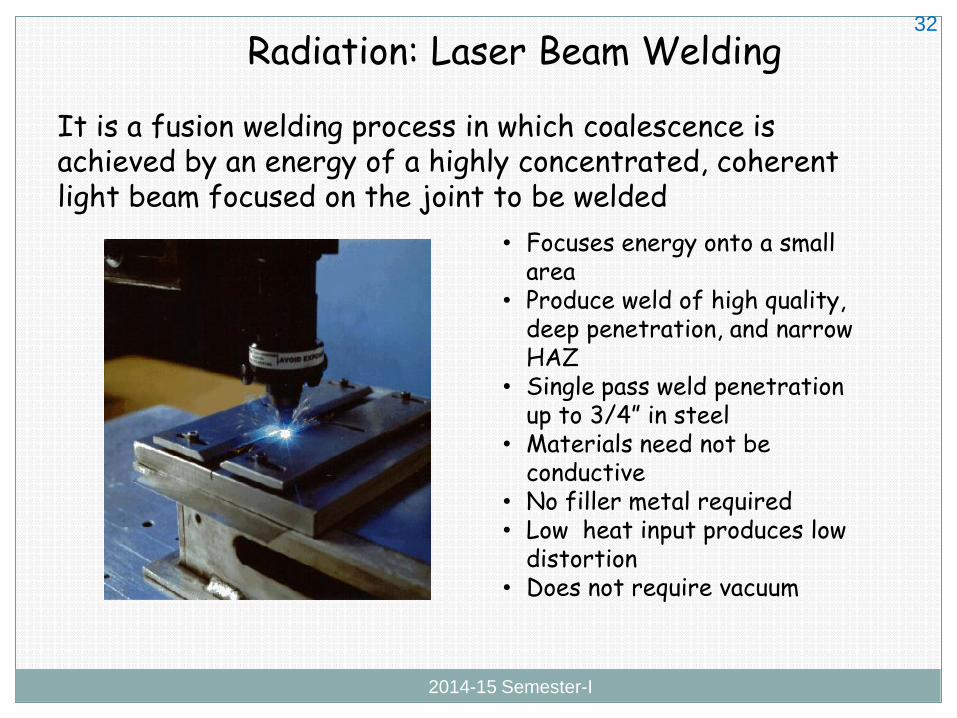
Radiation: Laser Beam Welding
It is a fusion welding process in which coalescence is achieved by an energy of a highly concentrated, coherent light beam focused on the joint to be welded
• Focuses energy onto a small area
• Produce weld of high quality, deep penetration, and narrow HAZ
• Single pass weld penetration up to 3/4” in steel
• Materials need not be conductive
• No filler metal required • Low heat input produces low
distortion • Does not require vacuum
32
2014-15 Semester-I
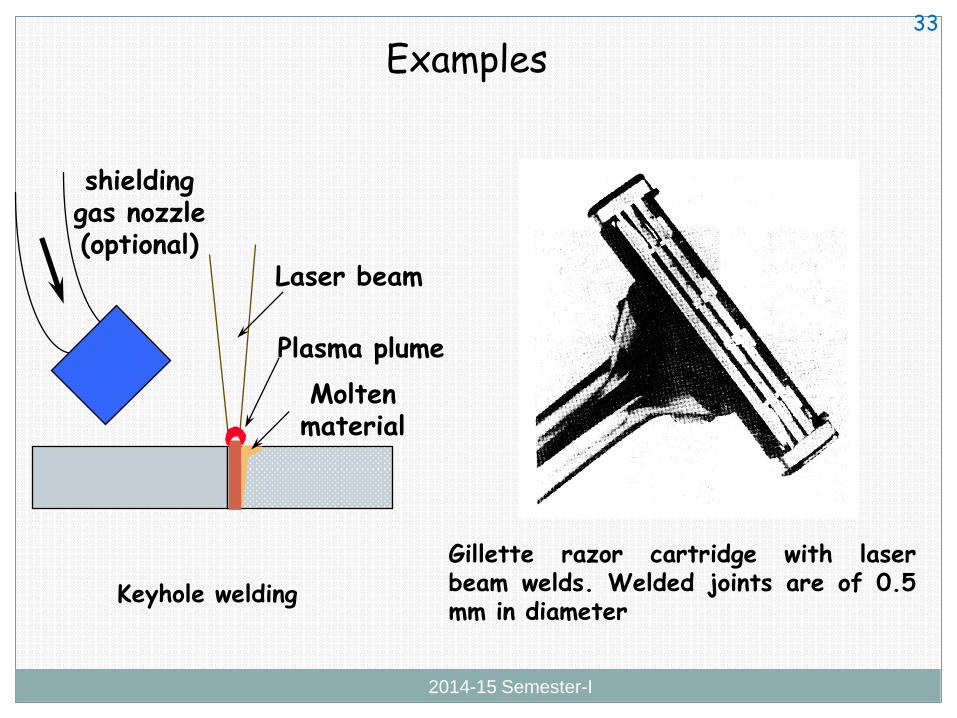
Examples
Laser beam
Plasma plume
Molten material
shielding gas nozzle (optional)
Keyhole welding
Gillette razor cartridge with laser beam welds. Welded joints are of 0.5 mm in diameter
33

2014-15 Semester-I
34 Solid State Welding
Application of Heat or Pressure or only Pressure leads to welding
Localized melting is possible or melting may not even occur
Filler metal is not used
Metallurgical bond is created with almost no melting
Advantages:
Welding with little melting or no melting
Metallurgical purity is maintained
No HAZ
Dissimilar metals can be bonded
Example: Forge welding, Roll welding, Cold welding, Diffusion welding
Explosion welding (Cladding)
TA 201 Dr. Shashank Shekhar